WO2013190589A1 - 排気ガス循環バルブおよび製造方法 - Google Patents
排気ガス循環バルブおよび製造方法 Download PDFInfo
- Publication number
- WO2013190589A1 WO2013190589A1 PCT/JP2012/003956 JP2012003956W WO2013190589A1 WO 2013190589 A1 WO2013190589 A1 WO 2013190589A1 JP 2012003956 W JP2012003956 W JP 2012003956W WO 2013190589 A1 WO2013190589 A1 WO 2013190589A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- valve
- exhaust gas
- diameter portion
- annular member
- valve seat
- Prior art date
Links
Images











Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02D—CONTROLLING COMBUSTION ENGINES
- F02D9/00—Controlling engines by throttling air or fuel-and-air induction conduits or exhaust conduits
- F02D9/08—Throttle valves specially adapted therefor; Arrangements of such valves in conduits
- F02D9/10—Throttle valves specially adapted therefor; Arrangements of such valves in conduits having pivotally-mounted flaps
- F02D9/1035—Details of the valve housing
- F02D9/104—Shaping of the flow path in the vicinity of the flap, e.g. having inserts in the housing
- F02D9/1045—Shaping of the flow path in the vicinity of the flap, e.g. having inserts in the housing for sealing of the flow in closed flap position, e.g. the housing forming a valve seat
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M26/00—Engine-pertinent apparatus for adding exhaust gases to combustion-air, main fuel or fuel-air mixture, e.g. by exhaust gas recirculation [EGR] systems
- F02M26/65—Constructional details of EGR valves
- F02M26/70—Flap valves; Rotary valves; Sliding valves; Resilient valves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K1/00—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces
- F16K1/16—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces with pivoted closure-members
- F16K1/18—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces with pivoted closure-members with pivoted discs or flaps
- F16K1/22—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces with pivoted closure-members with pivoted discs or flaps with axis of rotation crossing the valve member, e.g. butterfly valves
- F16K1/226—Shaping or arrangements of the sealing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K1/00—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces
- F16K1/16—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces with pivoted closure-members
- F16K1/18—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces with pivoted closure-members with pivoted discs or flaps
- F16K1/22—Lift valves or globe valves, i.e. cut-off apparatus with closure members having at least a component of their opening and closing motion perpendicular to the closing faces with pivoted closure-members with pivoted discs or flaps with axis of rotation crossing the valve member, e.g. butterfly valves
- F16K1/226—Shaping or arrangements of the sealing
- F16K1/2263—Shaping or arrangements of the sealing the sealing being arranged on the valve seat
Definitions
- This invention relates to the shape of a valve seat of an exhaust gas circulation valve (EGR-Valve).
- An exhaust gas circulation valve that adjusts the flow rate of the circulating exhaust gas includes a valve that opens and closes an exhaust gas passage and a valve support shaft that rotates the valve.
- the valve support shaft is attached to a housing that forms the exhaust gas passage. It is rotatably supported by a provided bearing portion.
- the valve seat is provided on the exhaust gas passage of the housing, and closes the exhaust gas passage by contacting the valve.
- Patent Document 1 proposes an exhaust gas circulation valve that suppresses seat leakage.
- a member corresponding to a valve seat called a sleeve is composed of two members, a first sleeve and a second sleeve, and is fitted to the inner peripheral portion of the exhaust gas passage.
- the first sleeve and the second sleeve are axially displaced from each other in the radial direction, and the end surfaces of both sleeves are brought into contact with each other, thereby forming stepped end surfaces on the inner sides of both sleeves,
- the first sheet portion is formed by the edge portion extending in the circumferential direction of the stepped end surface.
- the outer peripheral surface of the valve is formed in an inclined surface or a circular arc shape, and is formed as a second seat portion. Then, the gas passage is closed by bringing the second seat portion on the valve side into contact with the first seat portion on the sleeve side.
- Patent Document 1 Since the above-mentioned Patent Document 1 is configured to reduce sheet leakage by increasing the surface pressure of both sheet portions that are in contact with each other, in order to obtain a high surface pressure, variations in the components that constitute both sheet portions are detected. It was necessary to suppress it with high accuracy. In addition, when employed in a valve having an eccentric structure, particularly a primary eccentricity, it is more difficult to maintain a high surface pressure because variations in eccentricity are also affected.
- the present invention was made to solve the above-described problems, and an object of the present invention is to provide an exhaust gas circulation valve that suppresses variations in assembly accuracy and reduces seat leakage.
- An exhaust gas circulation valve includes a housing having an exhaust gas passage, and a substantially annular shape composed of a large diameter portion and a small diameter portion formed on the inner peripheral surface of the exhaust gas passage with the central axes shifted in the radial direction.
- the inner edge is located at a position where the central axes are shifted from each other in the radial direction, and the inner edge of the annular member protruding inward from the edge of the step portion constitutes the first valve seat, and the inner side of the annular member
- the edge portion of the step portion protruding inward from the edge portion constitutes the second valve seat, and the exhaust gas passage is closed by the contact between the outer peripheral portion of the valve and the first valve seat and the second valve seat.
- the annular member has a large diameter portion in the axial direction. Between the formed stepped surface between the small diameter portion and has a gap.
- the method for manufacturing an exhaust gas circulation valve includes an assembly step in which an exhaust gas passage, a large diameter portion and a small diameter portion are formed in a housing, and a shaft and a valve are installed in the vicinity of the step portion, and a pressure in the exhaust gas passage. Measure the amount of leakage from the valve and between the first valve seat and the second valve seat while pressing the annular member in the axial direction from one end of the large-diameter portion and moving it closer to the valve.
- a position determining step for providing a gap with the member.
- the gap is left without stopping against the stepped surface, so that the press-fitting position can be adjusted and variation in assembly accuracy can be suppressed. Therefore, an exhaust gas circulation valve with reduced seat leakage can be provided.
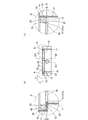
- FIG. 3 shows a configuration of an exhaust gas circulation valve according to Embodiment 1
- FIG. 3 (a) is a cross-sectional view
- FIG. 3 (b) is an enlarged view of an A region
- FIG. 3 (c) is an enlarged view of a B region.
- 1 is an external perspective view showing a housing of an exhaust gas circulation valve according to Embodiment 1.
- FIG. 3 is a plan view showing a housing of the exhaust gas circulation valve according to Embodiment 1.
- bulb of the exhaust gas circulation valve which concerns on Embodiment 1 is shown
- Fig.6 (a) is a top view
- FIG.6 (b) is sectional drawing. It is a figure explaining a sheet leak measurement step.
- FIG. 8A shows a configuration of an exhaust gas circulation valve according to Embodiment 2 of the present invention
- FIG. 8A is a cross-sectional view
- FIG. 8B is an enlarged view of area A
- FIG. 8C is an enlarged view of area B.
- FIG. 9A is a cross-sectional view
- FIG. 9B is an enlarged view of region A
- FIG. 9C is an enlarged view of region B, showing a modification of the exhaust gas circulation valve according to the second embodiment.
- FIG. 10 is a plan view showing a housing of the exhaust gas circulation valve shown in FIG. 9.
- 11 shows a configuration of an exhaust gas circulation valve according to Embodiment 3 of the present invention.
- FIG. 11 (a) is a sectional view
- FIG. 11 (b) is an enlarged view of area A
- FIG. 11 (c) is an enlarged view of area B.
- FIG. 12A is a sectional view
- FIG. 12B is an enlarged view of area A
- FIG. 12C is an enlarged view of area B, showing a modification of the exhaust gas circulation valve according to the third embodiment. .
- FIG. 1 is a cross-sectional perspective view showing a minute opening state of the exhaust gas circulation valve according to the first embodiment.
- 2 is a cross-sectional perspective view of the valve closed state
- FIG. 3 is a cross-sectional view of the valve closed state.
- This exhaust gas circulation valve is a butterfly valve provided in an exhaust gas circulation passage of a vehicle, and includes a housing 10 having a small diameter portion 11 serving as an exhaust gas passage, and a smaller diameter portion 11 having a larger diameter than the small diameter portion 11.
- a large-diameter portion 12 constituting a substantially annular step portion, an annular member 20 press-fitted and fixed to the large-diameter portion 12, a shaft 30 penetrating the exhaust gas passage, and a disk-shaped member fixed to the shaft 30 And a valve 40.
- the annular member 20 and the housing 10 are separate parts, but the material may be the same or different.
- the direction parallel to the rotation center axis O1 of the shaft 30 is the X axis
- the direction parallel to the surface of the closed valve 40 is Y among the two axes orthogonal to the rotation center axis O1.
- the exhaust gas flow direction of the shaft and the exhaust gas passage is defined as the Z axis.
- FIG. 4 is an external perspective view showing the configuration of the housing 10.
- FIG. 5 is a plan view of the housing 10, and the annular member 20 in a state of being press-fitted and fixed to the housing 10 is indicated by a two-dot chain line.
- 6A is a plan view showing the configuration of the valve 40
- FIG. 6B is a cross-sectional view.
- a valve 40 for adjusting the amount of exhaust gas is fixed to a shaft 30, and this shaft 30 is rotatably supported by a bearing portion 14 provided in the housing 10.
- a drive unit (not shown) rotates the shaft 30 to rotate the valve 40 around the rotation center axis O1 of the shaft 30 to form an open passage between a valve seat 50 and a valve 40, which will be described later. Adjust.
- the rotation center axis O1 of the shaft 30 is fixed at a position shifted in the Z-axis direction with respect to the center axis O2 of the valve 40.
- An exhaust gas circulation valve having a second eccentric structure is constructed. Further, as will be described later, the outer peripheral surface 41 of the valve 40 is inclined surfaces 41 a and 41 b so as to be in line contact with the valve seat 50.
- valve 40 is not directly attached to the shaft 30, but the plate 31 is interposed therebetween.
- the fixed area of the valve 40 and the shaft 30 can be improved by adjusting the contact area between the valve 40 and the plate 31 and between the plate 31 and the shaft 30.
- the primary eccentricity in the Z-axis direction can be adjusted by changing the thickness of the plate 31.
- the center axis O3 of the large diameter portion 12 is eccentric in the Y-axis direction with respect to the rotation center axis O1. Further, the large diameter portion 12 and the small diameter portion 11 are formed by shifting the central axes in the radial direction. For this reason, the step surface 13 existing between the large-diameter portion 12 and the small-diameter portion 11 is formed with a narrow portion 13a on the right side of the drawing in the Y-axis direction orthogonal to the rotation center axis O1, and on the left side of the drawing. A wide portion 13b is formed. The narrow portion 13a and the wide portion 13b are smoothly connected so that the width gradually increases.
- the center axis O4 of the annular member 20 is slightly decentered in the Y-axis direction with respect to the rotation center axis O1. Furthermore, the width of the end surface 21 of the annular member 20 is formed uniformly. For this reason, when the annular member 20 is press-fitted and fixed in the Z-axis direction from the opening end side of the large-diameter portion 12, the edge portion of the stepped surface 13 and the inner edge portion of the annular member 20 are displaced from each other in the radial direction. Become.
- the inner edge portion 21a of the annular member 20 has an inner edge portion 21a that protrudes inward from the edge portion 13a-1 of the portion 13a where the width of the step surface 13 is narrow, and the width of the step surface 13. There is an inner edge 21b that retracts outward from the edge 13b-1 of the wide portion 13b.
- the inner edge 21 a of the annular member 20 protruding inward from the edge 13 a-1 of the step surface 13 is used as the first valve seat 51.
- the edge portion 13 b-1 of the step surface 13 protruding inward from the inner edge portion 21 b of the annular member 20 is used as the second valve seat 52.
- the first valve seat 51 and the second valve seat 52 constitute a substantially annular valve seat 50 on the inner peripheral surface of the exhaust gas passage.
- the two switching portions 53 and 54 where the first valve seat 51 and the second valve seat 52 are switched are at a position inclined by ⁇ ⁇ degrees with respect to the Y axis passing through the center of the annular member 20.
- the inner diameter of the small diameter portion 11 (that is, the edge portion 13b-1 of the step surface 13) constituting the second valve seat 52 is a diameter that does not hinder the rotational operation of the valve 40, and the first valve seat 51 and a diameter that can form a seat surface with respect to the valve 40, and a diameter that forms a step between the large-diameter portion 12 that press-fits the annular member 20.
- an inclined surface 41b having an inclination angle of ⁇ degrees is formed in the range of ⁇ ⁇ degrees corresponding to the two switching portions 53 and 54 of the outer peripheral surface 41 of the valve 40, and the remaining An inclined surface 41a with an inclination angle of ⁇ degrees is formed in the range.
- the inclination angle is set to 0 degrees.
- the inclination switching unit 42 is formed so that the inclination angle is smoothly reversed to ⁇ degrees, 0 degrees, and ⁇ degrees.
- the inclination switching unit 43 is formed so that the inclination angle smoothly reverses to ⁇ degrees, 0 degrees, and ⁇ degrees in the vicinity of ⁇ degrees.
- the range of the inclined surface 41a is wider than the range of the inclination switching unit 42 (or the inclination switching unit 43).
- the range of the inclined surface 41b is desirably wider than the range of the inclination switching unit 42 (or the inclination switching unit 43).
- the vicinity of the rotation center axis O1 of the valve 40 does not interfere with the valve seat 50. It can be rotated and a line seal can be made around the entire circumference of the valve 40.
- the edge portions of the first valve seat 51 and the second valve seat 52 that contact the inclined surfaces 41a and 41b of the valve 40 are square-shaped and line-sealed, but the first valve seat 51 and The edge of the second valve seat 52 may be line-sealed with an arc cross section, or may be face-sealed with a face.
- the inclined shape of the valve 40 illustrated in FIG. 6 is an example, and the valve 40 is in accordance with conditions such as the amount of eccentricity of the rotation center axis O1 of the shaft 30, the positions of the switching units 53 and 54, the thickness of the valve 40, and the like.
- the tilt angle, the tilt range, the tilt switching position, etc. may be designed as appropriate.
- the exhaust gas circulation valve may not have a primary eccentric structure, and the shaft 30 and the valve 40 may be fixed so that the rotation center axis O1 of the shaft 30 and the center axis O2 of the valve 40 overlap on the same axis. Good.
- the configuration may be such that the inclined surfaces 41 a and 41 b of the valve 40 are in line contact with the valve seat 50, and the outer peripheral portion (front and back surfaces) of the valve 40 may be in surface contact with the valve seat 50.
- FIG. 7A is a diagram illustrating the sheet leak measurement step.
- the annular member 20 is arranged on one end side of the large-diameter portion 12, and the annular member 20 is press-fitted into the large-diameter portion 12 from the direction opposite to the shaft 30 with the valve 40 interposed therebetween. .
- pressure is applied to the exhaust gas passage, and the amount of leakage (for example, negative pressure) from between the valve 40 and the valve seat 50 is measured.
- FIG. 7B is a graph showing the relationship between the press-fitting amount of the annular member 20 and the leakage amount.
- the press-fitting amount is a distance in which the annular member 20 is press-fitted in the Z-axis direction with respect to the large diameter portion 12.
- the allowable value of the leak amount preset for the exhaust gas circulation valve is indicated by a one-dot chain line in the graph. Since the valve 40 closes the valve seat 50 as the press-fitting amount increases from the time when the press-fitting of the annular member 20 is started, the amount of leakage decreases.
- the leakage amount becomes the minimum value, and when the leakage amount exceeds this, the portion of the annular member 20 constituting the first valve seat 51 presses the valve 40, thereby A gap is generated between the portion constituting the second valve seat 52 and the valve 40, and as a result, the amount of leakage begins to increase.
- the press-fitting of the annular member 20 is finished.
- the annular member 20 can be incorporated in a position where sheet leakage is minimized.
- the difference between the step surface 13 and the end surface 21 of the annular member 20 is determined.
- a gap S (shown in FIGS. 3B and 3C) is generated between them. Further, the size of the gap S varies depending on the dimensional variation of each part, the variation of the installation position, and the like.
- the thickness of the annular member 20 in the Z-axis direction is smaller than the thickness of the large-diameter portion 12 in the Z-axis direction, but the present invention is not limited to this.
- the annular member 20 when the annular member 20 is press-fitted, the positions where the first valve seat 51 and the second valve seat 52 come into contact with the valve 40 in the widest possible range are determined. It becomes possible to absorb the dimensional variation and assembly variation of each part, and the assembly accuracy can be suppressed. Further, in the case of the primary eccentric structure, it is possible to absorb not only the variation of each part but also the variation of the eccentric amount. As a result, sheet leakage can be reduced as much as possible.
- the clearance S between the step surface 13 and the end surface 21 of the annular member 20 is set to be the first when the drive unit opens the valve 40 with the minimum resolution (minimum opening). 2
- the distance from the valve seat 52 to the outer peripheral surface 41 is larger than the distance s (shown in FIG. 3B).
- valve 40 when the valve 40 is opened with a minute opening including the minimum opening, a turbulent flow is generated in the exhaust gas flowing through the gap between the valve 40 and the valve seat 50, making it difficult to flow. Therefore, an increase in flow rate at a minute opening can be suppressed.
- the exhaust gas circulation valve includes the housing 10 having the exhaust gas passage and the large-diameter portion formed on the inner peripheral surface of the exhaust gas passage with the central axes shifted from each other in the radial direction. 12 and a substantially annular stepped portion comprising a small-diameter portion 11, an annular member 20 press-fitted and fixed to the large-diameter portion 12, a disc-shaped valve 40 having inclined surfaces 41 a and 41 b formed on the outer peripheral surface 41, an exhaust A shaft 30 for rotating the valve 40 installed in the gas passage, and the edge of the step and the inner edge of the annular member 20 are located at positions where the central axes are shifted from each other in the radial direction.
- the inner edge 21a of the annular member 20 projecting inward from the edge 13a constitutes the first valve seat 51, and the edge of the step projecting inward from the inner edge 21b of the annular member 20 13b replaces the second valve seat 52
- the outer peripheral surface 41 of the valve 40 and the first valve seat 51 and the second valve seat 52 are in line contact with each other to close the exhaust gas passage, and the annular member 20 includes the large diameter portion 12 and the small diameter portion in the axial direction. 11 is formed so as to have a gap S between the step surface 13 formed between them.
- the rotation center axis O1 of the shaft 30 is fixed at a position shifted from the center axis O2 of the valve 40 in the exhaust gas flow direction (Z-axis direction). Even in such an exhaust gas circulation valve having a primary eccentric structure, variations in the eccentric amount in the gap S can be absorbed. Therefore, an exhaust gas circulation valve having a primary eccentric structure with reduced seat leakage can be provided.
- the valve 40 has the inclined surfaces 41 a and 41 b formed on the outer peripheral surface 41, and the inclined surfaces 41 a and 41 b are in line contact with the first valve seat 51 and the second valve seat 52.
- the outer peripheral surface 41 is inclined at an inclination angle - ⁇ and is inclined with a first valve seat 51 and is in line contact with the first valve seat 51.
- the inclined surface 41b is inclined with an inclination angle ⁇ and is in line contact with the second valve seat 52.
- the slope switching surfaces 42 and 43 for smoothly switching between the slope angles ⁇ , and the range of the slope surfaces 41a and 41b is wider than the range of the slope switch portions 42 and 43 in the circumferential direction. For this reason, substantially the entire circumference of the valve 40 can be brought into contact with the valve seat 50, and an exhaust gas circulation valve with further reduced seat leakage can be provided.
- the clearance S is larger than the distance s from the valve 40 to the second valve seat 52 when the drive unit that rotationally drives the shaft 30 opens the valve 40 with the minimum resolution. Configured. For this reason, a turbulent flow can be generated in the vicinity of the valve 40 and the valve seat 50 to suppress an increase in the flow rate at a minute opening.
- FIG. FIG. 8A is a cross-sectional view showing a configuration of an exhaust gas circulation valve according to Embodiment 2 of the present invention
- FIG. 8B is an enlarged view of the A region
- FIG. 8C is a view of the B region. It is an enlarged view. 8 parts that are the same as or equivalent to those in FIGS. 1 to 7 are given the same reference numerals, and descriptions thereof are omitted.
- the elastic member 60 is interposed in the gap S between the end surface 21 of the annular member 20 and the stepped surface 13 in order to prevent corrosion of the exposed surface 15 of the housing 10 exposed in the gap S.
- the elastic member 60 is not installed at a position where all the gaps S are closed so that turbulent flow is likely to occur in the exhaust gas when the valve 40 is opened with a small opening, and the back side of the gap S (exposed surface 15 side). ) In a position that partially closes.
- a concave groove 22 is formed on the outer diameter side of the end face 21, and an elastic member 60 is installed in the concave groove 22. Thereby, corrosion of the housing 10 can be prevented while suppressing an increase in flow rate at a minute opening.
- FIGS. 9 and FIG. 10 An example of this configuration is shown in FIGS. 9 and FIG. 10, the same or equivalent parts as those in FIG. 3 and FIG.
- the cylindrical member 70 made of SUS material or the like is insert-molded (die casting, casting, etc.) on the inner peripheral surface of the exhaust gas passage of the housing 10 to form the small diameter portion 11.
- the inner peripheral surface of the exhaust gas passage is covered to protect it from the exhaust gas.
- the annular member 20 may also be made of SUS material or the like.
- the cylindrical member 70 is formed to have a uniform thickness, and when insert molding is performed on the inner peripheral surface of the exhaust gas passage, the central axis O3 of the cylindrical member 70 becomes the rotation central axis O1 of the shaft 30 and the central axis O4 of the annular member 20.
- the configuration is eccentric in the Y-axis direction.
- the stepped surface 13 formed by the end surface of the tubular member 70 has an edge 13a-1 that is recessed outward from the inner edge 21a of the annular member 20, and an inner edge 21b of the annular member 20. There is an edge 13b-1 projecting inwardly. The edge portion 13 b-1 that protrudes inward from the inner edge portion 21 b of the annular member 20 constitutes the second valve seat 52.
- the elastic member 60 may be omitted.
- the exhaust gas circulation valve is installed in the gap S between the step surface 13 and the end face 21 of the annular member 20 and covers the exposed surface 15 exposed in the gap S. 60. For this reason, the corrosion resistance of the housing 10 can be improved.
- the exhaust gas circulation valve includes the cylindrical member 70 that is disposed on the inner peripheral surface of the exhaust gas passage and forms the small diameter portion 11, and the step surface 13 of the substantially annular step portion is The end face of the cylindrical member 70 is configured. For this reason, the corrosion resistance and durability of the housing 10 can be improved.
- FIG. 11 (a) is a cross-sectional view showing the configuration of an exhaust gas circulation valve according to Embodiment 3 of the present invention
- FIG. 11 (b) is an enlarged view of region A
- FIG. 11 (c) is a view of region B. It is an enlarged view.
- the large-diameter portion 12 and the stepped surface 13 are covered with another member such as a SUS material, and a covering portion (covering member) 80 to which the annular member 20 is attached is formed.
- coated part 80 is a material with high corrosion resistance and durability, the retention strength of the annular member 20 can be improved and the position shift of the valve seat 50 can be suppressed.
- the small diameter portion 11 may be covered with another member such as a SUS material.
- a covering portion (covering member) 81 is provided on the entire inner peripheral surface of the exhaust gas passage. Thereby, the corrosion resistance of the housing 10 can be improved.
- the exhaust gas circulation valve includes the covering portion 80 that covers the step surface 13 of the large diameter portion 12 and the substantially annular step portion as shown in FIG. Is configured to be press-fitted and fixed to the large-diameter portion 12 covered with the covering portion 80. For this reason, the corrosion resistance of the housing 10 and the holding power of the annular member 20 can be improved.
- the exhaust gas circulation valve includes the covering portion 81 that covers the step surface 13 of the small diameter portion 11, the large diameter portion 12, and the substantially annular step portion as shown in FIG.
- the annular member 20 is configured to be press-fitted and fixed to the large diameter portion 12 covered with the covering portion 81. For this reason, the corrosion resistance of the housing 10 can be further improved.
- the annular member 20 is press-fitted and fixed in the large diameter portion 12 at a position where the seat leakage can be reduced as much as possible. Therefore, the exhaust gas circulation for controlling the amount of high-pressure circulation exhaust gas Suitable for use in valves and the like.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Lift Valve (AREA)
- Exhaust-Gas Circulating Devices (AREA)
Abstract
Description
実施の形態1.
図1は、本実施の形態1に係る排気ガス循環バルブのバルブ微小開状態を示す断面斜視図である。図2はバルブ閉状態の断面斜視図、図3はバルブ閉状態の断面図である。この排気ガス循環バルブは、車両の排気ガス循環通路に設けられるバタフライ式バルブであり、排気ガス通路となる小径部11を有するハウジング10と、小径部11より大径であって小径部11との間で略環状の段部を構成する大径部12と、大径部12に圧入固定された環状部材20と、排気ガス通路を貫通するシャフト30と、シャフト30に固定された円板形状のバルブ40とから構成される。環状部材20とハウジング10は別部品にするが、材質は同じでも別でも構わない。
さらに、排気ガス循環バルブは1次偏心構造でなくてもよく、シャフト30の回転中心軸O1とバルブ40の中心軸O2が同一軸上に重なるように、シャフト30とバルブ40を固定してもよい。さらに、バルブ40の傾斜面41a,41bをバルブシート50に線接触させる構成でなくてもよく、バルブ40の外周部(表裏面)をバルブシート50に面接触させる構成にしてもよい。
1.組立ステップ
先ず、ハウジング10に小径部11、大径部12、シャフト30を挿通するための軸受け部14を形成する。続いて、この軸受け部14にシャフト30を挿通し、プレート31を介在させた状態でシャフト30とバルブ40を仮止めする。仮止めは、バルブ40がシャフト30に対して脱落はしないが、少なくともプレート31に対してバルブ40の中心軸O2回りに可動できる程度、およびプレート31の平面方向に可動できる程度の緩みを残す。例えば、バルブ40をシャフト30にネジ止めする場合、ネジを最後まで締めこまず、仮止めとする。そして、後述する位置決定ステップが完了した状態で最終的にネジを締め付けて製品完成とする。
なお、プレート31を省略してもよい。
図7(a)は、シート洩れ測定ステップを説明する図である。
組立ステップの後、大径部12の一端側に環状部材20を配置し、バルブ40を間に挟んでシャフト30とは反対の方向から、大径部12内へ環状部材20を圧入していく。圧入中は、排気ガス通路内に圧力を作用させ、バルブ40とバルブシート50の間からの洩れ量(例えば、負圧)を測定する。
図7(b)は、環状部材20の圧入量と洩れ量との関係を示すグラフである。圧入量は、図7(a)に示すように、大径部12に対して環状部材20をZ軸方向に圧入した距離である。また、グラフに、排気ガス循環バルブに予め設定された洩れ量の許容値を一点鎖線で示す。
環状部材20の圧入を開始した時点から圧入量が増えるに従い、バルブ40がバルブシート50を閉鎖していくため、洩れ量は減少していく。さらに環状部材20を圧入していくと、洩れ量が最小値になり、これを超えると、環状部材20の第1バルブシート51を構成する部位がバルブ40を押圧することによって、段差面13の第2バルブシート52を構成する部位とバルブ40との間に隙間が生じ、その結果、洩れ量が増加し始める。
なお、図示例では、環状部材20のZ軸方向の厚みを、大径部12のZ軸方向の厚みより小さくしたが、これに限定されるものではない。
図8(a)は、この発明の実施の形態2に係る排気ガス循環バルブの構成を示す断面図であり、図8(b)はA領域の拡大図、図8(c)はB領域の拡大図である。図8において図1~図7と同一または相当の部分については同一の符号を付し説明を省略する。
本実施の形態2では、隙間Sに露出したハウジング10の露出面15の腐食を防止するため、環状部材20の端面21と段差面13との間の隙間Sに弾性部材60を介在させる。
これにより、微小開度時の流量増加を抑制しつつ、ハウジング10の腐食を防止することができる。
なお、弾性部材60を省略してもよい。
図11(a)は、この発明の実施の形態3に係る排気ガス循環バルブの構成を示す断面図であり、図11(b)はA領域の拡大図、図11(c)はB領域の拡大図である。図11において図3と同一または相当の部分については同一の符号を付し説明を省略する。
本実施の形態3では、SUS材等の別部材を用いて大径部12および段差面13を被覆し、環状部材20を取り付ける被覆部(被覆部材)80を形成している。この被覆部80に環状部材20を圧入固定することにより、隙間Sからのハウジング10の露出を防ぎ、ハウジング10の耐腐食性を向上させることができる。また、被覆部80は耐腐食性および耐久性が高い材質のため、環状部材20の保持力を向上でき、バルブシート50の位置ずれを抑制することができる。
図12の構成例では、排気ガス通路の内周面全体に被覆部(被覆部材)81を設けている。これにより、ハウジング10の耐腐食性を向上させることができる。
Claims (10)
- 排気ガス通路を有するハウジングと、
前記排気ガス通路の内周面に、径方向において相互に中心軸をずらして形成された大径部および小径部からなる略環状の段部と、
前記大径部に圧入固定された環状部材と、
前記排気ガス通路内に設置された円板形状のバルブと、
前記バルブを回転動作させるシャフトとを備え、
前記段部の縁部と前記環状部材の内側縁部は前記径方向において相互に中心軸がずれた位置にあり、前記段部の縁部よりも内方側に突出した前記環状部材の内側縁部が第1バルブシートを構成し、前記環状部材の内側縁部よりも内方側に突出した前記段部の縁部が第2バルブシートを構成し、前記バルブの外周部と当該第1バルブシートおよび当該第2バルブシートとが接触して前記排気ガス通路を閉鎖し、
前記環状部材は、軸方向において、前記大径部および前記小径部の間に形成された段差面との間に隙間を有することを特徴とする排気ガス循環バルブ。 - 前記シャフトの回転中心軸は、前記バルブの中心軸に対して排気ガス流通方向にずらした位置に固定されていることを特徴とする請求項1記載の排気ガス循環バルブ。
- 前記バルブは、外周面に傾斜面が形成され、当該傾斜面が前記第1バルブシートおよび前記第2バルブシートに線接触することを特徴とする請求項1記載の排気ガス循環バルブ。
- 前記隙間は、前記シャフトを回転駆動する駆動部が最小分解能で前記バルブを開いたときの、前記バルブから前記第2バルブシートまでの距離より大きいことを特徴とする請求項1記載の排気ガス循環バルブ。
- 前記環状部材と前記段差面との間の前記隙間に設置され、前記隙間に露出する前記排気ガス通路内周面を被覆する弾性部材を備えることを特徴とする請求項1記載の排気ガス循環バルブ。
- 前記排気ガス通路内周面に配置されて前記小径部を形成する筒状部材を備え、
前記段差面は、前記筒状部材の端面であることを特徴とする請求項1記載の排気ガス循環バルブ。 - 前記バルブの外周面は、第1の傾斜角度で傾斜し前記第1バルブシートと線接触する第1傾斜面、第2の傾斜角度で傾斜し前記第2バルブシートと線接触する第2傾斜面、および前記第1の傾斜角度と前記第2の傾斜角度とを滑らかに切り替える傾斜切替面を有し、周方向において、前記傾斜切替面の範囲より前記第1傾斜面および前記第2傾斜面の範囲がそれぞれ広いことを特徴とする請求項3記載の排気ガス循環バルブ。
- 前記大径部および前記段差面を被覆する被覆部材を備え、
前記環状部材は、前記被覆部材に被覆された前記大径部に圧入固定されていることを特徴とする請求項1記載の排気ガス循環バルブ。 - 前記小径部、前記大径部および前記略段差面を被覆する被覆部材を備え、
前記環状部材は、前記被覆部材に被覆された前記大径部に圧入固定されていることを特徴とする請求項1記載の排気ガス循環バルブ。 - 排気ガス通路を有するハウジングと、
前記排気ガス通路の内周面に、径方向において相互に中心軸をずらして形成された大径部および小径部からなる略環状の段部と、
前記大径部に圧入固定された環状部材と、
前記排気ガス通路内に設置された円板形状のバルブと、
前記バルブを回転動作させるシャフトとを備え、
前記段部の縁部と前記環状部材の内側縁部は前記径方向において相互に中心軸がずれた位置にあり、前記段部の縁部よりも内方側に突出した前記環状部材の内側縁部が第1バルブシートを構成し、前記環状部材の内側縁部よりも内方側に突出した前記段部の縁部が第2バルブシートを構成する排気ガス循環バルブの製造方法であって、
前記ハウジングに前記排気ガス通路、前記大径部および前記小径部を形成し、前記段部近傍に前記シャフトと前記バルブを設置する組立ステップと、
前記排気ガス通路内に圧力を作用させた状態で、前記環状部材を前記大径部の一端側から軸方向に圧入して前記バルブに近づけていきながら、前記バルブと前記第1バルブシートおよび前記第2バルブシートとの間からの洩れ量を測定するシート洩れ測定ステップと、
前記シート洩れ測定ステップで測定する洩れ量が減少から増加に転じたときに、前記環状部材の圧入を終了し、前記大径部および前記小径部の間に形成された段差面と前記環状部材との間に隙間を設ける位置決定ステップとを備えることを特徴とする排気ガス循環バルブの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/003956 WO2013190589A1 (ja) | 2012-06-18 | 2012-06-18 | 排気ガス循環バルブおよび製造方法 |
| CN201290001266.2U CN204552987U (zh) | 2012-06-18 | 2012-06-18 | 废气循环阀 |
| JP2014520806A JP5925309B2 (ja) | 2012-06-18 | 2012-06-18 | 排気ガス循環バルブおよび製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/003956 WO2013190589A1 (ja) | 2012-06-18 | 2012-06-18 | 排気ガス循環バルブおよび製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013190589A1 true WO2013190589A1 (ja) | 2013-12-27 |
Family
ID=49768223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/003956 WO2013190589A1 (ja) | 2012-06-18 | 2012-06-18 | 排気ガス循環バルブおよび製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5925309B2 (ja) |
| CN (1) | CN204552987U (ja) |
| WO (1) | WO2013190589A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3025015A1 (fr) * | 2014-08-25 | 2016-02-26 | Valeo Sys Controle Moteur Sas | Vanne de controle moteur dans un vehicule automobile |
| WO2017191718A1 (ja) * | 2016-05-06 | 2017-11-09 | 愛三工業株式会社 | 排気還流弁 |
| US10050326B2 (en) | 2014-06-05 | 2018-08-14 | Murata Manufacturing Co., Ltd. | Transmission line |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7150624B2 (ja) * | 2019-01-17 | 2022-10-11 | 愛三工業株式会社 | Egrバルブ |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004263723A (ja) * | 2003-02-13 | 2004-09-24 | Taiho Kogyo Co Ltd | 流量制御バルブ |
| JP2007032618A (ja) * | 2005-07-22 | 2007-02-08 | Taiho Kogyo Co Ltd | バルブアセンブリおよびバルブ位置学習方法およびバルブ位置学習プログラム |
| JP2010007776A (ja) * | 2008-06-27 | 2010-01-14 | Taiho Kogyo Co Ltd | 流量制御バルブおよびその製造方法 |
| WO2011004428A1 (ja) * | 2009-07-07 | 2011-01-13 | 三菱電機株式会社 | 排気ガス循環バルブ |
-
2012
- 2012-06-18 WO PCT/JP2012/003956 patent/WO2013190589A1/ja active Application Filing
- 2012-06-18 CN CN201290001266.2U patent/CN204552987U/zh not_active Expired - Fee Related
- 2012-06-18 JP JP2014520806A patent/JP5925309B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004263723A (ja) * | 2003-02-13 | 2004-09-24 | Taiho Kogyo Co Ltd | 流量制御バルブ |
| JP2007032618A (ja) * | 2005-07-22 | 2007-02-08 | Taiho Kogyo Co Ltd | バルブアセンブリおよびバルブ位置学習方法およびバルブ位置学習プログラム |
| JP2010007776A (ja) * | 2008-06-27 | 2010-01-14 | Taiho Kogyo Co Ltd | 流量制御バルブおよびその製造方法 |
| WO2011004428A1 (ja) * | 2009-07-07 | 2011-01-13 | 三菱電機株式会社 | 排気ガス循環バルブ |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10050326B2 (en) | 2014-06-05 | 2018-08-14 | Murata Manufacturing Co., Ltd. | Transmission line |
| FR3025015A1 (fr) * | 2014-08-25 | 2016-02-26 | Valeo Sys Controle Moteur Sas | Vanne de controle moteur dans un vehicule automobile |
| WO2016030626A1 (fr) * | 2014-08-25 | 2016-03-03 | Valeo Systemes De Controle Moteur | Vanne de contrôle moteur dans un véhicule automobile |
| CN107076315A (zh) * | 2014-08-25 | 2017-08-18 | 法雷奥电机控制系统公司 | 机动车辆中的发动机控制阀 |
| US9989021B2 (en) | 2014-08-25 | 2018-06-05 | Valeo Systemes De Controle Moteur | Engine control valve in a motor vehicle |
| WO2017191718A1 (ja) * | 2016-05-06 | 2017-11-09 | 愛三工業株式会社 | 排気還流弁 |
| JP2017201161A (ja) * | 2016-05-06 | 2017-11-09 | 愛三工業株式会社 | 排気還流弁 |
| US10655572B2 (en) | 2016-05-06 | 2020-05-19 | Aisan Kogyo Kabushiki Kaisha | Exhaust gas recirculation valve |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2013190589A1 (ja) | 2016-02-08 |
| CN204552987U (zh) | 2015-08-12 |
| JP5925309B2 (ja) | 2016-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9951876B2 (en) | Double eccentric valve | |
| WO2011004428A1 (ja) | 排気ガス循環バルブ | |
| JP5925309B2 (ja) | 排気ガス循環バルブおよび製造方法 | |
| US9995398B2 (en) | Double eccentric valve | |
| US20130299728A1 (en) | Butterfly valve | |
| JP5696341B2 (ja) | 三重偏心バタフライ弁 | |
| JP5931853B2 (ja) | 2部品の封止ガスケットを有するバルブ | |
| KR20170134671A (ko) | 실링링 | |
| TW201930757A (zh) | 偏心型蝶形閥 | |
| JP2000018055A (ja) | 内燃機関の吸気制御バルブ装置 | |
| JP2019002497A (ja) | シェル形ころ軸受 | |
| JP6701436B2 (ja) | バタフライバルブ及び排気ガス再循環バルブ | |
| WO2021024697A1 (ja) | シールリング、バルブ装置、およびシールリングの製造方法 | |
| WO2019039372A1 (ja) | バルブ装置の製造方法 | |
| US11686393B2 (en) | Double eccentric valve | |
| JP2012229742A (ja) | 密封装置 | |
| JP2011179479A (ja) | 吸気用バルブ装置 | |
| JP6673747B2 (ja) | 二重偏心弁及びその製造方法 | |
| JP2000046205A (ja) | シート取付構造 | |
| JP5751057B2 (ja) | 弁装置 | |
| JP2003056721A (ja) | バタフライ弁の軸封部構造 | |
| JPH1172030A (ja) | 内燃機関の吸気弁 | |
| JP2023000181A (ja) | スロットル装置 | |
| JP5747704B2 (ja) | 弁装置 | |
| WO2017154204A1 (ja) | バルブ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201290001266.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12879456 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014520806 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12879456 Country of ref document: EP Kind code of ref document: A1 |