WO2011062012A1 - Fil d'acier pour recuit à basse température et son procédé de production - Google Patents
Fil d'acier pour recuit à basse température et son procédé de production Download PDFInfo
- Publication number
- WO2011062012A1 WO2011062012A1 PCT/JP2010/067925 JP2010067925W WO2011062012A1 WO 2011062012 A1 WO2011062012 A1 WO 2011062012A1 JP 2010067925 W JP2010067925 W JP 2010067925W WO 2011062012 A1 WO2011062012 A1 WO 2011062012A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel
- steel wire
- annealing
- content
- less
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/065—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Definitions
- the present invention relates to a low-temperature annealing steel wire used as a material for machine parts such as bolts, screws, and nuts formed by cold forging, and a method for manufacturing the same.
- the present invention relates to a low-temperature annealing steel wire that has excellent softening characteristics and ductility by annealing and can be annealed at a lower temperature, and a manufacturing method thereof.
- Spheroidizing annealing is a process for improving workability by forming cementite into a spherical shape, and is widely performed as a softening process for steel for cold forging. Since this spheroidizing annealing requires a heat treatment time of about 20 hours, in recent years, in order to improve the productivity and cost of parts, there is a growing demand for shortening the heat treatment time, reducing the annealing temperature, or omitting the annealing. ing.
- alloy elements such as Cr, Mo or V may be added in order to ensure the strength required for machine parts. It is known that when these alloy elements are added to steel, spheroidization of cementite is delayed during softening annealing, the strength after annealing increases, ductility decreases, and cold forgeability deteriorates. . Therefore, when these alloy elements are added to steel, a method of performing spheroidizing annealing twice or more is performed in order to improve cold forgeability.
- the workability of cold forging steel includes deformation resistance that affects the load on the mold and ductility that affects the occurrence of work cracks, both or both of which are workability of cold forging steel. As required.
- the properties (deformation resistance or ductility) required for the workability of this cold forging steel vary depending on each application.
- the ferrite structure fraction of the hot-rolled wire rod is 30 area% or more, and the total of the bainite structure and martensite structure is 50 area% or more of the remainder, so that after rough drawing
- a method for enabling spheroidizing annealing at a low temperature and in a short time is disclosed.
- the cold forgeability such as hardness and limit compressibility after annealing is the conventional spheroidizing annealing. It is equivalent to the material and is insufficient from the viewpoint of workability.
- Patent Document 2 as a method for producing case-hardened steel, wire drawing with a reduction in area of 28% or more was performed on a steel material having a ferrite / pearlite structure in which the bainite volume fraction was suppressed to 50% or less. Later, a method of performing spheroidizing annealing is disclosed. In this method, the hardness after spheroidizing annealing is low and uniform, and the steel material becomes soft, but the ductility of the steel material is still insufficient.
- Patent Document 3 discloses a method for reducing the deformation resistance of steel by reducing the spheroidizing time by defining the area ratio of pseudo pearlite, bainite and ferrite in the steel structure. In this method, it is necessary to include 10% or more of pseudo pearlite in the steel structure. Therefore, in the case of a steel type with a low alloy element content and a low hardenability or a wire with a large wire diameter, the cooling rate is increased after winding. There is a problem that the manufacturing cost is increased.
- the present invention is to provide a steel wire excellent in cold forgeability that can lower the temperature in softening annealing before cold forging and becomes soft and ductile after this softening annealing, and a method for producing the same. Objective.
- the present inventors investigated the relationship between the structure before annealing of the steel material and the mechanical properties when the steel material was annealed after roughing.
- the present inventors suppress the pro-eutectoid ferrite structure and the bainite structure and control the structure in the steel wire so as to mainly include a pearlite structure, the spheroidization of cementite such as Cr, Mo, and V is inhibited. Even when the element to be included in the steel wire, roughing is performed under specific conditions, and by controlling the strength of the steel wire to a specific value, the strength decreases when the steel wire is annealed at a low temperature, It has been found that the ductility is remarkably improved.
- low temperature annealing is annealing performed in Ac1 point or less in order to soften steel materials.
- the present inventors have a structure containing mainly pearlite structure in which pro-eutectoid ferrite and bainite are suppressed. It was found that it can be suppressed. Since coarse spherical cementite acts as a starting point of ductile fracture, it is effective to suppress the coarse spherical cementite in order to improve the workability of the steel wire.
- the present inventors suppress the bainite structure and martensite structure in the steel wire, and after performing roughing and low temperature annealing, reduce the strength of the steel wire and soften the steel wire. And found that ductility can be improved.
- a bainite structure and a martensite structure are effective for spheroidizing cementite, but have a high dislocation density. For this reason, it is presumed that softening of the steel wire tends to be insufficient when annealing at a low temperature such as low temperature annealing for a short time.
- the present inventors have repeatedly studied based on the above findings and have completed the present invention.
- the present invention is as follows.
- the C content (mass percent) is expressed as (C%).
- the steel wire for low-temperature annealing is, in mass%, C: 0.10 to 0.60%, Si: 0.01 to 0.40%, Mn: 0.20 to 1 .50%, P: 0 to 0.040%, S: 0 to 0.050%, N: 0.0005 to 0.0300%, Cr: 0.03 to 0.4%, V: 0.03 to 0.2%, Mo: containing at least one of 0.03 to 0.2%, the balance consisting of Fe and inevitable impurities, a proeutectoid ferrite structure, a pearlite structure, a bainite structure, A volume ratio of the pearlite structure is 1.40 ⁇ (C%) ⁇ 100% or more and 100% or less, and a volume ratio of the pro-eutectoid ferrite is 0% or more and (1-1 .25 ⁇ (C%)) ⁇ 50% or less, and the volume fraction of the bainite structure is 0% or more and 40% or less, Pro-eutectoid wherein the
- Ceq. (C%) + (Si%) / 7+ (Mn%) / 5+ (Cr%) / 9+ (Mo%) / 2 + 1.54 ⁇ (V%).
- (C%), (Si%), (Mn%), (Cr%), (Mo%) and (V%) are the contents of C, Si, Mn, Cr, Mo and V, respectively ( Mass%).
- the steel wire for low temperature annealing described in the above (1) is mass%, Al: 0.001 to 0.060%, Ti: 0.002 to 0.050%, Nb: 0.005 to 0 100%, B: 0.0001 to 0.0060%, Cu: 0.01 to 0.3%, Ni: 0.01 to 0.7%, Ca: 0.0001 to 0.010%, Mg: One or more of 0.0001 to 0.010% and Zr: 0.0001 to 0.010% may be further contained.
- the average block size of the pearlite structure may be 4 ⁇ m or more and 20 ⁇ m or less.
- the steel slab having the composition described in (1) or (2) above is heated; hot-rolled; A constant temperature is maintained in a molten salt bath at 30 ° C. or higher and 600 ° C. or lower for 30 seconds or longer and 150 seconds or shorter; thereafter, cooling is performed;
- the present invention it becomes possible to form a steel material into a component having a complicated shape by cold forging, the yield and productivity of the steel material can be improved, and the processing cost of the component can be reduced. Moreover, according to this invention, the temperature of softening annealing can be reduced, the heat processing expense can be reduced, and productivity can be improved.
- softening annealing can be performed at a temperature lower than the conventional annealing temperature before cold forging, and in order to obtain a steel wire that is soft and has high ductility and excellent cold forgeability after this softening annealing.
- the volume fraction of pro-eutectoid ferrite exceeds (1-1.25 x (C%)) x 50%, cementite will be non-uniformly distributed after annealing. Generate. If there is a portion having non-uniform strength, cold forging cracks may occur due to local concentration of deformation during forging. For this reason, the upper limit of the volume fraction of pro-eutectoid ferrite is (1-1.25 ⁇ (C%)) ⁇ 50%. Moreover, since the pro-eutectoid ferrite does not need to exist in the structure of the steel wire, the lower limit of the volume ratio of the pro-eutectoid ferrite is 0%.
- the bainite structure is effective for cementite spheroidization and has the effect of improving the ductility of the steel wire, but the dislocation density is high, so the strength after low-temperature annealing may increase. For this reason, the upper limit of the volume fraction of the bainite structure is 40%. Moreover, since there is no need for bainite to exist in the structure of the steel wire, the lower limit of the volume fraction of bainite is 0%.
- the martensite structure is preferably suppressed to 5% or less in order to increase the strength after annealing.
- the pearlite structure is effective for spheroidizing cementite after rough annealing, and has the effect of reducing the deformation resistance of the steel wire. Moreover, when the volume ratio of a pearlite structure
- the metal structure of the steel wire includes pro-eutectoid ferrite, bainite, and pearlite, and the sum of the volume ratio of the pro-eutectoid ferrite structure, the volume ratio of the bainite structure, and the volume ratio of the pearlite structure is as follows. It is 95% or more and 100% or less.
- the refinement of the average block size of the pearlite structure has the effect of reducing the ferrite crystal grain size after annealing, and is effective in improving ductility.
- the refinement of the average block size promotes the decomposition of lamellar pearlite and the spheroidization of cementite, so that the annealing time can be shortened. If the average block size of this pearlite structure is 20 ⁇ m or less, sufficient ductility can be ensured after annealing while shortening the annealing time. Therefore, the upper limit of the average block size of the pearlite structure is preferably 20 ⁇ m. In addition, due to limitations in measurement of the average block size, the lower limit of the average block size of the pearlite structure may be 4 ⁇ m.
- An EBSD device was used for measuring the block size of the pearlite structure. A region of 275 ⁇ m ⁇ 165 ⁇ m was measured for each of the surface layer vicinity portion, 1 / 4D portion, and 1 / 2D portion in the C cross section of the wire. From the crystal orientation map of ferrite (ferrite in pearlite structure) measured with an EBSD device, a boundary having an orientation difference of 15 degrees or more was determined as a block grain boundary.
- the tensile strength TS is 480 + 850 ⁇ Ceq. It is more than MPa.
- Tensile strength TS is 480 + 850 ⁇ Ceq.
- the softening of the steel wire after annealing is insufficient, and the cold forgeability deteriorates.
- the tensile strength TS is 580 + 1130 ⁇ Ceq. It may be MPa or less.
- the carbon equivalent Ceq. Is represented by the following formula (1).
- the steel wire of this embodiment is in mass%, C: 0.10 to 0.60%, Si: 0.01 to 0.40%, Mn: 0.20 to 1.50%, P: 0 to 0 0.040%, S: 0 to 0.050%, N: 0.0005 to 0.0300%, Cr: 0.03 to 0.4%, V: 0.03 to 0.2%, Mo: Contains one or more of 0.03 to 0.2%.
- C 0.10 to 0.60%
- Si 0.01 to 0.40%
- Mn 0.20 to 1.50%
- P 0 to 0 0.040%
- S 0 to 0.050%
- N 0.0005 to 0.0300%
- Cr 0.03 to 0.4%
- V 0.03 to 0.2%
- Mo Contains one or more of 0.03 to 0.2%.
- the reason why the range of these elements is limited will be described below.
- about content of each element,% described below is the mass%.
- the C content in the steel is set to 0.10 to 0.60%. In order to ensure the strength of the steel more reliably, the C content is preferably 0.25 to 0.60%. In order to ensure cold forgeability more reliably, the C content is more preferably 0.25 to 0.50%.
- Si is an element that functions as a deoxidizing element, imparts the necessary strength and hardenability to steel, and improves the temper softening resistance. If the Si content is less than 0.01%, these effects are insufficient. On the other hand, if the Si content exceeds 0.40%, toughness and ductility deteriorate, hardness increases, and cold forgeability deteriorates. Therefore, the Si content in the steel is set to 0.01 to 0.40%. In order to improve the temper softening resistance and cold forgeability more reliably, the Si content is preferably 0.05 to 0.30%.
- Mn is an element necessary for imparting strength and hardenability necessary for steel.
- the Mn content is less than 0.20%, the effect of imparting strength and hardenability is insufficient. If the Mn content exceeds 1.50%, the hardness increases and the cold forgeability deteriorates. Therefore, the Mn content is 0.20 to 1.50%. In order to ensure the strength and cold forgeability more reliably, the Mn content is preferably 0.30 to 0.90%.
- the upper limit of the P content is limited to 0.040%.
- the P content is preferably 0.020% or less. Further, the lower limit of the P content is 0%.
- S is present as a sulfide by reacting with an alloy element such as Mn. These sulfides improve the machinability of steel. However, if S is added to the steel beyond 0.050%, the cold forgeability deteriorates, the grain boundaries after quenching and tempering become brittle, and the toughness deteriorates. For this reason, the upper limit of the S content is limited to 0.050%. The S content is preferably 0.020% or less. Further, the lower limit of the S content is 0%.
- N is added for the purpose of refining austenite crystal grains.
- N combines with alloy elements such as Al and Ti to form nitrides, and these nitrides function as pinning particles to refine crystal grains. If the N content is less than 0.0005%, the amount of deposited nitride is insufficient, the crystal grains become coarse and the ductility deteriorates. On the other hand, when N is added and the N content exceeds 0.0300%, deformation resistance increases due to dynamic strain aging caused by solid solution N, and workability deteriorates. Therefore, the N content is set to 0.0005 to 0.0300%. In order to ensure ductility more reliably and to sufficiently reduce the deformation resistance, the N content is preferably 0.0020 to 0.0150%.
- the Cr has the effect of increasing hardenability and strength. If the Cr content is less than 0.03%, there is no effect of improving the hardenability and strength. When Cr is added and the Cr content exceeds 0.4%, the transformation time becomes long and the productivity is hindered. Therefore, the Cr content in the steel is set to 0.03 to 0.4%. In order to further increase the productivity, the Cr content is preferably 0.03 to 0.2%. In order to further improve the hardenability and strength, the Cr content is more preferably 0.05 to 0.20%.
- V has the effect of increasing the hardenability and increasing the strength by precipitating fine carbides.
- the V content is less than 0.03%, there is no effect of improving hardenability and strength.
- V is added and the V content exceeds 0.2%, these effects are saturated by the formation of coarse carbides containing V. Therefore, the V content in the steel is set to 0.03 to 0.2%.
- the V content is preferably 0.05 to 0.15%.
- Mo has the effect of improving hardenability and strength.
- Mo content is less than 0.03%, there is no effect of improving hardenability and strength.
- Mo content exceeds 0.2%, the transformation time becomes long and the productivity is hindered. Therefore, the Mo content is 0.03 to 0.2%.
- the Mo content is preferably 0.05 to 0.15%.
- Al 0.001 to 0.060%
- Ti 0.002 to 0.050%
- Nb 0.005-0.100%
- B 0.0001-0.0060%
- Cu 0.01-0.3%
- Ni 0.01-0.7%
- Ca 0.0001-0.
- 010%, Mg: 0.0001 to 0.010%, and Zr: 0.0001 to 0.010% can be contained.
- Al is added to steel for the purpose of deoxidation and austenite grain refinement.
- Al functions as a deoxidizing element and combines with N in steel to form AlN.
- This AlN functions as pinning particles, and refines the crystal grain size to improve workability.
- Al has an effect of fixing solute N, suppressing dynamic strain aging, and reducing deformation resistance. If the Al content is less than 0.001%, these effects do not function. On the other hand, if the Al content exceeds 0.060%, the toughness of the steel deteriorates. Therefore, the upper limit of Al content is limited to 0.060%. Therefore, when Al is added to the steel, the Al content in the steel is controlled to 0.001 to 0.060%. Considering the balance between the above effects and toughness, the Al content is more preferably 0.003 to 0.04%.
- Ti and Nb both form carbonitrides. These carbonitrides are dispersed in steel and function as pinning particles to suppress crystal grain coarsening, improve workability, and increase the strength of steel.
- Ti forms a compound with C or N and exists as TiC, TiN or Ti (CN). These carbonitrides are effective as pinning particles and have a function of increasing the strength of steel. Further, Ti is added in order to fix N in the steel and to effectively function the effect of improving hardenability by adding B described later. If the Ti content is less than 0.002%, these effects do not appear. When Ti is added and the Ti content exceeds 0.050%, these effects are saturated and the hardness is increased and the cold forgeability is deteriorated. Therefore, when Ti is added to the steel, the Ti content in the steel is controlled to 0.002 to 0.050%. In order to further increase the strength and cold forgeability of the steel, the Ti content is preferably 0.005 to 0.030%.
- Nb combines with N or C to form NbN, NbC or Nb (CN) which is a composite inclusion thereof, and effectively functions to suppress the austenite crystal grain coarsening. Therefore, Nb has a function of increasing the strength of steel. When the Nb content is less than 0.005%, the effect of suppressing the coarsening of the austenite crystal grains is insufficient. When Nb is added and the Nb content exceeds 0.10%, this effect is saturated. Therefore, when Nb is added to the steel, the Nb content in the steel is controlled to 0.005 to 0.10%. In order to increase the strength of the steel more effectively, the Nb content is preferably 0.01 to 0.05%.
- B is added for the purpose of improving hardenability.
- the B content is less than 0.0001%, the effect of improving the hardenability is insufficient.
- the B content exceeds 0.0060%, the effect is saturated. Therefore, when B is added to the steel, the B content in the steel is controlled to 0.0001 to 0.0060%.
- B is preferably 0.0005 to 0.004%.
- Cu increases the strength of steel by precipitation strengthening.
- the Cu content is less than 0.01%, there is no effect of increasing the strength of the steel.
- the Cu content exceeds 0.3%, the hot rollability deteriorates. Therefore, when Cu is added to steel, the Cu content in the steel is controlled to 0.01 to 0.3%. Further, in order to sufficiently ensure the hot rollability while effectively increasing the strength of the steel, the Cu content is preferably 0.05 to 0.2%.
- Ni has the effect of improving hardenability and ductility of steel.
- the Ni content is less than 0.01%, there is no effect of improving hardenability and ductility.
- the Ni content in the steel is controlled to 0.01 to 0.7%.
- the Ni content is more preferably 0.02 to 0.5%.
- O is unavoidably contained in steel and exists as an oxide such as Al or Ti.
- the O content is high, coarse oxides are formed and cause fatigue failure. Therefore, it is desirable to suppress the O content to 0.01% or less.
- 1 or more types of Ca, Mg, Zr can be contained in steel as a deoxidation element.
- Ca is added to the steel, the Ca content in the steel is controlled to 0.0001 to 0.01%.
- Mg the Mg content in the steel is controlled to 0.0001 to 0.01%.
- Zr is added to the steel, the Zr content in the steel is controlled to 0.0001 to 0.01%.
- Ca, Mg and Zr are effective for deoxidation, and have an effect of improving the fatigue strength by refining oxides.
- a steel piece satisfying the above composition required for the steel wire of the above-described embodiment is heated and hot-rolled to produce a steel wire having a desired diameter.
- the steel wire obtained after hot rolling is wound up and held at a constant temperature, and then cooled to room temperature.
- the coiling temperature after hot rolling is not particularly limited, but is usually in the range from 750 ° C to 1000 ° C.
- the cooling rate after winding is not particularly limited.
- a wire having a wire diameter of 5 to 16 mm is immersed in a molten salt bath at 400 ° C. or more and 600 ° C. or less, the wire is usually cooled at a cooling rate of 10 ° C./second or more.
- Cooling rate and steel composition affect the structure of steel (steel wire). That is, when the content of alloy elements such as C, Si, Mn, Cr, Mo, V, B, and Nb is high, the volume fraction of the bainite structure increases as the cooling rate is increased. Further, when the content of such an alloy element is low, the volume ratio of the ferrite structure increases as the cooling rate is reduced. For this reason, what is necessary is just to select a steel component and a cooling rate so that a predetermined structure
- the wound steel wire After winding the hot-rolled steel wire, the wound steel wire is kept in a molten salt bath at 400 ° C. or more and 600 ° C. or less for 30 seconds to 150 seconds and then cooled.
- the temperature of the molten salt bath is less than 400 ° C., the bainite structure fraction (volume ratio) in the steel wire increases, the strength of the steel wire after annealing increases, the transformation completion time becomes longer, and the productivity is hindered. Is done.
- the temperature of the molten salt bath exceeds 600 ° C., the ferrite structure fraction (volume ratio) increases, and the molten salt is decomposed to hinder productivity.
- the holding time of the steel wire in the molten salt bath is less than 30 seconds, the isothermal transformation is not completed, and the martensite structure is generated. In this case, the softening time required for annealing becomes longer, the strength increases, and the workability deteriorates. Further, when the holding time of the steel wire in the molten salt tank is 150 seconds or more, productivity is hindered. Therefore, this holding time is controlled to 30 seconds or more and 150 seconds or less.
- the steel wire After extraction from the molten salt bath, the steel wire is cooled, and wire drawing with a surface area reduction rate of 25 + 82 ⁇ F1% or more is performed.
- the F1 value (the above-mentioned F1) is expressed by the following equation (2).
- F1 (Cr%) + (Mo%) / 4+ (V%) / 3 (2)
- the lower limit of the area reduction rate of the wire drawing is set to 25 + 82 ⁇ F1%.
- the area reduction rate of wire drawing is 50% or more. Moreover, since it uses as a steel wire, the area reduction rate of a wire drawing process is less than 100%.
- the steel wire of the said embodiment becomes soft by performing low temperature annealing, and ductility improves.
- the temperature of the low temperature annealing is less than 650 ° C.
- the strength is high and the effect of softening is small.
- the temperature of the low temperature annealing is at least the Ac1 point
- the pearlite structure is mixed in the structure of the steel wire after annealing, and the strength and ductility of the steel wire are deteriorated. For this reason, it is preferable to control the temperature of low-temperature annealing to 650 degreeC or more and less than Ac1 point.
- the holding time for the low-temperature annealing is not particularly limited, but is preferably 30 minutes or longer and 7 hours or shorter in order to improve the quality stability and productivity.
- a c1 (° C.) is calculated by the following equation (3).
- a c1 723-10.7 ⁇ (Mn%) + 29.1 ⁇ (Si%) + 16.9 ⁇ (Cr%) (3)
- the steel slabs of these steel types are heated to 950 to 1150 ° C., hot rolled to a wire diameter of 5.5 to 14.5 mm, and after this wire rod rolling, it is displayed using a molten salt bath on the rolling line.
- a constant temperature transformation treatment was performed under the conditions shown in 2, and then cooled.
- the cooled wire was drawn at a surface reduction rate described in Table 2.
- Table 2 shows the manufacturing conditions such as molten salt bath temperature, molten salt bath holding time, and wire drawing area reduction ratio, and the volume of the pearlite structure, proeutectoid ferrite structure, and bainite structure of each wire after the isothermal transformation treatment. Rate, average block particle size of pearlite structure, and tensile strength TS of steel wire.
- Levels 13 and 15 in Table 2 are conventional manufacturing methods in which a steel wire is cooled on a stealmore without performing isothermal transformation after winding. Therefore, at these levels 13 and 15, the volume ratio of the pearlite structure was not sufficient, and the volume ratio of the pro-eutectoid ferrite structure was excessive.
- the wire manufactured under each condition shown in Table 2 was heated to 700 ° C. with a heating time of 4 h, held for 5 h, and then subjected to a low-temperature annealing treatment for cooling to evaluate the mechanical properties of the wire.
- Table 3 shows the mechanical properties of steel wires of comparative examples produced by the following production method (conventional spheroidizing annealing).
- wire rods obtained by wire rolling steel slabs of steel types A to R under the same conditions as above were wound and then cooled with stealmore. Thereafter, after wire drawing with a surface reduction rate of 25%, the wire was heated to 740 ° C. with a temperature rising time of 4 h and held for 4 h. Further, the heated and held wire was cooled to 650 ° C. at 15 ° C./h, and then allowed to cool in the air.
- a tensile test in accordance with the test method of JIS Z2241 was performed using a 9A test piece of JIS Z2201, and the tensile strength TS and the drawing value RA were evaluated.
- Table 4 shows the tensile strength TS and the drawing value RA after low-temperature annealing.
- the comparison of the mechanical characteristic with the conventional spheroidizing annealing material (normal annealing material) shown in Table 3 is shown collectively.
- “Excellent” in Table 4 indicates that the characteristics are superior to those of conventional spheroidized annealing materials.
- “Yes” indicates that the properties are the same as those of a conventional spheroidized annealed material (tensile strength TS is within ⁇ 10 MPa and drawing value RA is within ⁇ 2%).
- “impossible” indicates that the characteristics are inferior to those of the conventional spheroidized annealing material.
- Level 22 in Table 4 shows the characteristics of steel wire of steel type L having a high Cr content. At this level 22, the tensile strength TS after low-temperature annealing was high even when wire drawing with a surface reduction rate of 60% was performed, and the softening properties of the steel wire were inferior to those of the conventional spheroidized annealing material. On the other hand, as can be seen from the examples of levels 1, 2, 4, 6, 7, 11, 12, 14, 16, 17, 19, 21, 23 to 28 in Table 4, even in low temperature annealing, The mechanical properties of the steel wire manufactured according to the standard were equal or superior to those of the conventional spheroidized annealing material.
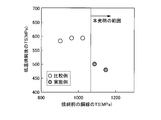
- FIG. 1 shows the relationship between the tensile strength TS of steel wires of levels 8, 9, 10, 11, and 12 shown in Table 2 and the tensile strength TS after low-temperature annealing of these steel materials.
- the steel component and the structure are equivalent, and the tensile strength TS is different.
- the tensile strength TS is 480 + 850 ⁇ Ceq.
- MPa or higher for example, 1064 ° C. or higher
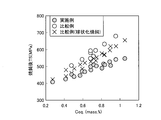
- FIG. 2 shows the carbon equivalent Ceq. Of steel wires of levels 1 to 28 listed in Table 4 and levels 29 to 46 listed in Table 3. And the tensile strength TS after annealing. As shown in FIG. 2, in the Example of Table 4, it turns out that the tensile strength TS of a steel wire is low compared with the conventional spheroidizing annealing material, and the steel wire is softening.
- FIG. 4 is a diagram showing the relationship between the F1 value expressed by the above formula (2) and the wire drawing area reduction ratio of steel wires of levels 1 to 12, 14, 16 to 21, and 23 to 28 in Table 2. is there. Note that these levels of steel wire satisfy the above-described structure (volume ratio of each structure) and components. In the steel wire with “good softening characteristics” in FIG. 4, the tensile strength TS of the steel wire after low-temperature annealing shown in Table 4 is equal to or less than that of the conventional spheroidized annealing material.
- the tensile strength TS of the steel wire after the low-temperature annealing is higher than the tensile strength TS of the conventional spheroidized annealing material.
- the wire drawing area reduction ratio is 25 + 82 ⁇ F1% or more, it can be seen that the softening property of the steel wire after low-temperature annealing is excellent.
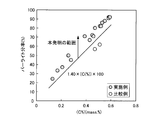
- FIG. 5 shows the C content (C%) of steel wires of levels 1, 2, 4, 6, 7, 11-17, 19, 21, 23-28 in Table 2, and the volume fraction of pearlite structure (perlite content). Rate).
- C% C% of steel wires of levels 1, 2, 4, 6, 7, 11-17, 19, 21, 23-28 in Table 2
- volume fraction of pearlite structure perlite content. Rate
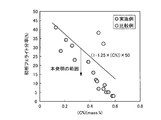
- FIG. 6 shows the relationship between the C content of the steel wire at the same level as that used in FIG. 5 and the volume fraction of the pro-eutectoid ferrite structure (pro-eutectoid ferrite fraction).
- volume fraction of the pro-eutectoid ferrite structure is larger than (1-1.25 ⁇ (C%)) ⁇ 50 (%) (levels 13 and 15), as shown in Table 4, conventional spheroidized annealing materials It can be seen that the mechanical properties of the steel wire after lower temperature annealing are inferior.
- the steel wire according to the present invention is suitable for use as a material for machine parts such as bolts, screws, and nuts formed by cold forging.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011511914A JP4842407B2 (ja) | 2009-11-17 | 2010-10-13 | 低温焼鈍用鋼線及びその製造方法 |
| KR1020117012004A KR101382664B1 (ko) | 2009-11-17 | 2010-10-13 | 저온 어닐링용 강선 및 그 제조 방법 |
| CN201080003328.9A CN102227512B (zh) | 2009-11-17 | 2010-10-13 | 低温退火用钢线及其制造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009262158 | 2009-11-17 | ||
| JP2009-262158 | 2009-11-17 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011062012A1 true WO2011062012A1 (fr) | 2011-05-26 |
Family
ID=44059496
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/067925 WO2011062012A1 (fr) | 2009-11-17 | 2010-10-13 | Fil d'acier pour recuit à basse température et son procédé de production |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP4842407B2 (fr) |
| KR (1) | KR101382664B1 (fr) |
| CN (1) | CN102227512B (fr) |
| WO (1) | WO2011062012A1 (fr) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013031640A1 (fr) * | 2011-08-26 | 2013-03-07 | 新日鐵住金株式会社 | Matériau de fil pour un composant de machine non raffiné ; fil d'acier pour un composant de machine non raffiné ; composant de machine non raffiné ; et procédé permettant de fabriquer un matériau de fil pour un composant de machine non raffiné, un fil d'acier pour un composant de machine non raffiné et un composant de machine non raffiné |
| JP2013163842A (ja) * | 2012-02-10 | 2013-08-22 | Sugita Seisen:Kk | 結合部材作製用高強度細径鋼線の製造方法 |
| JP2014037592A (ja) * | 2012-08-20 | 2014-02-27 | Nippon Steel & Sumitomo Metal | 熱間圧延棒鋼または線材 |
| WO2014199919A1 (fr) * | 2013-06-13 | 2014-12-18 | 新日鐵住金株式会社 | FIL MACHINE POUR FABRICATION DE FIL D'ACIER POUR BOULON À STRUCTURE PERLITIQUE OFFRANT UNE RÉSISTANCE À LA TRACTION DE 950 MPa À 1 600 MPA, FIL D'ACIER POUR BOULON À STRUCTURE PERLITIQUE OFFRANT UNE RÉSISTANCE À LA TRACTION DE 950 MPA À 1 600 MPa, BOULON À STRUCTURE PERLITIQUE ET PROCÉDÉS DE FABRICATION DE CEUX-CI |
| WO2015141840A1 (fr) * | 2014-03-20 | 2015-09-24 | 新日鐵住金株式会社 | Fil d'acier favorablement usinable et procédé de production de ce dernier |
| WO2015189978A1 (fr) * | 2014-06-13 | 2015-12-17 | 新日鐵住金株式会社 | Matériau d'acier pour forgeage à froid |
| JP2017504721A (ja) * | 2013-12-24 | 2017-02-09 | アルセロールミタル・ワイヤ・フランス | 高い疲労強度および水素脆性に対する耐性を有する冷間圧延鋼線ならびに該鋼線が組み込まれる可撓性導管の補強 |
| US9845519B2 (en) | 2012-03-26 | 2017-12-19 | Kobe Steel, Ltd. | Boron-added high strength steel for bolt and high strength bolt having excellent delayed fracture resistance |
| WO2018008355A1 (fr) * | 2016-07-04 | 2018-01-11 | 株式会社神戸製鋼所 | Acier pour structures de machines de travail à froid, et son procédé de fabrication |
| EP3252184A4 (fr) * | 2015-01-27 | 2018-09-12 | Nippon Steel & Sumitomo Metal Corporation | Matériau en barreau pour composant de machine non trempé, barreau d'acier pour composant de machine non trempé et composant de machine non trempé |
| JP2018197375A (ja) * | 2017-05-24 | 2018-12-13 | 新日鐵住金株式会社 | 伸線加工用熱間圧延線材 |
| CN110512046A (zh) * | 2019-10-08 | 2019-11-29 | 武汉钢铁集团鄂城钢铁有限责任公司 | 一种螺纹钢的低成本制造方法 |
| EP3901310A4 (fr) * | 2018-12-18 | 2022-01-19 | Posco | Fil-machine dont le traitement thermique d'adoucissement peut être omis, et son procédé de fabrication |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5316634B2 (ja) * | 2011-12-19 | 2013-10-16 | Jfeスチール株式会社 | 加工性に優れた高強度鋼板およびその製造方法 |
| JP5486634B2 (ja) | 2012-04-24 | 2014-05-07 | 株式会社神戸製鋼所 | 冷間加工用機械構造用鋼及びその製造方法 |
| CN102719650B (zh) * | 2012-06-27 | 2013-12-25 | 贵州大学 | 钢丝绳用高碳碳素钢丝热处理工艺 |
| CN102773399A (zh) * | 2012-07-12 | 2012-11-14 | 海盐三马标准件有限公司 | 一种工程机械履带螺母加工方法 |
| US20150368768A1 (en) * | 2013-01-31 | 2015-12-24 | Jfe Steel Corporation | Electric Resistance Welded Steel Pipe |
| CN104152805A (zh) * | 2014-07-25 | 2014-11-19 | 安徽霍山科皖特种铸造有限责任公司 | 一种合金钢及其热处理方法 |
| KR101672103B1 (ko) * | 2014-12-22 | 2016-11-02 | 주식회사 포스코 | 표면품질이 우수한 고강도 아연도금강판용 열연강판 및 이의 제조방법 |
| KR101672102B1 (ko) * | 2014-12-22 | 2016-11-02 | 주식회사 포스코 | 표면품질이 우수한 고강도 아연도금강판용 열연강판 및 이의 제조방법 |
| CN104831192A (zh) * | 2015-05-22 | 2015-08-12 | 丹阳凯富达过滤器材有限公司 | 一种金属丝及其制作工艺 |
| KR101714916B1 (ko) * | 2015-11-12 | 2017-03-10 | 주식회사 포스코 | 냉간단조성이 우수한 선재 및 그 제조방법 |
| KR102027874B1 (ko) * | 2016-01-15 | 2019-10-02 | 닛폰세이테츠 가부시키가이샤 | 비조질 기계 부품용 강선 및 비조질 기계 부품 |
| CN105779864B (zh) * | 2016-04-28 | 2017-11-21 | 武汉钢铁有限公司 | 弥散强化微合金高强钢及其生产方法 |
| CN106086323A (zh) * | 2016-07-13 | 2016-11-09 | 马鞍山市万鑫铸造有限公司 | 高性能铝镁合金钢螺母连接件及其制备方法 |
| KR20180072442A (ko) * | 2016-12-21 | 2018-06-29 | 주식회사 포스코 | 고강도 고내식 강선 및 이의 제조방법 |
| CN107557681B (zh) * | 2017-08-02 | 2019-05-17 | 邢台钢铁有限责任公司 | 一种具有优异变形性能的中低碳钢线材及其生产方法 |
| CN107675101B (zh) * | 2017-08-15 | 2019-07-12 | 石家庄钢铁有限责任公司 | 一种耐腐蚀铁路螺栓和道钉用钢及其制造方法 |
| KR102021199B1 (ko) * | 2017-11-27 | 2019-09-11 | 현대제철 주식회사 | 강재 및 그 제조방법 |
| WO2019122949A1 (fr) * | 2017-12-18 | 2019-06-27 | Arcelormittal | Profilé en acier ayant une épaisseur d'au moins 100 mm et son procédé de fabrication |
| KR102042062B1 (ko) * | 2017-12-22 | 2019-11-08 | 주식회사 포스코 | 냉간압조용 선재 및 이의 제조방법 |
| KR102355675B1 (ko) * | 2019-07-12 | 2022-01-27 | 주식회사 포스코 | 고강도 스프링용 선재, 강선 및 그 제조방법 |
| CN111218616B (zh) * | 2020-02-20 | 2021-03-30 | 山东钢铁股份有限公司 | 一种耐低温高韧性的高强度低合金圆钢及其制备方法 |
| CN113832389B (zh) * | 2020-06-24 | 2022-10-21 | 宝山钢铁股份有限公司 | 一种冷挤压圆钢及其制造方法 |
| CN115161545B (zh) * | 2022-04-22 | 2023-05-02 | 江苏永钢集团有限公司 | 一种高塑性低强度中碳冷镦钢精线及其生产方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006124774A (ja) * | 2004-10-28 | 2006-05-18 | Kobe Steel Ltd | 冷間鍛造用肌焼鋼の製造方法 |
| JP2006225701A (ja) * | 2005-02-16 | 2006-08-31 | Nippon Steel Corp | 球状化処理後の冷間鍛造性に優れた鋼線材及びその製造方法 |
| JP2006316291A (ja) * | 2005-05-10 | 2006-11-24 | Nippon Steel Corp | 冷間鍛造性に優れた鋼線及びその製造方法 |
| JP2009275252A (ja) * | 2008-05-13 | 2009-11-26 | Nippon Steel Corp | 焼鈍後の冷間鍛造性に優れた鋼線材及びその製造方法 |
| JP2010159476A (ja) * | 2009-01-09 | 2010-07-22 | Nippon Steel Corp | 低温焼鈍後の冷間鍛造性に優れた鋼線材及びその製造方法並びに冷間鍛造性に優れた鋼線材の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101033752B1 (ko) * | 2005-02-16 | 2011-05-09 | 신닛뽄세이테쯔 카부시키카이샤 | 구상화 처리 후의 냉간 단조성이 우수한 열간 압연 선재,우수한 냉간 단조성을 갖는 구상화 어닐링 처리된 강선, 및그들의 제조 방법 |
-
2010
- 2010-10-13 KR KR1020117012004A patent/KR101382664B1/ko active IP Right Grant
- 2010-10-13 WO PCT/JP2010/067925 patent/WO2011062012A1/fr active Application Filing
- 2010-10-13 CN CN201080003328.9A patent/CN102227512B/zh active Active
- 2010-10-13 JP JP2011511914A patent/JP4842407B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006124774A (ja) * | 2004-10-28 | 2006-05-18 | Kobe Steel Ltd | 冷間鍛造用肌焼鋼の製造方法 |
| JP2006225701A (ja) * | 2005-02-16 | 2006-08-31 | Nippon Steel Corp | 球状化処理後の冷間鍛造性に優れた鋼線材及びその製造方法 |
| JP2006316291A (ja) * | 2005-05-10 | 2006-11-24 | Nippon Steel Corp | 冷間鍛造性に優れた鋼線及びその製造方法 |
| JP2009275252A (ja) * | 2008-05-13 | 2009-11-26 | Nippon Steel Corp | 焼鈍後の冷間鍛造性に優れた鋼線材及びその製造方法 |
| JP2010159476A (ja) * | 2009-01-09 | 2010-07-22 | Nippon Steel Corp | 低温焼鈍後の冷間鍛造性に優れた鋼線材及びその製造方法並びに冷間鍛造性に優れた鋼線材の製造方法 |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2013031640A1 (ja) * | 2011-08-26 | 2015-03-23 | 新日鐵住金株式会社 | 非調質機械部品用線材、非調質機械部品用鋼線、及び、非調質機械部品とそれらの製造方法 |
| US10287658B2 (en) | 2011-08-26 | 2019-05-14 | Nippon Steel and Sumitomo Metal Corporation | Wire material for non-heat treated component, steel wire for non-heat treated component, and non-heat treated component and manufacturing method thereof |
| CN103906853A (zh) * | 2011-08-26 | 2014-07-02 | 新日铁住金株式会社 | 非调质机械部件用线材、非调质机械部件用钢线和非调质机械部件及它们的制造方法 |
| WO2013031640A1 (fr) * | 2011-08-26 | 2013-03-07 | 新日鐵住金株式会社 | Matériau de fil pour un composant de machine non raffiné ; fil d'acier pour un composant de machine non raffiné ; composant de machine non raffiné ; et procédé permettant de fabriquer un matériau de fil pour un composant de machine non raffiné, un fil d'acier pour un composant de machine non raffiné et un composant de machine non raffiné |
| JP2013163842A (ja) * | 2012-02-10 | 2013-08-22 | Sugita Seisen:Kk | 結合部材作製用高強度細径鋼線の製造方法 |
| US9845519B2 (en) | 2012-03-26 | 2017-12-19 | Kobe Steel, Ltd. | Boron-added high strength steel for bolt and high strength bolt having excellent delayed fracture resistance |
| JP2014037592A (ja) * | 2012-08-20 | 2014-02-27 | Nippon Steel & Sumitomo Metal | 熱間圧延棒鋼または線材 |
| JPWO2014199919A1 (ja) * | 2013-06-13 | 2017-02-23 | 新日鐵住金株式会社 | 引張強さが950〜1600MPaであるパーライト組織ボルト用の鋼線の製造用の線材、引張強さが950〜1600MPaであるパーライト組織ボルト用の鋼線、パーライト組織ボルト、及び、それらの製造方法 |
| WO2014199919A1 (fr) * | 2013-06-13 | 2014-12-18 | 新日鐵住金株式会社 | FIL MACHINE POUR FABRICATION DE FIL D'ACIER POUR BOULON À STRUCTURE PERLITIQUE OFFRANT UNE RÉSISTANCE À LA TRACTION DE 950 MPa À 1 600 MPA, FIL D'ACIER POUR BOULON À STRUCTURE PERLITIQUE OFFRANT UNE RÉSISTANCE À LA TRACTION DE 950 MPA À 1 600 MPa, BOULON À STRUCTURE PERLITIQUE ET PROCÉDÉS DE FABRICATION DE CEUX-CI |
| US11408049B2 (en) | 2013-12-24 | 2022-08-09 | Arcelormittal Wire France | Cold rolled steel wire, method and reinforcement of flexible conduits |
| JP2017504721A (ja) * | 2013-12-24 | 2017-02-09 | アルセロールミタル・ワイヤ・フランス | 高い疲労強度および水素脆性に対する耐性を有する冷間圧延鋼線ならびに該鋼線が組み込まれる可撓性導管の補強 |
| US10550448B2 (en) | 2013-12-24 | 2020-02-04 | Arcelormittal Wire France | Cold rolled steel wire, method and reinforcement of flexible conduits |
| US10221464B2 (en) | 2014-03-20 | 2019-03-05 | Nippon Steel & Sumitomo Metal Corporation | Excellent workability steel wire rod and method for production of same |
| JPWO2015141840A1 (ja) * | 2014-03-20 | 2017-04-13 | 新日鐵住金株式会社 | 良加工性鋼線材およびその製造方法 |
| WO2015141840A1 (fr) * | 2014-03-20 | 2015-09-24 | 新日鐵住金株式会社 | Fil d'acier favorablement usinable et procédé de production de ce dernier |
| US10533242B2 (en) | 2014-06-13 | 2020-01-14 | Nippon Steel Corporation | Steel for cold forging |
| JPWO2015189978A1 (ja) * | 2014-06-13 | 2017-04-27 | 新日鐵住金株式会社 | 冷間鍛造用鋼材 |
| WO2015189978A1 (fr) * | 2014-06-13 | 2015-12-17 | 新日鐵住金株式会社 | Matériau d'acier pour forgeage à froid |
| EP3252184A4 (fr) * | 2015-01-27 | 2018-09-12 | Nippon Steel & Sumitomo Metal Corporation | Matériau en barreau pour composant de machine non trempé, barreau d'acier pour composant de machine non trempé et composant de machine non trempé |
| US10457998B2 (en) | 2015-01-27 | 2019-10-29 | Nippon Steel Corporation | Wire rod for non heat-treated mechanical part, steel wire for non heat-treated mechanical part, and non heat-treated mechanical part |
| JP2018003106A (ja) * | 2016-07-04 | 2018-01-11 | 株式会社神戸製鋼所 | 冷間加工用機械構造用鋼およびその製造方法 |
| WO2018008355A1 (fr) * | 2016-07-04 | 2018-01-11 | 株式会社神戸製鋼所 | Acier pour structures de machines de travail à froid, et son procédé de fabrication |
| JP2018197375A (ja) * | 2017-05-24 | 2018-12-13 | 新日鐵住金株式会社 | 伸線加工用熱間圧延線材 |
| EP3901310A4 (fr) * | 2018-12-18 | 2022-01-19 | Posco | Fil-machine dont le traitement thermique d'adoucissement peut être omis, et son procédé de fabrication |
| CN110512046A (zh) * | 2019-10-08 | 2019-11-29 | 武汉钢铁集团鄂城钢铁有限责任公司 | 一种螺纹钢的低成本制造方法 |
| CN110512046B (zh) * | 2019-10-08 | 2021-08-10 | 宝武集团鄂城钢铁有限公司 | 一种螺纹钢的低成本制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102227512B (zh) | 2013-10-23 |
| KR101382664B1 (ko) | 2014-04-07 |
| CN102227512A (zh) | 2011-10-26 |
| KR20110083688A (ko) | 2011-07-20 |
| JPWO2011062012A1 (ja) | 2013-04-04 |
| JP4842407B2 (ja) | 2011-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4842407B2 (ja) | 低温焼鈍用鋼線及びその製造方法 | |
| JP5257082B2 (ja) | 低温焼鈍後の冷間鍛造性に優れた鋼線材及びその製造方法並びに冷間鍛造性に優れた鋼線材の製造方法 | |
| JP5026626B2 (ja) | 冷間鍛造性に優れた鋼線及びその製造方法 | |
| JP6252713B1 (ja) | 高強度鋼板およびその製造方法 | |
| KR102016432B1 (ko) | 고강도 냉연 강판 및 그의 제조 방법 | |
| JP5521885B2 (ja) | 高強度かつ耐水素脆化特性に優れた機械部品用鋼線、および機械部品とその製造方法 | |
| JP5195009B2 (ja) | 焼鈍後の冷間鍛造性に優れた鋼線材及びその製造方法 | |
| JP5812048B2 (ja) | 焼入れ性および加工性に優れる高炭素熱延鋼板およびその製造方法 | |
| JP3764715B2 (ja) | 高強度冷間成形ばね用鋼線とその製造方法 | |
| JP4291860B2 (ja) | 高強度鋼板およびその製造方法 | |
| JP5407178B2 (ja) | 冷間加工性に優れた冷間鍛造用鋼線材およびその製造方法 | |
| JP4712838B2 (ja) | 耐水素脆化特性および加工性に優れた高強度冷延鋼板 | |
| JP5363922B2 (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| JP2013234349A (ja) | 冷間加工性に優れた鋼線材・棒鋼とその製造方法 | |
| JP6244701B2 (ja) | 焼入れ性および加工性に優れる高炭素熱延鋼板およびその製造方法 | |
| JP5302840B2 (ja) | 伸びと伸びフランジ性のバランスに優れた高強度冷延鋼板 | |
| WO2015146174A1 (fr) | Tôle d'acier laminée à chaud à haute teneur en carbone et son procédé de production | |
| JP2005290547A (ja) | 延性および伸びフランジ性に優れた高炭素熱延鋼板およびその製造方法 | |
| JP6569845B1 (ja) | 高炭素熱延鋼板およびその製造方法 | |
| JP2004204263A (ja) | 冷間加工性と浸炭時の粗大粒防止特性に優れた肌焼用鋼材とその製造方法 | |
| JP2002146480A (ja) | 冷間加工性に優れた線材・棒鋼およびその製造方法 | |
| JP5363867B2 (ja) | 伸びおよび伸びフランジ性に優れた高強度冷延鋼板 | |
| JP2022122483A (ja) | 熱延鋼板およびその製造方法 | |
| JP2022122482A (ja) | 熱延鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080003328.9 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2011511914 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20117012004 Country of ref document: KR Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10831408 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 10831408 Country of ref document: EP Kind code of ref document: A1 |