WO2013094652A1 - 球状黒鉛鋳鉄の製造方法および該球状黒鉛鋳鉄を用いた球状黒鉛鋳鉄部材 - Google Patents
球状黒鉛鋳鉄の製造方法および該球状黒鉛鋳鉄を用いた球状黒鉛鋳鉄部材 Download PDFInfo
- Publication number
- WO2013094652A1 WO2013094652A1 PCT/JP2012/082962 JP2012082962W WO2013094652A1 WO 2013094652 A1 WO2013094652 A1 WO 2013094652A1 JP 2012082962 W JP2012082962 W JP 2012082962W WO 2013094652 A1 WO2013094652 A1 WO 2013094652A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cast iron
- graphite cast
- spheroidal graphite
- spheroidal
- spheroidizing
- Prior art date
Links
Images




















Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/10—Making spheroidal graphite cast-iron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D27/00—Treating the metal in the mould while it is molten or ductile ; Pressure or vacuum casting
- B22D27/20—Measures not previously mentioned for influencing the grain structure or texture; Selection of compositions therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C1/00—Refining of pig-iron; Cast iron
- C21C1/10—Making spheroidal graphite cast-iron
- C21C1/105—Nodularising additive agents
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C28/00—Alloys based on a metal not provided for in groups C22C5/00 - C22C27/00
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/08—Making cast-iron alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C37/00—Cast-iron alloys
- C22C37/04—Cast-iron alloys containing spheroidal graphite
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C37/00—Cast-iron alloys
- C22C37/10—Cast-iron alloys containing aluminium or silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C43/00—Alloys containing radioactive materials
Definitions
- the present invention relates to a method for producing spheroidal graphite cast iron and a spheroidal graphite cast iron member using the spheroidal graphite cast iron, such as a vehicle part having a particularly thin portion.
- Spheroidal graphite cast iron is widely used for vehicle parts such as automobiles and machine parts because it has excellent tensile strength and ductility. Particularly, brake calipers important as safety parts for vehicles such as automobiles use this spheroidal graphite cast iron in order to ensure the quality. In recent years, since these parts have been requested to be lighter and smaller, the spheroidal graphite cast iron member used is also required to be thinner. When the spheroidal graphite cast iron member is thinned, a chill phase (abnormal structure) is generated due to an increase in the cooling rate in the thin portion. Since this chill phase is a very hard structure, the machinability (machinability) of the spheroidal graphite cast iron member is lowered.
- machinability machinability
- spheroidal graphite cast iron members having a thin wall portion, particularly automobile parts are often required to suppress the chill structure while maintaining a balance between tensile strength and ductility at a high level.
- a spheroidizing process and a plurality of inoculation processes are performed on the cast iron melt.
- a spheroidizing agent containing a rare earth element (rare earth) is generally used in order to more reliably perform spheroidization and graphitization.
- Patent Documents 1 to 4 disclose a spheroidizing agent containing a predetermined amount (about 0.5 to 9% by mass) of rare earth and a spheroidal graphite cast iron produced using the spheroidizing agent.
- rare earth promotes graphitization, chilling prevention, chunky graphite generation and It has a very useful element for spheroidal graphite cast iron because it has a function of suppressing dipping.
- Japanese Unexamined Patent Publication No. 10-237528 Japanese Unexamined Patent Publication No. 2000-303113 Japanese Unexamined Patent Publication No. 2007-182620 Japanese Unexamined Patent Publication No. 9-125125 Japanese Unexamined Patent Publication No. 6-279917 Japanese Unexamined Patent Publication No. 10-317093 Japanese Unexamined Patent Application Publication No. 2004-339577
- rare earths are unevenly distributed in a limited area on the earth, and the price and production volume often change greatly due to the convenience of the producing country and the manufacturing company.
- rare earth has become an indispensable resource not only in the casting field, but also in the electronic equipment and magnet fields, and the price has been rising rapidly. Therefore, in order to avoid such supply obstacles and price increases, a method for producing a spheroidal graphite cast iron member using a spheroidizing agent that does not contain a rare earth is established, and the spheroidal graphite cast iron member can be supplied inexpensively and stably. There is a strong demand.
- An object of the present invention is to provide a method for producing spheroidal graphite cast iron having excellent machinability, vibration damping properties, castability and economy, and having no chill phase and internal defects, and a spheroidal graphite cast iron member using the spheroidal graphite cast iron. .
- the present invention relates to the following (1) and (2).
- the Fe-Si-Mg-Ca alloy spheroidizing agent substantially free of rare earth elements is added to the molten metal in an amount of 0.8 to 2.0% by mass, and the molten metal is spheroidized in a ladle.
- the process of performing the conversion process (B) performing the inoculation treatment with the first Fe—Si—Ca inoculum or the Ca—Si inoculum simultaneously with the step (a) or after the step (a), and (C) After the step (b), before casting the molten metal into the mold, the second Fe—Si— containing Si: 45 to 75% and Ca: 1.0 to 3.0% by mass
- the composition of the resulting spheroidal graphite cast iron is, by mass, C: 3.0 to 4.5%, Si: 3.0 to 4.0%, Mn: 0.2 to 0.4%, S: 0.006 to 0.020%, Cu: 0.08 to 0.30%, Sn: 0.020 to 0.040%, Mg: 0.015 to 0.050%, Al: 0.03% or less, Zn: 0.0
- the chill area ratio in the thin wall portion where the thickness of the cast iron member is 6 mm or less is 1% or less,
- the spheroidal graphite cast iron according to the present invention contains rare earth in the spheroidizing agent by adding a predetermined amount of Ba to the spheroidizing agent instead of the pouring inoculum or the secondary inoculant in the production process. Even if not, it has tensile strength, ductility, rigidity, vibration damping and machinability equivalent to or better than conventional spheroidized graphite cast iron. Moreover, the spheroidal graphite cast iron member containing the spheroidal graphite cast iron can be evaluated as having no internal defects inside the member even under stricter requirements as compared with the prior art.
- the member containing cast iron according to the present invention can be suitably used for manufacturing a small-sized vehicle component having a thin wall portion, particularly a brake caliper that is a safety component important for vehicle safety.
- the present invention makes it possible to inexpensively and stably supply a spheroidal graphite cast iron member without using an expensive and unstable supply material such as rare earth as a manufacturing material. For this reason, it can be widely applied to products (members) using spheroidal graphite cast iron for which stable supply is always required, including not only vehicle parts but also other vehicle parts and general industrial machine parts. It is possible and its industrial significance is very great.
- FIG. 1 is a schematic flowchart showing steps from melting of raw materials to completion of vehicle parts.
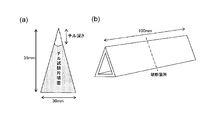
- 2 (a) and 2 (b) are diagrams showing a wedge-type chill test piece used in the preliminary test of the present invention
- FIG. 2 (a) is a schematic view showing a mold of the wedge-type chill test piece.
- FIG. 2B is a schematic perspective view of the fracture surface of the wedge-shaped chill test piece.
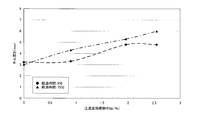
- FIG. 3 is a diagram showing the relationship between the Mg content in the spheroidizing agent and the chill depth.
- FIG. 4 is a diagram showing the relationship between the Mg content in the spheroidizing agent and the spheroidization rate.
- FIG. 1 is a schematic flowchart showing steps from melting of raw materials to completion of vehicle parts.
- 2 (a) and 2 (b) are diagrams showing a wedge-type chill test piece used in the preliminary test of the present invention
- FIG. 2 (a) is a schematic view showing a mold of the wedge-type chill test
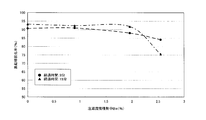
- FIG. 5 is a graph showing the relationship between the Mg content in the spheroidizing agent and the tensile strength.
- FIG. 6 is a diagram showing the relationship between the Mg content in the spheroidizing agent and the elongation.
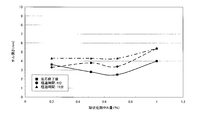
- FIG. 7 is a diagram showing the relationship between the Ca content in the spheroidizing agent and the chill depth.
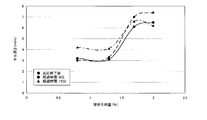
- FIG. 8 is a diagram showing the relationship between the Ca content in the spheroidizing agent and the spheroidization rate.
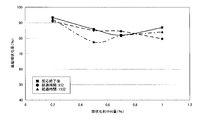
- FIG. 9 is a diagram showing the relationship between the Ca content in the spheroidizing agent and the tensile strength.
- FIG. 10 is a diagram showing the relationship between the Ca content in the spheroidizing agent and the elongation.
- FIG. 10 is a diagram showing the relationship between the Ca content in the spheroidizing agent and the elongation.
- FIG. 11 is a diagram showing the relationship between the Ba content in the spheroidizing agent and the chill depth.
- FIG. 12 is a diagram showing the relationship between the Ba content in the spheroidizing agent and the spheroidization rate.
- FIG. 13 is a diagram showing the relationship between the Ba content in the spheroidizing agent and the tensile strength.
- FIG. 14 is a diagram showing the relationship between the Ba content in the spheroidizing agent and the elongation.
- FIG. 15 is a diagram showing the relationship between the Ba content in the spheroidizing agent and the number of graphite grains.
- FIG. 16 is a diagram showing the relationship between the Ba content in the spheroidizing agent and the graphite particle size.
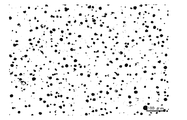
- FIG. 17 is a photomicrograph showing the microstructure of spheroidal graphite cast iron obtained using a spheroidizing agent not containing Ba.
- FIG. 18 is a photomicrograph showing the microstructure of spheroidal graphite cast iron obtained using a spheroidizing agent to which Ba is added.
- FIG. 19 is a diagram showing the relationship between the Ba content in the pouring inoculant and the tensile strength.
- FIG. 20 is a diagram showing the relationship between the Ba content in the pouring inoculant and the chill depth.
- FIG. 21 is a diagram showing the relationship between the Ba content in the pouring inoculant and the spheroidization rate.
- FIG. 22 is a diagram showing the relationship between the Al content in the spheroidizing agent and the chill depth.
- FIG. 23 is a diagram showing the relationship between the Al content in the spheroidizing agent and the spheroidization rate.
- FIG. 24 is a diagram showing the relationship between the Al content in the spheroidizing agent and the tensile strength.
- FIG. 25 is a diagram showing the relationship between the Al content in the spheroidizing agent and the elongation.
- FIG. 26 is a diagram showing the relationship between the amount of spheroidizing agent added and the chill depth.
- FIG. 27 is a diagram showing the relationship between the amount of spheroidizing agent added and the spheroidization rate.
- FIG. 28 is a diagram showing the relationship between the addition amount of the spheroidizing agent and the tensile strength.
- FIG. 29 is a diagram showing the relationship between the amount of spheroidizing agent added and elongation.
- spheroidization rate Decrease in graphite spheroidization rate (hereinafter referred to as “spheroidization rate”) and accompanying reduction in tensile strength, ductility, rigidity, (2) Decrease in machinability (machinability) due to generation of chill phase (abnormal structure) and increase in chilling tendency, (3) Increase in fading (shortening fading start time), (4) Increase in internal defects such as shrinkage nests.
- fading means that the elements added for the spheroidizing treatment and the inoculation treatment are reduced as they are consumed by oxidation or reaction with other elements with the passage of time. This is a phenomenon that prevents inoculation and inoculation.
- the present inventors have so far described (1) to (1) above without using an expensive additive element.
- the balance and balance of tensile strength and ductility, rigidity, machinability even in the as-cast state can be achieved by controlling the amount and amount of the dissolved component, spheroidizing agent and inoculum simultaneously and accurately.
- a method for producing graphite cast iron has been developed.
- the present inventors attach importance to an economical viewpoint, and as a result of intensive studies focusing on the reduction in the amount of coagulation shrinkage (a), a predetermined amount of Ba was added to the spheroidizing agent, Furthermore, it was discovered that by adjusting the amounts of Mg, Ca, and Al in the spheroidizing agent accurately, the tendency of shrinkage nests to be generated can be significantly suppressed, and the present invention has been completed. The details of this study will be described in detail below.
- Ba generally becomes an oxide or sulfide in the molten metal, which acts as a graphite nucleus and promotes the graphite formation reaction during solidification, which is effective in increasing the number of graphite grains and making the graphite grain size finer. It is said that there is.
- Ba is conventionally added mainly to the inoculant of spheroidal graphite cast iron, and used as a component for promoting the inoculation effect due to the effect of increasing the number of graphite grains or reducing the graphite particle size.
- Patent Document 5 discloses that 10% or less of Ba is added to an inoculum in order to refine graphite and promote graphitization.
- Patent Document 6 0.0015 to 0.02% of Ba is added to the molten metal at the time of inoculation or after inoculation in order to improve the rigidity of the product by increasing the number of graphite particles and decreasing the graphite particle size. It is disclosed.
- Patent Document 7 in an inoculant containing 90 to 99% of Si, any one or more elements of Ca, Sr and Ba are added in a total amount of 0.5 to 6.0% to promote graphitization. The addition is disclosed.
- the present inventors focused on the suppression of the amount of solidification shrinkage due to the graphitization promoting effect of Ba, and as a result of various studies in anticipation of the effect of suppressing the shrinkage nest tendency by the suppression, Even if it exists, it discovered that graphitization was accelerated
- the present inventors have been able to sufficiently suppress the increase in the amount of slag generated by adding Ba, which has been feared in the past, by accurately adjusting the amounts of Mg, Ca and Al in the spheroidizing agent, and these It has been found that the occurrence of inclusions can be significantly reduced by controlling the amount of Al below a predetermined value among the components, and the present invention has been completed.
- an Fe—Si cover agent is placed on the top of the spheroidizing agent and the Fe—Si—Ca inoculum placed in the pocket at the bottom of the ladle to completely cover the same as in the actual machine. These treatments were performed. Furthermore, immediately before casting into the mold (shell mold), pouring flow inoculation in which the inoculum was introduced into the molten metal was manually performed. In addition, the basic process was performed along the flowchart shown in FIG.
- cast iron was prepared using two types of molds, a wedge chill test piece and a knock-off (Kb) type test piece (25 mm ⁇ ).
- the internal dimensions of the wedge-shaped test piece are as shown in FIG.
- a test piece in which the time from spheroidizing treatment to casting was changed from immediately after the treatment to a maximum of 15 minutes was measured, and each characteristic was measured.
- the wedge-shaped test piece was broken at room temperature to form a chill test piece, and the depth (chill depth) at which the chill phase was present was measured from the front end of the fracture surface with a digital scope (see FIGS. 2 (a) and 2 (b)). ).
- the chilling tendency is suppressed as the chill depth is smaller.
- the spheroidization rate, the number of graphite grains, and the like were measured by cutting the end of a round bar (25 mm ⁇ ) of a knock-off (Kb) type test piece and observing the central portion with an optical microscope.
- Tensile strength was measured by collecting two JIS No. 4 specimens from a 25 mm ⁇ round bar.
- [Influence of Mg, Ca, Ba, Al content in spheroidizing agent] 3 to 6 show the contents of Mg as a basic component of the spheroidizing agent, the chill depth (FIG. 3), the spheroidization rate (FIG. 4), the tensile strength (FIG. 5), and the elongation (FIG. 6). Each relationship is shown. Differences in various characteristics are also shown when the elapsed time from spheroidizing treatment to casting is changed from immediately after treatment (after completion of the reaction) to 9 minutes and 15 minutes.
- Mg is an element that increases the tendency to chill. It was confirmed. For this reason, it is necessary to determine the appropriate range of the Mg content by comprehensively judging the influence on each characteristic.
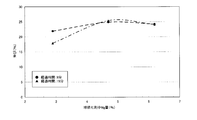
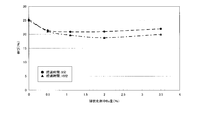
- FIGS. 7 to 10 show the content of Ca as a basic component of the spheroidizing agent, the chill depth (FIG. 7), the spheroidization rate (FIG. 8), the tensile strength (FIG. 9) and the elongation (FIG. 10). The relationship is shown respectively. Differences in various characteristics are also shown when the elapsed time from spheroidizing treatment to casting is changed from immediately after treatment (after completion of the reaction) to 9 minutes and 15 minutes. It is confirmed that the chill depth is the best when the Ca content in the spheroidizing agent is about 2%, and the tensile strength and elongation tend to improve little by little as the Ca content increases. It was. Moreover, although the spheroidization rate was improved up to about 1.3% of the Ca content, it was confirmed that the spheroidization rate was decreased after that and increased again when it exceeded 2%.
- FIG. 11 to 16 show the Ba content in the spheroidizing agent, the chill depth (FIG. 11), the spheroidization rate (FIG. 12), the tensile strength (FIG. 13), the elongation (FIG. 14), the number of graphite grains ( FIG. 15) shows the relationship with the graphite particle size (FIG. 16). Differences in various characteristics are also shown when the elapsed time from spheroidizing treatment to casting is changed immediately after treatment (after completion of the reaction) to 9 minutes and 15 minutes.
- FIGS. 22 to 25 show the relationship between the content of Al in the spheroidizing agent and the chill depth (FIG. 22), spheroidization rate (FIG. 23), tensile strength (FIG. 24), and elongation (FIG. 25), respectively. Show. Differences in various characteristics are also shown when the elapsed time from spheroidizing treatment to casting is changed from immediately after treatment (after completion of the reaction) to 9 minutes and 15 minutes. As a result, no significant change was observed in any of the properties when the Al content was in the range of 0.2 to 1.0%, but the chill depth, spheroidization rate, and tensile strength were not affected by the Al content. It was confirmed that the lower the value, the better the characteristics.
- [Amount of spheroidizing agent] 26 to 29 show the amount of spheroidizing agent within the scope of the present invention (0.8 to 2.0% by mass based on the molten metal), chill depth (FIG. 26), spheroidization rate (FIG. 27). ), Tensile strength (FIG. 28), and elongation (FIG. 29).
- the composition of the spheroidizing agent used here is the spheroidizing agent No. 1 is the same as the spheroidizing agent.
- the amount of spheroidizing agent added is in the range of 0.8 to 2.0% by mass with respect to the molten metal, the spheroidizing rate and elongation hardly change even when the amount added is increased. It was confirmed that the strength increased. Therefore, the amount of spheroidizing agent must be comprehensively determined in consideration of changes in each characteristic.
- the present inventors used a device similar to a mass production line to manufacture a brake caliper for automobiles as a spheroidal graphite cast iron member containing the spheroidal graphite cast iron according to the present invention under the production conditions considering the result of the preliminary test. Manufactured and tested with actual products. As a result, even when using a spheroidizing agent that does not contain rare earths, the amount of dissolved components and inoculum basic components and the amount added are accurately controlled, and after adding a predetermined amount of Ba to the spheroidizing agent, It was found that by controlling the contents of Mg, Ca, and Al within a predetermined range, excellent characteristics were exhibited even in an as-cast state.
- the said characteristic is that there is no internal defect such as a shrinkage nest in the product (member), it is economical, the tensile strength according to JIS Z 2241 is 450 MPa or more, and the elongation according to JIS Z 2241 is 15% or more.
- the spheroidization rate according to JIS G 5502 is 85% or more, the Young's modulus according to JIS Z 2280 is 170 GPa or more, and the logarithmic attenuation rate according to JIS G 0602 is 1.0 ⁇ 10 ⁇ 3 or more.
- the thin member where the thickness of the member including the cast iron is 6 mm or less has no chill phase.
- the present inventors can manufacture a spheroidal graphite cast iron member such as a vehicle part in which internal defects are suppressed more strictly than conventional products by using cast iron manufactured by the manufacturing method according to the present invention. Obtaining knowledge, the present invention has been completed.
- a melting raw material of the molten metal used in the present invention hot rolled steel plate-type or cold-rolled steel plate-type scrap, pig iron, return material, etc. can be used, but materials with a small amount of impurities such as O, S, P, etc. Is preferably used. However, even when the amount of these impurities is large, if the amount of impurities is reduced by desulfurization treatment or flux treatment, it can be used without any problem. Although it does not specifically limit as a melting furnace, It is preferable to use an electric furnace, especially a high frequency induction furnace. After melting the raw material, C, Si, Mn, S, Cu, and Sn are added as appropriate to adjust the molten metal components. Detachment from the melting furnace before tapping and the ladle after spheronization is important for removing slag such as inclusions floating on the surface of the molten metal, and it is desirable to carry it out reliably.
- the composition of the molten metal is C: 3.0 to 4.5% by mass%, Si: 2.0 to 3.0% from the viewpoint of easy preparation so that the obtained spheroidal graphite cast iron has a preferable composition.
- the melt temperature during melting and component preparation is preferably 1480 to 1580 ° C.
- the melting furnace is tilted and the molten metal is poured into the ladle.
- the spheroidizing agent, the first inoculant and the cover agent are used to perform the graphite spheroidizing treatment and the primary inoculating treatment.
- a sandwich method or other known means can be used.
- Mg concentration in the spheroidizing agent and the yield of Mg no special equipment is required, and the graphite sphere can be stably formed.
- the sandwich method is adopted.
- Mg-based spheroidizing agents such as Fe-Si-Mg-Ca-based alloys containing Ba can be used from the results of the preliminary test described above. It is preferable to use those containing up to 6.0%, Ca: 1.0 to 2.0%, Ba: 0.5 to 3.5%, and Al: 0.3% or less. Below, each element which comprises a spheroidizing agent is explained in full detail.
- Mg is an element added to spheroidize graphite, and remains in the molten metal after the spheronization treatment.
- the Mg content must be 3.0 to 6.0% by mass in the spheroidizing agent. If it is less than 3.0%, the spheroidization of graphite does not proceed sufficiently, so that the intended strength and rigidity cannot be obtained.
- Mg is an element that is very easily oxidized, when the Mg content exceeds 6.0%, the shrinkage cavities and Mg oxide in the matrix tend to increase and the strength tends to decrease. In addition, as described above, a chill phase is easily generated, and the machinability is deteriorated.
- Ca is generally added to suppress the reaction of Mg, but also exhibits an effect of increasing the chilling tendency as shown in the preliminary test.
- the Ca content in the spheroidizing agent needs to be 1.0 to 2.0% by mass%. If the amount is less than 1.0%, the effect of addition cannot be sufficiently expected. If the amount exceeds 2.0%, the tendency to chill is increased and a chill phase is generated, so that slag increases.
- Ba is added mainly for suppressing shrinkage nest generation.
- the mechanism for suppressing the occurrence of internal defects such as shrinkage cavities due to the addition of Ba is considered as follows.
- nuclei composed of Ba oxide are generated.
- the nucleation and generation frequency of graphite in the molten metal are promoted, and the graphitization reaction is completed in a relatively short time as compared with the case where no Ba is contained.
- the amount of graphite produced at the end of solidification where shrinkage cavities and the like are generated is reduced, the deformation of the mold due to volume expansion is greatly suppressed, and the cause of solidification defects (voids) is reduced. It is considered to be suppressed.
- the content of Ba in the spheroidizing agent is preferably 0.5 to 3.5% by mass. If the addition is in this range, no decrease in tensile strength due to accelerated graphitization is observed as shown in the preliminary test. If it is less than 0.5%, the effect of addition is not clearly recognized, and internal defects such as shrinkage can occur depending on the product shape. On the other hand, if it exceeds 3.5%, the generation of slag increases, internal defects occur, and not only the tensile strength and elongation decrease, but also the workability decreases.
- Al has mainly effects of deoxidation and chilling suppression. However, since it is also a spheronization inhibiting element, if it contains more than a certain value, the tensile strength and rigidity are reduced. Further, alumina, which is an oxide of Al, may remain in the product and become inclusions, resulting in casting defects. Also in the preliminary test results described above, when the Al content in the spheroidizing agent was 0.3% or more, no significant effect was observed for the improvement of each property. Considering the above, the Al content is set to 0.3% or less.
- the amount of spheroidizing agent added to the molten metal must be 0.8% to 2.0% by mass. If it is less than 0.8%, a sufficient spheroidizing rate cannot be obtained, and if it exceeds 2.0%, the chill tendency becomes stronger as suggested in the preliminary test, and the spheroidizing agent remains undissolved in the molten metal. May occur.
- the particle size of the spheroidizing agent is preferably about 0.05 to 5 mm from the viewpoint of preventing unmelting and uniform mixing with the molten metal.
- a cover agent is put on the spheroidizing agent and the inoculant and is not in direct contact with the molten metal Like that.
- the cover agent an Fe—Si system is used.
- an Fe-Si-Ca or Ca-Si inoculum can be used as an inoculum used for the primary inoculation treatment in the ladle. Fe-Si-Ca inoculum is used.
- the particle size of the inoculant is preferably about 0.05 to 5 mm from the viewpoint of uniform mixing of the unmelted material and the molten metal.
- the inoculum used for the primary inoculation process is placed with the spheroidizing agent in the bottom pocket of the ladle. The spheroidizing process and the primary inoculation process do not have to be performed at the same time, and the above inoculum may be put into the ladle alone after the spheronizing process.
- the primary inoculation treatment is preferably performed immediately after the spheroidization treatment in order to sufficiently exhibit the inoculation effect of the pouring flow inoculation performed immediately before casting into the mold.
- the molten metal after the spheroidizing process is poured into the mold before pouring the molten metal.
- the second Fe—Si—Ca inoculum is used as the pouring inoculum. Specifically, it is necessary to use each component containing Si: 45 to 75% and Ca: 1.0 to 3.0% by mass.
- Si is the main element of the pouring inoculum, and its content is about 45 to 75%, which is the standard amount when using ferrosilicon-based materials. If it is less than 45%, the generation of slag will increase, and if it exceeds 75%, the solubility of the inoculum will decrease.
- Ca has the effect of suppressing chilling and improving the spheroidization rate by promoting graphitization of the matrix and spheroidization of graphite.
- the Ca content in the pouring inoculant needs to be 1.0 to 3.0%, preferably 1.2 to 2.2%. If it is less than 1.0%, the inoculation effect cannot be exhibited, and the refinement and spheroidization of graphite does not proceed. If it exceeds 3.0%, hard CaO increases, leading to slag generation and machinability deterioration. .
- the amount of the molten pouring inoculant added to the molten metal before the spheroidizing treatment is 0.2 to 0.4% by mass in terms of suppressing the chilling tendency and improving the spheroidizing rate and elongation. It is necessary to be 0.25 to 0.30%. If the input amount exceeds 0.4%, the undissolved increase and slag increase, and if it is less than 0.2%, a sufficient effect due to inoculation cannot be obtained, and the desired characteristics cannot be improved, and the input yield is also low. descend.
- the pouring inoculum usually contains 0.5 to 4.0% Al. This is added mainly for the purpose of suppressing chilling and improving the base structure, and in the present invention, there is almost no influence on each characteristic as long as it is within this range. However, if the added amount exceeds the above range, the oxide may cause internal defects such as pinholes, so the Al content in the composition of the spheroidal graphite cast iron is 0.03%. It is necessary to fully consider the composition of the pouring inoculum so as not to exceed.
- the pouring inoculation is performed immediately before casting into the mold, but it is preferable to use an automatic cutting device or the like at a uniform speed and to ensure uniform mixing in the molten metal. It is also possible to carry out by in-mold inoculation method in which the inoculant is placed in the mold, but in that case there is no undissolved residue of the inoculant and the mold plan etc. should be sufficiently mixed with the molten metal. It is necessary to devise. In addition, in order to satisfy all the desired material properties, the final pouring flow inoculation treatment has a great influence, so that the injected inoculum must be surely mixed with the molten metal to exert its effect. From this viewpoint, the particle size of the pouring inoculant is preferably 0.05 to 5 mm.
- the obtained spheroidal graphite cast iron contains substantially no rare earth, and its composition is, by mass, C: 3.0 to 4.5%, Si: 3.0 to 4.0%, Mn: 0.2 to 0.4%, S: 0.006 to 0.020%, Al: 0.03% or less, Cu: 0.08 to 0.30%, Sn: 0.020 to 0.040 %, Mg: 0.015 to 0.050% and Zn: 0.01% or less, with the balance being made of Fe and inevitable impurities.
- “substantially not contained” means that intentional addition is not performed, but inclusion of 0.001% or less as an inevitable impurity is allowed.
- C content is required to be 3.0 to 4.5% in the cast iron, and preferably 3.2 to 4.2%. If it is less than 3.0%, the graphite amount of the spheroidal graphite cast iron is insufficient, the tendency to chill increases, and the fluidity of the molten metal deteriorates. On the other hand, if it exceeds 4.5%, C becomes excessive and cash graphite tends to be produced, so that the cast iron material itself becomes brittle and a predetermined strength cannot be obtained.
- the Si content needs to be 3.0 to 4.0% in the cast iron, and is preferably 3.2 to 4.0%. If it is less than 3.0%, not only does the fluidity of the spheroidal graphite cast iron melt deteriorate, but the chill structure increases, and cementite tends to precipitate in the matrix structure, and the desired elongation cannot be obtained. On the other hand, if it exceeds 4.0%, the homogeneity of the material is deteriorated, the amount of silicoferrite is increased, the material becomes brittle, and the elongation is remarkably lowered.
- Mn is a pearlite-promoting element and its influence on strength is important.
- the Mn content needs to be 0.2 to 0.4% in the cast iron, and is preferably 0.25 to 0.35%. If it is less than 0.2%, the amount of pearlite in the microscopic tissue decreases and ferrite increases, so that a predetermined strength cannot be obtained. On the other hand, when it exceeds 0.4%, structures such as cementite and pearlite increase in the matrix, and chill is likely to occur, which adversely affects machinability.
- the S content needs to be 0.006 to 0.020% in the cast iron, and is preferably 0.008 to 0.014%. If it is less than 0.006%, inoculation and spheroidizing effects are suppressed. On the other hand, if it exceeds 0.020%, Mg and Ca and sulfides are produced and these elements are consumed, so the spheroidization rate and the inoculation effect are reduced.
- Cu and Sn are pearlite elements added for the purpose of strengthening the matrix and improving the tensile strength, but are also elements that inhibit the spheroidization of graphite. Further, Cu is said to have an effect of improving the strength compared to Sn, about 1/10 of Sn, and in terms of price, Cu is about 1/10 of Sn. Therefore, the Cu content may be 0.08 to 0.30% in the cast iron from the viewpoint of improving the strength, decreasing the elongation, decreasing the spheroidizing ratio, increasing the chilling tendency, and economically. It is necessary and is preferably 0.10 to 0.20%. Similarly, the Sn content must be 0.020 to 0.040% in the cast iron, and preferably 0.025 to 0.035%.
- Al is added to the molten metal as a deoxidizing agent, and is always included in the spheroidizing agent and the inoculant together with Si.
- Al is effective in promoting deoxidation and graphitization, but on the other hand, it is also an element for inhibiting spheroidization, and when the content in the cast iron exceeds 0.03%, strength and toughness are reduced.
- alumina (Al 2 O 3 ) which is an oxide, is very hard and exists as inclusions in the spherical graphite, which may cause internal defects such as hard spots. In such a case, the cutting tool is damaged or worn, and the productivity is greatly reduced. Accordingly, the Al content in the composition of the cast iron needs to be 0.03% or less. For this purpose, not only the Al content at the initial dissolution is as low as possible, but also a spheroidizing agent and It is preferable to manage Al contained in the inoculum at a low concentration.
- Zn is an adhering component such as a plated steel sheet in iron scrap, and may be mixed as an impurity. When this content exceeds 0.01%, the spheroidization ratio is lowered, which often causes casting defects such as a drop in tensile strength and ductility and pinholes. Therefore, the Zn content needs to be 0.01% or less.
- the spheroidal graphite cast iron obtained by the manufacturing method of the present invention is applied to vehicle parts such as a brake caliper.
- the spheroidal graphite cast iron obtained by the production method of the present invention can be applied regardless of the thickness or size of the product, but in the following description, it is assumed that a general passenger car or commercial vehicle is 3 to 40 mm.
- a case where the present invention is applied to an automobile brake caliper having a wall thickness of about a certain degree will be described as an example.
- the strength level required for the brake caliper parts for automobiles varies depending on the application, the present invention can be suitably used particularly for a caliper defined by JIS FCD400-FCD500.
- the casting temperature at this time is preferably 1300 to 1450 ° C.
- the time from the spheroidizing treatment to casting is preferably 15 minutes or less, and more preferably 12 minutes or less.
- the brake caliper for automobiles obtained by the present invention is premised on using as cast without removing heat gates and hot water, and in this case, dimensional accuracy, structure and hardness. From the viewpoint of maintaining a constant value, it is necessary to make the time from casting to mold release constant.
- the matrix of the spheroidal graphite cast iron member (automobile brake caliper) containing the spheroidal graphite cast iron of the present invention finally obtained is a mixed structure of pearlite and ferrite.
- the pearlite ratio in the matrix (removal of the graphite part) is generally 20 to 60% in terms of area ratio.
- the brake caliper has a tensile strength in accordance with JIS Z 2241 of 450 MPa or more, an elongation in accordance with JIS Z 2241 of 15% or more, a spheroidization ratio in accordance with JIS G 5502 of 85% or more, and conforms to JIS Z 2280.
- the Young's modulus is 170 GPa or more, and the logarithmic decay rate in accordance with JIS G 0602 is 1.0 ⁇ 10 ⁇ 3 or more, and the chill phase has a chill phase even in the thin part where the thickness of the caliper containing cast iron is 6 mm or less. It is characterized by the absence of internal defects. Note that the absence of the chill phase means that the area ratio of the chill phase is less than 1% by observation of the structure near the surface layer.
- the absence of internal defects means that in the macro inspection of the cross-section of the thin part including the corners of the member, a hollow defect such as a shrinkage nest whose diameter or major axis is 1 mm or more, and other pinholes This means that there are no hole defects such as vacancies.
- FCD450 the component corresponding to FCD450, that is, the composition of the molten metal in mass%, C: 3.0 to 4.5%, Si: 2.0 to 3.0%, Mn: 0.2 to 0.4%, S: 0.006 to 0.020%, Cu: 0.08 to In the range of 0.30%, Sn: 0.020 to 0.040%, Al: 0.03% or less, and Zn: 0.01% or less, the balance was adjusted to be Fe and inevitable impurities. Thereafter, the hot water temperature was 1500-1550 ° C. and the hot water was poured into the ladle.
- Fe-Si-Mg-Ca spheroidizing agents having various compositions of 1.3% with respect to the molten metal poured into the bottom pocket of the ladle (spheroidizing agents No. 1 to 11 and reference) was placed on the top, 0.45% of a commercially available Fe—Si cover material was placed on the molten metal to be poured, spheroidized by the sandwich method, and then removed.
- the primary inoculation treatment was performed by the pouring method, and then the scab was removed.
- the primary inoculum the first commonly used Fe—Si—Ca alloy was used.
- the second Fe—Si—Ca inoculums (various pouring inoculum Nos. 12 to 16) having various compositions are used by an automatic injection device.
- a pouring flow inoculation treatment was performed to obtain spheroidal graphitized cast iron (Examples 1 to 15 and Comparative Examples 1 to 14).
- Table 1 shows the composition of the spheroidal graphite cast iron after inoculation of the pouring of Examples 1 to 15 and Comparative Examples 1 to 14 and the spheroidizing agent No. used. And pouring inoculum No. Indicates.
- Table 2 the spheroidizing agent No. And pouring inoculum No.
- Each component composition and input amount are shown.
- Fe and unavoidable impurities that occupy the remainder of the constituent components are omitted.
- Each of the spheroidal graphitized cast irons obtained above was cast into a mold made of green sand, and then sufficiently cooled until the eutectoid transformation point or lower, and the mold was released.
- the time from the spheroidizing treatment to casting was within 12 minutes. Thereafter, finish processing such as shot blasting and gates, weirs, deburring, etc. were performed to produce automobile brake calipers (Examples 1 to 15 and Comparative Examples 1 to 14).
- a tensile test piece (60 mm in total length) is collected from the obtained brake caliper for an automobile, and a tensile test (according to JIS Z 2241) is performed at room temperature to evaluate the tensile strength and elongation.
- Rigidity Young's modulus
- logarithmic damping rate were measured (based on JIS G 0602) by a free vibration method using a test piece.
- specimens for metallographic observation were collected from various parts of the product, and the spheroidization rate and others were measured (based on JIS G5502).
- a test piece was also collected from each thin-walled portion where the chill phase was likely to appear, and the structure near the surface layer was observed to confirm the presence or absence of the chill phase. Furthermore, in order to evaluate internal defects such as shrinkage nests present in the product, appearance inspection, cross-sectional macro inspection, PT inspection (conforming to JIS Z 2343) and the like were performed. The chill phase was evaluated as “present” when the chill area ratio exceeded 1%, and “less” when less than 1%. If the internal defects are macroscopic cross-sectional inspections, shrinkage cavities (cavity defects) are 1 mm ⁇ or more, and other defects such as pinholes and vacancies have an ellipse with a major axis of 1 mm ⁇ or more. “ ⁇ ”.
- Examples 1 to 9 are the respective components at the time of dissolution
- Examples 10 to 14 are spheroidizing conditions (spheroidizing agent components and input amount)
- Example 15 is a pouring inoculation condition (components of the pouring inoculant and The input amount was varied within the scope of the present invention.
- Comparative Examples 1 to 5 when at least one component is outside the range of the cast iron composition defined in the present invention, Comparative Examples 6 to 10 are the conditions for the spheroidizing agent, and Comparative Examples 11 to 13 are the pouring inoculum. This condition is outside the scope of the present invention.
- Comparative Example 14 is an example in which a spheronizing agent without rare earth and Ba addition was used.
- Example 1 that satisfies the conditions of the present invention and Example 2 in which the amount of Zn was changed within the scope of the present invention had all of the tensile strength, elongation, rigidity, and logarithmic decay rate exceeded the target values. Achieved.
- the internal defect no defect larger than the target value of 1 mm ⁇ was found, and the effect of the present invention was recognized.
- the amount of S in the molten metal was changed, in Examples 5 and 6, the Cu amount was changed, in Examples 7 and 8, the Sn amount was changed, and in Example 9, the Al amount was changed within the range of the present invention.
- Example 15 the Ca amount and the input amount of the pouring inoculant were changed, but there were no internal defects of 1 mm ⁇ or more, and all of the tensile strength, the spheroidization rate, and the chilling tendency were good. It was confirmed that there was no problem as caliper parts.
- Examples 1 to 15 by appropriately adjusting the amounts of Mg, Al, and Ca in the spheroidizing agent, slag generation was sufficiently suppressed despite the addition of Ba, In comparison, the amount of slag generated was comparable.
- Comparative Examples 1 to 5 at least one of the molten metal components is out of the scope of the present invention, but none of the characteristics such as the occurrence of internal defects and tensile strength reach the target value. confirmed.
- Comparative Example 1 since the amount of S in the molten metal was too small, a chill phase was generated and the spheroidization rate and elongation were insufficient.
- Comparative Example 2 since the amount of Cu added to the molten metal was too large, the spheroidization rate and the tensile strength were greatly reduced.
- Comparative Example 3 since the amount of S and the amount of Zn in the molten metal were too large, internal defects and chill phases were generated, and the tensile strength and spheroidization ratio were also reduced. In Comparative Example 4, the tensile strength was significantly reduced because the amount of Cu added for strength improvement was too small. In Comparative Example 5, since the amount of Al was too large, internal defects were generated, the spheroidization rate was lowered, and the tensile strength and Young's modulus were also lowered.
- the Ba amount of the spheroidizing agent is outside the range of the present invention.
- Comparative Example 6 since the amount of Ba in the spheroidizing agent was too small, graphitization did not progress and the amount of shrinkage at the time of solidification increased, and although it was slightly, a shrinkage nest having a size of about 1 to 2 mm ⁇ at the maximum, etc. The internal defect was generated and the elongation and Young's modulus decreased due to this.
- Comparative Example 10 since the amount of Ba in the spheroidizing agent was too large, an internal defect having a maximum size of about 1 to 2 mm ⁇ was generated although it was slightly small. Strength and elongation decreased.
- Comparative Examples 8 and 9 are examples in which at least one of the Ca content, Mg content or Al content in the spheroidizing agent is outside the scope of the present invention. In both cases, the increase in the amount of slag produced by the addition of Ba could not be suppressed, so not only internal defects occurred, but the tendency to chill increased and the elongation also decreased.
- Comparative Examples 11 to 13 are examples in which the Ca amount of the pouring inoculant or its input amount is outside the scope of the present invention.
- Comparative Example 11 since the amount of Ca in the pouring inoculant was too large, internal defects and a chill phase were generated, and the tensile elongation and attenuation rate were also reduced.
- Comparative Example 12 since the injection amount of the pouring inoculant was too small, internal defects and a chill phase occurred, and the spheroidization rate and tensile elongation decreased.
- Comparative Example 13 since the pouring amount of pouring was too large, internal defects occurred, and the strength and Young's modulus did not reach the target values.
- Comparative Example 14 is an example in which Ba is not added to the spheroidizing agent, although dissolved components and inoculation conditions are adjusted within the scope of the present invention. For this reason, no internal defects of 2 mm ⁇ or more were confirmed, but it was confirmed that internal defects of 1 mm ⁇ or more and less than 2 mm ⁇ occurred in several places. The characteristics other than the internal defects almost reached the target values.
Abstract
本発明は希土類元素を含有しない球状化剤を使用し、高い特性を備えた球状黒鉛鋳鉄の製造方法および該球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材を提供することを目的とする。 本発明は、所定量のBaを含有し、実質的に希土類元素を含有しないFe-Si-Mg-Ca系合金の球状化剤を用いた球状化処理、1次接種処理および注湯流接種処理を溶湯に対して行うことにより、高い特性を備えた球状黒鉛鋳鉄および球状黒鉛鋳鉄部材を得ることに関する。
Description
本発明は、球状黒鉛鋳鉄の製造方法および、該球状黒鉛鋳鉄を用いた、特に薄肉部を有する車両部品などの球状黒鉛鋳鉄部材に関する。
球状黒鉛鋳鉄は、優れた引張強度と延性を有することから、自動車をはじめとする車両部品や機械部品などに広く用いられている。特に、自動車などの車両用の保安部品として重要なブレーキキャリパでは、その品質を確保するために、この球状黒鉛鋳鉄が用いられている。
近年、これらの部品では軽量化や小型化の要請があるため、用いられる球状黒鉛鋳鉄部材にも薄肉化が要望されている。球状黒鉛鋳鉄部材を薄肉化した場合、薄肉部における冷却速度が速くなることに起因して、チル相(異常組織)が発生する。このチル相は、非常に硬い組織であるため、球状黒鉛鋳鉄部材の被削性(機械加工性)が低下してしまう。
近年、これらの部品では軽量化や小型化の要請があるため、用いられる球状黒鉛鋳鉄部材にも薄肉化が要望されている。球状黒鉛鋳鉄部材を薄肉化した場合、薄肉部における冷却速度が速くなることに起因して、チル相(異常組織)が発生する。このチル相は、非常に硬い組織であるため、球状黒鉛鋳鉄部材の被削性(機械加工性)が低下してしまう。
このため、薄肉部を有する球状黒鉛鋳鉄部材、特に自動車部品には、高いレベルで引張強度と延性のバランスを保ちつつ、チル組織の抑制が求められる場合が多い。このため、球状黒鉛鋳鉄部材の製造にあたっては、鋳鉄溶湯に対して、球状化処理および複数回の接種処理が行われている。球状化処理においては、球状化および黒鉛化をより確実に行わせるために、球状化剤中に希土類元素(レアアース)を含有させたものが一般に使用されている。
たとえば、特許文献1~4には、レアアースを所定量(0.5~9質量%程度の範囲)含有させた球状化剤およびこれを用いて製造した球状黒鉛鋳鉄が開示されている。レアアースは、脱酸脱硫作用や球状化阻害元素の抑制作用を通じて、球状黒鉛化を促進させる効果のほか、黒鉛の核生成効果などを通じて、黒鉛化促進、チル化防止、チャンキー黒鉛発生抑制およびフェーディングの抑制などの働きがあるため、球状黒鉛鋳鉄にとって非常に有益な元素となっている。特に、自動車部品に用いられる球状黒鉛鋳鉄の製造において、薄肉部のチル化を防止するためには、このレアアースを含有する球状化剤の使用が必須とされている。
しかしながら、レアアースは地球上の限られた地域に偏在しており、生産国や製造企業の都合により価格や生産量が大幅に変化する場合が多い。特に最近は鋳物分野だけでなく、電子機器、磁石分野などでも、レアアースは必要不可欠な資源になっており、価格が急激に上昇してきているため、供給に関しても不安定な面を抱えている。
したがって、このような供給障害や価格の高騰を避けるため、レアアースを含有しない球状化剤を使用した球状黒鉛鋳鉄部材の製造方法を確立し、球状黒鉛鋳鉄部材を安価かつ安定的に供給することが強く要望されている。
したがって、このような供給障害や価格の高騰を避けるため、レアアースを含有しない球状化剤を使用した球状黒鉛鋳鉄部材の製造方法を確立し、球状黒鉛鋳鉄部材を安価かつ安定的に供給することが強く要望されている。
本発明は、以上のような実情に鑑みてなされたもので、より広範囲の製品形状の部品に対し、レアアースを含有しない球状化剤を使用した場合でも、引張強度と延性のバランス、剛性、被削性、制振性、鋳造性および経済性に優れ、かつチル相および内部欠陥のない球状黒鉛鋳鉄の製造方法及び、該球状黒鉛鋳鉄を用いた球状黒鉛鋳鉄部材を提供することを目的とする。
すなわち、本発明は以下の(1)及び(2)に関するものである。
(1)実質的に希土類元素を含有しない球状黒鉛鋳鉄の製造方法であって、
(a)質量%でMg:3.0~6.0%、Ca:1.0~2.0%、Ba:0.5~3.5%、及びAl:0.3%以下含有し、かつ実質的に希土類元素を含有しないFe-Si-Mg-Ca系合金の球状化剤を、溶湯に対して、質量%で0.8~2.0%投入し、取鍋にて溶湯の球状化処理を行う工程、
(b)前記工程(a)と同時又は前記工程(a)の後に、第一のFe-Si-Ca系接種剤又はCa-Si系接種剤を用いて接種処理を行う工程、及び、
(c)前記工程(b)の後、溶湯を鋳型に鋳込む前に、質量%でSi:45~75%、及びCa:1.0~3.0%含有する第二のFe-Si-Ca系接種剤を、前記球状化処理を行う前の溶湯に対して、質量%で0.2~0.4%投入して注湯流接種処理を行う工程、
を含み、得られる球状黒鉛鋳鉄の組成が質量%で、C:3.0~4.5%、Si:3.0~4.0%、Mn:0.2~0.4%、S:0.006~0.020%、Cu:0.08~0.30%、Sn:0.020~0.040%、Mg:0.015~0.050%、Al:0.03%以下、Zn:0.01%以下、並びに残部がFeおよび不可避不純物である、球状黒鉛鋳鉄の製造方法。
(1)実質的に希土類元素を含有しない球状黒鉛鋳鉄の製造方法であって、
(a)質量%でMg:3.0~6.0%、Ca:1.0~2.0%、Ba:0.5~3.5%、及びAl:0.3%以下含有し、かつ実質的に希土類元素を含有しないFe-Si-Mg-Ca系合金の球状化剤を、溶湯に対して、質量%で0.8~2.0%投入し、取鍋にて溶湯の球状化処理を行う工程、
(b)前記工程(a)と同時又は前記工程(a)の後に、第一のFe-Si-Ca系接種剤又はCa-Si系接種剤を用いて接種処理を行う工程、及び、
(c)前記工程(b)の後、溶湯を鋳型に鋳込む前に、質量%でSi:45~75%、及びCa:1.0~3.0%含有する第二のFe-Si-Ca系接種剤を、前記球状化処理を行う前の溶湯に対して、質量%で0.2~0.4%投入して注湯流接種処理を行う工程、
を含み、得られる球状黒鉛鋳鉄の組成が質量%で、C:3.0~4.5%、Si:3.0~4.0%、Mn:0.2~0.4%、S:0.006~0.020%、Cu:0.08~0.30%、Sn:0.020~0.040%、Mg:0.015~0.050%、Al:0.03%以下、Zn:0.01%以下、並びに残部がFeおよび不可避不純物である、球状黒鉛鋳鉄の製造方法。
(2)前記(1)に記載の製造方法によって得られた球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材であって、
球状黒鉛化率が85%以上、引張強度が450MPa以上、伸びが15%以上、ヤング率が170GPa以上、対数減衰率が1.0×10-3以上、および、前記球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材の肉厚が6mm以下である薄肉部におけるチル面積率が1%以下であり、
前記薄肉部の断面におけるマクロ検査において、直径または長径が1mm以上の引け巣、ピンホール、および空孔が存在しない、球状黒鉛鋳鉄部材。
球状黒鉛化率が85%以上、引張強度が450MPa以上、伸びが15%以上、ヤング率が170GPa以上、対数減衰率が1.0×10-3以上、および、前記球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材の肉厚が6mm以下である薄肉部におけるチル面積率が1%以下であり、
前記薄肉部の断面におけるマクロ検査において、直径または長径が1mm以上の引け巣、ピンホール、および空孔が存在しない、球状黒鉛鋳鉄部材。
本発明に係る球状黒鉛鋳鉄は、その製造過程において、注湯流接種剤や2次接種剤ではなく、球状化剤中に所定量のBaを添加することにより、球状化剤中にレアアースを含有していなくても、従来の球状化黒鉛鋳鉄と同等以上の引張強度、延性、剛性、制振性、被削性を有している。また、当該球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材は、従来と比較してより厳しい要件においても、当該部材の内部に内部欠陥が存在しないと評価できるものである。
したがって、本発明に係る鋳鉄を含む部材は、薄肉部を有する小型の車両部品、特に、車両の安全性に重要な保安部品であるブレーキキャリパの製造に好適に使用することができる。
また、本発明は、その製造材料としてレアアースなどの高価かつ供給不安定な材料を用いずに、球状黒鉛鋳鉄部材の安価かつ安定的な供給を可能ならしめている。このため、車両部品のみならず、その他の車両部品や一般産業用途の機械部品なども含めた、安定供給が常に求められる球状黒鉛鋳鉄を用いた製品(部材)に対して、広く適用することが可能であり、その工業的意義はきわめて大きい。
したがって、本発明に係る鋳鉄を含む部材は、薄肉部を有する小型の車両部品、特に、車両の安全性に重要な保安部品であるブレーキキャリパの製造に好適に使用することができる。
また、本発明は、その製造材料としてレアアースなどの高価かつ供給不安定な材料を用いずに、球状黒鉛鋳鉄部材の安価かつ安定的な供給を可能ならしめている。このため、車両部品のみならず、その他の車両部品や一般産業用途の機械部品なども含めた、安定供給が常に求められる球状黒鉛鋳鉄を用いた製品(部材)に対して、広く適用することが可能であり、その工業的意義はきわめて大きい。
以下に本発明を詳細に説明する。ここで“重量%”と“質量%”とは同義であり、また単に“%”と記載した場合には“重量%”のことを示す。
一般に、球状化剤からレアアースを削減または削除した場合、製品の特性上の課題として、以下の点が挙げられる。
一般に、球状化剤からレアアースを削減または削除した場合、製品の特性上の課題として、以下の点が挙げられる。
(1)黒鉛球状化率(以下、「球状化率」という)の低下およびそれに伴う引張強度、延性、剛性の低下、
(2)チル相(異常組織)の発生およびチル化傾向の増大による被削性(機械加工性)の低下、
(3)フェーディングの増大(フェーディング開始時間の短時間化)、
(4)引け巣などの内部欠陥の増加。
(2)チル相(異常組織)の発生およびチル化傾向の増大による被削性(機械加工性)の低下、
(3)フェーディングの増大(フェーディング開始時間の短時間化)、
(4)引け巣などの内部欠陥の増加。
ここで、フェーディングとは、球状化処理や接種処理のために添加した元素が、時間経過に伴って酸化または他の元素と反応して消費されるために減少してしまい、時間経過につれて球状化や接種が進まなくなる現象である。
本発明者らは、これまで、溶湯成分、球状化剤および接種剤の成分や添加量の影響を詳細かつ系統的に検討した結果、高価な添加元素を使用せずに上記(1)~(4)の課題を解決するためには、溶解成分、球状化剤および接種剤の成分量や投入量を同時にかつ的確に制御すれば、鋳放し状態でも引張強度と延性のバランス、剛性、被削性および鋳造性に優れた車両部品が製造できるとの知見をすでに得ており、車両用ブレーキキャリパなどの高い品質が要求される車両部品に好適に適用できる、前記特性を高いレベルで備えた球状黒鉛鋳鉄の製造方法を開発してきた。
しかし、レアアースを含有しない球状化剤を使用した場合の技術課題の一つである、上記(4)引け巣などの内部欠陥の増加に対しては、今後の車両部品の複雑化、小型化および薄肉化へのさらなる要求を考慮した場合、まだ不十分な点が残っている。そこで、より広範囲の製品に対して、より確実に適用できる鋳放し球状黒鉛鋳鉄の製造方法および該球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材を提供する必要がある。
なお、本明細書において『薄肉』とは肉厚が6mm以下であることを意味する。
なお、本明細書において『薄肉』とは肉厚が6mm以下であることを意味する。
本発明者らは、このような要求に対応するため、レアアースを含まない球状化剤を用い、製品中の内部欠陥、特に引け巣の発生を十分に抑制する方法について種々の検討を重ねた。一般に、球状黒鉛鋳鉄の引け巣の発生を抑制する対策としては、
(a)凝固収縮量削減(黒鉛化促進)、
(b)押し湯効果の促進、
(c)鋳型強度向上、
などが挙げられる。しかし、上記(b)の押し湯効果の促進は、押し湯体積の増大により溶湯歩留りの低下につながり、上記(c)のための鋳型材質の変更は、コストアップをもたらす上に、製造条件の大幅な見直しが必要になる。
(a)凝固収縮量削減(黒鉛化促進)、
(b)押し湯効果の促進、
(c)鋳型強度向上、
などが挙げられる。しかし、上記(b)の押し湯効果の促進は、押し湯体積の増大により溶湯歩留りの低下につながり、上記(c)のための鋳型材質の変更は、コストアップをもたらす上に、製造条件の大幅な見直しが必要になる。
そこで、本発明者らは、経済的な観点を重視し、上記(a)の凝固収縮量の削減に着目して鋭意検討を重ねた結果、球状化剤中に所定量のBaを添加し、さらに球状化剤中のMg、Ca、Al量を的確に調整することにより、引け巣発生傾向の大幅な抑制が可能であることを発見し、本発明を完成するに至った。
以下、この検討内容を詳述する。
以下、この検討内容を詳述する。
Baは、一般的に、溶湯中で酸化物や硫化物になり、それが黒鉛核となって凝固時の黒鉛生成反応を促進するため、黒鉛粒数の増加や黒鉛粒径の微細化に効果があるとされている。
実際にBaは従来、主として球状黒鉛鋳鉄の接種剤に添加され、黒鉛粒数の増加や黒鉛粒径の減少効果などによる接種効果の促進成分として使用されている。
たとえば、特許文献5には、黒鉛の微細化や黒鉛化促進のため、10%以下のBaを接種剤中に添加することが開示されている。また特許文献6には、黒鉛粒数の増加、黒鉛粒径の減少により製品の剛性を向上させるため、接種時または接種後に、溶湯に対して0.0015~0.02%のBaを添加することが開示されている。特許文献7には、Siを90~99%含有する接種剤中に、黒鉛化促進のため、Ca、SrおよびBaのうちいずれか1つ以上の元素を合計で0.5~6.0%添加することが開示されている。
実際にBaは従来、主として球状黒鉛鋳鉄の接種剤に添加され、黒鉛粒数の増加や黒鉛粒径の減少効果などによる接種効果の促進成分として使用されている。
たとえば、特許文献5には、黒鉛の微細化や黒鉛化促進のため、10%以下のBaを接種剤中に添加することが開示されている。また特許文献6には、黒鉛粒数の増加、黒鉛粒径の減少により製品の剛性を向上させるため、接種時または接種後に、溶湯に対して0.0015~0.02%のBaを添加することが開示されている。特許文献7には、Siを90~99%含有する接種剤中に、黒鉛化促進のため、Ca、SrおよびBaのうちいずれか1つ以上の元素を合計で0.5~6.0%添加することが開示されている。
このように、これまでになされているBaの添加は、球状化剤に対してではなく、注湯流接種剤や2次接種剤に対して行うのが一般的であった。
また大物厚肉球状黒鉛鋳鉄部材の製造において、レアアースを含まない球状化剤を用いる例(特許文献4)があるが、当該レアアースを含まない球状化剤にBaを添加した場合、Baの溶湯に対する溶解性が悪いことに起因して、スラグを多量に発生させてしまい、これにより引張強度や伸びなどの特性が悪化することが知られている。
黒鉛化の促進および黒鉛の微細化を目的としてBaを注湯流接種剤や2次接種剤に添加した場合でも、その効果に見合う量を添加すると、黒鉛化の促進および黒鉛の微細化が進む一方で、引張強度、チル化傾向、球状化率、およびフェーディング時間に関する特性がいずれも劣化してしまう。
また大物厚肉球状黒鉛鋳鉄部材の製造において、レアアースを含まない球状化剤を用いる例(特許文献4)があるが、当該レアアースを含まない球状化剤にBaを添加した場合、Baの溶湯に対する溶解性が悪いことに起因して、スラグを多量に発生させてしまい、これにより引張強度や伸びなどの特性が悪化することが知られている。
黒鉛化の促進および黒鉛の微細化を目的としてBaを注湯流接種剤や2次接種剤に添加した場合でも、その効果に見合う量を添加すると、黒鉛化の促進および黒鉛の微細化が進む一方で、引張強度、チル化傾向、球状化率、およびフェーディング時間に関する特性がいずれも劣化してしまう。
本発明者らは、Baの黒鉛化促進効果による凝固収縮量の抑制に着目し、当該抑制による引け巣傾向の抑制効果を期待して種々検討を重ねた結果、レアアースを含有しない球状化剤であっても、所定量のBaを添加することにより、黒鉛化が促進されるとともに均一微細黒鉛が生成され、製品中の引け巣の抑制に顕著な効果があることを見出した。
さらに本発明者らは、従来危惧されていたBa添加によるスラグの発生量の増加は、球状化剤中のMg、CaおよびAl量を的確に調整することにより十分抑制ができること、および、これらの成分の中でAl量を所定値以下に管理することで、介在物の発生を大幅に低減できることを見出して、本発明を完成するに至ったものである。
さらに本発明者らは、従来危惧されていたBa添加によるスラグの発生量の増加は、球状化剤中のMg、CaおよびAl量を的確に調整することにより十分抑制ができること、および、これらの成分の中でAl量を所定値以下に管理することで、介在物の発生を大幅に低減できることを見出して、本発明を完成するに至ったものである。
注湯流接種剤や2次接種剤へのBaの添加による黒鉛化の促進および黒鉛の微細化以外の各特性の劣化から明らかなように、球状化剤成分や接種剤成分の変更は、微視組織の変化およびそれに伴う諸特性の変化を招き、対象とする特性以外の特性を劣化させることも多い。そのため、自動車部品のように多くの特性をバランスよく維持する必要がある場合は、成分添加や成分量変化による各特性変化を十分把握した上で、各成分の割合を決定する必要がある。
そこで本発明においても、球状化剤へのBa添加やMg、Ca、Al量の変化などが、内部欠陥の発生を抑制する以外に、他の特性に対してどのような影響を及ぼすかを把握するため、小型試験片を使用し、以下の予備試験を実施した。
そこで本発明においても、球状化剤へのBa添加やMg、Ca、Al量の変化などが、内部欠陥の発生を抑制する以外に、他の特性に対してどのような影響を及ぼすかを把握するため、小型試験片を使用し、以下の予備試験を実施した。
[予備試験]
まず、小型の高周波誘導炉を用いて量産ラインと同じ鉄くずを溶解し、実機ラインの条件に合わせて、標準的なFCD400~450(JIS G 5502)相当の溶湯を調製し、取鍋でのサンドイッチ法による球状黒鉛化処理を行った。球状黒鉛化処理に用いる球状化剤の投入量のほか、球状化剤中のMg、Ca、BaおよびAlの量をそれぞれ変化させた。その際、取鍋内で、市販のFe-Si-Ca系接種剤による1次接種処理も同時に行った。
具体的には、取鍋の底のポケットに配置した前記球状化剤と前記Fe-Si-Ca系接種剤の上部に、実機と同様に、Fe-Si系のカバー剤を置き完全に被覆することにより、これらの処理を行った。さらに、鋳型(シェルモールド)への鋳込み直前に、溶湯中に接種剤を投入する注湯流接種を手動で行った。なお、基本的工程は図1に示すフロー図に沿って行った。
まず、小型の高周波誘導炉を用いて量産ラインと同じ鉄くずを溶解し、実機ラインの条件に合わせて、標準的なFCD400~450(JIS G 5502)相当の溶湯を調製し、取鍋でのサンドイッチ法による球状黒鉛化処理を行った。球状黒鉛化処理に用いる球状化剤の投入量のほか、球状化剤中のMg、Ca、BaおよびAlの量をそれぞれ変化させた。その際、取鍋内で、市販のFe-Si-Ca系接種剤による1次接種処理も同時に行った。
具体的には、取鍋の底のポケットに配置した前記球状化剤と前記Fe-Si-Ca系接種剤の上部に、実機と同様に、Fe-Si系のカバー剤を置き完全に被覆することにより、これらの処理を行った。さらに、鋳型(シェルモールド)への鋳込み直前に、溶湯中に接種剤を投入する注湯流接種を手動で行った。なお、基本的工程は図1に示すフロー図に沿って行った。
本予備試験において、鋳型として、楔型チル試験片とノックオフ(Kb)型試験片(25mmφ)の2種類を使用し、鋳鉄を作製した。楔型試験片の内寸は図2(a)に示す通りである。これらの鋳型を使用して、量産時のフェーディング効果を評価するため、球状化処理から鋳込みまでの時間を、処理直後から最大15分間まで変化させた試験片を作製し、各特性を測定した。
常温で楔型試験片を破断してチル試験片とし、デジタルスコープで破面先端からチル相の存在する深さ(チル深さ)を測定した(図2(a)及び図2(b)参照)。ここで、チル深さが小さいほど、チル化傾向が抑制されていることになる。また、球状化率や黒鉛粒数などについては、ノックオフ(Kb)型試験片の丸棒端部(25mmφ)を切断し、光学顕微鏡で中央部を観察して測定した。引張強度は、25mmφの丸棒からJIS4号試験片などを各2本採取して測定した。
常温で楔型試験片を破断してチル試験片とし、デジタルスコープで破面先端からチル相の存在する深さ(チル深さ)を測定した(図2(a)及び図2(b)参照)。ここで、チル深さが小さいほど、チル化傾向が抑制されていることになる。また、球状化率や黒鉛粒数などについては、ノックオフ(Kb)型試験片の丸棒端部(25mmφ)を切断し、光学顕微鏡で中央部を観察して測定した。引張強度は、25mmφの丸棒からJIS4号試験片などを各2本採取して測定した。
以下、図を参照しながら、予備試験の結果について詳述する。
[球状化剤中のMg、Ca、Ba、Al含有量の影響]
図3~6に、球状化剤の基本成分であるMgの含有量と、チル深さ(図3)、球状化率(図4)、引張強度(図5)および伸び(図6)との関係をそれぞれ示す。球状化処理から鋳込みまでの経過時間を、処理直後(反応終了後)、9分間、及び15分間と変化させた場合の、各種特性の違いも併せて示す。
予備試験の結果、球状化剤中にMgを含むことにより、球状化率や引張強度の向上に顕著な効果があることが確認されたが、同時に、Mgはチル化傾向を増大する元素でもあることが確認された。このため、Mgの含有量の適正範囲は、各特性に及ぼす影響を総合的に判断して決める必要がある。
図3~6に、球状化剤の基本成分であるMgの含有量と、チル深さ(図3)、球状化率(図4)、引張強度(図5)および伸び(図6)との関係をそれぞれ示す。球状化処理から鋳込みまでの経過時間を、処理直後(反応終了後)、9分間、及び15分間と変化させた場合の、各種特性の違いも併せて示す。
予備試験の結果、球状化剤中にMgを含むことにより、球状化率や引張強度の向上に顕著な効果があることが確認されたが、同時に、Mgはチル化傾向を増大する元素でもあることが確認された。このため、Mgの含有量の適正範囲は、各特性に及ぼす影響を総合的に判断して決める必要がある。
同様に図7~10に、球状化剤の基本成分であるCaの含有量と、チル深さ(図7)、球状化率(図8)、引張強度(図9)および伸び(図10)との関係をそれぞれ示す。球状化処理から鋳込みまでの経過時間を、処理直後(反応終了後)、9分間、及び15分間と変化させた場合の、各種特性の違いも併せて示す。
球状化剤中のCaの含有量が2%程度であるときにチル深さが最も良好になり、引張強度と伸びは、Ca含有量の増加に伴い少しずつ向上する傾向があることが確認された。また、球状化率は、Caの含有量が1.3%程度までは向上するが、それ以降は減少傾向となり、2%を超えると再び向上することが確認された。
球状化剤中のCaの含有量が2%程度であるときにチル深さが最も良好になり、引張強度と伸びは、Ca含有量の増加に伴い少しずつ向上する傾向があることが確認された。また、球状化率は、Caの含有量が1.3%程度までは向上するが、それ以降は減少傾向となり、2%を超えると再び向上することが確認された。
図11~16に、球状化剤中のBaの含有量と、チル深さ(図11)、球状化率(図12)、引張強度(図13)、伸び(図14)、黒鉛粒数(図15)および黒鉛粒径(図16)との関係をそれぞれ示す。球状化処理から鋳込みまでの経過時間を、処理直後(反応終了後)、9分間及び15分間と変化させた場合の、各種特性の違いも併せて示す。
その結果、Baの含有量が0~0.5%の範囲では、チル深さ、球状化率、引張強度および伸びのいずれに特性についても、Baの添加による若干の劣化傾向が見られた。一方、0.5~3.5%の範囲では、その劣化傾向が落ち着いて、ほとんど変化しないか、若干の向上傾向があることが確認された。
一方、引け巣などの内部欠陥の抑制に影響を及ぼす黒鉛粒数および黒鉛粒径については、黒鉛粒数は0.5~3.5%の範囲において増加傾向にあり、黒鉛粒径はBa含有量が0.8%程度までは大きくなるが、その後は減少傾向にあることが確認された。
また、図17に示すBaを添加しなかった場合の微視組織と、図18に示すBaを2%添加した場合の微視組織を比較すると、球状化剤へのBaの添加により黒鉛粒数が増加し、黒鉛粒径が減少していることが確認された。
その結果、Baの含有量が0~0.5%の範囲では、チル深さ、球状化率、引張強度および伸びのいずれに特性についても、Baの添加による若干の劣化傾向が見られた。一方、0.5~3.5%の範囲では、その劣化傾向が落ち着いて、ほとんど変化しないか、若干の向上傾向があることが確認された。
一方、引け巣などの内部欠陥の抑制に影響を及ぼす黒鉛粒数および黒鉛粒径については、黒鉛粒数は0.5~3.5%の範囲において増加傾向にあり、黒鉛粒径はBa含有量が0.8%程度までは大きくなるが、その後は減少傾向にあることが確認された。
また、図17に示すBaを添加しなかった場合の微視組織と、図18に示すBaを2%添加した場合の微視組織を比較すると、球状化剤へのBaの添加により黒鉛粒数が増加し、黒鉛粒径が減少していることが確認された。
なお、前述したように、Baは、球状化処理の後に実施される接種処理剤に添加されることが多い。本予備試験においても、注湯流接種剤にBaを添加した試験も行った。Ba含有量と各種特性の関係、ならびに、球状化処理から鋳込みまでの経過時間を、9分間、及び15分間と変化させた場合の、各種特性の違いを併せて示す。
図19~21に示されるように、引張強度(図19)、チル深さ(図20)および球状化率(図21)のいずれについても、Ba含有量が増加するに従って低下する傾向が見られた。また、球状化処理からの経過時間が長い方(15分間)が、これらの各特性が低下する傾向があることが確認された。
このように、該接種剤へのBa添加は、黒鉛化促進や黒鉛の微細化には有効であるものの、その他の特性を劣化させてしまうことが理解される。
図19~21に示されるように、引張強度(図19)、チル深さ(図20)および球状化率(図21)のいずれについても、Ba含有量が増加するに従って低下する傾向が見られた。また、球状化処理からの経過時間が長い方(15分間)が、これらの各特性が低下する傾向があることが確認された。
このように、該接種剤へのBa添加は、黒鉛化促進や黒鉛の微細化には有効であるものの、その他の特性を劣化させてしまうことが理解される。
図22~25に、球状化剤中のAlの含有量と、チル深さ(図22)、球状化率(図23)、引張強度(図24)および伸び(図25)との関係をそれぞれ示す。球状化処理から鋳込みまでの経過時間を、処理直後(反応終了後)、9分間、及び15分間と変化させた場合の、各種特性の違いも併せて示す。
その結果、いずれの特性も、Alの含有量が0.2~1.0%の範囲では大きな変化は認められないが、チル深さ、球状化率および引張強度については、Alの含有量が低いほど良い特性が得られることが確認された。
その結果、いずれの特性も、Alの含有量が0.2~1.0%の範囲では大きな変化は認められないが、チル深さ、球状化率および引張強度については、Alの含有量が低いほど良い特性が得られることが確認された。
[球状化剤の投入量]
図26~29に、本発明の範囲内にある球状化剤の投入量(溶湯に対して0.8~2.0質量%)と、チル深さ(図26)、球状化率(図27)、引張強度(図28)、伸び(図29)の関係を示す。なお、ここで用いられた球状化剤の組成は後述する表2の球状化剤No.1の球状化剤と同じものである。
その結果、球状化剤の投入量が溶湯に対して0.8~2.0質量%の範囲では投入量が増加しても、球状化率と伸びはほとんど変化しないが、チル化傾向および引張強度は増加することが確認された。したがって、球状化剤の投入量は、各特性の変化を考慮して総合的に判断する必要がある。
図26~29に、本発明の範囲内にある球状化剤の投入量(溶湯に対して0.8~2.0質量%)と、チル深さ(図26)、球状化率(図27)、引張強度(図28)、伸び(図29)の関係を示す。なお、ここで用いられた球状化剤の組成は後述する表2の球状化剤No.1の球状化剤と同じものである。
その結果、球状化剤の投入量が溶湯に対して0.8~2.0質量%の範囲では投入量が増加しても、球状化率と伸びはほとんど変化しないが、チル化傾向および引張強度は増加することが確認された。したがって、球状化剤の投入量は、各特性の変化を考慮して総合的に判断する必要がある。
以上の予備試験の結果から、レアアースを含有しない球状化剤を用い、鋳放し材で内部欠陥以外の各特性を高いレベルで保持するためには、球状化剤中のBa、Mg、CaおよびAlの含有量ならびに投入量を同時に、かつ、的確に制御する必要があることが理解された。
次に、本発明者らは、量産ラインと同様の装置を使用して、予備試験の結果を考慮した製造条件で、本発明に係る球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材として自動車用ブレーキキャリパを製造し、実製品による確認試験を実施した。
その結果、レアアースを含有しない球状化剤を使用した場合でも、溶解成分および接種剤の基本成分量や添加量を的確に制御し、かつ、球状化剤に所定量のBaを添加した上で、Mg、Ca、Alの含有量を所定範囲に制御することで、鋳放し状態においても、優れた各特性を示すことが分かった。
当該特性とは、製品(部材)中に引け巣などの内部欠陥がなく、かつ、経済性に優れ、JIS Z 2241に準拠した引張強度が450MPa以上、JIS Z 2241に準拠した伸びが15%以上、JIS G 5502に準拠した球状化率が85%以上、JIS Z 2280に準拠したヤング率が170GPa以上、JIS G 0602に準拠した対数減衰率1.0×10-3以上であり、本発明に係る鋳鉄を含む当該部材の肉厚が6mm以下である薄肉部にチル相がないというものである。
以上より、本発明者らは本発明に係る製造方法により製造された鋳鉄を用いることにより、従来の製品よりも内部欠陥をより厳格に抑制した車両部品などの球状黒鉛鋳鉄部材を製造できるとの知見を得て、本発明を完成するに至った。
その結果、レアアースを含有しない球状化剤を使用した場合でも、溶解成分および接種剤の基本成分量や添加量を的確に制御し、かつ、球状化剤に所定量のBaを添加した上で、Mg、Ca、Alの含有量を所定範囲に制御することで、鋳放し状態においても、優れた各特性を示すことが分かった。
当該特性とは、製品(部材)中に引け巣などの内部欠陥がなく、かつ、経済性に優れ、JIS Z 2241に準拠した引張強度が450MPa以上、JIS Z 2241に準拠した伸びが15%以上、JIS G 5502に準拠した球状化率が85%以上、JIS Z 2280に準拠したヤング率が170GPa以上、JIS G 0602に準拠した対数減衰率1.0×10-3以上であり、本発明に係る鋳鉄を含む当該部材の肉厚が6mm以下である薄肉部にチル相がないというものである。
以上より、本発明者らは本発明に係る製造方法により製造された鋳鉄を用いることにより、従来の製品よりも内部欠陥をより厳格に抑制した車両部品などの球状黒鉛鋳鉄部材を製造できるとの知見を得て、本発明を完成するに至った。
以下、本発明に係る球状黒鉛鋳鉄の製造方法および該球状黒鉛鋳鉄を用いた球状黒鉛鋳鉄部材について説明する。
本発明で使用する溶湯の溶解原料としては、熱延鋼板系または冷間圧延鋼板系のスクラップや銑鉄、リターン材などを使用することができるが、O、S、Pなどの不純物量が少ない材料を使用することが好ましい。ただし、これらの不純物量が多い場合であっても、脱硫処理やフラックス処理をすることにより不純物量を低減すれば、問題なく使用することができる。
溶解炉としては、特に限定されるものではないが、電気炉、特に高周波誘導炉を使用することが好ましい。原料を溶解した後、C、Si、Mn、S、Cu、Snを適宜添加し、溶湯成分の調整を行う。出湯前の溶解炉、球状化処理の後の取鍋からのノロ取りは、溶湯表面に浮上してきた介在物などのスラグを除去する上で重要であり、確実に実行することが望ましい。
溶解炉としては、特に限定されるものではないが、電気炉、特に高周波誘導炉を使用することが好ましい。原料を溶解した後、C、Si、Mn、S、Cu、Snを適宜添加し、溶湯成分の調整を行う。出湯前の溶解炉、球状化処理の後の取鍋からのノロ取りは、溶湯表面に浮上してきた介在物などのスラグを除去する上で重要であり、確実に実行することが望ましい。
溶湯の組成は、得られる球状黒鉛鋳鉄が好ましい組成となるように、調製を容易に行う観点から、質量%でC:3.0~4.5%、Si:2.0~3.0%、Mn:0.2~0.4%、S:0.006~0.020%、Al:0.03%以下、Cu:0.08~0.30%、Sn:0.020~0.040%、Zn:0.01%以下並びに、残部がFeおよび不可避不純物からなるようにすることが好ましい。なお、溶解時および成分調製時の溶湯温度は1480~1580℃とすることが好ましい。
その後、溶解炉を傾斜させ、溶湯を取鍋に注湯するが、この際、球状化剤、第一の接種剤およびカバー剤を用いて、黒鉛球状化処理および1次接種処理を行う。
球状化処理の方法としては、サンドイッチ法、その他の公知の手段を用いることができるが、球状化剤中のMg濃度やMgの歩留まりのほか、特別な設備を必要とせず、安定して黒鉛球状化が可能であることから、通常はサンドイッチ法が採用される。
球状化剤としては、先述した予備試験の結果より、Baを含むFe-Si-Mg-Ca系合金などのMg系の球状化剤を用いることができるが、質量%で、Mg:3.0~6.0%、Ca:1.0~2.0%、Ba:0.5~3.5%及び、Al:0.3%以下、含有するものを用いることが好ましい。
以下に球状化剤を構成する各元素について詳述する。
以下に球状化剤を構成する各元素について詳述する。
Mgは、黒鉛を球状化させるために添加される元素であり、球状化処理後に溶湯内に残留する。Mgの含有量は、球状化剤中に質量%で、3.0~6.0%とすることが必要である。
3.0%未満では、黒鉛の球状化が十分に進まないため、目的とする強度、剛性が得られない。一方、Mgは非常に酸化しやすい元素であるため、Mgの含有量が6.0%を超えると、引け巣やマトリックス中のMg酸化物が増加し、強度を低下させる傾向がある。また、前述したようにチル相が生じやすくなり、被削性を悪化させる。
3.0%未満では、黒鉛の球状化が十分に進まないため、目的とする強度、剛性が得られない。一方、Mgは非常に酸化しやすい元素であるため、Mgの含有量が6.0%を超えると、引け巣やマトリックス中のMg酸化物が増加し、強度を低下させる傾向がある。また、前述したようにチル相が生じやすくなり、被削性を悪化させる。
Caは、一般にMgの反応抑制のために添加されるものであるが、予備試験で示したようにチル化傾向を増大させる作用も示す。球状化剤中のCaの含有量は、質量%で、1.0~2.0%とすることが必要である。
1.0%未満では添加効果が十分に期待できず、2.0%を超えるとチル化傾向が強まりチル相が発生するため、スラグが増大する。
1.0%未満では添加効果が十分に期待できず、2.0%を超えるとチル化傾向が強まりチル相が発生するため、スラグが増大する。
本発明では、Baを主に引け巣発生の抑制のために添加する。Baの添加による引け巣などの内部欠陥発生の抑制機構に関しては、以下のように考えられる。
球状化剤中にBaを添加すると、Ba酸化物からなる核が生成する。これにより、溶湯中の黒鉛の核生成およびその発生頻度が促進され、黒鉛化反応が、Baの含有がない場合に比べて、比較的短時間で終了する。この結果、引け巣などが発生する凝固終盤での黒鉛生成量が減少して、体積膨張による鋳型の変形が大幅に抑制され、凝固欠陥(空隙)発生の要因が減少するため、引き巣発生が抑制されるものと考えられる。
球状化剤中にBaを添加すると、Ba酸化物からなる核が生成する。これにより、溶湯中の黒鉛の核生成およびその発生頻度が促進され、黒鉛化反応が、Baの含有がない場合に比べて、比較的短時間で終了する。この結果、引け巣などが発生する凝固終盤での黒鉛生成量が減少して、体積膨張による鋳型の変形が大幅に抑制され、凝固欠陥(空隙)発生の要因が減少するため、引き巣発生が抑制されるものと考えられる。
球状化剤中のBaの含有量は、質量%で、0.5~3.5%とすることが好ましい。この範囲の添加であれば、予備試験で示したように黒鉛化促進による引張強度の低下は認められない。
0.5%未満では、添加効果が明瞭には認められず、製品形状によっては引け巣などの内部欠陥が発生する可能性がある。一方、3.5%を超えると、スラグの発生が多くなり、内部欠陥が発生して引張強度や伸びが低下するばかりでなく、作業性も低下する。
0.5%未満では、添加効果が明瞭には認められず、製品形状によっては引け巣などの内部欠陥が発生する可能性がある。一方、3.5%を超えると、スラグの発生が多くなり、内部欠陥が発生して引張強度や伸びが低下するばかりでなく、作業性も低下する。
Alは、主に、脱酸作用やチル化抑制という効果を有する。しかしながら、球状化阻害元素でもあるため、一定値以上含有すると、引張強度や剛性の低下を招く。また、Alの酸化物であるアルミナは、製品内に残留して介在物となり、鋳造欠陥になることがある。前述の予備試験結果においても、球状化剤中のAlの含有量が0.3%以上では、各特性の改善に対して顕著な効果は認められなかった。以上を考慮して、Alの含有量は0.3%以下とする。
溶湯に対する球状化剤の投入量は、質量%で、0.8~2.0%とする必要がある。0.8%未満では、十分な球状化率が得られず、2.0%を超える場合は、予備試験で示唆されたようにチル傾向が強まり、また、溶湯中に球状化剤の解け残りが生じる可能性がある。
球状化剤の粒径は、解け残りの防止と、溶湯との均一混合の観点から、0.05~5mm程度とすることが好ましい。
なお、球状化処理方法としてサンドイッチ法を用いる場合、溶湯が取鍋の規定位置に達するまでの反応を抑制する観点から、球状化剤および接種剤の上にカバー剤を入れ、直接溶湯と接触しないようにする。カバー剤としては、Fe-Si系が用いられる。
取鍋での1次接種処理に用いられる接種剤としては、Fe-Si-Ca系またはCa―Si系の接種剤を用いることができるが、通常は、Si:45~75%の第一のFe-Si-Ca系接種剤が使用される。
接種剤の粒径は、解け残りと溶湯との均一混合の観点から、0.05~5mm程度とすることが好ましい。
1次接種処理に用いられる接種剤は、取鍋の底のポケットに球状化剤とともに配置される。球状化処理と1次接種処理は同時に行う必要はなく、球状化処理後に上記接種剤を単独で取鍋に投入するようにしてもよい。ただし、鋳型に鋳込む直前に行う注湯流接種の接種効果を十分に発揮させるために、1次接種処理は球状化処理のすぐ後に速やかに実施することが好ましい。
接種剤の粒径は、解け残りと溶湯との均一混合の観点から、0.05~5mm程度とすることが好ましい。
1次接種処理に用いられる接種剤は、取鍋の底のポケットに球状化剤とともに配置される。球状化処理と1次接種処理は同時に行う必要はなく、球状化処理後に上記接種剤を単独で取鍋に投入するようにしてもよい。ただし、鋳型に鋳込む直前に行う注湯流接種の接種効果を十分に発揮させるために、1次接種処理は球状化処理のすぐ後に速やかに実施することが好ましい。
本発明では、上記球状化処理及び1次接種処理の後、上記の球状化処理が終了した溶湯を鋳型に鋳込む前に、注湯流接種を行う。注湯流接種剤としては、第二のFe-Si-Ca系接種剤を使用する。具体的には、各成分が、質量%で、Si:45~75%、Ca:1.0~3.0%含有するものを用いることが必要である。
Siは、注湯流接種剤の主要元素であり、その含有量は、フェロシリコン系原料を使用する場合の標準量である45~75%程度とする。45%未満ではスラグの発生が多くなり、75%を超えると接種剤の溶解性が低下する。
Caは、前述したように、マトリックスの黒鉛化促進、黒鉛の球状化促進によりチル化抑制や球状化率向上の効果がある。注湯流接種剤中のCaの含有量は、1.0~3.0%とする必要があり、1.2~2.2%とすることが好ましい。
1.0%未満では、接種効果が発揮できずに黒鉛の微細化や球状化が進まず、3.0%を超えると、硬質なCaOが増加し、スラグの発生や被削性劣化を招く。
1.0%未満では、接種効果が発揮できずに黒鉛の微細化や球状化が進まず、3.0%を超えると、硬質なCaOが増加し、スラグの発生や被削性劣化を招く。
また、注湯流接種剤の球状化処理を行う前の溶湯に対する投入量は、チル化傾向を抑制し、球状化率および伸びを向上させる観点から、質量%で0.2~0.4%であることが必要であり、0.25~0.30%であることが好ましい。
投入量が0.4%を超えると、解け残りの増大やスラグの増大を招き、0.2%未満では接種による十分な効果が得られず、所望の特性向上が期待できないうえ、投入歩留りも低下する。
投入量が0.4%を超えると、解け残りの増大やスラグの増大を招き、0.2%未満では接種による十分な効果が得られず、所望の特性向上が期待できないうえ、投入歩留りも低下する。
なお、注湯流接種剤中には、通常、Alが0.5~4.0%含まれている。これは、主にチル化抑制や基地組織改善のために添加されるものであり、本発明においてもこの範囲内であれば、各特性に与える影響はほとんどない。しかし、その添加量が上記範囲を超えて含有されると、酸化物がピンホールなどの内部欠陥の起因になることがあるので、球状黒鉛鋳鉄の組成におけるAlの含有量が、0.03%を超えないように注湯流接種剤の組成を十分考慮する必要がある。
注湯流接種は、鋳型に鋳込む直前に行うが、自動切り出し装置などを用いて均一速度で、かつ、溶湯中に確実に均一混合することが好ましい。なお、鋳型内に接種剤を設置する鋳型内接種法により行うことも可能であるが、その場合には、接種剤の溶け残りがなく、溶湯と均一に混合するように鋳型方案などを十分に工夫する必要がある。
また、所望の材料特性をすべて満足させるためには、最終の注湯流接種処理が大きな影響を及ぼすため、投入した接種剤が確実に溶湯と均一混合し、その効果を発揮する必要がある。この観点から、注湯流接種剤の粒径は、0.05~5mmとすることが好ましい。
また、所望の材料特性をすべて満足させるためには、最終の注湯流接種処理が大きな影響を及ぼすため、投入した接種剤が確実に溶湯と均一混合し、その効果を発揮する必要がある。この観点から、注湯流接種剤の粒径は、0.05~5mmとすることが好ましい。
このようにして、得られる球状黒鉛鋳鉄は、レアアースを実質的に含有せず、その組成は質量%で、C:3.0~4.5%、Si:3.0~4.0%、Mn:0.2~0.4%、S:0.006~0.020%、Al:0.03%以下、Cu:0.08~0.30%、Sn:0.020~0.040%、Mg:0.015~0.050%及び、Zn:0.01%以下含有し、残部がFeおよび不可避不純物からなることが必要である。ここで、実質的に含有しないとは、意図的な添加は行わないが、不可避的不純物として0.001%以下の含有は許容されるという意味である。
Cの含有量は、当該鋳鉄中3.0~4.5%とすることが必要であり、3.2~4.2%とすることが好ましい。3.0%未満では、球状黒鉛鋳鉄の黒鉛量が不足し、チル化傾向が増大するうえに、溶湯の流動性が悪くなる。一方、4.5%を超えると、Cが過剰となり、キャッシュ黒鉛が出やすくなるため、鋳鉄材料自体が脆くなり、所定の強度を得ることができない。
Siの含有量は、当該鋳鉄中3.0~4.0%とすることが必要であり、3.2~4.0%とすることが好ましい。3.0%未満では、球状黒鉛鋳鉄の溶湯の流動性が悪くなるばかりでなく、チル組織が増加し、基地組織にセメンタイトが析出しやすくなり、目的とする伸びを得ることができない。一方、4.0%を超えると、材料の均質性が悪くなるとともに、シリコフェライトが多くなり、脆化し、伸びが著しく低下する。
Mnは、パーライト化促進元素で、強度への影響は重要である。Mnの含有量は、当該鋳鉄中0.2~0.4%とすることが必要であり、0.25~0.35%とすることが好ましい。0.2%未満では、微視組織中のパーライト量が減少し、フェライトが増加するため所定の強度が得られない。一方、0.4%を超えると、マトリックス中にセメンタイトやパーライトなどの組織が増加し、チルが生じやすくなり被削性に悪影響を及ぼす。
Sの含有量は、当該鋳鉄中0.006~0.020%とすることが必要であり、0.008~0.014%とすることが好ましい。0.006%未満では、接種や球状化効果が抑制される。一方、0.020%を超えるとMgやCaと硫化物を作って、これらの元素を消耗させるため、球状化率や接種効果を低下してしまう。
CuとSnは、マトリックスを強化し、引張強度を向上させる目的で添加されるパーライト化元素であるが、黒鉛の球状化を阻害する元素でもある。また、Cuは、Snに比べて強度向上の効果はSnの約1/10といわれており、また、価格的には、CuがSnの1/10程度である。
したがって、強度向上、伸びの減少、球状化率の減少、チル化傾向増大に対する添加効果と経済的な観点から、Cuの含有量は、当該鋳鉄中0.08~0.30%とすることが必要であり、0.10~0.20%とすることが好ましい。同様に、Snの含有量は当該鋳鉄中0.020~0.040%とすることが必要であり、0.025~0.035%とすることが好ましい。
したがって、強度向上、伸びの減少、球状化率の減少、チル化傾向増大に対する添加効果と経済的な観点から、Cuの含有量は、当該鋳鉄中0.08~0.30%とすることが必要であり、0.10~0.20%とすることが好ましい。同様に、Snの含有量は当該鋳鉄中0.020~0.040%とすることが必要であり、0.025~0.035%とすることが好ましい。
Alは、脱酸剤として溶湯に添加されるほか、球状化剤や接種剤にもSiとともに必ず含まれている。Alは、脱酸および黒鉛化促進に効果があるが、一方で、球状化阻害元素でもあり、当該鋳鉄中の含有量が0.03%を超えると強度や靭性を低下させる。また、酸化物であるアルミナ(Al2O3)は非常に硬く、球状黒鉛中に介在物として存在するため、ハードスポットなどの内部欠陥の原因となることがある。このような場合には、切削工具の損傷や摩耗の原因となるため、生産性を大きく低下させることとなる。
したがって、当該鋳鉄の組成中のAlの含有量は0.03%以下とする必要があるが、このためには、初期溶解時のAlの含有量をできるだけ低くするだけでなく、球状化剤や接種剤に含まれるAlを低濃度に管理することが好ましい。
したがって、当該鋳鉄の組成中のAlの含有量は0.03%以下とする必要があるが、このためには、初期溶解時のAlの含有量をできるだけ低くするだけでなく、球状化剤や接種剤に含まれるAlを低濃度に管理することが好ましい。
Znは、鉄くず中のメッキ鋼板などの付着成分であるため、不純物として混入する場合がある。この含有量が0.01%を超えると、球状化率が低下し、引張強度および延性の低下やピンホールなどの鋳造欠陥の原因となることが多くなる。このため、Znの含有量は、0.01%以下とすることが必要である。
次に、本発明の製造方法により得られた球状黒鉛鋳鉄を、ブレーキキャリパなどの車両部品に適用する場合について説明する。本発明の製造方法により得られた球状黒鉛鋳鉄は、製品の肉厚や大きさを問わず適用することができるが、以下の説明では、一般的な乗用車または商用車を想定し、3~40mm程度の肉厚の自動車用ブレーキキャリパに適用する場合を例に挙げて説明する。なお、自動車用ブレーキキャリパ部品に要求される強度レベルはその用途に応じて異なるが、本発明は、特にJIS FCD400-FCD500で規定されるキャリパに好適に用いることができる。
まず、上述した注湯接種処理後、得られた溶湯を鋳型(砂型)に鋳込む必要があるが、このときの鋳込温度は1300~1450℃であることが好ましい。なお、フェーディング効果の影響を避けるため、球状化処理から鋳込みまでの時間を15分以下とすることが好ましく、12分以下と速やかに行うことがより好ましい。
鋳込み後、共析変態点以下になるまで十分冷却した後、型ばらしを行う。本発明により得られた自動車用ブレーキキャリパは、湯口や押し湯を除去した後、熱処理などを行わずに、鋳放しで使用することを前提としているが、この場合、寸法精度、組織および硬さなどを一定に保つ観点から、鋳込んでから型ばらしまでの時間を一定とする必要がある。
その後、穴あけや表面切削などの簡単な機械加工を実施する必要があるが、微視組織中の異常組織、特に、チル相の存在はその時の切削性に大きく影響する。また、切削面にアルミナなどの介在物が存在すると、これがハードスポットとなり、切削工具の破損の原因となる。
最終的に得られる本発明の球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材(自動車用ブレーキキャリパ)のマトリックスは、パーライトとフェライトの混合組織である。マトリックス(黒鉛部除去)に占めるパーライト率は、面積率で一般的には20~60%である。また、当該ブレーキキャリパのJIS Z 2241に準拠した引張強度は450MPa以上、JIS Z 2241に準拠した伸びは15%以上、JIS G 5502に準拠した球状化率は85%以上、JIS Z 2280に準拠したヤング率は170GPa以上、及びJIS G 0602に準拠した対数減衰率は1.0×10-3以上であって、前記鋳鉄を含むキャリパの肉厚が6mm以下である薄肉部においても、チル相が存在せず、かつ、内部欠陥が存在しないことを特徴とする。
なお、チル相が存在しないとは、表層付近の組織観察によりチル相の面積率が1%未満のことを意味する。また、内部欠陥が存在しないとは、当該部材の角部などを含む、前記薄肉部の断面部のマクロ検査において、直径または長径が1mm以上の引け巣などの空洞状欠陥や、その他のピンホール、空孔などの孔状欠陥が存在しないという意味である。
なお、チル相が存在しないとは、表層付近の組織観察によりチル相の面積率が1%未満のことを意味する。また、内部欠陥が存在しないとは、当該部材の角部などを含む、前記薄肉部の断面部のマクロ検査において、直径または長径が1mm以上の引け巣などの空洞状欠陥や、その他のピンホール、空孔などの孔状欠陥が存在しないという意味である。
以下、本発明に係る方法により製造した鋳放し球状黒鉛鋳鉄を用いて、自動車用ブレーキキャリパを製造した実施例に基づいて、本発明をさらに詳細に説明する。ただし、本発明は、以下の実施例に限定されることはない。
本実施例の黒鉛化球状鋳鉄(実施例1~15、比較例1~14)は、溶湯の原材料として鋳鉄のリターン材と熱延鋼板材を中心をとした鉄くずを使用した。このときのリターン材と鉄くずの比率は、質量比で概ね1:1であった。この原材料を、高周波溶解炉を用いて溶解した後、添加元素としてC、Si、Mn、S、CuおよびSnを適宜追加して、FCD450相当の成分、すなわち、溶湯の組成を、質量%で、C:3.0~4.5%、Si:2.0~3.0%、Mn:0.2~0.4%、S:0.006~0.020%、Cu:0.08~0.30%、Sn:0.020~0.040%、Al:0.03%以下、及びZn:0.01%以下の範囲で、残部がFeおよび不可避的不純物となるように調整した。その後、出湯温度を1500~1550℃にして取鍋に出湯した。
この際、取鍋の底のポケットに、注湯する溶湯に対して1.3%の種々の組成のFe-Si-Mg-Ca系球状化剤(球状化剤No.1~11及び参考)を載置し、その上部に注湯する溶湯に対して0.45%の市販のFe-Si系カバー材を置き、サンドイッチ法で球状化処理を行い、その後除滓をした。
処理後の溶湯を小型の取鍋に分湯する際に、置き注ぎ法で1次接種処理を行い、その後除滓をした。1次接種剤としては、通常使用されている第一のFe-Si-Ca系合金を使用した。さらに、1次接種処理後の溶湯を砂型に鋳込む直前に、種々の組成の第二のFe-Si-Ca系接種剤(注湯流接種剤No.12~16)を用い自動注入装置による注湯流接種処理を行い、球状黒鉛化鋳鉄(実施例1~15、比較例1~14)を得た。
表1に実施例1~15および比較例1~14の注湯流接種後の球状黒鉛鋳鉄の成分組成と、使用した球状化剤No.および注湯流接種剤No.を示す。また、表2に当該球状化剤No.および注湯流接種剤No.ごとの成分組成と投入量を示す。なお、表1および表2では、構成する組成のうち残部を占めるFe及び不可避的不純物については省略してある。
処理後の溶湯を小型の取鍋に分湯する際に、置き注ぎ法で1次接種処理を行い、その後除滓をした。1次接種剤としては、通常使用されている第一のFe-Si-Ca系合金を使用した。さらに、1次接種処理後の溶湯を砂型に鋳込む直前に、種々の組成の第二のFe-Si-Ca系接種剤(注湯流接種剤No.12~16)を用い自動注入装置による注湯流接種処理を行い、球状黒鉛化鋳鉄(実施例1~15、比較例1~14)を得た。
表1に実施例1~15および比較例1~14の注湯流接種後の球状黒鉛鋳鉄の成分組成と、使用した球状化剤No.および注湯流接種剤No.を示す。また、表2に当該球状化剤No.および注湯流接種剤No.ごとの成分組成と投入量を示す。なお、表1および表2では、構成する組成のうち残部を占めるFe及び不可避的不純物については省略してある。


上記で得られた各球状黒鉛化鋳鉄を、生砂よりなる鋳型に鋳込んだ後、共析変態点以下になるまで十分冷却し、型ばらしを行った。なお、いずれの実施例および比較例においても、球状化処理から鋳込みまでの時間は12分以内とした。その後ショットブラスト処理および湯口、堰、バリ取りなどの、通常行われる仕上げ処理を行い、自動車用ブレーキキャリパを製造した(実施例1~15および、比較例1~14)。
得られた自動車用ブレーキキャリパから引張試験片(全長60mm)を採取し、これを用いて、常温にて引張試験(JIS Z 2241に準拠)を行い、引張強度および伸びを評価するとともに、短冊状試験片を用いた自由振動法により剛性(ヤング率)(JIS Z 2280に準拠)および対数減衰率を測定した(JIS G 0602に準拠)。また、製品各部所から金属組織観察用試験片を採取し、球状化率、その他を測定した(JIS G 5502に準拠)。さらに、チル相の出やすい各薄肉部分からも試験片を採取し、表層付近の組織観察を実施し、チル相の存在の有無を確認した。さらに、製品中に存在する引け巣などの内部欠陥評価のため、外観検査、断面マクロ検査およびPT検査(JIS Z 2343に準拠)などを実施した。なお、チル相については、チル面積率が1%を超える場合に「有り」と評価し、1%未満は「無し」とした。
内部欠陥は、マクロ断面検査で引け巣(空洞状欠陥)は1mmφ以上、その他のピンホール、空孔などの孔状欠陥は長円の長径が1mmφ以上の欠陥が、全く確認されなかった場合は「○」とした。1mmφ以上の欠陥が1個以上見つかった場合であって、最大欠陥が2mmφを超えている場合には「×」とした。なお、1mmφ以上の欠陥が1個以上見つかった場合であって、最大欠陥の大きさが1mmφ以上2mmφ以下の範囲にあった場合は「△」とし、他のより大きな欠陥が確認された場合と区別した。表3にこれらの評価の結果を示す。
内部欠陥は、マクロ断面検査で引け巣(空洞状欠陥)は1mmφ以上、その他のピンホール、空孔などの孔状欠陥は長円の長径が1mmφ以上の欠陥が、全く確認されなかった場合は「○」とした。1mmφ以上の欠陥が1個以上見つかった場合であって、最大欠陥が2mmφを超えている場合には「×」とした。なお、1mmφ以上の欠陥が1個以上見つかった場合であって、最大欠陥の大きさが1mmφ以上2mmφ以下の範囲にあった場合は「△」とし、他のより大きな欠陥が確認された場合と区別した。表3にこれらの評価の結果を示す。

実施例1~9は溶解時の各成分、実施例10~14は球状化条件(球状化剤の成分および投入量)、実施例15は注湯流接種条件(注湯流接種剤の成分および投入量)をそれぞれ本発明の範囲内で変化させた。
比較例1~5は少なくとも1以上の成分が本発明に規定する鋳鉄の組成の範囲外にある場合、比較例6~10は球状化剤の条件、比較例11~13は注湯流接種剤の条件が本発明の範囲外にある場合である。比較例14は、レアアースおよびBa添加無しの球状化剤を使用した場合の例である。
比較例1~5は少なくとも1以上の成分が本発明に規定する鋳鉄の組成の範囲外にある場合、比較例6~10は球状化剤の条件、比較例11~13は注湯流接種剤の条件が本発明の範囲外にある場合である。比較例14は、レアアースおよびBa添加無しの球状化剤を使用した場合の例である。
表3に示すように本発明の条件を満たす実施例1およびZn量を本発明の範囲内で変化させた実施例2は、引張強度、伸び、剛性、対数減衰率のいずれも目標値以上を達成した。また、内部欠陥は、目標値である1mmφよりも大きな欠陥は1つも発見されず、本発明による効果が認められた。
実施例3、4は溶湯中のS量が、実施例5、6はCu量が、実施例7、8はSn量が、実施例9はAl量が、それぞれ本発明の範囲内で変化しているが、引張強度、伸び、剛性、対数減衰率はいずれも目標値以上の値が得られ、薄肉部にもチル相はなく、さらに1mmφ以上の内部欠陥の発生もなく、キャリパー部品として優れた特性を示した。
実施例10~14は球状化剤中のBa、Mg、Al量や投入量を変化させているが、いずれも1mmφ以上の内部欠陥の発生はなく、その他の特性も目標値を十分達成していることが確認された。
また、実施例15は、注湯流接種剤のCa量と投入量が変化しているが、1mmφ以上の内部欠陥が存在しないとともに、引張強度、球状化率、チル化傾向のいずれも良好であり、キャリパ部品として問題がないことが確認された。
なお、実施例1~15では、球状化剤中のMg、AlおよびCa量を的確に調整したことにより、Baを添加したにもかかわらず、スラグ発生が十分に抑制され、従来の製造方法と比較して、スラグの発生量は同等程度であった。
実施例3、4は溶湯中のS量が、実施例5、6はCu量が、実施例7、8はSn量が、実施例9はAl量が、それぞれ本発明の範囲内で変化しているが、引張強度、伸び、剛性、対数減衰率はいずれも目標値以上の値が得られ、薄肉部にもチル相はなく、さらに1mmφ以上の内部欠陥の発生もなく、キャリパー部品として優れた特性を示した。
実施例10~14は球状化剤中のBa、Mg、Al量や投入量を変化させているが、いずれも1mmφ以上の内部欠陥の発生はなく、その他の特性も目標値を十分達成していることが確認された。
また、実施例15は、注湯流接種剤のCa量と投入量が変化しているが、1mmφ以上の内部欠陥が存在しないとともに、引張強度、球状化率、チル化傾向のいずれも良好であり、キャリパ部品として問題がないことが確認された。
なお、実施例1~15では、球状化剤中のMg、AlおよびCa量を的確に調整したことにより、Baを添加したにもかかわらず、スラグ発生が十分に抑制され、従来の製造方法と比較して、スラグの発生量は同等程度であった。
一方、比較例1~5は、溶湯成分の少なくとも1つ以上が本発明の範囲外になっているが、いずれも内部欠陥の発生や、引張強度などの特性が目標値に達していないことが確認された。
比較例1は、溶湯中のS量が少なすぎたため、チル相が発生し、球状化率や伸びが不足した。比較例2は、溶湯に添加したCu量が多すぎたため、球状化率や引張強度が大幅に低下した。比較例3は、溶湯中のS量およびZn量が多すぎたため、内部欠陥、チル相が発生し、引張強度や球状化率も低下した。比較例4は、強度向上のために添加するCu量が少なすぎたため、引張強度が大幅に低下した。比較例5は、Al量が多すぎたため内部欠陥が発生し、球状化率が低下し、引張強度やヤング率も低下した。
比較例1は、溶湯中のS量が少なすぎたため、チル相が発生し、球状化率や伸びが不足した。比較例2は、溶湯に添加したCu量が多すぎたため、球状化率や引張強度が大幅に低下した。比較例3は、溶湯中のS量およびZn量が多すぎたため、内部欠陥、チル相が発生し、引張強度や球状化率も低下した。比較例4は、強度向上のために添加するCu量が少なすぎたため、引張強度が大幅に低下した。比較例5は、Al量が多すぎたため内部欠陥が発生し、球状化率が低下し、引張強度やヤング率も低下した。
比較例6と10は、球状化剤のBa量が本発明の範囲外になっている。比較例6は、球状化剤中のBa量が少なすぎたため、黒鉛化が進まず凝固時の収縮量が増大し、僅かながらではあるが、最大で1~2mmφ程度の大きさの引け巣などの内部欠陥が発生しており、これに起因して伸びやヤング率が低下した。比較例10は、球状化剤中のBa量が多すぎたため、同様に、僅かながらではあるが、最大で1~2mmφ程度の大きさの内部欠陥が発生しており、これに起因して引張強度や伸びが低下した。
比較例7は、球状化剤の投入量が多すぎたため、内部欠陥やチル相が発生し、伸びやヤング率も低下した。
比較例8、9は、球状化剤中のCa量、Mg量またはAl量の少なくとも1つ以上が本発明の範囲外になっている例である。どちらも、Ba添加によるスラグ生成量の増加を抑制することができなかったため、内部欠陥が発生したばかりでなく、チル化傾向が増大し、伸びも低下した。
比較例11~13は、注湯流接種剤のCa量またはその投入量が本発明の範囲外の例である。比較例11は、注湯流接種剤中のCa量が多すぎたため、内部欠陥およびチル相が生成し、引張伸びや減衰率も低下した。比較例12は、注湯流接種剤の投入量が少なすぎたため、内部欠陥やチル相が発生し、球状化率や引張伸びが低下した。比較例13は、注湯流接種量が多すぎたため、内部欠陥が発生し、強度やヤング率が目標値に達しなかった。
比較例14は、溶解成分や接種条件は本発明の範囲内に調整されているが、球状化剤にBaが添加されていない例である。このため、内部欠陥に関しては、2mmφ以上のものは確認されないが、1mmφ以上、2mmφ未満の内部欠陥は数カ所で発生していることが確認された。なお、内部欠陥以外の特性は、ほぼ目標値に達した。
以上のように、本発明で規定する条件を満たさない場合、いずれかの特性が目標値に達しなかった。
本発明を詳細に、また特定の実施態様を参照して説明したが、本発明の精神と範囲を逸脱することなく様々な変更や修正を加えることができることは、当業者にとって明らかである。
本出願は2011年12月22日出願の日本国特許出願(特願2011-282407)に基づくものであり、その内容はここに参照として取り込まれる。
本出願は2011年12月22日出願の日本国特許出願(特願2011-282407)に基づくものであり、その内容はここに参照として取り込まれる。
Claims (2)
- 実質的に希土類元素を含有しない球状黒鉛鋳鉄の製造方法であって、
(a)質量%でMg:3.0~6.0%、Ca:1.0~2.0%、Ba:0.5~3.5%、及びAl:0.3%以下含有し、かつ実質的に希土類元素を含有しないFe-Si-Mg-Ca系合金の球状化剤を、溶湯に対して、質量%で0.8~2.0%投入し、取鍋にて溶湯の球状化処理を行う工程、
(b)前記工程(a)と同時又は前記工程(a)の後に、第一のFe-Si-Ca系接種剤又はCa-Si系接種剤を用いて接種処理を行う工程、及び、
(c)前記工程(b)の後、溶湯を鋳型に鋳込む前に、質量%でSi:45~75%、及びCa:1.0~3.0%含有する第二のFe-Si-Ca系接種剤を、前記球状化処理を行う前の溶湯に対して、質量%で0.2~0.4%投入して注湯流接種処理を行う工程、
を含み、得られる球状黒鉛鋳鉄の組成が質量%で、C:3.0~4.5%、Si:3.0~4.0%、Mn:0.2~0.4%、S:0.006~0.020%、Cu:0.08~0.30%、Sn:0.020~0.040%、Mg:0.015~0.050%、Al:0.03%以下、Zn:0.01%以下、並びに残部がFeおよび不可避不純物である、球状黒鉛鋳鉄の製造方法。 - 請求項1に記載の製造方法によって得られた球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材であって、
球状黒鉛化率が85%以上、引張強度が450MPa以上、伸びが15%以上、ヤング率が170GPa以上、対数減衰率が1.0×10-3以上、および、前記球状黒鉛鋳鉄を含む球状黒鉛鋳鉄部材の肉厚が6mm以下である薄肉部におけるチル面積率が1%以下であり、
前記薄肉部の断面におけるマクロ検査において、直径または長径が1mm以上の引け巣、ピンホール、および空孔が存在しない、球状黒鉛鋳鉄部材。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP12860324.8A EP2796568B1 (en) | 2011-12-22 | 2012-12-19 | Process for producing spheroidal-graphite cast iron, and spheroidal-graphite cast iron member obtained from said spheroidal-graphite cast iron |
| CN201280064121.1A CN104066854B (zh) | 2011-12-22 | 2012-12-19 | 生产球墨铸铁的方法和由该球墨铸铁获得的球墨铸铁构件 |
| US14/364,453 US9512498B2 (en) | 2011-12-22 | 2012-12-19 | Process for producing spheroidal-graphite cast iron, and spheroidal-graphite cast iron member obtained from said spheroidal-graphite cast iron |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011282407A JP5839465B2 (ja) | 2011-12-22 | 2011-12-22 | 球状黒鉛鋳鉄の製造方法および球状黒鉛鋳鉄部材の製造方法 |
| JP2011-282407 | 2011-12-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013094652A1 true WO2013094652A1 (ja) | 2013-06-27 |
Family
ID=48668536
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/082962 WO2013094652A1 (ja) | 2011-12-22 | 2012-12-19 | 球状黒鉛鋳鉄の製造方法および該球状黒鉛鋳鉄を用いた球状黒鉛鋳鉄部材 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9512498B2 (ja) |
| EP (1) | EP2796568B1 (ja) |
| JP (1) | JP5839465B2 (ja) |
| CN (1) | CN104066854B (ja) |
| WO (1) | WO2013094652A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104128564A (zh) * | 2014-08-20 | 2014-11-05 | 侯马市晋烽机械铸造有限公司 | 一种铁型覆砂铸造球墨铸铁铰耳的铸造工艺 |
| CN113523205A (zh) * | 2021-07-06 | 2021-10-22 | 武汉武重铸锻有限公司 | 一种新型球化孕育处理方法 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5839461B2 (ja) * | 2011-10-07 | 2016-01-06 | 曙ブレーキ工業株式会社 | 球状黒鉛鋳鉄の製造方法、および、球状黒鉛鋳鉄を用いた車両用部品の製造方法 |
| KR101708583B1 (ko) * | 2013-09-06 | 2017-02-20 | 도시바 기카이 가부시키가이샤 | 구상 흑연 주철의 용탕의 구상화 처리 방법 |
| CN104087820B (zh) * | 2014-07-28 | 2016-07-06 | 于佩 | 高强度球墨铸铁电杆及其制备工艺 |
| US9938611B2 (en) | 2014-07-28 | 2018-04-10 | Pei Yu | High strength nodular cast iron pole and preparation technology thereof |
| CN105316564B (zh) * | 2015-06-08 | 2017-05-17 | 天津达祥精密工业有限公司 | 采用喂丝球化处理的高镍奥氏体球墨铸铁生产工艺 |
| CN106244904A (zh) * | 2016-07-14 | 2016-12-21 | 安徽樵森电气科技股份有限公司 | 一种耐腐蚀延长环 |
| CN106319338B (zh) * | 2016-08-31 | 2018-03-20 | 西安理工大学 | 一种自润滑滚动轴承及其制备方法 |
| CN106756574A (zh) * | 2016-12-05 | 2017-05-31 | 佛山新瑞科创金属材料有限公司 | 一种用于Fe‑Mn高阻尼合金提高其耐腐蚀性能的添加剂及其使用方法 |
| CN108950370A (zh) * | 2018-07-26 | 2018-12-07 | 含山县兴达球墨铸铁厂 | 一种耐磨耐低温的球墨铸铁 |
| CN111621689A (zh) * | 2020-04-16 | 2020-09-04 | 江苏力源金河铸造有限公司 | 一种消除球墨铸铁反白口现象的熔炼工艺方法 |
| CN111607678B (zh) * | 2020-07-01 | 2022-03-25 | 广西玉柴机器配件制造有限公司 | 球墨铸铁石墨形态改善的生产方法 |
| CN114054683B (zh) * | 2021-11-30 | 2023-06-02 | 山西汤荣机械制造股份有限公司 | 高强度耐磨灰铸铁制动鼓制备方法 |
| CN114182055A (zh) * | 2021-12-13 | 2022-03-15 | 东港市辽成机械有限公司 | 球墨铸铁件的生产方法及采用该方法制得的球墨铸铁件 |
| CN114438273B (zh) * | 2022-01-25 | 2024-03-08 | 苏州中央可锻有限公司 | 球化孕育复合剂及其制备方法和应用以及球墨铸铁的制备工艺 |
| CN114592152B (zh) * | 2022-03-14 | 2022-11-25 | 常熟市精工模具制造有限公司 | 珠光体球墨铸铁的制备方法及采用该方法制备的球墨铸铁 |
| CN115041634B (zh) * | 2022-03-27 | 2023-07-18 | 宁波拓铁机械有限公司 | 风电行星架铸件的铸造方法 |
| CN115094182A (zh) * | 2022-06-07 | 2022-09-23 | 聊城新泺机械有限公司 | 无缩孔缩松倾向球墨铸铁铁水的熔炼技术与应用 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5943844A (ja) * | 1982-09-06 | 1984-03-12 | Mazda Motor Corp | 車両用デイフアレンシヤル部材 |
| JPS61223116A (ja) * | 1985-03-29 | 1986-10-03 | Toshiba Corp | 接種剤およびその製造方法 |
| JPH06279917A (ja) | 1993-03-26 | 1994-10-04 | Hitachi Metals Ltd | 球状黒鉛鋳鉄用接種剤 |
| JPH08188812A (ja) * | 1995-01-10 | 1996-07-23 | Japan Trading Service:Kk | 高強度ダクタイル鋳鉄の製造方法 |
| JPH08333650A (ja) * | 1994-10-26 | 1996-12-17 | Hitachi Metals Ltd | 薄肉球状黒鉛鋳鉄及びこれを用いた自動車用部品並びに薄肉球状黒鉛鋳鉄の製造方法 |
| JPH09125125A (ja) | 1995-10-27 | 1997-05-13 | Ube Ind Ltd | 球状黒鉛鋳鉄のチャンキィ黒鉛晶出防止方法 |
| JPH10237528A (ja) | 1997-02-25 | 1998-09-08 | Aisin Takaoka Ltd | 球状黒鉛鋳鉄用球状化処理剤及び球状化処理方法 |
| JPH10317093A (ja) | 1997-05-19 | 1998-12-02 | Toyota Motor Corp | 高剛性球状黒鉛鋳鉄及びその製造方法 |
| JP2000303113A (ja) | 1999-04-16 | 2000-10-31 | Osaka Special Alloy Co Ltd | 鋳鉄製造用黒鉛球状化合金 |
| JP2004339577A (ja) | 2003-05-16 | 2004-12-02 | Kimura Chuzosho:Kk | 鋳鉄用接種剤 |
| JP2007182620A (ja) | 2005-12-07 | 2007-07-19 | Asahi Tec Corp | 黒鉛球状化剤 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61223166A (ja) | 1985-03-29 | 1986-10-03 | Sumitomo Metal Ind Ltd | 耐硫化物応力腐食割れ性に優れた高強度鋼 |
| NL1014394C2 (nl) * | 2000-02-16 | 2001-08-20 | Corus Technology B V | Werkwijze voor het vervaardigen van nodulair gietijzer, en gietstuk vervaardigd met deze werkwijze. |
| CN101775532B (zh) * | 2009-12-29 | 2012-11-28 | 江苏一汽铸造股份有限公司 | 一种无稀土铁素体球铁及其制备方法 |
| ES2362241B1 (es) | 2010-12-27 | 2012-07-02 | Frenos Iruña, S.A.L. | Procedimiento de fabricación de piezas de fundición esferoidal. |
-
2011
- 2011-12-22 JP JP2011282407A patent/JP5839465B2/ja active Active
-
2012
- 2012-12-19 EP EP12860324.8A patent/EP2796568B1/en active Active
- 2012-12-19 CN CN201280064121.1A patent/CN104066854B/zh active Active
- 2012-12-19 US US14/364,453 patent/US9512498B2/en active Active
- 2012-12-19 WO PCT/JP2012/082962 patent/WO2013094652A1/ja active Application Filing
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5943844A (ja) * | 1982-09-06 | 1984-03-12 | Mazda Motor Corp | 車両用デイフアレンシヤル部材 |
| JPS61223116A (ja) * | 1985-03-29 | 1986-10-03 | Toshiba Corp | 接種剤およびその製造方法 |
| JPH06279917A (ja) | 1993-03-26 | 1994-10-04 | Hitachi Metals Ltd | 球状黒鉛鋳鉄用接種剤 |
| JPH08333650A (ja) * | 1994-10-26 | 1996-12-17 | Hitachi Metals Ltd | 薄肉球状黒鉛鋳鉄及びこれを用いた自動車用部品並びに薄肉球状黒鉛鋳鉄の製造方法 |
| JPH08188812A (ja) * | 1995-01-10 | 1996-07-23 | Japan Trading Service:Kk | 高強度ダクタイル鋳鉄の製造方法 |
| JPH09125125A (ja) | 1995-10-27 | 1997-05-13 | Ube Ind Ltd | 球状黒鉛鋳鉄のチャンキィ黒鉛晶出防止方法 |
| JPH10237528A (ja) | 1997-02-25 | 1998-09-08 | Aisin Takaoka Ltd | 球状黒鉛鋳鉄用球状化処理剤及び球状化処理方法 |
| JPH10317093A (ja) | 1997-05-19 | 1998-12-02 | Toyota Motor Corp | 高剛性球状黒鉛鋳鉄及びその製造方法 |
| JP2000303113A (ja) | 1999-04-16 | 2000-10-31 | Osaka Special Alloy Co Ltd | 鋳鉄製造用黒鉛球状化合金 |
| JP2004339577A (ja) | 2003-05-16 | 2004-12-02 | Kimura Chuzosho:Kk | 鋳鉄用接種剤 |
| JP2007182620A (ja) | 2005-12-07 | 2007-07-19 | Asahi Tec Corp | 黒鉛球状化剤 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2796568A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104128564A (zh) * | 2014-08-20 | 2014-11-05 | 侯马市晋烽机械铸造有限公司 | 一种铁型覆砂铸造球墨铸铁铰耳的铸造工艺 |
| CN113523205A (zh) * | 2021-07-06 | 2021-10-22 | 武汉武重铸锻有限公司 | 一种新型球化孕育处理方法 |
| CN113523205B (zh) * | 2021-07-06 | 2023-10-13 | 武汉武重铸锻有限公司 | 一种球化孕育处理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2796568A1 (en) | 2014-10-29 |
| EP2796568B1 (en) | 2019-04-03 |
| US9512498B2 (en) | 2016-12-06 |
| CN104066854A (zh) | 2014-09-24 |
| US20140348694A1 (en) | 2014-11-27 |
| CN104066854B (zh) | 2016-02-24 |
| EP2796568A4 (en) | 2015-11-18 |
| JP2013133474A (ja) | 2013-07-08 |
| JP5839465B2 (ja) | 2016-01-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2013094652A1 (ja) | 球状黒鉛鋳鉄の製造方法および該球状黒鉛鋳鉄を用いた球状黒鉛鋳鉄部材 | |
| JP5839461B2 (ja) | 球状黒鉛鋳鉄の製造方法、および、球状黒鉛鋳鉄を用いた車両用部品の製造方法 | |
| JP5812832B2 (ja) | 薄肉球状黒鉛鋳鉄部材およびその製造方法、並びに、車両用部品 | |
| WO2014208240A1 (ja) | 球状黒鉛鋳鉄 | |
| JP5158272B2 (ja) | 伸びフランジ性と曲げ加工性に優れた高強度鋼板およびその溶鋼の溶製方法 | |
| US20080149298A1 (en) | Low carbon steel sheet and low carbon steel slab and process for producing same | |
| EP1882754A1 (en) | Aluminium alloy | |
| JP2009108409A (ja) | 靭性に優れた鋳造用Al−Mg系アルミニウム合金及びそれからなる鋳造部材 | |
| JP2002146473A (ja) | 切屑処理性および機械的特性に優れた機械構造用鋼 | |
| JP7443502B2 (ja) | 合金構造用鋼及びその製造方法 | |
| WO2010029564A1 (en) | Nodulizer for the production of spheroidal graphite iron | |
| JP3964675B2 (ja) | 非オーステンパー処理球状黒鉛鋳鉄 | |
| JP5282547B2 (ja) | 耐摩耗性に優れた高強度厚肉球状黒鉛鋳鉄品 | |
| JP5282546B2 (ja) | 耐摩耗性に優れた高強度厚肉球状黒鉛鋳鉄品 | |
| JP4565301B2 (ja) | 高強度球状黒鉛鋳鉄及びその製造方法 | |
| JP4963444B2 (ja) | 球状黒鉛鋳鉄部材 | |
| CN117385268B (zh) | 一种铸态球墨铸铁及其制备方法 | |
| RU2312161C2 (ru) | Полуфабрикат литейного чугуна и способ его получения | |
| JP2006152444A (ja) | 含Ti極低炭素鋼の溶製方法 | |
| JP3629955B2 (ja) | 変形能に優れる高張力鋼板 | |
| JP2003013132A (ja) | 高清浄度鋼の製造方法 | |
| JP2002194479A (ja) | 球状黒鉛鋳鉄 | |
| JPS6411386B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201280064121.1 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12860324 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14364453 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |