WO2015011899A1 - シート材及びそれを用いたバリア性包装容器並びにシート材の製造方法 - Google Patents
シート材及びそれを用いたバリア性包装容器並びにシート材の製造方法 Download PDFInfo
- Publication number
- WO2015011899A1 WO2015011899A1 PCT/JP2014/003777 JP2014003777W WO2015011899A1 WO 2015011899 A1 WO2015011899 A1 WO 2015011899A1 JP 2014003777 W JP2014003777 W JP 2014003777W WO 2015011899 A1 WO2015011899 A1 WO 2015011899A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fine fiber
- sheet material
- layer
- fiber layer
- fine
- Prior art date
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/42—Applications of coated or impregnated materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/02—Layered products comprising a layer of paper or cardboard next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/06—Vegetal fibres
- B32B2262/062—Cellulose fibres, e.g. cotton
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7246—Water vapor barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7248—Odour barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/80—Medical packaging
Definitions
- the present invention relates to a sheet material provided with a gas barrier property used in electronic members as well as the packaging field of foods, pharmaceuticals, daily necessities and the like.
- the present invention relates to a sheet material having a gas barrier property that has an excellent water vapor barrier property and an odor barrier property, a load to the environment that effectively uses natural resources, a packaging container using the same, and a method for producing the sheet material.
- packaging materials used for packaging have, for example, oxygen barrier, water vapor, and other gas barrier properties that block permeation of gas that alters the contents through the packaging material, in order to suppress the deterioration of the contents. It has been demanded. Especially in foods, in order to suppress the oxidation and alteration of proteins and oils and fats, and to maintain the taste and freshness, the effects of oxygen, water vapor, and other gases that alter the contents of food packaging materials are affected. There is a need for a packaging material that has a gas barrier property to block these gases. For pharmaceutical products that require handling under aseptic conditions, the oxygen, water vapor, and other contents that permeate the packaging material that packs the pharmaceuticals are altered in order to suppress the alteration of active ingredients and maintain their efficacy.
- barrier films in which a metal oxide film such as silicon oxide or aluminum oxide is provided on a plastic substrate on a nano scale have been proposed as a barrier material against oxygen, water vapor, and the like in recent years.
- a method of forming this metal oxide film on the surface of a plastic substrate (resin film) for example, a physical vapor deposition method (PVD) such as a vacuum film forming method, a sputtering method, an ion plating method, or plasma chemistry.
- PVD physical vapor deposition method
- CVD chemical vapor deposition
- the barrier film as described above is not limited to food packaging and is widely used in terms of excellent transparency and high barrier property against oxygen and water vapor as compared with a barrier film using a conventional aluminum foil or the like. This technology is also expected for industrial use.
- biomass-derived gas barrier coating agents such as polysaccharides including water-soluble starch and water-soluble cellulose derivatives have been developed. Since these are naturally derived, it can be said that they are excellent from an environmental and safety standpoint. However, the temperature-humidity dependency of the water-soluble polysaccharide coating material and deterioration of gas barrier properties under high humidity are inevitable.
- Patent Document 1 describes gas barrier properties by forming a cellulose nanofiber layer on a substrate, and further describes gas barrier properties improvement by crosslinking with an inorganic compound or metal oxide deposition.
- the sheet material having a gas barrier property has not been sufficiently studied so far, and it is considered that the practical flexibility such as work or product design is insufficient.
- the present invention has been made in consideration of the background art as described above. It effectively utilizes natural resources, has an excellent gas barrier property with respect to an oxygen barrier property, a water vapor barrier property, and an odor barrier property.
- An object of the present invention is to provide a sheet material having a gas barrier property and a barrier packaging container using the sheet material and a method for producing the sheet material.
- one embodiment of the present invention is a sheet material in which a fine fiber layer containing a moisturizing agent is formed on at least one surface of a base material.
- Another aspect of the present invention is a sheet material in which a fine fiber layer and a moisture retaining layer are laminated on at least one surface of a substrate.
- the fine fiber layer and the moisture retaining layer may be in direct contact with each other.
- the moisturizing layer and the fine fiber layer may be formed in this order on the base material.
- the fine fiber layer and the moisturizing layer may be formed in this order on the base material.
- the said sheet material WHEREIN is good also as containing the cellulose fiber.
- the fine fiber layer contains fine fibers, the width of the fine fibers is in the range of 2 nm to 50 nm, and the length of the fine fibers is 0.2 ⁇ m or more. It may be within a range of 50 ⁇ m or less.
- the fine fiber layer may contain a plasticizer.
- the base material may be made of any one of paper, woven fabric, non-woven fabric, and porous film.
- Another embodiment of the present invention is a barrier packaging container manufactured using the sheet material.
- Another aspect of the present invention is a method for producing the sheet material, wherein the fine fiber layer is formed on at least one surface of the base material by wet coating, and the fine material of the base material is formed. And a step of forming a vapor deposition layer by vacuum vapor deposition so as to cover the surface on the side where the fiber layer is formed.
- the gas barrier property is excellent in oxygen barrier property, water vapor barrier property, and odor barrier property, and flexibility is further improved. Can do.
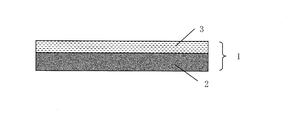
- FIG. 1 is a schematic cross-sectional view of a sheet material according to the first embodiment of the present invention.
- a sheet material 1 shown in FIG. 1 is a sheet material in which a fine fiber layer 3 containing a humectant is provided on at least one surface of a substrate 2.
- some laminated body may be formed between the base material 2 and the fine fiber layer 3 containing a moisturizing agent.
- some laminated body may be formed in the surface on the opposite side to the surface in which the fine fiber layer 3 of the base material 2 is formed.
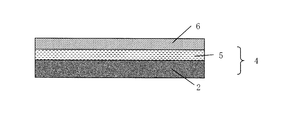
- FIG. 2 is a schematic cross-sectional view of a sheet material according to the second embodiment of the present invention.
- the 2 is a sheet material in which a fine fiber layer 5 and a moisture retention layer 6 are provided in this order on at least one surface of the substrate 2.
- some laminated body may be formed between the base material 2 and the fine fiber layer 5.
- some laminated body may be formed in the surface on the opposite side to the surface in which the fine fiber layer 5 of the moisture retention layer 6 is formed.
- some laminated body may be formed in the surface on the opposite side to the surface in which the fine fiber layer 5 of the base material 2 is formed, for example, the fine fiber layer may be formed.
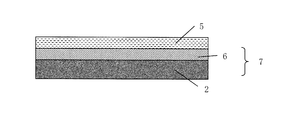
- FIG. 3 is a schematic cross-sectional view of a sheet material according to the third embodiment of the present invention.
- the sheet material 7 shown in FIG. 3 is a sheet material in which the moisture retention layer 6 and the fine fiber layer 5 are provided in this order on at least one surface of the substrate 2.
- some laminated body may be formed between the base material 2 and the moisturizing layer 6.
- some laminated body may be formed in the surface on the opposite side to the surface in which the moisture retention layer 6 of the fine fiber layer 5 is formed.
- some laminated body may be formed in the surface on the opposite side to the surface in which the moisture retention layer 6 of the base material 2 is formed, for example, the fine fiber layer may be formed.
- the base material 2 used for the sheet material according to each of the above embodiments is not particularly limited, paper is preferable from the viewpoint of environmental considerations. Furthermore, it is preferable to use a woven fabric, a non-woven fabric, or a porous membrane because it can be expected to impart various functionalities by having a large specific surface area and possessing pores. That is, by using a base material that is not flat in surface shape such as paper, woven fabric, non-woven fabric, and porous membrane, and that is inherently prone to problems in the manufacturing process such as soaking, wetting, and drying in coating agent coating, The superiority of the sheet material according to each of the above embodiments is further exhibited.
- the base material 2 may be subjected to a surface treatment to impart wettability and an anchor effect.
- the surface treatment is not particularly limited, but modifications such as corona discharge treatment, plasma treatment, ultraviolet irradiation, and alkali surface treatment are preferable in view of the purpose, cost, and simplicity of the sheet material according to each of the above embodiments.
- the raw material of the fine fibers constituting the fine fiber layers 3 and 5 used in the sheet material according to each of the above embodiments include cellulose, chitin, chitosan, and the like, and in particular, the structural arrangement is regular and a rigid skeleton.
- wood pulp, non-wood pulp, cotton, bacterial cellulose, and the like can be used as the cellulose that is the raw material of the cellulose fiber.
- fine fibers having a desired fiber shape can be obtained by arbitrarily controlling the degree of processing of the above-described mechanical treatment and chemical treatment. The details of the chemical treatment will be described later.
- the fine fibers contained in the fine fiber layers 3 and 5 are preferably highly crystalline. This is because if the fine fiber has high crystallinity, the gas barrier property, mechanical strength, water resistance, and thermal stability of the sheet material are improved.
- the fine fiber dispersion liquid containing fine fibers can be applied using various wet film forming methods to form the fine fiber layers 3 and 5.
- a gravure coater, a dip coater, a reverse coater, a wire bar coater, a die coater, a spray coater, etc. can be mentioned as a method for forming the fine fiber layers 3 and 5.
- the dispersion medium of the fine fiber dispersion is not particularly limited, but water is preferable from the viewpoint of working environment and solvent recovery.
- an organic solvent such as alcohol may be mixed with the dispersion medium.
- concentration of the dispersion may be arbitrarily adjusted within a range that does not cause a problem in forming the desired fine fiber layers 3 and 5.
- the width of the fine fibers (that is, the fiber width) is in the range of 2 nm to 50 nm and the length of the fine fibers (that is, the fiber length) is 0. It is preferably within a range of 2 ⁇ m or more and 50 ⁇ m or less. If the fiber width is 2 nm or more and 50 nm or less, since the fine fiber has optical transparency, the degree of freedom in product design is improved, and the fine fiber is densely formed into a film, so that a good gas barrier property can be exhibited. it can. When the fiber width is less than 2 nm, it may be difficult to maintain the fiber shape.
- the fiber width exceeds 50 nm, the optical transparency of the fine fibers may be lowered.
- the fiber length is less than 0.2 ⁇ m, the entanglement between the fine fibers is weak, and the strength of the formed fine fiber layers 3 and 5 may be insufficient.
- the fine fibers are infiltrated into the base material, and it may be difficult to reduce the yield of the component that functions as the membrane or to form the membrane itself.
- the shape of the fine fibers is such that the fine fiber dispersion prepared to 0.0001 to 0.001 wt% is spread on mica having a smooth surface and dried, and then SEM (Scanning Electron Microscope) or AFM (Atomic Force Microscope). This can be confirmed by observation. Furthermore, it is preferable that the fine fiber layers 3 and 5 have a crosslinked structure formed by a crosslinking agent from the viewpoint of water resistance. Examples of the crosslinking agent include oxazoline, divinylsulfone, carbodiimide, dihydrazine, dihydrazide, epichlorohydrin and the like. In addition, the said crosslinking agent may be used individually by 1 type, and may use 2 or more types together.
- the fine fiber layer 3 contains a moisturizing agent, or the fine fiber layer 5 and the moisturizing layer 6 are adjacent to each other.
- a moisturizing agent or the fine fiber layer 5 and the moisturizing layer 6 are adjacent to each other.
- the fine fiber layer shows rigidity and low flexibility
- the fine fibers particularly cellulose
- the moisturizing agent used in the sheet material according to each of the above embodiments is not separated from the moisturizing agent and water or hot water when 10 g or more of water or hot water per 1 g of dry weight is contained at 25 ° C. Good.
- the humectant include cellulose, cellulose derivatives, chitin, chitosan derivatives, starch, hyaluronic acid, alginic acid, gelatin, kaolin, dextrin, glycerin, polyglycerin, D-sorbitol, PVA, and the like. Or sorbitol is preferred because of its excellent moisture retention and great flexibility effect.
- the moisturizing agent used for the moisturizing layer 6 may include one or more of the moisturizing agents described above and may be used in combination of two or more.
- the fine fiber layers 3 and 5 may contain a plasticizer component in addition to the moisturizer described above.
- a plasticizer component in addition to the moisturizer described above.
- the plasticizer include a phthalate ester plasticizer, an adipate ester plasticizer, a phosphate ester plasticizer, an epoxy plasticizer, a polyester plasticizer, a glycol plasticizer, and a sugar alcohol plasticizer.
- a glycol plasticizer or a sugar alcohol plasticizer is particularly preferable from the viewpoint of compatibility with the fine fiber dispersion and good compatibility with the fine fibers.
- glycol plasticizer examples include glycerin, diglycerin, polyglycerin, diethylene glycol, triethylene glycol, and polyethylene glycol. Among these, glycerin or diglycerin is preferable in terms of safety, heat resistance, and gas barrier properties.
- sugar alcohol plasticizers include sorbitol, maltitol, xylitol, erythritol, and lactitol. A sugar alcohol plasticizer is preferable because it can improve flexibility while maintaining high gas barrier properties.
- the above-mentioned glycol plasticizer and sugar alcohol plasticizer behave effectively as a humectant used in the sheet material according to each of the above embodiments. Therefore, when a glycol plasticizer or a sugar alcohol plasticizer is added to the fine fiber layers 3 and 5, the flexibility of the fine fiber layers 3 and 5 is improved by the action of both the moisturizing agent and the plasticizer. There is a high effect.
- the formation method of the fine fiber layer 3 containing a humectant is not particularly limited.
- the fine fiber layer 3 may be formed by coating a fine fiber dispersion containing a moisturizer prepared by adding a moisturizer to the fine fiber dispersion, or dispersed in the fine fiber dispersion with a dispersant.
- the fine fiber layer 3 may be formed by coating a fine fiber dispersion containing a humectant prepared by mixing the humectant dispersion.
- the humectant dispersion may be coated after the fine fiber layer is formed.
- you may heat to the dispersion medium of a moisturizing agent, and may add various additives for the purpose of improving the effect of a moisturizing agent.
- the addition weight of the moisturizing agent is within the range of 1% or more and 30% or less with respect to the solid content weight of the fine fibers and the moisturizing agent.
- the added weight of the humectant is more than 30%, the swelling of the fine fibers due to water molecules and the dissolution / diffusion rate due to the water molecules in the fine fibers increase, and the gas barrier property is remarkably lowered.
- the added weight of the humectant is less than 1%, the effect of the humectant is low, and thus the flexibility may not be improved.
- the added weight is preferably 30% or less together with the humectant. When the added weight exceeds 30%, the gas barrier property is significantly lowered, and the effect as a gas barrier material may be reduced.
- the moisturizing layer 6 can be formed by applying the moisturizing agent dispersion using various wet film forming methods. Specifically, a gravure coater, a dip coater, a reverse coater, a wire bar coater, a die coater, a spray coater, or the like can be cited as a method for forming the moisture retention layer 6.
- the dispersion medium of the humectant dispersion is not particularly limited, but water is preferable from the viewpoint of working environment and solvent recovery.
- an organic solvent such as alcohol may be mixed with the dispersion medium.
- concentration of the dispersion may be arbitrarily adjusted within a range that does not cause a problem in forming the desired moisturizing layer 6.
- a vapor deposition layer (not shown) can be formed by vacuum vapor deposition so as to cover the surface of the base material 2 on which the fine fiber layers 3 and 5 are formed.
- a vapor deposition method for forming this vapor deposition layer for example, a physical vapor deposition method (PVD) such as a vacuum film formation method, a sputtering method, an ion plating method, a plasma chemical vapor deposition method, a thermal chemical vapor deposition method, or the like.
- PVD physical vapor deposition method
- CVD chemical vapor deposition
- a metal oxide deposition layer such as silicon oxide and aluminum oxide formed by these vacuum processes can be formed on the sheet material according to each of the above embodiments, and the sheet material can be used.
- the preferred film thickness of the vapor deposition layer varies depending on the use of the sheet material, the film composition of the vapor deposition layer, etc., but it is usually preferably in the range of several tens to 5000 mm. If this vapor deposition layer is thinner than several tens of mm, the continuity of the vapor deposition layer is not maintained, and if it is thicker than 5000 mm, cracks are likely to occur.
- plasma treatment or the like may be performed to remove moisture, dust, and the like on the surface of the fine fiber layers 3 and 5 and promote smoothing and activation of the surface. .
- the fine fiber layer 5 and the moisturizing layer 6 are provided on the sheet material 1 provided with the fine fiber layer 3 containing the moisturizing agent on at least one surface of the base material 2 or on at least one surface of the base material 2.
- the moisturizing layer 6 supplies water molecules to the fine fiber layer 5 and reduces the tensile and compressive stress applied to the fine fiber layer 5 derived from the base material 2 by the buffering action of the moisturizing layer 6. Moreover, distortion and cracking of the fine fiber layer 5 can be suppressed.
- the configuration II since the fine fiber layer 5 is disposed on the base material 2 side, a moisturizing layer is exhibited because an effect of suppressing penetration into the base material 2 due to entanglement of the fine fibers is exhibited. It is possible to effectively use the six components.
- the fine fiber used for the sheet material according to each of the above embodiments is subjected to chemical treatment, and further subjected to subsequent mechanical treatment, whereby fine fibers having a desired shape can be obtained with low energy.
- chemical treatment when cellulose is used as the fine fiber is shown below.
- TEMPO 2,2,6,6-tetramethyl-1-pipedinyloxy radical
- an oxidizing agent such as sodium hypochlorite while adjusting pH.
- a treatment method of adding bromide such as sodium bromide has been proposed.
- nitroxy radical and sodium bromide are added to cellulose dispersed in water, and then sodium hypochlorite aqueous solution is added with stirring at room temperature to oxidize the cellulose.
- Sodium hydroxide is added during the oxidation reaction to control the pH in the reaction system to 10.5.
- the hydroxyl group at the C6 position on the surface of the cellulose fiber is oxidized to a carboxyl group.
- the oxidizing agent for example, hypohalous acid or a salt thereof, or halous acid or a salt thereof can be used. Among them, sodium hypochlorite is preferable.
- the bromide include lithium bromide, potassium bromide, sodium bromide and the like, and among them, sodium bromide is preferable.
- Cellulose nanofibers used for the fine fiber layers 3 and 5 have a carboxyl group content within the range of 0.1 mmol / g to 3.0 mmol / g, preferably 1.0 mmol, based on the weight of cellulose by the chemical treatment. / G or more and 3.0 mmol / g or less.
- Cellulose after chemical treatment that is, cellulose nanofibers obtained in this way is likely to be finely divided by mechanical treatment in water, and a homogeneous dispersion can be obtained. For this reason, uniform film thickness and uniform layer formation on the substrate 2 are possible.
- the fiber diameter of the cellulose nanofiber becomes on the order of several nm. Since this thin fiber diameter forms a dense film as the fine fiber layers 3 and 5, it is considered that a high barrier property is expressed.
- the amount of carboxyl groups contained in cellulose is calculated by the following method. 0.2 g of dry weight conversion of chemically treated cellulose is taken in a beaker, and 80 ml of ion exchange water is added. Thereto is added 5 ml of 0.01 M sodium chloride aqueous solution, and 0.1 M hydrochloric acid is added while stirring to adjust the whole to pH 2.0. Using an automatic titrator (AUT-701, manufactured by Toa DKK Co., Ltd.), 0.1 M sodium hydroxide aqueous solution was injected at 0.05 ml / 30 seconds, and the conductivity and pH value were measured every 30 seconds. Continue the measurement until pH 11 is reached. From the conductivity curve thus obtained, the titration amount of sodium hydroxide is obtained, and the carboxyl group content is calculated.
- AUT-701 automatic titrator
- Substrate A> Paper was used as the substrate used in this example.
- Substrate A-1 Commercially available fine paper (basis weight 64 g / m 2 , surface roughness (Ra) 1.5 ⁇ m) For the surface roughness, the arithmetic average roughness (Ra) defined in JIS B 0601 was used.
- Fine fiber B-1 cellulose nanofiber having an average fiber length of 1.0 ⁇ m (solid content concentration 2% by mass)
- Fine fiber B-2 Cellulose nanofibers having an average fiber length of 0.1 ⁇ m (solid content concentration 2% by mass)
- Cellulose nanofibers which are constituent materials of the fine fiber layer, were obtained by the following method.
- ⁇ Moisturizing layer C> Glycerin was used as a moisturizing agent used in this example and used as an aqueous solution.
- -Moisturizer C-1 Glycerin (manufactured by Sakamoto Pharmaceutical Co., Ltd., solid content concentration 10% by mass)
- ⁇ Plasticizer D> Sorbitol was used as a plasticizer used in this example and used as an aqueous solution.
- -Plasticizer D-1 Sorbit (manufactured by DSP Gokyo Food & Chemical Co., Ltd., adjusted to a solid content concentration of 40% by mass)
- Example 1 The aqueous solution of the humectant C-1 is described in Table 1 with the fine fiber B-1 by adjusting the addition weight of the humectant C-1 with respect to the solid weight of the fine fiber B-1 and the humectant C-1. The mixing ratio was. Thereafter, this mixed solution was applied to the substrate A-1 with a coater bar, and dried in a drying furnace at 120 ° C. for 20 minutes. Thus, a fine fiber layer of 1.5 g / m 2 in terms of solid content weight was formed, and the sheet materials according to Example 1 and Example 2 were obtained.
- Example 3 Fine fiber by adjusting the added weight of the aqueous solution of the humectant C-1 and the plasticizer D-1 with respect to the solid content of the fine fiber B-1, the humectant C-1 and the plasticizer D-1 B-1 was mixed at the blending ratio shown in Table 1. Thereafter, this mixed solution was applied to the substrate A-1 with a coater bar, and dried in a drying furnace at 120 ° C. for 20 minutes. Thus, a fine fiber layer of 1.5 g / m 2 in terms of solid content was formed, and the sheet material according to Example 3 was obtained.
- Comparative Example 1 A sheet material according to Comparative Example 1 was obtained in the same manner as in Example 1 except that the aqueous dispersion of fine fibers B-1 was coated on the substrate A-1 with a coater bar.
- Comparative Example 2 Comparative Example 3
- the addition weight of the humectant C-1 with respect to the solid weight of the fine fiber B-1, the humectant C-1 and the humectant was adjusted, and the fine fiber B-1 and Table 1 were adjusted. Were mixed at the mixing ratio described in 1. Subsequent steps were performed in the same manner as in Example 1, and the sheet materials according to Comparative Example 2 and Comparative Example 3 were obtained.
