WO2012026531A1 - ハイドロゲル乾燥体、ビトリゲル膜乾燥体およびこれらの製造方法 - Google Patents
ハイドロゲル乾燥体、ビトリゲル膜乾燥体およびこれらの製造方法 Download PDFInfo
- Publication number
- WO2012026531A1 WO2012026531A1 PCT/JP2011/069191 JP2011069191W WO2012026531A1 WO 2012026531 A1 WO2012026531 A1 WO 2012026531A1 JP 2011069191 W JP2011069191 W JP 2011069191W WO 2012026531 A1 WO2012026531 A1 WO 2012026531A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- dried
- hydrogel
- collagen
- vitrigel membrane
- producing
- Prior art date
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D7/00—Producing flat articles, e.g. films or sheets
- B29D7/01—Films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/02—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12N—MICROORGANISMS OR ENZYMES; COMPOSITIONS THEREOF; PROPAGATING, PRESERVING, OR MAINTAINING MICROORGANISMS; MUTATION OR GENETIC ENGINEERING; CULTURE MEDIA
- C12N5/00—Undifferentiated human, animal or plant cells, e.g. cell lines; Tissues; Cultivation or maintenance thereof; Culture media therefor
- C12N5/0062—General methods for three-dimensional culture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2089/00—Use of proteins, e.g. casein, gelatine or derivatives thereof, as moulding material
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12M—APPARATUS FOR ENZYMOLOGY OR MICROBIOLOGY; APPARATUS FOR CULTURING MICROORGANISMS FOR PRODUCING BIOMASS, FOR GROWING CELLS OR FOR OBTAINING FERMENTATION OR METABOLIC PRODUCTS, i.e. BIOREACTORS OR FERMENTERS
- C12M25/00—Means for supporting, enclosing or fixing the microorganisms, e.g. immunocoatings
- C12M25/14—Scaffolds; Matrices
Definitions
- the present invention relates to a dried hydrogel having no irregular outer peripheral edge, a dried vitrigel membrane, and methods for producing them.
- the present inventor injected a collagen sol imparted with a salt concentration and a hydrogen ion concentration (pH) optimal for gelation at low temperature into a culture dish, After the collagen sol is gelled by keeping it at the optimum temperature, it is vitrified by gradually removing free water as well as bound water by sufficiently drying at low temperature, and then rehydrated (Rehydration) has established a technique for converting the physical properties of collagen gel into a thin film excellent in strength and transparency with good reproducibility (Patent Document 1).
- vitrigel a gel having a new physical property state
- the collagen vitrigel thin film that has been developed so far is a transparent thin membrane with a thickness of several tens of micrometers in which high-density collagen fibers comparable to connective tissues in the living body are intertwined with each other, and has excellent protein permeability. And has a characteristic of having strength.
- the characteristics of the added substance can be reflected in the collagen vitrigel thin film.
- a collagen vitrigel thin film in which a cyclic nylon membrane support is embedded can be easily handled with tweezers.
- the present inventor further develops the technology related to the collagen vitrigel thin film to improve the transparency and production reproducibility of the collagen vitrigel thin film (Patent Document 2).
- Patent Document 3 a technique for producing a thread-like or tubular shape is also proposed.
- a predetermined amount of collagen sol is injected into a plastic culture dish so that the collagen vitrigel thin film has an arbitrary thickness. It was produced by gelation, vitrification by drying and rehydration.
- the collagen vitrigel thin film embedded with a cyclic nylon membrane support used as a three-dimensional culture carrier for cells has a collagen vitrigel thin film attached only to the bottom surface of the culture vessel. It was necessary to finely process the shape so that it could be peeled off from the bottom surface of the culture vessel, that is, the outer periphery of the cyclic nylon membrane support so that the collagen vitrigel thin film did not protrude excessively.
- the collagen content and thickness of the collagen vitrigel thin film are controlled by injecting 0.04-0.4ml of 0.25% collagen sol per unit area (1.0 cm 2 ) of the culture dish.
- a collagen vitrigel thin film containing 100 ⁇ g to 1.0 mg of collagen per unit area (1.0 cm 2 ), and further by adjusting the period of vitrification
- the thickness of the vitrigel thin film could be adjusted to about several ⁇ m to several hundred ⁇ m.
- the thickness is about 15 ⁇ m.
- 0.4 ml was injected for gelation and then vitrified for about one week and rehydrated, a collagen vitrigel thin film having a thickness of about 120 ⁇ m could be produced (Non-patent Document 2).
- the present invention has been made in view of the circumstances as described above, and has a desired shape and is excellent in properties such as practicality and handleability, and a pre-stage of the dried vitrigel membrane. It is an object of the present invention to provide a dried hydrogel and a method for rapidly and mass producing the dried vitrigel membrane and dried hydrogel.
- the present invention provides the following dried vitrigel membrane, dried hydrogel, and methods for producing them.
- ⁇ 1> A dried vitrigel membrane having no irregular outer peripheral edge.
- ⁇ 2> The dried vitrigel film according to ⁇ 1>, which is attached to a substrate.
- ⁇ 3> The dried vitrigel membrane according to ⁇ 1>, wherein the dried vitrigel membrane is laminated with a peelable film.
- ⁇ 4> The dried vitrigel membrane according to ⁇ 3>, wherein the film is a parafilm.
- ⁇ 5> A dried hydrogel having no irregular outer peripheral edge.
- ⁇ 6> The dried hydrogel according to ⁇ 5>, which is attached to a substrate.
- a method for producing a dried vitrigel membrane having a desired shape comprising the following steps: (1) A step of holding a hydrogel inside a wall surface mold having the same shape as the desired shape disposed on the substrate and allowing a portion of free water in the hydrogel to flow out from the gap between the substrate and the wall surface mold; (2) removing the wall surface mold from the substrate; (3) A step of drying the hydrogel to remove residual free water and producing a vitrified hydrogel dried body; (4) rehydrating the dried hydrogel to produce a vitrigel membrane; and (5) redrying the vitrigel membrane to remove free water to produce a vitrified dried vitrigel membrane.
- a method for producing a dried vitrigel membrane ⁇ 10> The method for producing a dried vitrigel membrane according to ⁇ 9>, wherein in the step (1), a support is introduced into the hydrogel inside the wall surface mold. ⁇ 11> The method for producing a dried vitrigel membrane according to ⁇ 9>, wherein in the step (1), free water in the hydrogel is reduced to about 1/4 to 3/4. ⁇ 12> The method for producing a dried vitrigel membrane according to ⁇ 9>, wherein in the step (5), the vitrigel membrane is vitrified on a film from which the dried vitrigel membrane can be peeled. ⁇ 13> The method for producing a dried vitrigel membrane according to ⁇ 12>, wherein the film is a parafilm.
- a method for producing a dried vitrigel membrane that can be molded into a desired shape comprising the following steps: (1) A hydrogel is held inside a wall mold having an arbitrary shape and placed on a substrate on which a peelable film of a vitrigel membrane is peeled, and a part of free water in the hydrogel is placed on the substrate.
- ⁇ 16> The method for producing a dried vitrigel membrane according to ⁇ 15>, further comprising a step of peeling the dried vitrigel membrane from the film after the step (6).
- ⁇ 17> The method for producing a dried vitrigel membrane according to ⁇ 14>, wherein the film is a parafilm.
- ⁇ 18> The method for producing a dried vitrigel membrane according to ⁇ 14>, wherein in the step (1), a support is introduced into the hydrogel inside the wall surface mold.
- ⁇ 19> The method for producing a dried vitrigel membrane according to ⁇ 14>, wherein in the step (1), free water in the hydrogel is reduced to about 1/4 to 3/4.
- a method for producing a dried hydrogel having a desired shape comprising the following steps: (1) A step of holding a hydrogel inside a wall surface mold having the same shape as the desired shape disposed on the substrate and allowing a portion of free water in the hydrogel to flow out from the gap between the substrate and the wall surface mold; (2) removing the wall surface mold from the substrate; (3) A step of drying the hydrogel to remove residual free water and producing a vitrified hydrogel dried body; The manufacturing method of the hydrogel dry body characterized by including this.
- ⁇ 21> The method for producing a dried hydrogel according to ⁇ 20>, wherein in the step (1), a support is introduced into the hydrogel inside the wall surface mold.
- ⁇ 22> The method for producing a dried hydrogel according to ⁇ 20>, wherein in the step (1), the free water in the hydrogel is reduced to about 1/4 to 3/4.
- ⁇ 23> The method for producing a dried hydrogel according to ⁇ 20>, wherein in the step (3), the dried hydrogel is vitrified on a peelable film.
- ⁇ 24> The method for producing a dried hydrogel according to ⁇ 23>, wherein the film is a parafilm.
- a method for producing a dried hydrogel that can be molded into a desired shape comprising the following steps: (1) A hydrogel is held inside a wall mold of an arbitrary shape placed on a substrate on which a film from which a dried hydrogel can be peeled is laid, and a part of free water in the hydrogel is placed on the substrate. Flowing out of the gap between the film and the wall mold; (2) removing the wall surface mold from the substrate; (3) A method for producing a dried hydrogel comprising the steps of drying the hydrogel to remove residual free water and producing a vitrified hydrogel dried.
- ⁇ 30> The method for producing a dried hydrogel according to ⁇ 25>, wherein the film is a parafilm.
- the dried vitrigel membrane according to the above ⁇ 1> uses collagen as a raw material, and mainly comprises a substantial cornea using a laminate obtained by stacking a plurality of vitrigel membranes obtained by rehydrating the dried vitrigel membrane. Mimicking collagen.
- the dried vitrigel membrane according to the above ⁇ 1> uses collagen as a raw material.
- the dried vitrigel membrane is layered, and a corneal membrane using a vitrigel membrane obtained by rehydrating an integrated laminate is obtained. Collagen mimics that mainly make up the substance.
- the dried vitrigel membrane or dried hydrogel can be peeled from the film and freely handled in the membrane state. Furthermore, in addition to the shape of the wall surface mold, the vitrified dried vitrigel membrane or dried hydrogel can be cut into any shape.
- FIG. 9 is a view showing a state in which the adhesion between the collagen gel and the wall surface mold is released by slightly moving the wall surface mold up and down in the form of FIG. 8. In the form of FIG. 8, it is the figure which illustrated the form which removed the wall surface mold from the board
- FIG. 9 is a vertical sectional view of a vitrigel membrane showing the localization of FITC-labeled goat anti-mouse antibody in the vitrigel membrane produced in Example 8. It is the figure which the laminated body of the dried vitrigel membrane containing the agarose produced in Example 9 was rehydrated with PBS and observed with a fluorescence microscope.
- Embodiment of the manufacturing method of the dried hydrogel of this invention is a manufacturing method of the hydrogel dried body of desired shape, Comprising: The following processes: (1) A step of holding a hydrogel inside a wall surface mold having the same shape as the desired shape disposed on the substrate and allowing a portion of free water in the hydrogel to flow out from the gap between the substrate and the wall surface mold; (2) a step of removing the wall surface mold from the substrate; and (3) a step of drying the hydrogel to remove residual free water and producing a vitrified hydrogel dried body.
- 1st Embodiment of the manufacturing method of the dried vitrigel membrane of this invention is a manufacturing method of the desired shape vitrigel membrane dried body, Comprising: The said process (3), (4) including a step of rehydrating the dried hydrogel to produce a vitrigel membrane, and (5) redrying the vitrigel membrane to remove free water and producing a vitrified dried vitrigel membrane. .
- hydrogel refers to a substance in which a polymer has a network structure formed by chemical bonds and has a large amount of water in its network. This refers to a gel made by introducing a crosslink into a polymeric artificial material.
- hydrogel dry product means a product obtained by removing free water from a hydrogel and vitrifying it.
- vitrigel membrane refers to a rehydrated body of this hydrogel.
- the “dried vitrigel membrane” refers to a vitrigel obtained by vitrification again. The dried vitrigel membrane can be rehydrated when necessary to obtain a vitrigel membrane.
- FIG. 1 is a flowchart illustrating an embodiment of a method for producing a vitrigel film of the present invention.
- Step (1) The hydrogel is held inside the wall surface mold having the same shape as the desired shape arranged on the substrate, and a part of free water in the hydrogel is caused to flow out from the gap between the substrate and the wall surface mold.
- the substrate and the wall surface mold materials that can withstand sterilization with 70% ethanol or autoclave can be used as appropriate.
- specific examples include plastics such as polystyrene and acrylic, glass, stainless steel, and the like.
- the wall surface mold can be a cylindrical frame that does not have an upper surface and a bottom surface, and the shape of the wall surface mold is designed to be the same as the shape of the desired vitrigel film. Can do. Specifically, for example, when producing a circular vitrigel film, as illustrated in FIG. 2, a wall surface (frame) having an annular shape (cylindrical shape) can be used. Moreover, when producing a rectangular vitrigel film
- a plurality of wall surface molds can be arranged on a substrate according to a desired number of vitrigel films.
- the natural product-derived polymer as a raw material used for the production of hydrogel is, for example, collagen, a basement membrane component (trade name: Matrigel) reconstituted from mouse EHS tumor extract, gelatin, agar, agarose , Fibrin, glycosaminoglycan, hyaluronic acid, proteoglycan and the like. It is possible to prepare a hydrogel by selecting components such as salt, concentration, pH and the like that are optimal for each gelation.
- examples of the synthetic polymer used for producing the hydrogel include polyacrylamide, polyvinyl alcohol, methyl cellulose, polyethylene oxide, poly (2-hydroxyethyl methacrylate) / polycaprolactone, and the like. It is also possible to produce a hydrogel using two or more of these polymers. The amount of hydrogel can be adjusted in consideration of the thickness of the vitrigel film to be produced.
- the raw material of the hydrogel is preferably collagen, and when the collagen gel is used, a collagen sol can be injected into a wall mold placed on the substrate and gelled with an incubator.
- collagen sol is illustrated as a raw material for the hydrogel.
- Collagen sol has physiological salt solution, PBS (Phosphate Buffered Saline), HBSS (Hank's Balanced Salt Solution), basal culture solution. It can be prepared in a serum-free culture solution or a serum-containing culture solution.
- the pH of the solution during collagen gelation is preferably about 6 to 8.
- the heat retention during gelation should be lower than the collagen denaturation temperature depending on the animal species of the collagen to be used, but generally it can be gelled at a temperature of 37 ° C. or less for several minutes to several tens of minutes. It can be carried out while keeping the temperature.
- the collagen sol is too dilute and weakly gelled when the collagen concentration is 0.2% or less, and is too thick and difficult to homogenize when it is 0.3% or more. Therefore, the collagen concentration in the collagen sol is preferably 0.2 to 0.3%, more preferably about 0.25%.
- the formed collagen gel adheres closely to the substrate and the wall mold, but by leaving it for a predetermined time, as time passes, a part of free water in the collagen gel passes through the gap between the substrate and the wall mold. Out to the outside.
- the free water in the gelled collagen gel is reduced to about 1/4 to 2/3.
- the collagen concentration of the gel becomes about 0.375 to 1.0%, so that it is possible to obtain a gel strength that does not distort the gel shape even if the wall surface mold is removed.
- the free water remaining in the gel with free water flowing out on the substrate can be naturally dried to be removed and vitrified.
- the time for reducing the free water in the collagen gel to about 1/4 to 2/3 is desirably 2 to 8 hours. Further, the time for free drying and complete removal of the free water remaining in the gel is preferably within 48 hours.
- the amount of 0.25% collagen sol injected per unit area (1.0 cm 2 ) is preferably 0.1 to 2.4 ml. As a result, collagen containing 250 ⁇ g to 6 mg of collagen per unit area (1.0 cm 2 ) Vitrigel membranes can be made.
- the first method is a method in which a collagen sol is layered on a collagen vitrigel membrane that has already been prepared or a dried body thereof to gel, vitrify, and rehydrate. By repeating this method, a laminated body in which the collagen vitrigel membrane is layered is obtained, and a collagen vitrigel membrane (laminated body) having an arbitrary thickness can be produced.
- the second method is a method of embedding a collagen vitrigel membrane already prepared in a collagen sol or a dried product thereof, gelling, vitrifying and rehydrating.
- a laminated body in which an arbitrary number of collagen vitrigel membranes are embedded can be obtained, and a collagen vitrigel membrane having an arbitrary thickness can be produced. It is also possible to produce a vitrigel film having different components on the front and back sides or in layers by using components other than collagen in the sol used for the multilayer in the first method and the sol used for embedding in the second method.
- a support can be introduced into the hydrosol inside the wall mold.
- the support can be exemplified by nylon membrane, wire, cotton gauze, silk thread, other woven materials, bioabsorbable material, etc., and those corresponding to the shape inside the wall surface mold can be used.
- the support may be an annular nylon membrane having an outer diameter substantially equal to the inner diameter of the wall surface mold illustrated in FIG.
- Step (2) The wall surface mold is removed from the substrate.
- Step (3) The hydrogel is dried to remove residual free water, and a vitrified dried hydrogel is produced.
- the free water in the hydrogel is completely removed and vitrified by drying.
- the produced hydrogel dried body can be peeled from the film by moving the hydrogel onto a film from which the dried hydrogel dried.
- the dried hydrogel can also be formed into a desired shape on the film.
- the film include non-water-absorbing films such as parafilm, saran wrap, and vinyl, and parafilm is particularly preferable.
- vitrigel film obtained by rehydration after vitrification for a short period of time can be washed with PBS or the like and then vitrified again.
- drying method for example, various methods such as air drying, drying in a sealed container (circulating air in the container and always supplying dry air), drying in an environment where silica gel is placed, and the like can be used.
- air drying method include a method of drying in an incubator kept sterile at 10 ° C. and 40% humidity for 2 days, or a method of drying at room temperature all day and night in a sterile clean bench.
- the dried hydrogel can be rehydrated when necessary to produce a vitrigel membrane, it can be effectively used industrially.
- the vitrigel membrane obtained by rehydrating the dried hydrogel of the present invention is not accompanied by an unnecessary vitrigel membrane derived from the wall surface (referred to as “indeterminate outer peripheral edge” in the present invention), as will be described later. Is also excellent.
- Step (4) The dried hydrogel is rehydrated to produce a vitrigel membrane.
- a vitrigel membrane can be prepared by rehydrating a dried hydrogel with PBS or a culture medium to be used.
- the liquid to be rehydrated may contain various components such as a physiologically active substance.
- the physiologically active substance include various pharmaceuticals including antibiotics, cell growth factors, and differentiation induction.
- factors such as factors, cell adhesion factors, antibodies, enzymes, cytokines, hormones, lectins, or extracellular matrix components that do not gel include fibronectin, vitronectin, entactin, and osteopoietin. It is also possible to contain a plurality of these.
- drying methods such as air drying, drying in a sealed container (circulating air in the container and always supplying dry air), drying in an environment where silica gel is placed, and the like. Can be used.
- vitrified dried vitrigel membrane By drying the vitrigel membrane again, a vitrified dried vitrigel membrane can be produced. This dried vitrigel membrane can be converted again to a vitrigel membrane by rehydration when necessary.
- the vitrigel membrane can be vitrified on a film from which a dried vitrigel membrane such as parafilm can be peeled off.
- Parafilm is a thermoplastic film that uses paraffin as a raw material, and has the characteristics that it has stretchability and adhesiveness, and is excellent in airtightness and waterproofness.
- the dried collagen vitrigel membrane By layering the dried vitrigel membrane on a peelable film, the dried collagen vitrigel membrane can be peeled from the film and handled freely in the membrane state. In addition to the shape of the wall surface mold, the vitrified dried vitrigel membrane can be cut into an arbitrary shape.
- hydrogel dried product contains components of hydrogel
- Vitrigel membrane dried product contains components remaining in the vitrigel membrane equilibrated with an aqueous solution when the hydrogel dried product is rehydrated. Contains.
- the vitrigel membrane obtained by rehydrating the dried vitrigel membrane in the step (5) has a longer vitrification period than the vitrigel membrane obtained in the step (4), the strength and transparency. Is excellent.
- the period of vitrification can be prolonged in the state of “hydrogel dry body”, but “hydrogel dry body” is a state in which all components at the time of hydrogel preparation coexist.
- “hydrogel dry body” is a state in which all components at the time of hydrogel preparation coexist.
- unnecessary components are also mixed.
- the vitrigel membrane after the “hydrogel dried product” is rehydrated to remove unnecessary mixed components, unnecessary components are also removed from the dried product. Therefore, when it is necessary to maintain the vitrification period for a long time, it is preferable to keep the dried vitrigel membrane in this state, which is unnecessary for the vitrigel membrane obtained by rehydrating the dried vitrigel membrane. The point that a component does not mix is excellent.
- the shape of the wall surface mold is designed to be the same as the shape of the desired vitrigel film, and free water is discharged from the gap between the substrate and the wall surface mold to 1/4 to 3 / After about 4 outflows, the wall surface mold is removed and vitrification is performed by drying, so that a vitrigel film having a desired shape reflecting the shape of the wall surface mold can be obtained. That is, as described above, the conventional method using a culture dish was accompanied by an unnecessary vitrigel thin film derived from the wall of the culture dish (in the present invention, referred to as “amorphous outer peripheral edge”). Can obtain a dried hydrogel or dried vitrigel film that does not have an irregular outer peripheral edge and reflects the shape of the wall surface mold on the substrate.
- the thickness of the vitrigel film was produced as a thin film (vitrigel thin film) having a maximum thickness of about 120 ⁇ m (Non-patent Document 2).
- the vitrigel membrane of the present invention can reduce the drying time for removing free water to about 1/2 to 1/4, so that the drying time can be kept within a practical range.
- the amount of hydrogel injected can be increased as compared with the prior art.
- a vitrigel film having a thickness of about 1 mm can be easily produced with a practical drying time of about 2 to 3 days.
- vitrigel membrane and the dried vitrigel membrane are produced, for example, by mixing a physiologically active substance to be contained in a sol solution before gelation and then producing a vitrigel membrane such as gelation and vitrification. You can also.
- vitrigel membrane and the dried vitrigel membrane containing a physiologically active substance can supply factors necessary for cell adhesion, proliferation, differentiation and the like from the vitrigel membrane side, a better culture environment can be realized. Moreover, it is very useful for conducting a test for examining the effect of the contained physiologically active substance on cells.
- a vitrigel membrane containing a physiologically active substance can also function as a drug delivery system by being implanted into the body (Non-patent Document 3).
- the vitrigel membrane produced by the method of the present invention can permeate a physiologically active substance having a large molecular weight, so that between each cell seeded on two different surfaces of the vitrigel membrane. Can greatly contribute to the testing and research of the interaction through the physiologically active substances (Non-patent Document 3).
- the vitrigel membrane produced by the method of the present invention can be used as a cell culture carrier for culturing animal cells by inserting it into a culture vessel.
- animal cells to be cultured include primary cultured cells, established cells, fertilized eggs, and cells obtained by introducing a foreign gene into these cells.
- these cells may be undifferentiated stem cells, cells in the process of differentiation, terminally differentiated cells, and dedifferentiated cells.
- cell suspension, shredded tissue pieces, fertilized eggs, or seeding of three-dimensionally reconstructed gel cultures or multicellular aggregates (spheroids) can be mentioned. . That is, adherent cells that can be cultured by existing methods can be cultured on the present Vitrigel membrane.
- one or more types of cells can be cultured on both sides of the above-mentioned cell as well as one side of the vitrigel membrane.
- double-sided culture it is possible to culture different types of cells on each side.
- epithelial cells on one side of the vitrigel membrane and mesenchymal cells on the other side such as percutaneous absorption model and intestinal absorption model with epithelial-mesenchymal interaction
- cell function assays such as an angiogenesis model and a cancer invasion model are made possible.
- a plurality of collagen vitrigel membranes are stacked to improve transparency, and for example, by culturing cells derived from the cornea on the collagen vitrigel membrane, it can be used as a mimic of the cornea.
- This corneal mimic can be transplanted into a living body, and can be used as a cornea model in various pharmacological tests.
- an integrated laminate can be produced by injecting a collagen sol onto the already produced collagen vitrigel membrane dried body, and repeating gelation, vitrification and rehydration.
- the insertion method a plurality of pre-prepared collagen vitrigel membranes or dried collagen vitrigel membranes are inserted into the collagen sol and then vitrified and rehydrated to produce an integrated laminate. be able to.
- 2nd Embodiment of the manufacturing method of the hydrogel dry body of this invention is a manufacturing method of the hydrogel dry body which can be shape
- the wall surface mold can be a cylindrical frame body that does not have an upper surface and a bottom surface, but the shape thereof is arbitrary and is the same shape as the desired hydrogel dry body. There is no need.
- the film which can peel a hydrogel dry body beforehand is spread
- the film from which the dried hydrogel can be peeled include non-water-absorbing films such as parafilm, saran wrap, and vinyl. Parafilm is particularly preferable.
- the hydrogel is dried on the film to remove the remaining free water, and a vitrified hydrogel dried body can be produced.
- a dried hydrogel layered with the film is obtained.
- the dried hydrogel Since the dried hydrogel is adsorbed on the film and layered, it has high stability and can be easily cut into a desired shape. It can be cut into a desired shape other than the shape of the wall surface mold. Therefore, in this embodiment, following the step (3), a step of cutting the dried hydrogel layered with the film into a desired shape can be included.
- disconnected to the desired shape from a film can be included.
- disconnected to the desired shape from a film can be included.
- a vitrigel membrane having a desired shape can be obtained.
- 2nd Embodiment of the manufacturing method of the dry vitrigel membrane of this invention is a manufacturing method of the dry vitrigel membrane which can be shape
- the dried vitrigel membrane produced according to this embodiment also does not have an irregular outer peripheral edge, it is unnecessary to remove the irregular outer peripheral edge, which was necessary in the past, and the vitrigel membrane can be rapidly and in large quantities. It becomes possible to produce.
- the conventional vitrigel membrane has been difficult to cut into a desired shape.
- the dried vitrigel membrane adsorbed on the film and layered has a desired shape even if it has a complicated shape. Can be accurately cut into a shape. Therefore, in this embodiment, the process of cut
- the dried vitrigel membrane formed into a desired shape can be rehydrated when necessary to obtain a vitrigel membrane having a desired shape. Since it is possible to produce a vitrigel film having a desired shape according to the application, convenience is further improved.
- stacked on the film is shape
- the dried vitrigel membrane layered on the film can be easily peeled off from the film. Accordingly, the dried vitrigel membrane formed into a desired shape can be peeled from the film and handled in the membrane state. Therefore, it is expected that the dried vitrigel membrane is excellent in handleability and effectively used for medical materials utilizing characteristics such as moisture absorption.
- Example 1 Preparation of a dried collagen vitrigel membrane with a cyclic nylon membrane support using a substrate and a wall surface mold (collagen amount: 0.55 to 2.2 mg / cm 2 )
- a 0.25% sol of bovine dermis-derived type I collagen is By mixing an equal volume of 0.5% type I collagen acidic solution (KOKEN # IAC-50; 5mg / ml) and cell culture medium in a 50ml sterile conical tube (Falcon # 35-2070) cooled on ice. Prepared.
- the cell culture medium used here was 10% non-immobilized fetal bovine serum (SIGMA # F2442), 20 mM HEPES (GIBCO BRL # 15630-080), and 100 units / ml penicillin and 100 ⁇ g / ml streptomycin (GIBCO BRL # 15140-148) containing Dulbecco's modified Eagle medium (GIBCO BRL # 11885-084).
- the substrate As the substrate, the bottom surface of a hydrophobic petri dish made of hydrophobic polystyrene having a diameter of 60 mm (Falcon® # 35-1007) was used.
- the wall mold acrylic having an outer circle diameter of 38 mm, an inner circle diameter of 34 mm, and a height of 10.0 mm was used.
- the wall surface mold was used after being sterilized by spraying with 70% ethanol. Specifically, one container that can separate the substrate and the wall surface mold was manufactured by installing one wall surface mold on one substrate.
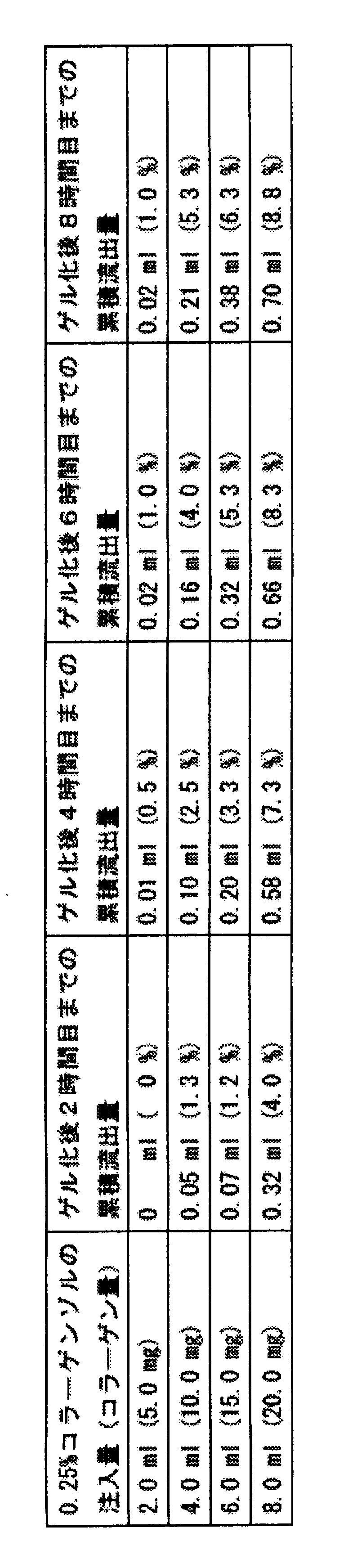
- the collagen gel is inserted into this container with a single circular nylon membrane support, and immediately after that 2.0 ml, 4.0 ml, 6.0 ml, or 8.0 ml of 0.25% collagen sol is injected and the petri dish lid is placed on the substrate. And then gelled in a 37.0 ° C. moisturizing incubator in the presence of 5.0% CO 2 /95% air. At this time, the injected collagen sol was gelled without flowing out of the gap between the substrate and the wall surface mold. At the 2nd, 4th, 6th, and 8th hours after transfer into the moisturizing incubator at 37.0 ° C, free water in the collagen gel moves from the gap between the substrate and the wall mold to the outside of the wall mold. The amount of spilled water was quantified, and free water spilled at each time was removed. The adhesion between the collagen gel and the wall surface mold was released by slightly moving the wall surface mold up and down at 2 hours.
- the wall surface mold was removed from the substrate at 8 hours. At this time, the wall surface mold was not adhered to the collagen gel, and the adhesion of the collagen gel around the inner wall of the wall surface mold removed from the substrate was completely absent. There wasn't. In the 8th hour, transfer to a clean bench under the condition of 10.0 ° C -40% humidity from a moisturizing incubator at 37.0 ° C ⁇ . After that, free water that flows out with the petri dish lid removed will flow into the collagen gel. Free water remaining in the glass was completely removed by natural drying to obtain a dried collagen gel that was vitrified. Here, vitrification starts from the stage where the free water remaining in the collagen gel is completely removed. Therefore, the approximate time required for natural drying until this vitrification started was measured.
- the time required for vitrification to start (until the free water remaining in the collagen gel is completely removed to become a dried collagen gel) is 2.0 ml and 4.0 ml of 0.25% collagen collagen gel.
- the time required for vitrification to start is 2.0 ml and 4.0 ml of 0.25% collagen collagen gel.
- FIG. 4 The collagen vitrigel membrane with a cyclic nylon membrane support is shown in FIG. 4 from the left, with 5.0 mg collagen (derived from collagen sol 2.0 ml), 10.0 mg (derived from collagen sol 4.0 ml), 15.0 mg (collagen sol 6.0 ml). Origin), and 20.0 mg (derived from collagen sol 8.0 ml).
- the collagen vitrigel membrane with a circular nylon membrane support was coated with a hydrophilic polystyrene culture dish (Falconal # 35-3001) with a diameter of 35 mm and a parafilm (Pechiney Plastic Packaging) with a diameter of 60 mm. It was transferred to a culture petri dish made of water-soluble polystyrene (Falcon # 35-1007) and left for about 1-2 days in a clean bench under a condition of 10.0 ° C 40% humidity to dry completely. Then, transfer to a clean bench at room temperature, cover each petri dish, store and aseptically store at room temperature, and proceed to vitrification to dry the collagen vitrigel membrane with each cyclic nylon membrane support The body was made.
- the dried collagen vitrigel membrane with cyclic nylon membrane support produced on the latter parafilm the dried collagen vitrigel membrane with cyclic nylon membrane support is in a state of being adsorbed on the parafilm, and It could be easily peeled off from the parafilm in a dry state. Therefore, the dried collagen vitrigel membrane with the cyclic nylon membrane support adsorbed on the parafilm or the dried collagen vitrigel membrane with the cyclic nylon membrane support peeled off from the parafilm is excellent in handleability as a biomaterial and useful. .
- the dried collagen vitrigel membrane with a cyclic nylon membrane support is 0.55 mg collagen (derived from collagen sol 2.0 ml), 1.1 mg (derived from collagen sol 4.0 ml), 1.6 mg per unit area (1.0 cm 2 ) Collagen sol 6.0ml) or 2.2mg (collagen sol 8.0ml).
- a dried collagen vitrigel membrane without a cyclic nylon membrane support can be produced.
- the collagen vitrigel membrane dry body which has arbitrary shapes and thickness is producible by changing the bottom plane shape and height of a wall surface casting_mold
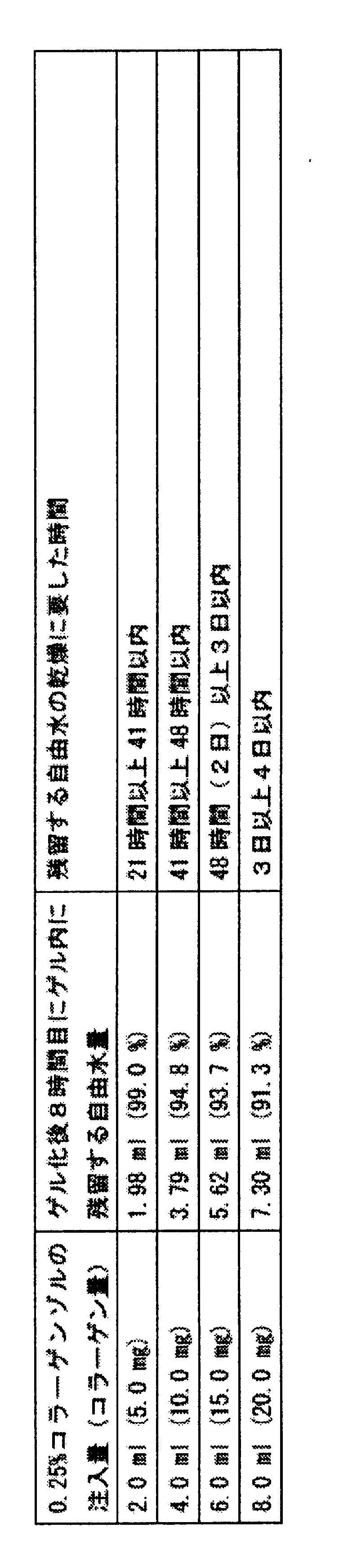
- a conventional hydrophobic polystyrene made of 35 mm in diameter Experiments were performed in the same manner as in Example 1 using a culture dish (Falcon # 35-1008).
- one cyclic nylon membrane support is inserted into this culture dish, and immediately after that, 2.0 ml, 4.0 ml, 6.0 ml, or 8.0 ml of 0.25% collagen sol is injected.
- the lid of the Petri dish was prepared by gelling at a humidified incubator at 37.0 ° C. in 5.0% CO 2/95% air presence.
- the amount of free water that exudes to the upper surface of the collagen gel was quantified, and each time The free water that exudes was removed. As a result, it was found that only 10% or less of free water exuded from the upper surface of any collagen gel by 8 hours (Table 3).
- vitrification starts from the stage where the free water remaining in the collagen gel is completely removed. Therefore, the approximate time required for natural drying until this vitrification started (until the free water remaining in the collagen gel was completely removed to form a dried collagen gel) was measured. As a result, since 90% or more of free water remains in any collagen gel, the time required for vitrification to start is 21 hours or more and 41 hours in the case of 2.0 ml of 0.25% collagen collagen gel. Within 4.0 hours of 0.25% collagen collagen gel, 41 hours or more within 48 hours, 6.0 ml of 0.25% collagen collagen gel within 48 hours (2 days) or more within 3 days, or 8.0 ml of 0.25% collagen collagen was from 3 days to 4 days (Table 4).
- a collagen vitrigel membrane with a membrane support was prepared. Then, a collagen vitrigel membrane with a cyclic nylon membrane support equilibrated in PBS was prepared by rinsing with 2.0 ml of PBS several times. The collagen vitrigel membrane with the cyclic nylon membrane support was accompanied by an extra collagen vitrigel membrane (indefinite outer peripheral edge) derived from the petri dish wall around the outer circle with a diameter of 33 mm of the cyclic nylon membrane support. (FIG. 5).
- this collagen vitrigel membrane with a cyclic nylon membrane support is shown in FIG. 5, from the left side of collagen, 5.0 mg (derived from collagen sol 2.0ml), 10.0 mg (derived from collagen sol 4.0ml), 15.0 mg (collagen sol 6.0ml Origin) or 20.0 mg mg (derived from collagen sol 8.0 ml), but if the excessive collagen vitrigel membrane derived from the wall surface is cut off, the accurate collagen content cannot be calculated.
- Example 2 Preparation of dried collagen vitrigel membrane (collagen amount: 0.52 to 2.1 mg / cm 2 ) adsorbed to parafilm using parafilm laid on substrate and wall surface mold
- the bottom surface of a hydrophobic polystyrene culture dish (Falcon # 35-1007) was used.
- As the wall mold acrylic having an outer circle diameter of 39 mm, an inner circle diameter of 35 mm, and a height of 10.0 mm was used.
- Parafilm (Pechiney Plastic Packaging) was cut into a circle with a diameter of 50 mm. Both the wall mold and parafilm were used after being sterilized by spraying with 70% ethanol.
- a single parafilm cut into a circle with a diameter of 50 mm is laid on the bottom surface of a hydrophobic petri dish made of hydrophobic polystyrene with a diameter of 60 mm, and a single wall mold is placed on the parafilm.
- a single container that can separate the parafilm and the wall mold placed on the wall was prepared.
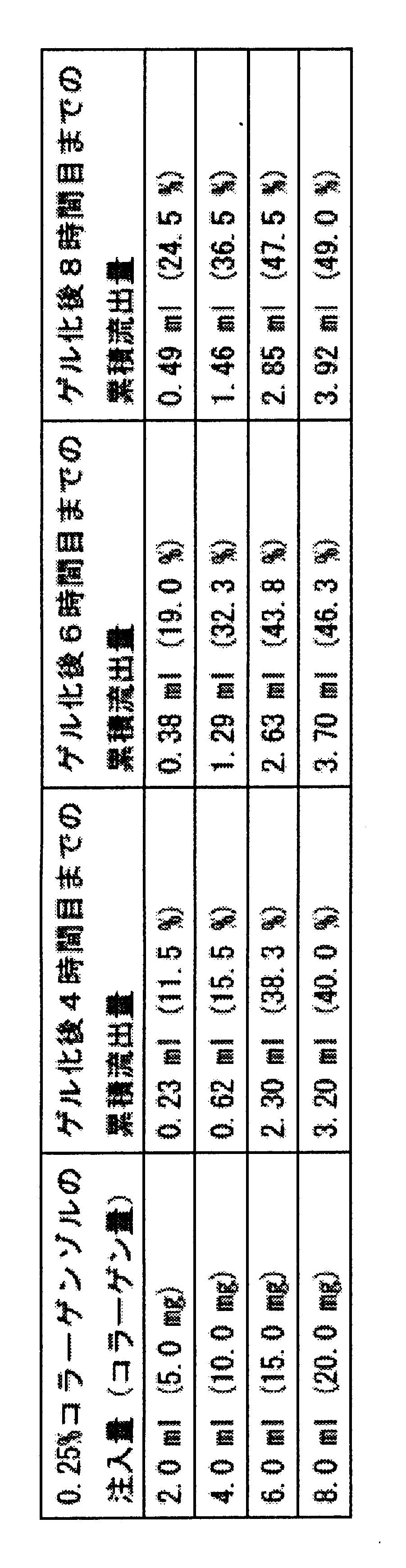
- Collagen gel is poured into this container with 2.0ml, 4.0ml, 6.0ml, or 8.0ml of 0.25% collagen sol and covered with a petri dish, then 37.0 ° C in the presence of 5.0% CO 2 /95% air. It was prepared by gelling in a moisturizing incubator. At this time, the injected collagen sol was gelled without flowing out of the gap between the parafilm laid on the substrate and the wall surface mold.
- collagen gels derived from collagen sol 6.0 ml and 8.0 ml are more than 1/3 by 4 hours
- collagen gels derived from collagen sol 4.0 ml are about 1/3 by 6 hours
- collagen sol 2.0 ml It was found that about 1 ⁇ 4 of free water had flowed out of the wall mold by 8 hours (Table 5).
- the wall surface mold was removed from the substrate at 8 hours. At this time, the wall surface mold was not adhered to the collagen gel, and the collagen gel was removed around the inner wall of the wall surface mold removed from the parafilm laid on the substrate. There was no adhesion. In the 8th hour, transfer to a clean bench under the condition of 10.0 ° C -40% humidity from a moisturizing incubator at 37.0 ° C ⁇ . After that, free water that flows out with the petri dish lid removed will flow into the collagen gel. The free water remaining in was completely removed by natural drying to obtain a dried collagen gel.
- vitrification starts from the stage where the free water remaining in the collagen gel is completely removed. Therefore, the approximate time required for natural drying until this vitrification started (until the free water remaining in the collagen gel was completely removed to form a dried collagen gel) was measured. As a result, the time required for vitrification to start was within 20 hours for 2.0 ml of 0.25% collagen collagen gel, and more than 20 hours for 4.0 ml, 6.0 ml and 8.0 ml 0.25% collagen gel. Within time (Table 6).
- the collagen vitrigel membrane adsorbed on the parafilm is transferred to a hydrophobic polystyrene culture dish (Falcon # 735-1007) with a diameter of 60 mm, and the lid is placed in a clean bench under the condition of 10.0 ° C 40% humidity. After leaving it to stand for about 1 to 2 days and completely drying, transfer it to a clean bench at room temperature, cover the petri dish, store it aseptically at room temperature, and proceed with vitrification.
- a dried collagen vitrigel membrane adsorbed on parafilm was prepared.
- the dried collagen vitrigel membrane adsorbed on the parafilm could be easily cut into a desired fine shape with scissors or a scalpel. Further, the dried collagen vitrigel membrane could be easily peeled off from the parafilm (FIG. 6).
- Collagen vitrigel membrane prepared in this step has a collagen content of 5.0 mg (derived from collagen sol 2.0 ml), 10.0 mg (derived from collagen sol 4.0 ml), 15.0 mg (derived from collagen sol 6.0 ml), or 20.0 mg (collagen sol 8.0). Contained from ml).
- the dried collagen vitrigel membrane produced in this step is 0.52 mg (derived from collagen sol 2.0 ml) and 1.0 mg (derived from collagen sol 4.0 ml) per unit area (1.0 cm 2 ) from the left in FIG. ), 1.6 mg (derived from collagen sol 6.0 ml), or 2.1 mg (derived from collagen sol 8.0 ml).
- the dried collagen vitrigel membrane with a cyclic nylon membrane support can be produced while adsorbed on the parafilm (FIG. 7).
- the collagen vitrigel membrane dried body having an arbitrary shape and thickness can be produced while adsorbed on the parafilm.
- Example 3 Rapid mass production method of a dried collagen vitrigel membrane with a cyclic nylon membrane support using a substrate and a wall surface mold
- a substrate the bottom of a 100 mm x 100 mm hydrophobic polystyrene culture petri dish (Falcon # 35-1112) The surface was used.
- the wall mold four acrylics having an outer circle diameter of 38 mm, an inner circle diameter of 34 mm, an outer circle and a height of 10.0 mm were used.
- the wall surface mold was used after being sterilized by spraying with 70% ethanol.
- four containers that can separate the substrate and the wall surface mold were prepared by installing four wall surface molds on one substrate. Insert one cyclic nylon membrane support into each container, inject 2.0 ml of 0.25% collagen sol, cover the substrate with a petri dish, and then moisturize at 37.0 ° C in the presence of 5.0% CO 2 /95% air
- Four collagen gels were produced on one substrate by gelling in an incubator. At this time, the injected collagen sol was gelled without flowing out of the gap between the substrate and the wall surface mold (FIG. 8).
- vitrification starts from the stage where the free water remaining in the collagen gel is completely removed. Natural drying was completed within one day until this vitrification started (until the free water remaining in the collagen gel was completely removed to obtain a dried collagen gel).
- One or two days after vitrification transfer to a clean bench at room temperature, add 20 ml of PBS into the petri dish of the substrate, rehydrate and peel off the substrate, collagen vitrigel with a cyclic nylon membrane support Four membranes were made simultaneously. Thereafter, the same operations as in Example 1 were performed to simultaneously produce four dried collagen vitrigel membranes with a cyclic nylon membrane support containing 0.55 mg of collagen per unit area (1.0 cm 2 ).
- Example 4 Production of a dried collagen vitrigel membrane with a cyclic nylon membrane support using a substrate and a wall surface mold (collagen amount: 2.7 to 11.0 mg / cm 2 )
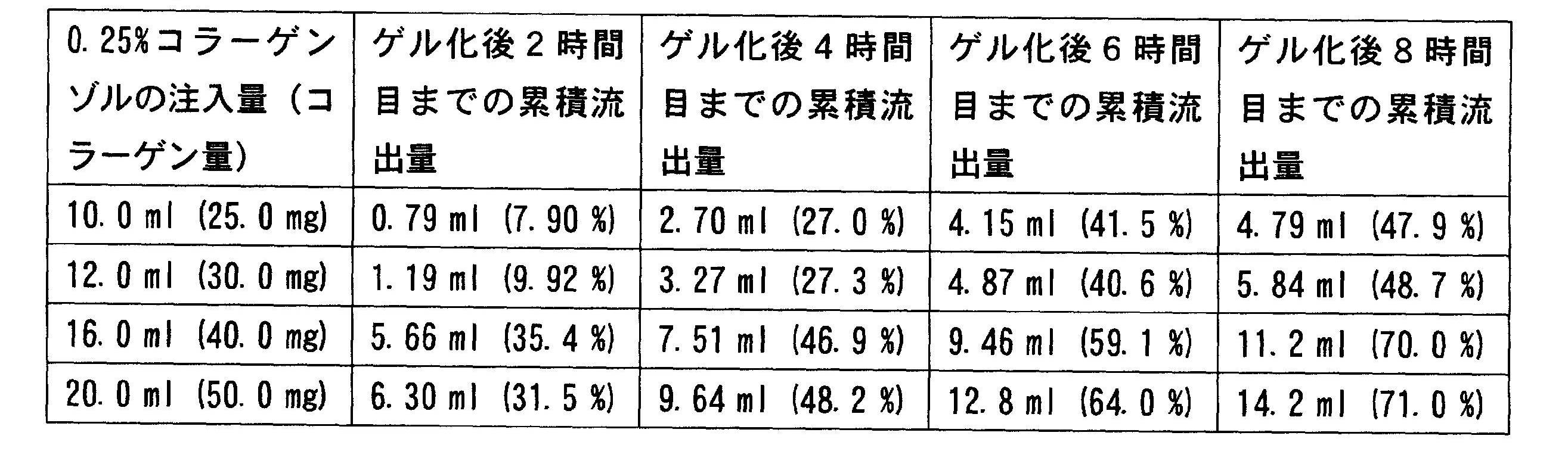
- a container capable of separating the substrate and the wall surface mold of Example 1 In order to be able to inject 0.25% collagen sol from 10.0 ml to 40.0 ml, a wall surface mold having a height higher than that of the wall surface mold used in Example 1 was prepared, and the same experiment as in Example 1 was performed. went.
- a wall surface mold made of acrylic having an outer circle diameter of 38 mm, an inner circle diameter of 34 mm, and heights of 30.0 mm and 60.0 mm was prepared.
- the substrate As the substrate, the bottom surface of a hydrophobic polystyrene culture petri dish (Falcon # 35-1007) with a diameter of 60 mm for a wall mold with a height of 30.0 mm, and a hydrophobic polystyrene with a size of 100 mm x 100 mm for a wall mold with a height of 60.0 mm
- the bottom surface of a culture dish (Falcon # 35-1112) was used.
- one wall mold was placed on one substrate to produce one container capable of separating the substrate and the wall mold, and one annular nylon membrane support was inserted into each container.
- a collagen gel was prepared by gelation in a moisturizing incubator at 37.0 ° C. At this time, the injected collagen sol was gelled without flowing out of the gap between the substrate and the wall surface mold. At the 2nd, 4th, 6th, and 8th hours after transfer into the moisturizing incubator at 37.0 ° C, free water in the collagen gel moves from the gap between the substrate and the wall mold to the outside of the wall mold. The amount of spilled water was quantified, and free water spilled at each time was removed. The adhesion between the collagen gel and the wall surface mold was released by slightly moving the wall surface mold up and down at 2 hours.
- the wall surface mold was removed from the substrate at 8 hours. At this time, the wall surface mold was not adhered to the collagen gel, and the adhesion of the collagen gel around the inner wall of the wall surface mold removed from the substrate was completely absent. There wasn't. At 8 hours, the sample was transferred from a moisturizing incubator at 37.0 ° C to a clean bench under conditions of 10.0 ° C and 40% humidity, and then the free water that flowed out with the petri dish lid removed.
- a hydrophobic petri dish made of hydrophobic polystyrene with a diameter of 60 mm in which a 0.25% collagen collagen sol from 10.0 ml to 20.0 ml was injected into a wall mold having a height of 30.0 mm free water remaining in the collagen gel was removed by natural drying. Completely removed and a vitrified collagen gel was obtained.
- a 100 mm x 100 mm hydrophobic polystyrene culture dish in which a 0.25% collagen collagen sol ranging from 24.0 ml to 40.0 ml is injected into a 60.0 mm high wall mold has a large amount of free water flowing out, resulting in a high temperature of 10.0 ° C and 40% humidity.
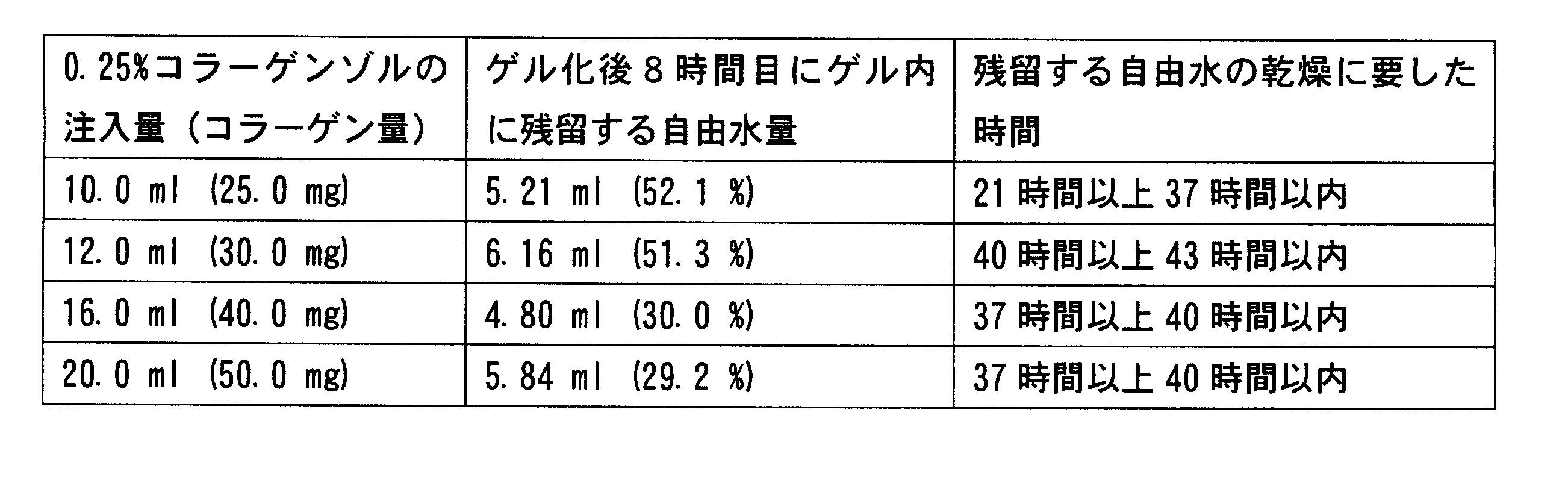
- vitrification starts from the stage where the free water remaining in the collagen gel is completely removed. Therefore, the approximate time required for natural drying until this vitrification started was measured. As a result, the time required for vitrification to start (until the free water remaining in the collagen gel is completely removed to become a dried collagen gel) is 21 hours or more for 10.0 ml of 0.25% collagen gel. Within 37 hours, in the case of 12.0 ml of 0.25% wrinkle collagen gel, it was 40 hours or more and within 43 hours, and in the case of 16.0 ml and 20.0 ml of 0.25% wrinkle collagen gel, it was within 37 hours or more and within 40 hours (Table 9).
- the time required for natural drying is 62 hours at the longest for 0.25% collagen collagen gel from 10.0 ml to 40.0 ml, and vitrification occurs within 3 days after injecting collagen sol into the container consisting of the substrate and the wall mold. It was found that a dried collagen gel was obtained.
- This collagen vitrigel membrane with a circular nylon membrane support reflects the shape of the inner circle (area: 9.1 cm 2 ) of the wall mold with a diameter of 34 mm, with a slight clearance around the outer circle with a diameter of 33 mm of the cyclic nylon membrane support. It was embedded.
- Collagen vitrigel membrane prepared in this process is 25.0 mg (derived from collagen sol 10.0ml), 30.0 mg (derived from collagen sol 12.0ml), 40.0 mg (derived from collagen sol 16.0ml), 50.0 mg (20.0ml collagen sol) Origin), 60.0 mg (derived from collagen sol 24.0ml), 70.0 mg (derived from collagen sol 28.0ml), 80.0 mg (derived from collagen sol 32.0ml), 90.0 mg (derived from collagen sol 36.0ml), or 100.0 mg (collagen sol 40.0ml) Contained from ml).
- the collagen vitrigel membrane with a circular nylon membrane support was coated with a hydrophilic polystyrene culture dish (Falconal # 35-3001) with a diameter of 35 mm and a parafilm (Pechiney Plastic Packaging) with a diameter of 60 mm. It was transferred to a culture petri dish made of water-soluble polystyrene (Falcon # 35-1007) and left for about 1-2 days in a clean bench under a condition of 10.0 ° C 40% humidity to dry completely. Then, transfer to a clean bench at room temperature, cover each petri dish, store and aseptically store at room temperature, and proceed to vitrification to dry the collagen vitrigel membrane with each cyclic nylon membrane support The body was made.
- the dried collagen vitrigel membrane produced in this process has 2.7 mg (derived from collagen sol 10.0 ml), 3.3 mg (derived from collagen sol 12.0 ml), 4.4 mg (collagen sol 16.0) per unit area (1.0 cm 2 ). ml), 5.5 mg (derived from collagen sol 20.0 ml), 6.6 mg (derived from collagen sol 24.0 ml), 7.7 mg (derived from collagen sol 28.0 ml), 8.8 mg (derived from collagen sol 32.0 ml), 9.9 mg (collagen sol 36.0) 11.0 mg (derived from collagen sol 40.0 ml).
- one circular nylon membrane support was inserted into this culture dish, and immediately after that, an attempt was made to inject 0.25% collagen sol from 10.0 ml to 40.0 ml, but 10.0 ml 0.25% collagen sol
- collagen sol injected from the height of the petri dish rises in a dome shape and cannot be capped, and if more than 12.0 ml of 0.25% collagen collagen sol is injected, it may overflow beyond the allowable amount of the petri dish I understood.
- a collagen gel of 10.0 ml or more cannot be produced with a conventional hydrophobic polystyrene culture dish having a diameter of 35 mm.
- Example 5 Measurement of the thickness of a collagen vitrigel membrane without a cyclic nylon membrane support produced using a substrate and a wall surface mold
- the diameter of the outer circle is 39 mm and the diameter of the inner circle is 35 mm.
- each collagen gel was completely removed by natural drying over 3 days to obtain a dried collagen gel that was vitrified.
- Transfer each collagen gel dry body on the first day after vitrification to a clean bench at room temperature add 20.0 ml of PBS to the petri dish of the substrate, rehydrate and peel off the collagen vitrigel membrane from the substrate. Produced. Then, a collagen vitrigel membrane equilibrated with PBS was prepared by rinsing with PBS several times.
- Each collagen vitrigel film reflected the shape of an inner circle (area: 9.6 cm 2 ) having a diameter of 35 mm of the wall surface mold and did not have an irregular outer peripheral edge.
- each collagen vitrigel membrane without the cyclic nylon membrane support thus prepared was measured. Specifically, it is mounted on a micrometer (Mitutoyo Digimatic Micrometer # MDC-25M) with one collagen vitrigel membrane sandwiched between two slide glasses (Matsunami # S-0317). did.
- collagen vitrigel membrane containing 50.0 mg of collagen (derived from collagen sol 20.0ml) is 428 ⁇ 148.1 ⁇ m (measured three times)
- collagen vitrigel membrane containing 60.0 mg (derived from collagen sol 24.0ml) is 635 ⁇ 21.4
- Collagen vitrigel membrane containing ⁇ m (measured 3 times) and 70.0 mg (derived from collagen sol 28.0ml) is 714 ⁇ 34.6 ⁇ m (measured 3 times)
- collagen vitrigel membrane containing 80.0 mg (derived from 32.0ml collagen sol) is 774
- Example 6 Production of a laminate in which dried collagen vitrigel membranes were layered As a substrate, the bottom surface of a 100 mm x 100 mm hydrophobic polystyrene culture petri dish, as a wall mold, the outer circle had a diameter of 38 mm and an inner circle Four acrylics with a diameter of 34 mm and a height of 30 mm were used. By installing four wall surface molds on one substrate, four containers capable of separating the substrate and the wall surface mold were produced.
- the adhesion between the collagen gel and the wall surface mold was released by slightly moving the wall surface mold up and down. Thereafter, about 1/4 of the free water flowed out of the wall mold by 4-6 hours, and the wall mold was removed from the substrate. After removing the free water that has flowed out, it is transferred to a clean bench under the condition of 10.0 ° C and 40% humidity. After that, the free water remaining in the collagen gel is removed by natural drying for 2 days with the petri dish lid removed. It was completely removed to obtain a dried collagen gel.
- This vitrified collagen gel dried body is rehydrated by adding 10 ml of cell culture solution (same composition as in Example 1) into the petri dish of the substrate, and then peeled off from the substrate. Four regel films were prepared.
- the layered product in which the collagen vitrigel membrane was layered contained 15.0 mg of collagen, reflecting the shape of the inner circle of the wall mold with a diameter of 34 mm.
- the thickness of the laminate (derived from 0.25% collagen sol 2.0 ml x 3 layers) with a layered collagen vitrigel membrane was measured on a micrometer and found to be 65 ⁇ 2 ⁇ m (average of 3 measurements). It was.
- this collagen vitrigel membrane laminate was transferred to a 100 mm x 100 mm hydrophobic polystyrene culture dish with parafilm on the bottom, and the lid was removed in a clean bench at 10.0 ° C and 40% humidity. In this state, it was left in the collagen gel for about 1 day and dried completely. After that, the petri dish was capped and aseptically stored and maintained at room temperature to advance vitrification, thereby preparing a laminate in which the dried collagen vitrigel membrane was layered.
- the laminate of the dried collagen vitrigel membrane produced in this step contained 1.65 mg of collagen per unit area (1.0 cm 2 ).
- Example 7 Production of a laminate in which individually produced dried collagen vitrigel membranes were layered As a substrate, the bottom of a 100 mm x 100 mm hydrophobic polystyrene culture petri dish, as a wall mold, the diameter of the outer circle 4 acrylics with an inner circle diameter of 34 mm and a height of 30 mm were used. By installing four wall surface molds on one substrate, four containers capable of separating the substrate and the wall surface mold were produced. After injecting 2.0 ml of 0.25% collagen sol into each container, insert the dried Vitrigel membrane prepared from Example 4 (derived from 10.0 ml of 0.25% collagen sol) and inject 2.0 ml of 0.25% collagen sol again.
- the adhesion between the collagen gel and the wall surface mold was released by slightly moving the wall surface mold up and down. After that, about 1/3 of the free water flowed out of the wall mold by the third hour, so the wall mold was removed from the substrate. After removing the free water that has flowed out, it is transferred to a clean bench under the condition of 10.0 ° C and 40% humidity. After that, the free water remaining in the collagen gel is removed by natural drying for 2 days with the petri dish lid removed. Completely removed to obtain a laminate in which the dried collagen gel was layered.
- collagen vitrigel membranes Four layers of collagen vitrigel membranes were prepared by adding 20 ml of PBS in the petri dish of the glass and rehydrating the laminated layer of the vitrified collagen gel dried body and separating from the substrate. Then, by rinsing with PBS several times, four laminates of collagen vitrigel membrane equilibrated with PBS were prepared.
- This collagen vitrigel membrane laminate contained 65.0 mg of collagen, reflecting the shape of the inner circle of the wall surface mold with a diameter of 34 mm.
- this collagen vitrigel membrane laminate was transferred to a 100 mm x 100 mm hydrophobic polystyrene culture dish with a parafilm on the bottom, and the lid was removed in a clean bench at 10.0 ° C and 40% humidity. In this state, it was left in the collagen gel for about 1 day and dried completely. Thereafter, the petri dish was capped and stored and maintained at room temperature aseptically to advance vitrification, thereby preparing a laminate of dried collagen vitrigel membranes.
- the laminate of the dried collagen vitrigel membrane produced in this step contains 7.15 mg of collagen per unit area (1.0 cm 2 ).
- Example 8 Production of dried Vitrigel membrane containing FITC-labeled goat anti-mouse antibody
- Four acrylics with a circle diameter of 34 mm and a height of 30 mm were used.
- four wall surface molds By installing four wall surface molds on one substrate, four containers capable of separating the substrate and the wall surface mold were produced.
- the adhesion between the collagen gel and the wall mold was released by slightly moving the wall mold up and down. Thereafter, about 1/3 of the free water flowed out of the wall mold by 4-6 hours, and the wall mold was removed from the substrate. After removing the free water that has flowed out, it is transferred to a clean bench under the condition of 10.0 ° C and 40% humidity. After that, the free water remaining in the collagen gel is removed by natural drying for 2 days with the petri dish lid removed. It was completely removed to obtain a dried collagen gel.
- This vitrified collagen gel dried body is rehydrated by adding 10 ml of cell culture solution (same composition as in Example 1) into the petri dish of the substrate, and then peeled off from the substrate.
- cell culture solution standard composition as in Example 1
- Four regel films were prepared. After removing the cell culture medium, four wall molds are placed on one substrate so that one collagen vitrigel membrane with a cyclic nylon membrane support is inserted into each container. Four containers that could be separated were made again.
- each container was injected with 0.25% collagen sol containing 2.0 ml of 1% FITC-labeled goat anti-mouse IgG antibody solution, gelled, free water in the collagen gel, 10.0 ° C, 40% humidity A series of operations of complete removal of free water under conditions and rehydration with 10 ml of cell culture medium was performed.
- a collagen vitrigel membrane with a cyclic nylon membrane support and a collagen vitrigel membrane containing FITC-labeled goat anti-mouse IgG antibody were layered.
- the thickness of the thus prepared collagen vitrigel membrane laminate (0.25% collagen sol 2.0 ml + 2.0 ml + 2.0 ml (total 6 ml)) was measured according to the method of Example 6. As a result, 60 ⁇ 3 ⁇ m (three times) Measurement average).
- this collagen vitrigel membrane laminate was transferred to a 100 mm x 100 mm hydrophobic polystyrene culture dish with parafilm on the bottom, and the lid was removed in a clean bench at 10.0 ° C and 40% humidity. In this state, it was left in the collagen gel for about 1 day and dried completely. Then, cover the petri dish and store it aseptically at room temperature and proceed to vitrification, so that collagen vito containing FITC-labeled goat anti-mouse IgG antibody is present between the two collagen vitrigel membranes.
- a layered product of dried collagen vitrigel membranes was prepared, with the dried rigerized material sandwiched therebetween.
- the laminate of the dried collagen vitrigel membrane produced in this step contained 1.65 mg of collagen per unit area (1.0 cm 2 ).
- the laminate of the dried collagen vitrigel membrane was rehydrated with PBS and observed with a fluorescence microscope (Nikon). As a result, the fluorescence (green) peculiar to FITC could be observed (FIG. 11 (A)). In addition, the laminate produced by the method of Example 6 could not observe the fluorescence specific to FITC (FIG. 11 (B) magnification 10 times).
- the FITC-labeled goat anti-mouse antibody was localized in the vitrigel membrane of the prepared collagen vitrigel membrane laminate.
- the collagen vitrigel membrane laminate was embedded in Tissue-Tek® O.C.T. compound and frozen.
- FITC-specific fluorescence remained in the intermediate layer of the collagen vitrigel membrane having a three-layer structure and could be observed (FIG. 12, (40x magnification).
- the FITC-labeled goat anti-mouse antibody was gradually released from the laminate of the prepared collagen vitrigel membrane dried body. Specifically, a laminate of the dried collagen vitrigel membrane was placed in a container, 5 ml of PBS was injected, and then held in a 37.0 ° C. moisturizing incubator. PBS was collected on the 3rd day and 5 ml of PBS was newly injected, and then kept in the same manner. The PBS was again collected on the 6th day, and each PBS was measured with a fluorescent plate reader (Molecular Devices).
- FITC-labeled goat anti-mouse antibody (FITC-labeled goat anti-mouse antibody used for preparation) (When the amount was 100%) was detected in PBS.
- 8.33% FITC-labeled goat anti-mouse antibody was also detected in the step of preparing a laminate of dried collagen vitrigel membrane (in rehydrated PBS). From the above, it is clear that the FITC-labeled goat anti-mouse antibody remaining in the intermediate layer of the prepared layered collagen vitrigel membrane is slowly released into PBS via the outer layer of the layered body. became.
- Example 9 Preparation of a dried body of collagen vitrigel membrane having an agarose vitrigel membrane as an intermediate layer
- a substrate the bottom of a 100 mm x 100 mm hydrophobic polystyrene culture dish, and as a wall mold, the diameter of the outer circle is Four acrylics with an inner circle diameter of 34 mm and a height of 30 mm were used.
- four wall surface molds By installing four wall surface molds on one substrate, four containers capable of separating the substrate and the wall surface mold were produced.
- the adhesion between the collagen gel and the wall mold was released by slightly moving the wall mold up and down. Thereafter, about 1/3 of the free water flowed out of the wall mold by 4-6 hours, and the wall mold was removed from the substrate. After removing the free water that has flowed out, it is transferred to a clean bench under the condition of 10.0 ° C and 40% humidity. After that, the free water remaining in the collagen gel is removed by natural drying for 2 days with the petri dish lid removed. It was completely removed to obtain a dried collagen gel.
- This vitrified collagen gel dried body is rehydrated by adding 10 ml of cell culture solution (same composition as in Example 1) into the petri dish of the substrate, and then peeled off from the substrate. Four regel films were prepared.
- a single wall mold was placed on the substrate (hydrophobic polystyrene petri dish with a diameter of 60 mm) to produce a container that can separate the substrate and the wall mold, and a collagen vitrigel membrane with a cyclic nylon membrane support was placed in this container. 1 was inserted.
- 2% agarose containing 1 ml of 1% FITC-labeled goat anti-mouse IgG antibody was injected into this container.
- 2% agarose containing 1% FITC-labeled goat anti-mouse IgG antibody was prepared by adding 0.2 g of agarose (Nippon Gene) to 9.9 ml of PBS and dissolving it by heating to about 37 ° C. It was prepared by cooling and further adding 0.1 ml FITC-labeled goat anti-mouse IgG antibody solution and mixing well.
- this laminate was transferred to a 100 mm x 100 mm hydrophobic polystyrene culture dish with a parafilm on the bottom, and the collagen gel was removed in a clean bench under a condition of 10.0 ° C and 40% humidity. And left to dry for about 1 day. Agarose bitum containing FITC-labeled goat anti-mouse IgG antibody between the two dried collagen vitrigel membranes is then kept aseptically kept at room temperature and kept vitrified after the petri dish is capped.
- a laminate dry collagen-agarose vitrigel membrane with a cyclic nylon membrane support
- the laminate of the dried vitrigel membrane produced in this step contained 1.1 mg collagen and 4.4 mg agarose per unit area (1.0 cm 2 ).
- the laminate of the prepared dried vitrigel membrane was rehydrated with PBS and observed with a fluorescence microscope (Nikon). As a result, FITC-specific fluorescence (green) could be observed (FIG. 13, magnification 10 times).
- Example 10 Study on improvement of transparency of thick vitrigel film
- a vitrigel film having a thicker thickness than the conventional one could be produced.
- We studied to improve transparency which is one of the above.
- Ten dried vitrigel membranes (derived from 2 ml of 0.25% collagen sol) having a long vitrification period (3 months or more) prepared according to the method of Example 1 were prepared and rehydrated with 3 ml of PBS each. After rehydration, the sheets were stacked one by one so that air did not enter.
- the transparency of the Vitrigel film was measured for absorbance (measurement wavelength: 400 nm) using a spectrophotometer (JASCO). As a result, the absorbance of each was 0.148 for 1 sheet, 0.208 for 2 sheets, 0.415 for 5 sheets, and 0.803 for 10 sheets (FIG. 14).
- a thick vitrigel membrane dried body (derived from 20 ml of 0.25% collagen sol) having a long vitrification period (over 3 months) prepared according to the method of Example 4 was rehydrated with PBS, and similarly Absorbance was measured. As a result, the absorbance was 1.67.
- the absorbance increases and the transparency decreases, but the absorbance when 10 layers are stacked is 1 of the absorbance of one thick vitrigel membrane dried body (derived from 20 ml of 0.25% collagen sol). / 2, more transparent. Transparency at the time of rehydration could be improved by superimposing non-integrated vitrigel films with advanced vitrification (FIG. 15). Therefore, by stacking a plurality of vitrigel membranes to a desired thickness, the cornea having excellent transparency can be used as a mimic of collagen that mainly constitutes the substance.
- Example 11 Production of a thick vitrigel film excellent in transparency
- a bottom surface of a 100 mm x 100 mm hydrophobic polystyrene culture petri dish, and a wall mold the outer circle diameter is 38 mm and the inner circle diameter is 34 mm.
- An acrylic container with a height of 18 mm was used.
- nine vitrigel membrane dried bodies derived from 2 ml of 0.25% collagen sol
- a long vitrification period over 3 months
- the thick Vitrigel membrane dried body (derived from 20 ml of 0.25% collagen sol) prepared according to Example 4 was rehydrated with PBS, and the absorbance was measured in the same manner. As a result, the absorbance was 2.12 (average of 3 times).
- the transparency of the thick vitrigel film was improved by the fabrication method by the multilayer integration compared to the single fabrication method (FIG. 16). Therefore, by integrating a plurality of vitrigel membranes to obtain a desired thickness, it can be used as a mimic of collagen that mainly constitutes the substance of the cornea having excellent transparency.
Landscapes
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Genetics & Genomics (AREA)
- Biotechnology (AREA)
- Biomedical Technology (AREA)
- Zoology (AREA)
- Biochemistry (AREA)
- Microbiology (AREA)
- General Engineering & Computer Science (AREA)
- General Health & Medical Sciences (AREA)
- Cell Biology (AREA)
- Materials For Medical Uses (AREA)
- Apparatus Associated With Microorganisms And Enzymes (AREA)
- Micro-Organisms Or Cultivation Processes Thereof (AREA)
- Peptides Or Proteins (AREA)
Abstract
Description
<1>不定形外周縁部をもたないことを特徴とするビトリゲル膜乾燥体。
<2>基板に付着していることを特徴とする前記<1>のビトリゲル膜乾燥体。
<3>ビトリゲル膜乾燥体が、剥離可能なフィルムと重層化されていることを特徴とする前記<1>のビトリゲル膜乾燥体。
<4>フィルムがパラフィルムであることを特徴とする前記<3>のビトリゲル膜乾燥体。
<5>不定形外周縁部をもたないことを特徴とするハイドロゲル乾燥体。
<6>基板に付着していることを特徴とする前記<5>のハイドロゲル乾燥体。
<7>ハイドロゲル乾燥体が、剥離可能なフィルムと重層化されていることを特徴とする前記<5>のハイドロゲル乾燥体。
<8>フィルムがパラフィルムであることを特徴とする前記<7>のハイドロゲル乾燥体。
<9>所望形状のビトリゲル膜乾燥体の製造方法であって、以下の工程:
(1)基板上に配置された、前記所望形状と同形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板と壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程;
(4)ハイドロゲル乾燥体を再水和してビトリゲル膜を作製する工程;および
(5)ビトリゲル膜を再乾燥させて自由水を除去し、ガラス化したビトリゲル膜乾燥体を作製する工程
を含むことを特徴とするビトリゲル膜乾燥体の製造方法。
<10>前記工程(1)において、壁面鋳型内部のハイドロゲルに、支持体を導入することを特徴とする前記<9>のビトリゲル膜乾燥体の製造方法。
<11>前記工程(1)において、ハイドロゲル内の自由水を1/4~3/4程度に減じることを特徴とする前記<9>のビトリゲル膜乾燥体の製造方法。
<12>前記工程(5)において、ビトリゲル膜を、ビトリゲル膜乾燥体が剥離可能なフィルム上でガラス化することを特徴とする前記<9>のビトリゲル膜乾燥体の製造方法。
<13>フィルムがパラフィルムであることを特徴とする前記<12>のビトリゲル膜乾燥体の製造方法。
<14>所望形状に成形可能なビトリゲル膜乾燥体の製造方法であって、以下の工程:
(1)ビトリゲル膜乾燥体が剥離可能なフィルムが敷かれた基板上に配置された、任意形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板上のフィルムと壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程;
(4)ハイドロゲル乾燥体を再水和してビトリゲル膜を作製する工程;
(5)ビトリゲル膜を再乾燥させて自由水を除去し、ガラス化したビトリゲル膜乾燥体を作製する工程
を含むことを特徴とするビトリゲル膜乾燥体の製造方法。
<15>前記工程(5)の後、
(6)フィルムと重層化されているビトリゲル膜乾燥体を所望形状に切断する工程を含むことを特徴とする前記<14>のビトリゲル膜乾燥体の製造方法。
<16>前記工程(6)の後、ビトリゲル膜乾燥体をフィルムから剥離させる工程を含むことを特徴とする前記<15>のビトリゲル膜乾燥体の製造方法。
<17>フィルムがパラフィルムであることを特徴とする前記<14>のビトリゲル膜乾燥体の製造方法。
<18>前記工程(1)において、壁面鋳型内部のハイドロゲルに、支持体を導入することを特徴とする前記<14>のビトリゲル膜乾燥体の製造方法。
<19>前記工程(1)において、ハイドロゲル内の自由水を1/4~3/4程度に減じることを特徴とする前記<14>のビトリゲル膜乾燥体の製造方法。
<20>所望形状のハイドロゲル乾燥体の製造方法であって、以下の工程:
(1)基板上に配置された、前記所望形状と同形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板と壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程;
を含むことを特徴とするハイドロゲル乾燥体の製造方法。
<21>前記工程(1)において、壁面鋳型内部のハイドロゲルに、支持体を導入することを特徴とする前記<20>のハイドロゲル乾燥体の製造方法。
<22>前記工程(1)において、ハイドロゲル内の自由水を1/4~3/4程度に減じることを特徴とする前記<20>のハイドロゲル乾燥体の製造方法。
<23>前記工程(3)において、ハイドロゲル乾燥体が剥離可能なフィルム上でガラス化することを特徴とする前記<20>のハイドロゲル乾燥体の製造方法。
<24>フィルムがパラフィルムであることを特徴とする前記<23>のハイドロゲル乾燥体の製造方法。
<25>所望形状に成形可能なハイドロゲル乾燥体の製造方法であって、以下の工程:
(1)ハイドロゲル乾燥体が剥離可能なフィルムが敷かれた基板上に配置された、任意形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板上のフィルムと壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程
を含むことを特徴とするハイドロゲル乾燥体の製造方法。
<26>前記工程(3)の後、
(4)フィルムと重層化されているハイドロゲル乾燥体を所望形状に切断する工程、を含むことを特徴とする前記<25>のハイドロゲル乾燥体の製造方法。
<27>前記工程(4)の後、ハイドロゲル乾燥体をフィルムから剥離させる工程を含むことを特徴とする前記<26>のハイドロゲル乾燥体の製造方法。
<28>前記工程(1)において、壁面鋳型内部のハイドロゲルに、支持体を導入することを特徴とする前記<25>のハイドロゲル乾燥体の製造方法。
<29>前記工程(1)において、ハイドロゲル内の自由水を1/4~3/4程度に減じることを特徴とする前記<25>のハイドロゲル乾燥体の製造方法。
<30>フィルムがパラフィルムであることを特徴とする前記<25>のハイドロゲル乾燥体の製造方法。
<31>前記<1>のビトリゲル膜乾燥体が重層化し、一体化していることを特徴とする積層体。
<32>前記<1>のビトリゲル膜乾燥体はコラーゲンを原料としており、このビトリゲル膜乾燥体を再水和したビトリゲル膜を複数枚重ねて得られる積層体を用いた角膜の主に実質を構成しているコラーゲンの模倣物。
<33>前記<1>のビトリゲル膜乾燥体はコラーゲンを原料としており、このビトリゲル膜乾燥体が重層化し、一体化している積層体を再水和して得られたビトリゲル膜を用いた角膜の主に実質を構成しているコラーゲンの模倣物。
(1)基板上に配置された、前記所望形状と同形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板と壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;および
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程
を含む。さらに、本発明のビトリゲル膜乾燥体の製造方法の第1の実施形態は、所望形状のビトリゲル膜乾燥体の製造方法であって、前記工程(3)に続いて、
(4)ハイドロゲル乾燥体を再水和してビトリゲル膜を作製する工程、および
(5)ビトリゲル膜を再乾燥させて自由水を除去し、ガラス化したビトリゲル膜乾燥体を作製する工程
を含む。
工程(4)ハイドロゲル乾燥体を再水和してビトリゲル膜を作製する。
(1)ハイドロゲル乾燥体が剥離可能なフィルムが敷かれた基板上に配置された、任意形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板上のフィルムと壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程;
を含む。
(1)ハイドロゲル乾燥体が剥離可能なフィルムが敷かれた基板上に配置された、任意形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板上のフィルムと壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程;
(4)ハイドロゲル乾燥体を再水和してビトリゲル膜を作製する工程;および
(5)ビトリゲル膜を再乾燥させて自由水を除去し、ガラス化したビトリゲル膜乾燥体を作製する工程;
を含む。前記工程(3)で得られた、フィルムと重層化したハイドロゲル乾燥体を再水和することで、フィルムと重層化したビトリゲル膜を得ることができる(工程(4))。このフィルムと重層化した状態のビトリゲル膜を再度、乾燥してガラス化することで、フィルムに重層化したビトリゲル膜乾燥体を得ることができる(工程(5))。
ウシ真皮由来I型コラーゲンの0.25% ゾルは、氷上で冷却した50ml容量の滅菌コニカルチューブ(Falcon # 35-2070)内で0.5%I型コラーゲン酸性溶液(KOKEN # IAC-50;5mg/ml)と細胞培養液を均一に等量混合することで調製した。なお、ここで用いた細胞培養液は、10% 非動化ウシ胎仔血清(SIGMA # F2442)、20mM HEPES(GIBCO BRL # 15630-080)、および100 units/ml ペニシリンと100μg/ml ストレプトマイシン(GIBCO BRL # 15140-148)を含有するダルベッコ改変イーグル培養液(GIBCO BRL # 11885-084)である。


なお、この環状ナイロン膜支持体付きコラーゲンビトリゲル膜は、図4の左から、コラーゲンを5.0 mg (コラーゲンゾル2.0ml由来)、10.0 mg (コラーゲンゾル4.0ml由来)、15.0 mg (コラーゲンゾル6.0ml由来)、および20.0 mg (コラーゲンゾル8.0ml由来)含有している。
<比較例1>従来の培養シャーレを利用した環状ナイロン膜支持体付きコラーゲンビトリゲル膜乾燥体の作製
実施例1で基板と分離できる壁面鋳型を利用した代わりに従来の直径35mmの疎水性ポリスチレン製培養シャーレ(Falcon # 35-1008)を使用して、実施例1と同様に実験を行った。
基板としては、直径60mmの疎水性ポリスチレン製培養シャーレ(Falcon # 35-1007)の底表面を用いた。また、壁面鋳型としては、外円の直径が39mmで内円の直径が35mmで高さが10.0mmのアクリルを用いた。パラフィルム(Pechiney Plastic Packaging社製)は、直径50mmの円形に切断して用いた。なお、壁面鋳型およびパラフィルムともに70% エタノールを噴霧して拭き取る滅菌処理を施してから使用した。具体的には、直径60mmの疎水性ポリスチレン製培養シャーレの底表面上に直径50mmの円形に切断した1枚のパラフィルムを敷いて、その上に1つの壁面鋳型を設置することで、基板上に敷いたパラフィルムと壁面鋳型を分離できる1つの容器を作製した。

基板としては、100mmx100mmの疎水性ポリスチレン製培養シャーレ(Falcon # 35-1112)の底表面を用いた。また、壁面鋳型としては、外円の直径が38mmで内円の直径が34mm外円で高さが10.0mmのアクリルを4つ用いた。また、壁面鋳型は70% エタノールを噴霧して拭き取る滅菌処理を施してから使用した。
実施例1の基板と壁面鋳型を分離できる容器において、10.0mlから40.0ml までの0.25% コラーゲンゾルを注入できるようにするために、実施例1で使用した壁面鋳型より高さが高い壁面鋳型を作製して、実施例1と同様の実験を行った。


実施例4で基板と分離できる壁面鋳型を利用した代わりに従来の直径35mmの疎水性ポリスチレン製培養シャーレ(Falcon # 35-1008)を使用して、実施例4と同様に実験を行った。
実施例4において、外円の直径が39mmで内円の直径が35mmで高さが60.0mmのアクリルからなる壁面鋳型、および基板として100mmx100mmの疎水性ポリスチレン製培養シャーレ(Falcon # 35-1112)の底表面を用いて、1つの基板上に1つの壁面鋳型を設置することで基板と壁面鋳型を分離できる1つの容器を作製した。各容器内には環状ナイロン膜を挿入せずに、20.0ml、24.0ml、28.0ml、32.0ml、36.0ml、あるいは40.0ml の0.25% コラーゲンゾルを注入して、5.0% CO2/95%空気存在下の37.0 ℃ の保湿インキュベーター内でゲル化すると共に、8時間にわたりコラーゲンゲル内の自由水を基板と壁面鋳型との間隙から壁面鋳型の外側へ流出させ除去した。その後、10.0 ℃ 40%湿度の条件下のクリーンベンチ内に移し入れて1時間半後(ゲル作製後の9時間半目)には、各コラーゲンゲルについて外側へ流出した自由水を除去した。さらに、3日間かけて各コラーゲンゲル内に残留する自由水を自然乾燥により完全に除去し、ガラス化したコラーゲンゲル乾燥体を得た。ガラス化後1日目の各コラーゲンゲル乾燥体を室温下のクリーンベンチに移し入れ、基板のシャーレ内に20.0mlのPBSを加えて再水和して基板より剥離することでコラーゲンビトリゲル膜を作製した。そして、数回PBSでリンスすることで、PBSに平衡化したコラーゲンビトリゲル膜を作製した。各コラーゲンビトリゲル膜は壁面鋳型の直径35mmの内円(面積:9.6 cm2)形状を反映しており、不定形外周縁部をもたないものであった。
基板としては、100mm×100mmの疎水性ポリスチレン製培養シャーレの底面、壁面鋳型としては、外円の直径が38mmで内円の直径が34mmで高さが30mmのアクリルを4つ用いた。1つの基板上に4つの壁面鋳型を設置することで、基板と壁面鋳型を分離できる4つの容器を作製した。各容器に1枚の環状ナイロン膜支持体を挿入し、2.0mlの0.25%コラーゲンゾルを注入して基板にシャーレの蓋をした後、5.0% CO2/95%空気存在下の37.0℃の保湿インキュベーター内でゲル化することで、1つの基板上に4つのコラーゲンゲルを作製した。
以下、先と同様に各容器に2.0mlの0.25%コラーゲンゾルを注入して、ゲル化、コラーゲンゲル内の自由水の流出、10.0℃ 40%湿度の条件下での自由水の完全に除去、10mlの細胞培養液による再水和の一連の操作を2回繰り返した(最後の再水和は10mlの細胞培養液の代わりに20mlのPBSで行った)後、数回PBSでリンスすることで、PBSで平衡化した。これによって、環状ナイロン膜支持体を有しコラーゲンビトリゲル膜が重層化した積層体(0.25%コラーゲンゾル2.0ml×3層由来)を4つ作製することができた。
基板としては、100mm×100mmの疎水性ポリスチレン製培養シャーレの底面、壁面鋳型としては、外円の直径が38mmで内円の直径が34mmで高さが30mmのアクリルを4つ用いた。1つの基板上に4つの壁面鋳型を設置することで、基板と壁面鋳型を分離できる4つの容器を作製した。各容器に2.0mlの0.25%コラーゲンゾルを注入した後、実施例4に従い作製したビトリゲル膜乾燥体(0.25%コラーゲンゾル10.0ml由来)を挿入し、そこに再度2.0mlの0.25%コラーゲンゾルを注入した後、さらに実施例4に従い作製したビトリゲル膜乾燥体(0.25%コラーゲンゾル10.0ml由来)を挿入して、最後に2.0mlの0.25%コラーゲンゾルを注入して、基板にシャーレの蓋をした後、5.0% CO2/95%空気存在下の37.0℃の保湿インキュベーター内でゲル化することで、1つの基板上に4つのコラーゲンゲルを作製した。
基板としては、100mm×100mmの疎水性ポリスチレン製培養シャーレの底面、壁面鋳型としては、外円の直径が38mmで内円の直径が34mmで高さが30mmのアクリルを4つ用いた。1つの基板上に4つの壁面鋳型を設置することで、基板と壁面鋳型を分離できる4つの容器を作製した。各容器に1枚の環状ナイロン膜支持体を挿入し、2.0mlの0.25%コラーゲンゾルを注入して基板にシャーレの蓋をした後、5.0% CO2/95%空気存在下の37.0℃の保湿インキュベーター内でゲル化することで、1つの基板上に4つのコラーゲンゲルを作製した。
基板としては、100mm×100mmの疎水性ポリスチレン製培養シャーレの底面、壁面鋳型としては、外円の直径が38mmで内円の直径が34mmで高さが30mmのアクリルを4つ用いた。1つの基板上に4つの壁面鋳型を設置することで、基板と壁面鋳型を分離できる4つの容器を作製した。各容器に1枚の環状ナイロン膜支持体を挿入し、2.0mlの0.25%コラーゲンゾルを注入して基板にシャーレの蓋をした後、5.0% CO2/95%空気存在下の37.0℃の保湿インキュベーター内でゲル化することで、1つの基板上に4つのコラーゲンゲルを作製した。
室温でゲル化後、10.0℃ 40%湿度の条件下での自由水の完全に除去、10mlの細胞培養液による再水和の一連の操作を行い、コラーゲンビトリゲル膜とFITC標識ヤギ抗マウスIgG抗体を含有したアガロースゲル膜が重層化された積層体(環状ナイロン膜支持体付きコラーゲン-アガロースビトリゲル膜)を作製した。
実施例4において、従来よりも厚さの厚いビトリゲル膜を作製することができたことから、より実用性を高めるため、ビトリゲル膜の特性の一つである透明性を改善することを検討した。
基板として、100mm×100mmの疎水性ポリスチレン製培養シャーレの底面、壁面鋳型としては、外円の直径が38mmで内円の直径が34mmで高さが18mmのアクリル容器を用いた。容器に、1.0mlの0.25%コラーゲンゾルを注入した後、実施例1に従い作製したガラス化期間の長い(3ヶ月間以上)ビトリゲル膜乾燥体(0.25 %コラーゲンゾル2ml由来)9枚を挿入した。挿入後、1.0mlの0.25%コラーゲンゾルを注入し、基板にシャーレの蓋をした後、5.0%・CO2/95%空気存在下の37℃の保温インキュベーター内で2時間ゲル化した。
Claims (33)
- 不定形外周縁部をもたないことを特徴とするビトリゲル膜乾燥体。
- 基板に付着していることを特徴とする請求項1のビトリゲル膜乾燥体。
- ビトリゲル膜乾燥体が、剥離可能なフィルムと重層化されていることを特徴とする請求項1のビトリゲル膜乾燥体。
- フィルムがパラフィルムであることを特徴とする請求項3のビトリゲル膜乾燥体。
- 不定形外周縁部をもたないことを特徴とするハイドロゲル乾燥体。
- 基板に付着していることを特徴とする請求項5のハイドロゲル乾燥体。
- ハイドロゲル乾燥体が、剥離可能なフィルムと重層化されていることを特徴とする請求項5のハイドロゲル乾燥体。
- フィルムがパラフィルムであることを特徴とする請求項7のハイドロゲル乾燥体。
- 所望形状のビトリゲル膜乾燥体の製造方法であって、以下の工程:
(1)基板上に配置された、前記所望形状と同形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板と壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程;
(4)ハイドロゲル乾燥体を再水和してビトリゲル膜を作製する工程;および
(5)ビトリゲル膜を再乾燥させて自由水を除去し、ガラス化したビトリゲル膜乾燥体を作製する工程
を含むことを特徴とするビトリゲル膜乾燥体の製造方法。 - 前記工程(1)において、壁面鋳型内部のハイドロゲルに、支持体を導入することを特徴とする請求項9のビトリゲル膜乾燥体の製造方法。
- 前記工程(1)において、ハイドロゲル内の自由水を1/4~3/4程度に減じることを特徴とする請求項9のビトリゲル膜乾燥体の製造方法。
- 前記工程(5)において、ビトリゲル膜を、ビトリゲル膜乾燥体が剥離可能なフィルム上でガラス化することを特徴とする請求項9のビトリゲル膜乾燥体の製造方法。
- フィルムがパラフィルムであることを特徴とする請求項12のビトリゲル膜乾燥体の製造方法。
- 所望形状に成形可能なビトリゲル膜乾燥体の製造方法であって、以下の工程:
(1)ビトリゲル膜乾燥体が剥離可能なフィルムが敷かれた基板上に配置された、任意形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板上のフィルムと壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程;
(4)ハイドロゲル乾燥体を再水和してビトリゲル膜を作製する工程;
(5)ビトリゲル膜を再乾燥させて自由水を除去し、ガラス化したビトリゲル膜乾燥体を作製する工程
を含むことを特徴とするビトリゲル膜乾燥体の製造方法。 - 前記工程(5)の後、
(6)フィルムと重層化されているビトリゲル膜乾燥体を所望形状に切断する工程を含むことを特徴とする請求項14のビトリゲル膜乾燥体の製造方法。 - 前記工程(6)の後、ビトリゲル膜乾燥体をフィルムから剥離させる工程を含むことを特徴とする請求項15のビトリゲル膜乾燥体の製造方法。
- フィルムがパラフィルムであることを特徴とする請求項14のビトリゲル膜乾燥体の製造方法。
- 前記工程(1)において、壁面鋳型内部のハイドロゲルに、支持体を導入することを特徴とする請求項14のビトリゲル膜乾燥体の製造方法。
- 前記工程(1)において、ハイドロゲル内の自由水を1/4~3/4程度に減じることを特徴とする請求項14のビトリゲル膜乾燥体の製造方法。
- 所望形状のハイドロゲル乾燥体の製造方法であって、以下の工程:
(1)基板上に配置された、前記所望形状と同形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板と壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程;
を含むことを特徴とするハイドロゲル乾燥体の製造方法。 - 前記工程(1)において、壁面鋳型内部のハイドロゲルに、支持体を導入することを特徴とする請求項20のハイドロゲル乾燥体の製造方法。
- 前記工程(1)において、ハイドロゲル内の自由水を1/4~3/4程度に減じることを特徴とする請求項20のハイドロゲル乾燥体の製造方法。
- 前記工程(3)において、ハイドロゲル乾燥体が剥離可能なフィルム上でガラス化することを特徴とする請求項20のハイドロゲル乾燥体の製造方法。
- フィルムがパラフィルムであることを特徴とする請求項23のハイドロゲル乾燥体の製造方法。
- 所望形状に成形可能なハイドロゲル乾燥体の製造方法であって、以下の工程:
(1)ハイドロゲル乾燥体が剥離可能なフィルムが敷かれた基板上に配置された、任意形状の壁面鋳型内部にハイドロゲルを保持して、ハイドロゲル内の自由水の一部を基板上のフィルムと壁面鋳型の間隙から流出させる工程;
(2)壁面鋳型を基板上から除去する工程;
(3)ハイドロゲルを乾燥させて残留する自由水を除去し、ガラス化したハイドロゲル乾燥体を作製する工程
を含むことを特徴とするハイドロゲル乾燥体の製造方法。 - 前記工程(3)の後、
(4)フィルムと重層化されているハイドロゲル乾燥体を所望形状に切断する工程、を含むことを特徴とする請求項25のハイドロゲル乾燥体の製造方法。 - 前記工程(4)の後、ハイドロゲル乾燥体をフィルムから剥離させる工程を含むことを特徴とする請求項26のハイドロゲル乾燥体の製造方法。
- 前記工程(1)において、壁面鋳型内部のハイドロゲルに、支持体を導入することを特徴とする請求項25のハイドロゲル乾燥体の製造方法。
- 前記工程(1)において、ハイドロゲル内の自由水を1/4~3/4程度に減じることを特徴とする請求項25のハイドロゲル乾燥体の製造方法。
- フィルムがパラフィルムであることを特徴とする請求項25のハイドロゲル乾燥体の製造方法。
- 請求項1のビトリゲル膜乾燥体が重層化し、一体化していることを特徴とする積層体。
- 請求項1のビトリゲル膜乾燥体はコラーゲンを原料としており、このビトリゲル膜乾燥体を再水和したビトリゲル膜を複数枚重ねて得られる積層体を用いた角膜の主に実質を構成しているコラーゲンの模倣物。
- 請求項1のビトリゲル膜乾燥体はコラーゲンを原料としており、このビトリゲル膜乾燥体が重層化し、一体化している積層体を再水和して得られたビトリゲル膜を用いた角膜の主に実質を構成しているコラーゲンの模倣物。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/818,759 US20130217126A1 (en) | 2010-08-25 | 2011-08-25 | Dried hydrogel, dried vitrigel membrane, and methods for producing the same |
| JP2012530709A JP5892611B2 (ja) | 2010-08-25 | 2011-08-25 | ハイドロゲル乾燥体、ビトリゲル膜乾燥体およびこれらの製造方法 |
| CN201180040850.9A CN103168099B (zh) | 2010-08-25 | 2011-08-25 | 水凝胶干燥体、玻璃质凝胶膜干燥体及它们的制造方法 |
| EP11819994.2A EP2610335B1 (en) | 2010-08-25 | 2011-08-25 | Dried hydrogel, dried vitrigel film, and processes for producing these |
| US14/326,817 US11198264B2 (en) | 2010-08-25 | 2014-07-09 | Dried hydrogel, dried vitrigel membrane, and methods for producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010188887 | 2010-08-25 | ||
| JP2010-188887 | 2010-08-25 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/818,759 A-371-Of-International US20130217126A1 (en) | 2010-08-25 | 2011-08-25 | Dried hydrogel, dried vitrigel membrane, and methods for producing the same |
| US14/326,817 Division US11198264B2 (en) | 2010-08-25 | 2014-07-09 | Dried hydrogel, dried vitrigel membrane, and methods for producing the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012026531A1 true WO2012026531A1 (ja) | 2012-03-01 |
Family
ID=45723522
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/069191 WO2012026531A1 (ja) | 2010-08-25 | 2011-08-25 | ハイドロゲル乾燥体、ビトリゲル膜乾燥体およびこれらの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20130217126A1 (ja) |
| EP (1) | EP2610335B1 (ja) |
| JP (1) | JP5892611B2 (ja) |
| CN (1) | CN103168099B (ja) |
| WO (1) | WO2012026531A1 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013223644A (ja) * | 2012-04-23 | 2013-10-31 | Dainippon Printing Co Ltd | ヒドロゲル薄膜及び乾燥ゲル薄膜の製造方法 |
| WO2014208525A1 (ja) | 2013-06-28 | 2014-12-31 | 国立大学法人 佐賀大学 | 貼付型人工皮膚製剤 |
| JP2015035978A (ja) * | 2013-08-13 | 2015-02-23 | 独立行政法人農業生物資源研究所 | ガラス化後のハイドロゲル膜の製造方法、ハイドロゲル材料の製造方法、ガラス化後のハイドロゲル膜、ガラス化後のハイドロゲル膜の乾燥体、細胞シート、およびガラス化後のハイドロゲル膜の製造装置 |
| JP2015203018A (ja) * | 2014-04-14 | 2015-11-16 | 国立研究開発法人農業生物資源研究所 | 多層構造のガラス化後のハイドロゲル乾燥体の製造方法、多層構造のガラス化後のハイドロゲル乾燥体、多層構造のガラス化後のハイドロゲル、徐放剤乾燥体の製造方法、接着方法、徐放剤乾燥体、及び徐放剤水和体 |
| WO2018003858A1 (ja) | 2016-06-28 | 2018-01-04 | 国立研究開発法人農業・食品産業技術総合研究機構 | 細胞封入用デバイス及びその使用 |
| WO2018135252A1 (ja) | 2017-01-18 | 2018-07-26 | 国立研究開発法人農業・食品産業技術総合研究機構 | 半透膜及びその使用 |
| WO2018211876A1 (ja) | 2017-05-17 | 2018-11-22 | 国立研究開発法人農業・食品産業技術総合研究機構 | ビトリゲル膜乾燥体の製造方法及び製造装置 |
| WO2019064807A1 (ja) * | 2017-09-29 | 2019-04-04 | 祐徳薬品工業株式会社 | コラーゲンビトリゲル及びその精製物の製造方法並びに当該方法により得られたコラーゲンビトリゲル及びその精製物 |
| WO2019073951A1 (ja) | 2017-10-12 | 2019-04-18 | 国立大学法人東京工業大学 | 多能性幹細胞から肝細胞への分化誘導方法 |
| WO2019116699A1 (ja) | 2017-12-12 | 2019-06-20 | 国立研究開発法人農業・食品産業技術総合研究機構 | 吸引管付き細胞封入用デバイス及びその使用 |
| WO2020054659A1 (ja) | 2018-09-10 | 2020-03-19 | 国立大学法人東京工業大学 | 多能性幹細胞から腸細胞の作製方法 |
| JP2020065849A (ja) * | 2018-10-26 | 2020-04-30 | 国立研究開発法人農業・食品産業技術総合研究機構 | ハイドロゲル膜及びその使用 |
| WO2020137302A1 (ja) * | 2018-12-26 | 2020-07-02 | 国立研究開発法人農業・食品産業技術総合研究機構 | 管状ビトリゲル及びその使用 |
| JPWO2021090617A1 (ja) * | 2019-11-05 | 2021-05-14 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5857309B1 (ja) * | 2015-02-06 | 2016-02-10 | 秋田県 | 液滴形成用シャーレ及びそれを用いた電界撹拌方法 |
| CN107708755A (zh) * | 2015-06-03 | 2018-02-16 | 世元Cellontec株式会社 | 利用紫外线的胶原膜的制备方法、利用该方法制备的胶原膜及利用胶原膜制备的生物材料 |
| CN104880505B (zh) * | 2015-06-03 | 2017-10-13 | 湖北医药学院 | 凝胶干胶装置及凝胶干胶方法 |
| US20200197574A1 (en) * | 2017-05-18 | 2020-06-25 | National Agriculture And Food Research Organization | Filament and production method thereof |
| CN110524769B (zh) * | 2019-10-08 | 2021-06-01 | 宁波瑞瑧生物科技有限公司 | 凝胶管制备装置及其制得的用于青光眼引流的微米级凝胶管 |
| KR102372815B1 (ko) * | 2020-03-13 | 2022-03-10 | 한국기계연구원 | 피부 부착 박막의 제조를 위한 성형몰드 및 이를 이용한 피부 부착 박막 제조 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08228768A (ja) | 1995-02-23 | 1996-09-10 | Res Dev Corp Of Japan | 細胞外マトリックス成分含有ハイドロゲル薄膜 |
| WO2005014774A1 (ja) | 2003-08-11 | 2005-02-17 | National Institute Of Agrobiological Sciences | 動物細胞の培養担体と、該培養担体を用いた動物細胞の培養方法および移植方法 |
| WO2007032224A1 (ja) * | 2005-09-13 | 2007-03-22 | Arblast Co., Ltd. | 培養細胞シート及びその作製方法 |
| JP2007204881A (ja) | 2006-02-02 | 2007-08-16 | Japan Health Science Foundation | 任意の形状のビトリゲルと、当該ビトリゲルの製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20020086423A1 (en) * | 1997-09-09 | 2002-07-04 | Toshiaki Takezawa | Hydrogel thin film containing extracellular matrix components |
| JP2004155202A (ja) * | 1998-02-04 | 2004-06-03 | Mitsui Mining & Smelting Co Ltd | 濾過式成形型およびその型を用いたセラミックス焼結体の製造方法 |
| DE10133870A1 (de) * | 2001-07-12 | 2003-02-06 | Chris P Lohmann | Ophthalmisches Mittel, Verwendung von EGF zur Behandlung von Dry Eye-Syndrom und Insert zur Verabreichung von EGF am Auge |
| JP2005312338A (ja) * | 2004-04-28 | 2005-11-10 | Japan Science & Technology Agency | 細胞培養用担体 |
| US7432069B2 (en) * | 2005-12-05 | 2008-10-07 | Sontra Medical Corporation | Biocompatible chemically crosslinked hydrogels for glucose sensing |
| CA2673120C (en) * | 2006-12-18 | 2012-08-07 | Advanced Bionutrition Corporation | A dry food product containing live probiotic |
-
2011
- 2011-08-25 WO PCT/JP2011/069191 patent/WO2012026531A1/ja active Application Filing
- 2011-08-25 EP EP11819994.2A patent/EP2610335B1/en active Active
- 2011-08-25 US US13/818,759 patent/US20130217126A1/en not_active Abandoned
- 2011-08-25 JP JP2012530709A patent/JP5892611B2/ja active Active
- 2011-08-25 CN CN201180040850.9A patent/CN103168099B/zh active Active
-
2014
- 2014-07-09 US US14/326,817 patent/US11198264B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08228768A (ja) | 1995-02-23 | 1996-09-10 | Res Dev Corp Of Japan | 細胞外マトリックス成分含有ハイドロゲル薄膜 |
| WO2005014774A1 (ja) | 2003-08-11 | 2005-02-17 | National Institute Of Agrobiological Sciences | 動物細胞の培養担体と、該培養担体を用いた動物細胞の培養方法および移植方法 |
| WO2007032224A1 (ja) * | 2005-09-13 | 2007-03-22 | Arblast Co., Ltd. | 培養細胞シート及びその作製方法 |
| JP2007204881A (ja) | 2006-02-02 | 2007-08-16 | Japan Health Science Foundation | 任意の形状のビトリゲルと、当該ビトリゲルの製造方法 |
Non-Patent Citations (5)
| Title |
|---|
| See also references of EP2610335A4 |
| TAKEZAWA T ET AL., CELL TRANSPLANT., vol. 13, 2004, pages 463 - 473 |
| TAKEZAWA T ET AL., CELLS TISSUES ORGANS, vol. 185, 2007, pages 237 - 241 |
| TAKEZAWA T ET AL., J. BIOTECHNOL., vol. 131, 2007, pages 76 - 83 |
| TAKEZAWA T. ET AL.: "Collagen Vitrigel: A Novel Scaffold That Can Facilitate a Three- Dimensional Culture for Reconstructing Organoids", CELL TRANSPLANTATION, vol. 13, 2004, pages 463 - 473, XP003003826 * |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013223644A (ja) * | 2012-04-23 | 2013-10-31 | Dainippon Printing Co Ltd | ヒドロゲル薄膜及び乾燥ゲル薄膜の製造方法 |
| WO2014208525A1 (ja) | 2013-06-28 | 2014-12-31 | 国立大学法人 佐賀大学 | 貼付型人工皮膚製剤 |
| JP2015035978A (ja) * | 2013-08-13 | 2015-02-23 | 独立行政法人農業生物資源研究所 | ガラス化後のハイドロゲル膜の製造方法、ハイドロゲル材料の製造方法、ガラス化後のハイドロゲル膜、ガラス化後のハイドロゲル膜の乾燥体、細胞シート、およびガラス化後のハイドロゲル膜の製造装置 |
| JP2015203018A (ja) * | 2014-04-14 | 2015-11-16 | 国立研究開発法人農業生物資源研究所 | 多層構造のガラス化後のハイドロゲル乾燥体の製造方法、多層構造のガラス化後のハイドロゲル乾燥体、多層構造のガラス化後のハイドロゲル、徐放剤乾燥体の製造方法、接着方法、徐放剤乾燥体、及び徐放剤水和体 |
| WO2018003858A1 (ja) | 2016-06-28 | 2018-01-04 | 国立研究開発法人農業・食品産業技術総合研究機構 | 細胞封入用デバイス及びその使用 |
| WO2018135252A1 (ja) | 2017-01-18 | 2018-07-26 | 国立研究開発法人農業・食品産業技術総合研究機構 | 半透膜及びその使用 |
| WO2018211876A1 (ja) | 2017-05-17 | 2018-11-22 | 国立研究開発法人農業・食品産業技術総合研究機構 | ビトリゲル膜乾燥体の製造方法及び製造装置 |
| JP6452020B1 (ja) * | 2017-05-17 | 2019-01-16 | 国立研究開発法人農業・食品産業技術総合研究機構 | ビトリゲル膜乾燥体の製造方法及び製造装置 |
| WO2019064807A1 (ja) * | 2017-09-29 | 2019-04-04 | 祐徳薬品工業株式会社 | コラーゲンビトリゲル及びその精製物の製造方法並びに当該方法により得られたコラーゲンビトリゲル及びその精製物 |
| WO2019073951A1 (ja) | 2017-10-12 | 2019-04-18 | 国立大学法人東京工業大学 | 多能性幹細胞から肝細胞への分化誘導方法 |
| WO2019116699A1 (ja) | 2017-12-12 | 2019-06-20 | 国立研究開発法人農業・食品産業技術総合研究機構 | 吸引管付き細胞封入用デバイス及びその使用 |
| KR20200079540A (ko) | 2017-12-12 | 2020-07-03 | 고쿠리츠겐큐가이하츠호징 노우교 · 쇼쿠힝 산교기쥬츠 소고겐큐기코 | 흡인관을 구비한 세포 봉입용 디바이스 및 그 사용 |
| WO2020054659A1 (ja) | 2018-09-10 | 2020-03-19 | 国立大学法人東京工業大学 | 多能性幹細胞から腸細胞の作製方法 |
| JP2020065849A (ja) * | 2018-10-26 | 2020-04-30 | 国立研究開発法人農業・食品産業技術総合研究機構 | ハイドロゲル膜及びその使用 |
| WO2020085018A1 (ja) * | 2018-10-26 | 2020-04-30 | 国立研究開発法人農業・食品産業技術総合研究機構 | ハイドロゲル膜及びその使用 |
| JP7290302B2 (ja) | 2018-10-26 | 2023-06-13 | 国立研究開発法人農業・食品産業技術総合研究機構 | ハイドロゲル膜及びその使用 |
| WO2020137302A1 (ja) * | 2018-12-26 | 2020-07-02 | 国立研究開発法人農業・食品産業技術総合研究機構 | 管状ビトリゲル及びその使用 |
| JP2020103459A (ja) * | 2018-12-26 | 2020-07-09 | 国立研究開発法人農業・食品産業技術総合研究機構 | 管状ビトリゲル及びその使用 |
| JP7344525B2 (ja) | 2018-12-26 | 2023-09-14 | 国立研究開発法人農業・食品産業技術総合研究機構 | 管状ビトリゲル及びその使用 |
| JPWO2021090617A1 (ja) * | 2019-11-05 | 2021-05-14 | ||
| WO2021090617A1 (ja) * | 2019-11-05 | 2021-05-14 | 国立研究開発法人農業・食品産業技術総合研究機構 | ハイドロゲル膜乾燥体又はビトリゲル膜乾燥体、その製造装置及びその製造方法、並びに、鼓膜治療デバイス及び創部治療デバイス |
| JP7350238B2 (ja) | 2019-11-05 | 2023-09-26 | 国立研究開発法人農業・食品産業技術総合研究機構 | ハイドロゲル膜乾燥体又はビトリゲル膜乾燥体、その製造装置及びその製造方法、並びに、鼓膜治療デバイス及び創部治療デバイス |
Also Published As
| Publication number | Publication date |
|---|---|
| US20140319728A1 (en) | 2014-10-30 |
| EP2610335B1 (en) | 2017-03-01 |
| CN103168099B (zh) | 2016-08-03 |
| US20130217126A1 (en) | 2013-08-22 |
| CN103168099A (zh) | 2013-06-19 |
| EP2610335A1 (en) | 2013-07-03 |
| JPWO2012026531A1 (ja) | 2013-10-28 |
| JP5892611B2 (ja) | 2016-03-23 |
| US11198264B2 (en) | 2021-12-14 |
| EP2610335A4 (en) | 2014-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5892611B2 (ja) | ハイドロゲル乾燥体、ビトリゲル膜乾燥体およびこれらの製造方法 | |
| EP2639293B1 (en) | Cell culture chamber, method for producing same, tissue model using cell culture chamber, and method for producing same | |
| Mondrinos et al. | Native extracellular matrix-derived semipermeable, optically transparent, and inexpensive membrane inserts for microfluidic cell culture | |
| Hwang et al. | Fabrication of three-dimensional porous cell-laden hydrogel for tissue engineering | |
| JP6873985B2 (ja) | インビトロで肝臓構築物を産生する方法およびその使用 | |
| WO2018026172A1 (ko) | 통합형 3차원 세포 프린팅 기술을 이용한 세포 배양체 및 이의 제조방법 | |
| JP7112736B2 (ja) | 半透膜及びその使用 | |
| WO2014039938A1 (en) | Spherical multicellular aggregates with endogenous extracellular matrix | |
| JPWO2005014774A1 (ja) | 動物細胞の培養担体と、該培養担体を用いた動物細胞の培養方法および移植方法 | |
| Parke-Houben et al. | Interpenetrating polymer network hydrogel scaffolds for artificial cornea periphery | |
| JP6384749B2 (ja) | 多層構造のガラス化後のハイドロゲル乾燥体の製造方法、多層構造のガラス化後のハイドロゲル乾燥体、多層構造のガラス化後のハイドロゲル、徐放剤乾燥体の製造方法、接着方法、徐放剤乾燥体、及び徐放剤水和体 | |
| JP6240997B2 (ja) | ガラス化後のハイドロゲル膜の製造方法、ハイドロゲル材料の製造方法、ガラス化後のハイドロゲル膜、ガラス化後のハイドロゲル膜の乾燥体および細胞シート | |
| US20140065659A1 (en) | Culture method, group of mature adipocytes, drug screening method | |
| WO2018003858A1 (ja) | 細胞封入用デバイス及びその使用 | |
| Wang et al. | Optimizing the step‐by‐step forming processes for fabricating a poly (DL‐lactic‐co‐glycolic acid)‐sandwiched cell/hydrogel construct | |
| JP2012239444A (ja) | 細胞培養担体、細胞培養担体の製造方法、及び細胞培養方法 | |
| US20200190456A1 (en) | Native Extracellular Matrix-Derived Membrane Inserts for Organs-On-Chips, Multilayer Microfluidics Microdevices, Bioreactors, Tissue Culture Inserts, and Two-dimensional and Three-dimensional Cell Culture Systems | |
| JP2015223108A (ja) | 細胞培養チャンバーとその製造方法、細胞培養チャンバーを利用した細胞培養方法および細胞培養キット | |
| Mancinelli et al. | Recreating cellular barriers in human microphysiological systems in-vitro | |
| Zhang | 3D bioprinting of vasculature network for tissue engineering | |
| JP2023128212A (ja) | 細胞構造体の製造方法、培養治具および培養基材 | |
| CN118147048A (zh) | 一种基于水凝胶体系的体外胎盘屏障模型构建方法 | |
| CN116745403A (zh) | 细胞球体的生产方法及工具 | |
| Leng | Microfluidic Approach for the Scalable Formation of 3D Soft Materials with Tailored Biomechanical Properties for Tissue Engineering Applications |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11819994 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2012530709 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2011819994 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011819994 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13818759 Country of ref document: US |