WO2014073244A1 - 不織布成型品の製造装置およびその製造方法 - Google Patents
不織布成型品の製造装置およびその製造方法 Download PDFInfo
- Publication number
- WO2014073244A1 WO2014073244A1 PCT/JP2013/069422 JP2013069422W WO2014073244A1 WO 2014073244 A1 WO2014073244 A1 WO 2014073244A1 JP 2013069422 W JP2013069422 W JP 2013069422W WO 2014073244 A1 WO2014073244 A1 WO 2014073244A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- molded product
- web
- molding surface
- nonwoven
- Prior art date
Links
Images








Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/018—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the shape
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/492—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet
- D04H1/495—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres by fluid jet for formation of patterns, e.g. drilling or rearrangement
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/76—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres otherwise than in a plane, e.g. in a tubular way
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H18/00—Needling machines
- D04H18/04—Needling machines with water jets
Definitions
- the present invention relates to an apparatus and a method for manufacturing a nonwoven fabric molded product having a three-dimensional shape such as a urethane reinforcing material used for a mask, a filter, and a car seat, for example.
- Patent Document 1 JP-A-11-315458.
- This manufacturing apparatus includes a male mold and a female mold, and presses a nonwoven fabric with the male and female molds to manufacture a nonwoven fabric molded product.
- nonwoven fabric In general, a nonwoven web that has been entangled and compressed is produced by thermocompression bonding of a nonwoven web before entanglement between hot rolls.
- the nonwoven fabric In order to produce the nonwoven fabric molded product from the nonwoven fabric, the nonwoven fabric must be produced in advance from a nonwoven web. Thus, the process of manufacturing a nonwoven fabric from a nonwoven fabric web and the process of manufacturing a nonwoven fabric molded product from a nonwoven fabric are needed, and manufacturing time is long and manufacturing cost becomes high.
- the non-woven fabric molded product is manufactured from the non-woven fabric by pressing the male and female dies, it is necessary to change the male and female dies when changing the shape of the non-woven fabric molded product, and the number of dies increases. .
- the nonwoven fabric molded product is manufactured from the nonwoven fabric, excess portions in the production of the nonwoven fabric molded product are removed in the state of the nonwoven fabric.
- the extra portion is compressed by the heat treatment, it is difficult to reuse the extra portion. This extra portion may be 40% of the total depending on the product. Therefore, resources are wasted and bad for the environment.
- the nonwoven fabric molded product manufactured from this nonwoven fabric also partially has density, entanglement degree.
- the thickness cannot be changed. For this reason, even if it is desired to partially increase the density, the entanglement degree, or the thickness of the nonwoven fabric molded product, the entire nonwoven fabric molded product must be enlarged, resulting in waste of resources and being bad for the environment.
- the object of the present invention is to provide an apparatus for manufacturing a non-woven fabric molded article that reduces manufacturing time and manufacturing cost, reduces the number of molds, reduces waste of resources, and is excellent in the environment, and a manufacturing method thereof. There is to do.
- the nonwoven fabric molded product manufacturing apparatus of this invention A molding die having a three-dimensional molding surface; Fluid is sprayed on the nonwoven web before entanglement placed on the molding surface of the molding die, the nonwoven web is pressed against the molding surface, the fibers of the nonwoven web are entangled, and the nonwoven web is It is characterized by comprising fluid spraying means for producing a three-dimensional shaped nonwoven fabric molded product by molding so as to conform to the three-dimensional shape of the molding surface.
- the fluid is, for example, a liquid such as water or a gas such as steam, and has a high pressure enough to entangle the nonwoven web.
- the pressure of the fluid is 10 MPa to 20 MPa.
- this pressure can be changed depending on the thickness and hardness of the nonwoven fabric molded product.
- the apparatus for producing a nonwoven fabric molded product of the present invention since a three-dimensional shape can be simultaneously formed and entangled from a nonwoven fabric web, the entanglement process for producing a nonwoven fabric from a conventional nonwoven fabric web can be omitted. Thus, the process is simplified, and a non-woven fabric molded product can be manufactured at a low cost.
- the fluid spraying means plays the role of one of the male mold and the female mold used in conventional press molding.
- the mold can be omitted.
- the nonwoven fabric molded product is manufactured from the nonwoven fabric web by fluid, excess material in the manufacture of the nonwoven fabric molded product is removed from the nonwoven fabric web as it is by the fluid, and this excess material can be reused as it is. Therefore, waste of resources is reduced and the environment is excellent.
- the density could not be partially changed.
- the nonwoven fabric molded product is obtained after superimposing an unnecessary material on the necessary portion in the nonwoven fabric web state. Can be manufactured. Thereby, in this invention, compared with the molded article from the conventional nonwoven fabric, it becomes possible to reduce a raw material and is good for an environment.
- the entanglement degree and thickness of fibers could not be partially changed, but in the present invention, the pressure, distance, time, and angle of the fluid sprayed on the nonwoven fabric web can be changed.
- the degree of entanglement and the thickness of the nonwoven fabric molded product can be partially changed.
- a plurality of through holes for allowing the fluid to pass through are provided on the molding surface of the molding die.
- the fluid after being sprayed on the non-woven web passes through the through hole of the molding surface of the molding die. This prevents the fluid that has passed through the nonwoven web from hitting the molding surface and rebounding it, so that the nonwoven web can be reliably pressed against the molding surface, and the molding and entanglement of the three-dimensional shape from the nonwoven web can be performed reliably. Can do.
- the molding die has a protrusion on the molding surface
- the fluid spraying means sprays the fluid onto the non-woven web pierced by the protrusion and causes the protrusion to penetrate the non-woven web.
- the fluid spraying means sprays a fluid onto the nonwoven fabric web pierced by the protrusion, and causes the protrusion to penetrate the nonwoven web.
- the fluid spraying means has a plurality of nozzles that eject fluid from different directions to the same portion of the nonwoven fabric web.
- the plurality of nozzles eject fluid from the different directions to the same portion of the nonwoven fabric web.
- the manufacturing method of the nonwoven fabric molded product of this invention Placing the non-entangled nonwoven web on the molding surface of the molding die having a three-dimensional molding surface; Fluid is sprayed onto the nonwoven web, the nonwoven web is pressed against the molding surface, the fibers of the nonwoven web are entangled with each other, and the nonwoven web is molded to conform to the three-dimensional shape of the molding surface. And a step of producing an original non-woven fabric molded product.
- the method for producing a nonwoven fabric molded product of the present invention since a three-dimensional shape can be molded and entangled from a nonwoven fabric web at the same time, the entanglement process for producing a nonwoven fabric from a conventional nonwoven fabric web can be omitted. Thus, the process is simplified, and a non-woven fabric molded product can be manufactured at a low cost.
- the fluid spraying means plays the role of one of the male mold and the female mold used in conventional press molding.
- the mold can be omitted.
- the nonwoven fabric molded product is manufactured from the nonwoven fabric web by fluid, excess material in the manufacture of the nonwoven fabric molded product is removed from the nonwoven fabric web as it is by the fluid, and this excess material can be reused as it is. Therefore, waste of resources is reduced and the environment is excellent.
- the density could not be partially changed.
- the nonwoven fabric molded product is obtained after superimposing an unnecessary material on the necessary portion in the nonwoven fabric web state. Can be manufactured. Thereby, in this invention, compared with the molded article from the conventional nonwoven fabric, it becomes possible to reduce a raw material and is good for an environment.
- the entanglement degree and thickness of fibers could not be partially changed, but in the present invention, the pressure, distance, time, and angle of the fluid sprayed on the nonwoven fabric web can be changed.
- the degree of entanglement and the thickness of the nonwoven fabric molded product can be partially changed.
- the nonwoven fabric molded product manufacturing apparatus of the present invention since the molding die and the fluid spraying means are provided, the nonwoven fabric molded product can be manufactured by fluid from the nonwoven fabric web, the manufacturing time and manufacturing cost can be reduced, and the number of molds can be reduced. This reduces the waste of resources and makes the environment better.
- a nonwoven fabric molded product is manufactured by spraying a fluid onto a nonwoven web, thereby reducing manufacturing time and cost, reducing the number of molds, and reducing waste of resources.
- the environment is excellent.
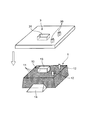
- FIG. 1 is a simplified configuration diagram showing an apparatus for manufacturing a nonwoven fabric molded product according to a first embodiment of the present invention.
- the manufacturing apparatus includes a molding die 1 having a three-dimensional molding surface 10 and a water jet 2 that sprays water onto the molding surface 10 of the molding die 1.
- the water jet 2 is an example of a fluid spraying unit.
- the molding surface 10 of the molding die 1 is composed of a pentahedron including four side surfaces and one upper surface.
- the molding surface 10 is provided with a plurality of through holes 11 through which water blown from the water jet 2 passes.
- the molding surface 10 is formed by, for example, a wire mesh.
- a pin-shaped positioning protrusion 12 and a box-shaped hole forming protrusion 13 are provided on the upper surface of the molding surface 10.
- a slide-shaped groove forming projection 14 is provided on one side surface of the molding surface 10.
- the water jet 2 has a gate-shaped main body 20 and a plurality of nozzles 21 provided on the main body 20.
- the ejection holes 21 a of the nozzle 21 are provided on three surfaces facing the inside of the gate-shaped main body 20.
- the water jet 2 is set to a size that can straddle the molding die 1.
- the molding die 1 can be relatively approached or separated from the water jet 2. That is, the ejection hole 21a of the nozzle 21 can be made to face the entire region of the molding surface 10 of the molding die 1 in order, and water can be sprayed from the ejection hole 21a.
- the water pressure is high enough to entangle the nonwoven fabric web 3 described later, and is, for example, 10 MPa to 20 MPa.
- a plurality of fibers are laminated to produce a nonwoven fabric web 3.
- a conventionally known method such as a dry method or a wet method
- the fiber is made of polyester, for example.
- the nonwoven web 3 is before the fibers are entangled and is also called a fleece.
- the entanglement between the fibers means that the fibers are bound and entangled.
- the cross-shaped slit 30 and the penetrating hole portion 31 are processed at a predetermined position of the nonwoven fabric web 3.
- the position of the slit 30 corresponds to the position of the positioning protrusion 12 of the molding die 1
- the position of the hole 31 corresponds to the position of the hole forming protrusion 13 of the molding die 1.
- the nonwoven web 3 before entanglement is placed on the molding surface 10 such that one surface of the nonwoven fabric web 3 faces the molding surface 10 of the molding die 1.
- the positioning projection 12 of the molding die 1 is pierced into the slit 30 of the nonwoven fabric web 3, and the hole forming projection of the molding die 1 is inserted into the hole 31 of the nonwoven fabric web 3. 13 is fitted.
- the tip of the positioning projection 12 is not exposed from the nonwoven web 3 but may be exposed from the slit 30.
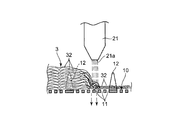
- the nonwoven web 3 placed on the molding surface 10 is moved into the water jet 2. Then, water is sprayed from the water jet 2 to the other surface of the nonwoven fabric web 3.
- the nonwoven web 3 is pressed against the molding surface 10 so that the fibers 32 of the nonwoven web 3 are entangled with each other, and the nonwoven web 3 is conformed to the three-dimensional shape of the molding surface 10.
- the molding surface 10 is moved from the left to the right with respect to the nozzle 21.
- the water after sprayed on the nonwoven fabric web 3 passes through the through hole 11 of the molding surface 10. This prevents the water that has passed through the nonwoven fabric web 3 from hitting the molding surface 10 and splashing it back, so that the nonwoven fabric web 3 can be reliably pressed against the molding surface 10. Can be performed reliably.
- FIG. 2F water is sprayed from the water jet 2 to the nonwoven web 3 pierced by the positioning protrusions 12, and the nonwoven fabric web 3 is caused to penetrate the positioning protrusions 12, so that the nonwoven web 3
- the positioning projections 12 are used for positioning.
- the molding surface 10 is moved from the left to the right with respect to the nozzle 21. Thereby, it is not necessary to provide the hole for penetrating the positioning protrusion 12 in the nonwoven fabric web 3 in advance, the process is simplified, and the waste of material can be reduced.
- the nonwoven fabric web 3 is manufactured by simultaneously carrying out a three-dimensional shape molding and entanglement simultaneously from the nonwoven fabric web 3 as shown in FIG. 2G.
- the nonwoven fabric molded product 5 has a three-dimensional shape along the molding surface 10.
