WO2011122263A1 - アルミニウム合金鍛造材およびその製造方法 - Google Patents
アルミニウム合金鍛造材およびその製造方法 Download PDFInfo
- Publication number
- WO2011122263A1 WO2011122263A1 PCT/JP2011/055346 JP2011055346W WO2011122263A1 WO 2011122263 A1 WO2011122263 A1 WO 2011122263A1 JP 2011055346 W JP2011055346 W JP 2011055346W WO 2011122263 A1 WO2011122263 A1 WO 2011122263A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- less
- forging
- crystallized
- rejected
- Prior art date
Links
- 238000005242 forging Methods 0.000 title claims abstract description 75
- 229910000838 Al alloy Inorganic materials 0.000 title claims abstract description 52
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 45
- 238000000034 method Methods 0.000 title claims abstract description 35
- 239000013078 crystal Substances 0.000 claims abstract description 80
- 239000001257 hydrogen Substances 0.000 claims abstract description 16
- 229910052739 hydrogen Inorganic materials 0.000 claims abstract description 16
- 239000012535 impurity Substances 0.000 claims abstract description 16
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims abstract description 14
- 238000010438 heat treatment Methods 0.000 claims description 92
- 239000000463 material Substances 0.000 claims description 76
- 238000005266 casting Methods 0.000 claims description 34
- 230000032683 aging Effects 0.000 claims description 26
- 238000010791 quenching Methods 0.000 claims description 20
- 230000000171 quenching effect Effects 0.000 claims description 20
- 238000000265 homogenisation Methods 0.000 claims description 18
- 229910052804 chromium Inorganic materials 0.000 abstract description 12
- 229910052742 iron Inorganic materials 0.000 abstract description 9
- 229910052802 copper Inorganic materials 0.000 abstract description 5
- 229910045601 alloy Inorganic materials 0.000 abstract 1
- 239000000956 alloy Substances 0.000 abstract 1
- 239000000725 suspension Substances 0.000 abstract 1
- 230000035882 stress Effects 0.000 description 44
- 239000000047 product Substances 0.000 description 38
- 238000005452 bending Methods 0.000 description 33
- 230000007797 corrosion Effects 0.000 description 32
- 238000005260 corrosion Methods 0.000 description 32
- 239000000243 solution Substances 0.000 description 24
- 238000005336 cracking Methods 0.000 description 19
- 239000002245 particle Substances 0.000 description 18
- 230000000694 effects Effects 0.000 description 16
- 238000001953 recrystallisation Methods 0.000 description 12
- 229910052748 manganese Inorganic materials 0.000 description 11
- 238000009749 continuous casting Methods 0.000 description 9
- 238000011156 evaluation Methods 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 229910000765 intermetallic Inorganic materials 0.000 description 7
- 230000007423 decrease Effects 0.000 description 6
- 238000007670 refining Methods 0.000 description 6
- 239000002244 precipitate Substances 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 239000006104 solid solution Substances 0.000 description 5
- 229910018191 Al—Fe—Si Inorganic materials 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000003483 aging Methods 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000002425 crystallisation Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000001105 regulatory effect Effects 0.000 description 3
- 229910052710 silicon Inorganic materials 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 229910019018 Mg 2 Si Inorganic materials 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 238000009863 impact test Methods 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 230000035945 sensitivity Effects 0.000 description 2
- 239000011856 silicon-based particle Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910018131 Al-Mn Inorganic materials 0.000 description 1
- 229910018461 Al—Mn Inorganic materials 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- KZBUYRJDOAKODT-UHFFFAOYSA-N Chlorine Chemical compound ClCl KZBUYRJDOAKODT-UHFFFAOYSA-N 0.000 description 1
- -1 Ti—Zr compound Chemical class 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000005587 bubbling Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000005496 eutectics Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910052735 hafnium Inorganic materials 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000003923 scrap metal Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J1/00—Preparing metal stock or similar ancillary operations prior, during or post forging, e.g. heating or cooling
- B21J1/06—Heating or cooling methods or arrangements specially adapted for performing forging or pressing operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/74—Making machine elements forked members or members with two or more limbs, e.g. U-bolts, anchors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/002—Castings of light metals
- B22D21/007—Castings of light metals with low melting point, e.g. Al 659 degrees C, Mg 650 degrees C
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
- C22C21/08—Alloys based on aluminium with magnesium as the next major constituent with silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/05—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys of the Al-Si-Mg type, i.e. containing silicon and magnesium in approximately equal proportions
Definitions
- the present invention relates to an aluminum alloy forged material used as an automobile undercarriage part and the like, and a manufacturing method thereof.
- Patent Document 1 Mg: 0.5 to 1.25% by mass, Si: 0.4 to 1.4% by mass, Cu: 0.01 to 0.7% by mass, Fe: 0.05 to 0.4% by mass, Mn: 0.001 to 1.0% by mass, Cr: 0.01 to 0.35% by mass, Ti: 0.005 to 0.1% by mass, and Zr: 0.
- An automobile undercarriage component that is restricted to less than 15% by mass and is made of an aluminum alloy forging material with the balance being Al and inevitable impurities, and a cross-section in which the maximum stress is generated in the cross-sectional structure in the width direction at the maximum stress generation site
- the crystallite density observed in the structure of the part is 1.5% or less in terms of the average area ratio, and the interval between the grain boundary precipitates observed in the structure of the cross-sectional part including the parting line generated during forging Describes an automobile undercarriage part with an average interval of 0.7 ⁇ m or more It has been.
- the size of the dispersed particles observed in the structure of the cross-sectional site where the maximum stress occurs is 1200 mm or less in average diameter, and the density of these dispersed particles is 4% or more in average area ratio.
- the area ratio of the recrystallized grains observed in the cross-sectional structure of these ribs is 10% or less in average area ratio.
- the area ratio of the observed recrystallized grains is 20% or less in terms of average area ratio.
- the molten aluminum alloy having the above-described predetermined composition is cast at an average cooling rate of 100 ° C./s or more, and the cast ingot is set at a temperature range of 460 to 570 ° C. and 10 to 1500.
- the cast ingot is set at a temperature range of 460 to 570 ° C. and 10 to 1500.
- Patent Document 1 it is described that even a forged automobile undercarriage part having a reduced weight can be made to have high strength, high toughness, and high corrosion resistance.
- the Fe content is limited to 0.4% by mass or less, and when the Fe content exceeds 0.4% by mass, a crystallization product (Al—Fe—Si) is obtained. There is a problem that the intermetallic compound) becomes coarse. In contrast, the present inventors have found that when the crystallized material becomes coarse and the average crystallized size exceeds 8 ⁇ m, the fracture toughness and fatigue characteristics tend to decrease.
- the present invention has been made in view of the above problems, and even when the Fe content exceeds 0.4 mass%, the aluminum alloy forging material having an Fe content of 0.4 mass% or less. It is an object of the present invention to provide an aluminum alloy forged material having fracture toughness and fatigue properties equivalent to those of the above and a method for producing the same.
- the aluminum alloy forging according to the present invention includes Si: 0.4 mass% to 1.5 mass%, Fe: 0.4 mass% to 1.0 mass%, Cu: 0.40 mass%, Mg : 0.8 mass% or more and 1.3 mass% or less, Ti: 0.01 mass% or more and 0.1 mass% or less, and Zn: 0.05 mass% or less, and Mn: 0.
- the amount of hydrogen is regulated to 0.25 ml / 100 g Al or less, the balance is inevitable impurities and Al, the average crystal grain size is 50 ⁇ m or less, the crystallized area ratio is 3% or less, the average crystallized product The size is 8 ⁇ m or less.
- the aluminum alloy forged material according to the present invention by containing Si, Cu, and Mg in the above-described range, for example, a strength necessary for an automobile underbody part can be obtained.
- Ti in the above range
- Mn, Cr, and Zr in the above-described range
- recrystallization during solution treatment can be suppressed and fine crystals can be obtained. Therefore, fatigue characteristics can be ensured.
- the amount of hydrogen in such a range, pinholes and swelling can be suppressed, and not only fracture toughness and fatigue characteristics but also various characteristics such as strength and elongation can be secured.
- Fe is contained in such a large amount, and a heating process under specific conditions is performed before forging as will be described later, thereby reducing the crystallized material containing Fe, making it fine, and rounding. Aiming at shape and miniaturization of crystal grains. Corrosion resistance, fracture toughness, and fatigue characteristics are ensured by controlling the average crystal grain size, the crystallized area ratio, and the average crystallized size below a specific value.
- the method for producing an aluminum alloy forged material according to the present invention is a method for producing the above-described aluminum alloy forged material, wherein a heating temperature is 710 to 810 ° C., a casting speed is 200 to 330 mm / min, and Si: 0.00.
- a forging step of forging the heated ingot at a forging end temperature of 330 ° C. or more and a reduction rate of 50 to 95% to obtain a forged material having a predetermined shape A solution treatment step of solution-treating the forged material at 480 to 580 ° C. over 0 and within 24 hours, a quenching step of quenching the solution-treated forged material at 75 ° C. or less, and the quenched forged material
- the ingot is sufficiently heated by performing a heating step under specific conditions before forging using the ingot of the aluminum alloy having the composition described above, thereby reducing the amount of crystallized material containing Fe.
- the strength required as, for example, an automobile undercarriage part is secured by solution treatment, forging, and artificial aging treatment after forging.
- the Fe content exceeds 0.4% by mass. However, the coarsening of crystallized substances and crystal grains is suppressed, and the crystallized area ratio is also suppressed. Has the same fracture toughness and fatigue properties as aluminum alloy forgings with a content of 0.4% by mass or less. Moreover, since Fe can be contained to 1.0 mass%, the compounding rate of the recycling scrap metal of a city scrap can be increased, or a new metal with low purity can be used.
- the Fe content exceeds 0.4 mass%, but the coarsening of crystallized substances and crystal grains is suppressed, and the crystallized area ratio is also suppressed.
- the forged aluminum alloy forging material can be manufactured. Therefore, the aluminum alloy forging material manufactured by such a manufacturing method can have fracture toughness and fatigue characteristics equivalent to those of the aluminum alloy forging material having an Fe content of 0.4 mass% or less. In addition, it is possible to increase the blending ratio of municipal waste recycling bullion and use new bullion with low purity. In addition, according to the method for producing an aluminum alloy forging according to the present invention, since it contains a large amount of Fe, shrinkage cracks are unlikely to occur. Therefore, the casting speed can be increased.
- FIG. 1 It is a schematic diagram explaining the measuring method of an average crystal grain diameter.
- A is a top view explaining an example of the aluminum alloy forging material which concerns on this invention
- (b) is the sectional view on the AA line of (a). It is a flowchart explaining the flow of the manufacturing method of the aluminum alloy forging material which concerns on this invention.
- the aluminum alloy forging material according to the present invention includes Si: 0.4 mass% to 1.5 mass%, Fe: 0.4 mass% to 1.0 mass%, Cu: 0.40 mass%, Mg : 0.8 mass% or more and 1.3 mass% or less, Ti: 0.01 mass% or more and 0.1 mass% or less, and Zn: 0.05 mass% or less, and Mn: 0.
- the amount of hydrogen is regulated to 0.25 ml / 100 g Al or less, the balance is inevitable impurities and Al, the average crystal grain size is 50 ⁇ m or less, the crystallized area ratio is 3% or less, the average crystallized product The size is 8 ⁇ m or less.
- Si is an essential element that contributes to high strength (yield strength) and precipitates in the crystal grains mainly as an acicular ⁇ ′′ phase by artificial aging treatment together with Mg. If the content of Si is too small, The grains become coarse, and sufficient strength (tensile strength and 0.2% proof stress) and fatigue properties cannot be obtained by artificial aging treatment, while if the Si content is too high, the solution is cast during continuous casting and solution treatment. During quenching after treatment, coarse single Si particles crystallize and precipitate, reducing corrosion resistance and fracture toughness, and excessive Si can increase to obtain high corrosion resistance and high fracture toughness. Further, workability is also hindered, such as lower elongation, so the Si content is 0.4% to 1.5% by mass, preferably 0.6% to 1.0% by mass. .
- Fe more than 0.4 mass% and 1.0 mass% or less
- Fe produces dispersed particles (dispersed phase) together with Mn and Cr, prevents the grain boundary from moving after recrystallization, prevents the crystal grains from becoming coarse, and has the effect of refining the crystal grains.
- a conventional aluminum alloy forged material having a Fe content of 0.4% by mass or less when the heat treatment is performed at a high temperature, the solid particles of the dispersed particles also progress, so that the crystal grains are easily coarsened by recrystallization.
- the density of dispersed particles increases, so that recrystallization can be suppressed even when heated at a high temperature.
- the Fe-based crystallized product is reduced and further refined and refined. Can be rounded. For this reason, the density of the dispersed particles can be made comparable to that of the conventional material.
- the heating process will be described in detail later.
- the Fe content is more than 0.4 mass% and 1.0 mass% or less, preferably more than 0.4 mass% and 0.7 mass% or less.
- Cu 0.40 mass% or less
- Cu contributes to improvement of strength by solid solution strengthening, and also has an effect of significantly accelerating age hardening of the final product during aging treatment.
- the Cu content is set to 0.40 mass% or less.
- it is 0.10 mass% or more, More preferably, it is 0.2 mass% or more and 0.4 mass% or less, More preferably, you may be 0.2 mass% or more and 0.3 mass% or less.
- Mg is an essential element that, together with Si, is precipitated in crystal grains mainly as an acicular ⁇ ′′ phase by artificial aging treatment and contributes to high strength (strength) of automobile undercarriage parts. If the amount is too small, the amount of age-hardening during the artificial aging treatment is reduced, and recrystallization is likely to occur, so that the crystal grains are likely to be coarsened, and the corrosion resistance is also lowered due to single Si that cannot be converted to Mg 2 Si.
- the Mg content is 0.8 mass% or more and 1.3 mass% or less, preferably 0.85 mass% or more 1 .2 mass Or less, more preferably 1.2 wt% or less than 1.0 wt%.
- Ti 0.01 mass% or more and 0.1 mass% or less
- Ti has the effect of refining the crystal grains of the ingot. If the Ti content is too small, this effect cannot be exhibited. Further, the crystal grains become coarse and the strength decreases. As a result, the fatigue strength also decreases. However, when there is too much content of Ti, a coarse crystallization thing will be formed and fracture toughness will fall. Coarse crystallized material becomes a starting point of fracture, and deteriorates fatigue characteristics. Therefore, the Ti content is 0.01% by mass or more and 0.1% by mass or less, preferably 0.01% by mass or more and 0.05% by mass or less.
- Zn regulated to 0.05% by mass or less
- Zn which is likely to be mixed as an impurity hinders the characteristics of automobile undercarriage parts and is therefore preferably not contained. However, if it is 0.05% by mass or less, it is acceptable because it does not inhibit the characteristics of automobile undercarriage parts. However, when the Zn content exceeds 0.05 mass%, fracture toughness, corrosion resistance, elongation, and fatigue characteristics are lowered.
- the regulation of 0.05 mass% or less of Zn is, for example, when using new bullion or using recycled bullion, and the Zn content in the recycled bullion is 0.05 mass%.
- the new bullion and the recycled bullion can be used as they are, but when the recycled bullion whose Zn content exceeds 0.05 mass% is used, the Zn content is 0.00. It can be used after being mixed with a new ingot of 05% by mass or less and the Zn content being 0.05% by mass or less.
- Mn and Cr are an Al—Mn system in which Fe, Mn, Cr, Si, Al, and the like are selectively bonded according to their contents during the homogenization heat treatment and the subsequent hot forging.
- Dispersed particles (dispersed phase) made of a Cr-based intermetallic compound are generated. Examples of such dispersed particles (dispersed phase) include Al- (Fe, Mn, Cr) -Si compounds and (Fe, Mn, Cr) 3 SiAl 12 .
- these dispersed particles of Mn and Cr are finely, densely and uniformly dispersed and have an effect of hindering the grain boundary movement after recrystallization. Therefore, the crystal grains can be kept fine by preventing the coarsening of the crystal grains.
- the content of Mn is 0.01 mass% or more and 1.0 mass% or less, preferably 0.1 mass% or more and 0.3 mass% or less
- the Cr content is 0.1 mass% or more and 0.4 mass% or less, preferably 0.10 mass% or more and 0.3 mass% or less, more preferably 0.10 mass% or more and 0.15 mass% or less.
- Zr generates dispersed particles (dispersed phase) in the same manner as Mn and Cr.
- Zr depending on the casting conditions such as the case of containing Ti, it becomes a factor that hinders the refinement of crystal grains in the ingot.
- Zr forms a Ti—Zr compound, which inhibits the refinement of TiB 2 crystal grains and causes the crystal grains to become coarse. Moreover, it becomes a factor which reduces a fatigue characteristic. Therefore, in the present invention, it is desirable to add Zr contained as an impurity by using a recycled metal in a range that does not coarsen the crystal grains at the time of casting.
- the Zr content is 0.05 mass% or more and 0.2 mass% or less, preferably 0.05 mass% or more and 0.10 mass% or less.
- the balance consists of inevitable impurities and Al.
- Inevitable impurities include C, Ni, Na, Ca, V, and Hf. These are easy to be mixed as impurities and are not preferable because they impair the characteristics of automobile undercarriage parts, but it is acceptable if the total is 0.10% by mass or less.
- B is also an impurity, but, similarly to Ti, it has the effect of refining the crystal grains of the ingot and improving the workability during extrusion and forging.
- the content exceeds 300 ppm, coarse crystal precipitates are formed, and the workability described above is lowered. Therefore, the B content is preferably 300 ppm or less.
- the average grain size affects the mechanical properties. When the average crystal grain size exceeds 50 ⁇ m, tensile properties and fatigue properties are lowered.
- the average grain size is preferably 45 ⁇ m or less, more preferably 40 ⁇ m or less.
- the average crystal grain size can be calculated by the intercept method on the short axis. That is, as shown in FIG. 1, after etching the surface or cut surface of the forging material with an appropriate corrosive solution, the photograph is taken with an optical microscope at a magnification of 50 times, and a straight line is drawn in a direction perpendicular to the major axis of the crystal grain size The number of crystal grains on the straight line is measured, and the length of the straight line is divided by the measured number of crystal grains.
- Crystallized area ratio is determined by the amount of additive elements added and their solid solution amounts. If the crystallized area ratio exceeds 3%, the crack propagation path in the impact test increases, so that the fracture toughness and fatigue characteristics decrease.
- the crystallized area ratio is preferably 2.5% or less, more preferably 2.0% or less.
- the crystallized area ratio can be calculated by photographing BEI 400 times with SEM and analyzing the image.
- the average crystallized size is determined by the amount added and the solidification rate. If the average crystallized size exceeds 8 ⁇ m, it tends to be the starting point of cracks in the impact test and the fracture toughness is lowered. Therefore, the average crystallized size is 8 ⁇ m or less, more preferably 6 ⁇ m or less.
- the average crystallized size can be obtained by taking a 400 times BEI with an SEM and converting it into a circle of the same area with analysis software and calculating the average size.
- the aluminum alloy forged material according to the present invention described above can have fracture toughness and fatigue characteristics equivalent to those of an aluminum alloy forged material having an Fe content of 0.4 mass% or less. That is, the aluminum alloy forging according to the present invention can contain more than 0.4% by mass of Fe that is most easily mixed as an impurity. Therefore, it becomes easy to use recycled bullion where the Fe content tends to be high and new bullion with low purity.
- the aluminum alloy forging material according to the present invention described above can be used as automobile undercarriage parts such as an upper arm and a lower arm.
- the automobile underbody part 1 (upper arm) shown to Fig.2 (a) has shown the example forged in the substantially triangular shape by near net shape forming (near net shape forming).
- the automobile undercarriage component 1 has joint portions 5a, 5b, and 5c such as ball joints at the apexes of the triangle, and these are connected to each other by the arm portions 2a and 2b. It has become.
- the arm portions 2a and 2b have ribs extending in the longitudinal directions of the arm portions at respective peripheral portions (both end portions) in the width direction. Referring to FIG. 2, the arm portion 2a has ribs 3a and 3b, and the arm portion 2b has ribs 3a and 3c.
- the arm portions 2a and 2b have webs extending in the longitudinal directions of the arm portions at the center portions in the width direction. Referring to FIG. 2, the arm portion 2a has a web 4a, and the arm portion 2b has a web 4b.
- Each rib 3a, 3b, 3c is common to automobile underbody parts, but is formed with a relatively narrow and thick wall thickness.
- the webs 4a and 4b are common to automobile undercarriage parts, but are formed to be relatively wider and thinner than the ribs 3a, 3b and 3c. Therefore, the arm portion 2a will be described as an example.
- both vertical wall portions correspond to the ribs 3a and 3b
- the central horizontal wall portion corresponds to the web 4a. It becomes a cross-sectional shape.
- the method for producing an aluminum alloy forging according to the present invention includes a casting step S1, a homogenization heat treatment step S2, a heating step S3, a forging step S4, a solution treatment step S5, and a firing step. It includes an entry step S6 and an artificial aging treatment step S7.
- the manufacturing method of the aluminum alloy forging material which concerns on this invention is a process which does not inhibit the desired effect in this invention, it is accept
- the casting step S1 is a step of casting an ingot of aluminum alloy having the above composition. Since the composition has already been described in detail, the description thereof is omitted.
- the amount of hydrogen for example, by bubbling argon gas, nitrogen gas, or chlorine gas using a continuous degassing device such as SNIF, the content in 100 g of aluminum alloy is 0.25 ml or less (0.25 ml / 100 gAl or less).
- the amount of hydrogen is more preferably controlled to 0.15 ml / 100 gAl or less.
- the casting step S1 is preferably performed at a heating temperature of 710 to 810 ° C. and a casting speed of 230 to 330 mm / min. If the heating temperature in the casting step S1 is less than 710 ° C, it takes a long time to dissolve, and the work cannot be performed efficiently. If the heating temperature in the casting step S1 exceeds 810 ° C., the amount of oxide dross generated is large, and the metal loss increases, so that an ingot cannot be obtained efficiently. If the casting speed is less than 230 mm / min, it takes too much casting time and is not efficient. In addition, when the casting speed exceeds 330 mm / min, there is an increased risk of cracking at the center of the ingot.
- the heating temperature is preferably 710 to 750 ° C.
- the casting speed is preferably 200 to 300 mm / min.
- Casting can be performed by a melt casting method such as a continuous casting method, a semi-continuous casting method, or a hot top casting method, and among these, it is preferable to perform the casting by a continuous casting method.
- the casting speed is about 5 to 30% as compared with the case of casting an ingot of a conventional aluminum alloy having an Fe content of 0.4 mass% or less. Can be fast.
- the next homogenization heat treatment step S2 is a step in which the ingot cast in the casting step S1 is subjected to a homogenization heat treatment at 420 to 560 ° C. for 2.5 to 8 hours. If the heating temperature in the homogenization heat treatment step S2 is less than 420 ° C. or the heating time is less than 2.5 hours, the penetration of the crystallized product is insufficient, and the area ratio of the crystallized product increases. It becomes difficult to increase the fracture toughness of the product. On the other hand, when the heating temperature in the homogenization heat treatment step S2 exceeds 560 ° C. or the heating time exceeds 8 hours, the crystallized product is easily dissolved, but the dispersed particles are coarsened.
- the heating temperature in the homogenization heat treatment step S2 is preferably 500 to 540 ° C., and the heating time is preferably 4 to 8 hours.
- the next heating step S3 is a step of heating the ingot homogenized by the homogenization heat treatment step S2 at 470 to 545 ° C. for 0.5 hours or more.
- Fe as in the present invention, has the effect of preventing the movement of grain boundaries after recrystallization by generating dispersed particles (dispersed phase) together with Mn and Cr. For this reason, even if the heating step S3 is sufficiently performed by adding a large amount of Fe, the number and density of dispersed particles can be made the same as those of the conventional material, and coarsening of crystal grains can be prevented. The crystal grains can be kept fine. Therefore, fracture toughness and fatigue characteristics can be maintained at the same level as conventional materials. This effect is obtained by sufficiently heating the ingot in the heating step S3 before performing the forging step S4 as in the present invention, so that the Fe-based crystallized product is dissolved and reduced, and further refined and rounded. It can be embodied.
- the heating temperature in the heating step S3 is less than 470 ° C. or the heating time is less than 0.5 hours, in the case of an aluminum alloy forging containing a large amount of Fe as in the present invention, the Fe-based crystallized material Since solid solution is not satisfactory, fracture toughness and fatigue properties cannot be maintained at the same level as conventional materials.
- the heating temperature exceeds 545 ° C., there is a risk that eutectic melting occurs due to heat generated during processing, and mechanical properties deteriorate due to the generation of voids, which is not preferable.
- the dispersed particles become coarse and low in density due to high-temperature heat treatment, and the effect of refining crystal grains cannot be obtained.
- the heating temperature in the heating step S3 is preferably 520 to 545 ° C.
- the next forging step S4 is a step in which the ingot heated in the heating step S3 is forged at a forging end temperature of 330 ° C. or more and a reduction rate of 50 to 95% to obtain a forged material having a predetermined shape.
- the forging end temperature in the forging step S4 is less than 330 ° C., the residual strain becomes excessive, so that recrystallization is likely to occur and the crystal grains may be coarsened.
- the rolling reduction in the forging step S4 is less than 50%, there is a possibility that the casting defect cannot be crimped, and further, the crystal grains and the crystallized product cannot be made sufficiently small.
- the forging end temperature is preferably as high as possible as long as it does not exceed the heating temperature.
- the forging end temperature is preferably 370 ° C. or more, and the rolling reduction is preferably 70 to 90%.
- Forging under such conditions can be performed by, for example, a mechanical press or a hydraulic press.
- a mechanical press or a hydraulic press As the predetermined shape, in the case of an automobile underbody component, for example, a substantially triangular shape shown in FIGS. 2A and 2B can be used. Of course, this predetermined shape may be the shape of the final product.
- the solution treatment step S5 to be performed next is a step of subjecting the forged material obtained in the forging step S4 to a solution treatment at 480 to 580 ° C. exceeding 0 and within 24 hours.
- a solution treatment it is possible to proceed with solidification of an additive element for increasing the strength during the artificial aging treatment step S7 described later, or to increase the fracture toughness due to the refinement of the crystallized material. If the heating temperature in the solution treatment step S5 is less than 480 ° C. or if the heating time is 0 hour (that is, not performed at all), the solution is not sufficiently formed, so fracture toughness and strength (tensile strength) Fatigue strength) cannot be obtained.
- the heating temperature in the solution treatment step S5 exceeds 580 ° C. or the heating time exceeds 24 hours, the crystal grains become coarse, so the average crystal grain size tends to increase, and fracture toughness and strength ( Tensile strength and 0.2% yield strength) and fatigue properties cannot be obtained.
- the heating temperature in the solution treatment step S5 is preferably 540 to 560 ° C., and the heating time is preferably 2.5 to 8.0 hours.
- the quenching step S6 to be performed next is a step of quenching the forged material solution-treated in the solution treatment step S5 at 75 ° C. or lower. Strength can be improved by quenching.
- the lower limit of the quenching temperature may be about the room temperature of the water to be quenched, that is, about 15 ° C.
- the next artificial aging treatment step S7 is a step of subjecting the forged material quenched in the quenching step S6 to an artificial aging treatment at 160 to 250 ° C. for 0.5 to 20 hours.
- the process from forging process S4 to this artificial aging treatment process S7 is what is called T6 process.
- T6 process By such artificial aging treatment, for example, strength necessary for an automobile underbody part can be obtained. If the heating temperature in the artificial aging treatment step S7 is less than 160 ° C. or the heating time is less than 0.5 hours, sufficient strength, fatigue characteristics and corrosion resistance cannot be obtained. On the other hand, if the heating temperature in the artificial aging treatment step S7 exceeds 250 ° C.
- the heating temperature in the artificial aging treatment step S7 is preferably 170 to 250 ° C., and the heating time is preferably 3 to 12 hours.
- the aluminum content is forged with an Fe content exceeding 0.4% by mass but an Fe content of 0.4% by mass or less. It is possible to produce an aluminum alloy forged material having fracture toughness and fatigue characteristics equivalent to those of the material.
- the aluminum alloy forging material and the manufacturing method thereof according to the present invention will be specifically described with reference to an example that satisfies the requirements of the present invention and a comparative example that does not satisfy the requirements.
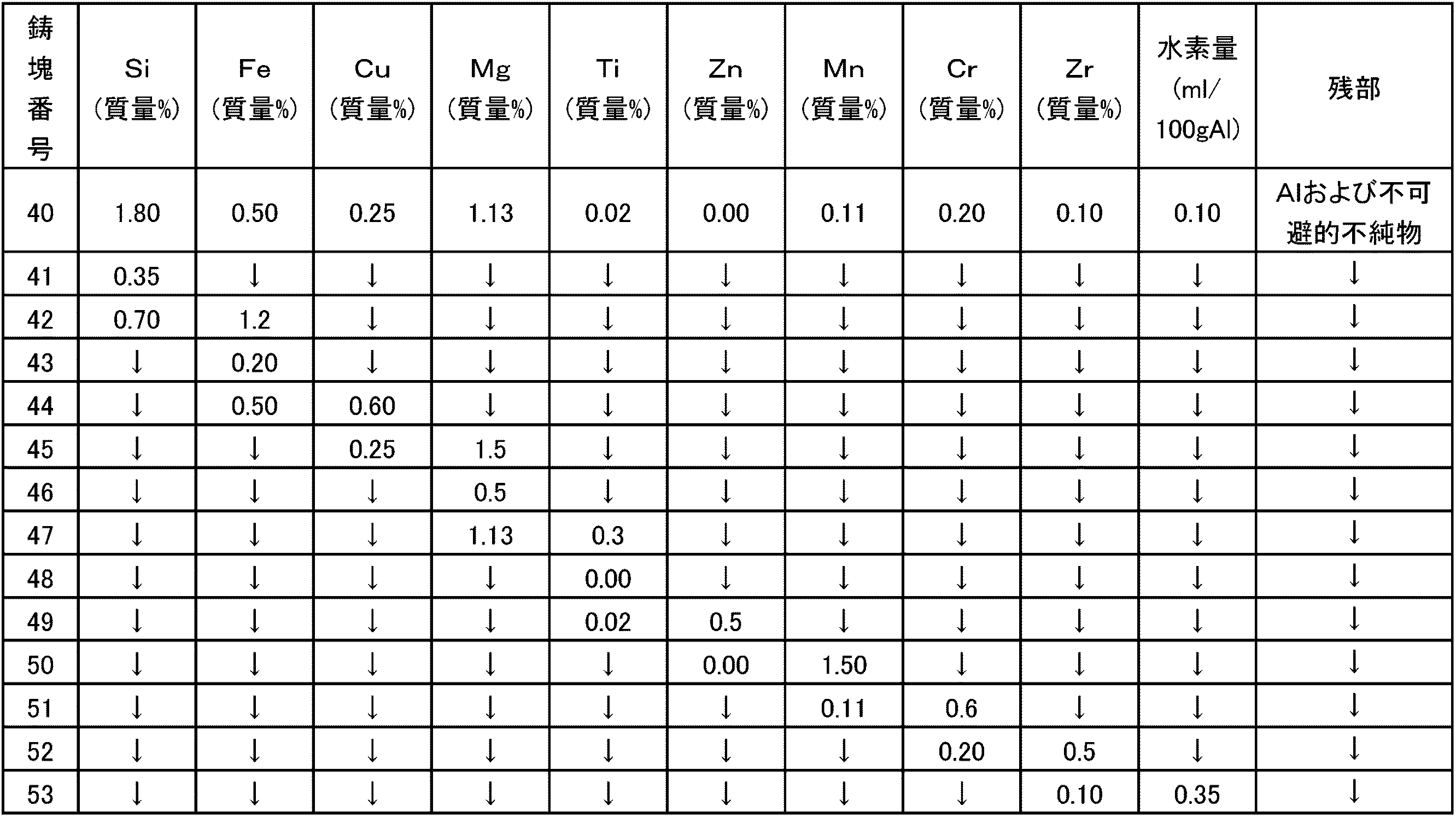
- Aluminum alloy ingots (cast bars with a diameter of 82 mm) having the compositions shown in the ingot numbers 1 to 53 in Tables 1 and 2 below were cast by semi-continuous casting.
- the conditions for semi-continuous casting were a heating temperature of 720 ° C. and a casting speed of 280 mm / min.
- “ ⁇ ” indicates that the numerical value or description written in the upper cell is cited.
- Each of the ingots according to ingot numbers 1 to 53 cast by semi-continuous casting is subjected to homogenization heat treatment under the conditions shown in Table 3 below after chamfering the outer surface to a thickness of 3 mm and cutting to a length of 500 mm. Then, heating, hot die forging using a mechanical press, solution treatment, quenching, and artificial aging treatment were performed to produce forged materials 1 to 53, respectively.
- the average crystal grain size ( ⁇ m) is the number of crystal grains on the straight line by drawing a straight line in the direction perpendicular to the major axis of the crystal grain diameter after photographing the cut surface of the forged material at 50 times with an optical microscope. was calculated by dividing the distance of the straight line by the measured number of crystal grains (see FIG. 1). The average crystal grain size was determined to be 50 ⁇ m or less, and the average crystal grain size exceeding 50 ⁇ m was rejected.
- the crystallized area ratio (%) was calculated by photographing 400 times BEI with an SEM and analyzing the image.
- the crystallized area ratio was 3% or less as acceptable ( ⁇ ), and more than 3% as unacceptable (x).
- the average crystallized size ( ⁇ m) was obtained by taking a 400 times BEI with an SEM and converting it to a circle of the same area with analysis software to calculate the average size.
- 8 ⁇ m or less was determined to be acceptable ( ⁇ )
- the average crystallized size exceeding 8 ⁇ m was determined to be unacceptable (x).
- the mechanical properties are obtained by cutting two tensile test pieces (L direction, No. 4 test piece) from any location along the longitudinal direction of the forging material according to JIS Z 2201, and tensile according to JIS Z 2241. It was set as the mechanical characteristic calculated
- the Charpy impact value (J / cm 2 ) is obtained by cutting out two Charpy specimens (LT direction) from any location along the longitudinal direction of the forged material according to JIS Z 2202, and the center of a 10 mm square bar with a length of 55 mm. A U-notch having a depth of 2 mm and a tip R of 1 mm was added to the U-notch. A Charpy impact value of 20 J / cm 2 or more was accepted and less than 20 J / cm 2 was rejected.
- the rotational bending fatigue strength was measured according to JIS Z 2274.
- the rotational bending fatigue strength was evaluated based on the strength in 10 7 cycles, and 115 MPa or more was accepted ( ⁇ ), and less than 115 MPa was rejected (x).
- the stress corrosion cracking resistance was evaluated by preparing a C-ring-shaped test piece and complying with the ASTM G47 alternate dipping method. Furthermore, assuming that it is used as an automobile undercarriage part, simulating that a tensile stress is applied, the ST direction of the C-ring-shaped test piece is in the L direction of the test piece having the mechanical characteristics. A stress of 75% of the proof stress was added. In this state, immersion in salt water and pulling were repeated for 30 days to observe whether or not stress corrosion cracking occurred in the test piece. With respect to the stress corrosion cracking resistance, a test piece in which stress corrosion cracking did not occur was accepted ( ⁇ ), and a test piece in which stress corrosion cracking occurred was rejected (x).
- Forged materials 1 to 53 average grain size ( ⁇ m), crystallized area ratio (%), average crystallized size ( ⁇ m), mechanical properties, Charpy impact value (J / cm 2 ), rotational bending fatigue strength
- MPa stress corrosion cracking resistance
- the Si content exceeded the upper limit, coarse single Si particles were crystallized and precipitated, and the crystallized area ratio and the average crystallized size were rejected. Further, the elongation, Charpy impact value, rotational bending fatigue strength, and stress corrosion cracking resistance were rejected. Since the forged material 41 had a Si content below the lower limit, the crystal grains became coarse and the average crystal grain size was rejected. Further, the tensile strength, 0.2% proof stress, and rotational bending fatigue strength were rejected.
- the crystallized material such as the Al—Fe—Si intermetallic compound was coarsened, and the crystallized area ratio and the average crystallized size were rejected. Further, the elongation, Charpy impact value, rotational bending fatigue strength, and stress corrosion cracking resistance were rejected. Since the forged material 43 had an Fe content less than the lower limit, the effect of preventing the coarsening of crystal grains could not be obtained, and the crystal grains could not be kept fine. Therefore, the average crystal grain size was rejected, and the tensile strength, 0.2% proof stress, and rotational bending fatigue strength were rejected.
- the forging material 45 since the content of Mg exceeded the upper limit, a crystallized product was easily formed. As a result, the crystallized product area ratio and the average crystallized product size were rejected. Further, the elongation, Charpy impact value, rotational bending fatigue strength, and stress corrosion cracking resistance were rejected. In the forged material 46, the Mg content was less than the lower limit, so that recrystallization was likely to occur. As a result of the coarsening of the crystal grains, the average crystal grain size was rejected. Further, the tensile strength, 0.2% proof stress, rotational bending fatigue strength, and stress corrosion cracking resistance were rejected.
- the forged material 47 had a Ti content exceeding the upper limit, a coarse crystallized product was formed. As a result, the average crystallized product size was rejected. Moreover, the Charpy impact value and rotational bending fatigue strength were rejected. Since the forged material 48 had a Ti content less than the lower limit, the average crystal grain size was rejected as a result of coarsening of the crystal grains. Further, the tensile strength, 0.2% proof stress, and rotational bending fatigue strength were rejected.
- the forged material 49 had a Zn content exceeding the upper limit, the elongation, Charpy impact value, rotational bending fatigue strength, and stress corrosion cracking resistance were rejected.
- the forging 50 since the Mn content exceeded the upper limit, coarse crystallized products were generated. As a result, the crystallized product area ratio and the average crystallized product size were rejected. Further, the elongation, Charpy impact value, and rotational bending fatigue strength were rejected.
- the forged material 51 had a Cr content exceeding the upper limit, a coarse crystallized product was generated. As a result, the crystallized material area ratio and the average crystallized product size were rejected. Further, the elongation, Charpy impact value, and rotational bending fatigue strength were rejected. Since the forged material 52 exceeded the upper limit of the content of Zr, the average crystal grain size was rejected as a result of coarsening of the crystal grains. Further, the rotational bending fatigue strength was rejected. Even if the forging material 53 has a chemical composition and composition satisfying the requirements of the present invention, the hydrogen amount exceeded 0.25 ml / 100 g Al, and bubbles were generated inside the ingot, resulting in strength, elongation, and Charpy impact value. , Rotational bending fatigue strength decreased.
- production number 20 was cracked due to the high casting speed in the casting process. Therefore, the average crystal grain size etc. could not be measured.
- the heating time in the homogenization heat treatment step exceeded the upper limit, so the dispersed particles became coarse and the average crystal grain size was rejected. Further, the tensile strength, 0.2% proof stress, and rotational bending fatigue strength were rejected.
- the heating time in the homogenization heat treatment step was less than the lower limit, so that the crystallized product was insufficiently melted and the crystallized product became large. Therefore, the crystallized area ratio and the average crystallized size were rejected. Moreover, the Charpy impact value and rotational bending fatigue strength were rejected.
- the heating temperature in the heating process exceeded the upper limit, and as a result, the dispersed particles became coarse and low in density, and the effect of refining crystal grains was not obtained. As a result, the average crystal grain size was rejected. Further, the tensile strength, 0.2% proof stress, elongation, Charpy impact value, and rotational bending fatigue strength were rejected. In the production number 26, since the heating temperature in the heating step was less than the lower limit, the solid solution of the Fe-based crystallized product did not progress, and the crystallized product area ratio and the average crystallized product size were rejected. Moreover, the Charpy impact value and rotational bending fatigue strength were rejected.
- the heating time in the heating step was less than the lower limit, so the solid solution of the Fe-based crystallized product did not proceed, and the crystallized product area ratio and the average crystallized product size were rejected. Moreover, the Charpy impact value and rotational bending fatigue strength were rejected.
- the heating temperature in the solution treatment step exceeded the upper limit, the crystal grains became coarse and the average crystal grain size was rejected. Further, the tensile strength, 0.2% proof stress, and rotational bending fatigue strength were rejected. Since the heating temperature in the solution treatment step was less than the lower limit, the production number 32 was insufficient for solutionization, so the crystallized area ratio was rejected, and the tensile strength, 0.2% proof stress, Charpy impact value and rotational bending fatigue strength were rejected. In production number 33, the heating time in the solution treatment step exceeded the upper limit, so the crystal grains became coarse and the average crystal grain size was rejected. Moreover, tensile strength and 0.2% yield strength were disqualified.
- the quenching temperature in the quenching process exceeded the upper limit, so that sufficient quenching did not occur and the strength could not be sufficiently improved. Therefore, the tensile strength, 0.2% proof stress, and rotational bending fatigue strength were rejected.
- Production No. 35 was over-aged because the heating temperature in the artificial aging treatment process exceeded the upper limit, and the tensile strength, 0.2% proof stress, and elongation were lowered, and it was rejected. Moreover, the Charpy impact value and rotational bending fatigue strength were rejected. Production No. 36 was rejected because the heating temperature in the artificial aging treatment step was less than the lower limit, and the tensile strength and 0.2% proof stress were not sufficiently improved. Moreover, the stress corrosion cracking resistance was rejected.
- Production No. 37 was over-aged because the heating time in the artificial aging treatment process exceeded the upper limit, and the tensile strength, 0.2% proof stress, and elongation were reduced, and the production was rejected. Moreover, the Charpy impact value was rejected. Since the heating time in the artificial aging treatment step was less than the lower limit, the production number 38 was rejected because the 0.2% proof stress was not sufficiently improved. Further, the rotating bending fatigue strength and the stress corrosion cracking resistance were rejected.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Forging (AREA)
- Vehicle Body Suspensions (AREA)
Abstract
本発明は、自動車足回り部品などとして使用されるアルミニウム合金鍛造材およびその製造方法を提供するものである。 本発明のアルミニウム合金鍛造材は、Si:0.4質量%以上1.5質量%以下、Fe:0.4質量%超え1.0質量%以下、Cu:0.40質量%以下、Mg:0.8質量%以上1.3質量%以下、Ti:0.01質量%以上0.1質量%以下で含有し、かつZn:0.05質量%以下に規制し、さらにMn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、水素量を0.25ml/100gAl以下に規制し、残部が不可避的不純物およびAlからなり、平均結晶粒径が50μm以下、晶出物面積率が3%以下、平均晶出物サイズが8μm以下としたものである。
Description
本発明は、自動車足回り部品などとして使用されるアルミニウム合金鍛造材およびその製造方法に関する。
アッパーアームやロアアームなどの自動車足回り部品として使用されるアルミニウム合金鍛造材は、従来からさまざまなものが開発されている。
例えば、特許文献1には、Mg:0.5~1.25質量%、Si:0.4~1.4質量%、Cu:0.01~0.7質量%、Fe:0.05~0.4質量%、Mn:0.001~1.0質量%、Cr:0.01~0.35質量%、Ti:0.005~0.1質量%を各々含み、かつZr:0.15質量%未満に規制し、残部がAlおよび不可避的不純物からなるアルミニウム合金鍛造材から構成される自動車足回り部品であって、最大応力発生部位における幅方向断面組織において、最大応力が発生する断面部位の組織で観察される晶出物密度が平均面積率で1.5%以下であり、鍛造の際に生じるパーティングラインを含む断面部位の組織で観察される各粒界析出物同士の間隔が平均間隔で0.7μm以上である自動車足回り部品が記載されている。
また、この特許文献1には、最大応力が発生する断面部位の組織で観察される分散粒子のサイズが平均直径で1200Å以下であるとともに、これら分散粒子の密度が平均面積率で4%以上であり、これらリブの断面組織において観察される再結晶粒の占める面積割合が平均面積率で10%以下であり、更に、これらリブの断面組織に隣接するウエブ(web)の幅方向の断面組織において観察される再結晶粒の占める面積割合が平均面積率で20%以下とすることが記載されている。
さらに、この特許文献1には、前記した所定の組成を有するアルミニウム合金溶湯を平均冷却速度が100℃/s以上で鋳造し、この鋳造した鋳塊を460~570℃の温度範囲に10~1500℃/hrの昇温速度で加熱して、この温度範囲に2hr以上保持する均質化熱処理を施した後に40℃/hr以上の冷却速度で室温まで冷却し、更に熱間鍛造開始温度まで再加熱して熱間金型鍛造するとともに、鍛造終了温度を350℃以上とし、この熱間鍛造後に、530~570℃の温度範囲に20分~8hr保持する溶体化処理を施し、その後、平均冷却速度が200~300℃/sの範囲で焼き入れ処理を行ない、更に、人工時効硬化処理する自動車足回り部品の製造方法が記載されている。
この特許文献1に記載の発明によれば、軽量化形状とした鍛造材自動車足回り部品であっても、高強度化、高靱性化および高耐食性化させることができると記載されている。
自動車足回り部品等に用いられるアルミニウム合金は、FeやSi、Tiなどの不純物により金属間化合物が晶出し、種々の特性に悪影響を及ぼすことが知られている。Feの含有量が多くなると、Al-Fe-Si系金属間化合物が晶出物として晶出し易くなる。この晶出物の晶出形状は、針状となり易く、固くて脆いという特性を有するため、耐破壊靭性と疲労特性に悪影響を及ぼす。
前記した特許文献1に記載の発明は、Feの含有量が0.4質量%以下に制限されており、Feの含有量が0.4質量%を超えると晶出物(Al-Fe-Si系金属間化合物)が粗大化するという問題があった。これに対し本発明者らは晶出物が粗大化して平均晶出物サイズが8μmを超えるようになると、耐破壊靭性と疲労特性が低下する傾向が強くなることを見出した。
本発明は前記問題に鑑みてなされたものであり、Feの含有量が0.4質量%を超えるような場合であっても、Feの含有量が0.4質量%以下のアルミニウム合金鍛造材と同等の耐破壊靭性と疲労特性を有するアルミニウム合金鍛造材およびその製造方法を提供することを課題とする。
本発明に係るアルミニウム合金鍛造材は、Si:0.4質量%以上1.5質量%以下、Fe:0.4質量%超え1.0質量%以下、Cu:0.40質量%以下、Mg:0.8質量%以上1.3質量%以下、Ti:0.01質量%以上0.1質量%以下で含有し、かつZn:0.05質量%以下に規制し、さらにMn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、水素量を0.25ml/100gAl以下に規制し、残部が不可避的不純物およびAlからなり、平均結晶粒径が50μm以下、晶出物面積率が3%以下、平均晶出物サイズが8μm以下である。
本発明に係るアルミニウム合金鍛造材においては、Si、Cu、Mgを前述の範囲で含有することにより、例えば自動車足回り部品として必要な強度を得ることができる。Tiを前述の範囲で含有することにより、鋳造組織を微細化することができる。またMn、Cr、Zrを前述の範囲で含有することにより、溶体化時の再結晶を抑制させ、微細結晶とすることができる。そのため、疲労特性を確保することができる。そして、水素量をこのような範囲とすることにより、ピンホールや膨れなどを抑制し、破壊靱性や疲労特性だけでなく強度や伸び等の諸特性を確保することができる。そして、本発明においては、Feをこのように多く含有させ、後記するように鍛造前に特定の条件の加熱工程を実施することで、Feを含有する晶出物の減少、微細化、および丸形状化を図るとともに結晶粒の微細化を図っている。平均結晶粒径と、晶出物面積率と、平均晶出物サイズとを特定の値以下に制御することによって耐食性、耐破壊靱性、疲労特性を確保している。
本発明に係るアルミニウム合金鍛造材の製造方法は、前記したアルミニウム合金鍛造材を製造するための製造方法であって、加熱温度710~810℃かつ鋳造速度200~330mm/分で、Si:0.4質量%以上1.5質量%以下、Fe:0.4質量%超え1.0質量%以下、Cu:0.40質量%以下、Mg:0.8質量%以上1.3質量%以下、Ti:0.01質量%以上0.1質量%以下で含有し、かつZn:0.05質量%以下に規制し、さらにMn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、水素量を0.25ml/100gAl以下に規制し、残部が不可避的不純物およびAlからなるアルミニウム合金の鋳塊を鋳造する鋳造工程と、前記鋳塊を420~560℃で2.5~8時間均質化熱処理する均質化熱処理工程と、前記均質化熱処理した鋳塊を470~545℃で0.5時間以上加熱する加熱工程と、前記加熱した鋳塊を鍛造終了温度330℃以上、圧下率50~95%で鍛造して所定の形状の鍛造材を得る鍛造工程と、前記鍛造材を480~580℃で0を超え24時間以内
で溶体化処理する溶体化処理工程と、前記溶体化処理した鍛造材を75℃以下で焼入れする焼入工程と、前記焼入れした鍛造材を160~250℃で0.5~20時間人工時効処理する人工時効処理工程とを含む。
で溶体化処理する溶体化処理工程と、前記溶体化処理した鍛造材を75℃以下で焼入れする焼入工程と、前記焼入れした鍛造材を160~250℃で0.5~20時間人工時効処理する人工時効処理工程とを含む。
本発明においては、前記した組成のアルミニウム合金の鋳塊を用いて鍛造を行う前に特定の条件の加熱工程を実施することで鋳塊を十分に加熱し、Feを含有する晶出物の減少、微細化、および丸形状化を図るとともに結晶粒の微細化を図ることができる。これにより、平均結晶粒径と、晶出物面積率と、平均晶出物サイズとを特定の値以下に制御し、これにより耐食性、耐破壊靱性、疲労特性を確保することとしている。また、鍛造後の溶体化処理、焼入れ、人工時効処理により、例えば自動車足回り部品として必要な強度を確保している。
本発明に係るアルミニウム合金鍛造材は、Feの含有量が0.4質量%を超えているが、晶出物や結晶粒の粗大化を抑制し、かつ晶出物面積率も抑制したため、Feの含有量が0.4質量%以下のアルミニウム合金鍛造材と同等の耐破壊靭性と疲労特性を有している。また、Feを1.0質量%まで含有させることができるので、市中屑のリサイクル地金の配合率を増加することや、純度の低い新地金を使用することができる。
本発明に係るアルミニウム合金鍛造材の製造方法によると、Feの含有量が0.4質量%を超えているが晶出物や結晶粒の粗大化が抑制され、かつ晶出物面積率も抑制されたアルミニウム合金鍛造材を製造することができる。
そのため、かかる製造方法によって製造されたアルミニウム合金鍛造材に、Feの含有量が0.4質量%以下のアルミニウム合金鍛造材と同等の耐破壊靭性と疲労特性を有するようにすることができる。また、市中屑のリサイクル地金の配合率を増加させることや、純度の低い新地金を使用することもできる。
また、本発明に係るアルミニウム合金鍛造材の製造方法によると、Feを多く含んでいるのでひけ割れ(shrinkage cracks)が生じ難い。そのため、鋳造速度を速くすることができる。
そのため、かかる製造方法によって製造されたアルミニウム合金鍛造材に、Feの含有量が0.4質量%以下のアルミニウム合金鍛造材と同等の耐破壊靭性と疲労特性を有するようにすることができる。また、市中屑のリサイクル地金の配合率を増加させることや、純度の低い新地金を使用することもできる。
また、本発明に係るアルミニウム合金鍛造材の製造方法によると、Feを多く含んでいるのでひけ割れ(shrinkage cracks)が生じ難い。そのため、鋳造速度を速くすることができる。
1 自動車足回り部品
2a、2b アーム部
3a、3b、3c リブ
4a、4b ウエブ
5a、5b、5c ジョイント部
S1 鋳造工程
S2 均質化熱処理工程
S3 加熱工程
S4 鍛造工程
S5 溶体化処理工程
S6 焼入工程
S7 人工時効処理工程
2a、2b アーム部
3a、3b、3c リブ
4a、4b ウエブ
5a、5b、5c ジョイント部
S1 鋳造工程
S2 均質化熱処理工程
S3 加熱工程
S4 鍛造工程
S5 溶体化処理工程
S6 焼入工程
S7 人工時効処理工程
以下、本発明に係るアルミニウム合金鍛造材およびその製造方法について詳細に説明する。
まず、本発明に係るアルミニウム合金鍛造材について説明する。
本発明に係るアルミニウム合金鍛造材は、Si:0.4質量%以上1.5質量%以下、Fe:0.4質量%超え1.0質量%以下、Cu:0.40質量%以下、Mg:0.8質量%以上1.3質量%以下、Ti:0.01質量%以上0.1質量%以下で含有し、かつZn:0.05質量%以下に規制し、さらにMn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、水素量を0.25ml/100gAl以下に規制し、残部が不可避的不純物およびAlからなり、平均結晶粒径が50μm以下、晶出物面積率が3%以下、平均晶出物サイズが8μm以下である。
以下、各構成要件について分説する。
本発明に係るアルミニウム合金鍛造材は、Si:0.4質量%以上1.5質量%以下、Fe:0.4質量%超え1.0質量%以下、Cu:0.40質量%以下、Mg:0.8質量%以上1.3質量%以下、Ti:0.01質量%以上0.1質量%以下で含有し、かつZn:0.05質量%以下に規制し、さらにMn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、水素量を0.25ml/100gAl以下に規制し、残部が不可避的不純物およびAlからなり、平均結晶粒径が50μm以下、晶出物面積率が3%以下、平均晶出物サイズが8μm以下である。
以下、各構成要件について分説する。
(Si:0.4質量%以上1.5質量%以下)
Siは、Mgとともに人工時効処理により、主として針状のβ”相として結晶粒内に析出し、高強度(耐力)化に寄与する必須の元素である。Siの含有量が少な過ぎると、結晶粒が粗大化し、また人工時効処理で十分な強度(引張強さおよび0.2%耐力)と疲労特性を得ることができない。一方、Siの含有量が多過ぎると、連続鋳造時および溶体化処理後の焼き入れ途中で、粗大な単体Si粒子が晶出および析出して、耐食性と耐破壊靭性を低下させる。また、過剰Siが多くなって、高耐食性と高耐破壊靭性を得ることができない。さらに伸びが低くなるなど、加工性も阻害する。したがって、Siの含有量は0.4質量%以上1.5質量%以下、好ましくは0.6%以上1.0質量%以下とする。
Siは、Mgとともに人工時効処理により、主として針状のβ”相として結晶粒内に析出し、高強度(耐力)化に寄与する必須の元素である。Siの含有量が少な過ぎると、結晶粒が粗大化し、また人工時効処理で十分な強度(引張強さおよび0.2%耐力)と疲労特性を得ることができない。一方、Siの含有量が多過ぎると、連続鋳造時および溶体化処理後の焼き入れ途中で、粗大な単体Si粒子が晶出および析出して、耐食性と耐破壊靭性を低下させる。また、過剰Siが多くなって、高耐食性と高耐破壊靭性を得ることができない。さらに伸びが低くなるなど、加工性も阻害する。したがって、Siの含有量は0.4質量%以上1.5質量%以下、好ましくは0.6%以上1.0質量%以下とする。
(Fe:0.4質量%超え1.0質量%以下)
Feは、Mn、Crとともに分散粒子(分散相)を生成して再結晶後の粒界移動を妨げ、結晶粒の粗大化を防止するとともに、結晶粒を微細化させる効果がある。
ここで、Feの含有量が0.4質量%以下である従来のアルミニウム合金鍛造材の場合、高温で加熱処理すると分散粒子の固溶も進むため再結晶によって結晶粒が粗大化し易くなる。
本発明のようにFeを多く含有させると、分散粒子の密度が上がるため高い温度で加熱しても再結晶を抑制することができる。また、後記するように、本発明のように鍛造工程を行う前にこの加熱工程で鋳塊を十分に加熱しておくことでFe系晶出物を固溶させて減少させ、さらに微細化および丸形化させることができる。そのため、分散粒子の密度を従来材と同程度とすることが可能となる。なお、加熱工程については後に詳述する。
Feは、Mn、Crとともに分散粒子(分散相)を生成して再結晶後の粒界移動を妨げ、結晶粒の粗大化を防止するとともに、結晶粒を微細化させる効果がある。
ここで、Feの含有量が0.4質量%以下である従来のアルミニウム合金鍛造材の場合、高温で加熱処理すると分散粒子の固溶も進むため再結晶によって結晶粒が粗大化し易くなる。
本発明のようにFeを多く含有させると、分散粒子の密度が上がるため高い温度で加熱しても再結晶を抑制することができる。また、後記するように、本発明のように鍛造工程を行う前にこの加熱工程で鋳塊を十分に加熱しておくことでFe系晶出物を固溶させて減少させ、さらに微細化および丸形化させることができる。そのため、分散粒子の密度を従来材と同程度とすることが可能となる。なお、加熱工程については後に詳述する。
Feの含有量が少な過ぎると、これらの効果が無い。一方、Feの含有量が多過ぎると、Al-Fe-Si系金属間化合物などの晶出物が粗大化する。粗大化した晶出物は、耐破壊靭性および疲労特性、耐食性などを劣化させる。また耐破壊靱性が低下することで伸びも低下する。したがって、Feの含有量は0.4質量%超え1.0質量%以下、好ましくは0.4質量%超え0.7質量%以下とする。
(Cu:0.40質量%以下)
Cuは、固溶強化にて強度の向上に寄与する他、時効処理に際して、最終製品の時効硬化を著しく促進する効果も有する。しかしながら、Cuの含有量が多過ぎると、Al合金鍛造材の応力腐食割れや粒界腐食の感受性を著しく高め、Al合金鍛造材の耐食性や耐久性を低下させる。したがって、Cuの含有量は0.40質量%以下とする。好ましくは0.10質量%以上とし、より好ましくは0.2質量%以上0.4質量%以下、さらに好ましくは0.2質量%以上0.3質量%以下とする。
Cuは、固溶強化にて強度の向上に寄与する他、時効処理に際して、最終製品の時効硬化を著しく促進する効果も有する。しかしながら、Cuの含有量が多過ぎると、Al合金鍛造材の応力腐食割れや粒界腐食の感受性を著しく高め、Al合金鍛造材の耐食性や耐久性を低下させる。したがって、Cuの含有量は0.40質量%以下とする。好ましくは0.10質量%以上とし、より好ましくは0.2質量%以上0.4質量%以下、さらに好ましくは0.2質量%以上0.3質量%以下とする。
(Mg:0.8質量%以上1.3質量%以下)
Mgは、Siとともに人工時効処理により、主として針状のβ”相として結晶粒内に析出し、自動車足回り部品の高強度(耐力)化に寄与する必須の元素である。Mgの含有量が少な過ぎると、人工時効処理時の時効硬化量が低下する。また再結晶が生じやすくなるため、結晶粒粗大化がおこりやすい。Mg2Siになれない単体Siにより耐食性も低下する。一方、Mgの含有量が多過ぎると、晶出物を形成しやすくなり、さらに強度(耐力)が高くなり過ぎるため鍛造性を阻害する。また、溶体化処理後の焼き入れ途中に強度向上に寄与しない多量のMg2Siが析出し、却って、強度、耐破壊靭性、耐食性などを低下させる。したがって、Mg含有量は0.8質量%以上1.3質量%以下、好ましくは0.85質量%以上1.2質量%以下、より好ましくは1.0質量%以上1.2質量%以下とする。
Mgは、Siとともに人工時効処理により、主として針状のβ”相として結晶粒内に析出し、自動車足回り部品の高強度(耐力)化に寄与する必須の元素である。Mgの含有量が少な過ぎると、人工時効処理時の時効硬化量が低下する。また再結晶が生じやすくなるため、結晶粒粗大化がおこりやすい。Mg2Siになれない単体Siにより耐食性も低下する。一方、Mgの含有量が多過ぎると、晶出物を形成しやすくなり、さらに強度(耐力)が高くなり過ぎるため鍛造性を阻害する。また、溶体化処理後の焼き入れ途中に強度向上に寄与しない多量のMg2Siが析出し、却って、強度、耐破壊靭性、耐食性などを低下させる。したがって、Mg含有量は0.8質量%以上1.3質量%以下、好ましくは0.85質量%以上1.2質量%以下、より好ましくは1.0質量%以上1.2質量%以下とする。
(Ti:0.01質量%以上0.1質量%以下)
Tiは、鋳塊の結晶粒を微細化する効果がある。Tiの含有量が少な過ぎるとこの効果が発揮されない。また、結晶粒が粗大化し、強度が低下する。結果として疲労強度も低下する。しかし、Tiの含有量が多過ぎると、粗大な晶出物を形成し、耐破壊靱性が低下する。粗大な晶出物が破壊の起点となり、疲労特性を低下させる。したがって、Tiの含有量は0.01質量%以上0.1質量%以下、好ましくは0.01質量%以上0.05質量%以下とする。
Tiは、鋳塊の結晶粒を微細化する効果がある。Tiの含有量が少な過ぎるとこの効果が発揮されない。また、結晶粒が粗大化し、強度が低下する。結果として疲労強度も低下する。しかし、Tiの含有量が多過ぎると、粗大な晶出物を形成し、耐破壊靱性が低下する。粗大な晶出物が破壊の起点となり、疲労特性を低下させる。したがって、Tiの含有量は0.01質量%以上0.1質量%以下、好ましくは0.01質量%以上0.05質量%以下とする。
(Zn:0.05質量%以下に規制)
不純物として混入し易いZnは、自動車足回り部品の特性を阻害するので含有しないのが好ましいが、0.05質量%以下であれば自動車足回り部品の特性を阻害しないため許容される。しかしながら、Znの含有量が0.05質量%を超えると、耐破壊靱性、耐食性、伸びおよび疲労特性の低下が起こる。
なお、Znの0.05質量%以下の規制は、例えば、新地金を使用する場合やリサイクル地金を使用する場合であって、当該リサイクル地金中のZnの含有量が0.05質量%以下である場合は、当該新地金およびリサイクル地金をそのまま使用することができるが、Znの含有量が0.05質量%を超えるリサイクル地金を使用する場合は、Znの含有量が0.05質量%以下の新地金と混合し、Znの含有量を0.05質量%以下にしてから使用することができる。
不純物として混入し易いZnは、自動車足回り部品の特性を阻害するので含有しないのが好ましいが、0.05質量%以下であれば自動車足回り部品の特性を阻害しないため許容される。しかしながら、Znの含有量が0.05質量%を超えると、耐破壊靱性、耐食性、伸びおよび疲労特性の低下が起こる。
なお、Znの0.05質量%以下の規制は、例えば、新地金を使用する場合やリサイクル地金を使用する場合であって、当該リサイクル地金中のZnの含有量が0.05質量%以下である場合は、当該新地金およびリサイクル地金をそのまま使用することができるが、Znの含有量が0.05質量%を超えるリサイクル地金を使用する場合は、Znの含有量が0.05質量%以下の新地金と混合し、Znの含有量を0.05質量%以下にしてから使用することができる。
(Mn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有)
これらのうち、MnとCrは、均質化熱処理時およびその後の熱間鍛造時に、Fe、Mn、Cr、Si、Alなどがその含有量に応じて選択的に結合したAl-Mn系、Al-Cr系金属間化合物からなる分散粒子(分散相)を生成する。このような分散粒子(分散相)としては、例えばAl-(Fe、Mn、Cr)-Si化物や(Fe、Mn、Cr)3SiAl12 などを挙げることができる。
これらのうち、MnとCrは、均質化熱処理時およびその後の熱間鍛造時に、Fe、Mn、Cr、Si、Alなどがその含有量に応じて選択的に結合したAl-Mn系、Al-Cr系金属間化合物からなる分散粒子(分散相)を生成する。このような分散粒子(分散相)としては、例えばAl-(Fe、Mn、Cr)-Si化物や(Fe、Mn、Cr)3SiAl12 などを挙げることができる。
製造条件にもよるが、MnとCrによるこれらの分散粒子は、微細で高密度かつ均一に分散して再結晶後の粒界移動を妨げる効果がある。そのため、結晶粒の粗大化を防止することにより結晶粒を微細なまま維持させることができる。
MnとCrの含有量が少な過ぎると、これらの効果が期待できず、結晶粒が粗大化して、強度や耐破壊靭性が低下する。一方、これらの元素の過剰な含有は溶解、鋳造時に金属間化合物である粗大な晶出物を生成し易く、破壊の起点となり、耐破壊靭性や疲労特性を低下させる原因となる。なお、耐破壊靱性は伸びと比例関係があり、伸びも低下する。このため、MnおよびCrのうちの少なくとも一方を含有させるとともに、Mnの含有量は0.01質量%以上1.0質量%以下、好ましくは0.1質量%以上0.3質量%以下とし、Crの含有量は0.1質量%以上0.4質量%以下、好ましくは0.10質量%以上0.3質量%以下、より好ましくは0.10質量%以上0.15質量%以下とする。
Zrは、MnおよびCrと同様に分散粒子(分散相)を生成する。Zrの場合、Tiを含む場合など鋳造の条件によっては、却って鋳塊の結晶粒微細化を阻害する要因となる。特にZrは、Ti-Zrの化合物を生成して、TiB2の結晶粒微細化を阻害し、結晶粒を粗大化させる要因となる。また、疲労特性を低下させる要因ともなる。したがって、本発明では、リサイクル地金を使用することなどにより不純物として含まれるZrを、鋳造時の結晶粒を粗大化させない範囲で添加するのが望ましい。具体的には、Zrの含有量は0.05質量%以上0.2質量%以下、好ましくは0.05質量%以上0.10質量%以下とする。
(水素量:0.25ml/100gAl以下)
水素(H2)は不純物として混入し易く、特に、鍛造材の加工度が小さくなる場合、水素に起因する気泡が鍛造等加工で圧着せず、ブリスターが発生し、破壊の起点となるため、強度、耐破壊靭性や疲労特性を著しく低下させる。特に、高強度化した自動車足回り部品などにおいては、この水素による影響が大きい。したがって、Al100g当たりの水素量は0.25ml以下とするが、できるだけ少ない含有量とすることが好ましいことはいうまでもない。
水素(H2)は不純物として混入し易く、特に、鍛造材の加工度が小さくなる場合、水素に起因する気泡が鍛造等加工で圧着せず、ブリスターが発生し、破壊の起点となるため、強度、耐破壊靭性や疲労特性を著しく低下させる。特に、高強度化した自動車足回り部品などにおいては、この水素による影響が大きい。したがって、Al100g当たりの水素量は0.25ml以下とするが、できるだけ少ない含有量とすることが好ましいことはいうまでもない。
(残部)
残部は、不可避的不純物およびAlからなる。不可避的不純物としては、C、Ni、Na、Ca、V、Hfが挙げられる。これらは不純物として混入し易く、自動車足回り部品の特性を阻害するので含有しないのが好ましいが、合計で0.10質量%以下であれば許容できる。
残部は、不可避的不純物およびAlからなる。不可避的不純物としては、C、Ni、Na、Ca、V、Hfが挙げられる。これらは不純物として混入し易く、自動車足回り部品の特性を阻害するので含有しないのが好ましいが、合計で0.10質量%以下であれば許容できる。
また、Bも不純物であるが、Tiと同様、鋳塊の結晶粒を微細化し、押出や鍛造時の加工性を向上させる効果もある。しかし、300ppmを超えて含有されると、やはり粗大な晶析出物を形成し、前記した加工性を低下させる。したがって、Bの含有量は300ppm以下とするのが好ましい。
(平均結晶粒径:50μm以下)
平均結晶粒径は、機械的性質に影響する。平均結晶粒径が50μmを超えると引張特性、疲労特性が低くなる。平均結晶粒径は、好ましくは45μm以下、より好ましくは40μm以下とする。
平均結晶粒径は、機械的性質に影響する。平均結晶粒径が50μmを超えると引張特性、疲労特性が低くなる。平均結晶粒径は、好ましくは45μm以下、より好ましくは40μm以下とする。
平均結晶粒径は、短軸における切片法にて算出することができる。つまり、図1に示すように、鍛造材の表面または切断面を適当な腐食液にてエッチング後、光学顕微鏡にて50倍で撮影し、結晶粒径の長軸と直交する方向に直線を引いて当該直線上の結晶粒数を測定し、測定した結晶粒数で直線の長さを除することにより算出することができる。
(晶出物面積率:3%以下)
晶出物面積率は、添加元素の添加量とそれらの固溶量等によって決まる。晶出物面積率が3%を超えると、衝撃試験における亀裂伝播経路が多くなるため耐破壊靱性と疲労特性が低下する。晶出物面積率は、好ましくは2.5%以下、より好ましくは2.0%以下とする。
晶出物面積率は、添加元素の添加量とそれらの固溶量等によって決まる。晶出物面積率が3%を超えると、衝撃試験における亀裂伝播経路が多くなるため耐破壊靱性と疲労特性が低下する。晶出物面積率は、好ましくは2.5%以下、より好ましくは2.0%以下とする。
晶出物面積率は、SEMにて400倍のBEIを撮影し、画像解析することによって算出することができる。
(平均晶出物サイズ:8μm以下)
平均晶出物サイズは、添加量と凝固速度等によって決定される。平均晶出物サイズが8μmを超えると衝撃試験における亀裂の起点となりやすく、耐破壊靱性が低下することになる。したがって、平均晶出物サイズは8μm以下とし、より好ましくは6μm以下とする。
平均晶出物サイズは、添加量と凝固速度等によって決定される。平均晶出物サイズが8μmを超えると衝撃試験における亀裂の起点となりやすく、耐破壊靱性が低下することになる。したがって、平均晶出物サイズは8μm以下とし、より好ましくは6μm以下とする。
平均晶出物サイズは、SEMにて400倍のBEIを撮影し、解析ソフトにて同面積の円に換算させて平均サイズを算出することで求めることができる。
以上に説明した本発明に係るアルミニウム合金鍛造材は、Feの含有量が0.4質量%以下のアルミニウム合金鍛造材と同等の耐破壊靭性と疲労特性を有することができる。つまり、本発明に係るアルミニウム合金鍛造材は、不純物として最も混入し易いFeを、0.4質量%を超えて含有させることができる。そのため、Feの含有量が高くなり易いリサイクル地金の使用や、純度の低い新地金の使用が容易になる。
以上に説明した本発明に係るアルミニウム合金鍛造材は、アッパーアームやロアアームなどの自動車足回り部品として利用することができる。
なお、図2(a)に示す自動車足回り部品1(アッパーアーム)は、ニア・ネット・シェイプ成形(near net shape forming)により略三角形状に鍛造した例を示している。
具体的に説明すると、自動車足回り部品1は、三角形の各頂点部分に、ボールジョイントなどのジョイント部5a、5b、5cを有しており、これらをアーム部2a、2bで各々繋いだ形状となっている。アーム部2a、2bは、その幅方向の各周縁部(両側端部)に、アーム部の各長手方向にわたって延在するリブを有している。図2を参考にして説明すると、アーム部2aはリブ3a、3bを有し、アーム部2bはリブ3a、3cを有している。また、アーム部2a、2bは、その幅方向の各中央部に、アーム部の各長手方向にわたって延在するウエブを有している。図2を参考にして説明すると、アーム部2aはウエブ4aを有し、アーム部2bはウエブ4bを有している。
具体的に説明すると、自動車足回り部品1は、三角形の各頂点部分に、ボールジョイントなどのジョイント部5a、5b、5cを有しており、これらをアーム部2a、2bで各々繋いだ形状となっている。アーム部2a、2bは、その幅方向の各周縁部(両側端部)に、アーム部の各長手方向にわたって延在するリブを有している。図2を参考にして説明すると、アーム部2aはリブ3a、3bを有し、アーム部2bはリブ3a、3cを有している。また、アーム部2a、2bは、その幅方向の各中央部に、アーム部の各長手方向にわたって延在するウエブを有している。図2を参考にして説明すると、アーム部2aはウエブ4aを有し、アーム部2bはウエブ4bを有している。
各リブ3a、3b、3cは、自動車足回り部品に共通しているが、比較的幅狭かつ厚い肉厚で形成されている。これに比して、各ウエブ4a、4bは、自動車足回り部品に共通しているが、リブ3a、3b、3cよりも比較的広幅かつ薄い肉厚で形成されている。このため、アーム部2aを例示して説明すると、図2(b)に示すように、両縦壁部分がリブ3a、3bに相当し、中央の横壁部分がウエブ4aに相当する略H型の断面形状となる。
次に、本発明に係るアルミニウム合金鍛造材の製造方法について説明する。
図3に示すように、本発明に係るアルミニウム合金鍛造材の製造方法は、鋳造工程S1と、均質化熱処理工程S2と、加熱工程S3と、鍛造工程S4と、溶体化処理工程S5と、焼入工程S6と、人工時効処理工程S7とを含む。この順で実施することで前記したアルミニウム合金鍛造材を製造することができる。
なお、本発明に係るアルミニウム合金鍛造材の製造方法には、本発明における所望の効果を阻害しない工程であれば、他の工程をさらに含むことは許容される。そのような工程としては、例えば、均質化熱処理工程と加熱工程の間に行う押出工程や、加熱工程と鍛造工程の間に行うフォージングロール(forging roll)工程などが例示できる。
図3に示すように、本発明に係るアルミニウム合金鍛造材の製造方法は、鋳造工程S1と、均質化熱処理工程S2と、加熱工程S3と、鍛造工程S4と、溶体化処理工程S5と、焼入工程S6と、人工時効処理工程S7とを含む。この順で実施することで前記したアルミニウム合金鍛造材を製造することができる。
なお、本発明に係るアルミニウム合金鍛造材の製造方法には、本発明における所望の効果を阻害しない工程であれば、他の工程をさらに含むことは許容される。そのような工程としては、例えば、均質化熱処理工程と加熱工程の間に行う押出工程や、加熱工程と鍛造工程の間に行うフォージングロール(forging roll)工程などが例示できる。
鋳造工程S1は、前記した組成を有するアルミニウム合金の鋳塊を鋳造する工程である。組成については既に詳述しているので説明を省略する。
なお、水素量は、例えばアルゴンガス、窒素ガス、または塩素ガスをSNIFなどの連続脱ガス装置を使用してバブリングすることにより、アルミニウム合金100g中の含有量を0.25ml以下(0.25ml/100gAl以下)に制御することができる。なお、水素量は、0.15ml/100gAl以下に制御するのがより好ましい。
なお、水素量は、例えばアルゴンガス、窒素ガス、または塩素ガスをSNIFなどの連続脱ガス装置を使用してバブリングすることにより、アルミニウム合金100g中の含有量を0.25ml以下(0.25ml/100gAl以下)に制御することができる。なお、水素量は、0.15ml/100gAl以下に制御するのがより好ましい。
鋳造工程S1は、加熱温度710~810℃かつ鋳造速度230~330mm/分で行うのが好ましい。
鋳造工程S1における加熱温度が710℃未満であると溶解時間がかかり、効率よく作業することができない。また、鋳造工程S1における加熱温度が810℃を超えると酸化物であるドロス(dross)の発生量が多く、メタルロスが増えるため効率よく鋳塊を得ることができない。
鋳造速度が230mm/分未満であると鋳造時間がかかりすぎ効率的でない。また、鋳造速度が330mm/分を超えると鋳塊中央部に割れが発生する危険が高まる。
なお、加熱温度は710~750℃とするのが好ましく、鋳造速度は200~300mm/分とするのが好ましい。
鋳造は、連続鋳造法、半連続鋳造法、ホットトップ鋳造法などの溶解鋳造法により行うことができるが、中でも連続鋳造法により行うのが好ましい。
鋳造工程S1における加熱温度が710℃未満であると溶解時間がかかり、効率よく作業することができない。また、鋳造工程S1における加熱温度が810℃を超えると酸化物であるドロス(dross)の発生量が多く、メタルロスが増えるため効率よく鋳塊を得ることができない。
鋳造速度が230mm/分未満であると鋳造時間がかかりすぎ効率的でない。また、鋳造速度が330mm/分を超えると鋳塊中央部に割れが発生する危険が高まる。
なお、加熱温度は710~750℃とするのが好ましく、鋳造速度は200~300mm/分とするのが好ましい。
鋳造は、連続鋳造法、半連続鋳造法、ホットトップ鋳造法などの溶解鋳造法により行うことができるが、中でも連続鋳造法により行うのが好ましい。
本発明ではFeを多く含有させることで溶湯の粘性を高くし、凝固収縮によるひけ(shrinkage)の発生量を抑えている。そのため、連続鋳造におけるひけ割れを生じ難くすることができる。したがって、鋳造工程S1として連続鋳造法を採用した場合、Feの含有量が0.4質量%以下である従来のアルミニウム合金の鋳塊を鋳造するときと比較して鋳造速度を5~30%程度速くすることができる。
次に行う均質化熱処理工程S2は、前記鋳造工程S1で鋳造した鋳塊を420~560℃で2.5~8時間均質化熱処理する工程である。
均質化熱処理工程S2における加熱温度が420℃未満であったり、加熱時間が2.5時間未満であったりすると、晶出物の溶込みが不足し、晶出物の面積率が大きくなるため、製品の高耐破壊靭性化を図ることが難しくなる。一方、均質化熱処理工程S2における加熱温度が560℃を超えたり、加熱時間が8時間を超えたりすると、晶出物は溶け込み易いものの、分散粒子が粗大化するため、これを均一で微細にかつ高密度に分散(以下、微細均一分散という。)させることができない。つまり、結晶粒の微細化効果が損なわれるため、平均結晶粒径が大きくなる。
なお、均質化熱処理工程S2における加熱温度は500~540℃とするのが好ましく、加熱時間は4~8時間とするのが好ましい。
均質化熱処理工程S2における加熱温度が420℃未満であったり、加熱時間が2.5時間未満であったりすると、晶出物の溶込みが不足し、晶出物の面積率が大きくなるため、製品の高耐破壊靭性化を図ることが難しくなる。一方、均質化熱処理工程S2における加熱温度が560℃を超えたり、加熱時間が8時間を超えたりすると、晶出物は溶け込み易いものの、分散粒子が粗大化するため、これを均一で微細にかつ高密度に分散(以下、微細均一分散という。)させることができない。つまり、結晶粒の微細化効果が損なわれるため、平均結晶粒径が大きくなる。
なお、均質化熱処理工程S2における加熱温度は500~540℃とするのが好ましく、加熱時間は4~8時間とするのが好ましい。
次に行う加熱工程S3は、前記均質化熱処理工程S2で均質化熱処理した鋳塊を470~545℃で0.5時間以上加熱する工程である。
前記したように、本発明のようにFeは、Mn、Crとともに分散粒子(分散相)を生成して再結晶後の粒界移動を妨げる効果がある。そのため、Feを多く添加することで十分な加熱工程S3を行っても、分散粒子の数や密度を従来材と同程度とすることが可能となり、結晶粒の粗大化を防止することができるので、結晶粒を微細なまま維持させることが可能となる。よって、耐破壊靱性、疲労特性を従来材と同程度に維持させることができる。この効果は、本発明のように鍛造工程S4を行う前にこの加熱工程S3で鋳塊を十分に加熱し、Fe系晶出物を固溶させて減少させ、さらに微細化および丸形化させることで具現することができる。
前記したように、本発明のようにFeは、Mn、Crとともに分散粒子(分散相)を生成して再結晶後の粒界移動を妨げる効果がある。そのため、Feを多く添加することで十分な加熱工程S3を行っても、分散粒子の数や密度を従来材と同程度とすることが可能となり、結晶粒の粗大化を防止することができるので、結晶粒を微細なまま維持させることが可能となる。よって、耐破壊靱性、疲労特性を従来材と同程度に維持させることができる。この効果は、本発明のように鍛造工程S4を行う前にこの加熱工程S3で鋳塊を十分に加熱し、Fe系晶出物を固溶させて減少させ、さらに微細化および丸形化させることで具現することができる。
加熱工程S3における加熱温度が470℃未満であったり、加熱時間が0.5時間未満であったりすると、本発明のようにFeを多く含有するアルミニウム合金鍛造材の場合、Fe系晶出物の固溶がすすまないため、耐破壊靱性、疲労特性を従来材と同程度に維持させることができない。一方、加熱温度が545℃を超えると加工時の発熱で共晶溶融が発生する危険があり、空隙の発生で機械的特性が低下するため好ましくない。また、高温の熱処理により分散粒子が粗大化および低密度化して結晶粒微細化効果が得られなくなる。加熱工程S3における加熱温度は520~545℃とするのが好ましい。
次に行う鍛造工程S4は、前記加熱工程S3で加熱した鋳塊を鍛造終了温度330℃以上、圧下率50~95%で鍛造して所定の形状の鍛造材を得る工程である。
鍛造工程S4における鍛造終了温度が330℃未満となると、残留歪が多くなりすぎるため再結晶が生じやすく、結晶粒が粗大化するおそれがある。また、鍛造工程S4における圧下率が50%未満であると鋳造欠陥の圧着ができないおそれがあり、さらに、結晶粒や晶出物を十分に小さくすることができない。圧下率が95%を超えると加工率が高すぎるため再結晶により結晶粒が粗大化するおそれがある。なお、鍛造終了温度は加熱温度を超えない範囲であればできる限り高い方が好ましい。
鍛造終了温度は370℃以上とするのが好ましく、圧下率は70~90%とするのが好ましい。
鍛造工程S4における鍛造終了温度が330℃未満となると、残留歪が多くなりすぎるため再結晶が生じやすく、結晶粒が粗大化するおそれがある。また、鍛造工程S4における圧下率が50%未満であると鋳造欠陥の圧着ができないおそれがあり、さらに、結晶粒や晶出物を十分に小さくすることができない。圧下率が95%を超えると加工率が高すぎるため再結晶により結晶粒が粗大化するおそれがある。なお、鍛造終了温度は加熱温度を超えない範囲であればできる限り高い方が好ましい。
鍛造終了温度は370℃以上とするのが好ましく、圧下率は70~90%とするのが好ましい。
かかる条件の鍛造は、例えばメカニカルプレスや油圧プレスにより行うことができる。所定の形状としては、自動車足回り部品の場合、例えば図2(a)および(b)に示す略三角形状とすることができる。もちろん、この所定の形状は、最終製品の形状であってもよい。
次に行う溶体化処理工程S5は、前記鍛造工程S4で得た鍛造材を480~580℃で0を超え24時間以内の溶体化処理する工程である。この溶体化処理によって、後記する人工時効処理工程S7時に強度を出すための添加元素の固溶化を進めたり、晶出物の微細化による耐破壊靱性を高めたりすることができる。
溶体化処理工程S5における加熱温度が480℃未満であったり、加熱時間が0時間(すなわち、全く行わない場合)であったりすると、溶体化が不十分であるため耐破壊靱性、強度(引張強さおよび0.2%耐力)、疲労特性を得ることができない。一方、溶体化処理工程S5における加熱温度が580℃を超えたり、加熱時間が24時間を超えたりすると、結晶粒が粗大化するため、平均結晶粒径が大きくなり易く、耐破壊靱性、強度(引張強さおよび0.2%耐力)、疲労特性を得ることができない。
なお、溶体化処理工程S5における加熱温度は540~560℃とするのが好ましく、加熱時間は2.5~8.0時間とするのが好ましい。
溶体化処理工程S5における加熱温度が480℃未満であったり、加熱時間が0時間(すなわち、全く行わない場合)であったりすると、溶体化が不十分であるため耐破壊靱性、強度(引張強さおよび0.2%耐力)、疲労特性を得ることができない。一方、溶体化処理工程S5における加熱温度が580℃を超えたり、加熱時間が24時間を超えたりすると、結晶粒が粗大化するため、平均結晶粒径が大きくなり易く、耐破壊靱性、強度(引張強さおよび0.2%耐力)、疲労特性を得ることができない。
なお、溶体化処理工程S5における加熱温度は540~560℃とするのが好ましく、加熱時間は2.5~8.0時間とするのが好ましい。
次に行う焼入工程S6は、前記溶体化処理工程S5で溶体化処理した鍛造材を75℃以下で焼入れする工程である。焼入れを行うことによって強度を向上させることができる。
焼入工程S6における焼入温度が75℃を超えると、十分な焼きが入らず、後記する人工時効処理工程S7で強度を十分に向上させることができない。
なお、焼入温度の下限は、焼入れを行う水の常温程度、すなわち、15℃程度であればよい。
焼入工程S6における焼入温度が75℃を超えると、十分な焼きが入らず、後記する人工時効処理工程S7で強度を十分に向上させることができない。
なお、焼入温度の下限は、焼入れを行う水の常温程度、すなわち、15℃程度であればよい。
次に行う人工時効処理工程S7は、前記焼入工程S6で焼入れした鍛造材を160~250℃で0.5~20時間人工時効処理する工程である。なお、鍛造工程S4からこの人工時効処理工程S7までの処理は、いわゆるT6処理と呼ばれるものである。かかる人工時効処理によって、例えば自動車用足回り部品として必要な強度などを得ることができる。
人工時効処理工程S7における加熱温度が160℃未満であったり、加熱時間が0.5時間未満であったりすると、十分な強度、疲労特性および耐食性を得ることができない。一方、人工時効処理工程S7における加熱温度が250℃を超えたり、加熱時間が20時間を超えたりすると、過時効処理となるため却って十分な強度と伸びを得ることができない。また、耐破壊靱性や疲労特性も低下する。
なお、人工時効処理工程S7における加熱温度は170~250℃とするのが好ましく、加熱時間は3~12時間とするのが好ましい。
人工時効処理工程S7における加熱温度が160℃未満であったり、加熱時間が0.5時間未満であったりすると、十分な強度、疲労特性および耐食性を得ることができない。一方、人工時効処理工程S7における加熱温度が250℃を超えたり、加熱時間が20時間を超えたりすると、過時効処理となるため却って十分な強度と伸びを得ることができない。また、耐破壊靱性や疲労特性も低下する。
なお、人工時効処理工程S7における加熱温度は170~250℃とするのが好ましく、加熱時間は3~12時間とするのが好ましい。
以上に説明した本発明に係るアルミニウム合金鍛造材の製造方法によれば、Feの含有量が0.4質量%を超えているが、Feの含有量が0.4質量%以下のアルミニウム合金鍛造材と同等の耐破壊靭性と疲労特性を有するアルミニウム合金鍛造材を製造することができる。
次に、本発明の要件を満たす実施例と要件を満たさない比較例とにより本発明に係るアルミニウム合金鍛造材およびその製造方法について具体的に説明する。
下記表1、表2の鋳塊番号1~53に示す組成を有するアルミニウム合金の鋳塊(直径φ82mmの鋳造棒)を半連続鋳造により鋳造した。半連続鋳造の条件は、加熱温度を720℃、鋳造速度を280mm/分とした。
なお、下記表1、表2において、「↓」は、上段のセルに記載された数値または記載が引用されることを示す。
なお、下記表1、表2において、「↓」は、上段のセルに記載された数値または記載が引用されることを示す。

半連続鋳造にて鋳造した鋳塊番号1~53に係る各鋳塊は、外表面を厚さ3mm面削して、長さ500mmに切断後、各々下記表3に示す各条件で均質化熱処理と、加熱と、メカニカルプレスを用いた熱間金型鍛造と、溶体化処理と、焼入れと、人工時効処理とを行い、それぞれ鍛造材1~53として製造した。

鍛造材1~53の平均結晶粒径(μm)、晶出物面積率(%)、平均晶出物サイズ(μm)、機械的特性、耐破壊靭性としてシャルピー衝撃値(J/cm2)、疲労特性として107サイクルにおける回転曲げ疲労強度(MPa)、および耐食性として耐応力腐食割れ性を評価した。なお、機械的特性として、引張強さ(MPa)、0.2%耐力(MPa)および伸び(%)を測定した。
これらの評価は以下のようにして行った。
これらの評価は以下のようにして行った。
平均結晶粒径(μm)は、鍛造材の切断面をエッチング後、光学顕微鏡にて50倍で撮影し、結晶粒径の長軸と直交する方向に直線を引いて当該直線上の結晶粒数を測定し、測定した結晶粒数で直線の距離を除することにより算出した(図1参照)。
平均結晶粒径は、50μm以下を合格、50μmを超えるものを不合格とした。
平均結晶粒径は、50μm以下を合格、50μmを超えるものを不合格とした。
晶出物面積率(%)は、SEMにて400倍のBEIを撮影し、画像解析することによって算出した。
晶出物面積率は、3%以下を合格(○)、3%を超えるものを不合格(×)とした。
晶出物面積率は、3%以下を合格(○)、3%を超えるものを不合格(×)とした。
平均晶出物サイズ(μm)は、SEMにて400倍のBEIを撮影し、解析ソフトにて同面積の円に換算させて平均サイズを算出することで求めた。
平均晶出物サイズは、8μm以下を合格(○)、8μmを超えるものを不合格(×)とした。
平均晶出物サイズは、8μm以下を合格(○)、8μmを超えるものを不合格(×)とした。
機械的特性は、JIS Z 2201に準じて引張試験片(L方向、4号試験片)を鍛造材の長手方向に沿って任意の箇所から2枚切り出して作製し、JIS Z 2241に準じて引張試験機により測定し、2本の平均値を算出することで求めた機械的特性とした。
機械的特性は、引張強さについては320MPa以上を合格、320MPa未満を不合格とし、0.2%耐力については290MPa以上を合格、290MPa未満を不合格とし、伸びについては10%以上を合格、10%未満を不合格とした。
機械的特性は、引張強さについては320MPa以上を合格、320MPa未満を不合格とし、0.2%耐力については290MPa以上を合格、290MPa未満を不合格とし、伸びについては10%以上を合格、10%未満を不合格とした。
シャルピー衝撃値(J/cm2)は、JIS Z 2202に準じてシャルピー試験片(LT方向)を鍛造材の長手方向に沿って任意の箇所から2本切り出し、長さ55mmの10mm角棒の中央に、深さ2mm、先端R1mmのUノッチを入れて、これをJIS B 7722に準じてシャルピー試験機により測定し、2本の平均値を算出することで求めた。
シャルピー衝撃値は20J/cm2以上を合格、20J/cm2未満を不合格とした。
シャルピー衝撃値は20J/cm2以上を合格、20J/cm2未満を不合格とした。
回転曲げ疲労強度は、JIS Z 2274に準じて測定した。回転曲げ疲労強度は、107サイクルにおける強度で評価し、115MPa以上を合格(○)、115MPa未満を不合格(×)とした。
耐応力腐食割れ性は、Cリング状の試験片を作製し、ASTM G47の交互浸漬法の規定に準じて評価した。さらに、自動車足回り部品として使用されることを想定し、引張応力が付加されていることを模擬して、Cリング状の試験片のST方向に、前記機械的特性の試験片のL方向の耐力の75%の応力を付加した。この状態で塩水への浸漬と引き上げを30日間繰り返して行い、試験片に応力腐食割れが発生するか否か観察した。
耐応力腐食割れ性は、試験片に応力腐食割れが発生していないものを合格(○)、応力腐食割れが発生していたものを不合格(×)とした。
耐応力腐食割れ性は、試験片に応力腐食割れが発生していないものを合格(○)、応力腐食割れが発生していたものを不合格(×)とした。
鍛造材1~53の平均結晶粒径(μm)、晶出物面積率(%)、平均晶出物サイズ(μm)、機械的特性、シャルピー衝撃値(J/cm2)、回転曲げ疲労強度(MPa)および耐応力腐食割れ性の評価結果を下記表4、表5に示す。


表4、表5に示すように、鍛造材1~39は、本発明の要件を全て満たしていたので、良好な評価結果を得ることができた。
一方、鍛造材40~53は、本発明のいずれかの要件を満たしていなかったので、良好な評価結果を得ることができなかった。
一方、鍛造材40~53は、本発明のいずれかの要件を満たしていなかったので、良好な評価結果を得ることができなかった。
具体的には、鍛造材40は、Siの含有量が上限を超えたため、粗大な単体Si粒子が晶出および析出し、晶出物面積率、平均晶出物サイズが不合格となった。また、伸び、シャルピー衝撃値、回転曲げ疲労強度、耐応力腐食割れ性が不合格となった。
鍛造材41は、Siの含有量が下限未満であったため、結晶粒が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
鍛造材41は、Siの含有量が下限未満であったため、結晶粒が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
鍛造材42は、Feの含有量が上限を超えたため、Al-Fe-Si系金属間化合物などの晶出物が粗大化し、晶出物面積率、平均晶出物サイズが不合格となった。また、伸び、シャルピー衝撃値、回転曲げ疲労強度、耐応力腐食割れ性が不合格となった。
鍛造材43は、Feの含有量が下限未満であったため、結晶粒の粗大化を防止する効果を得ることができず、結晶粒を微細なまま保つことができなかった。そのため、平均結晶粒径が不合格となり、また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
鍛造材43は、Feの含有量が下限未満であったため、結晶粒の粗大化を防止する効果を得ることができず、結晶粒を微細なまま保つことができなかった。そのため、平均結晶粒径が不合格となり、また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
鍛造材44は、Cuの含有量が上限を超えたため、Al合金鍛造材の応力腐食割れや粒界腐食の感受性が著しく高くなった。そのため、耐応力腐食割れ性が不合格となった。
鍛造材45は、Mgの含有量が上限を超えたため、晶出物が形成されやすくなった結果、晶出物面積率、平均晶出物サイズが不合格となった。また、伸び、シャルピー衝撃値、回転曲げ疲労強度、耐応力腐食割れ性が不合格となった。
鍛造材46は、Mgの含有量が下限未満であったため、再結晶が生じやすくなり、結晶粒の粗大化が起こった結果、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度、耐応力腐食割れ性が不合格となった。
鍛造材46は、Mgの含有量が下限未満であったため、再結晶が生じやすくなり、結晶粒の粗大化が起こった結果、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度、耐応力腐食割れ性が不合格となった。
鍛造材47は、Tiの含有量が上限を超えたため、粗大な晶出物が形成された結果、平均晶出物サイズが不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
鍛造材48は、Tiの含有量が下限未満であったため、結晶粒が粗大化した結果、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
鍛造材48は、Tiの含有量が下限未満であったため、結晶粒が粗大化した結果、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
鍛造材49は、Znの含有量が上限を超えたため、伸び、シャルピー衝撃値、回転曲げ疲労強度、耐応力腐食割れ性が不合格となった。
鍛造材50は、Mnの含有量が上限を超えたため、粗大な晶出物が生成された結果、晶出物面積率、平均晶出物サイズが不合格となった。また、伸び、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
鍛造材50は、Mnの含有量が上限を超えたため、粗大な晶出物が生成された結果、晶出物面積率、平均晶出物サイズが不合格となった。また、伸び、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
鍛造材51は、Crの含有量が上限を超えたため、粗大な晶出物が生成された結果、晶出物面積率、平均晶出物サイズが不合格となった。また、伸び、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
鍛造材52は、Zrの含有量が上限を超えたため、結晶粒が粗大化した結果、平均結晶粒径が不合格となった。また、回転曲げ疲労強度が不合格となった。
なお、鍛造材53は化学成分および組成が本発明の要件を満たす場合であっても、水素量が0.25ml/100gAlを超えたため鋳塊内部に気泡が発生し、強度、伸び、シャルピー衝撃値、回転曲げ疲労強度が低下した。
鍛造材52は、Zrの含有量が上限を超えたため、結晶粒が粗大化した結果、平均結晶粒径が不合格となった。また、回転曲げ疲労強度が不合格となった。
なお、鍛造材53は化学成分および組成が本発明の要件を満たす場合であっても、水素量が0.25ml/100gAlを超えたため鋳塊内部に気泡が発生し、強度、伸び、シャルピー衝撃値、回転曲げ疲労強度が低下した。
次に、良好な評価結果を得ることのできた鋳塊番号5の組成を採用して、製造条件の検討を行った。この場合水素量は0.10ml/100gAlであった。
製造条件を下記表6、表7に示す。
なお、下記表6、表7において、「↓」は、上段のセルに記載された数値が引用されることを示す。
製造条件を下記表6、表7に示す。
なお、下記表6、表7において、「↓」は、上段のセルに記載された数値が引用されることを示す。
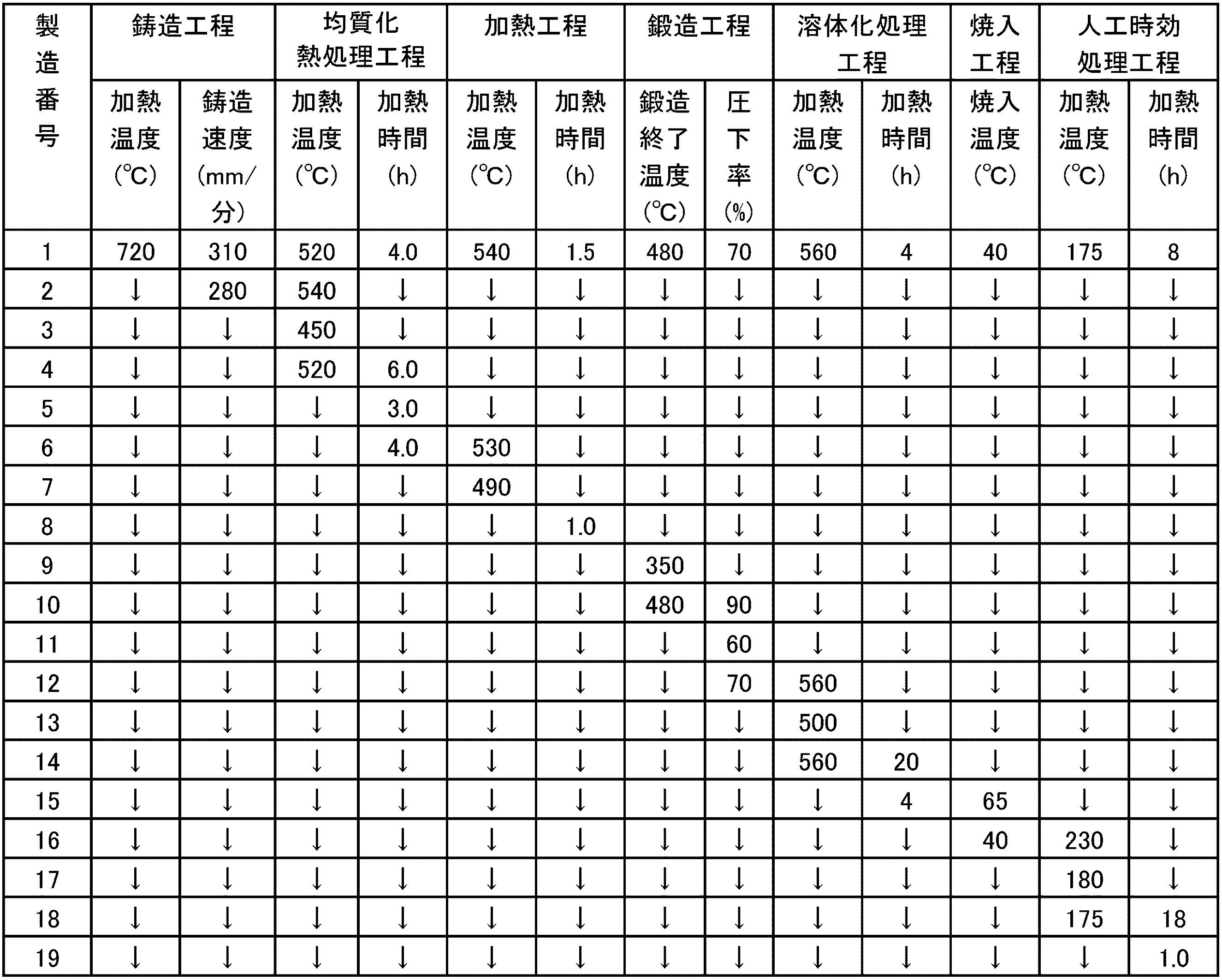
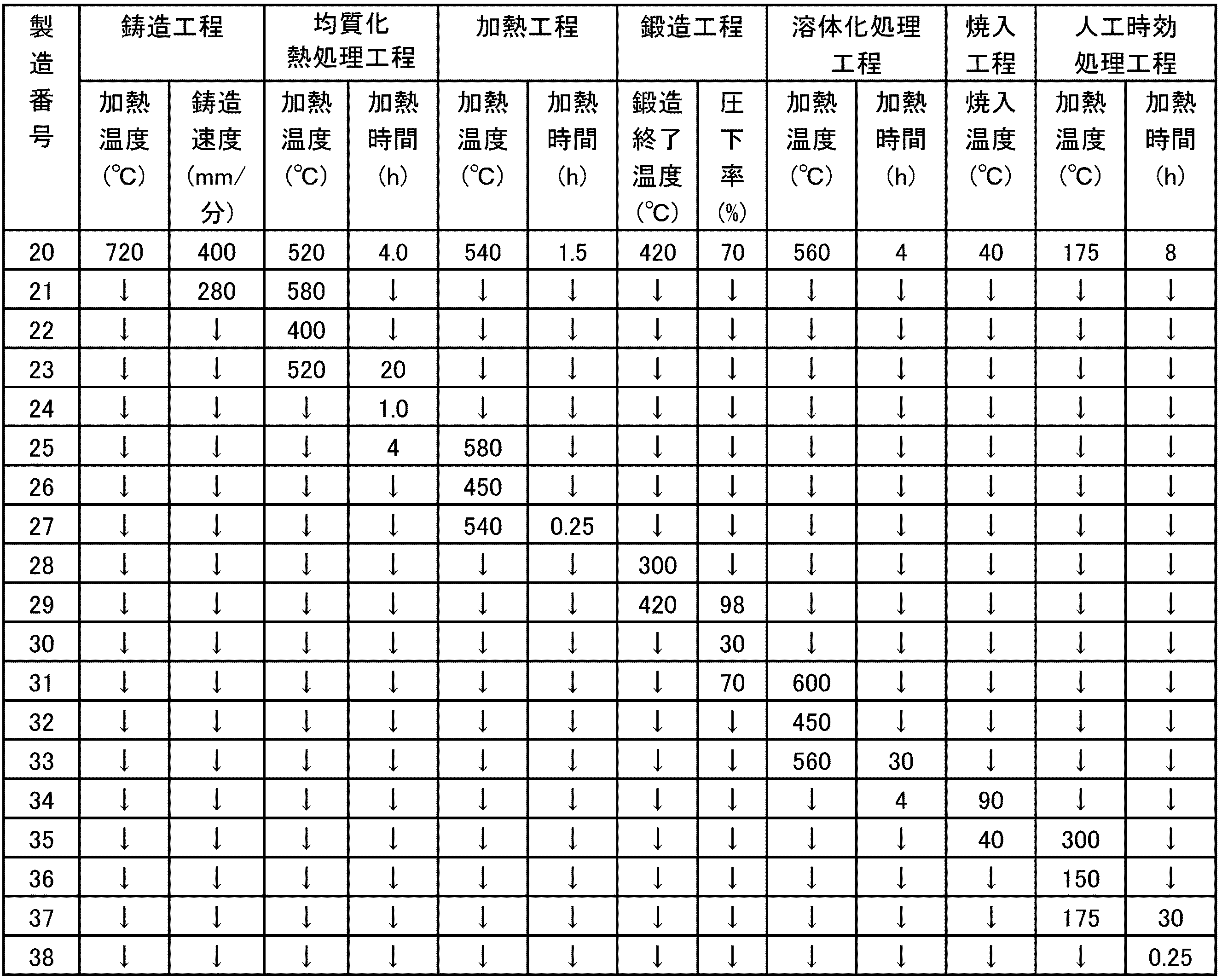
製造番号1~38の平均結晶粒径(μm)、晶出物面積率(%)、平均晶出物サイズ(μm)、機械的特性、シャルピー衝撃値(J/cm2)、回転曲げ疲労強度(MPa)および耐応力腐食割れ性を前記と同様にして評価した。
評価結果を下記表8、表9に示す。
評価結果を下記表8、表9に示す。


表8、表9に示すように、製造番号1~19は、本発明の要件を全て満たしていたので、良好な評価結果を得ることができた。
一方、製造番号20~38は、本発明のいずれかの要件を満たしていなかったので、良好な評価結果を得ることができなかった。
一方、製造番号20~38は、本発明のいずれかの要件を満たしていなかったので、良好な評価結果を得ることができなかった。
具体的には、製造番号20は、鋳造工程における鋳造速度が速かったため鋳造割れした。そのため、平均結晶粒径等を測定することができなかった。
製造番号21は、均質化熱処理工程における加熱温度が上限を超えていたため、分散粒子が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
製造番号22は、均質化熱処理工程における加熱温度が下限未満であったため、晶出物の溶込みが不足し、晶出物が大きくなった。そのため、晶出物面積率、平均晶出物サイズが不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号22は、均質化熱処理工程における加熱温度が下限未満であったため、晶出物の溶込みが不足し、晶出物が大きくなった。そのため、晶出物面積率、平均晶出物サイズが不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号23は、均質化熱処理工程における加熱時間が上限を超えていたため、分散粒子が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
製造番号24は、均質化熱処理工程における加熱時間が下限未満であったため、晶出物の溶込みが不足し、晶出物が大きくなった。そのため、晶出物面積率、平均晶出物サイズが不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号24は、均質化熱処理工程における加熱時間が下限未満であったため、晶出物の溶込みが不足し、晶出物が大きくなった。そのため、晶出物面積率、平均晶出物サイズが不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号25は、加熱工程における加熱温度が上限を超えていたため、分散粒子が粗大化および低密度化して結晶粒微細化効果が得られなかった結果、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、伸び、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号26は、加熱工程における加熱温度が下限未満であったため、Fe系晶出物の固溶が進まず、晶出物面積率、平均晶出物サイズが不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号27は、加熱工程における加熱時間が下限未満であったため、Fe系晶出物の固溶が進まず、晶出物面積率、平均晶出物サイズが不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号26は、加熱工程における加熱温度が下限未満であったため、Fe系晶出物の固溶が進まず、晶出物面積率、平均晶出物サイズが不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号27は、加熱工程における加熱時間が下限未満であったため、Fe系晶出物の固溶が進まず、晶出物面積率、平均晶出物サイズが不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号28は、鍛造工程における鍛造終了温度が下限未満であったため、再結晶が生じて結晶粒が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
製造番号29は、鍛造工程における圧下率が上限を超えていたため、再結晶により結晶粒が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
製造番号30は、鍛造工程における圧下率が下限未満であったため、50μmまで結晶粒を小さくしたり、晶出物を細かくしたりすることができなかった。そのため、平均結晶粒径および平均晶出物サイズが不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
製造番号29は、鍛造工程における圧下率が上限を超えていたため、再結晶により結晶粒が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
製造番号30は、鍛造工程における圧下率が下限未満であったため、50μmまで結晶粒を小さくしたり、晶出物を細かくしたりすることができなかった。そのため、平均結晶粒径および平均晶出物サイズが不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
製造番号31は、溶体化処理工程における加熱温度が上限を超えていたため、結晶粒が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
製造番号32は、溶体化処理工程における加熱温度が下限未満であったため、溶体化が不十分であるため、晶出物面積率が不合格となり、また、引張強さ、0.2%耐力、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号33は、溶体化処理工程における加熱時間が上限を超えていたため、結晶粒が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力が不合格となった。
製造番号32は、溶体化処理工程における加熱温度が下限未満であったため、溶体化が不十分であるため、晶出物面積率が不合格となり、また、引張強さ、0.2%耐力、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号33は、溶体化処理工程における加熱時間が上限を超えていたため、結晶粒が粗大化し、平均結晶粒径が不合格となった。また、引張強さ、0.2%耐力が不合格となった。
製造番号34は、焼入工程における焼入温度が上限を超えていたため、十分な焼きが入らず、強度を十分に向上させることができなかった。そのため、引張強さ、0.2%耐力、回転曲げ疲労強度が不合格となった。
製造番号35は、人工時効処理工程における加熱温度が上限を超えていたため過時効処理となりすぎ、引張強さ、0.2%耐力、伸びが低下して、不合格となった。また、シャルピー衝撃値、回転曲げ疲労強度が不合格となった。
製造番号36は、人工時効処理工程における加熱温度が下限未満であったため、引張強さ、0.2%耐力が十分に向上せず、不合格となった。また、耐応力腐食割れ性が不合格となった。
製造番号36は、人工時効処理工程における加熱温度が下限未満であったため、引張強さ、0.2%耐力が十分に向上せず、不合格となった。また、耐応力腐食割れ性が不合格となった。
製造番号37は、人工時効処理工程における加熱時間が上限を超えていたため過時効処理となりすぎ、引張強さ、0.2%耐力、伸びが低下して、不合格となった。また、シャルピー衝撃値が不合格となった。
製造番号38は、人工時効処理工程における加熱時間が下限未満であったため、0.2%耐力が十分に向上せず、不合格となった。また、回転曲げ疲労強度、耐応力腐食割れ性が不合格となった。
製造番号38は、人工時効処理工程における加熱時間が下限未満であったため、0.2%耐力が十分に向上せず、不合格となった。また、回転曲げ疲労強度、耐応力腐食割れ性が不合格となった。
Claims (2)
- Si:0.4質量%以上1.5質量%以下、
Fe:0.4質量%超え1.0質量%以下、
Cu:0.40質量%以下、
Mg:0.8質量%以上1.3質量%以下、
Ti:0.01質量%以上0.1質量%以下で含有し、かつ
Zn:0.05質量%以下に規制し、さらに
Mn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、
水素量を0.25ml/100gAl以下に規制し、
残部が不可避的不純物およびAlからなり、
平均結晶粒径が50μm以下、
晶出物面積率が3%以下、
平均晶出物サイズが8μm以下
であることを特徴とするアルミニウム合金鍛造材。 - 請求項1に記載のアルミニウム合金鍛造材を製造するための製造方法であって、
加熱温度710~810℃かつ鋳造速度230~330mm/分で、
Si:0.4質量%以上1.5質量%以下、
Fe:0.4質量%超え1.0質量%以下、
Cu:0.40質量%以下、
Mg:0.8質量%以上1.3質量%以下、
Ti:0.01質量%以上0.1質量%以下で含有し、かつ
Zn:0.05質量%以下に規制し、さらに
Mn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、
水素量を0.25ml/100gAl以下に規制し、
残部が不可避的不純物およびAlからなるアルミニウム合金の鋳塊を鋳造する鋳造工程と、
前記鋳塊を420~560℃で2.5~8時間均質化熱処理する均質化熱処理工程と、
前記均質化熱処理した鋳塊を470~545℃で0.5時間以上加熱する加熱工程と、
前記加熱した鋳塊を鍛造終了温度330℃以上、圧下率50~95%で鍛造して所定の形状の鍛造材を得る鍛造工程と、
前記鍛造材を480~580℃で0を超え24時間以内で溶体化処理する溶体化処理工程と、
前記溶体化処理した鍛造材を75℃以下で焼入れする焼入工程と、
前記焼入れした鍛造材を160~250℃で0.5~20時間人工時効処理する人工時効処理工程と、
を含むことを特徴とするアルミニウム合金鍛造材の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11762503.8A EP2554698B1 (en) | 2010-03-31 | 2011-03-08 | Aluminium alloy forging and method of manufacture for same |
| US13/634,731 US9481920B2 (en) | 2010-03-31 | 2011-03-08 | Aluminium alloy forging and method of manufacture for same |
| CN201180014792.2A CN102812142B (zh) | 2010-03-31 | 2011-03-08 | 铝合金锻造材及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010-084222 | 2010-03-31 | ||
| JP2010084222A JP5431233B2 (ja) | 2010-03-31 | 2010-03-31 | アルミニウム合金鍛造材およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011122263A1 true WO2011122263A1 (ja) | 2011-10-06 |
Family
ID=44711989
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2011/055346 WO2011122263A1 (ja) | 2010-03-31 | 2011-03-08 | アルミニウム合金鍛造材およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9481920B2 (ja) |
| EP (1) | EP2554698B1 (ja) |
| JP (1) | JP5431233B2 (ja) |
| CN (1) | CN102812142B (ja) |
| WO (1) | WO2011122263A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2644725B1 (en) | 2012-03-30 | 2015-09-16 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Aluminum alloy forged material for automobile and method for manufacturing the same |
| WO2016129127A1 (ja) * | 2015-02-10 | 2016-08-18 | 昭和電工株式会社 | アルミニウム合金製塑性加工品、その製造方法及び自動車用部品 |
| WO2016204043A1 (ja) * | 2015-06-16 | 2016-12-22 | 株式会社神戸製鋼所 | 高強度アルミニウム合金熱間鍛造材 |
| US9605333B2 (en) | 2013-03-29 | 2017-03-28 | Kobe Steel, Ltd. | Aluminum alloy forged material for automobile and method for manufacturing the same |
| JP7654882B1 (ja) | 2024-01-15 | 2025-04-01 | 株式会社神戸製鋼所 | アルミニウム合金鍛造材 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5698695B2 (ja) | 2012-03-30 | 2015-04-08 | 株式会社神戸製鋼所 | 自動車用アルミニウム合金鍛造材およびその製造方法 |
| JP2013220472A (ja) * | 2012-04-19 | 2013-10-28 | Furukawa-Sky Aluminum Corp | Al−Cu系アルミニウム合金鍛造品 |
| DE102013103469A1 (de) * | 2013-04-08 | 2014-10-09 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Kraftfahrzeug-Fahrwerksbauteils |
| JP6100675B2 (ja) * | 2013-11-01 | 2017-03-22 | 株式会社戸畑タ−レット工作所 | 恒温鍛造部品及び恒温鍛造部品の製造方法 |
| JP6201716B2 (ja) * | 2013-12-16 | 2017-09-27 | 日本軽金属株式会社 | 自動車用足回り部品及びその製造方法 |
| JP5771320B2 (ja) * | 2013-12-19 | 2015-08-26 | 株式会社神戸製鋼所 | 自動車足回り部品 |
| CN103668017A (zh) * | 2013-12-28 | 2014-03-26 | 无锡透平叶片有限公司 | 一种航空发动机铝合金叶片的锻造及热处理工艺 |
| JP5901738B2 (ja) * | 2014-03-27 | 2016-04-13 | 株式会社神戸製鋼所 | アルミニウム合金鍛造材およびその製造方法 |
| CN104561859A (zh) * | 2014-07-23 | 2015-04-29 | 安徽四翔铝业有限公司 | 一种6061铝合金的热处理工艺 |
| JP6445958B2 (ja) * | 2015-12-14 | 2018-12-26 | 株式会社神戸製鋼所 | 自動車用アルミニウム合金鍛造材 |
| JP2017155251A (ja) * | 2016-02-29 | 2017-09-07 | 株式会社神戸製鋼所 | 強度と延性に優れたアルミニウム合金鍛造材およびその製造方法 |
| SI24911A (sl) | 2016-03-04 | 2016-07-29 | Impol 2000, d.d. | Visokotrdna aluminijeva zlitina Al-Mg-Si in njen postopek izdelave |
| CN106086733A (zh) * | 2016-07-27 | 2016-11-09 | 武汉理工大学 | 汽车铝合金底盘类零件锻造工艺 |
| CN113409982B (zh) * | 2016-10-31 | 2023-02-17 | 住友电气工业株式会社 | 铝合金线、铝合金绞合线、包覆电线以及带端子电线 |
| JP2018100435A (ja) * | 2016-12-20 | 2018-06-28 | 株式会社神戸製鋼所 | アルミニウム合金板 |
| ES2918986T3 (es) * | 2017-03-23 | 2022-07-21 | Novelis Inc | Fundición de chatarra de aluminio reciclado |
| CN107598065A (zh) * | 2017-10-23 | 2018-01-19 | 徐州市博威机械制造有限公司 | 一种发动机壳体的锻造工艺 |
| CN109554644B (zh) * | 2018-12-21 | 2020-07-14 | 昆山市振达铝业有限公司 | 一种铝合金锻件及其制备工艺 |
| JP6942151B2 (ja) * | 2019-02-06 | 2021-09-29 | Bbsジャパン株式会社 | アルミニウム合金鍛造ホイール及びその製造方法 |
| JP2022142180A (ja) | 2021-03-16 | 2022-09-30 | 本田技研工業株式会社 | アルミニウム合金の加工方法およびアルミニウム合金の加工物 |
| JP2023094446A (ja) * | 2021-12-23 | 2023-07-05 | 株式会社レゾナック | アルミニウム合金鍛造品 |
| JP2023104587A (ja) * | 2022-01-18 | 2023-07-28 | 株式会社レゾナック | アルミニウム合金鍛造品及びその製造方法 |
| CN116219235A (zh) * | 2023-02-07 | 2023-06-06 | 天津立中轻合金锻造有限公司 | 一种铝合金的半挂车鞍体座的制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06256880A (ja) * | 1993-03-08 | 1994-09-13 | Honda Motor Co Ltd | 鍛造用アルミニウム合金鋳造部材 |
| JP2000144296A (ja) * | 1998-08-25 | 2000-05-26 | Kobe Steel Ltd | 高強度高靱性アルミニウム合金鍛造材 |
| JP2001107168A (ja) * | 1999-10-06 | 2001-04-17 | Kobe Steel Ltd | 耐食性に優れた高強度高靱性アルミニウム合金鍛造材 |
| JP2002060881A (ja) * | 2000-08-22 | 2002-02-28 | Nippon Light Metal Co Ltd | 鋳造鍛造用アルミニウム合金及び鋳造鍛造材の製造方法 |
| JP2007169699A (ja) * | 2005-12-21 | 2007-07-05 | Toyota Motor Corp | 耐食性に優れた高強度、高靭性アルミニウム合金鍛造材とその製造方法、およびサスペンション部品 |
| WO2007114078A1 (ja) * | 2006-03-31 | 2007-10-11 | Kabushiki Kaisha Kobe Seiko Sho | アルミニウム合金鍛造部材およびその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6630037B1 (en) | 1998-08-25 | 2003-10-07 | Kobe Steel, Ltd. | High strength aluminum alloy forgings |
| JP4768925B2 (ja) * | 2001-03-30 | 2011-09-07 | 昭和電工株式会社 | 塑性加工用アルミニウム合金鋳塊の製造方法、アルミニウム合金塑性加工品の製造方法およびアルミニウム合金塑性加工品 |
| JP2003277868A (ja) | 2002-03-19 | 2003-10-02 | Kobe Steel Ltd | 耐応力腐食割れ性に優れたアルミニウム合金鍛造材および鍛造材用素材 |
| US6959476B2 (en) * | 2003-10-27 | 2005-11-01 | Commonwealth Industries, Inc. | Aluminum automotive drive shaft |
| EP1737994A2 (en) * | 2004-04-15 | 2007-01-03 | Corus Aluminium N.V. | Free-machining wrough aluminium ally product and process for producing such an alloy product |
| CN1775979A (zh) * | 2005-12-02 | 2006-05-24 | 昆明贵金属研究所 | 新型高强耐磨耐蚀铝合金 |
| JP4174524B2 (ja) * | 2006-05-18 | 2008-11-05 | 株式会社神戸製鋼所 | アルミニウム合金厚板の製造方法およびアルミニウム合金厚板 |
| JP5180496B2 (ja) * | 2007-03-14 | 2013-04-10 | 株式会社神戸製鋼所 | アルミニウム合金鍛造材およびその製造方法 |
| CN101643870A (zh) * | 2009-08-28 | 2010-02-10 | 姜堰市万里特种合金铸造厂 | 可热锻的钪铝合金连杆材料 |
-
2010
- 2010-03-31 JP JP2010084222A patent/JP5431233B2/ja active Active
-
2011
- 2011-03-08 EP EP11762503.8A patent/EP2554698B1/en active Active
- 2011-03-08 WO PCT/JP2011/055346 patent/WO2011122263A1/ja active Application Filing
- 2011-03-08 CN CN201180014792.2A patent/CN102812142B/zh active Active
- 2011-03-08 US US13/634,731 patent/US9481920B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06256880A (ja) * | 1993-03-08 | 1994-09-13 | Honda Motor Co Ltd | 鍛造用アルミニウム合金鋳造部材 |
| JP2000144296A (ja) * | 1998-08-25 | 2000-05-26 | Kobe Steel Ltd | 高強度高靱性アルミニウム合金鍛造材 |
| JP2001107168A (ja) * | 1999-10-06 | 2001-04-17 | Kobe Steel Ltd | 耐食性に優れた高強度高靱性アルミニウム合金鍛造材 |
| JP2002060881A (ja) * | 2000-08-22 | 2002-02-28 | Nippon Light Metal Co Ltd | 鋳造鍛造用アルミニウム合金及び鋳造鍛造材の製造方法 |
| JP2007169699A (ja) * | 2005-12-21 | 2007-07-05 | Toyota Motor Corp | 耐食性に優れた高強度、高靭性アルミニウム合金鍛造材とその製造方法、およびサスペンション部品 |
| WO2007114078A1 (ja) * | 2006-03-31 | 2007-10-11 | Kabushiki Kaisha Kobe Seiko Sho | アルミニウム合金鍛造部材およびその製造方法 |
| JP2008163445A (ja) | 2006-03-31 | 2008-07-17 | Kobe Steel Ltd | 自動車足回り部品およびその製造方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2644725B1 (en) | 2012-03-30 | 2015-09-16 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Aluminum alloy forged material for automobile and method for manufacturing the same |
| US9605333B2 (en) | 2013-03-29 | 2017-03-28 | Kobe Steel, Ltd. | Aluminum alloy forged material for automobile and method for manufacturing the same |
| WO2016129127A1 (ja) * | 2015-02-10 | 2016-08-18 | 昭和電工株式会社 | アルミニウム合金製塑性加工品、その製造方法及び自動車用部品 |
| US11136657B2 (en) | 2015-02-10 | 2021-10-05 | Showa Denko K.K. | Aluminum alloy plastic worked article, method for manufacturing the same, and automobile component |
| WO2016204043A1 (ja) * | 2015-06-16 | 2016-12-22 | 株式会社神戸製鋼所 | 高強度アルミニウム合金熱間鍛造材 |
| JP2017002388A (ja) * | 2015-06-16 | 2017-01-05 | 株式会社神戸製鋼所 | 高強度アルミニウム合金熱間鍛造材 |
| JP7654882B1 (ja) | 2024-01-15 | 2025-04-01 | 株式会社神戸製鋼所 | アルミニウム合金鍛造材 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2554698B1 (en) | 2019-05-08 |
| EP2554698A1 (en) | 2013-02-06 |
| US20130032255A1 (en) | 2013-02-07 |
| JP5431233B2 (ja) | 2014-03-05 |
| JP2011214093A (ja) | 2011-10-27 |
| US9481920B2 (en) | 2016-11-01 |
| CN102812142B (zh) | 2014-07-16 |
| EP2554698A4 (en) | 2015-12-30 |
| CN102812142A (zh) | 2012-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5431233B2 (ja) | アルミニウム合金鍛造材およびその製造方法 | |
| JP5110938B2 (ja) | 自動車足回り部品およびその製造方法 | |
| JP5698695B2 (ja) | 自動車用アルミニウム合金鍛造材およびその製造方法 | |
| EP2664687B1 (en) | Improved free-machining wrought aluminium alloy product and manufacturing process thereof | |
| JP5287062B2 (ja) | 低比重チタン合金、ゴルフクラブヘッド、及び、低比重チタン合金製部品の製造方法 | |
| JP4187018B2 (ja) | 耐リラクセーション特性に優れた鋳造アルミニウム合金とその熱処理方法 | |
| CN103080348B (zh) | 热交换器用铝合金翅片材及其制造方法 | |
| JP5204793B2 (ja) | 耐応力腐食割れ性に優れた高強度アルミニウム合金押出材 | |
| JP2004084058A (ja) | 輸送機構造材用アルミニウム合金鍛造材の製造方法およびアルミニウム合金鍛造材 | |
| JP2004292937A (ja) | 輸送機構造材用アルミニウム合金鍛造材およびその製造方法 | |
| JP3726087B2 (ja) | 輸送機構造材用アルミニウム合金鍛造材およびその製造方法 | |
| JP2001011559A (ja) | 耐食性に優れた高強度アルミニウム合金押出材およびその製造方法 | |
| KR101499096B1 (ko) | 스칸듐을 첨가한 알루미늄 합금 및 그 제조방법 | |
| JP2003277868A (ja) | 耐応力腐食割れ性に優れたアルミニウム合金鍛造材および鍛造材用素材 | |
| WO2016132994A1 (ja) | アルミニウム合金加工材及びその製造方法 | |
| JP6690359B2 (ja) | オーステナイト系耐熱合金部材およびその製造方法 | |
| JP5823010B2 (ja) | 耐応力腐食割れ性に優れた自動車構造部材用高強度アルミニウム合金押出材 | |
| JP5631379B2 (ja) | 耐応力腐食割れ性に優れたバンパーレインフォース用高強度アルミニウム合金押出材 | |
| JP7654882B1 (ja) | アルミニウム合金鍛造材 | |
| JP4058398B2 (ja) | 高温疲労強度に優れたアルミニウム合金鍛造材 | |
| JP4017105B2 (ja) | 切削性および熱間加工性に優れたアルミニウム合金鋳造棒 | |
| JP2020125527A (ja) | アルミニウム合金鋳造材 | |
| JP7705744B2 (ja) | アルミニウム合金、アルミニウム合金熱間加工材及びその製造方法 | |
| JP4825445B2 (ja) | 高温成形用アルミニウム合金押出材 | |
| JP2025036870A (ja) | 6000系アルミニウム合金及びそれを用いたビレット,アルミニウム押出材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201180014792.2 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 11762503 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011762503 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13634731 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |