WO2012111723A1 - スパンボンド不織布 - Google Patents
スパンボンド不織布 Download PDFInfo
- Publication number
- WO2012111723A1 WO2012111723A1 PCT/JP2012/053575 JP2012053575W WO2012111723A1 WO 2012111723 A1 WO2012111723 A1 WO 2012111723A1 JP 2012053575 W JP2012053575 W JP 2012053575W WO 2012111723 A1 WO2012111723 A1 WO 2012111723A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- nonwoven fabric
- hollow
- spunbonded nonwoven
- spunbonded
- fibers
- Prior art date
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/538—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by specific fibre orientation or weave
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49001—Absorbent articles specially adapted to be worn around the waist, e.g. diapers having preferential bending zones, e.g. fold lines or grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/24—Formation of filaments, threads, or the like with a hollow structure; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/02—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D01F6/04—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyolefins
- D01F6/06—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolymers obtained by reactions only involving carbon-to-carbon unsaturated bonds from polyolefins from polypropylene
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43914—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres hollow fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4391—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres
- D04H1/43918—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece characterised by the shape of the fibres nonlinear fibres, e.g. crimped or coiled fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/016—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the fineness
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/018—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the shape
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/10—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/49017—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means being located at the crotch region
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/49019—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means being placed longitudinally, transversely or diagonally over the article
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/538—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by specific fibre orientation or weave
- A61F2013/5383—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by specific fibre orientation or weave by the fibre orientation in the x-y plane
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/538—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by specific fibre orientation or weave
- A61F2013/5386—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by specific fibre orientation or weave by the fibre orientation in the z plane or vertical direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2555/00—Personal care
- B32B2555/02—Diapers or napkins
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/609—Cross-sectional configuration of strand or fiber material is specified
- Y10T442/612—Hollow strand or fiber material
Definitions
- the present invention relates to a spunbonded nonwoven fabric made of a hollow fiber of a thermoplastic resin, preferably a hollow fiber of a propylene polymer, which is excellent in strength, lightness, flexibility, dispersibility, concealability and moldability, and suitable for sanitary materials. .
- non-woven fabrics made of thermoplastic resin fibers typified by polypropylene non-woven fabrics are widely used in various applications because of their excellent breathability, flexibility and lightness. For this reason, the nonwoven fabric is required to have various properties according to its use and to improve the properties.
- disposable diapers have been used in recent years as the population of emerging countries such as China has increased, and a huge market is expected.
- an increase in CO 2 emission accompanying an increase in the amount of disposable disposable diapers is becoming a serious environmental problem.
- plant-derived raw materials have been studied from the viewpoint of reducing the globally increasing CO 2 emissions, it has not been realized in terms of quality, cost, and productivity.
- paper diaper manufacturers are considering the reduction of CO 2 emissions by reducing the weight of nonwoven fabrics and packaging, but this is not sufficient.
- Patent Document 1 proposes a polypropylene nonwoven fabric suitable for sanitary materials having a fiber diameter of 20 ⁇ m or less and a hollowness of 5 to 70%.
- Table 1 of Patent Document 1 discloses a fiber diameter of 22.2 ⁇ m.
- a nonwoven fabric having a hollowness ratio of 13% and a basis weight of 22.2 g / m 2 is described.
- Patent Document 2 discloses a propylene polymer having a ratio (Mz / Mw) of a Z average molecular weight (Mz) to a weight average molecular weight (Mw) in the range of 1.5 to 1.9 as a propylene polymer.
- a long-fiber non-woven fabric composed of united hollow fibers has been proposed, and Example 1 describes a spunbonded non-woven fabric having a fiber diameter of 21.5 ⁇ m, a hollowness of 28.5%, and a basis weight of 30 g / m 2. ing.
- a spunbonded nonwoven fabric excellent in lightness can be obtained, but in order to obtain a lighter spunbonded nonwoven fabric, a spunbonded nonwoven fabric is formed.
- the fiber diameter of the hollow fiber is as thin as 20 ⁇ m or less and the basis weight is 20 g / m 2 or less, the uniformity of the resulting nonwoven fabric is inferior, and it may not be sufficient for suitable use as a sanitary material. understood.
- the present invention is excellent in uniformity even when the fiber diameter of the hollow fiber forming the spunbonded nonwoven fabric is reduced and the basis weight of the obtained spunbonded nonwoven fabric is reduced in order to obtain a spunbonded nonwoven fabric that is further excellent in lightness.
- the degree of C-axis orientation of the resulting hollow fiber made of a propylene polymer is set to 0.85 or more. It was found that a spunbonded nonwoven fabric having excellent uniformity was obtained, and the present invention was reached.
- the present invention is a spunbonded nonwoven fabric characterized by comprising a propylene polymer hollow fiber that satisfies the following requirements (a) to (c).
- the spunbonded nonwoven fabric of the present invention has a fiber diameter of hollow fibers as thin as 20 ⁇ m or less and a low basis weight, the resulting nonwoven fabric has high uniformity, high strength and flexibility, Since a sufficient strength can be ensured even if the basis weight is lower than that in the past, the nonwoven fabric can be reduced in weight.
- the spunbonded nonwoven fabric made of hollow fibers obtained by eccentricizing the hollow portions of the hollow fibers is crimped, so that in addition to the above effects, it is more flexible and bulky.
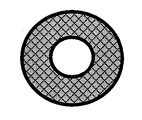
- FIG. 1 is a schematic view of a nozzle hole shape used when forming a hollow fiber according to the present invention.
- FIG. 2 is a schematic view of a fiber cross section of a spunbonded nonwoven fabric according to the present invention using the nozzle hole shape of FIG.
- FIG. 3 is another schematic view of the nozzle hole shape used when forming the hollow fiber according to the present invention.
- FIG. 4 is a schematic view of a fiber cross section of a spunbonded nonwoven fabric according to the present invention using the nozzle hole shape of FIG.
- FIG. 5 is a schematic view of the spunbond nonwoven fabric manufacturing apparatus used in the examples of the present invention.
- FIG. 6 is a schematic view of a spunbond nonwoven fabric manufacturing apparatus used in a comparative example of the present invention.
- thermoplastic resin Various known thermoplastic resins can be used as the thermoplastic resin forming the hollow fibers of the spunbonded nonwoven fabric of the present invention.
- a high-pressure low-density polyethylene which is a homopolymer or copolymer of ⁇ -olefin such as ethylene, propylene, 1-butene, 1-hexene, 4-methyl-1-pentene and 1-octene, a wire -Like low density polyethylene (so-called LLDPE), high-density polyethylene (so-called HDPE) and other ethylene polymers; polypropylene (propylene homopolymer), propylene / ⁇ -olefin random copolymer, propylene block copolymer, etc.
- LLDPE wire -Like low density polyethylene
- HDPE high-density polyethylene
- polypropylene propylene homopolymer
- propylene / ⁇ -olefin random copolymer propylene block copolymer
- Polymers such as poly 1-butene, poly 4-methyl-1-pentene, ethylene / propylene random copolymer, ethylene / 1-butene random copolymer, propylene / 1-butene random copolymer; polyester ( Polyethylene terephthalate, polybutylene terephthalate, Polyethylene naphthalate, etc.); polyamide (nylon-6, nylon-66, polymetaxylene adipamide, etc.); polyvinyl chloride, polyimide, ethylene / vinyl acetate copolymer, ethylene / vinyl acetate / vinyl alcohol copolymer, Examples thereof include ethylene / (meth) acrylic acid copolymer, ethylene-acrylic acid ester-carbon monoxide copolymer, polyacrylonitrile, polycarbonate, polystyrene, and ionomer. Of these, ethylene polymers, propylene polymers, polyethylene terephthalate, polyamides and the like are more prefer
- thermoplastic resin according to the present invention includes not only the above individual thermoplastic resins but also a mixture of two or more thermoplastic resins.
- thermoplastic resins a propylene-based polymer is particularly preferable from the viewpoint of spinning stability at the time of molding and stretchability of the nonwoven fabric.
- the propylene-based polymer forming the hollow fiber of the spunbond nonwoven fabric of the present invention includes propylene homopolymer and propylene and ethylene, 1-butene, 1-pentene, 1-hexene, 1-octene, 4-methyl-1- Random copolymer (propylene / ⁇ -olefin random copolymer) with one or two or more ⁇ -olefins having 2 or more carbon atoms, preferably 2 to 8 carbon atoms, such as pentene, usually having a melting point (Tm) Is in the range of 125 to 165 ° C.
- Tm melting point
- the copolymerization amount of the ⁇ -olefin is not particularly limited as long as the melting point (Tm) of the resulting propylene polymer is within the above range, but is usually 10 mol% or less, preferably 6 mol% or less.
- the propylene / ⁇ -olefin random copolymer When a propylene / ⁇ -olefin random copolymer is used as the propyne polymer, the propylene / ⁇ -olefin random copolymer preferably has a melting point (Tm) of 153 ° C. or lower, more preferably 125 to 150 ° C. Coalescence is preferred.
- Tm melting point
- the propylene-based polymer according to the present invention is not particularly limited as long as a spunbond nonwoven fabric can be produced.
- the melt flow rate (MFR) (ASTM D-1238, 230 ° C., load 2160 g) is 10 to 100 g / 10. Min, preferably in the range of 20-70 g / 10 min.
- MFR melt flow rate
- a propylene polymer having an MFR of less than 10 g / 10 min is used, the melt viscosity tends to be high and the spinnability tends to be poor, and it may be difficult to obtain fine hollow fibers, while 100 g / Propylene-based polymers exceeding 10 minutes may be inferior in the tensile strength of the resulting spunbonded nonwoven fabric.
- an antioxidant in the propylene-based polymer according to the present invention, an antioxidant, a weather stabilizer, a light stabilizer, an antistatic agent, a hydrophilic agent, an antifogging agent, and an antiblocking agent that are usually used within the range not impairing the object of the present invention.
- Additives such as lubricants, nucleating agents, pigments, and other polymers can be blended as necessary.
- the spunbonded nonwoven fabric of the present invention comprises hollow fibers of the propylene-based polymer, and the hollow fibers have (a) a degree of C-axis orientation of at least 0.85, preferably 0.90 or more, and (b) an average fiber.
- the diameter is in the range of 5-20 ⁇ m, preferably 5-17 ⁇ m, and (c) the hollowness is in the range of 5-30%, preferably 10-30%, more preferably 14-30%.
- Fibers with a hollowness of less than 5% have a C-axis orientation of less than 0.85, and the uniformity of the resulting spunbonded nonwoven fabric may be impaired.
- the cooling rate is increased when the discharge amount is increased to increase the productivity. Even if the wind is relatively small, the obtained non-woven fabric has an advantage that it is difficult for a resin mass (shot) to occur.
- the average fiber diameter exceeds 20 ⁇ m, even if fibers having a C-axis orientation degree of 0.85 or more are obtained, the fibers are not sufficiently dispersed because of the large fiber diameter, and the uniformity of the resulting spunbonded nonwoven fabric May be damaged, and the flexibility of the resulting spunbonded nonwoven fabric is not preferable, and is not sufficient for suitable use as a sanitary material.
- the spunbonded nonwoven fabric of the present invention is excellent in light weight, tensile strength and the like when the average fiber and the hollowness ratio are in the above ranges.
- the hollow portion of the hollow fiber may be eccentric.
- the hollow fiber in which the hollow portion is eccentric refers to the center position of the hollow portion in the fiber cross section of the hollow fiber. Means different from position.
- the degree of C-axis orientation in (a) is not necessarily limited, but the average fiber diameter in (b) is usually 5 to It is in the range of 50 ⁇ m, preferably 5-30 ⁇ m, more preferably 5-20 ⁇ m, and most preferably 5-17 ⁇ m.
- the average fiber diameter in (b) is usually 5 to It is in the range of 50 ⁇ m, preferably 5-30 ⁇ m, more preferably 5-20 ⁇ m, and most preferably 5-17 ⁇ m.
- (a) degree of C-axis orientation and (c) hollowness ratio may satisfy the above ranges.
- the hollow fibers forming the spunbond nonwoven fabric of the present invention are eccentric hollow fibers
- the hollow fibers are crimped.
- the term “crimped fiber” means that the number of crimps of the fiber is 3 or more.
- the spunbonded nonwoven fabric composed of the eccentric hollow fiber of the present invention is excellent in flexibility and bulkiness because the hollow fiber is crimped.
- the number of crimps of the hollow fiber of the present invention is determined according to JIS L1015.
- the number of crimps is usually 3 or more per 25 mm fiber, preferably 5 or more, more preferably 7 or more, and the upper limit is not particularly limited. If the number of crimps is small, characteristics such as bulkiness derived from the three-dimensional helical structure of the fiber may not be obtained.
- the spunbond nonwoven fabric of the present invention preferably has a basis weight of 5 to 20 g / m 2 , more preferably 5 to 15 g / m 2 .
- a spunbonded nonwoven fabric having a basis weight in the above range is excellent in lightness, flexibility, tensile strength, and the like.
- the spunbonded nonwoven fabric of the present invention preferably has a uniformity (uniformity) in the range of 0.01 to 0.85, more preferably 0.01 to 0.7.
- a spunbonded nonwoven fabric having uniformity in the above range is excellent in tensile strength, water resistance and the like.
- the spunbond nonwoven fabric of the present invention can be used by various known entanglement methods, for example, a method using needle punching, water jet, ultrasonic wave, or the like, or by using hot embossing or hot air through using an embossing roll. It may be entangled by a method of heat fusion of 1 part. Such entanglement methods may be used alone or in combination with a plurality of entanglement methods.
- the embossed area ratio is usually 3 to 20%, preferably 3 to 10%, and the non-embossed unit area is 0.5 mm 2 or more, preferably 4 to 40 mm 2.
- the non-embossed unit area is the maximum area of a quadrilateral inscribed in the embossed portion in the smallest unit of the non-embossed portion surrounded on all four sides by the embossed portion.
- a known needle punch machine When entangled by needle punching, a known needle punch machine is used, and the strength and flexibility are excellent by adjusting conditions such as needle density, needle type, needle depth, and number of punches according to the properties of the fiber.
- a spunbond nonwoven fabric can be created. In some cases, confounding may be optimized through multiple needle punch machines.
- the spunbonded nonwoven fabric of the present invention is a spunbonded nonwoven fabric composed of hollow fibers in which hollow portions of hollow fibers formed from a thermoplastic resin are eccentric.
- the hollow fiber in which the hollow part of the hollow fiber according to the present invention is eccentric is, for example, one-component heat from a plurality of slits of a spinning hole (nozzle) having slits that are asymmetric in shape as shown in FIG. It is an eccentric hollow fiber obtained by spinning a plastic resin, and is different from a so-called eccentric composite hollow fiber obtained by spinning different types of thermoplastic resins from a plurality of slits.
- thermoplastic resin means that the thermoplastic resin forming the fiber is composed of one component, and is not limited to the individual thermoplastic resins exemplified above, but a mixture of two or more thermoplastic resins. Is included.
- the spunbond nonwoven fabric of the present invention can be produced by a hermetic spunbond process shown in JP-A-60-155765, Japanese Patent No. 3442896, Japanese Patent No. 388818, and the like.
- the fiber cross section forms a hollow cross section as shown in FIG. 4, and a die (die) having a number of spinning holes (nozzles) having a hole shape as shown in FIG. 3 is provided in FIG.
- a spunbond manufacturing apparatus having a sealed cooling chamber as shown in the figure is used, a spunbond nonwoven fabric made of hollow fibers formed by eccentricizing the hollow portions of the hollow fibers can be manufactured.
- the melting temperature of the propylene-based polymer is not particularly limited as long as the hollow fibers are sufficiently C-axis oriented, but it can be usually set to a temperature of 180 to 280 ° C, preferably 190 to 270 ° C, more preferably 200 to 260 ° C.
- the temperature of the cooling air is not particularly limited as long as it is a temperature at which the propylene-based polymer is solidified, but is usually in the range of 5 to 50 ° C, preferably 10 to 40 ° C, more preferably 15 to 30 ° C.
- the amount of air for ensuring uniformity is usually 30 to 100 Nm 3 / min. / M, preferably 35 to 80 Nm 3 / min / m, more preferably 40 to 60 Nm 3 / min / m.
- the wind speed of the drawing wind is usually in the range of 100 to 10,000 m / min, preferably 500 to 10,000 m / min.
- the spinning hole The (nozzle) has an outer diameter in the range of 0.5 to 5.0 mm, a slit width in the range of 0.05 to 0.5 mm, and the number of slits in the range of 2 to 10, preferably 3 to In the range of 6, the canal width which is the interval between the plurality of slits is in the range of 0.04 to 0.15 mm, and the nozzle hole area is provided with the spinning hole in the range of 0.1 to 0.5 mm 2 . It is preferable to use a die.
- the value obtained by dividing the canal width by the nozzle hole area is preferably 0.35 mm ⁇ 1 or more, more preferably Is preferably a die having a spinning hole in the range of 0.40 mm ⁇ 1 or more.
- the canal width in the spinning hole is, for example, the width (interval) between slits of a plurality of slits (nozzle holes) through which the propylene polymer shown in FIG. 1 or FIG. 3 is melt-extruded,
- the nozzle hole area is the total area of all slits (nozzle holes).
- the spunbonded nonwoven fabric of the present invention may be laminated with other layers according to various applications.
- the other layers laminated on the spunbonded nonwoven fabric are not particularly limited, and various layers may be laminated depending on the application.
- a knitted fabric, a woven fabric, a non-woven fabric, a film, and the like can be given.
- thermal embossing thermal fusion methods such as ultrasonic fusion
- mechanical entanglement methods such as needle punch and water jet
- hot melt adhesion Various known methods such as a method using an adhesive such as an adhesive and a urethane-based adhesive, extrusion lamination, and the like can be adopted.
- nonwoven fabric laminated with the spunbond nonwoven fabric of the present invention examples include various known nonwoven fabrics such as ordinary spunbond nonwoven fabric, melt blown nonwoven fabric, wet nonwoven fabric, dry nonwoven fabric, dry pulp nonwoven fabric, flash spun nonwoven fabric, and opened nonwoven fabric. it can.
- the film laminated with the spunbonded nonwoven fabric of the present invention is preferably a breathable (moisture permeable) film that takes advantage of the breathability, flexibility, and lightness characteristic of the spunbonded nonwoven fabric of the present invention.
- a breathable film include various known breathable films, for example, films made of thermoplastic elastomers such as moisture-permeable polyurethane elastomers, polyester elastomers, polyamide elastomers, and thermoplastic resins containing inorganic or organic fine particles. Examples thereof include a porous film formed by stretching a film to be porous.
- thermoplastic resin used for the porous film is preferably a polyolefin such as high-pressure method low-density polyethylene, linear low-density polyethylene (so-called LLDPE), high-density polyethylene, polypropylene, polypropylene random copolymer, or a composition thereof.
- a polyolefin such as high-pressure method low-density polyethylene, linear low-density polyethylene (so-called LLDPE), high-density polyethylene, polypropylene, polypropylene random copolymer, or a composition thereof.
- a laminate with a breathable film can be a cross-like composite material that makes use of the flexibility of the spunbond nonwoven fabric of the present invention and has extremely high water resistance.
- any method may be used as long as they can be integrated to form a laminate, and there is no particular limitation.
- a fiber formed by a melt blown method is directly deposited on a spunbond nonwoven fabric to form a meltblown nonwoven fabric, and then a method of fusing the spunbond nonwoven fabric and the meltblown nonwoven fabric, the spunbond nonwoven fabric and the meltblown nonwoven fabric are overlapped,
- a method of fusing both nonwoven fabrics by heat and pressure, a method of bonding a spunbond nonwoven fabric and a melt blown nonwoven fabric with an adhesive such as a hot melt adhesive, a solvent-based adhesive, or the like can be employed.
- a method of directly forming a meltblown nonwoven fabric on a spunbond nonwoven fabric can be performed by a meltblown method in which a melt of a thermoplastic resin is sprayed on the surface of the spunbond nonwoven fabric to deposit fibers.
- the spunbonded nonwoven fabric and the meltblown nonwoven fabric are simultaneously sprayed and deposited on the spunbonded nonwoven fabric by applying a negative pressure to the surface opposite to the surface on which the melt is sprayed and spraying the fibers formed by the meltblown method.
- the spunbond nonwoven fabric and the meltblown nonwoven fabric are preferably fused by a hot embossing method.
- the fusion area is 3 to 30% of the contact area between the spunbond nonwoven fabric and the meltblown nonwoven fabric, preferably It is 3 to 20%, more preferably 3 to 10%.
- hot melt adhesive used in the method of bonding a spunbond nonwoven fabric and a meltblown nonwoven fabric with an adhesive examples include resin-based adhesives such as vinyl acetate and polyvinyl alcohol, styrene-butadiene, and styrene-isoprene. Examples thereof include rubber adhesives.
- the solvent-based adhesive examples include rubber-based adhesives such as styrene-butadiene, styrene-isoprene, and urethane, resin-based organic solvents such as vinyl acetate and vinyl chloride, or aqueous emulsion adhesives. .
- rubber-based hot-melt adhesives such as styrene-isoprene and styrene-butadiene are preferable because they do not impair the texture that is a characteristic of the spunbonded nonwoven fabric.
- the meltblown nonwoven fabric laminated with the spunbond nonwoven fabric of the present invention is made of polyolefin fibers, and (i) the average fiber diameter is 2 ⁇ m or less, and (ii) the fiber diameter distribution CV value is 60% or less, preferably 50% or less. And (iii) a melt-blown nonwoven fabric in which the number of fusions per 100 fibers is 15 or less, preferably 12 or less, more preferably 10 or less.
- meltblown nonwoven fabric laminated with the spunbond nonwoven fabric of the present invention is composed of propylene polymer fibers, (i) the average fiber diameter is in the range of 2 ⁇ m or less, (ii) the fiber diameter distribution CV value is 60% or less, A melt blown nonwoven fabric having a range of 50% or less and (iv) an ⁇ crystal fraction of less than 0.9 is preferable.
- the melt-blown nonwoven fabric having the above characteristics can be produced, for example, by the method described in PCT / JP2011 / 078082.
- the spunbond nonwoven fabric obtained in the present invention or the nonwoven fabric laminate including the spunbond nonwoven fabric of the present invention can be used for various applications.
- bedding such as surgical clothing, packaging cloth, bed sheets, pillow covers, carpets and artificial leather base fabrics used for medical, industrial materials, civil engineering and construction, agricultural and horticultural materials, and life-related materials can be used widely.
- the spunbonded nonwoven fabric or the nonwoven fabric laminate of the present invention is particularly suitable for use in paper diapers, three-dimensional gathered sheets, and sanitary napkins because it is lightweight and flexible and has a good texture. .
- the paper diaper of the present invention uses the spunbond nonwoven fabric of the present invention or a nonwoven fabric laminate including the spunbond nonwoven fabric of the present invention, and becomes a member for three-dimensional gathers such as paper diapers and sanitary napkins.
- the three-dimensional gather is excellent in breathability, excellent in preventing soft stool leakage, and excellent in touch, so that the spunbond nonwoven fabric of the present invention or the nonwoven fabric laminate containing the spunbond nonwoven fabric of the present invention Preferably used.
- the paper diaper of the present invention uses the spunbond nonwoven fabric of the present invention or a nonwoven fabric laminate including the spunbond nonwoven fabric of the present invention, and becomes a member for a back sheet such as a paper diaper and a sanitary napkin.
- the backsheet is excellent in air permeability, and since it is hollow, it is required to have excellent concealability and excellent touch, so that the spunbond nonwoven fabric of the present invention or the nonwoven fabric laminate containing the spunbond nonwoven fabric of the present invention is used.
- the body is preferably used.
- ⁇ [g / cm 3 ] is the melt density at the use temperature of the resin
- D is the fiber diameter.
- Hollow ratio [%] (Cross sectional area of hollow part / Cross sectional area of entire fiber) ⁇ 100 The value of the hollowness was an average value obtained by measuring 100 fibers.
- test piece is manually slid gently in the direction of the slope, and when the central point of one end of the test piece comes into contact with the slope, the moving length of the other end is read on the scale.
- flexibility is indicated by the length (mm) of the test piece moved, measured for each of the five front and back surfaces, and expressed as an average value in each of the flow direction (MD) and the transverse direction (CD).
- Tensile strength (strength)
- Uniformity (average thickness of thick portion ⁇ average weight of thin portion) / average basis That is, the smaller the uniformity, the better the nonwoven fabric.
- the number of crimps was measured for each fiber of this sample as follows. That is, after attaching one fiber to the grip of a crimping tester, cutting a piece of paper, and applying an initial load (0.18 mN x number of displayed tex) to the sample, the distance between the grips (spatial distance) (mm ). The number of crimps at that time was counted, and the number of crimps per 25 mm was obtained. The number of crimps was a value obtained by counting all peaks and troughs and dividing by 2.
- the above measurement was performed for 20 fibers, and the average value obtained to the first decimal place was defined as the number of crimps of the eccentric hollow composite fiber.
- the number of crimps was measured under the conditions specified in JIS Z 8703 (standard state of the test site), that is, in a temperature-controlled room at a temperature of 20 ⁇ 2 ° C. and a humidity of 65 ⁇ 2%.
- Example 1 A propylene homopolymer (PP-1) having a load of 2160 g and an MFR of 230 g at 60 g / 10 min as a propylene polymer was melted at a molding temperature of 240 ° C. by an extruder (screw diameter 75 mm ⁇ ), and the nozzle pitch was vertical.
- a hollow fiber having a hole shape as shown in FIG. 1 of 4.5 mm in the direction and 4.0 mm in the horizontal direction and canal width / hole area 0.41 mm ⁇ 1 and having the fiber cross section of FIG.
- a non-woven fabric manufacturing apparatus spunbond non-woven fabric manufacturing apparatus, length in a direction perpendicular to the machine flow direction on the collecting surface: 320 mm
- a spinneret arranged as shown in FIG. , Flow rate: 42 Nm 3 / min / m), spinning at a PP-1 single hole discharge rate of 0.52 g / min, yarn speed: 4367 m / min, and depositing on the collecting belt; , Emboss throw this In the heating and pressing treatment (embossing area percentage: 18%, embossing temperature: 132 ° C.), and basis weight to obtain a spunbonded nonwoven fabric of 15 g / m 2.
- number 1 is an extruder
- number 2 is a spinneret
- number 3 is a hollow fiber
- number 4 is cooling air
- number 5 is a diffuser
- number 6 is a trapping device
- number 7 Is a suction device
- number 8 is a web (spunbond nonwoven fabric).
- Example 2 A spunbond nonwoven fabric having a basis weight of 15 g / m 2 was obtained in the same manner as in Example 1 except that the single-hole discharge amount of PP-1 was 0.6 g / min and spinning was performed at a yarn speed of 4338 m / min.
- the C-axis orientation degree, average fiber diameter, fineness, single yarn strength, hollowness, crimped number of the hollow fibers, and the flexibility, tensile strength, and FUKURAMI value of the spunbonded nonwoven fabric are measured. And evaluated. The results are shown in Table 1.
- Example 3 A spunbonded nonwoven fabric having a basis weight of 15 g / m 2 was obtained in the same manner as in Example 2 except that the forming temperature of the extruder (screw diameter: 75 mm ⁇ ) was 220 ° C. and spinning was performed at a yarn speed of 3013 m / min.
- the C-axis orientation degree, average fiber diameter, fineness, single yarn strength, hollowness, crimped number of the hollow fibers, and the flexibility, tensile strength, and FUKURAMI value of the spunbonded nonwoven fabric are measured. And evaluated. The results are shown in Table 1.
- Example 4 Manufacture of spunbond nonwoven fabric> A spunbond nonwoven fabric was prepared in the same manner as in Example 2 except that the basis weight of the spunbond nonwoven fabric was 6.15 g / m 2 .
- a propylene homopolymer (PP-2, MFR: 850 g / 10 min, melting point: 159 ° C.) is supplied to the die of the melt blown nonwoven fabric production apparatus on one side of the spunbond nonwoven fabric obtained by the above method, and the set temperature is 280 ° C.
- Example 6 A propylene / ⁇ -olefin random copolymer (PP-3) having a load of 2160 g, an MFR of 230 ° C. of 60 g / 10 min, and a melting point of 143 ° C. is used as the propylene polymer, and a molding temperature of 220 by a extruder (screw diameter: 75 mm ⁇ ).
- PP-3 propylene / ⁇ -olefin random copolymer having a load of 2160 g, an MFR of 230 ° C. of 60 g / 10 min, and a melting point of 143 ° C.
- a spunbonded nonwoven fabric having a basis weight of 15 g / m 2 was obtained in the same manner as in Example 2 except that a spinneret from which a core hollow fiber was obtained was spun at a yarn speed of 4390 m / min.
- the C-axis orientation degree, average fiber diameter, fineness, single yarn strength, hollowness, crimped number of the hollow fibers, and the flexibility, tensile strength, and FUKURAMI value of the spunbonded nonwoven fabric are measured. And evaluated. The results are shown in Table 1.
- the C-axis orientation degree, average fiber diameter, fineness, single yarn strength, hollowness, crimped number of the hollow fibers, and the flexibility, tensile strength, and FUKURAMI value of the spunbonded nonwoven fabric are measured. And evaluated. The results are shown in Table 1.
- Example 1 A method similar to Example 1 except that a 0.6 mm ⁇ circular hole (for solid fibers) was used instead of the spinneret for producing hollow fibers used in Example 1, and spinning was performed at a yarn speed of 4283 m / min. A spunbonded nonwoven fabric having a basis weight of 15 g / m 2 was obtained.
- the C-axis orientation degree, the average fiber diameter, the fineness, the single yarn strength, the number of crimps of the solid fibers, and the flexibility, tensile strength, and FUKURAMI value of the spunbonded nonwoven fabric were measured. evaluated. The results are shown in Table 2.
- Example 4 Except for using an open-type nonwoven fabric production apparatus (spunbond molding machine, length in the direction perpendicular to the machine flow direction on the collecting surface: 320 mm) as shown in FIG. 6, the same method as in Example 1 was used. A spunbonded nonwoven fabric having a basis weight of 15 g / m 2 was obtained.
- number 1 is an extruder
- number 2 is a spinneret
- number 3 is a hollow fiber
- number 4 is cooling air
- number 6 is a trapping device
- number 7 is a suction device
- numbering 8 is a web (spunbond nonwoven fabric).
- the C-axis orientation degree, the average fiber diameter, the fineness, the single yarn strength, the number of crimps of the solid fibers, and the flexibility, tensile strength, and FUKURAMI value of the spunbonded nonwoven fabric were measured. evaluated. The results are shown in Table 2.
- Example 6 A method similar to that of Example 6 except that a 0.6 mm ⁇ circular hole (for solid fibers) was used instead of the spinneret for producing hollow fibers used in Example 6 and spinning was performed at a yarn speed of 2591 m / min. A spunbonded nonwoven fabric having a basis weight of 15 g / m 2 was obtained.
- the C-axis orientation degree, the average fiber diameter, the fineness, the single yarn strength, the number of crimps of the solid fibers, and the flexibility, tensile strength, and FUKURAMI value of the spunbonded nonwoven fabric were measured. evaluated. The results are shown in Table 2.
- Example 8 A method similar to Example 4 except that a 0.6 mm ⁇ circular hole (for solid fibers) was used instead of the spinneret for producing hollow fibers used in Example 4 and spinning was performed at a yarn speed of 2591 m / min.
- the hollow fiber of the obtained nonwoven fabric laminate was evaluated by measuring the degree of C-axis orientation, average fiber diameter, fineness, single yarn strength, number of crimps, and stiffness, tensile strength, and water pressure resistance of the spunbonded nonwoven fabric. The results are shown in Table 2.
- the spunbonded nonwoven fabric of the present invention has a high uniformity and strength of the resulting nonwoven fabric and flexibility even when the fiber diameter of the hollow fibers is as thin as 20 ⁇ m or less and the basis weight is low.
- it is a non-woven fabric that is excellent in lightness, as a material for medical use, industrial materials, civil engineering construction, agricultural and horticultural materials, life related materials, etc.
- it can be suitably used.
- it can be widely used for bedding such as surgical clothes, wrapping cloth, bed sheets, pillow covers, carpets, and artificial leather base fabrics.
- the nonwoven fabric laminate comprising the spunbonded nonwoven fabric of the present invention is particularly suitable as a sanitary material such as a disposable diaper, a three-dimensional gather sheet, and a sanitary napkin because it is lightweight and flexible and has a good texture. used.
Abstract
Description
なかでも紙おむつは、近年、中国を中心とした新興国の人口増加に伴い使用量が増大し、巨大な市場が見込まれている。一方で、使い捨てである紙おむつの使用量増大に伴うCO2排出量の増加が深刻な環境問題となりつつある。この世界的に増加するCO2排出量を削減する点より植物由来原料の検討が行われているが、品質、コスト、生産性の面より実現していない。一方で、不織布や包装の軽量化によるCO2排出削減の検討が紙おむつメーカーで検討されているが、十分ではない。
(a)C軸配向度が少なくとも0.85、
(b)平均繊維径が5~20μm、及び
(c)中空率が5~30%。
本発明のスパンボンド不織布の中空繊維を形成する熱可塑性樹脂としては、種々公知の熱可塑性樹脂を用い得る。具体的には、例えば、エチレン、プロピレン、1-ブテン、1-ヘキセン、4-メチル-1-ペンテンおよび1-オクテン等のα-オレフィンの単独若しくは共重合体である高圧法低密度ポリエチレン、線状低密度ポリエチレン(所謂LLDPE)、高密度ポリエチレン(所謂HDPE)などのエチレン系重合体;ポリプロピレン(プロピレン単独重合体)、プロピレン・α-オレフィンランダム共重合体、プロピレンブロック共重合体などのプロピレン系重合体;ポリ1-ブテン、ポリ4-メチル-1-ペンテン、エチレン・プロピレンランダム共重合体、エチレン・1-ブテンランダム共重合体、プロピレン・1-ブテンランダム共重合体等のポリオレフィン;ポリエステル(ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート等);ポリアミド(ナイロン-6、ナイロン-66、ポリメタキシレンアジパミド等);ポリ塩化ビニル、ポリイミド、エチレン・酢酸ビニル共重合体、エチレン・酢酸ビニル・ビニルアルコール共重合体、エチレン・(メタ)アクリル酸共重合体、エチレン-アクリル酸エステル-一酸化炭素共重合体、ポリアクリロニトリル、ポリカーボネート、ポリスチレン、アイオノマーなど例示することができる。これらのうちでは、エチレン系重合体、プロピレン系重合体、ポリエチレンテレフタレート、ポリアミド等がより好ましい。
本発明のスパンボンド不織布の中空繊維を形成するプロピレン系重合体は、プロピレンの単独重合体及びプロピレンとエチレン、1-ブテン、1-ペンテン、1-ヘキセン、1-オクテン、4-メチル-1-ペンテン等の炭素数2以上、好ましくは2~8の1種または2種以上のα-オレフィンとのランダム共重合体(プロピレン・α―オレフィンランダム共重合体)であり、通常、融点(Tm)が125℃以上、好ましくは125~165℃の範囲にある。α-オレフィンの共重合量は、得られるプロピレン系重合体の融点(Tm)が上記範囲にある限り特に限定はされないが、通常、10モル%以下、好ましくは6モル%以下である。
本発明のスパンボンド不織布は、前記プロピレン系重合体の中空繊維からなり、当該中空繊維が、(a)C軸配向度が少なくとも0.85、好ましくは、0.90以上、(b)平均繊維径が5~20μm、好ましくは5~17μm、及び(c)中空率が5~30%、好ましくは10~30%、さらに好ましくは14~30%の範囲にある。
本発明のスパンボンド不織布は、特開昭60-155765号、特許3442896号、および特許3883818号などに示される密閉型のスパンボンドプロセスにより製造し得る。
本発明のスパンボンド不織布は、種々の用途に応じて、他の層を積層してもよい。スパンボンド不織布に積層される他の層は、特に限定はされず、用途により種々の層が積層し得る。
本発明のスパンボンド不織布と積層されるメルトブローン不織布としては、ポリオレフィン繊維からなり、(i)平均繊維径が2μm以下、(ii)繊維径分布CV値が60%以下、好ましくは50%以下の範囲、及び、(iii)繊維100本当たりの融着個数が15個以下、好ましくは12個以下、さらに好ましくは10個以下、であるメルトブローン不織布が好ましい。
本発明に得られるスパンボンド不織布、あるいは前記本発明のスパンボンド不織布を含む不織布積層体は、種々の用途に用いることができる。
本発明の紙おむつは、前記本発明のスパンボンド不織布、あるいは前記本発明のスパンボンド不織布を含む不織布積層体を用いてなり、紙おむつ、生理用ナプキン等の立体ギャザー用の部材となる。
本発明の紙おむつは、前記本発明のスパンボンド不織布、あるいは前記本発明のスパンボンド不織布を含む不織布積層体を用いてなり、紙おむつ、生理用ナプキン等のバックシート用の部材となる。
広角X線回折装置(リガク社製 RINT2550、付属装置:繊維試料台、X線源:CuKα、出力:40kV 370mA、検出器:シンチレーションカウンター)を用いて、試料を繊維軸方向に並べて試料ホルダーに固定し、結晶面ピーク[(110)面]の方位角分布強度を測定して得られた方位角分布曲線(X線干渉図)において、ピークの半価幅(α)から下記の式より中空繊維の繊維軸方向の配向度(C軸配向度)を算出して評価した。
配向度(F)=(180°―α)/180°
(αは方位角分布曲線におけるピーク半価幅)
得られたスパンボンド不織布を光学顕微鏡〔Nikon社製 ECLIPSE E-400〕で観察し、画面上のスパンボンド不織布を形成するフィラメントから100本を選びその繊維径を測定し、その平均値を当該不織布の繊維径とした。
当該スパンボンド不織布の繊度は以下の式を用いて算出した。
繊度[d]=0.00225×π×ρ[g/cm3]×D2[μm]×(1-中空率[%])
ここで、ρ[g/cm3]は樹脂の使用温度における溶融密度、Dは繊維径である
JIS L 1905(7.5.1法)に準拠して、JIS Z 8703(試験場所の標準状態)に規定する温度20±2℃、湿度65±2%の恒温室内でフィラメントを60本採取し、チャック間20mm、引張速度20mm/分の条件で引張り試験機(インストロン・ジャパン・カンパニイリミテッド製 インストロン5564型)を用いて引張試験を行い、60本分の試験片について引張荷重を測定し、それらの最大値の平均値を単糸強度とした。
スパンボンド不織布をエポキシ樹脂に包埋して、次いでミクロトームで切断し、試料片を得る。これを電子顕微鏡〔(株)日立製作所製S-3500N形 走査型電子顕微鏡〕で観察し、得られた断面像より観察された繊維断面像のおける繊維全体の断面積と中空部断面積を求め、以下の式より算出した。
中空率の値は繊維100本を測定した平均値とした。
JIS L 1096(6.19.1 A法 項)に準拠して、JIS Z 8703(試験場所の標準状態)に規定する温度20±2℃、湿度65±2%の恒温室内で、スパンボンド不織布から幅20mm×150mmの試験片を流れ方向(MD)と横方向(CD)でそれぞれ5枚採取し、45°の斜面をもつ表面の滑らかな水平台の上に試験片の短辺をスケール基線に合わせて置く。次に、手動により試験片を斜面の方向に緩やかに滑らせて試験片の一端の中央点が斜面と接したとき他端の位置の移動長さをスケールによって読む。柔軟性(剛柔性)は試験片の移動した長さ(mm)で示され、それぞれ5枚の裏表について測定し、流れ方向(MD)および横方向(CD)それぞれの平均値で表した。
JIS L 1906(6.12.1 A法)に準拠して、JIS Z 8703(試験場所の標準状態)に規定する温度20±2℃、湿度65±2%の恒温室内で流れ方向(MD)に25cm、横方向(CD)に2.5cmの不織布試験片を3枚採取し、チャック間30mm、引張速度30mm/分の条件で引張り試験機(インストロン ジャパン カンパニイリミテッド製 インストロン5564型)を用いて引張試験を行い、3枚の試験片について引張荷重を測定し、それらの最大値の平均値を引張強度とした。
JIS Z 8703(試験場所の標準状態)に規定する温度20±2℃、湿度65±2%の恒温室内で流れ方向(MD)に25cm、横方向(CD)に20cmの不織布試験片を採取し、その重量を平均目付(g/m2)とした。次いで、内径13mmφのポンチ(打ち抜き冶具)を用いて前記不織布のMD方向に対して15点、CD方向に対して10点を任意に選択し、合計で150点になるように不織布試験片を採取し、全ての試験片の重量を測定した。試験片のなかで重量が重いものを厚肉部として5点、重量が軽いものを薄肉部として20点を選択し、それぞれの平均値を求めて、下記式より均一度を求めた。
すなわち、均一度が小さいほど、均一性に優れる不織布である。
カトーテック(株)製のKES-FBシステムにより、引張、剪断、圧縮、表面摩擦、曲げの各試験の測定を、測定条件としてニット高感度条件にて行った。測定結果をニットアンダーウェアー(サマー)条件にて計測してFUKURAMI値とした。FUKURAMI値はその数値が大きいほど、厚みがあり、柔軟性に優れることを示す。
JIS L 1092A法に準拠して、JIS Z 8703(試験場所の標準状態)に規定する温度20±2℃、湿度65±2%の恒温室内で水処理用濾過材となる不織布積層体から採取した15×15cmの試験片10枚を採取し耐水圧試験機を用いて、水が漏れるときの圧力を測定しその平均値を求めた。
JIS L 1015に準拠し、測定した。
予め表面が滑らかで光沢のある紙片に空間距離25mmの区分線を作った。
プロピレン系重合体として荷重2160g、230℃のMFRが60g/10分のプロピレン単独重合体(PP-1)を用い、押出機(スクリュー径75mmφ)により成形温度240℃で溶融し、ノズルピッチが縦方向4.5mm、横方向4.0mmで、キャナル幅/孔面積=0.41mm-1の図1に示すような孔形状を有し、図2の繊維断面となるような中空繊維が得られる紡糸口金を配置した図5に示すような不織布製造装置(スパンボンド不織布製造装置、捕集面上の機械の流れ方向に垂直な方向の長さ:320mm)を用いて、冷却流体に(25℃、流量:42Nm3/分/m)の冷却風を用い、PP-1の単孔吐出量を0.52g/分、糸速度:4367m/分で紡糸し、捕集ベルト上に堆積させ、次いで、これをエンボスロールで加熱加圧処理(エンボス面積率:18%、エンボス温度:132℃)し、目付量が15g/m2のスパンボンド不織布を得た。
PP-1の単孔吐出量を0.6g/分とし、糸速度:4338m/分で紡糸する以外は実施例1と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
押出機(スクリュー径75mmφ)の成形温度を220℃にし、糸速度:3013m/分で紡糸する以外は実施例2と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
<スパンボンド不織布の製造>
スパンボンド不織布の目付を6.15g/m2とする以外は実施例2と同一方法でスパンボンド不織布を用意した。
上記方法で得たスパンボンド不織布の片面に、プロピレン単独重合体(PP-2、MFR:850g/10分、融点:159℃)をメルトブロー不織布製造装置のダイに供給し、設定温度:280℃のダイから、メルトブロー用ノズル(0.32mmφ、各ノズルの小孔の孔間の距離:0.20mm)を用いて、ノズル単孔あたりの吐出量:0.52g/分でノズルの両側から吹き出す高温高速空気(280℃、600m3/hr)と伴に吐出し、DCD(紡糸口金の表面からコレクターまでの距離):120mmでメルトブロー不織布の目付が0.7g/m2となるように上記スパンボンド不織布の上に吹き付けて、スパンボンド不織布とメルトブロー不織布の積層体を得た。次いで、上記と同一条件で製造されるスパンボンド不織布をメルトブロー不織布上に積層して、総目付:13.0g/m2(スパンボンド不織布/メルトブロー不織布/スパンボンド不織布=6.15/0.7/6.15g/m2)の不織布積層体を得た。
メルトブロー不織布製造において、吐出後に冷却空気(温度:15℃、風量:6000m3/hr)にて冷却と分散を行った以外は実施例4と同一の方法にて、総目付:13.0g/m2(スパンボンド不織布/メルトブロー不織布/スパンボンド不織布=6.15/0.7/6.15g/m2)の不織布積層体を得た。
プロピレン系重合体として荷重2160g、230℃のMFRが60g/10分、融点143℃のプロピレン・α-オレフィンランダム共重合体(PP-3)を用い、押出機(スクリュー径75mmφ)により成形温度220℃で溶融し、糸速度:3013m/分で紡糸し、捕集ベルト上に堆積させ、次いで、これをエンボスロールで加熱加圧処理(エンボス面積率:18%、エンボス温度:115℃)した以外は実施例2と同様の方法で、目付量が15g/m2のスパンボンド不織布を得た。
実施例2で用いた紡糸口金に替えて、紡糸口金としてキャナル孔幅/孔面積=0.41mm-1の図3に示すような孔形状を有し、図4の繊維断面となるような偏芯中空繊維が得られる紡糸口金を用い、糸速度:4390m/分で紡糸する以外は実施例2と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
実施例6で用いた紡糸口金に替えて、紡糸口金としてキャナル幅/孔面積=0.41mm-1の図3に示すような孔形状を有し、図4の繊維断面となるような偏芯中空繊維が得られる紡糸口金を用い、糸速度:3048m/分で紡糸した以外は実施例6と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。

実施例1で用いた中空繊維製造用紡糸口金に替えて、0.6mmφの円孔(中実繊維用)を使用し、糸速度:4283m/分で紡糸した以外は実施例1と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
押出機(スクリュー径75mmφ)により成形温度260℃で溶融し、冷却流体に(25℃、流量:35Nm3/分/m)のエアーを用い、糸速度:4100m/分で紡糸した以外は実施例2と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
〔比較例3〕
スパンボンド法により押出機(スクリュー径75mmφ)により成形温度200℃で溶融し、糸速度:2296m/分で紡糸した以外は比較例2と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
図6に示すような開放型の不織布製造装置(スパンボンド成形機、捕集面上の機械の流れ方向に垂直な方向の長さ:320mm)を用いた以外は実施例1と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
紡糸口金(中実繊維用)として0.6mmφの円孔を使用し、糸速度:3731m/分で紡糸した以外は比較例4と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
実施例6で用いた中空繊維製造用紡糸口金に替えて、0.6mmφの円孔(中実繊維用)を使用し、糸速度:2591m/分で紡糸した以外は実施例6と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
実施例2で用いた紡糸口金に替えて、キャナル幅/孔面積=0.28mm-1の図1に示すような中空繊維製造紡糸口金を使用し、糸速度:3807m/分で紡糸した以外は実施例2と同様の方法で目付量が15g/m2のスパンボンド不織布を得た。
実施例4で用いた中空繊維製造用紡糸口金に替えて、0.6mmφの円孔(中実繊維用)を使用し、糸速度:2591m/分で紡糸した以外は実施例4と同様の方法で、総目付:13.0g/m2(スパンボンド不織布/メルトブロー不織布/スパンボンド不織布=6.15/0.7/6.15g/m2)の不織布積層体を得た。

2・・・紡糸口金
3・・・中空繊維
4・・・冷却風
5・・・ディフューザー
6・・・捕捉装置
7・・・吸引装置
8・・・スパンボンド不織布
Claims (14)
- 下記(a)~(c)の要件を満たすプロピレン系重合体の中空繊維からなることを特徴とするスパンボンド不織布。
(a)C軸配向度が少なくとも0.85、
(b)平均繊維径が5~20μm、及び
(c)中空率が5~30%。 - 更に、(d)目付が5~20g/m2である請求項1記載のスパンボンド不織布。
- プロピレン系重合体が、プロピレン・α-オレフィンランダム共重合体である請求項1記載のスパンボンド不織布。
- 請求項1~3のいずれか1項に記載のスパンボンド不織布を含む不織布積層体。
- 請求項1~3のいずれか1項に記載のスパンボンド不織布とメルトブローン不織布とが積層されてなる不織布積層体。
- メルトブローン不織布が、ポリオレフィン繊維からなり、
(i)平均繊維径が2.0μm以下、(ii)繊維径分布CV値が60%以下、(iii)繊維100本当たりの融着個数が15個以下、のメルトブローン不織布である請求項5記載の不織布積層体。 - メルトブローン不織布が、プロピレン系重合体繊維からなり、
(i)平均繊維径が2.0μm以下、(ii)繊維径分布CV値が60%以下、(iv)α晶分率が0.9未満、のメルトブロー不織布である請求項5記載の不織布積層体。 - 請求項1または2に記載のスパンボンド不織布を用いてなる紙おむつ。
- 請求項4~7のいずれか1項に記載の不織布積層体を含む衛生用品。
- 中空繊維の中空部が偏芯してなる中空繊維である請求項1記載のスパンボンド不織布。
- 熱可塑性樹脂から形成された中空繊維の中空部が偏芯してなる中空繊維からなるスパンボンド不織布。
- 請求項11に記載のスパンボンド不織布を含む不織布積層体。
- 請求項11に記載のスパンボンド不織布を用いてなる紙おむつ。
- 請求項12に記載の不織布積層体を含む衛生用品。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020137022313A KR101536494B1 (ko) | 2011-02-15 | 2012-02-15 | 스펀본드 부직포 |
| US13/984,383 US9693912B2 (en) | 2011-02-15 | 2012-02-15 | Spunbonded nonwoven fabrics |
| CN201280008682.XA CN103370464B (zh) | 2011-02-15 | 2012-02-15 | 纺粘非织造布 |
| EP12746547.4A EP2677074B1 (en) | 2011-02-15 | 2012-02-15 | Spunbonded nonwoven fabric |
| DK12746547.4T DK2677074T3 (en) | 2011-02-15 | 2012-02-15 | SPIN-BOND NON-WOVEN FABRICS |
| JP2012557998A JP5717769B2 (ja) | 2011-02-15 | 2012-02-15 | スパンボンド不織布 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-029917 | 2011-02-15 | ||
| JP2011029917 | 2011-02-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012111723A1 true WO2012111723A1 (ja) | 2012-08-23 |
Family
ID=46672636
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/053575 WO2012111723A1 (ja) | 2011-02-15 | 2012-02-15 | スパンボンド不織布 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9693912B2 (ja) |
| EP (1) | EP2677074B1 (ja) |
| JP (1) | JP5717769B2 (ja) |
| KR (1) | KR101536494B1 (ja) |
| CN (1) | CN103370464B (ja) |
| DK (1) | DK2677074T3 (ja) |
| MY (1) | MY164953A (ja) |
| WO (1) | WO2012111723A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013120885A1 (de) * | 2012-02-14 | 2013-08-22 | Groz-Beckert Kg | Fasermaterialteil und verfahren zu dessen herstellung |
| WO2018033567A1 (en) * | 2016-08-19 | 2018-02-22 | Ahmet Ersal Mehmet | Duvet and bedding |
| JP2019130159A (ja) * | 2018-02-01 | 2019-08-08 | 三井化学株式会社 | 吸収性物品 |
| WO2020196663A1 (ja) * | 2019-03-27 | 2020-10-01 | 三井化学株式会社 | 不織布積層体及び衛生用品 |
| JP2021023677A (ja) * | 2019-08-07 | 2021-02-22 | 三井化学株式会社 | 吸収用物品 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102600733B (zh) * | 2012-03-28 | 2014-03-19 | 天津工业大学 | 一种同质增强型聚偏氟乙烯中空纤维膜的制备方法 |
| BR112017011385B1 (pt) | 2014-12-19 | 2022-09-06 | Kimberly-Clark Worldwide, Inc. | Fibra oca, trama não tecida, artigo absorvente, fieira para formar uma fibra oca, e, método de formação de uma fibra oca |
| EP3690096B1 (en) * | 2017-09-28 | 2021-12-15 | Toray Industries, Inc. | Spunbond nonwoven fabric |
| DE102018102822B4 (de) * | 2018-02-08 | 2020-03-05 | Neenah Gessner Gmbh | Filtermedium mit einer Vlieslage und einer Meltblownlage sowie Filterelement |
| CN108589053A (zh) * | 2018-03-13 | 2018-09-28 | 苏州多瑈新材料科技有限公司 | 一种双组分中空纺粘非织造物制造方法 |
| CN108179550B (zh) * | 2018-03-13 | 2020-09-08 | 苏州多瑈新材料科技有限公司 | 一种超柔蓬松的轻质长丝非织造复合材料及其制备方法 |
| CN110172786A (zh) * | 2019-05-20 | 2019-08-27 | 苏州多瑈新材料科技有限公司 | 中空弹性纤维的非织造材料的制备方法 |
| DE102019127778A1 (de) | 2019-10-15 | 2021-04-15 | Brückner Maschinenbau GmbH & Co. KG | Verfahren zur Einstellung eines Arbeitspunkts einer Folienreckanlage und Folienreckanlage zur Herstellung einer Kunststofffolie |
| CN111364167A (zh) * | 2020-05-13 | 2020-07-03 | 山东恒鹏卫生用品有限公司 | 一种中空纤维无纺布的制备方法及应用 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60155765A (ja) | 1984-01-19 | 1985-08-15 | ヘキスト・アクチエンゲゼルシヤフト | 紡糸フリースを造るための装置 |
| JPS61174416A (ja) * | 1985-01-29 | 1986-08-06 | Mitsui Petrochem Ind Ltd | 超高分子量ポリエチレン延伸糸用原糸ならびに延伸糸の製造方法 |
| JPH03287848A (ja) * | 1990-04-03 | 1991-12-18 | Toyobo Co Ltd | 嵩高不織布 |
| JPH04108108A (ja) * | 1990-08-27 | 1992-04-09 | Mitsui Petrochem Ind Ltd | プロピレン重合体延伸物及びその製造方法 |
| JPH04163353A (ja) * | 1990-10-19 | 1992-06-08 | Toyobo Co Ltd | オレフイン系極細繊維不織布 |
| JP3442896B2 (ja) | 1994-04-22 | 2003-09-02 | 三井化学株式会社 | 不織布の製造方法及び装置 |
| JP3883818B2 (ja) | 2001-04-20 | 2007-02-21 | 三井化学株式会社 | 不織布の製造方法及び装置 |
| JP2007046224A (ja) * | 2006-10-20 | 2007-02-22 | Mitsui Chemicals Inc | 不織布の製造方法及び装置 |
| WO2009063892A1 (ja) * | 2007-11-12 | 2009-05-22 | Mitsui Chemicals, Inc. | 立体ギャザー用シート |
| WO2010024268A1 (ja) * | 2008-09-01 | 2010-03-04 | 三井化学株式会社 | 長繊維不織布 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5256358A (en) | 1985-01-29 | 1993-10-26 | Mitsui Petrochemical Industries, Ltd. | Method of making stretched filaments of ultra-high-molecular weight polyethylene |
| US5162074A (en) * | 1987-10-02 | 1992-11-10 | Basf Corporation | Method of making plural component fibers |
| US5277976A (en) * | 1991-10-07 | 1994-01-11 | Minnesota Mining And Manufacturing Company | Oriented profile fibers |
| US6368990B1 (en) | 1997-08-04 | 2002-04-09 | Bba Nonwovens Sweden Ab | Fabrics formed of hollow filaments and fibers and methods of making the same |
| DE69826306T2 (de) * | 1997-10-31 | 2005-02-17 | Kimberly-Clark Worldwide, Inc., Neenah | Gekreppte vliesstoffe und einlage |
| WO2000044411A1 (en) * | 1999-01-27 | 2000-08-03 | Kimberly-Clark Worldwide, Inc. | Hollow polymer fiber nonwoven web material |
| US20040170836A1 (en) * | 2003-01-07 | 2004-09-02 | The Procter & Gamble Company | Hollow fiber fabrics |
| JP5444681B2 (ja) * | 2007-10-19 | 2014-03-19 | Esファイバービジョンズ株式会社 | ポリエステル系熱融着性複合繊維 |
| WO2009063889A1 (ja) | 2007-11-12 | 2009-05-22 | Mitsui Chemicals, Inc. | 偏芯中空複合長繊維、それからなる長繊維不織布及びその用途 |
| JP5084757B2 (ja) * | 2009-02-04 | 2012-11-28 | 三井化学株式会社 | 流出油吸着用マット |
| JP5813008B2 (ja) | 2010-12-06 | 2015-11-17 | 三井化学株式会社 | メルトブロー不織布、その製造方法および装置 |
-
2012
- 2012-02-15 US US13/984,383 patent/US9693912B2/en active Active
- 2012-02-15 EP EP12746547.4A patent/EP2677074B1/en active Active
- 2012-02-15 KR KR1020137022313A patent/KR101536494B1/ko active IP Right Grant
- 2012-02-15 CN CN201280008682.XA patent/CN103370464B/zh active Active
- 2012-02-15 MY MYPI2013701364A patent/MY164953A/en unknown
- 2012-02-15 WO PCT/JP2012/053575 patent/WO2012111723A1/ja active Application Filing
- 2012-02-15 JP JP2012557998A patent/JP5717769B2/ja active Active
- 2012-02-15 DK DK12746547.4T patent/DK2677074T3/en active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60155765A (ja) | 1984-01-19 | 1985-08-15 | ヘキスト・アクチエンゲゼルシヤフト | 紡糸フリースを造るための装置 |
| JPS61174416A (ja) * | 1985-01-29 | 1986-08-06 | Mitsui Petrochem Ind Ltd | 超高分子量ポリエチレン延伸糸用原糸ならびに延伸糸の製造方法 |
| JPH03287848A (ja) * | 1990-04-03 | 1991-12-18 | Toyobo Co Ltd | 嵩高不織布 |
| JPH04108108A (ja) * | 1990-08-27 | 1992-04-09 | Mitsui Petrochem Ind Ltd | プロピレン重合体延伸物及びその製造方法 |
| JPH04163353A (ja) * | 1990-10-19 | 1992-06-08 | Toyobo Co Ltd | オレフイン系極細繊維不織布 |
| JP3442896B2 (ja) | 1994-04-22 | 2003-09-02 | 三井化学株式会社 | 不織布の製造方法及び装置 |
| JP3883818B2 (ja) | 2001-04-20 | 2007-02-21 | 三井化学株式会社 | 不織布の製造方法及び装置 |
| JP2007046224A (ja) * | 2006-10-20 | 2007-02-22 | Mitsui Chemicals Inc | 不織布の製造方法及び装置 |
| WO2009063892A1 (ja) * | 2007-11-12 | 2009-05-22 | Mitsui Chemicals, Inc. | 立体ギャザー用シート |
| WO2010024268A1 (ja) * | 2008-09-01 | 2010-03-04 | 三井化学株式会社 | 長繊維不織布 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013120885A1 (de) * | 2012-02-14 | 2013-08-22 | Groz-Beckert Kg | Fasermaterialteil und verfahren zu dessen herstellung |
| WO2018033567A1 (en) * | 2016-08-19 | 2018-02-22 | Ahmet Ersal Mehmet | Duvet and bedding |
| JP2019130159A (ja) * | 2018-02-01 | 2019-08-08 | 三井化学株式会社 | 吸収性物品 |
| WO2020196663A1 (ja) * | 2019-03-27 | 2020-10-01 | 三井化学株式会社 | 不織布積層体及び衛生用品 |
| KR20210128457A (ko) * | 2019-03-27 | 2021-10-26 | 미쓰이 가가쿠 가부시키가이샤 | 부직포 적층체 및 위생 용품 |
| JPWO2020196663A1 (ja) * | 2019-03-27 | 2021-11-04 | 三井化学株式会社 | 不織布積層体及び衛生用品 |
| JP7182693B2 (ja) | 2019-03-27 | 2022-12-02 | 三井化学株式会社 | 不織布積層体及び衛生用品 |
| KR102564088B1 (ko) * | 2019-03-27 | 2023-08-07 | 미쓰이 가가쿠 가부시키가이샤 | 부직포 적층체 및 위생 용품 |
| JP2021023677A (ja) * | 2019-08-07 | 2021-02-22 | 三井化学株式会社 | 吸収用物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| MY164953A (en) | 2018-02-15 |
| JP5717769B2 (ja) | 2015-05-13 |
| KR20130115374A (ko) | 2013-10-21 |
| CN103370464B (zh) | 2016-08-17 |
| JPWO2012111723A1 (ja) | 2014-07-07 |
| CN103370464A (zh) | 2013-10-23 |
| EP2677074A1 (en) | 2013-12-25 |
| US20130317469A1 (en) | 2013-11-28 |
| DK2677074T3 (en) | 2018-08-06 |
| KR101536494B1 (ko) | 2015-07-13 |
| US9693912B2 (en) | 2017-07-04 |
| EP2677074B1 (en) | 2018-06-27 |
| EP2677074A4 (en) | 2016-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5717769B2 (ja) | スパンボンド不織布 | |
| US9404207B2 (en) | Melt-blown nonwoven fabric, and production process and apparatus for the same | |
| KR101581518B1 (ko) | 권축 복합 섬유, 및 당해 섬유로 이루어지는 부직포 | |
| JP5450055B2 (ja) | 混合長繊維不織布およびその製造方法 | |
| JP5205650B2 (ja) | 積層体およびその製造方法 | |
| JP6715056B2 (ja) | スパンボンド不織布および衛生材料 | |
| WO2010024268A1 (ja) | 長繊維不織布 | |
| JP5139669B2 (ja) | 捲縮複合繊維およびその製造方法 | |
| JP5567836B2 (ja) | 偏芯中空複合長繊維、それからなる長繊維不織布及びその用途 | |
| JP3844390B2 (ja) | 不織布積層体 | |
| JP5276305B2 (ja) | 混繊長繊維不織布 | |
| JP6533025B1 (ja) | スパンボンド不織布の製造方法及びスパンボンド不織布 | |
| JP5503768B2 (ja) | 混繊長繊維不織布 | |
| JP7461460B2 (ja) | 不織布積層体、被覆シート及び吸収性物品 | |
| JP6842340B2 (ja) | スパンボンド不織布および衛生材料 | |
| JPH0978435A (ja) | 複合不織布 | |
| JP2022135776A (ja) | 不織布、不織布積層体及び吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12746547 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012557998 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13984383 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1301004501 Country of ref document: TH |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20137022313 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012746547 Country of ref document: EP |