- the nonwoven fabric molded product 5 placed on the molding surface 10 is dried and cooled, and the nonwoven fabric molded product 5 is removed from the molding die 1 as shown in FIG. 2H.
- a hole is formed at a position corresponding to the positioning protrusion 12
- a hole is formed at a position corresponding to the hole forming protrusion 13
- it corresponds to the groove forming protrusion 14.
- a groove is formed at the position to be.
- the non-woven fabric molded product 5 is, for example, a urethane reinforcing material used for a mask, a filter, or a car seat. This reinforcing material is arranged between the urethane arranged on the seat surface side of the seat and the back member arranged on the back side of the seat, and prevents the urethane from peeling off, Prevents rubbing noise with the back member.
- the three-dimensional shape can be molded and entangled from the nonwoven fabric web 3 at the same time. Can be omitted, the process is simplified, and the nonwoven fabric molded product 5 can be manufactured at a low cost.
- the nonwoven fabric web 3 is pressed against the mold 1 with the water of the water jet 2, the water jet 2 plays the role of one of the male mold and the female mold used in conventional press molding.
- One mold can be omitted.
- nonwoven fabric molded product 5 is produced from the nonwoven fabric web 3 with water, excess material in the production of the nonwoven fabric molded product 5 is removed from the nonwoven fabric web 3 as it is with water, and this excess material is reused as it is. Available. Therefore, waste of resources is reduced and the environment is excellent.
- the density could not be partially changed.
- the nonwoven fabric web 3 is overlaid with unnecessary material on the necessary portion, and then the nonwoven fabric molding is performed.
- Product 5 can be manufactured. Thereby, in this invention, compared with the molded article from the conventional nonwoven fabric, it becomes possible to reduce a raw material and is good for an environment.
- the entanglement degree and thickness of fibers could not be partially changed, but in the present invention, the pressure, distance, time, and angle of water sprayed on the nonwoven fabric web 3 are changed.
- the degree of entanglement and thickness of the nonwoven fabric molded product 5 can be partially changed.
- the function (it originates in a entanglement degree and thickness) of the nonwoven fabric molded product 5 can be brought about with the minimum raw material, and it is good for an environment.
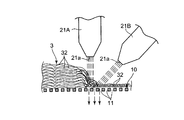
- FIG. 3A and FIG. 3B are enlarged views of main parts showing a nonwoven fabric molded product manufacturing apparatus according to a second embodiment of the present invention.
- This second embodiment is different from the first embodiment (FIG. 2E) only in the configuration of the nozzle. Only this different configuration will be described below.
- the first nozzle 21 ⁇ / b> A and the second nozzle 21 ⁇ / b> B jet water to the same portion of the nonwoven fabric web 3 from different directions.
- the ejection direction of the first nozzle 21 ⁇ / b> A is a direction orthogonal to the molding surface 10.
- the ejection direction of the second nozzle 21 ⁇ / b> B is a direction inclined by 45 ° with respect to the molding surface 10.
- the entanglement between the fibers 32 of the nonwoven fabric web 3 can be made more complicated and reliable, and the strength of the nonwoven fabric molded product 5 can be improved.
- the ejection direction of the first nozzle 21A may be a direction inclined by 135 ° with respect to the molding surface 10 symmetrically with the ejection direction of the second nozzle 21B.
- the gate-type water jet 2 is used as the fluid spraying means, but a robot arm that can be sprayed partially may be used.
- water is used as the fluid, but a liquid other than water or a gas such as steam may be used.
- the fluid has a high enough pressure to entangle the nonwoven web 3. Of course, this pressure can be changed depending on the thickness and hardness of the nonwoven fabric molded product 5.
- the number of the nozzles 21, 21A, 21B for ejecting water to the same portion of the nonwoven fabric web 3 is one or two, but may be three or more.
- the through hole 11 is provided in the molding surface 10, but this may be omitted.
- the protrusions 12, 13, and 14 are provided on the molding surface 10, but at least one of them may be omitted.
Abstract
成型金型(1)の三次元形状の成型面(10)に、不織布ウェブ(3)を載置し、この不織布ウェブ(3)に、ウォータジェット(2)から水を吹き付ける。これにより、不織布ウェブ(3)を成型面(10)に押し付け、不織布ウェブ(3)の繊維(32)同士を交絡させると共に、不織布ウェブ(3)を成型面(10)の三次元形状に沿うように成型して、三次元形状の不織布成型品(5)を製造する。
Description
この発明は、例えば、マスク、フィルター、車のシートに用いられるウレタンの補強材などの三次元形状を有する不織布成型品を製造する装置およびその製造方法に関する。
従来、不織布成型品の製造装置としては、特開平11-315458号公報(特許文献1)に記載されたものがある。この製造装置は、雄金型と雌金型とを備え、この雄、雌金型で不織布をプレス成型して、不織布成型品を製造している。
ここで、上記不織布の製造について説明すると、一般的に、交絡前の不織布ウェブを、熱ロールの間を通して熱圧着することによって、交絡され圧縮された不織布が、製造される。
ところで、上記従来の不織布成型品の製造装置を実際に使用すると、次のような問題がある。
上記不織布から上記不織布成型品を製造するには、予め、不織布ウェブから不織布を製造しなければならない。このように、不織布ウェブから不織布を製造する工程と、不織布から不織布成型品を製造する工程とが、必要になって、製造時間が長く、製造コストが高くなる。
また、上記雄、雌金型のプレスにより、不織布から不織布成型品を製造するので、不織布成型品の形状を変更する場合、雄、雌金型を変える必要があり、金型の数量が多くなる。
また、上記不織布から上記不織布成型品を製造するので、不織布成型品の製造において余分な部分は、不織布の状態で取り除かれる。このように、余分な部分は、熱処理によって圧縮された状態であるため、この余分な部分を再利用することは困難である。この余分な部分は、製品によっては、全体の4割となることもある。したがって、資源の無駄となり、環境に悪い。
また、上記不織布では、部分的に、密度(目付)や、繊維同士の交絡度や、厚みを変更することができず、この不織布から製造する不織布成型品も、部分的に、密度、交絡度、厚みを変更することができない。このため、不織布成型品を、部分的に、密度、交絡度または厚みを、大きくしたくても、不織布成型品の全体を大きくしなければならず、資源の無駄となり、環境に悪い。
そこで、この発明の課題は、製造時間や製造コストを低減し、金型の数量を少なくし、資源の無駄を減らして環境に優れたものとなる不織布成型品の製造装置およびその製造方法を提供することにある。
上記課題を解決するため、この発明の不織布成型品の製造装置は、
三次元形状の成型面を有する成型金型と、
上記成型金型の上記成型面上に載置された交絡前の不織布ウェブに流体を吹き付けて、上記不織布ウェブを上記成型面に押し付け、上記不織布ウェブの繊維同士を交絡させると共に、上記不織布ウェブを上記成型面の三次元形状に沿うように成型して、三次元形状の不織布成型品を製造する流体吹き付け手段と
を備えることを特徴としている。
三次元形状の成型面を有する成型金型と、
上記成型金型の上記成型面上に載置された交絡前の不織布ウェブに流体を吹き付けて、上記不織布ウェブを上記成型面に押し付け、上記不織布ウェブの繊維同士を交絡させると共に、上記不織布ウェブを上記成型面の三次元形状に沿うように成型して、三次元形状の不織布成型品を製造する流体吹き付け手段と
を備えることを特徴としている。
ここで、流体とは、例えば、水等の液体や蒸気等の気体であり、不織布ウェブを交絡させる程度の高い圧力を有する。例えば、流体が水である場合、流体の圧力は、10MPa~20MPaである。もちろん、この圧力は、不織布成型品の厚みや硬度等によって、変更可能である。
この発明の不織布成型品の製造装置によれば、不織布ウェブから三次元形状の成型と交絡とを同時に一気に行うことができるので、従来の不織布ウェブから不織布を製造する交絡工程を、省くことができて、工程が簡素になって、安価に不織布成型品を製造できる。
また、流体吹き付け手段の流体で不織布ウェブを成型金型に押し付けるので、流体吹き付け手段が、従来のプレス成型に用いられる雄金型と雌金型の一方の金型の役割を担い、この一方の金型を省略できる。これにより、不織布成型品の形状を変える場合、他方の金型を変えるだけでよく、金型の数量を低減できる。
また、不織布ウェブから流体によって不織布成型品を製造するので、不織布成型品の製造において余分な材料は、流体によって、不織布ウェブからそのままの状態で取り除かれ、この余分な材料をそのまま再利用できる。したがって、資源の無駄を減らし、環境に優れたものとなる。
また、従来の不織布では、部分的に、密度(目付)を変更することができなかったが、本発明では、不織布ウェブの状態で余分な材料を必要な部分に重ね合わせてから、不織布成型品を製造することが可能である。これにより、本発明では、従来の不織布からの成型品に比べて、原料を少なくすることが可能になって、環境に良い。
また、従来の不織布では、部分的に、繊維同士の交絡度や厚みを変更することができなかったが、本発明では、不織布ウェブに吹き付ける流体の圧力、距離、時間、角度を変更することで、不織布成型品を、部分的に、交絡度や厚みを変更することができる。これにより、本発明では、不織布成型品の(交絡度や厚みに起因する)機能を、最小限の原料でもたらすことができて、環境に良い。
また、一実施形態の不織布成型品の製造装置では、上記成型金型の上記成型面には、上記流体を通過させるための複数の貫通孔が設けられている。
この実施形態の不織布成型品の製造装置によれば、不織布ウェブに吹き付けられた後の流体は、成型金型の成型面の貫通孔を通過する。これにより、不織布ウェブを通過した流体が成型面に当たってはね返ることを防止して、不織布ウェブを成型面に確実に押し付けることができて、不織布ウェブから三次元形状の成型と交絡とを確実に行うことができる。
また、一実施形態の不織布成型品の製造装置では、
上記成型金型は、上記成型面に突起部を有し、
上記流体吹き付け手段は、上記突起部に突き刺された上記不織布ウェブに、上記流体を吹き付けて、上記不織布ウェブに上記突起部を貫通させる。
上記成型金型は、上記成型面に突起部を有し、
上記流体吹き付け手段は、上記突起部に突き刺された上記不織布ウェブに、上記流体を吹き付けて、上記不織布ウェブに上記突起部を貫通させる。
この実施形態の不織布成型品の製造装置によれば、流体吹き付け手段は、突起部に突き刺された不織布ウェブに、流体を吹き付けて、不織布ウェブに突起部を貫通させる。これにより、不織布ウェブに突起部を貫通させるための孔を、予め、設ける必要がなく、工程が簡素になり、材料の無駄を削減できる。
また、一実施形態の不織布成型品の製造装置では、上記流体吹き付け手段は、上記不織布ウェブの同一部分に異なる方向から流体を噴出する複数のノズルを有する。
この実施形態の不織布成型品の製造装置によれば、上記複数のノズルは、互いに異なる方向から、不織布ウェブの同一部分に流体を噴出する。これにより、不織布ウェブの繊維同士の交絡をより複雑かつ確実にでき、不織布成型品の強度を向上できる。
また、この発明の不織布成型品の製造方法は、
三次元形状の成型面を有する成型金型の上記成型面上に、交絡前の不織布ウェブを載置する工程と、
上記不織布ウェブに流体を吹き付けて、上記不織布ウェブを上記成型面に押し付け、上記不織布ウェブの繊維同士を交絡させると共に、上記不織布ウェブを上記成型面の三次元形状に沿うように成型して、三次元形状の不織布成型品を製造する工程と
を備えることを特徴としている。
三次元形状の成型面を有する成型金型の上記成型面上に、交絡前の不織布ウェブを載置する工程と、
上記不織布ウェブに流体を吹き付けて、上記不織布ウェブを上記成型面に押し付け、上記不織布ウェブの繊維同士を交絡させると共に、上記不織布ウェブを上記成型面の三次元形状に沿うように成型して、三次元形状の不織布成型品を製造する工程と
を備えることを特徴としている。
この発明の不織布成型品の製造方法によれば、不織布ウェブから三次元形状の成型と交絡とを同時に一気に行うことができるので、従来の不織布ウェブから不織布を製造する交絡工程を、省くことができて、工程が簡素になって、安価に不織布成型品を製造できる。
また、流体吹き付け手段の流体で不織布ウェブを成型金型に押し付けるので、流体吹き付け手段が、従来のプレス成型に用いられる雄金型と雌金型の一方の金型の役割を担い、この一方の金型を省略できる。これにより、不織布成型品の形状を変える場合、他方の金型を変えるだけでよく、金型の数量を低減できる。
また、不織布ウェブから流体によって不織布成型品を製造するので、不織布成型品の製造において余分な材料は、流体によって、不織布ウェブからそのままの状態で取り除かれ、この余分な材料をそのまま再利用できる。したがって、資源の無駄を減らし、環境に優れたものとなる。
また、従来の不織布では、部分的に、密度(目付)を変更することができなかったが、本発明では、不織布ウェブの状態で余分な材料を必要な部分に重ね合わせてから、不織布成型品を製造することが可能である。これにより、本発明では、従来の不織布からの成型品に比べて、原料を少なくすることが可能になって、環境に良い。
また、従来の不織布では、部分的に、繊維同士の交絡度や厚みを変更することができなかったが、本発明では、不織布ウェブに吹き付ける流体の圧力、距離、時間、角度を変更することで、不織布成型品を、部分的に、交絡度や厚みを変更することができる。これにより、本発明では、不織布成型品の(交絡度や厚みに起因する)機能を、最小限の原料でもたらすことができて、環境に良い。
この発明の不織布成型品の製造装置によれば、成型金型と流体吹き付け手段とを備えるので、不織布ウェブから流体によって不織布成型品を製造でき、製造時間や製造コストを低減し、金型の数量を少なくし、資源の無駄を減らして環境に優れたものとなる。
この発明の不織布成型品の製造方法によれば、不織布ウェブに流体を吹き付けて不織布成型品を製造するので、製造時間や製造コストを低減し、金型の数量を少なくし、資源の無駄を減らして環境に優れたものとなる。
以下、この発明を図示の実施の形態により詳細に説明する。
(第1の実施形態)
図1は、この発明の第1実施形態の不織布成型品の製造装置を示す簡略構成図である。図1に示すように、この製造装置は、三次元形状の成型面10を有する成型金型1と、上記成型金型1の成型面10に水を吹き付けるウォータジェット2とを備える。ウォータジェット2は、流体吹き付け手段の一例である。
図1は、この発明の第1実施形態の不織布成型品の製造装置を示す簡略構成図である。図1に示すように、この製造装置は、三次元形状の成型面10を有する成型金型1と、上記成型金型1の成型面10に水を吹き付けるウォータジェット2とを備える。ウォータジェット2は、流体吹き付け手段の一例である。
上記成型金型1の上記成型面10は、4つの側面と1つの上面とを含む5面体から構成されている。この成型面10には、複数の貫通孔11が設けられ、この貫通孔11は、ウォータジェット2から吹き付けられる水を通過させる。この成型面10は、例えば、金網によって形成される。
上記成型面10の上面には、ピン形状の位置決め用突起部12と、箱形状の孔形成用突起部13が設けられている。上記成型面10の1つの側面には、滑り台形状の溝形成用突起部14が設けられている。
上記ウォータジェット2は、門型の本体部20と、この本体部20に設けられた複数のノズル21とを有する。このノズル21の噴出孔21aは、門型の本体部20の内側を向く3つの面に、設けられている。
上記ウォータジェット2は、上記成型金型1を跨ぐことができる大きさに、設定されている。成型金型1は、ウォータジェット2に対して、相対的に接近または離隔可能となる。つまり、成型金型1の成型面10の全領域に、順に、ノズル21の噴出孔21aを対向させ、この噴出孔21aから水を吹き付けることができる。この水の圧力は、後述の不織布ウェブ3を交絡させる程度の高い圧力であり、例えば、10MPa~20MPaである。
次に、上記構成の製造装置を用いて、不織布ウェブ3から不織布成型品5を製造する方法を説明する。
まず、図2Aに示すように、複数の繊維を積層して、不織布ウェブ3を製造する。この不織布ウェブ3の製造には、従来より既知の方法(乾式法や湿式法など)を用いる。繊維は、例えば、ポリエステルからなる。不織布ウェブ3は、繊維同士が交絡される前のものであり、フリースとも呼ばれる。ここで、繊維同士の交絡とは、繊維同士を結合させ絡ませることである。
その後、図2Bに示すように、上記不織布ウェブ3の予め定められた位置に、十字状のスリット30と、貫通する孔部31とを、加工する。このスリット30の位置は、上記成型金型1の位置決め用突起部12の位置に対応し、この孔部31の位置は、上記成型金型1の孔形成用突起部13の位置に対応する。
その後、図2Cに示すように、上記交絡前の不織布ウェブ3を、不織布ウェブ3の一面が上記成型金型1の成型面10に対向するように、上記成型面10上に載置する。すると、図2Dに示すように、不織布ウェブ3のスリット30に、成型金型1の位置決め用突起部12が突き刺され、不織布ウェブ3の孔部31に、成型金型1の孔形成用突起部13が嵌め込まれる。このとき、位置決め用突起部12の先端は、不織布ウェブ3から露出していないが、スリット30から露出するようにしてもよい。
その後、上記成型面10に載置された上記不織布ウェブ3を、上記ウォータジェット2内に、移動させる。そして、ウォータジェット2から、不織布ウェブ3の他面に水を吹き付ける。
こうすることにより、図2Eに示すように、上記不織布ウェブ3を上記成型面10に押し付け、不織布ウェブ3の繊維32同士を交絡させると共に、不織布ウェブ3を成型面10の三次元形状に沿うように成型する。図中、成型面10を、ノズル21に対して、左から右へ移動するものとする。
このとき、上記不織布ウェブ3に吹き付けられた後の水は、成型面10の貫通孔11を通過する。これにより、不織布ウェブ3を通過した水が成型面10に当たってはね返ることを防止して、不織布ウェブ3を成型面10に確実に押し付けることができて、不織布ウェブ3から三次元形状の成型と交絡とを確実に行うことができる。
また、図2Fに示すように、上記位置決め用突起部12に突き刺された不織布ウェブ3に、ウォータジェット2から水を吹き付けて、不織布ウェブ3に位置決め用突起部12を貫通させ、不織布ウェブ3を位置決め用突起部12に係止させて位置決めする。図中、成型面10を、ノズル21に対して、左から右へ移動するものとする。これにより、不織布ウェブ3に位置決め用突起部12を貫通させるための孔を、予め、設ける必要がなく、工程が簡素になり、材料の無駄を削減できる。
このように、上記不織布ウェブ3から、三次元形状の成型と交絡とを同時に一気に行って、図2Gに示すように、不織布成型品5を製造する。この不織布成型品5は、上記成型面10に沿った三次元形状を有する。
その後、上記成型面10に載置された不織布成型品5を、乾燥し、冷却して、図2Hに示すように、不織布成型品5を、成型金型1から取り外す。この不織布成型品5には、上記位置決め用突起部12に対応する位置に孔が形成され、上記孔形成用突起部13に対応する位置に孔が形成され、上記溝形成用突起部14に対応する位置に溝が形成される。
上記不織布成型品5は、例えば、マスク、フィルター、車のシートに用いられるウレタンの補強材などである。この補強材とは、シートの座面側に配置されるウレタンと、シートの背面側に配置される背面部材との間に、配置されるものであり、ウレタンの剥がれを防止したり、ウレタンと背面部材との擦れ音を防止する。
上記構成の不織布成型品の製造装置およびその製造方法によれば、不織布ウェブ3から三次元形状の成型と交絡とを同時に一気に行うことができるので、従来の不織布ウェブ3から不織布を製造する交絡工程を、省くことができて、工程が簡素になって、安価に不織布成型品5を製造できる。
また、ウォータジェット2の水で不織布ウェブ3を成型金型1に押し付けるので、ウォータジェット2が、従来のプレス成型に用いられる雄金型と雌金型の一方の金型の役割を担い、この一方の金型を省略できる。これにより、不織布成型品5の形状を変える場合、他方の金型を変えるだけでよく、金型の数量を低減できる。
また、不織布ウェブ3から水によって不織布成型品5を製造するので、不織布成型品5の製造において余分な材料は、水によって、不織布ウェブ3からそのままの状態で取り除かれ、この余分な材料をそのまま再利用できる。したがって、資源の無駄を減らし、環境に優れたものとなる。
また、従来の不織布では、部分的に、密度(目付)を変更することができなかったが、本発明では、不織布ウェブ3の状態で余分な材料を必要な部分に重ね合わせてから、不織布成型品5を製造することが可能である。これにより、本発明では、従来の不織布からの成型品に比べて、原料を少なくすることが可能になって、環境に良い。
また、従来の不織布では、部分的に、繊維同士の交絡度や厚みを変更することができなかったが、本発明では、不織布ウェブ3に吹き付ける水の圧力、距離、時間、角度を変更することで、不織布成型品5を、部分的に、交絡度や厚みを変更することができる。これにより、本発明では、不織布成型品5の(交絡度や厚みに起因する)機能を、最小限の原料でもたらすことができて、環境に良い。
(第2の実施形態)
図3A、図3Bは、この発明の第2実施形態の不織布成型品の製造装置を示す要部拡大図である。この第2の実施形態は、上記第1の実施形態(図2E)とは、ノズルの構成のみが相違する。この相違する構成のみを以下に説明する。
図3A、図3Bは、この発明の第2実施形態の不織布成型品の製造装置を示す要部拡大図である。この第2の実施形態は、上記第1の実施形態(図2E)とは、ノズルの構成のみが相違する。この相違する構成のみを以下に説明する。
図3Aに示すように、第1のノズル21Aと第2のノズル21Bは、互いに異なる方向から、不織布ウェブ3の同一部分に水を噴出する。第1のノズル21Aの噴出方向は、成型面10に対して直交する方向である。第2のノズル21Bの噴出方向は、成型面10に対して45°傾斜する方向である。
これにより、不織布ウェブ3の繊維32同士の交絡をより複雑かつ確実にでき、不織布成型品5の強度を向上できる。
なお、図3Bに示すように、第1のノズル21Aの噴出方向を、第2のノズル21Bの噴出方向と左右対称に、成型面10に対して135°傾斜する方向としてもよい。
なお、この発明は上述の実施形態に限定されない。例えば、上記第1、上記第2の実施形態のそれぞれの特徴点を様々に組み合わせてもよい。
上記実施形態では、上記流体吹き付け手段として、門型のウォータジェット2を用いたが、部分的に吹き付け可能なロボットアームであってもよい。
上記実施形態では、流体として、水を用いたが、水以外の液体や、蒸気等の気体であってもよい。流体は、不織布ウェブ3を交絡させる程度の高い圧力を有する。もちろん、この圧力は、不織布成型品5の厚みや硬度等によって、変更可能である。
上記実施形態では、上記不織布ウェブ3の同一部分に水を噴出するノズル21,21A,21Bの数量を、1つまたは2つとしたが、3つ以上であってもよい。
上記実施形態では、上記成型面10に、上記貫通孔11を設けたが、これを省略してもよい。
上記実施形態では、上記成型面10に、上記突起部12,13,14を設けたが、これらの少なくとも一つを省略してもよい。
1 成型金型
10 成型面
11 貫通孔
12 位置決め用突起部
13 孔形成用突起部
14 溝形成用突起部
2 ウォータジェット(流体吹き付け手段)
20 本体部
21,21A,21B ノズル
21a 噴出孔
3 不織布ウェブ
30 スリット
31 孔部
32 繊維
5 不織布成型品
10 成型面
11 貫通孔
12 位置決め用突起部
13 孔形成用突起部
14 溝形成用突起部
2 ウォータジェット(流体吹き付け手段)
20 本体部
21,21A,21B ノズル
21a 噴出孔
3 不織布ウェブ
30 スリット
31 孔部
32 繊維
5 不織布成型品
Claims (5)
- 三次元形状の成型面(10)を有する成型金型(1)と、
上記成型金型(1)の上記成型面(10)上に載置された交絡前の不織布ウェブ(3)に流体を吹き付けて、上記不織布ウェブ(3)を上記成型面(10)に押し付け、上記不織布ウェブ(3)の繊維(32)同士を交絡させると共に、上記不織布ウェブ(3)を上記成型面(10)の三次元形状に沿うように成型して、三次元形状の不織布成型品(5)を製造する流体吹き付け手段(2)と
を備えることを特徴とする不織布成型品の製造装置。 - 請求項1に記載の不織布成型品の製造装置において、
上記成型金型(1)の上記成型面(10)には、上記流体を通過させるための複数の貫通孔(11)が設けられていることを特徴とする不織布成型品の製造装置。 - 請求項1または2に記載の不織布成型品の製造装置において、
上記成型金型(1)は、上記成型面(10)に突起部(12,13,14)を有し、
上記流体吹き付け手段(2)は、上記突起部(12,13,14)に突き刺された上記不織布ウェブ(3)に、上記流体を吹き付けて、上記不織布ウェブ(3)に上記突起部(12,13,14)を貫通させることを特徴とする不織布成型品の製造装置。 - 請求項1から3の何れか一つに記載の不織布成型品の製造装置において、
上記流体吹き付け手段(2)は、上記不織布ウェブ(3)の同一部分に異なる方向から流体を噴出する複数のノズル(21A,21B)を有することを特徴とする不織布成型品の製造装置。 - 三次元形状の成型面(10)を有する成型金型(1)の上記成型面(10)上に、交絡前の不織布ウェブ(3)を載置する工程と、
上記不織布ウェブ(3)に流体を吹き付けて、上記不織布ウェブ(3)を上記成型面(10)に押し付け、上記不織布ウェブ(3)の繊維(32)同士を交絡させると共に、上記不織布ウェブ(3)を上記成型面(10)の三次元形状に沿うように成型して、三次元形状の不織布成型品(5)を製造する工程と
を備えることを特徴とする不織布成型品の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13853599.2A EP2918717A4 (en) | 2012-11-06 | 2013-07-17 | DEVICE FOR PREPARING A FLEECE FIBER FORM PRODUCT AND METHOD FOR THE PRODUCTION THEREOF |
| US14/440,536 US20150299920A1 (en) | 2012-11-06 | 2013-07-17 | Device for manufacturing nonwoven fabric molded product and method for manufacturing same |
| CN201380057780.7A CN104769174B (zh) | 2012-11-06 | 2013-07-17 | 无纺布成型品的制造装置 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-244646 | 2012-11-06 | ||
| JP2012244646A JP5596769B2 (ja) | 2012-11-06 | 2012-11-06 | 不織布成型品の製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014073244A1 true WO2014073244A1 (ja) | 2014-05-15 |
Family
ID=50684365
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/069422 WO2014073244A1 (ja) | 2012-11-06 | 2013-07-17 | 不織布成型品の製造装置およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20150299920A1 (ja) |
| EP (1) | EP2918717A4 (ja) |
| JP (1) | JP5596769B2 (ja) |
| CN (1) | CN104769174B (ja) |
| WO (1) | WO2014073244A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110512357A (zh) * | 2019-08-27 | 2019-11-29 | 浙江金三发卫生材料科技有限公司 | 一种大豆蛋白纤维洁肤用非织造布生产用水刺设备 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020129628A1 (de) * | 2020-11-10 | 2022-05-12 | Norafin Industries (Germany) Gmbh | Vorrichtung zum Verfestigen eines Fasergebildes |
| CN114687060A (zh) * | 2022-03-18 | 2022-07-01 | 惠州市众畅汽车部件有限公司 | 一种内衬无纺布的蒸汽成型方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0315458A (ja) | 1989-01-31 | 1991-01-23 | Osteonics Corp | 寛骨臼カップアセンブリ用の殻部品と寛骨臼カップ |
| JPH0319950A (ja) * | 1989-06-13 | 1991-01-29 | Asahi Chem Ind Co Ltd | 開孔模様を有する不織布及びその製造方法 |
| JPH04327255A (ja) * | 1991-04-26 | 1992-11-16 | Nippon Filcon Co Ltd | 突起を設けた不織布製造用ベルト及び模様を形成した不織布の製造方法 |
| JPH0593349A (ja) * | 1990-03-05 | 1993-04-16 | Johnson & Johnson Inc | 三次元不織布及びその製法 |
| JPH06184894A (ja) * | 1992-12-15 | 1994-07-05 | Japan Vilene Co Ltd | ノズルプレート |
| JP2004232187A (ja) * | 2004-03-26 | 2004-08-19 | Uni Charm Corp | 不織布 |
| JP2009299227A (ja) * | 2008-06-13 | 2009-12-24 | Kao Corp | 不織布 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3034180A (en) * | 1959-09-04 | 1962-05-15 | Kimberly Clark Co | Manufacture of cellulosic products |
| US3750237A (en) * | 1970-03-24 | 1973-08-07 | Johnson & Johnson | Method for producing nonwoven fabrics having a plurality of patterns |
| US3787932A (en) * | 1970-03-24 | 1974-01-29 | Johnson & Johnson | Method and apparatus (continuous imperforate portions on backing means of closed sandwich) |
| US3679536A (en) * | 1970-03-24 | 1972-07-25 | Johnson & Johnson | Nonwoven fabric comprising buds plus bundles connected by aligned fibers including bundles |
| US4297404A (en) * | 1977-06-13 | 1981-10-27 | Johnson & Johnson | Non-woven fabric comprising buds and bundles connected by highly entangled fibrous areas and methods of manufacturing the same |
| ES2002406A6 (es) * | 1985-09-20 | 1988-08-01 | Uni Charm Corp | Procedimiento para la fabricacion de generos no tejidos dotados de aberturas |
| JPH0737702B2 (ja) * | 1986-12-31 | 1995-04-26 | ユニ・チヤ−ム株式会社 | 開孔模様を有する不織布 |
| US5098764A (en) * | 1990-03-12 | 1992-03-24 | Chicopee | Non-woven fabric and method and apparatus for making the same |
| US5115544A (en) * | 1990-04-03 | 1992-05-26 | Albany International Corp. | Non-wovens manufacturing process |
| US5674587A (en) * | 1994-09-16 | 1997-10-07 | James; William A. | Apparatus for making nonwoven fabrics having raised portions |
| ATE191020T1 (de) * | 1994-11-02 | 2000-04-15 | Procter & Gamble | Verfahren zur herstellung von vliesstoffen |
| US20020034914A1 (en) * | 2000-07-11 | 2002-03-21 | Polymer Group Inc. | Multi-component nonwoven fabric for use in disposable absorbent articles |
| DE10064687A1 (de) * | 2000-12-22 | 2002-07-04 | Fleissner Maschf Gmbh Co | Verfahren zur hydrodynamischen Beaufschlagung einer auch mit endlichen Produkten versehenen Warenbahn mit Wasserstrahlen und Düseneinrichtung zur Erzeugung von Flüssigkeitsstrahlen |
| WO2003095730A1 (en) * | 2002-05-08 | 2003-11-20 | Polymer Group, Inc. | Nonwoven fabrics having intercalated three-dimensional images |
| AU2003290729A1 (en) * | 2002-11-12 | 2004-06-03 | The Procter And Gamble Company | Process and apparatus for preparing a molded, textured, spunlaced, nonwoven web |
| US7520037B2 (en) * | 2003-12-08 | 2009-04-21 | Messier-Bugatti | Method of producing a fibrous preform |
| DE102006007834A1 (de) * | 2006-02-17 | 2007-09-06 | Fleissner Gmbh | Trommelschale zur Erzeugung von Strukturen und/oder Reliefmuster auf der Oberfläche eines gewebten oder nicht gewebten Zellenmaterials oder Vlieses |
| US20080000057A1 (en) * | 2006-06-29 | 2008-01-03 | Hien Nguyen | Non-woven structures and methods of making the same |
| ATE444388T1 (de) * | 2006-08-04 | 2009-10-15 | Stork Prints Austria Gmbh | Sieb, insbesondere zur herstellung von vliesstoffen mittels eines gas- oder flüssigkeitsstrahl-verfestigungsverfahrens |
| EP2302121B1 (de) * | 2009-09-15 | 2012-06-27 | Groz-Beckert KG | Filzkörperherstellungsverfahren |
-
2012
- 2012-11-06 JP JP2012244646A patent/JP5596769B2/ja not_active Expired - Fee Related
-
2013
- 2013-07-17 US US14/440,536 patent/US20150299920A1/en not_active Abandoned
- 2013-07-17 WO PCT/JP2013/069422 patent/WO2014073244A1/ja active Application Filing
- 2013-07-17 CN CN201380057780.7A patent/CN104769174B/zh active Active
- 2013-07-17 EP EP13853599.2A patent/EP2918717A4/en not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0315458A (ja) | 1989-01-31 | 1991-01-23 | Osteonics Corp | 寛骨臼カップアセンブリ用の殻部品と寛骨臼カップ |
| JPH0319950A (ja) * | 1989-06-13 | 1991-01-29 | Asahi Chem Ind Co Ltd | 開孔模様を有する不織布及びその製造方法 |
| JPH0593349A (ja) * | 1990-03-05 | 1993-04-16 | Johnson & Johnson Inc | 三次元不織布及びその製法 |
| JPH04327255A (ja) * | 1991-04-26 | 1992-11-16 | Nippon Filcon Co Ltd | 突起を設けた不織布製造用ベルト及び模様を形成した不織布の製造方法 |
| JPH06184894A (ja) * | 1992-12-15 | 1994-07-05 | Japan Vilene Co Ltd | ノズルプレート |
| JP2004232187A (ja) * | 2004-03-26 | 2004-08-19 | Uni Charm Corp | 不織布 |
| JP2009299227A (ja) * | 2008-06-13 | 2009-12-24 | Kao Corp | 不織布 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2918717A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110512357A (zh) * | 2019-08-27 | 2019-11-29 | 浙江金三发卫生材料科技有限公司 | 一种大豆蛋白纤维洁肤用非织造布生产用水刺设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150299920A1 (en) | 2015-10-22 |
| EP2918717A4 (en) | 2016-07-06 |
| EP2918717A1 (en) | 2015-09-16 |
| CN104769174A (zh) | 2015-07-08 |
| CN104769174B (zh) | 2016-12-07 |
| JP5596769B2 (ja) | 2014-09-24 |
| JP2014091893A (ja) | 2014-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6040166B2 (ja) | 曲げ剛性を備えた積層板、同積層板からの成形品、及びその製造方法 | |
| US8257626B2 (en) | Felt body manufacturing method | |
| WO2014073244A1 (ja) | 不織布成型品の製造装置およびその製造方法 | |
| CN104797395B (zh) | 注塑模具和在脱水筛中制造水印插件的相应过程 | |
| KR101396828B1 (ko) | 접착성 원단을 이용한 입체 문양 형성방법 | |
| JPH04327255A (ja) | 突起を設けた不織布製造用ベルト及び模様を形成した不織布の製造方法 | |
| WO2004110717A3 (en) | Method for manufacturing perforated microstructures by using fluidic jets | |
| JP2019519692A (ja) | ハイドロフォーム膨張スパンボンド不織布ウェブ及びハイドロフォームコンポジット材料並びにそれらの製造方法 | |
| KR100977871B1 (ko) | 텅 및 그 제조방법 | |
| JP5941323B2 (ja) | 加飾インサート成形のためのプレフォーム成形用シート、プレフォーム成形用シートの製造方法及び加飾インサート成形体の製造方法 | |
| JP2014136357A (ja) | 電子機器の筐体及び該筐体の製造方法 | |
| JP2009233960A (ja) | 樹脂成形用金型、製造装置及び樹脂成型品の製造方法 | |
| KR101554454B1 (ko) | 일면에 탄성력과 흡음력을 갖도록 산과 골을 연속 반복되게 형성한 폴리에스테르 단섬유 적층체의 제조방법 | |
| CN202415906U (zh) | 复合无纺布以及生产该复合无纺布的设备 | |
| CN110191983A (zh) | 水流交织无纺布 | |
| JP7257767B2 (ja) | 複合型不織布ワイパーの製造方法 | |
| EP3741894B1 (en) | Web support, production method therefor, and patterning method | |
| JP6569593B2 (ja) | 繊維強化熱可塑性樹脂構造体の製造方法 | |
| CN102535013A (zh) | 复合无纺布以及生产该复合无纺布的设备与工艺 | |
| US20170241053A1 (en) | Fiber molded article having cushioning property, and product obtained using same | |
| JP2018035468A (ja) | 複合型不織布およびその製造方法 | |
| JP2006217519A (ja) | スピーカ振動板およびスピーカ振動板の製造方法 | |
| JP2013208870A (ja) | 突起付き樹脂層を有したシート材及びその製造方法 | |
| CN113062047A (zh) | 一种平网提花无纺布生产工艺 | |
| TW201945209A (zh) | 用於製造薄層物的成型裝置、薄層物以及其成型方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13853599 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013853599 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14440536 Country of ref document: US Ref document number: 2013853599 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |