WO2012114533A1 - マシニングセンタ - Google Patents
マシニングセンタ Download PDFInfo
- Publication number
- WO2012114533A1 WO2012114533A1 PCT/JP2011/054824 JP2011054824W WO2012114533A1 WO 2012114533 A1 WO2012114533 A1 WO 2012114533A1 JP 2011054824 W JP2011054824 W JP 2011054824W WO 2012114533 A1 WO2012114533 A1 WO 2012114533A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tool
- spindle
- shutter
- tool magazine
- magazine
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/155—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling
- B23Q3/157—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools
- B23Q3/15713—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools a transfer device taking a single tool from a storage device and inserting it in a spindle
- B23Q3/1572—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools a transfer device taking a single tool from a storage device and inserting it in a spindle the storage device comprising rotating or circulating storing means
- B23Q3/15722—Rotary discs or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/08—Protective coverings for parts of machine tools; Splash guards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/155—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling
- B23Q3/1552—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling parts of devices for automatically inserting or removing tools
- B23Q3/15526—Storage devices; Drive mechanisms therefor
- B23Q3/15533—Storage devices; Drive mechanisms therefor combined with manual tool transfers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q3/00—Devices holding, supporting, or positioning work or tools, of a kind normally removable from the machine
- B23Q3/155—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling
- B23Q3/157—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools
- B23Q3/15706—Arrangements for automatic insertion or removal of tools, e.g. combined with manual handling of rotary tools a single tool being inserted in a spindle directly from a storage device, i.e. without using transfer devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q11/00—Accessories fitted to machine tools for keeping tools or parts of the machine in good working condition or for cooling work; Safety devices specially combined with or arranged in, or specially adapted for use in connection with, machine tools
- B23Q11/08—Protective coverings for parts of machine tools; Splash guards
- B23Q11/0891—Protective coverings for parts of machine tools; Splash guards arranged between the working area and the operator
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T483/00—Tool changing
- Y10T483/11—Tool changing with safety means
- Y10T483/115—Guard
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T483/00—Tool changing
- Y10T483/17—Tool changing including machine tool or component
- Y10T483/1733—Rotary spindle machine tool [e.g., milling machine, boring, machine, grinding machine, etc.]
- Y10T483/1736—Tool having specific mounting or work treating feature
- Y10T483/1743—Tool having specific mounting or work treating feature including means for angularly orienting tool and spindle
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T483/00—Tool changing
- Y10T483/17—Tool changing including machine tool or component
- Y10T483/1733—Rotary spindle machine tool [e.g., milling machine, boring, machine, grinding machine, etc.]
- Y10T483/179—Direct tool exchange between spindle and matrix
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T483/00—Tool changing
- Y10T483/17—Tool changing including machine tool or component
- Y10T483/1733—Rotary spindle machine tool [e.g., milling machine, boring, machine, grinding machine, etc.]
- Y10T483/179—Direct tool exchange between spindle and matrix
- Y10T483/1793—Spindle comprises tool changer
- Y10T483/1795—Matrix indexes selected tool to transfer position
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T483/00—Tool changing
- Y10T483/18—Tool transfer to or from matrix
- Y10T483/1873—Indexing matrix
- Y10T483/1882—Rotary disc
Definitions
- the present invention relates to a machining center having an automatic tool change function.
- a machining center in which a tool magazine is rotatably mounted above a machining area and a tool is automatically exchanged between the tool magazine and a spindle (see, for example, Patent Document 1).
- a door is provided in front of the spindle so as to be openable and closable so as to face the machining area in order to perform work replacement work or the like in the machining area.
- the tool magazine is inclined so that the door side is high and the spindle side is low.
- the overall height of the machining center tends to be high.
- a machining center includes a spindle on which a tool is detachably attached, and a tool holding portion that is inclined so that the spindle side is lowered above a machining area facing the spindle and holds a tool to be exchanged with the spindle.
- a tool magazine having a plurality of rotation indexes in the circumferential direction, a shutter disposed at the boundary between the tool magazine and the machining area, a rotation drive unit that rotates the tool magazine, and an opening and closing that opens and closes the shutter A drive unit, and a control unit that controls the rotation drive unit and the opening / closing drive unit.
- Shutter can to and controls the rotational driving unit and the opening and closing drive unit to close.
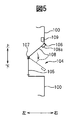
- FIG. 1 is a side view showing a schematic configuration of a machining center according to an embodiment of the present invention.
- FIG. 2 is an external perspective view of the machining center according to the embodiment of the present invention.
- 3 is a view taken along the arrow III in FIG.
- FIG. 4 is a side view showing an example of a tool used in the machining center of FIG.
- FIG. 5 is a longitudinal sectional view schematically showing the configuration of the recess in FIG.
- FIG. 6 is a side view of the main part of the machining center showing the configuration of the tool changer according to the embodiment of the present invention in more detail, and is a view showing the first inclined posture of the tool magazine.
- FIG. 1 is a side view showing a schematic configuration of a machining center according to an embodiment of the present invention.
- FIG. 2 is an external perspective view of the machining center according to the embodiment of the present invention.
- 3 is a view taken along the arrow III in FIG.
- FIG. 4 is a side view showing an
- FIG. 7 is a plan view of the main part of the machining center showing the configuration of the tool changer according to the embodiment of the present invention in more detail.
- FIG. 8 is a side view schematically showing the configuration of the magazine base support of FIGS.
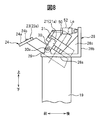
- FIG. 9 is a diagram illustrating a second inclined posture of the tool magazine.
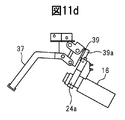
- FIG. 10 is a diagram showing a configuration of the tool replacement device according to the embodiment of the present invention. 11a to 11d are diagrams for explaining the tool replacement operation using the tool replacement device of FIG.
- FIG. 12 is a block diagram showing the configuration of the machining center control apparatus according to the embodiment of the present invention.
- FIG. 1 is a side view showing a schematic configuration of a machining center according to an embodiment of the present invention
- FIG. 2 is an external perspective view of the machining center.
- a vertical moving body 11 is supported on the rear surface of the bed 10 so as to be movable in the vertical direction (Y-axis direction) via a linear feed mechanism.
- a left and right moving body 12 is supported on the upper surface of the up and down moving body 11 so as to be movable in the left and right direction (X-axis direction) via a linear feed mechanism.
- a front-rear moving body 13 is supported on the upper surface of the left-right moving body 12 so as to be movable in the front-rear direction (Z-axis direction) via a linear feed mechanism.
- a spindle head 14 is provided at the front of the front-rear moving body 13, and a tool 16 is attached to the spindle head 14 via a spindle 15 that can rotate around a rotation axis in the front-rear direction.
- the linear feed mechanism in the vertical direction, the horizontal direction, and the front-rear direction includes, for example, a guide device using a guide rail and a guide block, and a drive device using a servo motor that rotationally drives the ball screw and the ball screw.
- the tool 16 is rotationally driven by a spindle motor in the spindle head 14.
- a table 17 is placed on the upper surface of the bed 10 so as to be able to rotate around a vertical axis.
- the scale 18 is placed, and on the front surface of the scale 18, a work W is attached to face the tip of the tool 16.
- the tool 16 can move relative to the workpiece W in the three orthogonal axes (X, Y, and Z axes) and the one rotation axis (B axis), and the workpiece W is processed into a desired shape.
- the table 17 may be configured to be able to rotate and feed about an axis in the front-rear direction
- the machining center may be a 5-axis machine capable of relative movement in the orthogonal 3-axis direction and the rotation 2-axis direction (B and C axis directions). it can.
- the tool changer 20 includes a magazine base 21 installed on the upper ends of the left and right columns 19, and a tool magazine 22 that is rotatably supported by the magazine base 21.
- the magazine base 21 is inclined so that the front side is high and the rear side is low, and the tool magazine 22 is similarly inclined. That is, the tool magazine 22 is inclined so that the angle formed by the vertical line and the rotation axis of the tool magazine 22 is a predetermined inclination angle ⁇ .
- FIG. 3 is a rear view of the tool changer 20, that is, a view of the tool changer 20 viewed from the direction of the inclination angle ⁇ (an arrow III view in FIG. 1). As shown in FIGS.
- an indexing motor (indexing motor) 50 for the tool magazine 22 is fixed to the center of the magazine base 21 in the left-right direction.
- the tool magazine 22 includes a rotating frame 23 and a plurality of tool holding units, that is, grippers 24 attached around the rotating frame 23.
- the output shaft of the indexing motor 50 is connected to the center of rotation of the rotary frame 23, and the tool magazine 22 is supported by the magazine base 21 so as to be rotatable in the direction of arrow ⁇ around the point O in FIG.
- the indexing motor 50 is constituted by a servo motor, for example.
- the rotating frame 23 has a shape in which a part of a circle is notched linearly, and an outer shape is defined by an arc portion 23a and a chord portion 23b. ing.
- a plurality of grippers 24 are attached to the arc portion 23a at equal intervals in the circumferential direction.
- a replacement tool 16 is detachably held in each gripper 24, and a tool holding area AR ⁇ b> 1 is formed around the tool magazine 22.
- the gripper 24 is not provided in the string portion 23b, and a tool non-existing area AR2 is formed around the tool magazine 22. 1 and 3, the tool magazine 22 is in the rotation reference state.
- FIG. 4 is a side view showing an example of the tool 16 held by the gripper 24.
- the tool 16 has a shank 16a, a flange 16b, a V groove 16c, and a tool portion 16d (a drill in the drawing) along the rotation axis.
- the peripheral surface of the shank 16a has a tapered surface tapered toward the rear end surface, is fitted in a taper hole (not shown) at the tip of the main shaft 15 in a close contact state, and is provided with a clamp device 54 (see FIG. 12).
- the clamp device 54 is a well-known device such as a draw bar with a collet that pulls the shank 16a of the tool 16 to the rear of the main shaft 15.
- the tool 16 mounted on the gripper 24 is moved to the lowermost and rearmost tool change position Pa as shown by a dotted line in FIG.
- the tool 16 is held by the gripper 24 while being inclined with respect to the tool magazine 22 at an angle corresponding to the inclination angle ⁇ so that the axial direction of the tool 16 is directed in the front-rear direction at the tool change position Pa.
- a horizontal cover 25 is provided between the workpiece W and the tool magazine 22 so as to partition the machining area WS and the tool magazine 22 in the horizontal direction.
- the horizontal cover 25 has a function of preventing chips and machining fluid from scattering into the tool magazine 22.
- an opening 25a (see FIG. 7) having a substantially rectangular shape in plan view is provided corresponding to the tool change position Pa.
- the horizontal cover 25 is provided with a shutter 26 slidable in the front-rear direction.
- the shutter 26 slides in the front-rear direction by driving the opening / closing cylinder 53, and the opening 25 a is opened and closed by the shutter 26.
- the opening / closing cylinder 53 is constituted by an air cylinder, for example. It should be noted that the shutter 26 may be of any configuration, such as a method of sliding in the left-right direction or a hinge method.
- a spindle head cover 27 is erected in front of the moving bodies 11 to 13, and a machining chamber (machining region) WS is formed below the horizontal cover 25 and in front of the spindle head cover 27.
- the spindle head cover 27 is provided with an opening 27a, and the spindle 15 and the tool 16 penetrate the spindle head cover 27 through the opening 27a.
- the spindle head cover 27 can be wound up and down and left and right, and the opening 27a moves up and down and left and right as the tool 16 moves up and down and left and right.
- the machining center as a whole has a substantially rectangular parallelepiped shape, and its front and rear surfaces, left and right surfaces, and upper and lower surfaces are each covered with a cover 100.
- the front cover 100 is provided with an opening 101.
- the opening 101 is opened and closed by a door 102 slidable in the left-right direction, and the work W in the processing area WS is exchanged or the like with the door 102 opened.
- the door 102 is provided with a monitoring window 103.
- a part of the cover 100 on the right side enters the inside (left side), and a recess 104 is formed.
- An operation panel 110 is provided on the front side of the recess 104 of the right surface cover 100.
- FIG. 5 is a longitudinal sectional view schematically showing the configuration of the recess 104.
- a monitoring window 105 is attached to the back surface (left surface) of the recess 104.
- the upper surface of the concave portion 104 is formed as an inclined surface inclined toward the lower left, and an opening 106 is formed on the upper surface.
- the opening 106 is closed by a door 108 that can pivot in the vertical direction with the hinge 107 as a fulcrum.
- the door 108 is provided with a lock mechanism 109 that is operated by an actuator 55 (FIG. 12), and the door 108 is unlocked or locked by the lock mechanism 109.
- a handle 108 a is attached to the upper end of the door 108. With the lock mechanism 109 unlocked, the handle 108a is gripped to open the door 108, and the replacement work of the tool 16 described later is performed.
- FIG. 6 is a side view of the main part of the machining center showing the configuration of the tool changer 20 in more detail (viewed from the left side), and FIG. 7 is a plan view of the main part. 6 and 7, the gripper 24 is partially omitted, and in FIG. 7, the tool 16 held by the gripper 24 is not illustrated.
- the magazine base 21 has a frame portion 21a having a substantially rectangular shape in plan view, and a motor support portion 21b disposed in the center of the frame portion 21a.
- the index motor is provided in the motor support portion 21b. 50 is fixed.
- a bracket 28 is fixed to the upper end of one (left side) support column 19.
- FIG. 8 is a side view schematically showing the configuration of the support portion of the magazine base 21. As shown in FIG.
- the bracket 28 includes a base plate 28a fixed to the upper surface of the support column 19, a vertical plate 28b rising upward from the rear end of the base plate 28a, and a base plate 28a and a vertical plate 28b. It has a substantially triangular reinforcing rib 28c installed between them, and a bearing 29 is provided at the front end of the base plate 28a.
- the bearing 29 is provided at the upper end of the left and right support columns 19.
- One end portion of the stay 30 is fixed to the left and right end surfaces of the frame portion 21a of the magazine base 21, respectively.
- the stay 30 extends downward, and a shaft portion 30a projects from the other end of the stay 30 toward the outside in the left-right direction.
- the shaft portion 30 a is rotatably inserted into the left and right bearings 29, whereby the magazine base 21 is rotatably supported by the left and right support columns 19 via the stay 30 or the stay 30 and the bracket 28.
- a projecting member 31 projects upward from the front end and the left end of the frame portion 21 a of the magazine base 21.
- One end of the tilting cylinder 52 is rotatably supported on the upper end of the projecting member 31, and the other end of the tilting cylinder 52 is rotatably supported on the upper end of the bracket 28 (vertical plate 28b). Yes.
- the tilting cylinder is composed of, for example, an air cylinder, and the tool magazine 22 (rotating frame 23) can be tilted with the shaft portion 30a as a fulcrum by driving the tilting cylinder 52.
- tilt angle (alpha) with respect to the vertical line of the tool magazine 22 can be changed.
- FIG. 6 shows a first tilted posture in which the tilting cylinder 52 is retracted to the maximum, and the tilt angle ⁇ of the tool magazine 22 in this case is ⁇ 1 (for example, 30 °).
- FIG. 6 shows a first tilted posture in which the tilting cylinder 52 is retracted to the maximum, and the tilt angle ⁇ of the tool magazine 22 in this case is ⁇ 1 (for example, 30 °).
- the first inclined posture is a posture suitable for exchanging tools for exchanging the tool 16 mounted on the spindle 15
- the second inclined posture is a tool replacement for replacing the tool 16 held in the tool magazine 22.
- the posture is suitable for.
- the position of the lowermost portion of the tool 16 held by the tool magazine 22 becomes higher, so that the tool magazine 22 interferes with the shutter 26 regardless of whether the shutter 26 is closed or opened. It can rotate without. As shown in FIG.
- each gripper 24 has a pair of gripping members 24 a arranged to face each other in the circumferential direction.
- Each gripping member 24a is rotatably supported by the arc portion 23a via a pin 24b.
- a curved convex portion 24c is provided inside the pair of gripping members 24a corresponding to the V-groove 16c (FIG. 4) of the tool 16.
- a spring 24d is interposed inside the pair of gripping members 24a, and the tool 16 is held on the curved convex portion 24c by the urging force of the spring 24d.
- the tool can be attached to and detached from the gripper 24 against the biasing force of the spring 24d by moving the spindle 15 up and down and back and forth. it can. That is, the tool 16 can be transferred from the spindle 15 to the gripper 24 or from the gripper 24 to the spindle 15, and the tool of the spindle 15 can be changed.
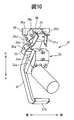
- FIG. 10 is a view of the tool replacement device 35 viewed from the right side
- FIG. 11 a is a side view of the tool replacement device 35.
- the tool replacement device 35 is provided toward the rotation center of the tool magazine 22, that is, in the direction of arrow A in FIG. 7, and the tool replacement device 35 is shown as a perspective view in FIG.
- a support portion 28d protrudes downward from the bottom of the bracket 28.
- FIGS. 10 and 11a a support portion 28d protrudes downward from the bottom of the bracket 28.
- One end portion of the first link member 36 is attached to the lower end portion of the support portion 28d so as to be rotatable about the shaft portion 36a.
- a bent lever 37 that is bent outward so as not to interfere with the tool 16 is connected to the lower end of the first link member 36.
- the lower end portion of the lever 37 is bent at a substantially right angle to form an operation portion 37a.
- the operation unit 37 a is disposed so as to face the opening 106 of the cover 100, and an operator can operate the lever 37 through the opening 106.
- One end portion of a second link member 38 having a substantially U-shaped cross section is attached to the upper end portion of the support portion 28d so as to be rotatable about the shaft portion 38a.
- a pushing member 39 is rotatably attached to the other end portion of the first link member 36 and the other end portion of the second link member 38 via shaft portions 36b and 38b, respectively.
- claw portions 39a project from the gripper 24, and a concave space 39b is formed between the pair of claw portions 39a.
- the pair of claw portions 39a are disposed to face each other, and the distance between the claw portions 39a gradually increases toward the bottom.
- gradients 24e are formed on the upper outer sides of the pair of gripping members 24a so as to expand downward.
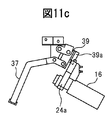
- 11a to 11d are diagrams illustrating an example of the tool replacement work.
- the tilting angle ⁇ with respect to the vertical line of the tool magazine 22 is set to ⁇ 2 by driving the tilting cylinder 52 as shown in FIG.
- rotation of the tool magazine 22 moves the tool 16 that requires replacement as shown in FIG. 11 a to a tool replacement position (position Pc in FIG. 9) below the pushing member 39 of the tool replacement device 35.
- the door 108 of the right cover 100 is opened, and the lever 37 is pulled up through the opening 106.
- the push-in member 39 descends while approaching the gripper 24 via the first link member 36 and the second link member 38, and the lower end of the claw portion 39a contacts the upper outer side of the gripping member 24a. Touch.
- the machining center has a control device. Here, the operation of the machining center, particularly the tool change operation and the tool change operation will be described.
- FIG. 12 is a block diagram showing the configuration of this control device.
- the control device includes an input device 41 that inputs various types of information related to tool change and tool replacement, a shutter open / close detector 42 that detects the open / close state of the shutter 26, a spindle position detector 43 that detects the position of the spindle 15, A clamp state detector 44 that detects the clamp state of the tool 16 mounted on the spindle 15, a posture detector 45 that detects the posture of the tool magazine 21, and an index position detector that detects the index position of the tool magazine 22. 46, and a control unit that executes predetermined processing based on signals from the input device 41, the shutter open / close detector 42, the spindle position detector 43, the clamp state detector 44, the attitude detector 45, and the index position detector 46.
- the input device 41 includes an operation panel 110 and an NC program reading unit.
- the shutter open / close detector 42 is configured by, for example, a switch that is turned on when the shutter 26 is opened and turned off when the shutter 26 is closed.
- the spindle position detector 43 is constituted by a rotation amount detector attached to servo motors for the X axis, the Y axis, and the Z axis.
- the clamp state detector 44 is configured by a switch that is turned on when the tool 16 is clamped by the operation of the clamp device 54 and turned off when unclamped.
- the index position detector 46 is constituted by a rotation amount detector attached to the index motor 50, for example.
- the spindle control motor 51 includes an X-axis, Y-axis and Z-axis servomotor (X-axis motor 51a, Y-axis motor 51b, Z-axis motor 51c) and a spindle motor 51d for spindle rotation.
- the lock mechanism actuator 55 is an actuator that operates the lock mechanism 109 (FIG. 5), and can be constituted by a solenoid, an air cylinder, or the like.
- the control unit 40 includes an arithmetic processing unit having a CPU, ROM, RAM, and other peripheral circuits.
- the control unit 40 includes a tool replacement processing unit 40a that executes processing related to tool replacement (tool replacement processing) and a tool replacement processing unit 40b that executes processing related to tool replacement (tool replacement processing).
- the tool change process is started when a tool change command is input from the input device 41.
- processing from a state in which a workpiece is machined in the machining area WS by executing the NC program will be described.
- the tool magazine 22 is indexed to the reference state, the inclination angle of the tool magazine 22 is ⁇ 1, and the shutter 26 is closed.
- the control unit 40 outputs a control signal to the spindle motor 51d to stop the rotation of the spindle 15, and sends control signals to the X-axis motor 51a and the Z-axis motor 51c, respectively. As shown in FIG.
- the positions of the main shaft 15 in the front-rear direction (Z-axis direction) and the left-right direction (X-axis direction) are matched with the tool change position Pa (this is referred to as a preparation position Pb).
- the upper limit position and the lower limit position of the spindle 15 at the time of workpiece machining are indicated by Pu and Pd, respectively.
- the tool change position Pa is located outside the movement range of the spindle 15, that is, above the upper limit position Pu, and the movement stroke between the upper limit position Pu and the tool change position Pa is set for tool change. .
- the control unit 40 When the main shaft position detector 43 detects the movement of the main shaft 15 to the preparation position Pb, the control unit 40 outputs a control signal to the opening / closing cylinder 53, slides the shutter 26 forward, and opens the opening 25a. To do.
- a control signal is output to the indexing motor 50, and the gripper 24 (a so-called empty gripper) to which the tool 16 is not mounted is passed through the opening 25a. Index to the tool change position Pa. This index state is confirmed by the detection value of the index position detector 46.
- the control unit 40 outputs a control signal to the Y-axis motor 51b, and moves the spindle 15 to the upper tool change position Pa.
- the tool 16 mounted on the main shaft 15 engages with the gripper 24 as indicated by the one-dot chain line in FIG.
- a control signal is output to the clamping device 54 in the spindle 15 to unclamp the tool 16.
- a control signal is output to the Z-axis motor 51c, and the spindle 15 is retracted backward to a position where it does not interfere with the tool magazine 22. In this way, the tool 16 is transferred to the gripper 24.
- the control unit 40 When the retraction operation of the main shaft 15 is detected by the main shaft position detector 43, the control unit 40 outputs a control signal to the indexing motor 50, and calculates the tool 16 used for the next machining to the tool change position Pa. Next, a control signal is output to the Z-axis motor 51c to advance the spindle 15 to the tool change position Pa.
- a control signal is output to the clamping device 54, and the tool 16 is clamped to the spindle 15.
- a control signal is output to the Y-axis motor 51b, and the tool 16 is moved together with the spindle 15 into the machining area WS (for example, the preparation position Pb).
- the control unit 40 outputs a control signal to the indexing motor 50 and indexes the tool magazine 21 to the reference state (FIG. 7).
- the index position detector 46 detects the indexing of the tool magazine 21 to the reference state, it outputs a control signal to the open / close cylinder 53 to slide the shutter 26 rearward and close the opening 25a.
- the tool replacement process is started when a tool replacement command is input from the input device 41.
- the tool replacement command is input by the operator by operating a tool replacement button provided on the operation panel 110, for example, before starting the workpiece processing or after finishing the workpiece processing.
- a tool replacement command can also be input during workpiece machining.
- the tool replacement process is executed in preference to the tool replacement process as an interrupt process of the NC program.
- the tool magazine 22 Before the input of the tool replacement command, the tool magazine 22 is set in the reference state of FIGS. 6 and 7, and the door 108 is locked in the closed state by the lock mechanism 109.
- a control signal is output to the indexing motor 50, and the replacement tool 16 is moved to the tool replacement position Pc below the pushing member 39 of the tool replacement device 35. Find out.
- the control unit 40 outputs a control signal to the actuator 55 to unlock the lock mechanism 109.
- the lock mechanism 109 is unlocked, the worker opens the door 108 and pulls up the lever 37 of the tool replacement device 35 through the opening 106. Thereby, as described above, the pushing member 39 of the tool replacement device 35 pushes the gradient 24e of the gripping member 24a, and the tool 16 can be removed from the gripper 24. After removing the tool 16, the worker inserts a new tool 16 inside the pair of gripping members 24a and returns the lever 37 to the original position. As a result, a new tool 16 is mounted on the gripper 24.
- the gripper 24 is provided around the substantially circular rotating frame 23 to form the tool holding area AR1 in the tool magazine 22, and a part of the rotating frame 23 in the circumferential direction is notched linearly.
- the tool non-existence area AR2 where the gripper 24 does not exist is formed.
- the shutter 26 is closed, the tool magazine 22 is indexed to a reference state in which the tool non-existence area AR2 is at the bottom, and when the shutter 26 is opened, the tool 16 in the tool holding area AR1 moves to the tool change position P0.
- the tool magazine 22 was indexed as follows. As a result, the tool magazine 22 can be disposed close to the horizontal cover 25 while avoiding interference between the tool magazine 22 and the shutter 26 during tool change.
- the tool magazine 22 can be arranged at a low position, the overall height of the machine can be lowered, and the stability can be improved. Further, the tilting cylinder 52 supports the tool magazine 22 so that the tool magazine 22 can be tilted.
- the tilt angle ⁇ of the tool magazine 22 is controlled to ⁇ 1 corresponding to the tool changing position Pa. Control was made to ⁇ 2 corresponding to the tool replacement position Pc. Thereby, the tool replacement device 35 can be attached without being limited to the tool replacement position Pa, and the tool replacement device 35 can be easily attached.
- the tool magazine 22 is tilted to a more horizontal posture, and the tool magazine 22 is in a state where the shutter 26 is closed. Can be rotated without interfering with the shutter 26. Therefore, tool replacement work is possible even during workpiece machining, and work efficiency can be improved.
- a part of the circular shape is cut into a straight line to form the rotating frame 23 of the tool magazine 22, and the gripper 24 is provided on the arc portion 23 a of the rotating frame 23.
- the rotating frame 23 The configuration is not limited to that described above.
- the shutter 26 is slidably provided on the horizontal cover 25 below the tool magazine 22 to open and close the opening 25a.
- the shutter may have any configuration.
- the shutter 26 may be opened and closed using an opening / closing drive unit other than the opening / closing cylinder 53.
- the tool magazine 22 may be rotated using a rotational drive unit other than the index motor 50.
- the gripper 24 as the tool holding unit may have any configuration.
- the configuration of the control unit 40 is not limited to that described above.
- the inclination angle ⁇ of the tool magazine is changed by expansion and contraction of the tilting cylinder 52.
- the inclination angle ⁇ 1 (the first angle) at which the tool 16 held by the gripper 24 can be moved to the tool change position Pa.
- the configuration of the inclination angle changing unit may be any.
- the configuration of the tool replacement device 35 for attaching / detaching the tool 16 to / from the gripper 24 and the mounting position thereof are not limited to those described above.
- the tool replacement device 35 is not provided, only the tool replacement position Pc is set, and the tool 16 may be replaced using a hand-held lever tool that prys the gripper 24 open.
- the tool absence region is formed in a part of the circumferential direction of the tool magazine disposed at an inclination, and when the shutter is closed, the tool absence region is moved to the spindle side, and the shutter is opened. Sometimes, the tool holding area moves to the spindle side. Thereby, the tool magazine can be arranged at a low position while avoiding interference between the tool magazine and the tool magazine cover at the time of tool replacement.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Tool Replacement In Machine Tools (AREA)
Abstract
Description
しかしながら、上記特許文献1記載のマシニングセンタのように工具マガジンを傾斜して設ける場合には、マシニングセンタの全高が高くなりやすい。とくに、加工領域と工具マガジンとの間に水平方向に仕切壁としての開閉可能なシャッターを設ける場合には、工具マガジンをシャッターと干渉しない位置に取り付ける必要がある。このため、マシニングセンタの全高が一層高くなりやすく、機械の安定性を損なう。
図2は、本発明の実施の形態に係るマシニングセンタの外観斜視図である。
図3は、図1の矢視III図である。
図4は、図1のマシニングセンタに用いられる工具の一例を示す側面図である。
図5は、図2の凹部の構成を概略的に示す縦断面図である。
図6は、本発明の実施の形態に係る工具交換装置の構成をより詳細に示すマシニングセンタの要部側面図であり、工具マガジンの第1傾斜姿勢を示す図である。
図7は、本発明の実施の形態に係る工具交換装置の構成をより詳細に示すマシニングセンタの要部平面図である。
図8は、図6,7のマガジンベースの支持部の構成を模式的に示す側面図である。
図9は、工具マガジンの第2傾斜姿勢を示す図である。
図10は、本発明の実施の形態に係る工具差替装置の構成を示す図である。
図11a~図11dは、それぞれ図10の工具差替装置を用いた工具差替動作を説明する図である。
図12は、本発明の実施の形態に係るマシニングセンタの制御装置の構成を示すブロック図である。
図1に示すように、ベッド10の後面には、直線送り機構を介して上下方向(Y軸方向)に移動可能に上下移動体11が支持されている。上下移動体11の上面には、直線送り機構を介して左右方向(X軸方向)に移動可能に左右移動体12が支持されている。左右移動体12の上面には、直線送り機構を介して前後方向(Z軸方向)に移動可能に前後移動体13が支持されている。前後移動体13の前部には主軸頭14が設けられ、主軸頭14には、前後方向の回転軸線を中心に回転可能な主軸15を介して工具16が取り付けられている。上下方向、左右方向および前後方向の直線送り機構は、例えばガイドレールとガイドブロックによる案内装置、およびボールねじとボールねじを回転駆動するサーボモータによる駆動装置により構成される。工具16は、主軸頭14内のスピンドルモータにより回転駆動される。
ベッド10の上面には、鉛直方向の軸線を中心に回転送り可能にテーブル17が載置されている。テーブル17の上面にはイケール18が載置され、イケール18の前面には工具16の先端部に対向してワークWが取り付けられている。この構成により、ワークWに対して工具16が直交3軸方向(X、Y、Z軸方向)および回転1軸方向(B軸方向)に相対移動可能となり、ワークWを所望の形状に加工することができる。さらに、テーブル17を前後方向の軸線を中心に回転送り可能に構成し、マシニングセンタを直交3軸方向および回転2軸方向(B、C軸方向)に相対移動可能な5軸加工機とすることもできる。
ベッド10の左右側方には、左右一対の支柱19が立設され、支柱19の上端部に工具交換装置20が設けられている。工具交換装置20は、左右の支柱19の上端部に架設されたマガジンベース21と、マガジンベース21に回転可能に支持された工具マガジン22とを有する。マガジンベース21は、前側が高く、後側が低くなるように傾斜して設けられ、工具マガジン22も同様に傾斜して設けられている。すなわち、鉛直線と工具マガジン22の回転軸線とのなす角が所定の傾斜角αとなるように工具マガジン22は傾設されている。
図3は、工具交換装置20の背面図、すなわち、工具交換装置20を傾斜角α方向から見た図(図1の矢視III図)である。図1,3に示すように、マガジンベース21の左右方向中央部には、工具マガジン22の割出用のモータ(割出モータ)50が固定されている。工具マガジン22は、回転フレーム23と、回転フレーム23の周囲に取り付けられた複数の工具保持部、すなわちグリッパ24とを有する。割出モータ50の出力軸は、回転フレーム23の回転中心部に連結され、工具マガジン22はマガジンベース21に図3の点Oを中心にして矢印β方向に回転可能に支持されている。割出モータ50は、例えばサーボモータによって構成される。
本実施の形態の特徴的構成として、図3に示すように回転フレーム23は、円の一部を直線状に切り欠いた形状をなし、円弧部23aと弦部23bとによって外形形状が規定されている。円弧部23aには、周方向等間隔に複数のグリッパ24が取り付けられている。各グリッパ24には、それぞれ交換用工具16が着脱可能に保持され、工具マガジン22の周囲に工具保持領域AR1が形成されている。一方、弦部23bには、グリッパ24が設けられておらず、工具マガジン22の周囲に工具不存在領域AR2が形成されている。なお、図1,3では、工具マガジン22は回転基準状態にあり、回転基準状態では、弦部23bが回転中心Oよりも後方にて左右方向に延在し、工具不存在領域AR2が後方に存在する。
図4は、グリッパ24に保持される工具16の一例を示す側面図である。工具16は、回転軸線に沿ってシャンク16a、フランジ16b、V溝16cおよび工具部16d(図ではドリル)を有する。シャンク16aの周面は後端面に向けて先細のテーパ面形状をなし、主軸15の先端部のテーパ孔(不図示)に密着状態で嵌合し、主軸15に設けられたクランプ装置54(図12)によってクランプされる。なお、クランプ装置54は、例えば工具16のシャンク16aを主軸15の後方に引き込むコレット付きのドローバー等、周知のものである。
工具交換時には、例えば工具マガジン22の回転により、図1に点線で示すように、グリッパ24に装着された工具16を最下部かつ最後方の工具交換位置Paに移動させる。この工具交換位置Paにおいて工具16の軸線方向が前後方向を向くように、工具16は傾斜角αに応じた角度で、工具マガジン22に対し傾斜してグリッパ24に保持されている。
ワークWと工具マガジン22の間には、水平方向に加工領域WSと工具マガジン22とを仕切る水平カバー25が延設されている。この水平カバー25は、切り屑や加工液の工具マガジン22への飛散を防止する機能を有する。水平カバー25の後部には、工具交換位置Paに対応して平面視略矩形状の開口部25a(図7参照)が設けられている。水平カバー25には前後方向にスライド可能にシャッター26が設けられている。シャッター26は開閉用シリンダ53の駆動により前後方向にスライドし、シャッター26によって開口部25aが開閉される。開閉用シリンダ53は例えばエアシリンダにより構成される。なお、シャッター26は左右方向にスライドする方式でも、蝶番方式でも、いかなる構成でもよい。
一方、移動体11~13の前方には主軸頭カバー27が立設され、水平カバー25の下方かつ主軸頭カバー27の前方に加工室(加工領域)WSが形成されている。主軸頭カバー27には開口部27aが設けられ、開口部27aを介して主軸15および工具16が主軸頭カバー27を貫通している。主軸頭カバー27は上下方向および左右方向に巻き取り可能であり、工具16の上下動および左右動に伴い開口部27aも上下、左右に移動する。
図2に示すようにマシニングセンタは全体が略直方体形状をなし、その前後面、左右面および上下面はそれぞれカバー100によって覆われている。前面のカバー100には開口部101が設けられている。開口部101は左右方向にスライド可能な扉102によって開閉され、扉102を開放した状態で加工領域WS内のワークWの交換作業等が行われる。扉102には監視用の窓103が設けられている。
右面のカバー100の一部は内側(左方)に入り込み、凹部104が形成されている。右面カバー100の凹部104の前側には操作盤110が設けられている。図5は、凹部104の構成を概略的に示す縦断面図である。凹部104の奥面(左面)には監視用の窓105が取り付けられている。凹部104の上面は左下に向けて斜めになった傾斜面で形成され、その上面に開口部106が形成されている。開口部106は、ヒンジ部107を支点に上下方向に回動可能な扉108によって閉塞されている。扉108にはアクチュエータ55(図12)によって作動するロック機構109が設けられ、ロック機構109により扉108が解錠または施錠される。扉108の上端部には取っ手108aが取り付けられている。ロック機構109が解錠された状態で取っ手108aを把持して扉108を開放し、後述する工具16の差替作業を行う。
図6は、工具交換装置20の構成をより詳細に示すマシニングセンタの要部側面図(左側から見た図)であり、図7は、要部平面図である。なお、図6,7では、グリッパ24の図示を一部省略し、さらに図7では、グリッパ24に保持される工具16の図示を省略している。
図6,7に示すようにマガジンベース21は、平面視略矩形状の枠部21aと、枠部21aの中央に配置されたモータ支持部21bとを有し、モータ支持部21bに割出モータ50が固定されている。一方(左側)の支柱19の上端部にはブラケット28が固設されている。
図8は、マガジンベース21の支持部の構成を模式的に示す側面図である。図8に示すように、ブラケット28は、支柱19の上面に固設されたベース板28aと、ベース板28aの後端部から上方に立ち上がる縦板28bと、ベース板28aと縦板28bとの間に架設された略三角形状の補強用リブ28cとを有し、ベース板28aの前端部に軸受29が設けられている。なお、軸受29は左右の支柱19の上端部に設けられている。
マガジンベース21の枠部21aの左右側端面にはそれぞれステー30の一端部が固定されている。ステー30は下方に向けて延在し、ステー30の他端部には左右方向外側に向けて軸部30aが突設されている。軸部30aは左右の軸受29に回転可能に挿入され、これによりマガジンベース21は、ステー30またはステー30とブラケット28とを介して左右の支柱19に回動可能に支持されている。
図6~図8に示すように、マガジンベース21の枠部21aの前端かつ左側端部には、上方に向けて突起部材31が突設されている。突起部材31の上端部には傾動用シリンダ52の一端部が回転可能に軸支され、傾動用シリンダ52の他端部はブラケット28(縦板28b)の上端部に回転可能に軸支されている。傾動用シリンダは例えばエアシリンダにより構成され、傾動用シリンダ52の駆動により軸部30aを支点に工具マガジン22(回転フレーム23)を傾動させることができる。これにより工具マガジン22の鉛直線に対する傾斜角αを変更することができる。
図6は、傾動用シリンダ52を最大に縮退した第1傾斜姿勢を示しており、この場合の工具マガジン22の傾斜角αはα1(例えば30°)である。一方、図9は、傾動用シリンダ52を最大に伸張した第2傾斜姿勢を示しており、この場合の工具マガジン22の傾斜角αはα2(例えば18°)である。第1傾斜姿勢は、主軸15に装着される工具16を交換するための工具交換に適した姿勢であり、第2傾斜姿勢は、工具マガジン22に保持される工具16を差し替えるための工具差替に適した姿勢である。なお、第2傾斜姿勢では、工具マガジン22に保持される工具16の最下部の位置が高くなるため、工具マガジン22はシャッター26が閉鎖していても開放していても、シャッター26と干渉することなく回転可能である。
図8に示すように、回転フレーム23の円弧部23aにおける周面は、回転軸線L0に対して円錐状に傾斜して形成され、この傾斜面に複数のグリッパ24が取り付けられている。図6,7に示すように、各グリッパ24は、周方向に互いに向かい合わせに配置された一対の把持部材24aを有する。各把持部材24aはそれぞれピン24bを介して円弧部23aに回動可能に支持されている。
ピン24bの下方において、一対の把持部材24aの内側には工具16のV溝16c(図4)に対応して湾曲凸部24cが設けられている。一方、ピン24bの上方において、一対の把持部材24aの内側にはばね24dが介装され、ばね24dの付勢力により湾曲凸部24cに工具16が保持されている。
図6の点線に示すように、グリッパ24が工具交換位置Paにある場合、主軸15を上下移動および前後移動させることで、ばね24dの付勢力に抗してグリッパ24に工具を着脱することができる。すなわち、主軸15からグリッパ24に、またはグリッパ24から主軸15に工具16を受け渡すことができ、主軸15の工具交換が可能となる。このように工具交換は主軸15の移動によって自動的に行われるのに対し、工具差替はブラケット28の下部に取り付けられた工具差替装置35を用いて手動で行う。
図10は、工具差替装置35を右方から見た図であり、図11aは工具差替装置35の側面図である。なお、工具差替装置35は工具マガジン22の回転中心に向けて、すなわち図7の矢印A方向に向けて設けられており、図10では工具差替装置35が斜視図として示されている。
図10,11aに示すように、ブラケット28の底部には下方に向けて支持部28dが突設されている。支持部28dの下端部には、第1リンク部材36の一端部が軸部36aを支点に回動可能に取り付けられている。第1リンク部材36の下端部には、工具16と干渉しないように外側に屈曲した屈曲形状のレバー37が連設されている。レバー37の下端部は略直角に折り曲げられ、操作部37aが形成されている。操作部37aはカバー100の開口部106に面して配置され、作業員は開口部106を介してレバー37を操作可能となる。
支持部28dの上端部には、断面略U字形状の第2リンク部材38の一端部が軸部38aを支点に回動可能に取り付けられている。第1リンク部材36の他端部および第2リンク部材38の他端部には、それぞれ軸部36b,38bを介して押し込み部材39が回動可能に取り付けられている。押し込み部材39の両側端部には、グリッパ24に向けてそれぞれ爪部39aが突設され、一対の爪部39aの間に凹空間39bが形成されている。図10に示すように一対の爪部39aは互いに対向して配設され、爪部39a間の距離は下方にかけて徐々に拡大している。この爪部39aに対応して一対の把持部材24aの上部外側には、それぞれ下方にかけて拡がる勾配24eが形成されている。
図11a~図11dは、工具差替作業の一例を示す図である。工具差替時には、まず、傾動シリンダ52の駆動により、図9に示すように工具マガジン22の鉛直線に対する傾斜角αをα2とする。この状態で工具マガジン22の回転により、図11aに示すように差替を要する工具16を、工具差替装置35の押し込み部材39下方の工具差替位置(図9の位置Pc)に移動する。次いで、右面のカバー100の扉108を開放し、開口部106を介してレバー37を引き上げ操作する。これにより、図11bに示すように第1リンク部材36および第2リンク部材38を介して押し込み部材39がグリッパ24に接近しながら下降し、爪部39aの下端が把持部材24aの上部外側に当接する。
この状態からさらにレバー37を引き上げ操作すると、図11cに示すように押し込み部材39がさらに下降して爪部39aが把持部材24aの上部の勾配24eを押動する。このとき、一対の爪部39a間の距離は上方にかけて狭くなっているため、爪部39aの下降に伴い把持部材24aの内側のばね24dが押し縮められ、一対の把持部材24aは上端側が互いに接近し、下端側が離間する。図11dに示すようにレバー37を最大に引き上げ操作すると、一対の把持部材24aの下端側が最大に押し拡げられる。これにより工具16をグリッパ24の湾曲凸部24c(図7)から取り外すことができる。
その後、グリッパ24に新たな工具16を装着する場合には、把持部材24aの湾曲凸部24c間に下方から工具16を挿入し、上述したのと逆の手順でレバー37を戻し操作すればよい。なお、以上の工具差替作業は、シャッター26の開閉に拘わらず行うことができる。
本実施の形態に係るマシニングセンタは制御装置を有し、ここではマシニングセンタの動作、とくに工具交換動作および工具差替動作の説明をする。図12は、この制御装置の構成を示すブロック図である。
制御装置は、工具交換および工具差替に関する各種情報を入力する入力装置41と、シャッター26の開閉状態を検出するシャッター開閉検出器42と、主軸15の位置を検出する主軸位置検出器43と、主軸15に装着された工具16のクランプ状態を検出するクランプ状態検出器44と、工具マガジン21の姿勢を検出する姿勢検出器45と、工具マガジン22の割出し位置を検出する割出し位置検出器46と、これら入力装置41、シャッター開閉検出器42、主軸位置検出器43、クランプ状態検出器44、姿勢検出器45および割出し位置検出器46からの信号に基づき所定の処理を実行する制御部40と、制御部40からの信号によりそれぞれ制御される割出モータ50、主軸制御用モータ51、傾動用シリンダ52、開閉用シリンダ53、クランプ装置54およびロック機構用アクチュエータ55を有する。
入力装置41は、操作盤110と、NCプログラムの読取り部とを含む。シャッター開閉検出器42は、例えばシャッター26の開位置でオンし、閉位置でオフするスイッチによって構成される。主軸位置検出器43は、X軸用、Y軸用およびZ軸用のサーボモータに付属する回転量検出器によって構成される。クランプ状態検出器44は、例えばクランプ装置54の作動による工具16のクランプ時にオンし、アンクランプ時にオフするスイッチによって構成される。姿勢検出器45は、例えば傾動用シリンダ52の伸縮に応じてオンオフするスイッチによって構成され、傾斜角α=α1の第1傾斜姿勢および傾斜角α=α2の第2傾斜姿勢を検出する。割出し位置検出器46は、例えば割出モータ50に付属する回転量検出器によって構成される。主軸制御用モータ51は、X軸用、Y軸用およびZ軸用のサーボモータ(X軸用モータ51a,Y軸用モータ51b,Z軸用モータ51c)と主軸回転用のスピンドルモータ51dとを含む。ロック機構用アクチュエータ55は、ロック機構109(図5)を作動するアクチュエータであり、ソレノイドやエアシリンダ等によって構成できる。
制御部40は、CPU,ROM,RAM,その他の周辺回路などを有する演算処理装置を含んで構成される。制御部40は、工具交換に関する処理(工具交換処理)を実行する工具交換処理部40aと、工具差替に関する処理(工具差替処理)を実行する工具差替処理部40bとを有する。
以下、工具交換処理について説明する。工具交換処理は、入力装置41から工具交換指令が入力されると開始される。なお、ここでは、NCプログラムの実行により加工領域WS内でワークの加工を行っている状態からの処理を説明する。ワーク加工時には、工具マガジン22は基準状態に割り出され、工具マガジン22の傾斜角はα1とされ、シャッター26は閉じられている。
工具交換指令が入力されると、まず、制御部40はスピンドルモータ51dに制御信号を出力し、主軸15の回転を停止させるとともに、X軸用モータ51aおよびZ軸用モータ51cにそれぞれ制御信号を出力し、図6に示すように主軸15の前後方向(Z軸方向)および左右方向(X軸方向)の位置をそれぞれ工具交換位置Paに一致させる(これを準備位置Pbと呼ぶ)。なお、図6には、ワーク加工時における主軸15の上限位置および下限位置をそれぞれPu,Pdで示している。工具交換位置Paは、この主軸15の移動範囲の外側、すなわち上限位置Puの上方に位置し、上限位置Puと工具交換位置Paとの間の移動ストロークは、工具交換のために設定されている。
主軸位置検出器43により主軸15の準備位置Pbへの移動が検出されると、制御部40は開閉用シリンダ53に制御信号を出力してシャッター26を前方にスライド移動し、開口部25aを開放する。シャッター開閉検出器42によりシャッター26の開放状態が検出されると、割出モータ50に制御信号を出力し、工具16が装着されていないグリッパ24(いわゆる空グリッパ)を、開口部25aを介して工具交換位置Paに割り出す。この割出し状態は、割出し位置検出器46の検出値によって確認される。
次いで、制御部40はY軸用モータ51bに制御信号を出力し、主軸15を上方の工具交換位置Paへ移動させる。これにより、図6の一点鎖線に示すように主軸15に装着された工具16がグリッパ24に係合する。主軸位置検出器43により主軸15の工具交換位置Paへの移動が検出されると、主軸15内のクランプ装置54に制御信号を出力し、工具16をアンクランプする。次いで、クランプ状態検出器44により工具16のアンクランプが検出されると、Z軸用モータ51cに制御信号を出力し、工具マガジン22と干渉しない位置まで主軸15を後方に退避させる。このようにして工具16がグリッパ24に受け渡される。
主軸位置検出器43により主軸15の退避動作が検出されると、制御部40は割出モータ50に制御信号を出力し、次の加工に用いる工具16を工具交換位置Paに割り出す。次いで、Z軸用モータ51cに制御信号を出力し、工具交換位置Paまで主軸15を前進させる。主軸位置検出器43により主軸15の工具交換位置Paへの移動が検出されると、クランプ装置54に制御信号を出力し、主軸15に工具16をクランプする。クランプ状態検出器44により工具16のクランプが検出されると、Y軸用モータ51bに制御信号を出力し、主軸15とともに工具16を加工領域WS内(例えば準備位置Pb)に移動する。
主軸位置検出器43により加工領域WS内への工具16の移動が検出されると、制御部40は割出モータ50に制御信号を出力し、工具マガジン21を基準状態(図7)に割り出す。割出し位置検出器46により工具マガジン21の基準状態への割出しが検出されると、開閉用シリンダ53に制御信号を出力してシャッター26を後方にスライド移動し、開口部25aを閉鎖する。シャッター開閉検出器42によりシャッター26の閉鎖状態が検出されると、スピンドルモータ51dに制御信号を出力し、工具16を回転駆動する。以降、制御部40は、NCプログラムの実行によりワークWに対して工具16を相対移動させ、ワークWを加工する。
次に、工具差替処理について説明する。工具差替処理は、入力装置41から工具差替指令が入力されると開始される。工具差替指令は、例えばワーク加工開始前またはワーク加工終了後に、操作盤110に設けられた工具差替釦の操作によって作業者が入力する。なお、ワーク加工中に工具差替指令を入力することもでき、その場合には、NCプログラムの割り込み処理として、工具交換処理に優先して工具差替処理が実行される。以下では、予め工具マガジン22に装着されている工具16を別の工具に差し替える場合の動作を説明する。
工具差替指令の入力前は、工具マガジン22は図6,7の基準状態にセットされ、扉108はロック機構109により閉状態にロックされている。工具差替指令が入力されると、制御部40は傾動シリンダ52に制御信号を出力し、図9に示すように工具マガジン22をα=α2の第2傾斜姿勢に傾動させる。姿勢検出器45により第2傾斜姿勢が検出されると、割出モータ50に制御信号を出力し、差替用の工具16を工具差替装置35の押し込み部材39下方の工具差替位置Pcに割り出す。この割出状態は、割出し位置検出器46の検出値によって確認される。
次いで、制御部40はアクチュエータ55に制御信号を出力し、ロック機構109を解錠する。ロック機構109が解錠されると、作業員は扉108を開放し、開口部106を介して工具差替装置35のレバー37を引き上げ操作する。これにより、上述したように工具差替装置35の押し込み部材39が把持部材24aの勾配24eを押動し、グリッパ24から工具16を取り外すことができる。工具16を取り外した後、作業員は新たな工具16を一対の把持部材24aの内側に挿入し、レバー37を元に戻し操作する。これにより、グリッパ24に新たな工具16が装着される。
工具16の装着が完了すると、作業員は扉108を閉じ、操作盤110に設けられた工具差替完了釦を操作する。これにより制御部40はアクチュエータ55に制御信号を出力し、ロック機構109を施錠するとともに、割出モータ50に制御信号を出力し、工具マガジン22を基準状態に割り出す。次いで、傾動用シリンダ52に制御信号を出力し、工具マガジン22をα=α1の第1傾斜姿勢に傾動させて、工具差替処理を終了する。制御装置40は、工具マガジン22が第1傾斜姿勢でシャッター26が閉状態のときは、割出しモータ50の駆動を禁止する。
以上の実施の形態によれば、略円形の回転フレーム23の周囲にグリッパ24を設けて工具マガジン22に工具保持領域AR1を形成するとともに、回転フレーム23の周方向一部を直線状に切り欠いてグリッパ24が存在しない工具不存在領域AR2を形成した。そして、シャッター26の閉鎖時には、工具不存在領域AR2が最下部となる基準状態に工具マガジン22を割り出しておき、シャッター26の開放時に、工具保持領域AR1内の工具16が工具交換位置P0に移動するように工具マガジン22を割り出すようにした。これにより工具交換時における工具マガジン22とシャッター26との干渉を避けつつ、水平カバー25に接近して工具マガジン22を配置することができる。したがって、工具マガジン22を低位置に配置することができ、機械の全高を低くし、安定性を高めることができる。
また、傾動用シリンダ52により工具マガジン22を傾動可能に支持し、工具交換時に、工具マガジン22の傾斜角αを工具交換位置Paに対応したα1に制御し、工具差替時に、傾斜角αを工具差替位置Pcに対応したα2に制御するようにした。これにより工具差替装置35を、工具交換位置Paに制限されずに取り付けることができ、工具差替装置35の取付が容易となる。この場合、工具差替時の傾斜角α2は工具交換時の傾斜角α1よりも小さいので、工具マガジン22をより水平に近い姿勢に傾動させることになり、シャッター26を閉じた状態で工具マガジン22をシャッター26と干渉することなく回転させることができる。したがって、ワーク加工中であっても工具差替作業が可能となり、作業効率を向上できる。
なお、上記実施の形態では、円形の一部を直線状に切り欠いて工具マガジン22の回転フレーム23を構成し、回転フレーム23の円弧部23aにグリッパ24を設けるようにした。しかし、回転フレーム23の周方向一部に工具不存在領域AR2を形成することにより、工具マガジン22を水平カバー25と干渉しない低位置に傾斜して配置することができるのであれば、回転フレーム23の構成は上述したものに限らない。
上記実施の形態では、工具マガジン22の下方の水平カバー25にスライド可能にシャッター26を設けて開口部25aを開閉するようにしたが、シャッターの構成はいかなるものでもよい。開閉用シリンダ53以外の開閉駆動部を用いてシャッター26を開閉するようにしてもよい。割出モータ50以外の回転駆動部を用いて工具マガジン22を回転するようにしてもよい。工具保持部としてのグリッパ24の構成はいかなるものでもよい。シャッター26の閉鎖時には、主軸15側(工具交換位置Pa)に工具不存在領域AR2が移動されており、シャッター26の開放時に、主軸15側に工具保持領域AR1が移動するように開閉用シリンダ53と割出モータ50を制御するのであれば、制御部40の構成は上述したものに限らない。
上記実施の形態では、傾動用シリンダ52の伸縮により工具マガジンの傾斜角αを変更するようにしたが、グリッパ24に保持された工具16を工具交換位置Paに移動可能な傾斜角α1(第1の傾斜角)と、工具差替装置35を動作可能な傾斜角α2(第2の傾斜角)とに傾斜角αを変更可能であれば、傾斜角変更部の構成はいかなるものでもよい。グリッパ24に工具16を着脱するための工具差替装置35の構成およびその取付位置も上述したものに限らない。例えば、工具差替装置35がなく、工具差替位置Pcだけが設定されており、グリッパ24をこじあける手持ちレバー具を用いて工具16の差替えを行ってもよい。
本発明によれば、傾斜して配設された工具マガジンの周方向一部に工具不存在領域を形成し、シャッターの閉鎖時には、主軸側に工具不存在領域が移動しており、シャッターの開放時に、主軸側に工具保持領域が移動するようにした。これにより、工具交換時における工具マガジンと工具マガジンカバーとの干渉を避けつつ、工具マガジンを低位置に配置することができる。
16 工具
22 工具マガジン
23 回転フレーム
23a 円弧部
23b 弦部
24 グリッパ
25 水平カバー
26 シャッター
35 工具差替装置
40 制御部
50 割出モータ
52 傾動用シリンダ
AR1 工具保持領域
AR2 工具不存在領域
Claims (3)
- 着脱可能に工具が取り付けられる主軸と、
前記主軸に面した加工領域の上方に該主軸側が低くなるように傾設され、前記主軸との間で交換する工具を保持する工具保持部を周方向に複数有する回転割出し可能な工具マガジンと、
前記工具マガジンと前記加工領域との境界部に開閉可能に配設されたシャッターと、
前記工具マガジンを回転する回転駆動部と、
前記シャッターを開閉する開閉駆動部と、
前記回転駆動部および前記開閉駆動部を制御する制御部と、を備え、
前記工具マガジンは、周方向の一部に前記工具保持部が存在しない工具不存在領域を有するとともに、周方向の残部に前記工具保持部が存在する工具保持領域を有し、
前記制御部は、前記シャッターが開放しているときに前記主軸側に前記工具保持領域が移動し、前記工具不存在領域が前記主軸側に移動しているときに前記シャッターが閉鎖するように前記回転駆動部および前記開閉駆動部を制御することを特徴とするマシニングセンタ。 - 請求項1に記載のマシニングセンタにおいて、
前記工具マガジンは、中心部を支点に回転し、外周が円弧部と弦部とによって形成された回転フレームを有し、
前記工具保持部は、前記円弧部に沿って前記回転フレームに設けられている、マシニングセンタ。 - 請求項1または2に記載のマシニングセンタにおいて、
前記工具マガジンの回転軸線の鉛直線に対する傾斜角を、前記工具マガジンがより水平に近い姿勢をとることができる他の傾斜角に変更する傾斜角変更部をさらに備え、
前記制御部は、前記傾斜角変更部により前記傾斜角が前記他の傾斜角に変更されているときには、前記シャッターが閉鎖しているときであっても前記主軸側に前記工具保持領域が移動可能となるように前記回転駆動部および前記開閉駆動部を制御する、マシニングセンタ。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11859419.1A EP2679338B1 (en) | 2011-02-24 | 2011-02-24 | Machining center |
| JP2013500818A JP5562480B2 (ja) | 2011-02-24 | 2011-02-24 | マシニングセンタ |
| PCT/JP2011/054824 WO2012114533A1 (ja) | 2011-02-24 | 2011-02-24 | マシニングセンタ |
| CN201180068360.XA CN103384582B (zh) | 2011-02-24 | 2011-02-24 | 加工中心 |
| US14/000,544 US9126298B2 (en) | 2011-02-24 | 2011-02-24 | Machining center |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2011/054824 WO2012114533A1 (ja) | 2011-02-24 | 2011-02-24 | マシニングセンタ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012114533A1 true WO2012114533A1 (ja) | 2012-08-30 |
Family
ID=46720346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/054824 WO2012114533A1 (ja) | 2011-02-24 | 2011-02-24 | マシニングセンタ |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9126298B2 (ja) |
| EP (1) | EP2679338B1 (ja) |
| JP (1) | JP5562480B2 (ja) |
| CN (1) | CN103384582B (ja) |
| WO (1) | WO2012114533A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014193495A (ja) * | 2013-03-28 | 2014-10-09 | Brother Ind Ltd | 工作機械 |
| CN104999318A (zh) * | 2014-04-22 | 2015-10-28 | 发那科株式会社 | 机床的工具更换装置 |
| WO2016059738A1 (ja) * | 2014-10-18 | 2016-04-21 | ホーコス株式会社 | 横型工作機械 |
| US11396075B2 (en) | 2018-12-26 | 2022-07-26 | Fanuc Corporation | Method of detecting origin point of machine tool and tool magazine |
| JP7113396B1 (ja) | 2021-06-24 | 2022-08-05 | Dmg森精機株式会社 | マガジン |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014084376A1 (ja) * | 2012-11-30 | 2014-06-05 | コマツNtc株式会社 | 工作機械 |
| JP6279431B2 (ja) * | 2014-08-26 | 2018-02-14 | Dmg森精機株式会社 | 工作機械 |
| JP6350481B2 (ja) * | 2015-10-16 | 2018-07-04 | マツダ株式会社 | 工作機械の制御装置 |
| JP6886166B2 (ja) * | 2016-04-22 | 2021-06-16 | 中村留精密工業株式会社 | 工具交換装置及び交換方法 |
| JP6549646B2 (ja) * | 2017-07-06 | 2019-07-24 | ファナック株式会社 | 工作機械および原点補正方法 |
| DE102018005612B4 (de) | 2017-07-19 | 2024-05-16 | Fanuc Corporation | Führungsanzeigeverfahren |
| JP6484303B2 (ja) * | 2017-07-25 | 2019-03-13 | ファナック株式会社 | 交換回転位置決定装置および交換回転位置決定方法 |
| CN107378503A (zh) * | 2017-08-24 | 2017-11-24 | 南通理工智能制造技术有限公司 | 一种基于机器视觉系统的自适应表面光整加工系统 |
| WO2019069426A1 (ja) * | 2017-10-05 | 2019-04-11 | 株式会社Fuji | 工作機械 |
| JP6563622B1 (ja) * | 2018-09-06 | 2019-08-21 | ヤマザキマザック株式会社 | 工具保管装置、工作機械及び複合加工機械 |
| JP7032560B2 (ja) * | 2018-10-31 | 2022-03-08 | 株式会社牧野フライス製作所 | 工具搬送装置 |
| CN109465475B (zh) * | 2018-11-28 | 2020-07-17 | 如皋市中正机械有限公司 | 一种大型机架钻孔机器 |
| CN111203742B (zh) * | 2020-02-04 | 2021-11-09 | 科德数控股份有限公司 | 一种斜角摆头插补换刀机构和方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001198751A (ja) * | 2000-01-17 | 2001-07-24 | Toyoda Mach Works Ltd | 縦型工作機械 |
| JP2002066856A (ja) | 2000-08-29 | 2002-03-05 | Ikegai Corp | 工作機械 |
| JP2004098212A (ja) * | 2002-09-09 | 2004-04-02 | Sankyo Mfg Co Ltd | シャッター駆動機構を備えたカム式自動工具交換装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60155338A (ja) * | 1984-01-20 | 1985-08-15 | Brother Ind Ltd | 工作機械 |
| JP3186213B2 (ja) * | 1992-05-02 | 2001-07-11 | ブラザー工業株式会社 | 工具折損検出方法 |
| FR2748225B1 (fr) * | 1996-05-03 | 1998-07-31 | Renault Automation | Dispositif d'emmagasinage des outils d'une machine-outil d'usinage |
| JP2002028832A (ja) * | 2000-07-12 | 2002-01-29 | Toyoda Mach Works Ltd | 立形主軸を有する装置及びその製造方法 |
| EP1116548A3 (en) * | 2000-01-17 | 2002-04-17 | Toyoda Koki Kabushiki Kaisha | A machine tool having a vertical main spindle and a method of making the same |
| ITTO20010484A1 (it) * | 2001-05-23 | 2002-11-23 | Comau Spa | Dispositivo per il carico e lo scarico di utensili nel magazzino utensili di una macchina utensile o simile. |
| DE60228531D1 (de) * | 2001-09-11 | 2008-10-09 | Sankyo Mfg | Automatische Werkzeugwechselvorrichtung vom Nocken-Typ mit einem Antriebsmechanismus für eine Verschlussplatte |
| JP2005088162A (ja) * | 2003-09-19 | 2005-04-07 | Yamazaki Mazak Corp | マシニングセンタ |
| JP4699111B2 (ja) * | 2005-06-30 | 2011-06-08 | 有限会社ニューリー研究所 | 自動工具交換装置および加工機械 |
| JP4880274B2 (ja) * | 2005-09-30 | 2012-02-22 | オークマ株式会社 | 工作機械のカバー構造 |
| ATE401165T1 (de) * | 2006-01-18 | 2008-08-15 | Hueller Hille Gmbh | Werkzeug-magazin mit einem speicher-rad mit zwei reihen von werkzeug-aufnahmen am umfang |
| JP5065799B2 (ja) * | 2007-08-06 | 2012-11-07 | コマツNtc株式会社 | 立型工作機械 |
| DE102008005937B3 (de) * | 2008-01-24 | 2009-06-18 | Haas Schleifmaschinen Gmbh | Werkzeugmaschine |
| JP5424029B2 (ja) * | 2009-08-26 | 2014-02-26 | 豊和工業株式会社 | 横型マシニングセンタ |
| US8308621B2 (en) * | 2009-10-13 | 2012-11-13 | Shenq Fang Yuan Technology Co., Ltd. | Multi-spindle machining machine with tool changing mechanism |
| EP2711125B1 (en) * | 2011-05-20 | 2016-03-16 | Makino Milling Machine Co., Ltd. | Safety device for rotating feed rod |
-
2011
- 2011-02-24 JP JP2013500818A patent/JP5562480B2/ja active Active
- 2011-02-24 US US14/000,544 patent/US9126298B2/en active Active
- 2011-02-24 WO PCT/JP2011/054824 patent/WO2012114533A1/ja active Application Filing
- 2011-02-24 EP EP11859419.1A patent/EP2679338B1/en active Active
- 2011-02-24 CN CN201180068360.XA patent/CN103384582B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001198751A (ja) * | 2000-01-17 | 2001-07-24 | Toyoda Mach Works Ltd | 縦型工作機械 |
| JP2002066856A (ja) | 2000-08-29 | 2002-03-05 | Ikegai Corp | 工作機械 |
| JP2004098212A (ja) * | 2002-09-09 | 2004-04-02 | Sankyo Mfg Co Ltd | シャッター駆動機構を備えたカム式自動工具交換装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2679338A4 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014193495A (ja) * | 2013-03-28 | 2014-10-09 | Brother Ind Ltd | 工作機械 |
| CN104999318A (zh) * | 2014-04-22 | 2015-10-28 | 发那科株式会社 | 机床的工具更换装置 |
| WO2016059738A1 (ja) * | 2014-10-18 | 2016-04-21 | ホーコス株式会社 | 横型工作機械 |
| JPWO2016059738A1 (ja) * | 2014-10-18 | 2017-08-03 | ホーコス株式会社 | 横型工作機械 |
| US11396075B2 (en) | 2018-12-26 | 2022-07-26 | Fanuc Corporation | Method of detecting origin point of machine tool and tool magazine |
| JP7113396B1 (ja) | 2021-06-24 | 2022-08-05 | Dmg森精機株式会社 | マガジン |
| WO2022270573A1 (ja) * | 2021-06-24 | 2022-12-29 | Dmg森精機株式会社 | マガジン |
| JP2023003683A (ja) * | 2021-06-24 | 2023-01-17 | Dmg森精機株式会社 | マガジン |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2679338A1 (en) | 2014-01-01 |
| US20130331245A1 (en) | 2013-12-12 |
| JP5562480B2 (ja) | 2014-07-30 |
| CN103384582A (zh) | 2013-11-06 |
| JPWO2012114533A1 (ja) | 2014-07-07 |
| EP2679338B1 (en) | 2016-04-13 |
| US9126298B2 (en) | 2015-09-08 |
| CN103384582B (zh) | 2016-08-31 |
| EP2679338A4 (en) | 2014-07-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5562480B2 (ja) | マシニングセンタ | |
| JP5270299B2 (ja) | 複合加工旋盤 | |
| KR102391258B1 (ko) | 공작 기계 | |
| JP7122221B2 (ja) | 工作機械 | |
| JP4979540B2 (ja) | 複合加工旋盤 | |
| JP5497582B2 (ja) | 横型マシニングセンタ | |
| JP6376440B2 (ja) | 工作機械 | |
| JP2019048371A (ja) | 工作機械、特に多軸旋削加工機 | |
| CN113508006A (zh) | 自动刀具更换装置与其的控制方法以及包含其的机床 | |
| JP6688829B2 (ja) | 工作機械 | |
| KR20220038984A (ko) | 로봇자동화를 위한 선반의 제어방법 | |
| JP3699199B2 (ja) | レーザ加工機 | |
| JP2001198751A (ja) | 縦型工作機械 | |
| JP2019030957A (ja) | 工作機械、特に多軸旋削加工機 | |
| US20230302593A1 (en) | Automatic tool exchanger | |
| US20130178347A1 (en) | Multitasking machine tool | |
| WO2020090055A1 (ja) | 工作機械 | |
| US20230321731A1 (en) | Combined processing machine | |
| JP7443470B1 (ja) | 工具支持装置、及び該工具支持装置を備えた工作機械 | |
| JP6721805B1 (ja) | 工作機械 | |
| JP3261269B2 (ja) | 工具交換装置を有する工作機械 | |
| JP7101321B1 (ja) | ワークの加工方法および加工機械 | |
| KR20240065800A (ko) | 공작기계용 자동 도어 장치 | |
| JP2023009413A (ja) | 工作機械 | |
| KR102571179B1 (ko) | 공작기계 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11859419 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013500818 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14000544 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011859419 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |