WO2014104393A1 - 方向性電磁鋼板の製造方法 - Google Patents
方向性電磁鋼板の製造方法 Download PDFInfo
- Publication number
- WO2014104393A1 WO2014104393A1 PCT/JP2013/085321 JP2013085321W WO2014104393A1 WO 2014104393 A1 WO2014104393 A1 WO 2014104393A1 JP 2013085321 W JP2013085321 W JP 2013085321W WO 2014104393 A1 WO2014104393 A1 WO 2014104393A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ppm
- annealing
- mass
- grain
- steel sheet
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1261—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/001—Heat treatment of ferrous alloys containing Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/002—Heat treatment of ferrous alloys containing Cr
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the working step(s) being of interest
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1255—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest with diffusion of elements, e.g. decarburising, nitriding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1277—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a particular surface treatment
- C21D8/1283—Application of a separating or insulating coating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/02—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/04—Treatment of selected surface areas, e.g. using masks
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/24—Nitriding
- C23C8/26—Nitriding of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/40—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using liquids, e.g. salt baths, liquid suspensions
- C23C8/42—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using liquids, e.g. salt baths, liquid suspensions only one element being applied
- C23C8/48—Nitriding
- C23C8/50—Nitriding of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/80—After-treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
- H01F1/14775—Fe-Si based alloys in the form of sheets
- H01F1/14783—Fe-Si based alloys in the form of sheets with insulating coating
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
Definitions
- the present invention relates to a method for producing a grain-oriented electrical steel sheet having excellent magnetic properties, which can obtain a grain-oriented electrical steel sheet having excellent magnetic properties at low cost.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Electromagnetism (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Chemical Treatment Of Metals (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Soft Magnetic Materials (AREA)
Abstract
Description
このインヒビターレス法では、高温のスラブ加熱が不要であり、低コストでの方向性電磁鋼板の製造が可能ではあるが、インヒビターを有しないが故に製造時に、途中工程での温度のバラツキ等の影響を受け、製品の磁気特性もバラツキやすいという特徴があった。なお、集合組織の制御は、本技術においては重要な要素であり、集合組織制御のため温間圧延などの多くの技術が提案されている。但し、こうした集合組織制御が十分に行えない場合は、インヒビターを用いる技術に比べて二次再結晶後のゴス方位((110)〔001〕)への集積度は低く、磁束密度も低くなる傾向にあった。
その結果、窒化珪素とMnSを併用することの有用性を新たに見出し、本発明を完成させるに至ったのである。
1.質量%または質量ppmで、C:0.08%以下、Si:2.0~4.5%およびMn:0.5%以下を含有すると共に、S,SeおよびOをそれぞれ50ppm未満、sol.Alを100ppm未満に抑制し、さらにNを[sol.Al]×(14/27)ppm≦N≦80ppmの範囲に制御し、残部はFeおよび不可避的不純物の組成からなる鋼スラブを、再加熱することなくまたは再加熱後、熱間圧延により熱延板としたのち、焼鈍および冷間圧延を施して最終板厚の冷間圧延板とし、ついで一次再結晶焼鈍を施したのち、焼鈍分離剤を塗布してから、二次再結晶焼鈍を施す方向性電磁鋼板の製造方法において、
冷間圧延後、二次再結晶焼鈍開始前までに、窒素量が50質量ppm以上1000質量ppm以下となる窒化処理を施し、
焼鈍分離剤中に硫化物および/または硫酸塩を合計で0.2~15質量%含有させ、
二次再結晶焼鈍の昇温過程において300~800℃の温度域における滞留時間を5時間以上確保する方向性電磁鋼板の製造方法。
Ni:0.005~1.50%、 Sn:0.01~0.50%、
Sb:0.005~0.50%、 Cu:0.01~0.50%、
Cr:0.01~1.50%、 P:0.0050~0.50%
Mo:0.01~0.50%およびNb:0.0005~0.0100%
のうちから選んだ1種または2種以上を含有する組成からなる前記1または2に記載の方向性電磁鋼板の製造方法。
また、本発明では、Alとの複合析出ではない純粋な窒化珪素とMnSを複合して利用するので、純化に際しては、比較的拡散の早い窒素と硫黄のみを純化するだけで鋼の純化を達成することができる。
さらに、析出物として、従来のようなAlやTiを利用する場合には、最終的な純化と確実なインヒビター効果という観点から、ppmオーダーでの制御が必要であったが、途中工程で本発明のように析出物としてSiおよびSを利用する場合には、製鋼時にそのような制御は一切不要である。
まず、本発明において、鋼スラブの成分組成を前記の範囲に限定した理由について説明する。なお、成分に関する「%」及び「ppm」表示は特に断らない限り質量%及び質量ppmを意味するものとする。
C:0.08%以下
Cは、一次再結晶集合組織を改善する上で有用な元素であるが、含有量が0.08%を超えるとかえって一次再結晶集合組織の劣化を招くので、C量は0.08%以下に限定した。磁気特性の観点から望ましい含有量は0.01~0.06%の範囲である。なお、要求される磁気特性のレベルがさほど高くない場合には、一次再結晶焼鈍における脱炭を省略あるいは簡略化するために、C量を0.01%以下としてもよい。
Siは、電気抵抗を高めることによって鉄損を改善する有用元素であるが、含有量が4.5%を超えると冷間圧延性が著しく劣化するので、Si量は4.5%以下に限定した。一方、Siは窒化物形成元素として機能させる必要があるため、2.0%以上含有させることが必要である。また鉄損の観点からも望ましい含有量は2.0~4.5%の範囲である。
Mnは、製造時における熱間加工性を向上させる効果があるので0.03%以上含有させることが好ましいが、含有量が0.5%を超えた場合には、一次再結晶集合組織が悪化して磁気特性の劣化を招く。そのため、Mn量は0.5%以下に限定した。
S,SeおよびO量がそれぞれ50ppm以上になると、二次再結晶が困難となる。この理由は、粗大な酸化物や、スラブ加熱によって粗大化したMnS,MnSeが一次再結晶組織を不均一にするためである。従って、S,SeおよびOはいずれも50ppm未満に抑制するものとした。なお、これらの含有量は0ppmであってもよい。
Alは、表面に緻密な酸化膜を形成し、窒化の際にその窒化量の制御を困難にしたり、脱炭を阻害することもあるため、Alはsol.Al量で100ppm未満に抑制する。但し、酸素親和力の高いAlは、製鋼工程で微量添加することにより鋼中の溶存酸素量を低減し、特性劣化につながる酸化物系介在物の低減などを見込めるため、磁性劣化を抑制する上では20ppm以上添加することが有利である。0ppmであってもよい。
本発明は、窒化後に窒化珪素を析出させることが特徴であるため、含有するAl量に対してAlNとして析出させるのに必要なN量以上のNを事前に含有させておくことが肝要である。すなわち、AlNはそれぞれ1:1で結合しているため、(sol.Alの質量ppm)×[N原子量(14)/Al原子量(27)]以上のNを含有させておくことで、鋼中に含まれる微量Alを窒化処理前に完全に析出させておくことができる。一方で、Nは、スラブ加熱時にフクレなどの欠陥の原因になることがあるため、N量は80ppm以下に抑制する必要がある。望ましくは60ppm以下である。
Ni:0.005~1.50%
Niは、熱延板組織の均一性を高めることにより、磁気特性を改善する働きがあり、そのためには0.005%以上含有させることが好ましい。一方、Ni含有量が1.50%を超えると二次再結晶が困難となり、磁気特性が劣化する。そのため、Niは0.005~1.50%の範囲で含有させることが望ましい。
Snは、二次再結晶焼鈍中の鋼板の窒化や酸化を抑制し、良好な結晶方位を有する結晶粒の二次再結晶を促進して磁気特性を向上させる有用元素であり、そのためには0.01%以上含有させることが好ましい。一方、Snが0.50%を超えて含有されると冷間圧延性が劣化する。そのため、Snは0.01~0.50%の範囲で含有させることが望ましい。
Sbは、二次再結晶焼鈍中の鋼板の窒化や酸化を抑制し、良好な結晶方位を有する結晶粒の二次再結晶を促進して磁気特性を効果的に向上させる有用元素であり、その目的のためには0.005%以上含有させることが好ましい。一方、Sbが0.50%を超えて含有されると冷間圧延性が劣化する。そのため、Sbは0.005~0.50%の範囲で含有させることが望ましい。
Cuは、二次再結晶焼鈍中の鋼板の酸化を抑制し、良好な結晶方位を有する結晶粒の二次再結晶を促進して磁気特性を効果的に向上させる働きがあり、そのためには0.01%以上含有させることが好ましい。一方、Cuが0.50%を超えて含有されると熱間圧延性の劣化を招く。そのため、Cuは0.01~0.50%の範囲で含有させることが望ましい。
Crは、フォルステライト被膜の形成を安定化させる働きがあり、そのためには0.01%以上含有させることが好ましい。一方、Cr含有量が1.50%を超えると二次再結晶が困難となり、磁気特性が劣化する。そのため、Crは0.01~1.50%の範囲で含有させることが望ましい。
Pは、フォルステライト被膜の形成を安定化させる働きがあり、そのためには0.0050%以上含有させることが好ましい。一方、P含有量が0.50%を超えると冷間圧延性が劣化する。そのため、Pは0.0050~0.50%の範囲で含有させることが望ましい。
MoおよびNbはいずれも、スラブ加熱時の温度変化による割れの抑制等を介して、熱延後のヘゲを抑制する効果を有している。これらはそれぞれ、Moは0.01%以上、Nbは0.0005%以上含有させなければヘゲ抑制の効果は小さい。一方、Moは0.50%を超えると、Nbは0.0100%を超えると炭化物、窒化物を形成するなどして最終製品まで残留した際、鉄損の劣化を引き起こす。そのため、MoおよびNb含有量は、それぞれ上述の範囲とすることが望ましい。
上記の好適成分組成範囲に調整した鋼スラブを、再加熱することなくまたは再加熱したのち、熱間圧延に供する。なお、スラブを再加熱する場合には、再加熱温度は1000℃以上、1300℃以下程度とすることが望ましい。というのは、1300℃を超えるスラブ加熱は、スラブの段階で鋼中にインヒビターをほとんど含まない本発明では無意味であって、コストアップとなるだけであり、一方1000℃未満では、圧延荷重が高くなり、圧延が困難となるからである。
この一次再結晶焼鈍の目的は、圧延組織を有する冷間圧延板を一次再結晶させて、二次再結晶に最適な一次再結晶粒径に調整することである。そのためには、一次再結晶焼鈍の焼鈍温度は800℃以上、950℃未満程度とすることが望ましい。また、この時の焼鈍雰囲気を、湿水素窒素または湿水素アルゴン雰囲気とすることで脱炭焼鈍を兼ねさせても良い。
ここに、窒化後の窒素量は50質量ppm以上1000質量ppm以下とする必要がある。窒素量が50質量ppm未満では、その効果は十分に得られず、一方1000質量ppmを超えると窒化珪素の析出量が過多となり二次再結晶が生じ難くなる。好ましくは200質量ppm以上1000質量ppm未満の範囲である。
なお、マグネシア(MgO)を主体とする焼鈍分離剤とは、マグネシア(MgO)を50質量%以上、好ましくは80質量%以上含有する焼鈍分離剤を指すものである。
というのは、焼鈍分離剤中の硫化物および/または硫酸塩の含有量が0.2質量%未満であると上記のような効果が現れず、一方で15質量%を超えると下地被膜形成が困難となるからである。
したがって、焼鈍分離剤中の硫化物および/または硫酸塩の含有量は0.2~15質量%の範囲とする。好ましくは2~10質量%の範囲である。
なお、鋼成分としてCuが含有されている場合には、硫化物としてMnSの他、CuSを併せて析出し、このCuSもMnSと同様、粒成長抑制力の向上に寄与する。
同図から明らかなように、従来利用されてきた微細析出物(<100nm)とは異なり、最小のものであっても100nmを超える粗大な窒化珪素が粒界上に析出している様子が確認される。
しかしながら、窒化珪素を利用した場合、比較的拡散の早い窒素、さらには硫黄を純化するだけで磁気特性に有害となる析出物の純化を達成することができる。また、AlやTiについては、最終的に純化しなければならないという観点と、インヒビター効果を確実に得なければならないという観点から、ppmオーダーでの制御が必要であるが、SiおよびSを利用する場合には、製鋼時にそのような制御が不要であることも、本発明の重要な特徴である。
また、平坦化焼鈍によって鋼板の形状を整えることも可能であり、さらにこの平坦化焼鈍を絶縁被膜の焼き付け処理と兼備させることもできる。
C:0.04%、Si:3.4%、Mn:0.08%、S:0.002%、Se:0.001%、O:0.001%、Al:0.006%、N:0.0035%、Cu:0.10%およびSb:0.06%を含有し、残部はFeおよび不可避的不純物の組成からなる鋼スラブを、1200℃で30分加熱後、熱間圧延により2.2mm厚の熱延板とし、1065℃,1分間の焼鈍を施したのち、冷間圧延により0.23mmの最終板厚とし、ついで得られた冷間圧延コイルの中央部から100mm×400mmサイズの試料を採取し、ラボにて一次再結晶と脱炭を兼ねた焼鈍を行った。続いて、表1に示す条件でガス処理または塩浴処理による窒化処理を行い、鋼中の窒素量を増加させた。
上記の窒化処理後に鋼板のN量を測定した。
得られた製品について、磁化力:800A/mでの磁束密度B8(T)を評価した。
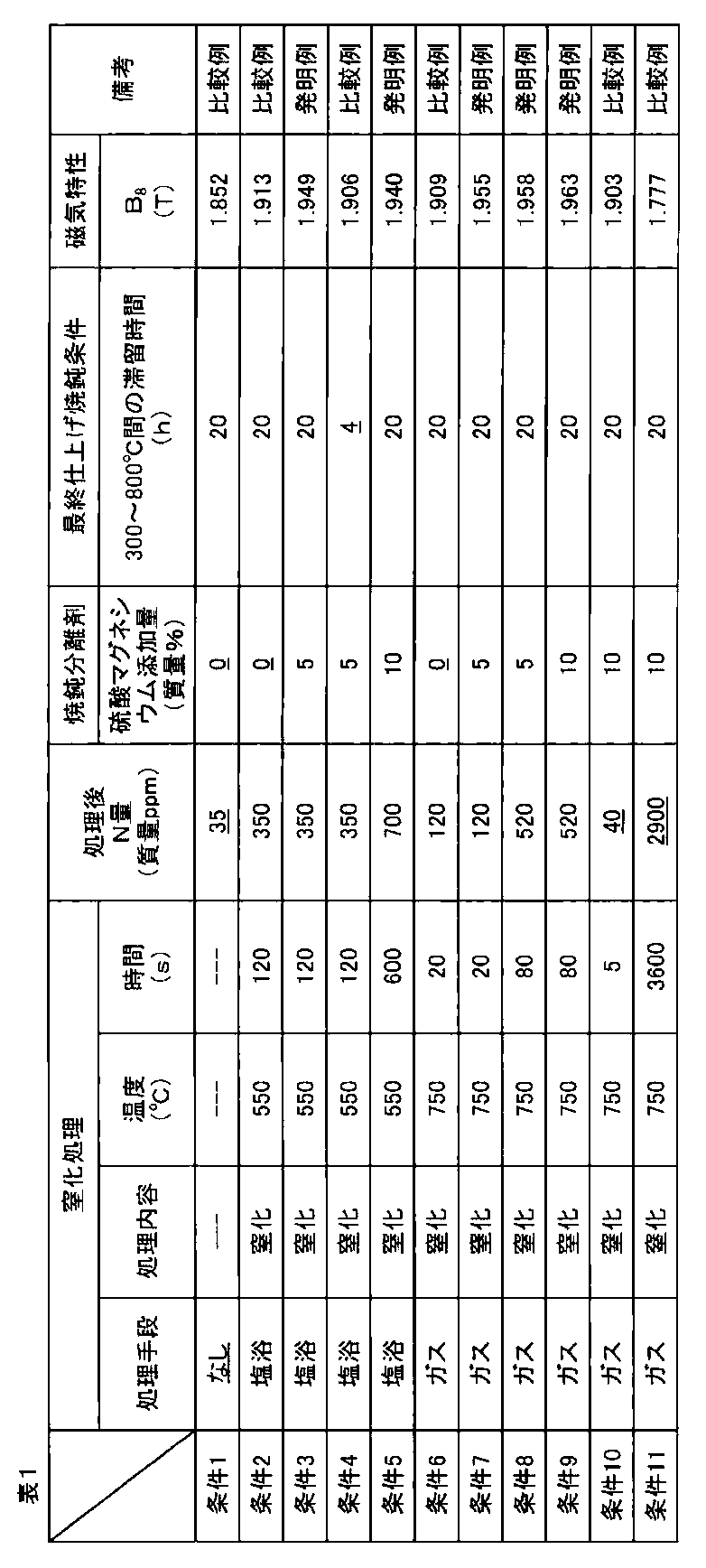
表2に示す成分を含有する鋼スラブ(但し、S、Se及びOはいずれも50ppm未満)を、1200℃で20分加熱後、熱間圧延により2.5mm厚の熱延板とし、1050℃,1分間の焼鈍後、冷間圧延により板厚:0.27mmの最終板厚としてから、P(H2O)/P(H2)=0.4の雰囲気下で焼鈍温度:840℃となる条件で2分間保持する脱炭焼鈍を行った。その後、一部コイルに対して750℃で20秒間のガス窒化処理(NH3:30vol%+N2:70vol%雰囲気下)を行ったのち、鋼板のN量を測定した。
ついで、MgOを主成分とし、TiO2を10%、硫酸アルミニウムを10%添加した焼鈍分離剤を水と混ぜてスラリ状としたものを塗布してから、コイルに巻き取り、300~800℃間の滞留時間が30時間となる昇温速度で最終仕上げ焼鈍を行い、引き続きリン酸塩系の絶縁張力コーティングの塗布焼付けと鋼帯の平坦化を目的とする平坦化焼鈍を施して製品とした。
かくして得られた製品コイルからエプスタイン試験片を採取し、磁束密度B8を測定した結果を、表2に示す。

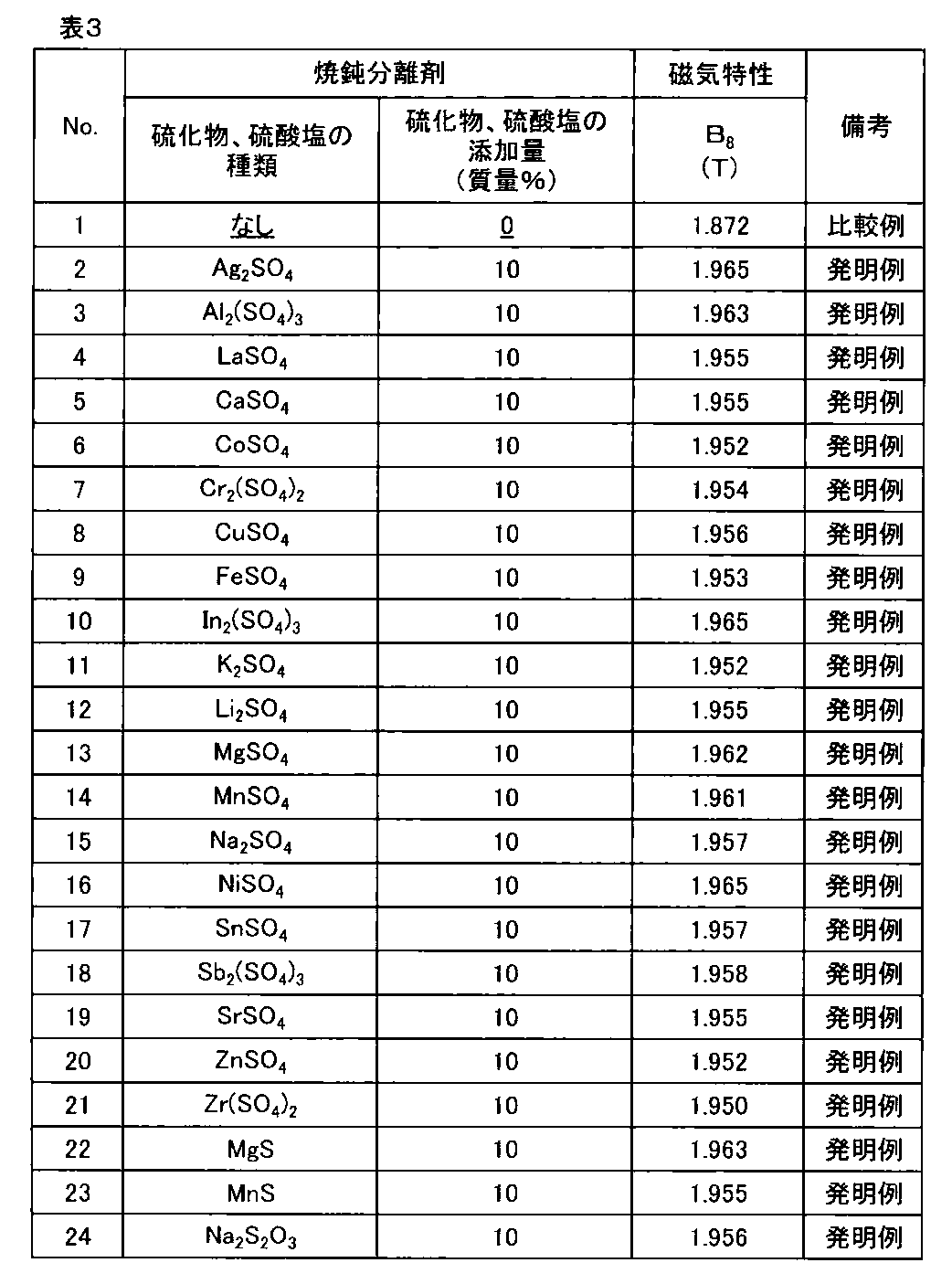
C:0.03%、Si:3.3%、Mn:0.09%、S:0.003%、Se:0.001%、O:0.001%、Al:0.005%、N:0.003%、Cu:0.09%およびSb:0.05%を含有し、残部はFeおよび不可避的不純物の組成からなる鋼スラブを、1220℃で20分加熱後、熱間圧延により2.5mm厚の熱延板とし、1050℃,1分間の焼鈍後、冷間圧延により板厚:0.27mmの最終板厚としてから、P(H2O)/P(H2)=0.4の雰囲気下で焼鈍温度:840℃となる条件で2分間保持する脱炭焼鈍を行った。その後、550℃で240秒間の塩浴窒化処理(NaCN−Na2CO3−NaClの3元系塩)を行ったのち、鋼板のN量を測定した。N量は240質量ppmであった。
ついで、MgOを主成分とし、TiO2を10%、表3に示す条件で硫化物および/または硫酸塩を添加した焼鈍分離剤を水と混ぜてスラリ状としたものを塗布してから、コイルに巻き取り、300~800℃間の滞留時間が30時間となる昇温速度で最終仕上げ焼鈍を行い、引き続きリン酸塩系の絶縁張力コーティングの塗布焼付けと鋼帯の平坦化を目的とする平坦化焼鈍を施して製品とした。
かくして得られた製品コイルからエプスタイン試験片を採取し、磁束密度B8を測定した結果を、表3に示す。
Claims (3)
- 質量%または質量ppmで、C:0.08%以下、Si:2.0~4.5%およびMn:0.5%以下を含有すると共に、S,SeおよびOをそれぞれ50ppm未満、sol.Alを100ppm未満に抑制し、さらにNを[sol.Al]×(14/27)ppm≦N≦80ppmの範囲に制御し、残部はFeおよび不可避的不純物の組成からなる鋼スラブを、再加熱することなくまたは再加熱後、熱間圧延により熱延板としたのち、焼鈍および冷間圧延を施して最終板厚の冷間圧延板とし、ついで一次再結晶焼鈍を施したのち、焼鈍分離剤を塗布してから、二次再結晶焼鈍を施す方向性電磁鋼板の製造方法において、
冷間圧延後、二次再結晶焼鈍開始前までに、窒素量が50質量ppm以上1000質量ppm以下となる窒化処理を施し、
焼鈍分離剤中に硫化物および/または硫酸塩を合計で0.2~15質量%含有させ、
二次再結晶焼鈍の昇温過程において300~800℃の温度域における滞留時間を5時間以上確保する方向性電磁鋼板の製造方法。 - 前記硫化物および/または硫酸塩が、Ag,Al,La,Ca,Co,Cr,Cu,Fe,In,K,Li,Mg,Mn,Na,Ni,Sn,Sb,Sr,ZnおよびZrの硫化物ならびに硫酸塩のうちから選んだ1種または2種以上である請求項1に記載の方向性電磁鋼板の製造方法。
- 前記鋼スラブが、さらに質量%で、
Ni:0.005~1.50%、 Sn:0.01~0.50%、
Sb:0.005~0.50%、 Cu:0.01~0.50%、
Cr:0.01~1.50%、 P:0.0050~0.50%
Mo:0.01~0.50%およびNb:0.0005~0.0100%
のうちから選んだ1種または2種以上を含有する組成からなる請求項1または2に記載の方向性電磁鋼板の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13869216.5A EP2940160B1 (en) | 2012-12-28 | 2013-12-25 | Production method for grain-oriented electrical steel sheet |
| US14/650,387 US9708682B2 (en) | 2012-12-28 | 2013-12-25 | Production method for grain-oriented electrical steel sheet |
| RU2015131084A RU2608258C1 (ru) | 2012-12-28 | 2013-12-25 | Способ производства текстурированного листа из электротехнической стали |
| JP2014543712A JP5692479B2 (ja) | 2012-12-28 | 2013-12-25 | 方向性電磁鋼板の製造方法 |
| KR1020157019245A KR101651797B1 (ko) | 2012-12-28 | 2013-12-25 | 방향성 전기 강판의 제조 방법 |
| CN201380068330.8A CN104884644B (zh) | 2012-12-28 | 2013-12-25 | 方向性电磁钢板的制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012288612 | 2012-12-28 | ||
| JP2012-288612 | 2012-12-28 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2014104393A1 true WO2014104393A1 (ja) | 2014-07-03 |
| WO2014104393A8 WO2014104393A8 (ja) | 2015-05-07 |
Family
ID=51021448
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/085321 WO2014104393A1 (ja) | 2012-12-28 | 2013-12-25 | 方向性電磁鋼板の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9708682B2 (ja) |
| EP (1) | EP2940160B1 (ja) |
| JP (1) | JP5692479B2 (ja) |
| KR (1) | KR101651797B1 (ja) |
| CN (1) | CN104884644B (ja) |
| RU (1) | RU2608258C1 (ja) |
| WO (1) | WO2014104393A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112021003186T5 (de) | 2020-09-29 | 2023-04-27 | Hitachi, Ltd. | Weichmagnetisches eisenblech, verfahren zur herstellung eines weichmagnetischen eisenblechs und eisenkern und dynamoelektrische maschine, die jeweils weichmagnetisches eisenblech verwenden |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2957651B1 (en) * | 2013-02-18 | 2019-03-13 | JFE Steel Corporation | Method and device for nitriding grain-oriented electrical steel sheet |
| JP5942885B2 (ja) * | 2013-02-18 | 2016-06-29 | Jfeスチール株式会社 | 方向性電磁鋼板の窒化処理方法および窒化処理装置 |
| RU2687781C1 (ru) * | 2015-09-28 | 2019-05-16 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Лист электротехнической стали с ориентированной зеренной структурой и горячекатаный стальной лист для листа электротехнической стали с ориентированной зеренной структурой |
| RU2692136C1 (ru) * | 2016-02-22 | 2019-06-21 | ДжФЕ СТИЛ КОРПОРЕЙШН | Способ изготовления листа из текстурированной электротехнической стали |
| JP6455468B2 (ja) * | 2016-03-09 | 2019-01-23 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| KR101919528B1 (ko) * | 2016-12-22 | 2018-11-16 | 주식회사 포스코 | 방향성 전기강판 및 이의 제조방법 |
| CN110023525B (zh) * | 2017-01-16 | 2021-04-30 | 日本制铁株式会社 | 无方向性电磁钢板 |
| RU2716052C1 (ru) | 2017-02-20 | 2020-03-05 | ДжФЕ СТИЛ КОРПОРЕЙШН | Способ изготовления текстурированных листов из электротехнической стали |
| EP3594373A4 (en) * | 2017-05-12 | 2020-02-26 | JFE Steel Corporation | ORIENTED ELECTROMAGNETIC STEEL SHEET AND METHOD FOR THE PRODUCTION THEREOF |
| JP6881580B2 (ja) | 2017-07-13 | 2021-06-02 | 日本製鉄株式会社 | 方向性電磁鋼板 |
| KR102044322B1 (ko) * | 2017-12-26 | 2019-11-13 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조방법 |
| KR102164329B1 (ko) * | 2018-12-19 | 2020-10-12 | 주식회사 포스코 | 방향성의 전기강판 및 그 제조 방법 |
| EP3910077A4 (en) * | 2019-01-08 | 2022-09-28 | Nippon Steel Corporation | CORNORIENTED ELECTROSTEEL SHEET, PROCESS FOR THE PRODUCTION OF CORNORIENTED MAGNETIC STEEL SHEET AND ANNEALING RELEASE AGENT FOR THE PRODUCTION OF CORNORIENTED MAGNETIC STEEL SHEET |
| BR112022003971A2 (pt) * | 2019-09-06 | 2022-05-24 | Jfe Steel Corp | Chapa de aço elétrico de grãos orientados e método de produção da mesma, e chapa de aço laminada a quente para uso na produção de uma chapa de aço elétrico de grãos orientados |
| CN113416901B (zh) * | 2021-06-29 | 2022-03-01 | 宝武集团鄂城钢铁有限公司 | 一种低温韧性优异的高磁感性耐候软磁钢及其生产方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1965559A (en) | 1933-08-07 | 1934-07-03 | Cold Metal Process Co | Electrical sheet and method and apparatus for its manufacture and test |
| JPS5113469B2 (ja) | 1972-10-13 | 1976-04-28 | ||
| JPH06158167A (ja) * | 1992-11-19 | 1994-06-07 | Nippon Steel Corp | 高磁束密度方向性電磁鋼板およびその製造法 |
| JP2782086B2 (ja) | 1989-05-29 | 1998-07-30 | 新日本製鐵株式会社 | 磁気特性、皮膜特性ともに優れた一方向性電磁鋼板の製造方法 |
| JP2000129356A (ja) | 1998-10-28 | 2000-05-09 | Kawasaki Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2001107147A (ja) * | 1999-10-12 | 2001-04-17 | Kawasaki Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2006152364A (ja) * | 2004-11-29 | 2006-06-15 | Jfe Steel Kk | 方向性電磁鋼板の製造方法 |
| JP2007314823A (ja) * | 2006-05-24 | 2007-12-06 | Nippon Steel Corp | 磁束密度の高い方向性電磁鋼板の製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3333992A (en) * | 1964-06-29 | 1967-08-01 | Armco Steel Corp | Production of oriented silicon-iron using grain growth inhibitor during primary recrystallization heat treatment |
| AT329358B (de) | 1974-06-04 | 1976-05-10 | Voest Ag | Schwingmuhle zum zerkleinern von mahlgut |
| JPS5844152B2 (ja) * | 1978-12-27 | 1983-10-01 | 川崎製鉄株式会社 | 下地被膜をほとんど有しない方向性珪素鋼板の製造方法 |
| JPS6474817A (en) | 1987-09-17 | 1989-03-20 | Asahi Glass Co Ltd | Ultrasonic delay line |
| JPH0230740A (ja) * | 1988-04-23 | 1990-02-01 | Nippon Steel Corp | 鉄損の著しく優れた高磁束密度一方向性電磁鋼板及びその製造方法 |
| EP0392534B1 (en) * | 1989-04-14 | 1998-07-08 | Nippon Steel Corporation | Method of producing oriented electrical steel sheet having superior magnetic properties |
| US5643370A (en) * | 1995-05-16 | 1997-07-01 | Armco Inc. | Grain oriented electrical steel having high volume resistivity and method for producing same |
| JP3415377B2 (ja) * | 1996-11-13 | 2003-06-09 | Jfeスチール株式会社 | 極めて鉄損の低い高磁束密度方向性電磁鋼板の製造方法 |
| IT1290172B1 (it) * | 1996-12-24 | 1998-10-19 | Acciai Speciali Terni Spa | Procedimento per la produzione di lamierino magnetico a grano orientato, con elevate caratteristiche magnetiche. |
| IT1290171B1 (it) * | 1996-12-24 | 1998-10-19 | Acciai Speciali Terni Spa | Procedimento per il trattamento di acciaio al silicio, a grano orientato. |
| US6309473B1 (en) * | 1998-10-09 | 2001-10-30 | Kawasaki Steel Corporation | Method of making grain-oriented magnetic steel sheet having low iron loss |
| EP1279747B1 (en) | 2001-07-24 | 2013-11-27 | JFE Steel Corporation | A method of manufacturing grain-oriented electrical steel sheets |
| JP4258349B2 (ja) * | 2002-10-29 | 2009-04-30 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| WO2008062853A1 (fr) * | 2006-11-22 | 2008-05-29 | Nippon Steel Corporation | Feuille d'acier électromagnétique à orientation unidirectionnelle de grains, ayant une excellente adhésion de film, et son procédé de fabrication |
| PL2330223T3 (pl) * | 2008-09-10 | 2021-05-17 | Nippon Steel Corporation | Sposób wytwarzania blachy cienkiej ze stali elektrotechnicznej o ziarnach zorientowanych |
| BR112012001161B1 (pt) * | 2009-07-17 | 2021-11-16 | Nippon Steel Corporation | Método de produção de uma chapa de aço elétrico com grão orientado |
| JP5994981B2 (ja) * | 2011-08-12 | 2016-09-21 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
-
2013
- 2013-12-25 RU RU2015131084A patent/RU2608258C1/ru active
- 2013-12-25 KR KR1020157019245A patent/KR101651797B1/ko active IP Right Grant
- 2013-12-25 US US14/650,387 patent/US9708682B2/en active Active
- 2013-12-25 WO PCT/JP2013/085321 patent/WO2014104393A1/ja active Application Filing
- 2013-12-25 CN CN201380068330.8A patent/CN104884644B/zh active Active
- 2013-12-25 JP JP2014543712A patent/JP5692479B2/ja active Active
- 2013-12-25 EP EP13869216.5A patent/EP2940160B1/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1965559A (en) | 1933-08-07 | 1934-07-03 | Cold Metal Process Co | Electrical sheet and method and apparatus for its manufacture and test |
| JPS5113469B2 (ja) | 1972-10-13 | 1976-04-28 | ||
| JP2782086B2 (ja) | 1989-05-29 | 1998-07-30 | 新日本製鐵株式会社 | 磁気特性、皮膜特性ともに優れた一方向性電磁鋼板の製造方法 |
| JPH06158167A (ja) * | 1992-11-19 | 1994-06-07 | Nippon Steel Corp | 高磁束密度方向性電磁鋼板およびその製造法 |
| JP2000129356A (ja) | 1998-10-28 | 2000-05-09 | Kawasaki Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2001107147A (ja) * | 1999-10-12 | 2001-04-17 | Kawasaki Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2006152364A (ja) * | 2004-11-29 | 2006-06-15 | Jfe Steel Kk | 方向性電磁鋼板の製造方法 |
| JP2007314823A (ja) * | 2006-05-24 | 2007-12-06 | Nippon Steel Corp | 磁束密度の高い方向性電磁鋼板の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2940160A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112021003186T5 (de) | 2020-09-29 | 2023-04-27 | Hitachi, Ltd. | Weichmagnetisches eisenblech, verfahren zur herstellung eines weichmagnetischen eisenblechs und eisenkern und dynamoelektrische maschine, die jeweils weichmagnetisches eisenblech verwenden |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150299819A1 (en) | 2015-10-22 |
| EP2940160A4 (en) | 2016-04-06 |
| US9708682B2 (en) | 2017-07-18 |
| WO2014104393A8 (ja) | 2015-05-07 |
| CN104884644A (zh) | 2015-09-02 |
| RU2608258C1 (ru) | 2017-01-17 |
| JPWO2014104393A1 (ja) | 2017-01-19 |
| CN104884644B (zh) | 2017-03-15 |
| JP5692479B2 (ja) | 2015-04-01 |
| KR20150095911A (ko) | 2015-08-21 |
| EP2940160A1 (en) | 2015-11-04 |
| KR101651797B1 (ko) | 2016-08-26 |
| EP2940160B1 (en) | 2017-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5692479B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5983777B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5983776B2 (ja) | 方向性電磁鋼板の製造方法 | |
| EP3517646B1 (en) | Grain-oriented electrical steel sheet and method for manufacturing same | |
| CN107614725B (zh) | 取向性电磁钢板及其制造方法 | |
| JP5939156B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5857983B2 (ja) | 方向性電磁鋼板の製造方法および焼鈍分離剤用MgO | |
| JP5928362B2 (ja) | 方向性電磁鋼板の製造方法および方向性電磁鋼板製造用の一次再結晶鋼板 | |
| JP5853968B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6191564B2 (ja) | 方向性電磁鋼板の製造方法および窒化処理設備 | |
| JP2014156633A (ja) | 方向性電磁鋼板の製造方法および方向性電磁鋼板並びに方向性電磁鋼板用表面ガラスコーティング | |
| JP6209999B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6056675B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6011586B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5904151B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5999040B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6036587B2 (ja) | 方向性電磁鋼板の製造方法および方向性電磁鋼板製造用の一次再結晶鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13869216 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014543712 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14650387 Country of ref document: US |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013869216 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013869216 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20157019245 Country of ref document: KR Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2015131084 Country of ref document: RU Kind code of ref document: A |