WO2012161275A1 - 造粒体の製造方法、溶融ガラスの製造方法、ならびにガラス物品の製造方法 - Google Patents
造粒体の製造方法、溶融ガラスの製造方法、ならびにガラス物品の製造方法 Download PDFInfo
- Publication number
- WO2012161275A1 WO2012161275A1 PCT/JP2012/063367 JP2012063367W WO2012161275A1 WO 2012161275 A1 WO2012161275 A1 WO 2012161275A1 JP 2012063367 W JP2012063367 W JP 2012063367W WO 2012161275 A1 WO2012161275 A1 WO 2012161275A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- glass
- water
- raw material
- mass
- producing
- Prior art date
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B1/00—Preparing the batches
- C03B1/02—Compacting the glass batches, e.g. pelletising
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B19/00—Other methods of shaping glass
- C03B19/10—Forming beads
- C03B19/1005—Forming solid beads
- C03B19/102—Forming solid beads by blowing a gas onto a stream of molten glass or onto particulate materials, e.g. pulverising
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C1/00—Ingredients generally applicable to manufacture of glasses, glazes, or vitreous enamels
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/089—Glass compositions containing silica with 40% to 90% silica, by weight containing boron
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C3/00—Glass compositions
- C03C3/04—Glass compositions containing silica
- C03C3/076—Glass compositions containing silica with 40% to 90% silica, by weight
- C03C3/089—Glass compositions containing silica with 40% to 90% silica, by weight containing boron
- C03C3/091—Glass compositions containing silica with 40% to 90% silica, by weight containing boron containing aluminium
Definitions
- the present invention relates to a method for producing a granulated material used as a raw material for alkali-free glass, a method for producing molten glass using the granulated material obtained by the production method, and a glass article using the method for producing molten glass. It relates to a method of manufacturing.
- non-alkali glass substantially free of alkali metal oxide is used for various display glass substrates and the like.
- alkali-free glass having various compositions such as glass having a lower content of B 2 O 3 than conventional ones has been used due to diversified characteristics required for alkali-free glass. Yes.
- Such alkali-free glass is not used because it uses a large amount of a high melting point silica raw material and does not use an alkali component that has the effect of accelerating the melting of the silica raw material.
- the molten raw material tends to remain, and the uniformity of the glass composition tends to decrease.
- it is considered effective to atomize the raw material powder In order not to leave unmelted raw material inside the glass substrate, it is considered effective to atomize the raw material powder.
- the raw material powder is scattered to cause problems such as unstable glass composition and waste of raw material.
- Patent Documents 1 and 2 describe a method of granulating and using raw material powder in the production of alkali-free glass.
- Specific impacts include impacts between the granulated bodies and friction received by the granulated body during transportation; impacts when the granulated body collides with the wall surface of the pipe, storage tank, etc .; An impact caused by friction with a wall surface of a hopper or the like can be exemplified.
- the granulated material when producing a glass article using an air melting furnace that melts the granulated material in a gas phase atmosphere, the granulated material is conveyed to a burner by air or the like in the air melting furnace, and the granulated material is heated by a flame. The body is melted in the air and vitrified. For this reason, if the size of the granulated body is too large, the vitrification rate is lowered, so that it is necessary to be somewhat small (for example, the average particle diameter (D50) is about 50 to 700 ⁇ m).
- a spray drying method is suitable as a granulation method for obtaining a granulated body having such a small particle size.
- the present invention has been made in view of the above circumstances, and is a method for producing a granulated body that is excellent in strength and hardly generates fine powder, and a method for producing a molten glass and a glass article using the granulated body obtained by the production method. It aims at providing the manufacturing method of.
- the method for producing a granulated body of the present invention is a method for producing a granulated body of a glass raw material mixture used for the production of alkali-free glass, Preparing a raw material slurry containing a glass raw material mixture and water; Having a step of producing a granulated body by spray drying the raw slurry,
- the glass raw material mixture includes at least silica sand, boric acid, a magnesium source and an alkaline earth metal source; At least part of the magnesium source is a water-soluble magnesium salt, and at least part of the alkaline earth metal source is a water-soluble alkaline earth metal source;
- the sum of the molar amount of MgO equivalent of the water-soluble magnesium source and the oxide equivalent molar amount of the water-soluble alkaline earth metal source in the glass raw material mixture is 1, the molar equivalent of MgO of the water-soluble magnesium source
- the relative value of the quantity is 0.05 or more, When the molar amount of boric
- the pH of the raw slurry is preferably 5.5 or higher.
- D50 representing the volume cumulative median diameter is preferably 50 to 700 ⁇ m.
- the water-soluble magnesium salt is preferably magnesium sulfate and / or magnesium chloride.
- the total of the SO 3 equivalent content of magnesium sulfate and the Cl equivalent content of magnesium chloride in the glass raw material is preferably 0.05 to 5% by mass.
- the alkali-free glass is preferably borosilicate glass having the following composition in terms of oxide.
- SiO 2 40 to 85% by mass, Al 2 O 3 : 0 to 22% by mass, B 2 O 3 : 3 to 20% by mass, MgO: 0.04 to 8% by mass, CaO: 0 to 14.5% by mass, SrO: 0 to 24% by mass, BaO: 0 to 30% by mass, R 2 O (R represents an alkali metal): 0.1% by mass or less, However, the total amount of CaO, SrO and BaO is 5% by mass or more.
- the raw slurry preferably further contains a dispersant.
- the present invention also provides a method for producing molten glass, wherein the granulated body is heated to obtain molten glass.
- a method for producing molten glass a method in which at least a part of the granulated body is melted in a gas phase atmosphere to form molten glass particles, and the molten glass particles are accumulated to form molten glass is preferable.
- the present invention further provides a method for producing a glass article, wherein the molten glass obtained by the method for producing molten glass is molded and gradually cooled.
- a granulated body which is excellent in strength and hardly generates fine powder can be obtained.
- the granulated body of the present invention it is possible to prevent scattering of the raw material powder in the production of molten glass or the production of glass articles.
- a fine glass raw material that easily scatters can be used, segregation can be made difficult to occur by using the fine powder raw material as a raw material that is relatively difficult to melt such as silica sand to increase the melting rate.
- the strength of the granulated body is good, the generation of fine powder is suppressed, and a molten glass or glass article having good composition uniformity and homogeneity can be obtained.
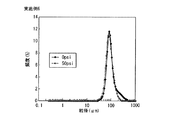
- Example 3 is a graph showing measurement results of particle size distribution according to Example 1.
- 0 psi is the particle size distribution when no compressed air is blown, and 50 psi is the particle size distribution when compressed air is blown (the same applies hereinafter).
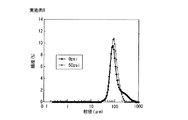
- 6 is a graph showing measurement results of particle size distribution according to Example 2.
- 6 is a graph showing measurement results of particle size distribution according to Example 3.
- 6 is a graph showing measurement results of particle size distribution according to Example 4.
- 6 is a graph showing the measurement result of particle size distribution according to Example 5.
- 10 is a graph showing measurement results of particle size distribution according to Example 6.
- 10 is a graph showing measurement results of particle size distribution according to Example 7.
- 10 is a graph showing measurement results of particle size distribution according to Example 8.
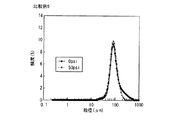
- 6 is a graph showing measurement results of particle size distribution according to Comparative Example 1.
- 6 is a graph showing the measurement result of particle size distribution according to Comparative Example 2.
- 10 is a graph showing the measurement result of particle size distribution according to Comparative Example 3.
- 10 is a graph showing the measurement result of particle size distribution according to Comparative Example 4.
- 10 is a graph showing the measurement result of particle size distribution according to Comparative Example 5.
- “D50” representing the average particle diameter of the particles is a median diameter of 50% cumulative volume in a particle size distribution curve measured using a laser diffraction scattering method.
- “D90” represents the particle size of 90% of the cumulative volume from the small particle size side in the particle size distribution curve.
- the particle size distribution curve of the granulated body is measured using a dry laser diffraction scattering method, and the particle size distribution curve of the raw material powder used for the production of the granulated body is measured using a wet laser diffraction scattering method.
- the components in the glass are represented by oxides such as B 2 O 3 , SiO 2 , Al 2 O 3 , MgO, CaO, SrO, BaO, Na 2 O, and the content of each component is in terms of oxide Expressed in mass ratio (mass%).
- the alkaline earth metal refers to three elements of calcium (Ca), strontium (Sr), and barium (Ba).
- the granulated body of the present invention (sometimes referred to simply as “granulated body” in the present specification) is used as a raw material for alkali-free glass (hereinafter sometimes simply referred to as glass). That is, an alkali-free glass is obtained by heating and melting the granulated body of the present invention to cause a vitrification reaction.
- the granulated body of the present invention is basically a granulated body containing all of the alkali-free glass raw material.
- an alkali-free glass having a predetermined glass composition can be obtained from a single granulated body.
- the alkali-free glass is a glass that does not substantially contain an alkali metal oxide.
- the proportion of the alkali metal oxide in the glass composition is preferably 0.1% by mass or less, and particularly preferably 0.02% by mass or less.
- the alkali-free glass in the present invention is an oxide glass, and is a borosilicate glass containing silicon oxide as a main component and containing a boron component.
- the preferred composition of the alkali-free glass in the present invention is SiO 2 : 40 to 85% by mass, Al 2 O 3 : 0 to 22% by mass, B 2 O 3 : 3 to 20% by mass, MgO: 0.04 to 8% by mass.
- the amount of alkaline earth metal oxide (total amount of CaO, SrO, and BaO) is 5% by mass or more.
- composition of the alkali-free glass is SiO 2 : 45 to 65% by mass, Al 2 O 3 : 0 to 20% by mass, B 2 O 3 : 7 to 16% by mass, MgO: 1 to 6% by mass, CaO : 0-7 mass%, SrO: 0-11 mass%, BaO: 0-15 mass%, R 2 O (R represents an alkali metal): 0.1 mass% or less, alkaline earth metal oxidation
- the amount (total amount of CaO, SrO, and BaO) is 10% by mass or more.
- metal oxides other than the above for example, tin oxide and the like
- non-metal oxides for example, sulfur oxide and the like
- halogen and the like may be contained in a small amount.
- metal oxides other than the above for example, tin oxide and the like
- non-metal oxides for example, sulfur oxide and the like
- halogen and the like may be contained in a small amount.
- it may contain Fe 2 O 3 as a coloring component.
- the glass raw material mixture used for the production of the granulated product is composed of the above oxides or compounds that can be converted into the above oxides by thermal decomposition or the like (the following silicon source, aluminum source, boron source, magnesium source, alkaline earth) Metal sources).
- Each compound constituting the glass raw material mixture is usually used in a powder form.
- the water-soluble compound may be used in a state of being dissolved in water in advance.
- the silicon source is a compound that can be a SiO 2 component in the glass manufacturing process.
- at least silica sand is used as the silicon source. It is preferred that all of the silicon source is silica sand. Since the granulated body of the present invention has good strength, it is possible to use small-diameter silica sand that has been difficult to use as a glass raw material. The smaller the silica sand particle size in the granulated body, the easier it is to improve the uniformity of the composition in the molten glass or glass article. Silica sand may be used by mixing two or more kinds having different average particle diameters.
- silica sand having a small particle diameter For the silica sand having a small particle diameter, silica sand having a small average particle diameter may be purchased, or a silica sand having a small average particle diameter may be obtained by pulverization with a mill or the like.
- the aluminum source is a compound that can become an Al 2 O 3 component during the glass manufacturing process.
- Aluminum oxide, aluminum hydroxide and the like are preferably used. These may be used alone or in combination of two or more.
- Aluminum oxide, together with silica sand, is a relatively difficult material to dissolve because of its high melting point among ordinary glass materials.
- the boron source is a compound that can be a B 2 O 3 component in the glass manufacturing process.
- at least boric acid is used as the boron source.
- boric acid has a function as a binder (binder) and contributes to improving the strength of the granulated body. Boric acid dissolved in the slurry is sent to the surface from the inside of the granulated body by removing water in the spray drying process of the slurry, precipitated on the surface of the granulated body, and solidified by drying. It is thought to function as a binder.
- boric acid examples include orthoboric acid (H 3 BO 3 ), metaboric acid (HBO 2 ), and tetraboric acid (H 2 B 4 O 7 ). Of these, orthoboric acid is preferred because it is inexpensive and easily available. These may be used alone or in combination of two or more. Further, boric acid and a boron source other than boric acid may be used in combination. Examples of boron sources other than boric acid include boric oxide (B 2 O 3 ) and colemanite. The total amount of boron source in the glass raw material mixture depends on the glass composition to be obtained. When the total amount of boron sources is 100% by mass, the proportion of boric acid is preferably 60% by mass or more, more preferably 80% by mass or more, and most preferably 100% by mass.
- the magnesium source is a compound that can become an MgO component during the glass production process.
- compounds that can become MgO components during the glass production process are included in the magnesium source.
- One magnesium source may be used, or two or more magnesium sources may be used in combination.
- a water-soluble magnesium salt is used as at least a part of the magnesium source. “Water-soluble” in the present invention means that it is clearly dissolved in neutral water at room temperature, not in the order of several mg. Specifically, it means that 10 g or more is dissolved in 100 mL of 20 ° C. water (pH 7).
- Examples of the water-soluble magnesium salt include magnesium chloride (MgCl 2 ), magnesium sulfate (MgSO 4 ), and magnesium nitrate (Mg (NO 3 ) 2 ). These may be hydrates. According to the knowledge of the present inventors, any of magnesium chloride (MgCl 2 ), magnesium sulfate (MgSO 4 ), or magnesium nitrate (Mg (NO 3 ) 2 ) is a slightly water-soluble salt in an aqueous boric acid solution. Do not form. Of these, magnesium chloride and magnesium sulfate are also fining agents, and are preferable in that the content of the water-soluble magnesium salt can be increased without changing the glass composition.
- magnesium chloride and magnesium sulfate are also fining agents, and are preferable in that the content of the water-soluble magnesium salt can be increased without changing the glass composition.
- magnesium chloride or magnesium sulfate may be used, or both may be used in combination.
- Magnesium sulfate is considered to have a clarification action at a relatively low temperature, and magnesium chloride is considered to show a clarification action at a relatively high temperature. For this reason, it is preferable to use both together.
- the content of magnesium sulfate in the glass raw material mixture is preferably 0.05 to 5% by mass, more preferably 0.2 to 2% by mass in terms of SO 3 . Sufficient clarification effect is easily acquired as it is more than the lower limit of the said range.
- a preferable pH of the raw material slurry is easily obtained. That is, if the magnesium sulfate is below the upper limit of the above range, the pH of the raw material slurry tends to be 5.5 or more, and in the case of neutral to alkaline, boric acid and alkaline earth carbonate are difficult to react in the slurry. It is difficult to form a water-soluble salt, boric acid having a binder function is hardly consumed, and sufficient granule strength is easily obtained.
- the content of magnesium chloride in the glass raw material mixture is preferably 0.05 to 5% by mass, more preferably 0.2 to 3% by mass in terms of Cl.
- a sufficient clarification effect can be easily obtained as described above, and when it is at most the upper limit, the preferred pH of the raw material slurry is easily obtained as above.
- Use of magnesium chloride and magnesium sulfate in combination as the water-soluble magnesium salt is preferable in that the strength of the granulated body is easily improved.
- the total content of the water-soluble magnesium salt in the glass raw material mixture is a glass raw material in terms of oxide (MgO) in that the effect of improving the strength of the granule by using the water-soluble magnesium salt can be obtained sufficiently.
- the upper limit is determined by the content of MgO and the amount of fining agent added in the target glass composition.
- the upper limit of the total content of the water-soluble magnesium salt is preferably 5% by mass.
- a water-soluble magnesium salt and a magnesium source that is not water-soluble may be used in combination.
- a combination of a water-soluble magnesium salt and a non-water-soluble magnesium source it is easy to adjust the pH of the raw slurry to a preferred range.
- magnesium sources that are not water-soluble include magnesium hydroxide (Mg (OH) 2 ), magnesium carbonate (MgCO 3 ), magnesium oxide (MgO), and magnesium fluoride (MgF 2 ).
- Magnesium fluoride is a fining agent.
- Dolomite (ideal chemical composition: CaMg (CO 3 ) 2 ) can also be used as a non-water-soluble magnesium source.
- Dolomite is a source of magnesium and an alkaline earth metal.
- magnesium hydroxide is preferably used because it is easy to obtain a high-purity fine powder raw material. Also, it is preferable to use magnesium hydroxide and dolomite in combination because the strength of the granulated body is easily improved.
- the alkaline earth metal source is a compound that can become CaO, SrO or BaO during the glass manufacturing process.
- the present invention among compounds added as fining agents, those that can become CaO, SrO, or BaO during the glass production process are included in the alkaline earth metal source.
- One alkaline earth metal source may be used, or two or more alkaline earth metal sources may be used in combination.
- alkaline earth metal source examples include carbonates such as calcium carbonate (CaCO 3 ), strontium carbonate (SrCO 3 ), barium carbonate (BaCO 3 ), and dolomite (ideal chemical composition: CaMg (CO 3 ) 2 ); Oxides such as calcium oxide (CaO), strontium oxide (SrO) and barium oxide (BaO); calcium hydroxide (Ca (OH) 2 ), strontium hydroxide (Sr (OH) 2 ), barium hydroxide (Ba ( And hydroxides such as OH) 2 ).
- Specific examples of the compound that is an alkaline earth metal source and also a fining agent component include alkaline earth metal sulfates, chlorides and fluorides.
- chlorides are water-soluble alkaline earth metal sources. Any of the water-soluble alkaline earth metal sources reacts with boric acid in water to form a sparingly water-soluble salt. In the present invention, it is preferable that the amount of the water-soluble alkaline earth metal source that consumes boric acid in the slurry is small. Therefore, a carbonate that is not water-soluble is preferably used.
- Fe 2 O 3 can be contained as a coloring component. If the total iron content converted to Fe 2 O 3 in the glass is 0.001% by mass or more, the glass plate has sufficient blue or green color of transmitted light. If the total iron content converted to Fe 2 O 3 is 5% by mass or less, the visible light transmittance of the glass will be good.
- the total iron content in terms of Fe 2 O 3 is preferably 0.005 to 4% by mass, and more preferably 0.01 to 3% by mass. In the present specification, the total iron content is expressed as the amount of Fe 2 O 3 according to the standard analysis method, but not all iron present in the glass is present as trivalent iron, Divalent iron is also present.
- the granulated material can contain a clarifying agent, a colorant, a melting aid, an opacifier, and the like as auxiliary materials as necessary. These can use a well-known component suitably.
- composition of glass raw material mixture is designed to substantially match the target glass composition ratio in terms of oxide, excluding the boron source.
- the boron source is an amount that is larger by an amount considering the volatile content than the boron oxide content of the target borosilicate glass.
- MgO and alkaline earth metal oxide which are oxides of Group 2 elements of the periodic table, are components that lower the viscosity of the glass, and it is necessary that these are included to some extent in total.
- MgO of the water-soluble magnesium source when the total of the molar amount of MgO equivalent of the water-soluble magnesium source and the oxide equivalent molar amount of the water-soluble alkaline earth metal source in the glass raw material mixture is 1, MgO of the water-soluble magnesium source
- the relative value of the converted molar amount that is, the molar ratio of ⁇ MgO / (MgO + SrO + CaO + BaO) ⁇ in the water-soluble component is 0.05 or more, preferably 0.1 or more, more preferably 0.3 or more, and 0.8 or more. Particularly preferred.
- the upper limit of the molar ratio is, for example, 1 or less, depending on the composition of the glass to be obtained.
- the relative value of the molar amount in terms of oxide of the water-soluble alkaline earth metal source that is, ⁇ (SrO + CaO + BaO in the water-soluble component).
- ) / B 2 O 3 ⁇ is 1.00 or less, preferably 0.5 or less, and more preferably 0.2 or less.
- the lower limit of the molar ratio depends on the composition of the glass to be obtained, but is, for example, 0 (zero) or more, and preferably 0.005 or more.
- the molar ratio of ⁇ MgO / (MgO + SrO + CaO + BaO) ⁇ in the water-soluble component is not less than the lower limit of the above range, and the molar ratio of ⁇ (SrO + CaO + BaO) / B 2 O 3 ⁇ in the water soluble component is the upper limit of the above range.
- a granulated body having excellent strength is obtained when it is below.
- strength of a granulated body improves because the bivalent positive ion (Mg ⁇ 2+> ) of magnesium which exists in a slurry functions as an inorganic binder which draws and connects the powder particles of a glass raw material mixture.
- the silica sand particles hydrated in the slurry are charged with monovalent negative ions by addition of OH ⁇ , the divalent Mg 2+ attracts and combines the two silica sand particles. It is considered that a binding force is generated between the silica sand particles and the strength of the granulated body is improved.
- boric acid present in a dissolved state in the slurry functions as a binder and contributes to the improvement of the strength of the granulated body. Therefore, due to these synergistic effects, the effect of improving the strength of the granulated body is improved. It is thought that it is obtained.
- the larger the ratio value the easier it is to obtain the effect of improving the strength of the granulated body due to the Mg 2+ binder function.
- the smaller the water-soluble alkaline earth metal source that consumes boric acid relative to boric acid that is, the smaller the value of the ⁇ (SrO + CaO + BaO) / B 2 O 3 ⁇ molar ratio, Since the amount of boric acid present in a dissolved state increases, an effect of improving the strength of the granulated body due to the binder function of boric acid is easily obtained.
- the manufacturing method of the granulated body of the present invention is a spray drying method (spray drying method).
- a raw material slurry containing a glass raw material mixture and water is prepared. Specifically, a powdery glass raw material and water are mixed to form a raw material slurry. Alternatively, a powdery glass raw material, a glass raw material previously dissolved or dispersed in water, and water are added and mixed if necessary to prepare a raw material slurry.
- a known method can be used as the mixing method. For example, a ball mill, a homogenizer, a stirrer using a stirring blade, a shaker such as a red devil, or a device such as a planetary ball mill can be used.
- the composition of each particle constituting the granulated body may be nonuniform.
- grains of glass raw material powder are too large, much time and energy are required for vitrification of a granulated body, and there exists a possibility that it may become difficult to use it as a molten glass particle in a gaseous-phase atmosphere.
- the solid content concentration of the raw slurry is preferably 10 to 70% by mass, and more preferably 20 to 60% by mass.
- the obtained granulated body is not reduced with respect to the heat of vaporization that blows water during drying, and it is easy to achieve suitable production efficiency.
- the pH of the raw slurry is preferably 5.5 or more, and a pH adjuster may be included in the raw slurry as necessary.
- the solubility of boric acid depends on the pH of the raw slurry. By setting the pH of the raw material slurry to 5.5 or more, a sufficiently high solubility can be easily obtained.
- the pH is more preferably 7 or more.
- the higher the solubility of boric acid the easier it is to obtain a binder effect due to boric acid. Therefore, a good effect of improving the strength of the granulated body is easily obtained due to a synergistic effect with the binder effect of Mg 2+ described above.
- a pH of 5.5 or higher is also preferable in that a poorly water-soluble salt of the carbonate and boric acid is hardly generated.
- the upper limit of the pH of the raw slurry is not particularly limited, but the higher the pH, the more difficult the pH adjuster that can be used.
- the pH of the raw slurry in the present invention is preferably 11 or less, and more preferably 9 or less.
- a pH adjuster is not specifically limited, It is preferable to determine according to the kind etc. of glass obtained using a granulated body. When producing an alkali-free borosilicate glass, it is difficult to use an alkali metal compound as a pH adjuster. Therefore, it is preferable to use a basic nitrogen compound containing no metal atom. When a highly volatile compound is used as the basic nitrogen compound, the basic nitrogen compound does not remain in the granulated body.
- a basic nitrogen compound having low volatility when used and the basic nitrogen compound remains in the granulated body, the basic nitrogen compound decomposes and disappears when the granulated body melts.
- a basic nitrogen compound used as a pH adjuster ammonia or a water-soluble amine compound is preferable.
- water-soluble amine compound water-soluble alkanolamine, N-alkylalkanolamine and the like are preferable, and specific examples include monoethanolamine, diethanolamine and triethanolamine.
- Urea is an organic compound, but since it decomposes at 133 ° C. or higher, it almost disappears in the air melting furnace, and the smell is not as remarkable as ammonia, so that it can be used preferably.
- an appropriate amount of a dispersant may be contained in order to stably disperse the powdery glass raw material and to stabilize the viscosity of the raw material slurry.
- the dispersant include “Celna D305” (trade name: manufactured by Chukyo Yushi Co., Ltd.) and “A-6114” (trade name: manufactured by Toa Gosei Co., Ltd.), which are 40% by mass aqueous solution of ammonium polycarboxylate. Can be preferably used.
- additives such as a viscosity modifier and a surfactant can be appropriately contained in the raw slurry.
- the total amount of these additives is preferably 3% by mass or less, more preferably 2% by mass or less, based on the raw material slurry.
- These additives are preferably volatilized or decomposed and volatilized before the granulation is melted, and do not affect the glass composition.
- Spray drying is also referred to as spray-dry granulation, and is a method in which raw material slurry is sprayed into particles, and moisture and the like are evaporated (vaporized) from the raw material slurry particles to form particles made of the solid content of the raw material slurry. .
- spray dry granulation method a known or publicly known method can be used.
- the hot air inlet temperature and outlet temperature of the spray drying apparatus are not limited, but the hot air inlet temperature is 200 ° C. or higher and the outlet temperature is 100 ° C. or higher.
- Granulation is preferable because the granulated body can be sufficiently dried. Depending on the scale of the apparatus, the temperature of the hot air may reach 500 ° C.
- the spray dry granulation method is a method for producing a granulated material from a raw material slurry, which is excellent in mass productivity and can control the particle size of the granulated material with high accuracy, and is a mixture of a glass raw material mixture contained in the raw material slurry. This is a method capable of producing a granulated body having a homogeneous glass composition while maintaining a relatively good state.
- the spray dry granulation method is a suitable method for producing a granulated body having a relatively small particle size.
- the average particle size of the granulated body in the present invention is preferably in the range of 50 to 700 ⁇ m, more preferably in the range of 100 to 500 ⁇ m.
- the effects such as reduction of scattering of raw material powder
- the surface area per unit mass becomes small, volatilization of the boric acid from the surface which occurs at the time of melting can be reduced.
- the average particle size of the granulated body exceeds 700 ⁇ m, even if the concentration of the raw material slurry is increased or the nozzle pressure is increased, the spray-dried granulation method forms a granulated body having such a large diameter. It is practically difficult. Moreover, it is preferable that the average particle size of the granulated body is 700 ⁇ m or less because when the molten glass is produced by an air melting method, the vitrification rate can be secured to a certain degree.
- the average particle diameter of the granulated body can be adjusted by the composition of the glass raw material powder, the pH of the slurry, the conditions such as the mixing method and mixing time during slurry preparation, the slurry solid content concentration, the nozzle pressure, and the conditions during spray drying.
- the method for producing molten glass of the present invention is characterized in that the granulated body of the present invention is heated to form molten glass.
- Glass melting may be performed by a normal melting method using a Siemens type glass melting furnace or the like, or may be performed by an air melting method. Any of them can be carried out by a known method.
- the method for producing a granulated body of the present invention is a spray-dry granulation method, which is a suitable method for producing a granulated body having a relatively small particle size as used in an air melting method.
- Air melting method In the air melting method, at least a part of a granulated body is melted in a gas phase atmosphere to form molten glass particles, and the molten glass particles are accumulated to form molten glass. Specifically, the granulated body is first introduced into a high-temperature gas phase atmosphere of an air heating device. A well-known thing can be used for an air heating apparatus. Since the granulated product produced by the present invention is excellent in strength, even when collision occurs between particles or particles and the inner wall of the conveyance path during conveyance or introduction, generation of fine powder can be suppressed. In addition, melting at least a part of the granulated body means melting a part or all of the one granulated body for each granulated body.
- the state in which a part of the granulated body is melted includes, for example, a state in which the surface of the (one) granulated body is melted and the central portion is not sufficiently melted.
- the molten glass particles (one piece) are not melted entirely, and there is a portion that is not sufficiently melted at the center.
- the particles are accumulated and heated in the process of forming a glass melt, so that a homogeneous glass melt can be obtained when subjected to the molding process. .
- molten glass particles particles generated in a gas phase atmosphere including particles that are not sufficiently melted in the gas phase atmosphere.
- the granulated material is melted in a gas phase atmosphere to form molten glass particles, and then the produced molten glass particles are accumulated to obtain a glass melt, and the molten glass taken out from the molten glass particles is subjected to the next molding step.
- molten glass particles falling by their own weight in the gas phase atmosphere or molten glass particles riding on the air flow of the carrier air are received in a heat-resistant container provided in the lower part of the gas phase atmosphere.
- the method of accumulating is mentioned.
- the glass article manufacturing method of the present invention is a manufacturing method in which the molten glass obtained by the molten glass manufacturing method of the present invention is molded and slowly cooled.
- the glass article refers to an article in which glass that is solid at room temperature and has substantially no fluidity is used for a part or all of the glass article, and includes, for example, a glass surface processed. Specifically, first, the molten glass obtained by the method for producing molten glass is formed into a desired shape and then slowly cooled to obtain a glass article. Then, a glass article is obtained by performing post-processing by a known method such as cutting or polishing as necessary.
- Molding can be performed by a known method such as a float method, a down draw method, or a fusion method.
- the float process is a method of forming molten glass into a plate shape on molten tin.
- Slow cooling can also be performed by a known method.
- the use of the granulated product of the present invention can prevent scattering of the raw material powder, and the strength of the granulated product is good, so that the generation of fine powder is suppressed, and the composition It is possible to obtain a molten glass or a glass article having good uniformity.
- the average particle size (D50) and D90 of the solid content in the raw slurry is determined from the particle size distribution measured using a wet laser diffraction / scattering particle size distribution measuring device (Microtrac MT3300: trade name, manufactured by Nikkiso Co., Ltd.). Asked.
- the degree of destruction (disintegration) of the granulated bodies when the granulated bodies collide with each other was evaluated by measuring the change in the particle size distribution of the granulated bodies before and after the collision. More specifically, first, when the compressed particle is not blown onto the granulated material immediately before entering the measurement chamber of the particle size distribution measuring device using the particle size distribution measuring device (Microtrac MT3200) (compressed air pressure 0 psi (0 kPa)). ) And 50 psi (0.35 MPa) compressed air, respectively, the particle size distribution was measured.
- the correlation coefficient representing the degree of coincidence between the particle size distribution at a compression air pressure of 0 psi (0 kPa) and the particle size distribution at a compression air pressure of 50 psi (0.35 MPa) in the range of 0.97 to 996 ⁇ m. was calculated.
- the correlation coefficient between the two obtained particle size distributions was calculated using the CORREL function, which is a built-in function of EXCEL2002SP3 manufactured by Microsoft Corporation.
- the correlation coefficient is 1 when the particle size distribution does not change at all between when the compressed air is not blown and when it is blown.
- the water-soluble magnesium source is MgCl 2 ⁇ 6 hydrate and MgSO 4 ⁇ 7 hydrate
- the water-soluble alkaline earth metal source is SrCl 2 ⁇ 6 hydrate. is there.
- MgO of the water-soluble magnesium source Relative value of converted molar amount (MgO / (MgO + SrO + CaO + BaO) [molar ratio]); oxidation of water-soluble alkaline earth metal source when the B 2 O 3 converted molar amount of boric acid in the glass raw material powder is 1.
- Relative value of molar amount in terms of product ((SrO + CaO + BaO) / B 2 O 3 [molar ratio]); Magnesium chloride content (Cl equivalent) and magnesium sulfate content (SO 3 equivalent) in glass raw material powder;
- Raw material slurry The content of the dispersing agent, the pH of the raw slurry, the solid content concentration of the raw slurry, and D50 and D90 of the solid content of the raw slurry are shown. “-” Indicates that measurement was not performed.
- the target glass composition in any of the examples shown in Tables 1 and 2 is SiO 2 : 59.7% by mass, Al 2 O 3 : 17.4% by mass, B 2 O 3 : 8.0% by mass, MgO: 3.2% by mass, CaO: 4.0% by mass, SrO: 7.6% by mass, And total iron in terms of Fe 2 O 3 : 0.04% by mass.
- Example 1 (Preparation of raw slurry) A ball mill container made of polypropylene (PP) having a capacity of 10 L in which balls having a diameter of about 20 mm mainly composed of alumina were accommodated so as to be about 50% of the volume was used.
- PP polypropylene
- FIG. 1 is a graph showing the measurement results of the particle size distribution. The particle size distribution when compressed air is not sprayed (0 psi) and the particle size distribution when sprayed (50 psi) are shown (the same applies hereinafter).
- Example 2 Comparative Example 1
- the composition of the glass raw material powder was changed as shown in Table 1.
- Glass raw material powder 2.5 kg, ion-exchanged water 3.75 kg, 12.5 g of the same dispersant (D-305) as in Example 1 were added, and pulverized and mixed for 6 hours to obtain a raw material slurry having a solid content concentration of 40% by mass.
- Granules were produced in the same manner as in Example 1, and each item was measured.
- FIG. 2 shows the measurement result of the particle size distribution of Example 2
- FIG. 9 shows the measurement result of the particle size distribution of Comparative Example 1.
- Comparative Example 1 is an example in which the glass raw material powder does not contain water-soluble magnesium. That is, Examples 1 and 2 used magnesium sulfate, while Comparative Example 1 did not use magnesium sulfate, and instead, magnesium hydroxide was blended more than Examples 1 and 2. As shown in Table 1, Examples 1 and 2 and Comparative Example 1 have almost the same average particle diameter, but Examples 1 and 2 have a higher correlation coefficient than that of Comparative Example 1, and the fine powder ratio is high. Low. That is, the strength of the granulated body is high.
- Example 1 and Example 2 when Example 1 and Example 2 are compared, the direction of Example 2 with much compounding quantity of water-soluble magnesium salt (magnesium sulfate) has a high correlation coefficient, and a fine powder rate is low. This is because the added amount of magnesium ions (Mg 2+ ) has increased, and silica sand particles that are hydrated and charged to monovalent negative ions are attracted to each other via Mg 2+ , which is a divalent positive ion. This is probably because the number of places where the bonding force is generated increases, and as a result, the strength of the granulated body increases.
- Mg 2+ magnesium ions
- Example 2 As an additional experiment, an experiment was performed in which monoethanolamine was added as a pH adjuster until the slurry had a pH of 9.6 at the time of slurry preparation in Example 2 (before ball mill mixing / pulverization). The amount of foaming at the time of ball mill mixing / pulverization was smaller than that in Example 2. This is presumably because the production of sparingly water-soluble salts due to the reaction between boric acid and CaCO 3 or SrCO 3 in an alkaline environment was small. Granules were produced using this slurry in the same manner as in Example 1. The obtained granulated body had an average particle size (D50) of 81 ⁇ m and a correlation coefficient of 0.995. This is considered to be because the formation of a sparingly water-soluble salt of boric acid was suppressed, and the effect of boric acid as a binder was sufficiently exhibited, so that the strength of the granulated body was improved.
- D50 average particle size
- Examples 3 and 4 (Preparation of raw slurry) A ball mill container having a capacity of 20 m 3 in which a spherical stone having a diameter of about 60 to 80 mm mainly composed of silica was accommodated so as to be about 50% of the volume was used.
- a ball mill container 5 tons of glass raw material powder having the composition shown in Table 1, 5 tons of water, and 25 kg of an aqueous solution of ammonium polycarboxylate (product name: A-6114, solid concentration 40% by mass) as a dispersant.
- the mixture was pulverized and mixed for 12 hours, and then 5 tons of water was further added to prepare a raw material slurry having a solid content concentration of 33% by mass.
- the obtained slurry is transferred to a slurry tank, fed to a spray dryer with a pump while stirring, and using a nozzle-type spray dryer, conditions of an inlet dry air temperature of 500 ° C. and an outlet air temperature of 100 to 200 ° C. Then, spray drying was performed at a speed at which approximately 800 kg of granulated material was obtained per hour. The yield of the spray dryer was about 80%. The remaining 20% is adhesion to the inner wall of the dryer, leakage of slurry accompanying blowing of carbon dioxide in the ball mill, trapping with a bag filter, adhesion of slurry to a liquid feeding pipe or slurry tank, and the like.
- the obtained granule was sieved through a 1 mm sieve to remove large diameter particles.
- the average particle size, correlation coefficient, and fine powder rate of the granulated material after sieving were measured.
- the results are shown in Table 1. 3 and 4 are graphs showing the measurement results of the particle size distribution.
- Example 3 is an example using strontium chloride in addition to magnesium sulfate as a clarifying component
- Example 4 is an example using magnesium chloride in addition to magnesium sulfate.
- Example 3 and Example 4 are compared, the average particle diameter and the correlation coefficient are almost the same, but Example 4 has a remarkably low fine powder rate.
- the pH of the raw slurry is approximately equal to 7.1 and 6.9, there is not much difference in the solubility of boric acid.
- the average particle size (D50) of the granulated body is larger by about 25 ⁇ m in Example 4, but in the measurement result of the particle size distribution, the accumulation of less than 50 ⁇ m in the particle size distribution without compressed air (0 psi) is both 0%. Therefore, the lower fine powder rate in Example 4 means that there were fewer particles in Example 4 when broken with 50 psi of compressed air. That is, it can be said that Example 4 has a higher strength of the granulated body than Example 3.
- the average particle size (after ball milling) of the solid content in the raw slurry is 15 ⁇ m in Example 3, whereas it is 17 ⁇ m in Example 4, which is almost the same.
- Example 4 compared with Example 3, the proportion of water-soluble magnesium salts (magnesium sulfate and magnesium chloride) in the magnesium source was large, and the abundance of Mg ions functioning as a binder increased. This is thought to be due to increased body strength.
- Examples 5 to 8, Comparative Examples 2 to 5 a granulated body was manufactured using silica sand having different average particle diameters.
- a homogenizer was used, and the raw material was simply dispersed and mixed in water.
- Preparation of raw slurry Into a homogenizer mixing vessel, 2 kg of glass raw material powder having the composition shown in Table 2 and 3 kg of ion-exchanged water were charged and mixed at a rotational speed of 5800 rpm for 2 minutes to prepare a raw material slurry having a solid content concentration of 40 mass%. No dispersant was used.
- the obtained slurry is a rate at which a granulated body of approximately 6 to 7 kg can be obtained per hour under the conditions of an inlet dry air temperature of 250 ° C. and an outlet air temperature of 120 to 150 ° C. Spray drying was carried out.
- the obtained granule was sieved through a 1 mm sieve to remove large diameter particles.
- the average particle size, correlation coefficient, and fine powder rate of the granulated material after sieving were measured. The results are shown in Table 2.
- FIGS. 5 to 8 and FIGS. 10 to 13 show graphs of the measurement results of the particle size distribution.
- Examples 5 to 8 used water-soluble magnesium sulfate, while Comparative Examples 2 to 5 did not use magnesium sulfate, but instead used poorly water-soluble calcium sulfate (dihydrate gypsum). More magnesium hydroxide was added than in Examples 5-8. Regardless of the average particle diameter of the silica sand, the average particle diameter of the granulated body was almost the same at around 80 ⁇ m in any example.
- Example 5 and Comparative Example 2 Example 6 and Comparative Example 3, Example 7 and Comparative Example 4, Example 8 and Comparative Example 5 respectively, the correlation coefficient is almost equal or higher in Example. The fine powder rate is significantly lower in the examples.
- the granulated product obtained by the present invention is a granulated product that is excellent in strength and hardly generates fine powder. In particular, since it is easy to suppress the generation of fine powder during transportation of the granulated product, Suitable for manufacturing. It should be noted that the entire content of the specification, claims, drawings and abstract of Japanese Patent Application No. 2011-117149 filed on May 25, 2011 is cited here as the disclosure of the specification of the present invention. Incorporated.
Abstract
Description
このような無アルカリガラスは一般的なソーダライムガラスと比較して、高融点のシリカ原料を多量に用いること、シリカ原料の溶融を早める作用のあるアルカリ成分を用いないこと等のために、未溶融原料が残留しやすく、ガラス組成の均一性が低下しやすい傾向がある。
ガラス基板内部に未溶融原料を残さないためには、原料粉末を微粒化することが有効と考えられる。しかし、微粒の原料粉末を溶融窯に投入しようとすると、原料粉末が飛散することによって、ガラス組成が不安定になる、原料が無駄になる等の問題が生じる。
しかし、得られた造粒体の強度が不十分であれば、搬送中に造粒体の一部が崩壊したり、造粒体表面の粒子が剥がれたりして微粉化する。その結果、それらの微粉が煤塵となり、気中溶融炉の排気ラインを詰まらせたり、バグフィルター等の頻繁な目詰まりを起こしたりして連続運転ができなくなるだけでなく、造粒体の組成が不均一となりガラスの組成がずれたりするという問題がある。
ガラス原料混合物および水を含有する原料スラリーを調製する工程と、
前記原料スラリーを噴霧乾燥して造粒体を製造する工程を有し、
前記ガラス原料混合物が、少なくともケイ砂、ホウ酸、マグネシウム源およびアルカリ土類金属源を含み、
前記マグネシウム源の少なくとも一部が水溶性のマグネシウム塩であり、前記アルカリ土類金属源の少なくとも一部が水溶性のアルカリ土類金属源であり、
前記ガラス原料混合物中における、水溶性のマグネシウム源のMgO換算モル量と水溶性のアルカリ土類金属源の酸化物換算モル量との合計を1とするとき、水溶性のマグネシウム源のMgO換算モル量の相対値が、0.05以上であり、
前記ガラス原料混合物中における、ホウ酸のB2O3換算モル量を1とするとき、水溶性のアルカリ土類金属源の酸化物換算モル量の相対値が、1.00以下であることを特徴とする。
前記造粒体の粒度分布曲線における、体積累計メディアン径を表わすD50は、50~700μmであることが好ましい。
前記水溶性マグネシウム塩は、硫酸マグネシウムおよび/または塩化マグネシウムであることが好ましい。
前記ガラス原料中における、硫酸マグネシウムのSO3換算含有量と塩化マグネシウムのCl換算含有量の合計は0.05~5質量%であることが好ましい。
前記無アルカリガラスは、酸化物換算で以下の組成を有するホウケイ酸ガラスであることが好ましい。
SiO2:40~85質量%、
Al2O3:0~22質量%、
B2O3:3~20質量%、
MgO:0.04~8質量%、
CaO:0~14.5質量%、
SrO:0~24質量%、
BaO:0~30質量%、
R2O(Rはアルカリ金属を表す):0.1質量%以下、
ただし、CaOとSrOとBaOの合計量は5質量%以上。
本発明は、また、前記造粒体を加熱して溶融ガラスとする、溶融ガラスの製造方法を提供する。
溶融ガラスの製造方法としては、気相雰囲気中で前記造粒体の少なくとも一部を溶融させて溶融ガラス粒子とし、前記溶融ガラス粒子を集積して溶融ガラスとする方法が好ましい。
本発明は、さらに、前記の溶融ガラスの製造方法で得られた溶融ガラスを成形して徐冷する、ガラス物品の製造方法を提供する。
本発明の造粒体を用いることにより、溶融ガラスの製造またはガラス物品の製造における、原料粉末の飛散を防止できる。また、飛散しやすい微粉のガラス原料も使用できるため、ケイ砂のような比較的溶融し難い原料として微粉原料を用いて溶融速度を上げることにより、セグリゲーションを起こし難くできる。
さらに、造粒体の強度が良好であるため、微粉の発生が抑えられ、組成の均一性、均質性が良好な溶融ガラスまたはガラス物品が得られる。
造粒体の粒度分布曲線は、乾式によるレーザー回折散乱法を用いて測定し、造粒体の製造に用いる原料粉体の粒度分布曲線は、湿式によるレーザー回折散乱法を用いて測定する。(JIS-Z8825-1(2001)及びJIS-Z8819-1(1999)参照)
本発明において、ガラス中の成分はB2O3、SiO2、Al2O3、MgO、CaO、SrO、BaO、Na2O等の酸化物で表し、各成分の含有量は酸化物換算の質量割合(質量%)で表す。
本発明において、アルカリ土類金属とは、カルシウム(Ca)、ストロンチウム(Sr)およびバリウム(Ba)の3種の元素をいう。
本発明の造粒体(本明細書では単に「造粒体」ということもある。)は、無アルカリガラス(以下、単にガラスということもある。)の原料として用いられるものである。すなわち、本発明の造粒体を加熱溶融しガラス化反応させることにより、無アルカリガラスが得られる。本発明の造粒体は、基本的に、無アルカリガラスの原料の全てを含む造粒体であり、たとえば1個の造粒体からでも所定のガラス組成の無アルカリガラスが得られる。
本発明において無アルカリガラスとは、アルカリ金属酸化物を実質的に含有しないガラスである。具体的にはガラス組成中におけるアルカリ金属酸化物の割合は0.1質量%以下が好ましく、0.02質量%以下が特に好ましい。
本発明における無アルカリガラスは酸化物系ガラスであり、酸化ケイ素を主成分とし、かつホウ素成分を含有するホウケイ酸ガラスである。
本発明における無アルカリガラスの好ましい組成は、SiO2:40~85質量%、Al2O3:0~22質量%、B2O3:3~20質量%、MgO:0.04~8質量%、CaO:0~14.5質量%、SrO:0~24質量%、BaO:0~30質量%、R2O(Rはアルカリ金属を表す。):0.1質量%以下であり、アルカリ土類金属酸化物量(CaOとSrOとBaOの合計量)が5質量%以上である。
該無アルカリガラスのより好ましい組成は、SiO2:45~65質量%、Al2O3:0~20質量%、B2O3:7~16質量%、MgO:1~6質量%、CaO:0~7質量%、SrO:0~11質量%、BaO:0~15質量%、R2O(Rはアルカリ金属を表す。):0.1質量%以下であり、アルカリ土類金属酸化物量(CaOとSrOとBaOの合計量)が10質量%以上である。
また、その他の成分として、上記以外の金属酸化物(例えば、酸化錫など)、非金属酸化物(例えば、イオウ酸化物など)、ハロゲンなどを少量含有していてもよい。例えば着色成分としてFe2O3を含有してもよい。
造粒体の製造に用いられるガラス原料混合物は、上記のような酸化物や、熱分解等により上記のような酸化物となりうる化合物(下記ケイ素源、アルミニウム源、ホウ素源、マグネシウム源、アルカリ土類金属源等)を含む。
ガラス原料混合物を構成する各化合物は、通常粉末状で用いられる。水溶性である化合物は、予め水に溶解した状態で用いてもよい。
ケイ素源は、ガラスの製造工程中でSiO2成分となり得る化合物である。本発明ではケイ素源として少なくともケイ砂を用いる。ケイ素源の全部がケイ砂であることが好ましい。
本発明の造粒体は強度が良好であるため、従来はガラス原料として使用が難しかった小径のケイ砂も使用することができる。造粒体中のケイ砂の粒径が小さい方が、溶融ガラスまたはガラス物品における組成の均一性が向上しやすい。ケイ砂は平均粒径が異なる2種以上を混合して用いてもよい。粒径の小さいケイ砂は、平均粒径の小さいケイ砂を購入してもよく、ミル等で粉砕することにより平均粒径が小さいものを得てもよい。
アルミニウム源は、ガラスの製造工程中でAl2O3成分となり得る化合物である。酸化アルミニウム、水酸化アルミウム等が好適に用いられる。これらは1種でもよく2種以上を併用してもよい。酸化アルミニウムはケイ砂とともに、通常のガラス原料の中では融点が高いために比較的溶けにくい原料である。
ホウ素源は、ガラスの製造工程中でB2O3成分となり得る化合物である。本発明ではホウ素源として少なくともホウ酸を用いる。本発明の造粒体の製造方法において、ホウ酸はバインダー(結合剤)としての機能を有し、造粒体の強度向上に寄与する。スラリー中に溶解しているホウ酸は、スラリーの噴霧乾燥工程で水が除去されることによって、造粒体の内側から表面に送り出されて造粒体の表面に析出し、乾燥によって固化することでバインダーとして機能すると考えられる。
ホウ酸としては、オルトホウ酸(H3BO3)、メタホウ酸(HBO2)、四ホウ酸(H2B4O7)等が挙げられる。これらの中でも安価で、入手しやすい点から、オルトホウ酸が好ましい。これらは1種でもよく2種以上を併用してもよい。
また、ホウ酸と、ホウ酸以外のホウ素源を併用してもよい。ホウ酸以外のホウ素源としては、酸化ホウ酸(B2O3)、コレマナイト等が挙げられる。
ガラス原料混合物中のホウ素源の合計量は、得ようとするガラス組成によって決まる。ホウ素源の合計を100質量%とするとき、ホウ酸が占める割合は60質量%以上が好ましく、80質量%以上がより好ましく、100質量%が最も好ましい。
マグネシウム源は、ガラスの製造工程中でMgO成分となり得る化合物である。本発明では、清澄剤として添加される化合物のうち、ガラスの製造工程中でMgO成分となり得るものは、マグネシウム源に含まれるものとする。マグネシウム源は1種でもよく2種以上を併用してもよい。
本発明では、マグネシウム源の少なくとも一部として水溶性マグネシウム塩を用いる。本発明における「水溶性」とは、常温で中性の水に、数mgというオーダーではなく、明らかに溶解することを意味する。具体的には20℃の水(pH7)100mLに10g以上溶解することを指す。
水溶性マグネシウム塩としては、塩化マグネシウム(MgCl2)、硫酸マグネシウム(MgSO4)、硝酸マグネシウム(Mg(NO3)2)が挙げられる。これらは水和物であってもよい。本発明者等の知見によれば、塩化マグネシウム(MgCl2)、硫酸マグネシウム(MgSO4)、または硝酸マグネシウム(Mg(NO3)2)は、いずれもホウ酸水溶液中で難水溶性の塩を形成しない。
これらのうち塩化マグネシウム、硫酸マグネシウムは清澄剤成分でもあるため、ガラス組成を変えずに、水溶性マグネシウム塩の含有量を増大できる点で好ましい。塩化マグネシウムおよび硫酸マグネシウムはいずれか一方を用いてもよく、両方を併用してもよい。硫酸マグネシウムは比較的低温で清澄作用を示し、塩化マグネシウムは比較的高温で清澄作用を示すと考えられる。このため両者を併用することが好ましい。
硫酸マグネシウムの含有量が上記範囲の上限値以下であると原料スラリーの好ましいpHが得られやすい。すなわち、硫酸マグネシウムが上記範囲の上限値以下であると原料スラリーのpHが5.5以上になりやすく、中性~アルカリ性では該スラリー中でホウ酸とアルカリ土類炭酸塩とが反応して難水溶性の塩を形成し難く、バインダー機能を有するホウ酸が消費され難く、充分な造粒体強度が得られやすい。
水溶性マグネシウム塩として、塩化マグネシウムと硫酸マグネシウムを併用すると、造粒体の強度がより向上しやすい点で好ましい。
ガラス原料混合物中における水溶性マグネシウム塩の合計の含有量は、水溶性マグネシウム塩を用いることによる造粒体の強度向上効果が十分に得られやすい点で、酸化物(MgO)換算で、ガラス原料混合物全体に対して0.04質量%以上が好ましく、3質量%以上がより好ましい。上限は、目標とするガラス組成におけるMgOの含有量および清澄剤の添加量によって決まる。水溶性マグネシウム塩の合計の含有量の上限は5質量%であることが好ましい。
水溶性でないマグネシウム源としては、水酸化マグネシウム(Mg(OH)2)、炭酸マグネシウム(MgCO3)、酸化マグネシウム(MgO)、フッ化マグネシウム(MgF2)が挙げられる。フッ化マグネシウムは清澄剤である。
また、ドロマイト(理想化学組成:CaMg(CO3)2)も水溶性でないマグネシウム源として使用できる。ドロマイトはマグネシウム源でありアルカリ土類金属源でもある。
これらのうち、高純度の微粉原料の入手が容易である点で水酸化マグネシウムが好ましく用いられる。
また水酸化マグネシウムとドロマイトを併用することも、造粒体の強度がより向上しやすい点で好ましい。
アルカリ土類金属源は、ガラスの製造工程中でCaO、SrOまたはBaOとなり得る化合物である。本発明では、清澄剤として添加される化合物のうち、ガラスの製造工程中でCaO、SrOまたはBaOとなり得るものは、アルカリ土類金属源に含まれるものとする。アルカリ土類金属源は1種でもよく2種以上を併用してもよい。
アルカリ土類金属源の具体例としては、炭酸カルシウム(CaCO3)、炭酸ストロンチウム(SrCO3)、炭酸バリウム(BaCO3)、ドロマイト(理想化学組成:CaMg(CO3)2)等の炭酸塩;酸化カルシウム(CaO)、酸化ストロンチウム(SrO)、酸化バリウム(BaO)等の酸化物;水酸化カルシウム(Ca(OH)2)、水酸化ストロンチウム(Sr(OH)2)、水酸化バリウム(Ba(OH)2)等の水酸化物が挙げられる。
またアルカリ土類金属源であり、清澄剤成分でもある化合物の具体例として、アルカリ土類金属の硫酸塩、塩化物およびフッ化物が挙げられる。これらは水和物であってもよい。
これらのうち水溶性のアルカリ土類金属源であるものは、塩化物である。
該水溶性のアルカリ土類金属源はいずれも水中でホウ酸と反応して難水溶性の塩を生成する。
本発明では、スラリー中でホウ酸を消費してしまう水溶性のアルカリ土類金属源の使用量が少ないことが好ましい。そのため水溶性でない炭酸塩が好ましく用いられる。
着色成分としてFe2O3を含有させることができる。ガラスにおいてFe2O3に換算した全鉄の含有量が0.001質量%以上であれば、透過光が十分なブルーまたはグリーンの色調を有するガラス板となる。Fe2O3に換算した全鉄の含有量が5質量%以下であれば、ガラスの可視光透過率が良好となる。Fe2O3に換算した全鉄の含有量は、0.005~4質量%が好ましく、0.01~3質量%がより好ましい。
本明細書においては、全鉄の含有量を標準分析法にしたがってFe2O3の量として表しているが、ガラス中に存在する鉄がすべて3価の鉄として存在しているわけではなく、2価の鉄も存在する。
[その他の成分]
造粒体は、必要に応じて、副原料として清澄剤、着色剤、溶融助剤、乳白剤等を含むことができる。これらは公知の成分を適宜用いることができる。
ガラス原料混合物の組成は、ホウ素源を除き、酸化物換算で目的とするガラスの組成割合とほぼ一致するように設計される。ホウ素源は、目的とするホウケイ酸ガラスの酸化ホウ素含有量よりも揮発分を考慮した量だけ多い量とする。
ガラス組成において、周期表第2族元素の酸化物であるMgOおよびアルカリ土類金属酸化物は、ガラスの粘性を下げる成分であり、これらが合計である程度以上含まれていることが必要である。本発明において、ガラス原料混合物中における、水溶性のマグネシウム源のMgO換算モル量と水溶性のアルカリ土類金属源の酸化物換算モル量の合計を1とするとき、水溶性のマグネシウム源のMgO換算モル量の相対値、すなわち水溶性成分における{MgO/(MgO+SrO+CaO+BaO)}のモル比は0.05以上であり、0.1以上が好ましく、0.3以上がより好ましく、0.8以上が特に好ましい。該モル比の上限値は得ようとするガラスの組成にもよるが、例えば1以下である。
また、ガラス原料混合物中における、ホウ酸のB2O3換算モル量を1とするとき、水溶性のアルカリ土類金属源の酸化物換算モル量の相対値、すなわち水溶性成分における{(SrO+CaO+BaO)/B2O3}のモル比は1.00以下であり、0.5以下が好ましく、0.2以下がより好ましい。該モル比の下限値は得ようとするガラスの組成にもよるが、例えば0(ゼロ)以上であり、0.005以上が好ましい。
該水溶性成分における{MgO/(MgO+SrO+CaO+BaO)}のモル比が上記範囲の下限値以上であり、かつ該水溶性成分における{(SrO+CaO+BaO)/B2O3}のモル比が上記範囲の上限値以下であると、強度に優れた造粒体が得られる。
また前述したようにスラリー中に溶解した状態で存在するホウ酸は、バインダーとして機能し、造粒体の強度向上に寄与するため、これらの相乗効果により、造粒体の強度向上効果が良好に得られると考えられる。
また、ホウ酸を消費してしまう、水溶性のアルカリ土類金属源がホウ酸に対して少ないほど、すなわち前記{(SrO+CaO+BaO)/B2O3}のモル比の値が少ないほど、スラリー中に溶解した状態で存在するホウ酸が多くなるため、ホウ酸のバインダー機能による造粒体の強度向上効果が得られやすい。
本発明の造粒体の製造方法は噴霧乾燥法(スプレードライ法)である。
[原料スラリーの調製]
まず、ガラス原料混合物および水を含有する原料スラリーを調製する。
具体的には、粉末状のガラス原料と水を混合し、原料スラリーとする。または粉末状のガラス原料と、予め水に溶解または分散された状態のガラス原料と、必要であれば水を加えて混合し、原料スラリーを調製する。混合方法は公知の手法を用いることができる。例えば、ボールミル、ホモジナイザー、撹拌翼を用いる撹拌機、レッドデビルのようなシェイカー、遊星ボールミルのような装置を用いて行うことができる。
原料スラリーの固形分濃度は10~70質量%が好ましく、20~60質量%がより好ましい。上記範囲の下限値以上であると、乾燥時に水を飛ばす気化熱に対して、得られる造粒体が少なくならず、好適な製造効率を達成しやすい。また原料スラリーの固形分濃度を低くしすぎないことは、造粒体の径が著しく小さくて煤塵となる粒子の形成を抑制しやすいため好ましい。上記範囲の上限値以下であれば、原料スラリーの粘度が高くなりすぎることがなく、良好な分散性が得られやすい。また送液トラブルが発生しにくく好ましい。
ホウ酸の溶解度は、原料スラリーのpHに依存する。原料スラリーのpHを5.5以上とすることで十分に高い溶解度が得られやすい。該pHは7以上がより好ましい。ホウ酸の溶解度が高いほど、ホウ酸によるバインダー効果が得られやすい。したがって、上述したMg2+によるバインダー効果との相乗効果により、良好な造粒体の強度向上効果が得られやすい。
またガラス原料混合物にアルカリ土類金属の炭酸塩が含まれる場合、pHが5.5以上であると、該炭酸塩とホウ酸との難水溶性の塩が生成されにくい点でも好ましい。
pH調整剤は特に限定されないが、造粒体を用いて得られるガラスの種類などに応じて、決定することが好ましい。
無アルカリのホウケイ酸ガラスを製造する場合、pH調整剤としてアルカリ金属化合物を使用することは困難であるため、金属原子を含まない塩基性窒素化合物を使用することが好ましい。塩基性窒素化合物として揮発性が高い化合物を使用した場合、塩基性窒素化合物は造粒体に残存しない。また、塩基性窒素化合物として揮発性が低いものを用い、塩基性窒素化合物が造粒体に残存した場合、塩基性窒素化合物は造粒体の溶融の際に分解消失する。
pH調整剤として用いられる塩基性窒素化合物としては、アンモニアや水溶性のアミン化合物が好ましい。水溶性のアミン化合物としては、水溶性のアルカノールアミンやN-アルキルアルカノールアミンなどが好ましく、具体的には、モノエタノールアミン、ジエタノールアミン、トリエタノールアミンなどが挙げられる。
また尿素は有機化合物であるが、133℃以上で分解が生じるため気中溶融炉中でほとんど消失し、またアンモニアほど匂いも顕著でないため、好適に使用することができる。
そのほか、原料スラリー中には、粘度調整剤、界面活性剤等の添加剤を適宜含有させることができる。これら添加剤の添加量は、総量で、原料スラリーに対して3質量%以下であることが好ましく、2質量%以下であることがより好ましい。また、これら添加剤は造粒体の溶融の際までには、揮散または分解して揮散し、ガラス組成に影響を与えないものであることが好ましい。
次に、原料スラリーを噴霧乾燥して、原料スラリーに含まれる水分等の揮発性成分を除去して造粒体を製造する。噴霧乾燥して得られた造粒体は、必要に応じて、篩分けしてもよい。
噴霧乾燥は、スプレードライ造粒法とも言い、原料スラリーを噴霧して粒子化し、原料スラリー粒子から水分等を蒸発(気化)させて除去し、原料スラリーの固形分からなる粒子を形成する方法である。スプレードライ造粒法としては周知ないし公知の方法を使用できる。
スプレードライ造粒法においては、熱風を供給する方法を用いることができ、スプレードライ装置の熱風入口温度や出口温度は別に制限されないが、熱風入口温度を200℃以上、出口温度を100℃以上で造粒すると、造粒体を十分乾燥できるため好ましい。装置の規模によっては熱風の温度は500℃に達する場合もある。
原料スラリーから造粒体を製造する方法としてスプレードライ造粒法は、量産性に優れ、造粒体の粒径を高精度で制御できる方法であるとともに、原料スラリーに含まれるガラス原料混合物の混合状態を比較的良好に保ち均質なガラス組成の造粒体を製造できる方法である。
またスプレードライ造粒法は、比較的粒径が小さい造粒体を製造するのに好適な方法である。
本発明における造粒体の平均粒径は、50~700μmの範囲が好ましく、100~500μmの範囲がより好ましい。造粒体の平均粒径が50μm以上であると、造粒体としたことによる効果(原料粉末の飛散低減等)が十分に得られやすい。また単位質量あたりの表面積が小さくなるために、溶融時に起こる表面からのホウ酸の揮発を少なくすることができる。
一方、造粒体の平均粒径が700μmを超えると、原料スラリーの高濃度化やノズル圧の増大を行ったとしても、スプレードライ造粒法ではそのような大きな径の造粒体を形成することが事実上困難である。また造粒体の平均粒径が700μm以下であると、気中溶融法で溶融ガラスを製造したときに、ガラス化率をある程度以上高く確保できるため好ましい。
造粒体の平均粒径は、ガラス原料粉末の組成、スラリーのpH、スラリー調製時の混合方法や混合時間等の条件、スラリー固形分濃度、ノズル圧、噴霧乾燥時の条件などによって調整できる。
本発明の溶融ガラスの製造方法は、本発明の造粒体を加熱して溶融ガラスとすることを特徴する。ガラス溶融は、シーメンス型のガラス溶融炉等を用いる普通溶融法で行ってもよく、気中溶融法で行ってもよい。いずれも公知の方法で実施できる。
本発明の造粒体の製造方法は、スプレードライ造粒法であり、気中溶融法で用いられるような、比較的粒径が小さい造粒体を製造するのに好適な方法である。
気中溶融法は、気相雰囲気中で造粒体の少なくとも一部を溶融させて溶融ガラス粒子とし、該溶融ガラス粒子を集積して溶融ガラスとする。
具体的には、まず造粒体を気中加熱装置の高温の気相雰囲気中に導入する。気中加熱装置は公知のものを使用できる。本発明で製造される造粒体は強度に優れるため、搬送時または導入時に、粒子同士や粒子と搬送路内壁等との衝突が生じても微粉発生が抑えられる。
なお造粒体の少なくとも一部を溶融させるとは、個々の造粒体を対象として、その一個の造粒体の一部または全部を溶融させることをいう。造粒体の一部が溶融した状態とは、例えば(一個の)造粒体の表面が溶融し中心部が充分に溶融していない状態が挙げられる。この例の場合に(一個の)溶融ガラス粒子は、粒子の全体が溶融されておらず、中心に充分に溶融していない部分が存在している。しかし充分に溶融していない部分が存在した場合であっても、その粒子が集積してガラス融液となる過程で加熱されるので、成形工程に供する際には均質なガラス融液が得られる。
気中溶融法では、個々の造粒体をそれぞれ気相雰囲気中で溶融して溶融ガラス粒子とすることが好ましい。一部の造粒体は気相雰囲気中で充分に溶融しなかったとしても、大部分の造粒体を気相雰囲気中でそれぞれ溶融ガラス粒子とすることが好ましい。以下、気相雰囲気中で充分に溶融しなかった粒子を含め、気相雰囲気中で生成する粒子を溶融ガラス粒子という。
造粒体を気相雰囲気中で溶融して溶融ガラス粒子とし、次いで、生成した溶融ガラス粒子を集積してガラス融液を得、ここから取り出した溶融ガラスを、次の成形工程に供する。溶融ガラス粒子を集積する方法としては、例えば、気相雰囲気中を自重で落下する溶融ガラス粒子や、搬送空気の気流に乗った溶融ガラス粒子を、気相雰囲気下部に設けた耐熱容器に受けて集積する方法が挙げられる。
本発明のガラス物品の製造方法は、本発明の溶融ガラスの製造方法で得られた溶融ガラスを成形して徐冷する製造方法である。なおガラス物品とは、室温で固体状であり実質的に流動性を有していないガラスが、一部または全部に用いられた物品を言い、例えばガラス表面が加工されてなるもの等を含む。
具体的には、まず前記溶融ガラスの製造方法で得た溶融ガラスを、目的の形状に成形した後、徐冷することによりガラス物品を得る。その後、必要に応じて切断や研磨など、公知の方法で後加工を施すことによりガラス物品が得られる。
成形はフロート法、ダウンドロー法、フュージョン法な等の公知の方法で行うことができる。フロート法は、溶融スズ上で溶融ガラスを板状に成形する方法である。
徐冷も公知の方法で行うことができる。
以下の例において、以下の測定方法および評価方法を用いた。
[粒径分布、平均粒径(D50)およびD90]
造粒体の粒径分布および平均粒径(D50)、ならびにガラス原料粉末の平均粒径(D50)は、乾式のレーザー回折・散乱式粒径・粒度分布測定装置(マイクロトラックMT3200:商品名、日機装株式会社製)を用いて測定した粒径分布より求めた。
原料スラリー中の固形分の平均粒径(D50)およびD90は、湿式のレーザー回折・散乱式粒度分布測定装置 (マイクロトラックMT3300:商品名、日機装株式会社製)を用いて測定した粒径分布より求めた。
また造粒体同士を衝突させたときの造粒体の破壊(崩壊)の程度を、衝突させる前後での、造粒体の粒径分布の変化を測定することにより評価した。より詳細には、まず、前記粒度分布測定装置(マイクロトラックMT3200)を用い、粒径分布測定装置の測定室に入る直前の造粒体に、圧縮空気を吹き付けない場合(圧縮空気圧0psi(0kPa))と、50psi(0.35MPa)の圧縮空気を吹き付けた場合に、それぞれ粒径分布を測定した。その後、圧縮空気圧0psi(0kPa)での粒径分布と、圧縮空気圧50psi(0.35MPa)での粒径分布について、粒径0.97~996μmの範囲での両者の一致度合いを表す相関係数を算出した。具体的には、得られた2つの粒径分布に対する累積パーセントのデータに対して、マイクロソフト社製EXCEL2002SP3の組み込み関数であるCORREL関数を利用して、両者の相関係数を算出した。
造粒体に圧縮空気が吹き付けられると、強度の弱い造粒体は崩壊したり周囲の粒子が剥がれ落ちて微粉が増えるため、相関係数は小さくなる。なお圧縮空気を吹き付けない場合と吹き付けた場合とで粒径分布が全く変化しない場合の相関係数は1である。相関係数が1に近いほど造粒体の強度が高いことを表す。
[微粉率]
50psiの圧縮空気を吹き付けた場合の粒径分布において、50μm未満の体積割合を微粉率として算出した。該微粉率が高いほど、造粒体が崩壊し易い、または造粒体の周囲に付着している粒子や造粒体の外周を構成する粒子が剥がれ落ちやすいことを表す。
表に示すガラス原料粉末のうち、水溶性のマグネシウム源はMgCl2・6水和物、MgSO4・7水和物であり、水溶性のアルカリ土類金属源はSrCl2・6水和物である。
表には、ガラス原料粉末中における、水溶性のマグネシウム源のMgO換算モル量と水溶性のアルカリ土類金属源の酸化物換算モル量の合計を1とするとき、水溶性のマグネシウム源のMgO換算モル量の相対値(MgO/(MgO+SrO+CaO+BaO)[モル比]);ガラス原料粉末中における、ホウ酸のB2O3換算モル量を1とするとき、水溶性のアルカリ土類金属源の酸化物換算モル量の相対値((SrO+CaO+BaO)/B2O3[モル比]);ガラス原料粉末中における塩化マグネシウムの含有量(Cl換算)および硫酸マグネシウムの含有量(SO3換算);原料スラリー中の分散剤の含有量、原料スラリーのpH;原料スラリーの固形分濃度、原料スラリーの固形分のD50およびD90を示す。なお、「‐」は測定していないことを示す。
表1、2に示すいずれの例も目標のガラス組成は、
SiO2:59.7質量%、
Al2O3:17.4質量%、
B2O3:8.0質量%、
MgO:3.2質量%、
CaO:4.0質量%、
SrO:7.6質量%、
およびFe2O3に換算した全鉄:0.04質量%である。
(原料スラリーの調製)
アルミナを主成分とした直径約20mmのボールが容積の約50%になるように収容された容量10Lのポリプロピレン(PP)製ボールミル容器を用いた。
ボールミル容器に、表1に示す組成のガラス原料粉末2.74kg、イオン交換水3.35kg、分散剤としてポリカルボン酸アンモニウム水溶液(中京油脂社製、製品名:D-305、固形分濃度40質量%)12.5gを投入し、6時間粉砕混合を行い、固形分濃度45質量%の原料スラリーを調製した。
(噴霧乾燥)
得られたスラリーを、アトマイザー方式のスプレードライヤーを用いて、入口の乾燥空気温度250℃、出口空気温度120~150℃の条件にて、室温にてスラリーを極力泡立たないように撹拌しつつ、1時間におよそ7kgの造粒体が得られる速度にてスラリーを送液して噴霧乾燥を実施した。
得られた造粒体に対して1mmの篩を通して篩分けを行い、大径の粒子を除去した。
篩分け後の造粒体について平均粒径、相関係数、微粉率を測定した。結果を表に示す(以下、同様。)。図1は、粒度分布の測定結果を示すグラフである。圧縮空気を吹き付けない場合(0psi)の粒径分布と吹き付けた場合(50psi)の粒径分布を示している(以下、同様)。
実施例1において、ガラス原料粉末の配合を表1に示す通りに変更した。ガラス原料粉末2.5kg、イオン交換水3.75kg、実施例1と同じ分散剤(D-305)12.5gを投入し、6時間粉砕混合を行い、固形分濃度40質量%の原料スラリーを調製した。
実施例1と同様にして造粒体を製造し、各項目の測定を行った。図2に、実施例2の粒度分布の測定結果を示し、図9に比較例1の粒度分布の測定結果を示す。

比較例1はガラス原料粉末が水溶性マグネシウムを含まない例である。
すなわち、実施例1、2は硫酸マグネシウムを用いたのに対して、比較例1は硫酸マグネシウムは用いず、その代わりに水酸化マグネシウムを実施例1、2よりも多く配合した。
表1に示されるように、実施例1、2および比較例1は、平均粒径はほぼ同等であるが、実施例1、2は比較例1に比べて相関係数が高く、微粉率が低い。すなわち造粒体の強度が高い。
また実施例1と実施例2を比べると、水溶性マグネシウム塩(硫酸マグネシウム)の配合量が多い実施例2の方が、相関係数が高く、微粉率が低い。これはマグネシウムイオン(Mg2+)の添加量が増えたため、水和して1価の負イオンに帯電しているケイ砂粒子どうしが、2価の正イオンであるMg2+を介して互いに引き寄せられて結合力が生じている箇所が増え、その結果として造粒体強度が増大したためと考えられる。
また追加実験として、実施例2のスラリー調製時(ボールミル混合・粉砕前)にpH調整剤としてモノエタノールアミンを、スラリーのpHが9.6になるまで添加した実験を行った。ボールミル混合・粉砕時における発泡量は、実施例2と比較して少なかった。これはアルカリ性環境下においてホウ酸とCaCO3やSrCO3とが反応することによる難水溶性の塩の生成が少なかったためと考えられる。このスラリーを用いて実施例1と同様にして造粒体を製造した。得られた造粒体の平均粒径(D50)は81μm、相関係数は0.995であった。これはホウ酸の難水溶性の塩の形成が抑制され、ホウ酸のバインダーとしての効果が充分発揮されたために、造粒体の強度が向上したものと考えられる。
(原料スラリーの調製)
ケイ石を主成分とした直径約60~80mmの球石が容積の約50%になるように収容された容量20m3のボールミル容器を用いた。
ボールミル容器に、表1に示す組成のガラス原料粉末5トン、水5トン、分散剤としてポリカルボン酸アンモニウム水溶液(東亜化成社製、製品名:A-6114、固形分濃度40質量%)25kgを投入し、12時間粉砕混合を行った後、さらに水を5トン追加して、固形分濃度33質量%の原料スラリーを調製した。
(噴霧乾燥)
得られたスラリーを、スラリータンクに移し、撹拌しつつポンプにてスプレードライヤーに送液し、ノズル方式のスプレードライヤーを用いて、入口の乾燥空気温度500℃、出口空気温度100~200℃の条件にて、1時間におよそ800kgの造粒体が得られる速度にて噴霧乾燥を実施した。なお、スプレードライヤーの収率は約8割であった。残りの2割はドライヤー内壁への付着や、ボールミル中の炭酸ガス吹き出しに伴うスラリーの漏出、バグフィルターでの捕獲、送液配管やスラリータンクへのスラリー付着等である。
得られた造粒体に対して1mmの篩を通して篩分けを行い、大径の粒子を除去した。
篩分け後の造粒体について平均粒径、相関係数、微粉率を測定した。結果を表1に示す。また図3、4に粒度分布の測定結果のグラフを示す。
実施例3は清澄成分として硫酸マグネシウムのほかに塩化ストロンチウムを用いた例であり、実施例4は硫酸マグネシウムのほかに塩化マグネシウムを用いた例である。
実施例3と実施例4を比べると、平均粒径および相関係数はほぼ同等であるが、実施例4は微粉率が顕著に低い。この点について、実施例3、4は、原料スラリーのpHが7.1と6.9でほぼ同等であるため、ホウ酸の溶解度にはあまり差がない。造粒体の平均粒径(D50)は実施例4の方が25μmほど大きいが、粒度分布の測定結果において、圧縮空気を吹き付けない場合(0psi)の粒径分布における50μm未満の累積は双方とも0%である。したがって、実施例4の方が微粉率が低いということは、50psiの圧縮空気を吹き付けたときに壊れた粒子が、実施例4の方が少なかったこと意味する。すなわち実施例4は実施例3よりも造粒体の強度が高いと言える。ちなみに原料スラリー中の固形分の平均粒径(ボールミル粉砕後)は実施例3が15μmであるのに対し、実施例4は17μmであり、概ね同等である。このことから構成原料同士の付着点数は概ね同程度であり、ファンデルワールス力はほぼ同等と考えられる。
したがって、実施例4は、実施例3に比べてマグネシウム源のうち水溶性のマグネシウム塩(硫酸マグネシウムおよび塩化マグネシウム)が占める割合が多く、バインダーとして機能するMgイオンの存在量が増えたため、造粒体強度が増大したためと考えられる。
本例では、平均粒径が異なるケイ砂を用いて造粒体を製造した。ケイ砂の粉砕を避けるためにホモジナイザーを用い、原料は単に水中に分散、混合させることとした。(原料スラリーの調製)
ホモジナイザーの混合容器に、表2に示す組成のガラス原料粉末2kg、イオン交換水3kg投入し、回転数毎分5800回転で2分間混合を行い、固形分濃度40質量%の原料スラリーを調製した。分散剤は使用しなかった。
(噴霧乾燥)
得られたスラリーを、アトマイザー方式のスプレードライヤーを用いて、入口の乾燥空気温度250℃、出口空気温度120~150℃の条件にて、1時間におよそ6~7kgの造粒体が得られる速度にて噴霧乾燥を実施した。得られた造粒体に対して1mmの篩を通して篩分けを行い、大径の粒子を除去した。
篩分け後の造粒体について平均粒径、相関係数、微粉率を測定した。結果を表2に示す。また図5~8および図10~13に粒度分布の測定結果のグラフを示す。

実施例5~8は水溶性の硫酸マグネシウムを用いたのに対して、比較例2~5は硫酸マグネシウムは用いず、その代わりに難水溶解性の硫酸カルシウム(二水石膏)を用いるとともに、水酸化マグネシウムを実施例5~8よりも多く配合した。
いずれの例もケイ砂の平均粒径にかかわらず、造粒体の平均粒径は80μm前後でほぼ同等であった。
実施例5と比較例2、実施例6と比較例3、実施例7と比較例4、実施例8と比較例5をそれぞれ比べると、相関係数はほぼ同等または実施例の方が高く、微粉率は実施例の方が顕著に低い。これは水溶性マグネシウム塩(硫酸マグネシウム)の配合量が多い実施例の方が、スラリー中に存在するMg2+の量が増えたため、造粒体強度が増大したためと考えられる。また、ケイ砂の平均粒径0.5~44.0μmの広い範囲で同様の効果が得られた。
なお、2011年5月25日に出願された日本特許出願2011-117149号の明細書、特許請求の範囲、図面および要約書の全内容をここに引用し、本発明の明細書の開示として、取り入れるものである。
Claims (10)
- 無アルカリガラスの製造に用いられる、ガラス原料混合物の造粒体を製造する方法であって、
ガラス原料混合物および水を含有する原料スラリーを調製する工程と、
前記原料スラリーを噴霧乾燥して造粒体を製造する工程を有し、
前記ガラス原料混合物が、少なくともケイ砂、ホウ酸、マグネシウム源およびアルカリ土類金属源を含み、
前記マグネシウム源の少なくとも一部が水溶性のマグネシウム塩であり、前記アルカリ土類金属源の少なくとも一部が水溶性のアルカリ土類金属源であり、
前記ガラス原料混合物中における、水溶性のマグネシウム源のMgO換算モル量と水溶性のアルカリ土類金属源の酸化物換算モル量との合計を1とするとき、水溶性のマグネシウム源のMgO換算モル量の相対値が、0.05以上であり、
前記ガラス原料混合物中における、ホウ酸のB2O3換算モル量を1とするとき、水溶性のアルカリ土類金属源の酸化物換算モル量の相対値が、1.00以下である、造粒体の製造方法。 - 前記原料スラリーのpHが5.5以上である、請求項1に記載の造粒体の製造方法。
- 前記造粒体の粒度分布曲線における、体積累計メディアン径を表わすD50が50~700μmである、請求項1または2に記載の造粒体の製造方法。
- 前記水溶性マグネシウム塩が、硫酸マグネシウムおよび/または塩化マグネシウムである、請求項1~3のいずれか一項に記載の造粒体の製造方法。
- 前記ガラス原料中における、硫酸マグネシウムのSO3換算含有量と塩化マグネシウムのCl換算含有量の合計が0.05~5質量%である、請求項4に記載の造粒体の製造方法。
- 前記無アルカリガラスが、酸化物換算で以下の組成を有するホウケイ酸ガラスである、請求項1~5のいずれか一項に記載の造粒体の製造方法。
SiO2:40~85質量%、
Al2O3:0~22質量%、
B2O3:3~20質量%、
MgO:0.04~8質量%、
CaO:0~14.5質量%、
SrO:0~24質量%、
BaO:0~30質量%、
R2O(Rはアルカリ金属を表す):0.1質量%以下、
ただし、CaOとSrOとBaOの合計量は5質量%以上。 - 前記原料スラリーがさらに分散剤を含む、請求項1~6のいずれか一項に記載の造粒体の製造方法。
- 請求項1~7のいずれか一項に記載の製造方法で得られる造粒体を加熱して溶融ガラスとする、溶融ガラスの製造方法。
- 気相雰囲気中で前記造粒体の少なくとも一部を溶融させて溶融ガラス粒子とし、前記溶融ガラス粒子を集積して溶融ガラスとする、請求項8に記載の溶融ガラスの製造方法。
- 請求項8または9に記載の溶融ガラスの製造方法で得られた溶融ガラスを成形して徐冷する、ガラス物品の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201280024653.2A CN103562147A (zh) | 2011-05-25 | 2012-05-24 | 造粒体的制造方法、熔融玻璃的制造方法及玻璃物品的制造方法 |
| JP2013516443A JPWO2012161275A1 (ja) | 2011-05-25 | 2012-05-24 | 造粒体の製造方法、溶融ガラスの製造方法、ならびにガラス物品の製造方法 |
| KR1020137027240A KR20140025390A (ko) | 2011-05-25 | 2012-05-24 | 조립체의 제조 방법, 용융 유리의 제조 방법, 그리고 유리 물품의 제조 방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011117149 | 2011-05-25 | ||
| JP2011-117149 | 2011-05-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012161275A1 true WO2012161275A1 (ja) | 2012-11-29 |
Family
ID=47217347
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/063367 WO2012161275A1 (ja) | 2011-05-25 | 2012-05-24 | 造粒体の製造方法、溶融ガラスの製造方法、ならびにガラス物品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JPWO2012161275A1 (ja) |
| KR (1) | KR20140025390A (ja) |
| CN (1) | CN103562147A (ja) |
| TW (1) | TW201302630A (ja) |
| WO (1) | WO2012161275A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014136489A1 (ja) * | 2013-03-04 | 2014-09-12 | 旭硝子株式会社 | ガラスの溶解方法、溶融ガラスの製造方法及び板ガラスの製造方法 |
| JP2015051889A (ja) * | 2013-09-05 | 2015-03-19 | 旭硝子株式会社 | 造粒体、その製造方法およびガラス物品の製造方法 |
| CN104936910A (zh) * | 2013-01-17 | 2015-09-23 | 新加坡商矽比科亚洲有限公司 | 用于制造tft玻璃的加料负载 |
| WO2017047552A1 (ja) * | 2015-09-17 | 2017-03-23 | 旭硝子株式会社 | ガラス原料造粒体の製造方法、溶融ガラスの製造方法、およびガラス物品の製造方法 |
| JP2018070430A (ja) * | 2016-11-02 | 2018-05-10 | 日本電気硝子株式会社 | アルミノシリケートガラスの製造方法 |
| JP7462664B2 (ja) | 2018-10-29 | 2024-04-05 | アーエールセー フランス | ガラスの製造方法、および工業用ガラス製造設備 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6520358B2 (ja) * | 2015-04-30 | 2019-05-29 | Agc株式会社 | ガラス原料造粒体の製造方法、溶融ガラスの製造方法、およびガラス物品の製造方法 |
| CN107056044A (zh) * | 2017-05-23 | 2017-08-18 | 武汉理工大学 | 一种适用于液晶玻璃生产的复合消泡剂 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5175711A (ja) * | 1974-12-27 | 1976-06-30 | Nippon Steel Chemical Co | Garasugenryozoryuho |
| JP2006347795A (ja) * | 2005-06-15 | 2006-12-28 | Hoya Corp | 無アルカリガラス、その製造方法および液晶表示装置のtft形成用ガラス基板 |
| JP2010132541A (ja) * | 2008-11-10 | 2010-06-17 | Asahi Glass Co Ltd | 無アルカリガラスの製造方法 |
| WO2011024913A1 (ja) * | 2009-08-28 | 2011-03-03 | 旭硝子株式会社 | 造粒体の製造方法およびガラス製品の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10214449B4 (de) * | 2002-03-30 | 2005-03-24 | Schott Ag | Verfahren zur Herstellung von alkalifreien Aluminosilicatgläsern |
-
2012
- 2012-05-24 JP JP2013516443A patent/JPWO2012161275A1/ja not_active Withdrawn
- 2012-05-24 KR KR1020137027240A patent/KR20140025390A/ko not_active Application Discontinuation
- 2012-05-24 WO PCT/JP2012/063367 patent/WO2012161275A1/ja active Application Filing
- 2012-05-24 CN CN201280024653.2A patent/CN103562147A/zh active Pending
- 2012-05-25 TW TW101118743A patent/TW201302630A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5175711A (ja) * | 1974-12-27 | 1976-06-30 | Nippon Steel Chemical Co | Garasugenryozoryuho |
| JP2006347795A (ja) * | 2005-06-15 | 2006-12-28 | Hoya Corp | 無アルカリガラス、その製造方法および液晶表示装置のtft形成用ガラス基板 |
| JP2010132541A (ja) * | 2008-11-10 | 2010-06-17 | Asahi Glass Co Ltd | 無アルカリガラスの製造方法 |
| WO2011024913A1 (ja) * | 2009-08-28 | 2011-03-03 | 旭硝子株式会社 | 造粒体の製造方法およびガラス製品の製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104936910A (zh) * | 2013-01-17 | 2015-09-23 | 新加坡商矽比科亚洲有限公司 | 用于制造tft玻璃的加料负载 |
| JP2016507459A (ja) * | 2013-01-17 | 2016-03-10 | シベルコ アジア ピーティーイー リミテッド | Tftガラス製造のためのチャージング投入物 |
| KR101784079B1 (ko) | 2013-01-17 | 2017-10-10 | 시벨코 아시아 피티이. 엘티디. | Tft 유리 제조용 장입 로드 및 이의 제조 방법 |
| CN104936910B (zh) * | 2013-01-17 | 2018-02-02 | 新加坡商矽比科亚洲有限公司 | 用于制造tft玻璃的加料负载及其制备方法 |
| WO2014136489A1 (ja) * | 2013-03-04 | 2014-09-12 | 旭硝子株式会社 | ガラスの溶解方法、溶融ガラスの製造方法及び板ガラスの製造方法 |
| JP2015051889A (ja) * | 2013-09-05 | 2015-03-19 | 旭硝子株式会社 | 造粒体、その製造方法およびガラス物品の製造方法 |
| WO2017047552A1 (ja) * | 2015-09-17 | 2017-03-23 | 旭硝子株式会社 | ガラス原料造粒体の製造方法、溶融ガラスの製造方法、およびガラス物品の製造方法 |
| JP2018070430A (ja) * | 2016-11-02 | 2018-05-10 | 日本電気硝子株式会社 | アルミノシリケートガラスの製造方法 |
| JP7462664B2 (ja) | 2018-10-29 | 2024-04-05 | アーエールセー フランス | ガラスの製造方法、および工業用ガラス製造設備 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201302630A (zh) | 2013-01-16 |
| KR20140025390A (ko) | 2014-03-04 |
| CN103562147A (zh) | 2014-02-05 |
| JPWO2012161275A1 (ja) | 2014-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012161275A1 (ja) | 造粒体の製造方法、溶融ガラスの製造方法、ならびにガラス物品の製造方法 | |
| TWI482744B (zh) | A method for producing a glass raw material granule and a method for producing the same | |
| TWI477457B (zh) | A method for producing granules and a method for producing a glass product | |
| JP5920342B2 (ja) | 造粒体およびその製造方法、溶融ガラスの製造方法、ならびにガラス物品の製造方法 | |
| KR101965007B1 (ko) | 용융 유리의 제조 방법 및 유리 제품의 제조 방법 | |
| JP6142869B2 (ja) | 造粒体およびその製造方法 | |
| US20170174545A1 (en) | Method for producing glass raw material granules, method for producing molten glass, and method for producing glass article | |
| JP6350531B2 (ja) | 造粒体、その製造方法およびガラス物品の製造方法 | |
| JP6056716B2 (ja) | 造粒体、その製造方法およびガラス物品の製造方法 | |
| KR102517491B1 (ko) | 유리 원료 조립체의 제조 방법, 용융 유리의 제조 방법, 및 유리 물품의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12790358 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013516443 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20137027240 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 12790358 Country of ref document: EP Kind code of ref document: A1 |