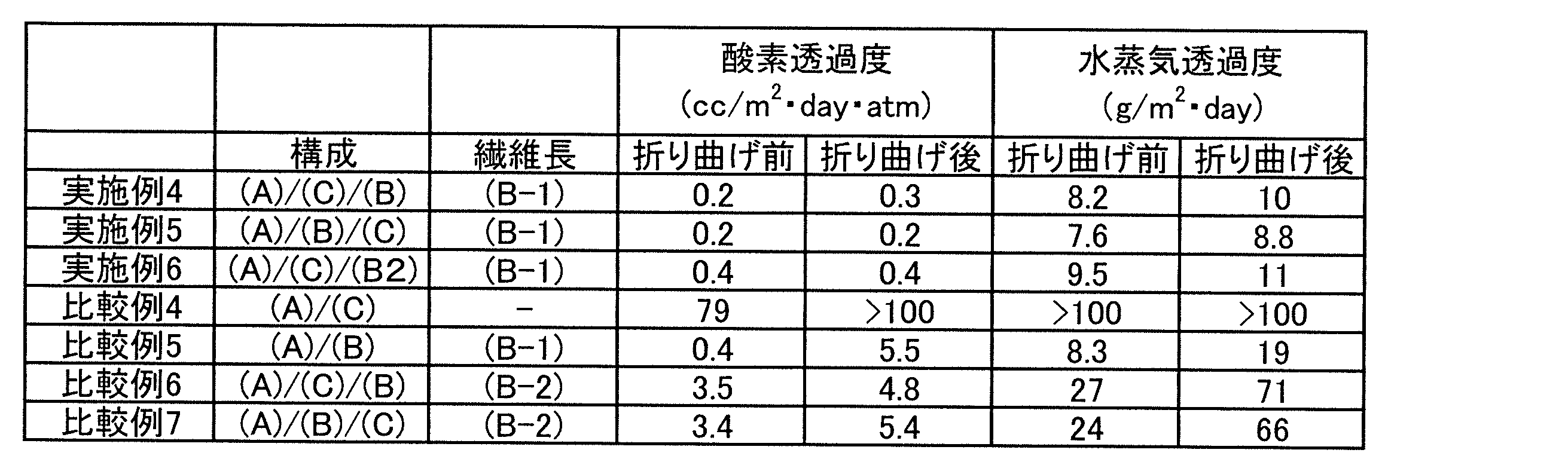
- Example 4 An aqueous solution of the humectant C-1 was applied onto the substrate A-1 with a bar coater and dried at 120 ° C. for 20 minutes in a drying furnace. Thus, a moisture retention layer C-1 having a weight of solid content of 0.8 g / m 2 was formed. Thereafter, an aqueous dispersion of fine fibers B-1 was further coated on the moisturizing layer C-1 with a coater bar, and dried at 120 ° C. for 20 minutes in a drying furnace. In this way, a fine fiber layer of 1.5 g / m 2 in terms of solid content was formed, and a sheet material having a layer configuration of base material A / moisturizing layer C / fine fiber layer B according to Example 4 was obtained.
- Example 5 A sheet material according to Example 5 was obtained in the same manner as in Example 4 except that the base material A / the fine fiber layer B / the moisturizing layer C were formed in this order.
- Example 6 An aqueous solution of the humectant C-1 was applied onto the substrate A-1 with a bar coater and dried at 120 ° C. for 20 minutes in a drying furnace. Thus, a moisture retention layer C-1 having a weight of solid content of 0.8 g / m 2 was formed. Thereafter, the mixture is further adjusted on the moisture retaining layer C-1 so that the blending ratio of the plasticizer D-1 to the solid weight of the fine fibers B-1 and the plasticizer D-1 is 20% by mass.
- the mixed solution was applied with a coater bar and dried at 120 ° C. for 20 minutes in a drying furnace.
- a sheet material having a layer configuration of the fine fiber layer B2 including the base material A / the moisturizing layer C / the plasticizer according to Example 6 is formed by forming a fine fiber layer of 1.5 g / m 2 in terms of solid weight. Obtained.
- Example 4 A sheet material according to Comparative Example 4 was obtained in the same manner as in Example 4 except that the fine fiber layer B was not formed.
- Comparative Example 5 A sheet material according to Comparative Example 5 was obtained in the same manner as Example 5 except that the moisturizing layer C was not formed.
- Comparative Example 6 A sheet material according to Comparative Example 6 was obtained in the same manner as in Example 4 except that the fine fiber B-2 was used for the fine fiber layer B.
- Comparative Example 7 A sheet material according to Comparative Example 7 was obtained in the same manner as Example 5 except that the fine fiber B-2 was used for the fine fiber layer B.
- Example 7 Comparative Example 8, Comparative Example 9
- sheet materials according to Example 7, Comparative Example 8, and Comparative Example 9 were obtained.
- the silicon oxide is evaporated by heating using an electron beam heating vacuum deposition apparatus, and a SiO X film having a cured film thickness of 50 nm is formed under the condition that the pressure during film formation is 1.5 ⁇ 10 ⁇ 2 Pa. It formed on each said sheet material.
- the oxygen permeability and the water vapor permeability before and after the bending test were measured.
- the odor barrier properties of each sheet material according to Examples 4 to 5 and Comparative Examples 4 to 7 were evaluated.
- a gas barrier sheet material that effectively uses natural resources, has an oxygen barrier property, a water vapor barrier property, an odor barrier property, and an excellent flexibility, and further uses the same.
- Barrier packaging containers can be manufactured.
- Sheet material 2 Base material 3: Fine fiber layer containing moisturizer or fine fiber layer containing moisturizer and plasticizer 4: Sheet material 5: Fine fiber layer or fine fiber layer containing plasticizer 6: Moisturizer Layer 7: Sheet material
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Physical Vapour Deposition (AREA)
- Wrappers (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description
この金属酸化物膜をプラスチック基材(樹脂フィルム)の表面上に形成する方法として、例えば、真空成膜法、スパッタリング法、イオンプレーティング法等の物理気相成長法(PVD)、あるいはプラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等の化学気相成長法(CVD)等を利用する方法がある。
上記のようなバリアフィルムは、従来のアルミニウム箔等を使用したバリアフィルムと比較して、透明性に優れ、酸素や水蒸気に対して高いバリア性を有するという点で、食品包装に限らず、幅広く産業用用途としても期待されている技術である。
さらに、水溶性でんぷんや水溶性セルロース誘導体をはじめとする多糖類等バイオマス由来のガスバリア性のコーティング剤も開発されている。これらは天然由来ということで環境的にも安全上の観点からも優れていると言える。しかし、水溶性多糖類のコーティング材料の温度・湿度依存性や高湿度下でガスバリア性の劣化は避けられない。
また、本発明の別の態様は、基材の少なくとも一方の面に、微細繊維層と保湿層とを積層したことを特徴とするシート材である。
また、上記シート材において、前記微細繊維層と前記保湿層とは、直に接していることとしてもよい。
また、上記シート材において、前記基材上に、前記保湿層と前記微細繊維層とをこの順番に形成したこととしてもよい。
また、上記シート材において、前記基材上に、前記微細繊維層と前記保湿層とをこの順番に形成したこととしてもよい。
また、上記シート材において、前記微細繊維層は、微細繊維を含有しており、前記微細繊維の幅は、2nm以上50nm以下の範囲内であり、前記微細繊維の長さは、0.2μm以上50μm以下の範囲内であることとしてもよい。
また、上記シート材において、前記微細繊維層は、可塑剤を含有していることとしてもよい。
また、上記シート材において、前記基材は、紙、織布、不織布、多孔質膜のいずれかにより構成されていることとしてもよい。
また、本発明の別の態様は、上記シート材の製造方法であって、前記基材の少なくとも一方の面に、ウェット塗工により前記微細繊維層を形成する工程と、前記基材の前記微細繊維層が形成された側の面を覆うように、真空蒸着により蒸着層を形成する工程と、を具備することを特徴とするシート材の製造方法である。
図2は、本発明の第2実施形態に係るシート材の断面概略図である。図2に示されたシート材4は、基材2の少なくとも一方の面に微細繊維層5と保湿層6とをこの順番に設けてなるシート材である。ここで、基材2と微細繊維層5との間になんらかの積層体が形成されていてもよい。また、保湿層6の微細繊維層5が形成されている面とは逆側の面になんらかの積層体が形成されていてもよい。また、基材2の微細繊維層5が形成されている面とは逆側の面になんらかの積層体が形成されていてもよく、例えば、微細繊維層が形成されていてもよい。
次に、シート材1、4、7を形成する各層の構成内容の詳細を記載する。
<基材2>
上記各実施形態に係るシート材に用いられる基材2は、特に限定されないが、環境配慮の面から紙が好ましい。さらに、比表面積が大きいことや細孔を保有することにより様々な機能性付与が期待できることから、織布、不織布や多孔質膜を用いることが好適である。すなわち、これら紙、織布、不織布、多孔質膜といった表面形状が平坦でなく、コーティング剤の塗工において染込みや濡れ、乾燥など本来製造工程上不具合が発生しやすい基材を用いることで、上記各実施形態に係るシート材の優位性が更に発揮される。
また、基材2上に微細繊維層3、5または保湿層6の形成向上のため、基材2に表面処理を施し、濡れ性やアンカー効果を付与してもよい。表面処理については特に限定されないが、上記各実施形態に係るシート材の趣旨やコスト面、工程の簡便さから、コロナ放電処理やプラズマ処理、紫外線照射、アルカリ表面処理などの改質が好ましい。
上記各実施形態に係るシート材に用いられる微細繊維層3、5を構成する微細繊維の原料には、例えば、セルロース、キチン、キトサンなどが挙げられ、特に構造配列が規則的であり剛直な骨格を有するセルロース繊維が好ましい。セルロース繊維の原料となるセルロースとしては、例えば、木材パルプ、非木材パルプ、コットン、バクテリアセルロース等を用いることができる。微細繊維の微細化方法としては特に限定されないが、例えば、高圧ホモジナイザー、超音波ホモジナイザー、グラインダー磨砕、凍結粉砕、メディアミルなどの機械処理を挙げることができ、いずれの方法を用いてもよい。また、上記機械処理を行う前工程として、例えば、化学処理を実施してもよい。上述の機械処理や化学処理の処理度を任意に制御することにより、所望の繊維形状を有する微細繊維を得ることができる。なお、上記化学処理の詳細については後述する。また、微細繊維層3、5に含まれる微細繊維は、高結晶性であることが好ましい。これは、微細繊維の結晶性が高いと、シート材のガスバリア性、力学強度、耐水性、熱安定性が向上するからである。
さらに微細繊維層3、5は、耐水性の点から、架橋剤によって架橋構造が形成されていることが好ましい。上記架橋剤としては、例えばオキサゾリン、ジビニルスルホン、カルボジイミド、ジヒドラジン、ジヒドラジド、エピクロルヒドリン等を挙げることができる。なお、上記架橋剤は、1種を単独で使用してもよく、2種以上を併用してもよい。
上記各実施形態に係るシート材は、微細繊維層3中に保湿剤が含有されること、あるいは微細繊維層5と保湿層6とが隣接してなることが好ましい。以下、この点に関して詳しく説明する。
従来技術に係る微細繊維層の多くは、剛直で可とう性に乏しい。このため、微細繊維層を、例えばガスバリア層として基材上に形成した場合には、折り曲げによりガスバリア層にクラックが生じて、バリア性の劣化が生じるなど、製品設計において大きな制約がかかることがある。ここで、微細繊維層が剛直性や低い可とう性を示す主たる原因は、微細繊維、特にセルロースが分子内に多数保有する水酸基により、分子内、分子鎖間に水素結合を形成し、密にパッキングされている点にある。そこで、保湿剤を微細繊維層3に含有させること、あるいは保湿層6を微細繊維層5に近接させることにより、より多くの水分子を微細繊維層内に取り込み、微細繊維間に水分子を配置することによって水素結合形成を緩和することができる。これにより、微細繊維層3、5からなるガスバリア層のフレキシビリティーを格段に向上させることができる。
糖アルコール系可塑剤としては、例えば、ソルビトール、マルチトール、キシリトール、エリスリトール、ラクチトール等を挙げることができる。糖アルコール系可塑剤は、高いガスバリア性を維持したままフレキシビリティーを向上させることが可能であり、好適である。
保湿剤を含む微細繊維層3の形成方法は、特に限定されるものではない。例えば、微細繊維分散液に保湿剤を添加して調整した保湿剤を含む微細繊維分散液をコーティングして微細繊維層3を形成してもよいし、微細繊維分散液に、分散剤により分散させた保湿剤分散液を混合して調整した保湿剤を含む微細繊維分散液をコーティングして微細繊維層3を形成してもよい。または、微細繊維層を形成した後に保湿剤分散液をコーティングしても構わない。なお、保湿剤の分散媒へ分散性改善や保湿剤の効果を向上させる目的で加熱したり、各種添加剤を加えても構わない。
上記各実施形態に係るシート材において、基材2の微細繊維層3、5が形成された側の面を覆うように真空蒸着により蒸着層(図示せず)を形成することができる。この蒸着層を形成する蒸着方法としては、例えば、真空成膜法、スパッタリング法、イオンプレーティング法等の物理気相成長法(PVD)、あるいはプラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等の化学気相成長法(CVD)などを挙げることができる。より詳しくは、これらの真空プロセスにより形成した、酸化ケイ素、酸化アルミニウム等の金属酸化物の蒸着層を上記各実施形態に係るシート材上に形成して、当該シート材を使用することができる。
なお、上記蒸着層を形成する前工程として、プラズマ処理などを行うことにより、微細繊維層3、5表面の水分や塵等を除去すると共にその表面の平滑化、活性化を促進させてもよい。
上述のように、基材2の少なくとも一方の面に、保湿剤を含有した微細繊維層3を備えたシート材1、または基材2の少なくとも一方の面に、微細繊維層5と保湿層6とを積層したシート材4、7を用いれば、良好なガスバリア性とフレキシビリティーを兼ね備えたガスバリア性包装容器を作製することができる。
上記各実施形態に係るシート材であって、基材2上に微細繊維層5と保湿層6を個別に形成する場合において、基材2側から保湿層6と微細繊維層5がこの順番に形成(基材2/保湿層6/微細繊維層5=構成I)されてもよく、微細繊維層5と保湿層6がこの順番に形成(基材2/微細繊維層5/保湿層6=構成II)されてもよい。このように異なる順番で積層された構成Iと構成IIとは、異なる効果を有する。なお、構成I、構成IIいずれの場合も微細繊維層5と保湿層6が隣接して形成されることが好ましい。
構成Iの場合、保湿層6は微細繊維層5に水分子を供給するとともに、基材2に由来して微細繊維層5に掛かる伸張や圧縮応力を保湿層6の緩衝作用によって低減することにより、微細繊維層5の歪みや割れを抑制することができる。一方、構成IIの場合、微細繊維層5が基材2側に配置されることから、微細繊維の絡まりにより基材2内への染込みを抑制する目止め効果が発揮されるため、保湿層6の成分を有効利用することが可能となる。
次に、上記各実施形態に係るシート材に用いられる微細繊維に化学処理を施し、さらにこれに続く機械処理を施すことにより、低エネルギーで所望の形状の微細繊維を得ることができる。微細繊維としてセルロースを用いた場合の化学処理の一例を以下に示す。
セルロースを化学処理する方法としては、触媒として2,2,6,6-テトラメチル-1-ピペジニルオキシラジカル(TEMPO)を使用し、pHを調整しながら次亜塩素酸ナトリウム等の酸化剤、臭化ナトリウム等の臭化物を添加する処理方法が提案されている。この方法により、セルロースC6位の水酸基がカルボキシル化されると、セルロース繊維相互の静電反発が高まり膨潤するため、低エネルギー投入による機械処理によってセルロースがナノファイバー化し、セルロースの水分散液が得られる。さらに、本方法を利用すると、得られたセルロースナノファイバーの分子量低下が抑えられるため、微細繊維層は高い力学強度を有する。
まず、水中で分散させたセルロースにニトロキシラジカルと臭化ナトリウムとを添加し、次に室温で撹拌しながら次亜塩素酸ナトリウム水溶液を添加して、セルロースの酸化を行う。酸化反応中に水酸化ナトリウムを添加し、反応系内のpHを10.5に制御する。この時、セルロース繊維表面のC6位の水酸基がカルボキシル基に酸化される。その後、十分水洗し、得られたセルロースを微細化したものを微細繊維層3、5の構成材料として用いる。
なお、酸化剤としては、例えば、次亜ハロゲン酸またはその塩、亜ハロゲン酸またはその塩が使用できるが、その中でも次亜塩素酸ナトリウムが好ましい。臭化物としては、例えば、臭化リチウム、臭化カリウム、臭化ナトリウム等を挙げることができ、その中でも臭化ナトリウムが好ましい。
本実施例で使用した材料を以下に示す。
<基材:A>
本実施例に使用する基材として紙を用いた。
・基材A-1:市販上質紙(坪量64g/m2、表面粗さ(Ra)1.5μm)
表面粗さについては、JIS B 0601に規定される算術平均粗さ(Ra)を使用した。
本実施例に使用する微細繊維としてセルロースナノファイバーを用いた。
・微細繊維B-1:平均繊維長1.0μmのセルロースナノファイバー(固形分濃度2質量%)
・微細繊維B-2:平均繊維長0.1μmのセルロースナノファイバー(固形分濃度2質量%)
(1)試薬・材料
・セルロース:漂白クラフトパルプ(フレッチャー チャレンジ カナダ「Machenzie」)
・TEMPO:市販品(東京化成工業株式会社製、98%)
・次亜塩素酸ナトリウム:市販品(和光純薬株式会社製、Cl:5%)
・臭化ナトリウム:市販品(和光純薬株式会社製)
2Lのガラスビーカー中に、乾燥質量10gの漂白クラフトパルプとイオン交換水500mlとを投入して一晩静置し、パルプを膨潤させた。これを温調付きウォーターバスにより40.0℃に温度調整し、TEMPO0.1gと臭化ナトリウム1gを添加して撹拌し、パルプ懸濁液とした。さらに撹拌しながら、セルロース質量当たり5mmol/gの次亜塩素酸ナトリウムを添加した。この際、約1Mの水酸化ナトリウム水溶液を添加して、パルプ懸濁液のpHを約10.5に保持した。その後、120分間反応を行い、イオン交換水でパルプを充分に水洗して、TEMPO酸化セルロースを得た。
得られたTEMPO酸化セルロースをイオン交換水中で所定濃度となるように調整し、ミキサー(大阪ケミカル株式会社製、アブソルートミル、14,000rpm)を用いて30分間撹拌し、微細化することにより、透明なセルロースナノファイバー水分散体(固形分濃度2質量%)を得た(微細繊維B-1)。さらに、前記セルロースナノファイバー水分散体を超高圧ホモジナイザー(アドバンスト・ナノ・テクノロジィ社製、Servo・Labo、150MPa、10パス)で処理した(微細繊維B-2)。微細繊維B-1及びB-2を固形分濃度0.0001質量%に希釈し、マイカ上に少量展開して乾燥させた。その後、微細繊維B-1及びB-2をそれぞれAFM観察したところ、10本平均の繊維長は、それぞれ1.0μm及び0.1μm、繊維径(繊維幅)はいずれも4nmであった。
本実施例に使用する保湿剤としてグリセリンを用い、水溶液として使用した。
・保湿剤C-1:グリセリン(坂本薬品工業株式会社製、固形分濃度10質量%)
<可塑剤:D>
本実施例に使用する可塑剤としてソルビトールを用い、水溶液として使用した。
・可塑剤D-1:ソルビット(DSP五協フード&ケミカル株式会社製、固形分濃度40質量%に調整)
保湿剤C-1の水溶液を、微細繊維B-1と保湿剤C-1とを合せた固形分重量に対する保湿剤C-1の添加重量を調整して微細繊維B-1と表1に記載の配合比で混合した。その後、この混合液を基材A-1にコーターバーにより塗工し、乾燥炉にて120℃で20分間乾燥させた。こうして、固形分重量換算で1.5g/m2の微細繊維層を形成し、実施例1、実施例2に係るシート材を得た。
(実施例3)
保湿剤C-1の水溶液と可塑剤D-1の水溶液を、微細繊維B-1と保湿剤C-1と可塑剤D-1とを合せた固形分重量に対する添加重量を調整して微細繊維B-1と表1に記載の配合比で混合した。その後、この混合液を基材A-1にコーターバーにより塗工し、乾燥炉にて120℃で20分間乾燥させた。こうして、固形分重量換算で1.5g/m2の微細繊維層を形成し、実施例3に係るシート材を得た。
基材A-1に微細繊維B-1の水分散液をコーターバーにより塗工した以外は、実施例1と同様にして、比較例1に係るシート材を得た。
(比較例2、比較例3)
保湿剤C-1の水溶液を、微細繊維B-1と保湿剤C-1と保湿剤を合せた固形分重量に対する保湿剤C-1の添加重量を調整して微細繊維B-1と表1に記載の配合比で混合した。その後の工程は、実施例1と同様にして、比較例2、比較例3に係るシート材を得た。
基材A-1上に保湿剤C-1の水溶液をバーコーターにより塗工し、乾燥炉にて120℃で20分間乾燥させた。こうして、固形分重量換算で0.8g/m2の保湿層C-1を形成した。その後、さらに保湿層C-1上に微細繊維B-1の水分散液をコーターバーにより塗工し、乾燥炉にて120℃で20分間乾燥させた。こうして、固形分重量換算で1.5g/m2の微細繊維層を形成し、実施例4に係る基材A/保湿層C/微細繊維層Bの層構成を有するシート材を得た。
基材A/微細繊維層B/保湿層Cの順となるよう形成した以外は、実施例4と同様にして、実施例5に係るシート材を得た。
(実施例6)
基材A-1上に保湿剤C-1の水溶液をバーコーターにより塗工し、乾燥炉にて120℃で20分間乾燥させた。こうして、固形分重量換算で0.8g/m2の保湿層C-1を形成した。その後、さらに保湿層C-1上に、微細繊維B-1と可塑剤D-1とを合せた固形分重量に対する可塑剤D-1の添加重量配合比が20質量%となるよう調整し混合した混合液をコーターバーにより塗工し、乾燥炉にて120℃で20分間乾燥させた。こうして、固形分重量換算で1.5g/m2の微細繊維層を形成し、実施例6に係る基材A/保湿層C/可塑剤を含む微細繊維層B2の層構成を有するシート材を得た。
微細繊維層Bを形成しない以外は、実施例4と同様にして、比較例4に係るシート材を得た。
(比較例5)
保湿層Cを形成しない以外は、実施例5と同様にして、比較例5に係るシート材を得た。
(比較例6)
微細繊維層Bに微細繊維B-2を用いる以外は、実施例4と同様にして、比較例6に係るシート材を得た。
(比較例7)
微細繊維層Bに微細繊維B-2を用いる以外は、実施例5と同様にして、比較例7に係るシート材を得た。
実施例5、比較例4、比較例5と同様にして、実施例7、比較例8、比較例9に係るシート材をそれぞれ得た。その後、電子ビーム加熱方式の真空蒸着装置を用いて、酸化ケイ素を加熱によって蒸発させ、成膜中の圧力が1.5×10-2Paの条件下で硬化膜厚が50nmのSiOX膜を上記各シート材上に形成した。
[評価]
実施例1~7及び比較例1~9に係る各シート材について、折り曲げ試験前後の酸素透過度及び水蒸気透過度を測定した。さらに、実施例4~5、比較例4~7に係る各シート材について、匂いバリア性評価を行った。
実施例1~6及び比較例1~7に係る各シート材について、酸素透過度を酸素透過度測定装置(モダンコントロール、OXTRAN 10/50A)を用いて30℃、40%RH雰囲気下で測定した。また、実施例7及び比較例8~9に係る各シート材については、酸素透過度を同様の装置を用いて30℃、70%RH雰囲気下で測定した。表1から表3にその結果を記載した。
<水蒸気透過度>
実施例1~7及び比較例1~9に係る各シート材について、水蒸気透過度を水蒸気透過度測定装置(モダンコントロール、PERMATRAN W6)を用いて40℃、90%RH雰囲気下で測定した。表1から表3にその結果を記載した。
実施例4~5及び比較例4~7に係る各シート材について、透湿カップに無水塩化カルシウムを入れて水蒸気透過度を測定するカップ法の原理を利用し、塩化カルシウムの代わりに匂い成分としてメントールを用いて乾燥空気中に2日間保管した後、カップから匂いが漏れているかについて官能試験を行った。表4にその結果を記載した。なお、本官能試験では、以下のような評価を行った。
○:匂いを全く感じない
×:匂いを感じる
実施例1~7及び比較例1~9に係る各シート材について、各シート材をA4サイズに切り出し、文鎮状の重りを用いて基材が外側を向くように配置し、曲率半径2mmにて折り曲げ試験を実施した。表1から表4にその結果を記載した。
なお、表2~4の「繊維長」の欄に示された「-」は、シート材が微細繊維層Bを備えておらず、対応する微細繊維がないことを意味する。



以上で、特定の実施形態を参照して本発明を説明したが、これら説明によって発明を限定することを意図するものではない。本発明の説明を参照することにより、当業者には、開示された実施形態の種々の変形例とともに本発明の別の実施形態も明らかである。従って、請求の範囲は、本発明の範囲及び要旨に含まれるこれらの変形例または実施形態も網羅すると解すべきである。
2:基材
3:保湿剤を含む微細繊維層、または保湿剤及び可塑剤を含む微細繊維層
4:シート材
5:微細繊維層、または可塑剤を含む微細繊維層
6:保湿層
7:シート材
Claims (11)
- 基材の少なくとも一方の面に、保湿剤を含有した微細繊維層を形成したことを特徴とするシート材。
- 基材の少なくとも一方の面に、微細繊維層と保湿層とを積層したことを特徴とするシート材。
- 前記微細繊維層と前記保湿層とは、直に接していることを特徴とする請求項2に記載のシート材。
- 前記基材上に、前記保湿層と前記微細繊維層とをこの順番に形成したことを特徴とする請求項2または請求項3に記載のシート材。
- 前記基材上に、前記微細繊維層と前記保湿層とをこの順番に形成したことを特徴とする請求項2または請求項3に記載のシート材。
- 前記微細繊維層は、セルロース繊維を含有していることを特徴とする請求項1から請求項5のいずれか1項に記載のシート材。
- 前記微細繊維層は、微細繊維を含有しており、
前記微細繊維の幅は、2nm以上50nm以下の範囲内であり、
前記微細繊維の長さは、0.2μm以上50μm以下の範囲内であることを特徴とする請求項1から請求項6のいずれか1項に記載のシート材。 - 前記微細繊維層は、可塑剤を含有していることを特徴とする請求項1から請求項7のいずれか1項に記載のシート材。
- 前記基材は、紙、織布、不織布、多孔質膜のいずれかにより構成されていることを特徴とする請求項1から請求項8のいずれか1項に記載のシート材。
- 請求項1から請求項9のいずれか1項に記載のシート材を用いて製造したことを特徴とするバリア性包装容器。
- 請求項1から請求項9のいずれか1項に記載のシート材の製造方法であって、
前記基材の少なくとも一方の面に、ウェット塗工により前記微細繊維層を形成する工程と、
前記基材の前記微細繊維層が形成された側の面を覆うように、真空蒸着により蒸着層を形成する工程と、
を具備することを特徴とするシート材の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015528138A JP6418158B2 (ja) | 2013-07-25 | 2014-07-16 | シート材及びそれを用いたバリア性包装容器並びにシート材の製造方法 |
| CN201480040960.9A CN105392625B (zh) | 2013-07-25 | 2014-07-16 | 片材和使用该片材的阻挡性包装容器以及片材的制造方法 |
| EP14829532.2A EP3025857B1 (en) | 2013-07-25 | 2014-07-16 | Sheet material and barrier packaging container using same, and process for manufacturing sheet material |
| US14/995,472 US10457456B2 (en) | 2013-07-25 | 2016-01-14 | Sheet material and barrier packaging container using the same, and method for fabricating the sheet material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013154571 | 2013-07-25 | ||
| JP2013-154571 | 2013-07-25 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US14/995,472 Continuation US10457456B2 (en) | 2013-07-25 | 2016-01-14 | Sheet material and barrier packaging container using the same, and method for fabricating the sheet material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015011899A1 true WO2015011899A1 (ja) | 2015-01-29 |
Family
ID=52392964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/003777 WO2015011899A1 (ja) | 2013-07-25 | 2014-07-16 | シート材及びそれを用いたバリア性包装容器並びにシート材の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10457456B2 (ja) |
| EP (1) | EP3025857B1 (ja) |
| JP (1) | JP6418158B2 (ja) |
| CN (1) | CN105392625B (ja) |
| WO (1) | WO2015011899A1 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016083674A1 (en) * | 2014-11-28 | 2016-06-02 | Teknologian Tutkimuskeskus Vtt Oy | Method for improving the water tolerance of bio-based cnf-films |
| JP2016159576A (ja) * | 2015-03-04 | 2016-09-05 | 凸版印刷株式会社 | ガスバリア積層体及びその製造方法 |
| WO2017072124A1 (en) * | 2015-10-29 | 2017-05-04 | Tetra Laval Holdings & Finance S.A. | Barrier film or sheet and laminated packaging material comprising the film or sheet and packaging container made therefrom |
| JP2017190541A (ja) * | 2016-04-14 | 2017-10-19 | 凸版印刷株式会社 | バリア紙およびその製造方法、紙カップ |
| JP2019059141A (ja) * | 2017-09-27 | 2019-04-18 | 大日本印刷株式会社 | 微細柄凹凸模様賦型シートの製造方法及び該製造方法で作製された賦型シート |
| JP2019059143A (ja) * | 2017-09-27 | 2019-04-18 | 大日本印刷株式会社 | 微細柄凹凸模様を賦型する賦型シートの製造方法及び該製造方法で作製された賦型シート |
| JP2019064732A (ja) * | 2017-10-05 | 2019-04-25 | 大王製紙株式会社 | 包装シート及びその製造方法 |
| JP2022509183A (ja) * | 2018-11-26 | 2022-01-20 | マーサー インターナショナル インコーポレイテッド | 異なるレベルのセルロースナノ粒子を各々有する層を含む繊維構造物製品 |
| JP2023021526A (ja) * | 2021-08-02 | 2023-02-14 | 大日本印刷株式会社 | 回折光沢賦形用離型紙 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3071443A1 (en) * | 2017-07-28 | 2019-01-31 | The Board Of Trustees Of The University Of Arkansas | Tempo-cellulose structures and related methods |
| US11331019B2 (en) | 2017-08-07 | 2022-05-17 | The Research Foundation For The State University Of New York | Nanoparticle sensor having a nanofibrous membrane scaffold |
| CN116728929A (zh) * | 2018-11-15 | 2023-09-12 | Emd密理博公司 | 用于生物容器的材料 |
| CN111004997A (zh) * | 2019-12-12 | 2020-04-14 | 成都新柯力化工科技有限公司 | 一种液体物品包装用阻隔塑料薄膜及制备方法 |
| BR102020015501A2 (pt) * | 2020-07-29 | 2022-02-08 | Suzano S.A. | Composição de barreira compreendendo amido, plastificante e mfc, método de produção, estrutura multicamada, e estrutura impermeável a o2 |
| SE2230100A1 (en) * | 2022-03-31 | 2023-10-01 | Stora Enso Oyj | A method for manufacturing a vacuum coated paper |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010125814A (ja) | 2008-12-01 | 2010-06-10 | Toppan Printing Co Ltd | 積層体 |
| WO2011118520A1 (ja) * | 2010-03-25 | 2011-09-29 | 凸版印刷株式会社 | ガスバリア性積層体および包装材料 |
| JP2011195660A (ja) * | 2010-03-18 | 2011-10-06 | Toppan Printing Co Ltd | セルロース膜およびそれを用いた積層材料 |
| JP2013510222A (ja) * | 2009-11-03 | 2013-03-21 | ストラ エンソ オーワイジェイ | 被覆基材、被覆基材の製造方法、パッケージおよび分散液コーティング |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5686748A (en) * | 1979-12-18 | 1981-07-14 | Toppan Printing Co Ltd | Multilayer hollow vessel |
| CN101772516B (zh) * | 2007-08-07 | 2012-10-10 | 花王株式会社 | 阻气用材料 |
| EP2551105B1 (en) * | 2010-03-24 | 2019-09-11 | Toppan Printing Co., Ltd. | Laminated body, method for producing same, and molding container |
| CN102811858B (zh) * | 2010-03-24 | 2015-07-08 | 凸版印刷株式会社 | 抗静电用层叠体以及具有该层叠体的层叠材料 |
| KR101800474B1 (ko) * | 2010-03-26 | 2017-11-22 | 도판 인사츠 가부시키가이샤 | 막 형성용 조성물 및 시트 |
| CN103429425B (zh) * | 2011-03-18 | 2016-06-08 | 凸版印刷株式会社 | 层叠体及其制造方法以及成形容器 |
| CN103796830B (zh) * | 2011-08-31 | 2016-04-27 | 柯尼卡美能达株式会社 | 气体阻隔性膜及其制造方法、以及使用了其的电子元件用基板 |
| CN202190599U (zh) * | 2011-09-01 | 2012-04-18 | 东营市园林绿化处 | 植物枝干保湿带 |
-
2014
- 2014-07-16 CN CN201480040960.9A patent/CN105392625B/zh active Active
- 2014-07-16 JP JP2015528138A patent/JP6418158B2/ja active Active
- 2014-07-16 EP EP14829532.2A patent/EP3025857B1/en active Active
- 2014-07-16 WO PCT/JP2014/003777 patent/WO2015011899A1/ja active Application Filing
-
2016
- 2016-01-14 US US14/995,472 patent/US10457456B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010125814A (ja) | 2008-12-01 | 2010-06-10 | Toppan Printing Co Ltd | 積層体 |
| JP2013510222A (ja) * | 2009-11-03 | 2013-03-21 | ストラ エンソ オーワイジェイ | 被覆基材、被覆基材の製造方法、パッケージおよび分散液コーティング |
| JP2011195660A (ja) * | 2010-03-18 | 2011-10-06 | Toppan Printing Co Ltd | セルロース膜およびそれを用いた積層材料 |
| WO2011118520A1 (ja) * | 2010-03-25 | 2011-09-29 | 凸版印刷株式会社 | ガスバリア性積層体および包装材料 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016083674A1 (en) * | 2014-11-28 | 2016-06-02 | Teknologian Tutkimuskeskus Vtt Oy | Method for improving the water tolerance of bio-based cnf-films |
| US10786829B2 (en) | 2014-11-28 | 2020-09-29 | Teknologian Tutkimuskeskus Vtt Oy | Method for improving the water tolerance of bio-based CNF-films |
| JP2016159576A (ja) * | 2015-03-04 | 2016-09-05 | 凸版印刷株式会社 | ガスバリア積層体及びその製造方法 |
| US10576721B2 (en) | 2015-10-29 | 2020-03-03 | Tetra Laval Holdings & Finance S.A. | Barrier film or sheet and laminated packaging material comprising the film or sheet and packaging container made therefrom |
| WO2017072124A1 (en) * | 2015-10-29 | 2017-05-04 | Tetra Laval Holdings & Finance S.A. | Barrier film or sheet and laminated packaging material comprising the film or sheet and packaging container made therefrom |
| CN108472937A (zh) * | 2015-10-29 | 2018-08-31 | 利乐拉瓦尔集团及财务有限公司 | 阻隔膜或片和包含该膜或片的层压包装材料以及由此制成的包装容器 |
| JP2018533499A (ja) * | 2015-10-29 | 2018-11-15 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | バリアフィルムまたはシート、バリアフィルムまたはシートを含む積層包装材料およびそれらから作製した包装容器 |
| JP2017190541A (ja) * | 2016-04-14 | 2017-10-19 | 凸版印刷株式会社 | バリア紙およびその製造方法、紙カップ |
| JP7144134B2 (ja) | 2017-09-27 | 2022-09-29 | 大日本印刷株式会社 | 微細柄凹凸模様を賦型する賦型シートの製造方法及び該製造方法で作製された賦型シート |
| JP2019059143A (ja) * | 2017-09-27 | 2019-04-18 | 大日本印刷株式会社 | 微細柄凹凸模様を賦型する賦型シートの製造方法及び該製造方法で作製された賦型シート |
| JP2019059141A (ja) * | 2017-09-27 | 2019-04-18 | 大日本印刷株式会社 | 微細柄凹凸模様賦型シートの製造方法及び該製造方法で作製された賦型シート |
| JP2019064732A (ja) * | 2017-10-05 | 2019-04-25 | 大王製紙株式会社 | 包装シート及びその製造方法 |
| JP7150423B2 (ja) | 2017-10-05 | 2022-10-11 | 大王製紙株式会社 | 包装シート及びその製造方法 |
| JP2022509183A (ja) * | 2018-11-26 | 2022-01-20 | マーサー インターナショナル インコーポレイテッド | 異なるレベルのセルロースナノ粒子を各々有する層を含む繊維構造物製品 |
| JP2023021526A (ja) * | 2021-08-02 | 2023-02-14 | 大日本印刷株式会社 | 回折光沢賦形用離型紙 |
| JP7248060B2 (ja) | 2021-08-02 | 2023-03-29 | 大日本印刷株式会社 | 回折光沢賦形用離型紙 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105392625A (zh) | 2016-03-09 |
| CN105392625B (zh) | 2018-09-11 |
| US10457456B2 (en) | 2019-10-29 |
| EP3025857A4 (en) | 2017-04-19 |
| US20160130056A1 (en) | 2016-05-12 |
| JP6418158B2 (ja) | 2018-11-07 |
| EP3025857B1 (en) | 2018-06-06 |
| JPWO2015011899A1 (ja) | 2017-03-02 |
| EP3025857A1 (en) | 2016-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6418158B2 (ja) | シート材及びそれを用いたバリア性包装容器並びにシート材の製造方法 | |
| JP4965528B2 (ja) | ガスバリア用材料 | |
| Chowdhury et al. | Cellulose nanocrystal (CNC) coatings with controlled anisotropy as high-performance gas barrier films | |
| JP6520973B2 (ja) | 膜形成用組成物、積層体、膜、シート基材、包装材、膜形成用組成物の製造方法 | |
| JP5350825B2 (ja) | ガスバリア性積層体とその製造方法 | |
| JP5477564B2 (ja) | バリアフィルムとその製造方法 | |
| EP2551104B1 (en) | Gas barrier laminate and packaging material | |
| JP6288178B2 (ja) | 積層体及びその製造方法並びにガスバリア材 | |
| JP5407304B2 (ja) | 積層体 | |
| JP6171674B2 (ja) | シート材及びバリア性包装容器 | |
| WO2010074340A1 (ja) | ガスバリア用材料及びガスバリア性成形体とその製造方法 | |
| BR112012029601B1 (pt) | composição, método para produzir um filme de auto-suporte, filme de auto-suporte, objeto de múltiplas camadas, método para a produção de um objeto de múltiplas camadas e uso de uma composição | |
| JP2012149114A (ja) | 膜形成用組成物およびシートならびに包装材料 | |
| JP2017190544A (ja) | バリア紙、紙カップ | |
| JP6236859B2 (ja) | ガスバリア層形成用の塗工液の製造方法 | |
| JP2017190541A (ja) | バリア紙およびその製造方法、紙カップ | |
| JP5458763B2 (ja) | コーティング剤、その製造方法および成形体 | |
| JP6786859B2 (ja) | 湿度応答性透湿シートおよびその製造方法 | |
| JP2010201414A (ja) | 膜状成形体の製造方法 | |
| JP6414284B2 (ja) | ガスバリア層形成用の塗工液、ガスバリア性積層体及び包装材料 | |
| JP6772433B2 (ja) | セルロース繊維分散液、ガスバリア積層体及びその製造方法 | |
| ES2796249T3 (es) | Composición de barrera celulósica que comprende polímero aniónico | |
| ES2792798T3 (es) | Composición de barrera celulósica |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480040960.9 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14829532 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2014829532 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2015528138 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |