WO2010126018A1 - 臓器モデル - Google Patents
臓器モデル Download PDFInfo
- Publication number
- WO2010126018A1 WO2010126018A1 PCT/JP2010/057411 JP2010057411W WO2010126018A1 WO 2010126018 A1 WO2010126018 A1 WO 2010126018A1 JP 2010057411 W JP2010057411 W JP 2010057411W WO 2010126018 A1 WO2010126018 A1 WO 2010126018A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- organ model
- organ
- polyvinyl alcohol
- molding material
- gel
- Prior art date
Links
Images


Classifications
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09B—EDUCATIONAL OR DEMONSTRATION APPLIANCES; APPLIANCES FOR TEACHING, OR COMMUNICATING WITH, THE BLIND, DEAF OR MUTE; MODELS; PLANETARIA; GLOBES; MAPS; DIAGRAMS
- G09B23/00—Models for scientific, medical, or mathematical purposes, e.g. full-sized devices for demonstration purposes
- G09B23/28—Models for scientific, medical, or mathematical purposes, e.g. full-sized devices for demonstration purposes for medicine
- G09B23/30—Anatomical models
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/02—Homopolymers or copolymers of unsaturated alcohols
- C08L29/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31652—Of asbestos
- Y10T428/31667—Next to addition polymer from unsaturated monomers, or aldehyde or ketone condensation product
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
Definitions
- the present invention relates to an organ model. More specifically, for example, an organ model that can be suitably used in a surgical practice such as an incision or cutting suture of a human body, a surgical practice using an endoscope, and the like, and it can be suitably used for the organ model.
- the present invention relates to an organ model molding material and a method for producing the same.
- the organ model of the present invention can also be suitably used when confirming the sharpness of surgical excision tools such as a surgical knife, a surgical knife, and a laser knife.
- animal organs such as pigs have been used as internal organs of animals used by surgeons for practicing techniques. From the viewpoint of animal welfare and hygiene, such animals Development of an artificial organ model that has properties close to those of other organs and can be used as an alternative to the organs of the animals is highly desired.
- model bodies made of, for example, silicone, urethane elastomer, styrene elastomer, etc. have been proposed as artificial organ models resembling living organs (for example, Patent Document 1).
- organ models made of these materials have water repellency, so they are not as hydrophilic as the human body, and when the incision is made, the incision does not close and spread, and the human body has a cutting feeling and feel. Are quite different, so they are not suitable for practicing doctors.
- model of biological soft tissue it is obtained by injecting a solution in which two types of polyvinyl alcohol are dissolved into a biological soft tissue mold and then allowing it to gel by cooling, and removing the resulting aqueous gel composition from the mold.
- Model has been proposed (see, for example, Patent Document 2).
- this living body soft tissue model requires two kinds of polyvinyl alcohol as raw materials at the production stage, so that the adjustment of the composition is complicated, the surface is sticky and brittle, and the tensile strength is small.
- the tensile strength is small.
- it has a cutting feeling that is quite different from that of a living organ.
- the present invention has been made in view of the above-described prior art, has hydrophilicity similar to that of a human organ, and has a cutting feeling that an incision part spreads like a human biological organ when an incision is made.
- An object of the present invention is to provide an organ model that can be suitably used for practicing a technique, a molding material for an organ model that can be suitably used for the organ model, and a method for manufacturing the same.
- the present invention (1) An organ model molding material comprising an aqueous gel composed of polyvinyl alcohol having an average polymerization degree of 300 to 3500 and a saponification degree of 90 mol% or more, and silica particles, (2) A polyvinyl alcohol aqueous solution containing polyvinyl alcohol and silica particles having an average polymerization degree of 300 to 3500 and a saponification degree of 90 mol% or more is cooled to a temperature of ⁇ 10 ° C. or less, and the formed aqueous gel
- the present invention relates to a method for producing an organ model molding material comprising thawing, and (3) an organ model having a surface layer composed of at least the organ model molding material described in (1).
- the molding material for organ model of the present invention has hydrophilicity similar to that of a human organ, and has a cutting feeling that the incision portion spreads like a human biological organ when incised. Can be suitably used.
- an organ model molding material that has hydrophilicity like a human body and has a cutting feeling that an incision part spreads like a living organ when incised is produced. can do.
- the organ model of the present invention has hydrophilicity like a human body and has a cutting feeling that the incision part spreads like a living organ when an incision is made, for example, an organ used when practicing a procedure It can be suitably used as a model.
- an organ having a surface layer made of a material containing silica particles and an aqueous gel made of polyvinyl alcohol having an average polymerization degree of 300 to 3500 and a saponification degree of 90 mol% or more as a material constituting the organ model It has been found that the model has hydrophilicity like a human body, and when the incision is made, the incision portion spreads like a living organ, and can be suitably used for practicing a procedure by a doctor or the like. The present invention has been completed based on such findings.
- the organ model molding material of the present invention has been conventionally used for animal organs such as pigs, but is expected to be used as an alternative to such animal organs from the viewpoint of animal welfare, hygiene and the like. It is what is done.
- the organ model molding material of the present invention may form a surface layer of an organ model, or may constitute the entire organ model.
- the organ model molding material of the present invention forms the surface layer of the organ model
- the organ model molding material of the present invention is used as the organ model surface material.
- the organ model molding material of the present invention contains an aqueous gel and silica particles made of polyvinyl alcohol having an average polymerization degree of 300 to 3500 and a saponification degree of 90 mol% or more.
- the organ model molding material of the present invention is prepared, for example, by bringing an aqueous polyvinyl alcohol solution containing polyvinyl alcohol and silica particles having an average polymerization degree of 300 to 3500 and a saponification degree of 90 mol% or more to a temperature of ⁇ 10 ° C. or less. It can be easily manufactured by cooling and thawing the formed aqueous gel.
- the average degree of polymerization determined by the viscosity method of polyvinyl alcohol is preferably 300 or more, more preferably 500 or more, and still more preferably 1000 or more, from the viewpoint of increasing the mechanical strength of the molding material for organ model of the present invention. From the viewpoint of imparting moderate elasticity that approximates the organ of the present invention, it is preferably 3500 or less, more preferably 3000 or less, and even more preferably 2500 or less.
- the saponification degree of polyvinyl alcohol is preferably 90 mol% or more, more preferably 95 mol% or more, and still more preferably 98 mol, from the viewpoint of increasing the mechanical strength and elastic modulus of the organ model molding material of the present invention. % Or more.
- Polyvinyl alcohol can usually be used as an aqueous solution. When polyvinyl alcohol is dissolved in water, it is preferable to heat polyvinyl alcohol or water from the viewpoint of increasing the solubility of polyvinyl alcohol.
- the temperature to be heated is not particularly limited, but is usually about 60 to 95 ° C.
- the concentration of polyvinyl alcohol in the aqueous polyvinyl alcohol solution is preferably 1% by weight or more, more preferably 3% by weight or more, and further preferably 5% by weight or more from the viewpoint of increasing the mechanical strength of the organ model molding material of the present invention. From the viewpoint of sufficiently dissolving polyvinyl alcohol in water, preventing stickiness and improving moldability, it is preferably 40% by weight or less, more preferably 30% by weight or less, and still more preferably 20% by weight or less.
- the organ model molding material of the present invention contains silica particles. Since the organ model molding material of the present invention contains silica particles in this way, it has moderate hydrophilicity without repeating cold thawing of a polyvinyl alcohol aqueous solution many times as in the prior art, The surface is not sticky, and when the incision is made, the incised part spreads like a living organ, and has the same cutting feeling and feel as the living organ, and has excellent mechanical strength.
- the particle diameter of the silica particles is preferably about 3 to 100 nm from the viewpoint of improving the dispersion stability in polyvinyl alcohol and the smoothness of the molding material for organ model of the present invention.
- the silica particles are preferably used as, for example, colloidal silica.
- the content of silica particles in the colloidal silica is preferably about 3 to 40% by weight from the viewpoint of improving the dispersion stability in polyvinyl alcohol and the mechanical strength of the molding material for organ model of the present invention.
- Colloidal silica can be easily obtained commercially, for example, as a product name: Snowtex (registered trademark) manufactured by Nissan Chemical Industries, Ltd.
- the amount of silica particles is preferably from the viewpoint of improving the mechanical strength and elasticity of the molding material for organ model of the present invention, preventing stickiness, and imparting moderate hydrophilicity and water wettability per 100 parts by weight of polyvinyl alcohol. Is 0.01 parts by weight or more, more preferably 0.05 parts by weight or more, and still more preferably 0.1 parts by weight or more, preferably from the viewpoint of preventing the molding material for organ model of the present invention from becoming hard. 50 parts by weight or less, more preferably 30 parts by weight or less, and still more preferably 20 parts by weight or less.
- the amount of water includes the amount of water contained in the colloidal silica when colloidal silica is used as the silica particles. Silica particles can usually be mixed with polyvinyl alcohol or an aqueous solution thereof.
- the aqueous gel has an appropriate hydrophilicity, has an incision feeling that spreads like a living organ when incised, and has a good tensile strength, and is not sticky. Therefore, it is preferably a cross-linked gel cross-linked with dimethyl sulfoxide because it can be suitably used for organ models used for practicing procedures.
- the organ model molding material of the present invention includes a crosslinked gel and silica particles made of polyvinyl alcohol having an average polymerization degree of 300 to 3500 and a saponification degree of 90 mol% or more. contains.
- a surface layer made of a material containing silica gel and a crosslinked gel made of polyvinyl alcohol having an average polymerization degree of 300 to 3500 and a saponification degree of 90 mol% or more.
- the organ model has moderate hydrophilicity, and when the incision is made, the incision has a sense of incision that spreads like a living organ and has a good tensile strength. It has been found that it can be suitably used for
- the organ model molding material of the present invention is a crosslinked gel crosslinked with dimethyl sulfoxide
- the organ model molding material has, for example, an average degree of polymerization of 300 to 3500 and a saponification degree of 90 mol%.
- the polyvinyl alcohol mixed solution containing polyvinyl alcohol, silica particles, dimethyl sulfoxide and water as described above can be easily produced by cooling to a temperature of ⁇ 10 ° C. or lower and then thawing.
- polyvinyl alcohol can be usually added to a mixed solvent of dimethyl sulfoxide and water, water used for the mixed solvent, or a mixed liquid in which silica particles are added to the mixed solvent.
- the ratio of dimethyl sulfoxide to water is preferably 50/50 or more, more preferably 60/40 or more, from the viewpoint of increasing the tensile strength of the organ model molding material of the present invention. Preferably it is 70/30 or more, and from the viewpoint of suppressing the stickiness of the surface of the molding material for organ model of the present invention and enhancing the hydrophilicity, it is preferably 95/5 or less, more preferably 90/10 or less, and still more preferably. 85/15 or less.
- the aqueous gel has the same elasticity as that of a living organ, and when the incision is made, the incised portion spreads like a living organ, and the wettability and cutting comfort approximate that of a living organ.
- the surface is not sticky, has a low water content, and is composed of a crosslinked gel obtained by crosslinking polyvinyl alcohol with a boric acid compound from the viewpoint of preventing excessive swelling even when replenished with moisture. Preferably it is.
- a cross-linked gel obtained by cross-linking polyvinyl alcohol with a boric acid compound when used as a molding material for an organ model, surprisingly, it has elasticity similar to that of a living organ, and is incised.
- the organ model molding material using the crosslinked gel obtained by crosslinking polyvinyl alcohol of the present invention with a boric acid compound is suitable for an organ model in which at least the surface layer is composed of a crosslinked gel obtained by crosslinking polyvinyl alcohol with a boric acid compound.
- Can be used for The surface layer means the outer surface layer in the organ model.
- boric acid compound only needs to generate borate ions.
- boric acid compounds include boric acid, borates, boric acid esters, and the like, and these can be used alone or in admixture of two or more.
- boric acid compounds boric acid and borates are preferable from the viewpoint of compatibility with an aqueous polyvinyl alcohol solution, boric acid and inorganic salts of boric acid are more preferable, and boric acid is more preferable from the viewpoint of crosslinkability.
- borates include metal borate salts such as metaboric acid and tetraboric acid, and ammonium borate salts. Among these, borate salts are excellent in water solubility. Alkali metal salts are preferred. As the alkali metal, sodium and potassium are preferable.
- the boric acid compound can be mixed with the polyvinyl alcohol aqueous solution as it is, for example, in the form of powder, but from the viewpoint of uniformly mixing the boric acid compound and the polyvinyl alcohol aqueous solution, the boric acid compound is dissolved in water in advance. It is preferable to use as a boric acid compound aqueous solution.
- the concentration of the boric acid compound in the boric acid compound aqueous solution is preferably 1 g / L (liter) or more, more preferably 5 g / L or more, and even more preferably 10 g / L or more from the viewpoint of enhancing the crosslinking efficiency.
- the upper limit value of the boric acid compound concentration in the boric acid compound aqueous solution is a saturation concentration of the boric acid compound in the boric acid compound aqueous solution, although it varies depending on the liquid temperature of the boric acid compound aqueous solution.
- the boric acid compound aqueous solution is preferably a saturated aqueous solution of a boric acid compound.
- a saturated aqueous solution of boric acid compound is sufficiently dissolved in warm water heated to increase the solubility of the boric acid compound, and then the obtained aqueous boric acid compound solution is cooled until crystals of the boric acid compound are precipitated.
- the liquid temperature of the boric acid compound aqueous solution is not particularly limited, but it is usually preferably about room temperature to 40 ° C.
- the amount of the boric acid compound per 100 parts by weight of polyvinyl alcohol is preferably 1 part by weight or more, more preferably 3 parts by weight or more from the viewpoint of sufficiently crosslinking the polyvinyl alcohol, although it depends on the average degree of polymerization of the polyvinyl alcohol. Further, it is preferably 5 parts by weight or more, and preferably 60 parts by weight or less, more preferably 55 parts by weight or less, and still more preferably 50 parts by weight or less, from the viewpoint that the unreacted boric acid compound hardly remains. .
- Polyvinyl alcohol gels because it crosslinks when it comes into contact with a boric acid compound.
- the polyvinyl alcohol and the boric acid compound are preferably used as an aqueous solution as described above.
- the temperature at which the polyvinyl alcohol and boric acid compound are brought into contact with each other is not particularly limited, but it is usually preferably about room temperature to 40 ° C. from the viewpoint of promoting the crosslinking of the polyvinyl alcohol and increasing the production efficiency.
- Examples of the method of crosslinking polyvinyl alcohol with a boric acid compound include a method of adding a boric acid compound aqueous solution to a polyvinyl alcohol aqueous solution, and a method of adding a polyvinyl alcohol aqueous solution to a boric acid compound aqueous solution.
- the boric acid compound aqueous solution is added to the polyvinyl alcohol aqueous solution, the cross-linked gel formed by the cross-linking of the polyvinyl alcohol is present near the water surface of the polyvinyl alcohol aqueous solution.
- the polyvinyl alcohol Since the recovered cross-linked gel is cross-linked with boric acid compound, the polyvinyl alcohol is excellent in elasticity and has a water content as compared with the cross-linked polyvinyl alcohol cross-linked with polyvinyl alcohol by cold thawing an aqueous polyvinyl alcohol solution. There are few advantages, such as little stickiness, and even if it dries, it does not swell much even when replenished with water.
- This crosslinked gel is useful for forming at least the surface layer of the organ model of the present invention. Since the thickness of the surface layer varies depending on the type of the living organ, it cannot be determined unconditionally, and therefore it is preferable to appropriately determine the thickness according to the type of the living organ. Usually, the thickness of the surface layer is about 0.1 to 20 mm from the viewpoint of manufacturing an organ model that approximates a living organ.
- a polysaccharide to the aqueous polyvinyl alcohol solution from the viewpoint of preventing the surface layer from drying.
- polysaccharides include chitin, deacetylated chitin, chitosan, chitosan acetate, chitosan maleate, chitosan glycolate, chitosan sorbate, chitosan formate, chitosan salicylate, chitosan propionate, chitosan lactate, chitosan itako Nate, chitosan niacate, chitosan gallate, chitosan glutamate, carboxymethyl chitosan, alkyl cellulose, nitrocellulose, hydroxypropyl cellulose, starch, collagen, alginate, hyaluronic acid, heparin, etc. It is not limited to only. Of these, chitosan and derivatives thereof are preferred, and chitosan is more preferred from the viewpoint of preventing drying of the molding material for organ model of the present invention.
- chitosan examples include deacetylated chitin derived from crustaceans such as shrimp, crab and squid. Chitosan is readily available on the market. Chitosan can usually be used in the form of a powder.
- the molecular weight of chitosan is not particularly limited, but is usually preferably 10,000 to 200,000, more preferably 10,000 to 40,000.
- the amount of polysaccharide varies depending on the type and the like, it cannot be determined unconditionally. However, it is usually preferably 0 per 100 parts by weight of polyvinyl alcohol from the viewpoint of preventing drying of the molding material for organ model of the present invention. .3 parts by weight or more, more preferably 0.5 parts by weight or more, further preferably 1 part by weight or more, and preferably 300 parts by weight from the viewpoint of allowing the organ model molding material of the present invention to have appropriate elasticity. Parts or less, more preferably 250 parts by weight or less, still more preferably 200 parts by weight or less.
- the polysaccharide is usually preferably used as an aqueous solution from the viewpoint of enhancing dispersibility.
- the aqueous polysaccharide solution can be obtained, for example, by dissolving it in an aqueous solution of an acid such as acetic acid, hydrochloric acid, or lactic acid so that the concentration is about 0.5 to 10% by weight.
- This aqueous solution may be adjusted from neutral to basic with a basic substance such as sodium hydroxide or potassium hydroxide, if necessary.
- the polyvinyl alcohol aqueous solution is added with an appropriate amount of additives such as colorants such as pigments and dyes, fragrances, antioxidants, antifungal agents, and antibacterial agents, as long as the object of the present invention is not impaired. May be.
- additives can usually be added to an aqueous solution of polyvinyl alcohol.
- the organ model of the present invention is used as an organ model for a procedure practice in an operation such as incision or cutting suture of a human body, for example, in order to approximate the organ, the polyvinyl alcohol aqueous solution is a colorant having a desired color. It is preferable that it is colored.
- the polyvinyl alcohol aqueous solution is frozen at a temperature of ⁇ 10 ° C. or lower and then thawed to obtain a molding material for an organ model.
- the polyvinyl alcohol aqueous solution is injected into a mold having an inner surface shape corresponding to the form of the organ, and the polyvinyl alcohol aqueous solution in the mold is used.
- the organ model molding material can be produced by freezing at a temperature of ⁇ 10 ° C. or lower and thawing the formed aqueous gel or crosslinked gel.
- the organ model molding material of the present invention is produced in the form of a sheet
- the polyvinyl alcohol aqueous solution or the mixed solution is poured into a container or the like so as to have a predetermined depth. Cool to a temperature below °C.
- the container may be a resin container, a metal container, or the like.
- the bottom surface of the container may be flat or may have an inner surface shape corresponding to the shape of a desired organ model. When a flat sheet is formed, the bottom surface of the container is preferably flat.
- the organ model molding material of the present invention is a laminate of a sheet-like organ model molding material and a resin sheet from the viewpoint of increasing mechanical strength or approximating the surface state of a living organ. May be.
- a laminate of a sheet-shaped molding material for an organ model and a resin sheet is a resin sheet placed on the polyvinyl alcohol aqueous solution or the mixed solution, or the polyvinyl alcohol aqueous solution or the mixed solution is placed on the resin sheet,
- the sheet can be easily produced by cooling the sheet obtained by laminating the obtained polyvinyl alcohol aqueous solution or mixed solution and the resin sheet to a temperature of ⁇ 10 ° C. or lower.
- the polyvinyl alcohol aqueous solution or the mixed solution is placed on a resin sheet and the obtained polyvinyl alcohol aqueous solution or the mixed solution and the resin sheet are cooled to a temperature of ⁇ 10 ° C. or lower, for example, polyvinyl alcohol
- the resin sheet is placed in a container having a flat bottom surface, and the aqueous polyvinyl alcohol solution or mixed solution is placed on the upper surface so as to have a desired depth. Good.
- Suitable resin sheets include, for example, polyvinyl alcohol films, vinyl chloride resin sheets, polyvinylidene chloride films, resin sheets made of polyolefin resins such as polyethylene and polypropylene, polyamide films such as polyester films, polyurethane films, and nylon films.
- this invention is not limited only to this illustration.
- the polyvinyl alcohol film is preferable because it has excellent adhesion to the aqueous gel or cross-linked gel to be formed.
- Examples of the polyvinyl alcohol film that can be easily obtained commercially include biaxially stretched polyvinyl alcohol film manufactured by Nippon Synthetic Chemical Industry Co., Ltd. and trade name: Bobron (registered trademark).
- the resin sheet may be a net-like resin sheet provided with a large number of holes.
- the net-shaped resin sheet include a net-shaped resin sheet made of a resin such as polyester, polyurethane, and nylon.
- the mesh opening of the net-like resin sheet is not particularly limited, but is usually about 0.1 to 3 mm.
- the thickness of the resin sheet varies depending on the type of resin constituting the resin sheet and cannot be determined unconditionally, but is usually about 0.03 to 2 mm.
- the temperature at which the polyvinyl alcohol aqueous solution or the mixed solution is cooled is ⁇ 10 ° C. or less, more preferably ⁇ 15 ° C. or less, more preferably ⁇ from the viewpoint of increasing the mechanical strength of the molding material for organ model of the present invention. From the viewpoint of increasing the production efficiency of the molding material for organ model of the present invention, it is preferably ⁇ 35 ° C. or higher, more preferably ⁇ 30 ° C. or higher.
- the time for cooling the polyvinyl alcohol aqueous solution or mixed solution at the above temperature is preferably about 1 to 10 hours, more preferably from the viewpoint of increasing the mechanical strength of the molding material for organ model of the present invention and increasing the production efficiency thereof. About 3 to 8 hours.
- the polyvinyl alcohol aqueous solution is frozen by cooling the polyvinyl alcohol aqueous solution at a desired temperature for a desired time.
- An aqueous gel containing is formed.
- the mixed solution is frozen by cooling the mixed solution at a desired temperature for a desired time. At that time, the mixed solution gels, so that the crosslinked solution containing silica particles is used. A gel is formed.
- the aqueous gel or cross-linked gel containing the silica particles thus obtained is thawed.
- the aqueous gel or the crosslinked gel may be naturally thawed by being left at room temperature or may be thawed by heating.
- natural thawing is preferable from the viewpoint of enhancing energy efficiency.
- the temperature at which the aqueous gel or cross-linked gel is thawed is not particularly limited, and may usually be about room temperature to 40 ° C.
- the thawed aqueous gel or crosslinked gel can be heated if necessary.
- the aqueous gel or the crosslinked gel can be heated, for example, in a drying chamber.
- the temperature of the aqueous gel or cross-linked gel is preferably 35 ° C. or higher, more preferably 40 ° C. or higher, from the viewpoint of homogenizing the structure of the aqueous gel or cross-linked gel, preferably from the viewpoint of suppressing a decrease in gel elasticity. Is 80 ° C. or lower, more preferably 75 ° C. or lower, and further preferably 70 ° C. or lower.
- the time for adjusting the temperature of the aqueous gel or cross-linked gel to the above temperature varies depending on the temperature and cannot be determined unconditionally. However, from the viewpoint of homogenizing the structure of the aqueous gel or cross-linked gel, it is generally 0. It is preferably about 5 to 3 hours. After adjusting the temperature of the aqueous gel or crosslinked gel, the aqueous gel may be allowed to cool to room temperature.
- the organ model molding material of the present invention can be used as it is as the organ model molding material, but may be cut into a predetermined size as necessary.
- the polyvinyl alcohol aqueous solution or mixed solution is injected into a mold having an inner surface shape corresponding to the form of the organ, and the polyvinyl alcohol aqueous solution or mixed solution in the mold is brought to a temperature of ⁇ 10 ° C. or lower.
- the organ model may be produced simultaneously with the production of the organ model molding material by cooling and thawing the formed aqueous gel or cross-linked gel.
- the polyvinyl alcohol aqueous solution or the mixture can be mixed without repeating the operation of cold thawing of the polyvinyl alcohol aqueous solution a plurality of times as in the prior art.
- An aqueous gel having good mechanical strength can be obtained efficiently by performing cold thawing of the solution only once.
- the cold thawing operation may be repeated a plurality of times as necessary.
- the thickness of the sheet is determined depending on the type of the organ model or the type of blade used when cutting the sheet made of the organ model molding material of the present invention. However, it is usually 0.5 mm or more, more preferably 1 mm or more from the viewpoint of improving the operability of the sharpness inspection of the blade. From the viewpoint, it is preferably 30 mm or less, more preferably 25 mm or less.
- the sheet-shaped organ model molding material can be used as a procedure training sheet.
- blades include surgical scalpels used in surgical procedures such as incisions and sutures for human bodies, surgical procedures such as endoscopes, surgical knives, surgical scissors such as laser scalpels, etc.
- the present invention is not limited to such examples.
- the organ model of the present invention may be made of the organ model molding material or may have a surface layer made of the organ model molding material.
- the surface layer may be composed only of the organ model molding material, or may be a material obtained by adding an additive to the organ model molding material, or the organ model molding material. And a laminated sheet of resin sheet or nonwoven fabric.
- the organ model of the present invention preferably has a surface layer made of the molding material for organ model and is hollow from the viewpoint of reducing the weight and approximating an actual organ.
- An organ model having a surface layer made of the organ model molding material and having a hollow inside for example, has a surface layer made of the organ model molding material formed on the surface of a balloon having a hollow inside.
- it can be manufactured by curving a sheet-shaped molding material for an organ model into a cylindrical shape and bonding the end portions of the sheet.
- the balloon is the prototype of the organ model. Since the size and shape of the balloon vary depending on the type of organ, it cannot be determined unconditionally, and therefore it is preferable to determine appropriately according to the type of the organ.
- the balloon is preferably a hollow balloon that can be easily deformed from the viewpoint of manufacturing an organ model having a desired organ shape.
- the balloon include a resin balloon that can be easily deformed, a rubber balloon represented by natural rubber, silicone rubber, and the like.
- rubber balloons typified by rubber balloons made of natural rubber, silicone rubber and the like can be suitably used because they have stretchability.
- the thickness of the balloon is not particularly limited as long as it can be formed into a desired organ shape and can be easily deformed.
- the size of the balloon is such that the surface layer made of the organ model molding material is formed on the outer periphery thereof. It is preferable to adjust the size of the target organ model so that when the surface layer made of the organ model molding material is formed, the size of the target organ model is reduced.
- the organ model having a surface layer made of the molding material for organ model and having a hollow inside for example, wraps a balloon having a hollow inside with the molding material for organ model, and if necessary, the surplus organ model Removing the molding material, bonding the ends of the molding material to each other, curving the sheet-shaped organ model molding material into a cylinder, and if necessary, removing the excess organ model molding material, It can manufacture by the method etc. which adhere
- the thickness of the sheet-shaped organ model molding material is not particularly limited, but it is usually 1 to 20 mm, preferably about 1 to 10 mm.
- the thickness of the sheet-shaped molding material for organ model can be easily adjusted by, for example, rolling using a roller or the like. By this rolling operation, excess water contained in the organ model molding material can be easily removed.
- the size and shape of the molding material for the organ model vary depending on the type of the organ model and the like, it cannot be determined in general and is not particularly limited.
- the balloon is usually wrapped. Any size and shape may be used, and when an intestinal tract such as the large intestine or the small intestine is manufactured, the size and shape may be any suitable for the intestinal tract.
- the organ model molding material itself has the shape and size of the organ model.
- the balloon When the balloon is used, the balloon may be wrapped with a molding material for organ model and the ends may be bonded to each other.
- Examples of the method of bonding the end portions include a method of bonding by heat fusion, a method of bonding by an adhesive, and the like, but the present invention is not limited to such an example. Among these, an adhesive is not required, and production efficiency is increased. Therefore, a method of bonding by heat fusion is preferable.
- the balloon contained in the organ model is removed from the organ model before adhering the ends of the organ model molding material, it is formed only of the surface layer made of the organ model molding material. It is possible to manufacture an organ model in which is hollow. Further, in the case where the balloon contained therein is not removed from the organ model, an organ model in which a surface layer made of a molding material for organ model is formed on the surface of the balloon that is hollow inside can be manufactured. . In this case, from the viewpoint of maintaining the shape of the surface layer made of the organ model molding material, it is preferable that a resin sheet, a resin net, a nonwoven fabric, or the like is provided on the lower surface of the surface layer.
- An organ model in which a resin sheet, a resin net, a nonwoven fabric, or the like is provided on the lower surface of the surface layer is filled with a liquid or gel that will be described later when the internal cavity is filled with the liquid or gel described later. Can be prevented from coming into direct contact with the organ model molding material forming the surface layer.
- An organ model with a water-impermeable resin sheet on the lower surface of the surface layer is a resin sheet when the incision wound is too deep and is not appropriate during surgical practice such as incision of the human body or cutting suture. Since the liquid or gel filled in the cell is leaked from the wound mouth, it is suitable for use as an organ model for procedural exercises that can easily confirm whether appropriate procedural exercises are being performed. can do.
- the organ model that is provided with a resin net or non-woven fabric on the lower surface of the surface layer is not appropriate when the wound due to incision is too deep when practicing surgery in surgery such as incision and cutting suture of the human body, Resin nets and non-woven fabrics are torn and can be suitably used as an organ model for practicing techniques that can easily confirm whether or not proper practicing is practiced by the feel when the net is cut. .
- the inside of the organ model may remain a cavity depending on the type of organ, but if necessary, it can be filled with a liquid or gel.
- an organ model in which the blood-like liquid is filled in the organ model can be manufactured.
- This organ model is suitable for practicing surgical procedures such as incision and cutting sutures in the human body, etc., because the liquid filled inside leaks from the wound mouth when the wound due to incision is too deep and inappropriate. Therefore, it can be suitably used as an organ model for a technique practice that can easily confirm whether or not an appropriate technique practice is being performed.
- the organ model when a gel is filled in the cavity of an organ model, the organ model has the same color or hardness as that of the organ tissue constituting the organ.
- An organ model filled with a gel can be produced.
- This organ model is practiced because the gel filled inside leaks out from the wound mouth when the wound by the incision is too deep when practicing in surgery such as incision and cutting suture of the human body etc. Therefore, it can be suitably used as an organ model for practicing that can easily confirm whether or not proper practicing is being performed.
- the gel filled in the organ model there is no particular limitation on the gel filled in the organ model, and a gel having a wide range of gel strengths ranging from fluidity to high agar-like gel strength can be selected depending on the type of living organ.
- the internal cavity can be filled.
- the gel include a gel obtained by cold-thawing a polyvinyl alcohol aqueous solution, a gel obtained by absorbing water in a water-absorbent resin, agar, jelly, and the like, but the present invention is limited only to such illustrations. It is not a thing.
- additives such as colorants such as pigments and dyes, fragrances, antioxidants, antifungal agents, and antibacterial agents may be added to the gel in an appropriate amount.
- this organ model when practicing surgical procedures such as incision and cutting sutures of the human body, when the wound due to incision is too deep and inappropriate, the balloon is torn and the liquid or gel filled in the wound is damaged. Since it leaks from the mouth, it can be suitably used as an organ model for procedure practice that can easily confirm whether or not appropriate procedure practice is being performed.
- another balloon having a hollow inside is inserted into a balloon having a hollow inside, and a liquid or gel is filled in a gap between the outer balloon and the inner balloon.
- a surface layer made of a molding material for an organ model may be formed on the outer surface. Since this organ model can make the inside of the inner balloon hollow, the weight can be reduced and the cost can be reduced.
- the outer balloon, the inner balloon, and the liquid or gel to be filled may be the same as described above.
- An organ model in which a liquid or gel is filled in a gap between an outer balloon and an inner balloon inserts another balloon having a hollow inside into a balloon having a hollow inside, and liquid is inserted into the gap between the two.
- inserts another balloon having a hollow inside into a balloon having a hollow inside and liquid is inserted into the gap between the two.
- inflating the inner balloon by filling the inner balloon with gas or liquid, sealing by means such as binding the outer balloon and the inner balloon opening, then, It can be manufactured by forming a surface layer on the outer surface of the outer balloon in the same manner as described above. This surface layer can be produced in the same manner as described above by wrapping the balloon with an organ model molding material, removing excess organ model molding material as necessary, and bonding the ends thereof. .
- the organ model of the present invention is preferably one in which a surface layer is formed on a substrate having a shape corresponding to an internal organ from the viewpoint of further approximating an actual organ.
- the substrate having a shape corresponding to the internal organ is measured based on the data obtained by measuring the shape and size of the affected organ by, for example, computed tomography (CT) such as positron tomography and nuclear magnetic resonance imaging.
- CT computed tomography
- the substrate can be manufactured by a method of manufacturing a substrate having the same size and shape as that of the affected organ by performing a three-dimensional process with a computer and processing the base material based on the data.
- the base material include an epoxy resin having a property of being cured by irradiation with radiation or heat rays, and a polystyrene foam resin that can be easily cut, but the present invention is not limited to such examples.
- the substrate to be formed has the same shape as the organ.
- the size of the substrate can be set to be the same size as that of the actual organ when a surface layer made of a molding material for organ model having the same thickness as the surface layer of the organ is formed on the substrate. From the viewpoint of approximating a real organ.
- An organ model in which a surface layer is formed on a substrate having a shape corresponding to an organ is a method similar to a method for producing an organ model obtained by forming a surface layer made of an organ model molding material on the surface of the balloon.
- the substrate can be produced by wrapping the substrate with an organ model molding material, removing the excess organ model molding material as necessary, and bonding the ends thereof.
- An organ model in which a surface layer is formed on a substrate having a shape corresponding to an organ has a surface layer close to the organ without taking the affected organ out of the body, and is the same size as the organ. And an organ model having a shape can be grasped with the naked eye. Therefore, this organ model is not only useful as an organ model for an operation plan before performing a surgical operation, but also as an organ model for explaining to a patient or their family in advance about an operation. Useful.
- the organ model of the present invention can be produced by using the organ model molding material of the present invention obtained as described above.
- the organ model molding material of the present invention When the organ model molding material of the present invention is used, it has elasticity similar to that of a living organ, and when the incision is made, the incision portion expands like a living organ, and the wettability and cutting comfort approximate that of a living organ. It is possible to produce an organ model having an excellent property that its surface is not sticky and has a low moisture content and does not swell much even when replenished with moisture when dried.
- the organ model of the present invention thus manufactured can be suitably used as an organ model for surgical practice, an organ model for confirming the sharpness of a surgical excision tool, and the like.
- organ model examples include the brain, heart, esophagus, stomach, bladder, small intestine, large intestine, liver, kidney, pancreas, spleen, and uterus.
- the present invention is limited to such examples. It is not a thing.
- the organ model of the present invention has an incision feeling and a touch similar to those of living tissue such as human skin.
- an operation for inspecting the sharpness before shipping the manufactured surgical resection tool It can also be used as an organ model for inspecting the sharpness of the surgical excision tool, an organ model for confirming the sharpness of the surgical excision tool before surgery, and the like.
- Example I Production Example 1 (Production of viscous gel) 10% polyvinyl alcohol at 25 ° C. [degree of saponification: 98 to 99 mol%, average degree of polymerization: 1700, manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117] 300 mL of an aqueous solution was placed in a 1 L beaker. Thereafter, 300 mL of a saturated borax aqueous solution at 25 ° C. was added to the beaker and stirred, and the resulting fluid gel was obtained.
- Example 1 A polyvinyl alcohol having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% (manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117) was prepared so as to have a concentration of 10% by weight. did. The mixture was stirred for 15 minutes while heating to 80 ° C., and then allowed to cool to room temperature. 500 mL of the obtained aqueous polyvinyl alcohol solution was placed in a 1 L beaker.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt% was added to the beaker. The contents were stirred so as to have a uniform composition.
- a chestnut-colored translucent acrylic poster color (trade name: Delta Serum Coat, manufactured by Delta) similar to the color of a human stomach is added and stirred to obtain a uniform composition.
- aqueous solution of colored polyvinyl alcohol liquid temperature: 20 ° C.
- a polypropylene rectangular parallelepiped resin container having a vertical length of 25 cm, a horizontal length of 20 cm, and a height of 7 cm. Pour so that the depth is about 2 mm, and a biaxially stretched polyvinyl alcohol film (manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Boblon (registered trademark), thickness: about 14 ⁇ m) does not enter the upper surface. I piled up like this.
- the resin container was placed in a freezer room (room temperature: ⁇ 20 ° C.), cooled for 5 hours, taken out of the freezer room, and allowed to stand at room temperature until it reached room temperature.
- the obtained sheet was taken out from this resin container, put in a dryer, heated to 60 ° C., held at the same temperature for 10 minutes, then taken out from the dryer and allowed to cool.
- the obtained sheet was cut into a size of B5 to produce an organ model molding material.
- a rubber balloon made of natural rubber (capacity: about 0.8 L) which was inflated to be slightly smaller than the size of the human stomach by blowing in air was prepared, and the opening was closed.
- the rubber balloon After placing the rubber balloon on the organ model molding material obtained above with the closing mouth facing upward, pinch the four corners of the organ model molding material with your fingers, wrap the rubber balloon, The four corners were gathered, tied with a string, and the surplus portion of the organ model molding material was cut with scissors to produce an original model of an organ model having a shape resembling a pear-like stomach bag shape.
- the part of the organ model where the four corners of the original model were bound was fused with a soldering iron (100V, 30W), and formed into a sealed bag shape. Thereafter, a pear-like organ model that more closely resembles a stomach bag shape was produced by superimposing an organ model molding material manufactured in the same manner as described above on the original shape of the formed organ model.
- Example 2 polyvinyl alcohol having an average degree of polymerization of 1000 and a degree of saponification of about 98 to 99 mol% [manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-110] was used as the polyvinyl alcohol. Except for this, an organ model was prepared in the same manner as in Example 1.
- Example 3 polyvinyl alcohol having an average degree of polymerization of 2000 and a degree of saponification of about 98 to 99 mol% (manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-120) was used as the polyvinyl alcohol. Except for this, an organ model was prepared in the same manner as in Example 1.
- Example 4 In Example 1, an organ model was produced in the same manner as in Example 1 except that the amount of colloidal silica was changed to 1 mL.
- Example 5 an organ model was prepared in the same manner as in Example 1 except that the amount of colloidal silica was changed to 80 mL.
- Example 6 In Example 1, after pouring a polyvinyl alcohol aqueous solution (liquid temperature: 20 ° C.) into a resin container, a biaxially stretched polyvinyl alcohol film [manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Bobron (registered trademark) ), Thickness: about 14 ⁇ m], an organ model was prepared in the same manner as in Example 1 except that the above was not repeated.
- Example 7 In Example 1, instead of a biaxially stretched polyvinyl alcohol film [manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Bobron (registered trademark), thickness: about 14 ⁇ m], a polyester net (basis weight: 50 mg / cm 2) An organ model was prepared in the same manner as in Example 1 except that.
- Bobron registered trademark
- Example 8 In the same manner as in Example 1, an organ model having a shape approximated to a pear-shaped stomach bag shape was prepared. Next, after inserting a needle into the surface of the organ model, rupturing and deflating the built-in rubber balloon, unwind the tied part of the organ model and take out the rubber balloon to include the rubber balloon. Got no organ model.
- Example 9 In Example 8, instead of a biaxially stretched polyvinyl alcohol film (manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Bobron (registered trademark), thickness: about 14 ⁇ m), a polyester net (basis weight: 50 mg / cm 2) ) was used in the same manner as in Example 8 except that an organ model was prepared.
- Bobron registered trademark
- a polyester net basis weight: 50 mg / cm 2
- Example 10 In Example 1, an organ similar to Example 1 was used except that a rubber balloon filled with 150 mL of water instead of blowing air into the rubber balloon and inflated slightly smaller than the size of the human stomach was used. A model was created. This organ model approximated the shape of a stomach bag.
- Example 11 In Example 10, instead of a biaxially stretched polyvinyl alcohol film (manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Bobron (registered trademark), thickness: about 14 ⁇ m), a polyester net (basis weight: 5 g / cm 2) ) was used in the same manner as in Example 10 except that an organ model was prepared.
- Bobron registered trademark
- a polyester net basis weight: 5 g / cm 2
- Example 12 In Example 1, instead of blowing air into the rubber balloon, a rubber balloon filled with 150 mL of the viscous gel obtained in Production Example 1 and expanded slightly smaller than the size of the human stomach was used. An organ model was prepared in the same manner as in Example 1. This organ model approximated the shape of a stomach bag.
- Example 13 In Example 12, instead of a biaxially stretched polyvinyl alcohol film [manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Bobron (registered trademark), thickness: about 14 ⁇ m], a polyester net (basis weight: 50 mg / cm 2) ) was used in the same manner as in Example 12 except that the organ model was prepared.
- Bobron registered trademark
- Example 14 In Example 1, a rubber balloon made of another natural rubber similar to the rubber balloon was inserted into the rubber balloon made of natural rubber so that the rubber balloons were overlapped. The gap between the outer rubber balloon and the inner rubber balloon is filled with 150 mL of the viscous gel obtained in Production Example 1, and air is blown into the inner rubber balloon so that the outer rubber balloon and the inner rubber balloon are blown. After the balloon was inflated, an organ model was prepared in the same manner as in Example 1 except that a rubber balloon in which the openings of these rubber balloons were sealed was used. This organ model approximated the shape of a stomach bag.
- Example 15 In Example 14, instead of a biaxially stretched polyvinyl alcohol film [manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Bobron (registered trademark), thickness: about 14 ⁇ m], a polyester net (basis weight: 50 mg / cm 2) ) was used in the same manner as in Example 14 except that an organ model was prepared.
- Bobron registered trademark
- Example 16 A polyvinyl alcohol having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% (manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117) was prepared so as to have a concentration of 10% by weight. did. The mixture was stirred for 15 minutes while heating to 80 ° C., and then allowed to cool to room temperature. 500 mL of the obtained aqueous polyvinyl alcohol solution was placed in a 1 L beaker.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt% was added to the beaker. The contents were stirred so as to have a uniform composition.
- a chestnut-colored translucent acrylic poster color (trade name: Delta Serum Coat, manufactured by Delta) similar to the color of a human stomach is added and stirred to obtain a uniform composition.
- aqueous solution of colored polyvinyl alcohol liquid temperature: 20 ° C.
- a polypropylene rectangular parallelepiped resin container having a vertical length of 25 cm, a horizontal length of 20 cm, and a height of 7 cm. Pour so that the depth is about 2 mm, and overlay a polyester net (basis weight: 50 mg / cm 2 ) on the upper surface so that no air bubbles enter, and it is located at the approximate center in the depth direction of the polyvinyl alcohol aqueous solution. So that the polyester net was sunk.
- the resin container was placed in a freezer room (room temperature: ⁇ 20 ° C.), cooled for 5 hours, taken out of the freezer room, and allowed to stand at room temperature until it reached room temperature.
- the obtained sheet is taken out from the resin container, put in a drier, heated to 60 ° C. and held at the same temperature for 10 minutes, then taken out from the drier, allowed to cool, and a polyvinyl alcohol sheet is obtained. Produced.
- a polyester net (basis weight: 50 mg / cm 2 ) was placed on a flat base, and a laundry paste mainly composed of commercially available polyvinyl alcohol was applied to the polyester net.
- the polyvinyl alcohol sheets were stacked and integrated, and lightly rolled from the upper surface with a cylindrical roller.
- the obtained sheet is inverted, and a laminating sheet is produced by drying the washing paste by blowing warm air with a hair dryer (manufactured by Matsushita Electric Industrial Co., Ltd., trade name: Wind Press EH5401).
- seat was cut
- a rubber balloon made of natural rubber (capacity: about 0.8 L) which was inflated to be slightly smaller than the size of the human stomach by blowing in air was prepared, and the opening was closed.
- the part of the organ model where the four corners of the original model were bound was fused with a soldering iron (100V, 30W), and formed into a sealed bag shape. Thereafter, a pear-like organ model that more closely resembles a stomach bag shape was produced by superimposing an organ model molding material manufactured in the same manner as described above on the original shape of the formed organ model.
- Example 17 In the same manner as in Example 16, an organ model having a shape approximated to a pear-like stomach bag shape was produced. Next, after inserting a needle into the surface of the organ model, rupturing and deflating the built-in rubber balloon, unwind the tied part of the organ model and take out the rubber balloon to include the rubber balloon. Got no organ model.
- Example 18 In Example 16, instead of blowing air into the rubber balloon, 150 mL of water was filled, and a rubber balloon inflated slightly smaller than the size of the human stomach was used in the same manner as in Example 16, except that A model was created. This organ model approximated the shape of a stomach bag.
- Example 19 In Example 16, instead of blowing air into the rubber balloon, a rubber balloon filled with 150 mL of the viscous gel obtained in Production Example 1 and expanded slightly smaller than the size of the human stomach was used. An organ model was prepared in the same manner as in Example 16. This organ model approximated the shape of a stomach bag.
- Example 20 In Example 16, a rubber balloon made of another natural rubber similar to the rubber balloon was inserted into the rubber balloon made of natural rubber, so that the rubber balloons were overlapped. The gap between the outer rubber balloon and the inner rubber balloon is filled with 150 mL of the viscous gel obtained in Production Example 1, and air is blown into the inner rubber balloon so that the outer rubber balloon and the inner rubber balloon are blown. After the balloon was inflated, an organ model was prepared in the same manner as in Example 16 except that a rubber balloon in which the openings of these rubber balloons were sealed was used. This organ model approximated the shape of a stomach bag.
- Example 21 A polyvinyl alcohol having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% (manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117) was prepared so as to have a concentration of 10% by weight. did. The mixture was stirred for 15 minutes while heating to 80 ° C., and then allowed to cool to room temperature. 500 mL of the obtained aqueous polyvinyl alcohol solution was placed in a 1 L beaker.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt% was added to the beaker. The contents were stirred so as to have a uniform composition.
- a chestnut-colored translucent acrylic poster color (trade name: Delta Serum Coat, manufactured by Delta) similar to the color of a human stomach is added and stirred to obtain a uniform composition.
- aqueous solution of colored polyvinyl alcohol liquid temperature: 20 ° C.
- a polypropylene rectangular parallelepiped resin container having a vertical length of 25 cm, a horizontal length of 20 cm, and a height of 7 cm. Pour so that the depth is about 2 mm, and place a nylon meltblown nonwoven fabric (basis weight: 100 g / m 2 ) on the upper surface so that no air bubbles enter, and it is located at the approximate center in the depth direction of the polyvinyl alcohol aqueous solution. Sunk the nonwoven fabric.
- the resin container was placed in a freezer room (room temperature: ⁇ 20 ° C.), cooled for 5 hours, taken out of the freezer room, and allowed to stand at room temperature until it reached room temperature.
- the obtained sheet is taken out from the resin container, put in a drier, heated to 60 ° C. and held at the same temperature for 10 minutes, then taken out from the drier, allowed to cool, and a polyvinyl alcohol sheet is obtained. Produced.
- a nylon meltblown nonwoven fabric (basis weight: 100 g / m 2 ) is placed on a flat table, and a laundry paste mainly composed of commercially available polyvinyl alcohol is applied to the nonwoven fabric.
- the alcohol sheets were stacked and integrated, and lightly rolled from the upper surface with a cylindrical roller.
- the obtained composite sheet was reversed, and the laundry paste was dried by blowing warm air with a hair dryer (trade name: Wind Press EH5401 manufactured by Matsushita Electric Industrial Co., Ltd.) to prepare a laminated sheet.
- the laminated sheet was cut into a size of B5 to obtain an organ model molding material.
- a rubber balloon made of natural rubber (capacity: about 0.8 L) which was inflated to be slightly smaller than the size of the human stomach by blowing in air was prepared, and the opening was closed.
- the part of the organ model where the four corners of the original model were bound was fused with a soldering iron (100V, 30W), and formed into a sealed bag shape. Thereafter, a pear-like organ model that more closely resembles a stomach bag shape was produced by superimposing an organ model molding material manufactured in the same manner as described above on the original shape of the formed organ model.
- Example 22 In the same manner as in Example 21, an organ model having a shape approximated to a pear-shaped stomach bag shape was produced. Next, after inserting a needle into the surface of the organ model, rupturing and deflating the built-in rubber balloon, unwind the tied part of the organ model and take out the rubber balloon to include the rubber balloon. Got no organ model.
- Example 23 an organ was prepared in the same manner as in Example 21 except that a rubber balloon filled with 150 mL of water instead of blowing air into the rubber balloon and inflated slightly smaller than the size of the human stomach was used. A model was created. This organ model approximated the shape of a stomach bag.
- Example 24 In Example 21, instead of blowing air into the rubber balloon, a rubber balloon filled with 150 mL of the viscous gel obtained in Production Example 1 and expanded slightly smaller than the size of the human stomach was used. An organ model was prepared in the same manner as in Example 21. This organ model approximated the shape of a stomach bag.
- Example 25 In Example 21, a rubber balloon made of another natural rubber similar to the rubber balloon was inserted into the rubber balloon made of natural rubber, so that the rubber balloons were overlapped. The gap between the outer rubber balloon and the inner rubber balloon is filled with 150 mL of the viscous gel obtained in Production Example 1, and air is blown into the inner rubber balloon so that the outer rubber balloon and the inner rubber balloon are blown. After the balloon was inflated, an organ model was prepared in the same manner as in Example 21 except that a rubber balloon in which the openings of these rubber balloons were sealed was used. This organ model approximated the shape of a stomach bag.
- Example 1 an organ model was prepared in the same manner as in Example 1 except that colloidal silica was not used.
- Comparative Example 2 80 g of polyvinyl alcohol powder (average polymerization degree: 1700, saponification degree: 99.0 mol%) and 20 g of polyvinyl alcohol powder (average polymerization degree: 1800, saponification degree: 86 to 90 mol%) are mixed, An alcohol mixture was obtained. The obtained polyvinyl alcohol mixture was dissolved in a mixed solvent of dimethyl sulfoxide and water [dimethyl sulfoxide / water (weight ratio): 80/20] while heating at 120 ° C. to obtain a polyvinyl alcohol solution having a water content of 80% by weight. Prepared.
- the resulting polyvinyl alcohol solution was poured into a polypropylene resin container having a capacity of 200 mL, and then the resin container was cooled to room temperature.
- polyvinyl alcohol having an average degree of polymerization of 1700 and a saponification degree of 99.0 mol% and polyvinyl alcohol having an average degree of polymerization of 1800 and a saponification degree of 86 to 90 mol% It is understood that an elastic gel cannot be obtained even when the mixture is mixed at a weight ratio of 20, dissolved in a mixed solvent of water and dimethyl sulfoxide, and the obtained polyvinyl alcohol is cooled to room temperature.
- Comparative Example 3 In Comparative Example 1, after pouring the polyvinyl alcohol solution into a polypropylene resin container having a capacity of 200 mL, the temperature for cooling the resin container was changed from room temperature to ⁇ 20 ° C., frozen at this temperature for 24 hours, and then A gel was prepared and an organ model was prepared in the same manner as in Comparative Example 1 except that the solution was returned to room temperature and thawed. At that time, a gel was obtained unlike the comparative example 1, but it was confirmed that the obtained gel had low elasticity and its surface was sticky.
- Comparative Example 4 A commercially available silicone rubber sheet having a thickness of 4 mm was cut into a size of B5 to prepare an organ model molding material.
- an organ model was prepared in the same manner as in Example 1 using the organ model molding material obtained above instead of the organ model molding material used in Example 1.
- each of the organ models obtained in each example uses an organ model molding material containing polyvinyl alcohol and silica particles, and therefore has the same elasticity as a living organ.
- the incision expands like a living organ when the incision is made, the water wettability and cutting comfort approximate that of a living organ, the surface is non-sticky, has a low moisture content, and replenishes moisture when dried. It turns out that there is an excellent effect of not swelling much.
- the breaking strength of the surface layer obtained in Example 1 was 0.5 N / mm 2
- the breaking strength of the surface layer obtained in Comparative Example 3 was 1.1 N / mm 2 .
- the organ model molding material obtained in Comparative Example 3 has a very high strength and is hard, whereas the organ model molding material obtained in Example 1 has an appropriate strength. I know that there is.
- Example 26 A polyvinyl alcohol having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% (manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117) was prepared so as to have a concentration of 10% by weight. did. The mixture was stirred for 15 minutes while heating to 80 ° C., and then allowed to cool to room temperature. 500 mL of the obtained aqueous polyvinyl alcohol solution was placed in a 1 L beaker.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt% was added to the beaker. The contents were stirred so as to have a uniform composition.
- the mold was placed in a freezer room (room temperature: ⁇ 20 ° C.), cooled for 5 hours, taken out of the freezer room, and allowed to stand at room temperature until it reached room temperature.
- room temperature room temperature: ⁇ 20 ° C.
- the mold was placed in a dryer, heated to 60 ° C., held at the same temperature for 10 minutes, then taken out of the dryer and allowed to cool. Thereafter, the mold was opened, and the obtained organ model (length: about 15 cm, width: about 10 cm) was taken out of the mold.
- FIG. 1 is a drawing-substituting photograph of the organ model obtained above. As shown in FIG. 1, it can be seen that the obtained organ model has a form that approximates the liver of the human body.
- Example 1 the physical properties of the organ model approximated to the form of the liver of the human body obtained above are the same as in Example 1 in appearance, water wettability (hydrophilicity), cutting comfort, incisibility, stickiness, elasticity, When the water content and the water absorption after drying were examined, it was confirmed that it was the same as in Example 1.
- this organ model approximated the form of the human liver, and surgery such as incision and cutting sutures of the human body etc. I was able to get the evaluation that it was suitable for the technique practice etc.
- Example 27 A polyvinyl alcohol having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% (manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117) was prepared so as to have a concentration of 10% by weight. did. The mixture was stirred for 15 minutes while heating to 80 ° C., and then allowed to cool to room temperature. 500 mL of the obtained aqueous polyvinyl alcohol solution was placed in a 1 L beaker.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt% was added to the beaker. The contents were stirred so as to have a uniform composition.
- a chestnut-colored and translucent acrylic poster color (trade name: Delta Serum Coat, manufactured by Delta Corporation) close to the color of the small intestine was added, and stirred to obtain a uniform composition.
- aqueous solution of colored polyvinyl alcohol liquid temperature: 20 ° C.
- a polypropylene rectangular parallelepiped resin container having a vertical length of 25 cm, a horizontal length of 20 cm, and a height of 7 cm. Pour so that the depth is about 5 mm, and a biaxially stretched polyvinyl alcohol film (manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Boblon (registered trademark), thickness: about 14 ⁇ m) does not enter the upper surface. I piled up like this.
- the resin container was placed in a freezer room (room temperature: ⁇ 20 ° C.), cooled for 5 hours, taken out of the freezer room, and allowed to stand at room temperature until it reached room temperature.
- the obtained sheet was taken out from the resin container, put in a drier, heated to 60 ° C., held at the same temperature for 10 minutes, then taken out from the drier and allowed to cool.
- the obtained sheet was cut into a rectangle having a length of 15 cm and a width of 6 cm to produce a molding material for an organ model.
- the biaxially stretched polyvinyl alcohol film of the obtained molding material for organ model is made to be the outer surface, curved in the short side direction to be cylindrical, and the ends of the long sides are integrated.
- the polyvinyl alcohol aqueous solution obtained above was applied to the joint portion at the end of the long side, and then cold-thawing was performed in the same manner as described above to prepare an organ model having a small intestine shape.
- FIG. 2 shows the obtained organ model.
- FIG. 2 is a drawing-substituting photograph of the organ model obtained above. As shown in FIG. 2, it can be seen that the obtained organ model has a form approximating the small intestine of the human body.
- Example 1 The physical properties of the obtained organ model are the same as in Example 1. Appearance, water wettability (hydrophilicity) on the inner surface, cutting comfort, incisibility, stickiness on the inner surface, elasticity, moisture content on the inner surface, and inner surface When the water absorption after drying in was examined, it was confirmed that it was the same as Example 1.
- the organ model of the present invention obtained in [Example I] is, for example, an organ model for surgical practice such as a surgical practice in an operation such as an incision or cutting suture of a human body, or a surgical practice using an endoscope. It can be seen that it can be suitably used as an organ model for confirming the sharpness of a surgical resection tool.
- Example II Production Example 1 (Production of viscous gel) 10% polyvinyl alcohol at 25 ° C. [degree of saponification: 98 to 99 mol%, average degree of polymerization: 1700, manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117] 300 mL of an aqueous solution was placed in a 1 L beaker. Thereafter, 300 mL of a saturated aqueous borax solution at 25 ° C. was added to the beaker and stirred to obtain a fluid gel.
- Example 1 A mixed solvent was prepared by adding 160 mL of dimethyl sulfoxide and 40 mL of water to a 500 mL beaker and mixing well. 40 mL of colloidal silica (manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5% by weight) is added to 100 mL of the obtained mixed solvent in the beaker. Then, the contents in the beaker were stirred so as to have a uniform composition.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5% by weight
- polyvinyl alcohol having an average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117
- the mixture solution was obtained by stirring for 15 minutes while heating to 80 ° C.
- the obtained colored mixed solution (liquid temperature: 20 ° C.) was placed in a polypropylene rectangular parallelepiped resin container having a vertical length of 25 cm, a horizontal length of 20 cm, and a height of 7 cm.
- the biaxially stretched polyvinyl alcohol film (manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Bobron (registered trademark), thickness: about 14 ⁇ m) is poured on the upper surface so that no air bubbles enter. And stacked.
- the resin container was placed in a freezer room (room temperature: ⁇ 20 ° C.), cooled for 5 hours, taken out of the freezer room, and allowed to stand at room temperature until it reached room temperature.
- the obtained sheet was taken out from this resin container, put in a dryer, heated to 60 ° C., held at the same temperature for 10 minutes, then taken out from the dryer and allowed to cool.
- the obtained sheet was cut into a size of B5 to produce an organ model molding material.
- a rubber balloon made of natural rubber (capacity: about 0.8 L) which was inflated to be slightly smaller than the size of the human stomach by blowing in air was prepared, and the opening was closed.
- the rubber balloon After placing the rubber balloon on the organ model molding material obtained above with the closing mouth facing upward, pinch the four corners of the organ model molding material with your fingers, wrap the rubber balloon, The four corners were gathered, tied with a string, and the surplus portion of the organ model molding material was cut with scissors to produce an original model of an organ model having a shape resembling a pear-like stomach bag shape.
- the part of the organ model where the four corners of the original model were bound was fused with a soldering iron (100V, 30W), and formed into a sealed bag shape. Thereafter, a pear-like organ model that more closely resembles a stomach bag shape was produced by superimposing an organ model molding material manufactured in the same manner as described above on the original shape of the formed organ model.
- Example 2 polyvinyl alcohol having an average degree of polymerization of 1000 and a degree of saponification of about 98 to 99 mol% [manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-110] was used as the polyvinyl alcohol. Except for this, an organ model was prepared in the same manner as in Example 1. This organ model approximated the shape of a stomach bag.
- Example 3 polyvinyl alcohol having an average degree of polymerization of 2000 and a degree of saponification of about 98 to 99 mol% (manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-120) was used as the polyvinyl alcohol. Except for this, an organ model was prepared in the same manner as in Example 1. This organ model approximated the shape of a stomach bag.
- Example 4 In Example 1, an organ model was produced in the same manner as in Example 1 except that the amount of colloidal silica was changed to 2 mL. This organ model approximated the shape of a stomach bag.
- Example 5 an organ model was produced in the same manner as in Example 1 except that the amount of colloidal silica was changed to 160 mL. This organ model approximated the shape of a stomach bag.
- Example 6 an organ model was prepared in the same manner as in Example 1 except that the mixed solution (liquid temperature: 20 ° C.) was poured into the resin container and then the biaxially stretched polyvinyl alcohol film was not stacked on the upper surface. Produced. This organ model approximated the shape of a stomach bag.
- Example 7 In Example 1, an organ model was prepared in the same manner as in Example 1 except that a polyester net (basis weight: 50 mg / cm 2 ) was used instead of the biaxially stretched polyvinyl alcohol film. This organ model approximated the shape of a stomach bag.
- Example 8 In the same manner as in Example 1, an organ model having a shape approximated to a pear-shaped stomach bag shape was prepared. Next, after inserting a needle into the surface of the organ model, rupturing and deflating the built-in rubber balloon, unwind the tied part of the organ model and take out the rubber balloon to include the rubber balloon. Got no organ model. This organ model approximated the shape of a stomach bag.
- Example 9 an organ model was prepared in the same manner as in Example 8 except that a polyester net (basis weight: 50 mg / cm 2 ) was used instead of the biaxially stretched polyvinyl alcohol film. This organ model approximated the shape of a stomach bag.
- Example 10 In Example 1, an organ similar to Example 1 was used except that a rubber balloon filled with 150 mL of water instead of blowing air into the rubber balloon and inflated slightly smaller than the size of the human stomach was used. A model was created. This organ model approximated the shape of a stomach bag.
- Example 11 an organ model was prepared in the same manner as in Example 10 except that a polyester net (basis weight: 5 g / cm 2 ) was used instead of the biaxially stretched polyvinyl alcohol film. This organ model approximated the shape of a stomach bag.
- Example 12 In Example 1, instead of blowing air into the rubber balloon, a rubber balloon filled with 150 mL of the viscous gel obtained in Production Example 1 and expanded slightly smaller than the size of the human stomach was used. An organ model was prepared in the same manner as in Example 1. This organ model approximated the shape of a stomach bag.
- Example 13 an organ model was prepared in the same manner as in Example 12 except that a polyester net (basis weight: 50 mg / cm 2 ) was used instead of the biaxially stretched polyvinyl alcohol film. This organ model approximated the shape of a stomach bag.
- Example 14 In Example 1, a rubber balloon made of another natural rubber similar to the rubber balloon was inserted into the rubber balloon made of natural rubber so that the rubber balloons were overlapped. The gap between the outer rubber balloon and the inner rubber balloon is filled with 50 mL of the viscous gel obtained in Production Example 1, and air is blown into the inner rubber balloon, whereby the outer rubber balloon and the inner rubber balloon are filled. After the balloon was inflated, an organ model was prepared in the same manner as in Example 1 except that a rubber balloon in which the openings of these rubber balloons were sealed was used. This organ model approximated the shape of a stomach bag.
- Example 15 an organ model was prepared in the same manner as in Example 14 except that a polyester net (basis weight: 50 mg / cm 2 ) was used instead of the biaxially stretched polyvinyl alcohol film. This organ model approximated the shape of a stomach bag.
- Example 16 A mixed solvent was prepared by adding 160 mL of dimethyl sulfoxide and 40 mL of water to a 500 mL beaker and mixing well. To 200 mL of the obtained mixed solvent, 40 mL of colloidal silica [manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt%] is added into the beaker. Then, the contents in the beaker were stirred so as to have a uniform composition.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt%
- polyvinyl alcohol (trade name: Kuraray Poval PVA-117, manufactured by Kuraray Co., Ltd.) having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% in the beaker has a concentration of It added so that it might become 10 weight%.
- the mixture solution was obtained by stirring for 15 minutes while heating to 80 ° C.
- the obtained colored mixed solution (liquid temperature: 20 ° C.) was placed in a polypropylene rectangular parallelepiped resin container having a vertical length of 25 cm, a horizontal length of 20 cm, and a height of 7 cm. Pour so that the thickness of the mixed solution is about 2 mm, and overlay the polyester net (basis weight: 50 mg / cm 2 ) on the upper surface so that no air bubbles enter, so that it is located at the approximate center in the depth direction of the mixed solution The polyester net was sunk.
- the resin container was placed in a freezing room (room temperature: ⁇ 20 ° C.), cooled for 5 hours, then taken out of the freezing room, and allowed to stand at room temperature until it reached room temperature, thereby producing a polyvinyl alcohol sheet.
- room temperature room temperature: ⁇ 20 ° C.
- a polyester net (basis weight: 50 mg / cm 2 ) was placed on a flat base, and a laundry paste mainly composed of commercially available polyvinyl alcohol was applied to the polyester net.
- the polyvinyl alcohol sheets were stacked and integrated, and lightly rolled from the upper surface with a cylindrical roller.
- the obtained sheet is inverted, and a laminating sheet is produced by drying the washing paste by blowing warm air with a hair dryer (manufactured by Matsushita Electric Industrial Co., Ltd., trade name: Wind Press EH5401).
- seat was cut
- a rubber balloon made of natural rubber (capacity: about 0.8 L) which was inflated to be slightly smaller than the size of the human stomach by blowing in air was prepared, and the opening was closed.
- the part of the organ model where the four corners of the original model were bound was fused with a soldering iron (100V, 30W), and formed into a sealed bag shape. Thereafter, a pear-shaped organ model approximated to the shape of a stomach bag was produced by superimposing an organ model molding material produced in the same manner as described above on the original shape of the molded organ model.
- Example 17 In the same manner as in Example 16, an organ model having a shape approximated to a pear-like stomach bag shape was produced. Next, after inserting a needle into the surface of the organ model, rupturing and deflating the built-in rubber balloon, unwind the tied part of the organ model and take out the rubber balloon to include the rubber balloon. Got no organ model.
- Example 18 In Example 16, instead of blowing air into the rubber balloon, 150 mL of water was filled, and a rubber balloon inflated slightly smaller than the size of the human stomach was used in the same manner as in Example 16, except that A model was created. This organ model approximated the shape of a stomach bag.
- Example 19 In Example 16, a rubber balloon filled with 150 mL of the viscous gel obtained in Production Example 1 instead of blowing air into the rubber balloon and inflated slightly smaller than the size of the human stomach, was used. An organ model was prepared in the same manner as in Example 16. This organ model approximated the shape of a stomach bag.
- Example 20 In Example 16, a rubber balloon made of another natural rubber similar to the rubber balloon was inserted into the rubber balloon made of natural rubber, so that the rubber balloons were overlapped. The gap between the outer rubber balloon and the inner rubber balloon is filled with 50 mL of the viscous gel obtained in Production Example 1, and air is blown into the inner rubber balloon, whereby the outer rubber balloon and the inner rubber balloon are filled. After the balloon was inflated, an organ model was prepared in the same manner as in Example 16 except that a rubber balloon in which the openings of these rubber balloons were sealed was used. This organ model approximated the shape of a stomach bag.
- Example 21 A mixed solvent was prepared by adding 160 mL of dimethyl sulfoxide and 40 mL of water to a 500 mL beaker and mixing well. 200 mL of colloidal silica (manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt%) is added to the obtained mixed solvent (200 mL) in the beaker. Then, the contents in the beaker were stirred so as to have a uniform composition.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt
- polyvinyl alcohol (trade name: Kuraray Poval PVA-117, manufactured by Kuraray Co., Ltd.) having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% in the beaker has a concentration of It added so that it might become 10 weight%.
- the mixture solution was obtained by stirring for 15 minutes while heating to 80 ° C.
- the obtained colored mixed solution (liquid temperature: 20 ° C.) was placed in a polypropylene rectangular parallelepiped resin container having a vertical length of 25 cm, a horizontal length of 20 cm, and a height of 7 cm.
- the nylon meltblown nonwoven fabric (basis weight: 100 g / m 2 ) is placed on the upper surface so as not to contain air bubbles, and is positioned at the center of the mixed solution in the depth direction. The nonwoven was submerged.
- the resin container was placed in a freezing room (room temperature: ⁇ 20 ° C.), cooled for 5 hours, then taken out of the freezing room, and allowed to stand at room temperature until it reached room temperature, thereby producing a polyvinyl alcohol sheet.
- room temperature room temperature: ⁇ 20 ° C.
- a nylon meltblown nonwoven fabric (basis weight: 100 g / m 2 ) is placed on a flat table, and a laundry paste mainly composed of commercially available polyvinyl alcohol is applied to the nonwoven fabric.
- the alcohol sheets were stacked and integrated, and lightly rolled from the upper surface with a cylindrical roller.
- the obtained composite sheet was reversed, and the laundry paste was dried by blowing warm air with a hair dryer (trade name: Wind Press EH5401 manufactured by Matsushita Electric Industrial Co., Ltd.) to prepare a laminated sheet.
- the laminated sheet was cut into a size of B5 to obtain an organ model molding material.
- a rubber balloon made of natural rubber (capacity: about 0.8 L) which was inflated to be slightly smaller than the size of the human stomach by blowing in air was prepared, and the opening was closed.
- the part of the organ model where the four corners of the original model were bound was fused with a soldering iron (100V, 30W), and formed into a sealed bag shape. Thereafter, a pear-shaped organ model approximated to the shape of a stomach bag was produced by superimposing an organ model molding material produced in the same manner as described above on the original shape of the molded organ model.
- Example 22 In the same manner as in Example 21, an organ model having a shape approximated to a pear-shaped stomach bag shape was produced. Next, after inserting a needle into the surface of the organ model, rupturing and deflating the built-in rubber balloon, unwind the tied part of the organ model and take out the rubber balloon to include the rubber balloon. Got no organ model. This organ model approximated the shape of a stomach bag.
- Example 23 an organ was prepared in the same manner as in Example 21 except that a rubber balloon filled with 150 mL of water instead of blowing air into the rubber balloon and inflated slightly smaller than the size of the human stomach was used. A model was created. This organ model approximated the shape of a stomach bag.
- Example 24 In Example 21, instead of blowing air into the rubber balloon, a rubber balloon filled with 150 mL of the viscous gel obtained in Production Example 1 and expanded slightly smaller than the size of the human stomach was used. An organ model was prepared in the same manner as in Example 21. This organ model approximated the shape of a stomach bag.
- Example 25 In Example 21, a rubber balloon made of another natural rubber similar to the rubber balloon was inserted into the rubber balloon made of natural rubber, so that the rubber balloons were overlapped. The gap between the outer rubber balloon and the inner rubber balloon is filled with 50 mL of the viscous gel obtained in Production Example 1, and air is blown into the inner rubber balloon, whereby the outer rubber balloon and the inner rubber balloon are filled. After the balloon was inflated, an organ model was prepared in the same manner as in Example 21 except that a rubber balloon in which the openings of these rubber balloons were sealed was used. This organ model approximated the shape of a stomach bag.
- Example 1 an organ model was prepared in the same manner as in Example 1 except that colloidal silica was not used.
- Comparative Example 2 80 g of polyvinyl alcohol powder (average polymerization degree: 1700, saponification degree: 99.0 mol%) and 20 g of polyvinyl alcohol powder (average polymerization degree: 1800, saponification degree: 86 to 90 mol%) are mixed, An alcohol mixture was obtained. The obtained polyvinyl alcohol mixture was dissolved in a mixed solvent of dimethyl sulfoxide and water [dimethyl sulfoxide / water (weight ratio): 80/20] while heating at 120 ° C. to obtain a polyvinyl alcohol solution having a water content of 80% by weight. Prepared.
- the resulting polyvinyl alcohol solution was poured into a polypropylene resin container having a capacity of 200 mL, and then the resin container was cooled to room temperature.
- polyvinyl alcohol having an average degree of polymerization of 1700 and a saponification degree of 99.0 mol% and polyvinyl alcohol having an average degree of polymerization of 1800 and a saponification degree of 86 to 90 mol% It is understood that an elastic gel cannot be obtained even when the mixture is mixed at a weight ratio of 20, dissolved in a mixed solvent of water and dimethyl sulfoxide, and the obtained polyvinyl alcohol is cooled to room temperature.
- Comparative Example 3 In Comparative Example 1, after pouring the polyvinyl alcohol solution into a polypropylene resin container having a capacity of 200 mL, the temperature for cooling the resin container was changed from room temperature to ⁇ 20 ° C., frozen at this temperature for 24 hours, and then A gel was prepared and an organ model was prepared in the same manner as in Comparative Example 1 except that the solution was returned to room temperature and thawed. At that time, a gel was obtained unlike the comparative example 1, but it was confirmed that the obtained gel had low elasticity and was brittle and had a sticky surface.
- Comparative Example 4 A commercially available silicone rubber sheet having a thickness of 4 mm was cut into a size of B5 to prepare an organ model molding material.
- an organ model was prepared in the same manner as in Example 1 using the organ model molding material obtained above instead of the organ model molding material used in Example 1.
- each of the organ models obtained in each example contains a crosslinked gel made of polyvinyl alcohol and silica particles, so that it has moderate hydrophilicity and flexibility, and its surface It can be seen that it is not sticky, has an excellent incision feeling, and has a high tensile strength.
- the organ model of the present invention can be suitably used as an organ model for practicing excision and suturing surgery.
- Example 26 A mixed solvent was prepared by adding 160 mL of dimethyl sulfoxide and 40 mL of water to a 500 mL beaker and mixing well. 20 mL of colloidal silica (manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5% by weight) is added to 200 mL of the obtained mixed solvent in the beaker. Then, the contents in the beaker were stirred so as to have a uniform composition.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5% by weight
- polyvinyl alcohol (trade name: Kuraray Poval PVA-117, manufactured by Kuraray Co., Ltd.) having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% in the beaker has a concentration of It added so that it might become 10 weight%.
- the mixture solution was obtained by stirring for 15 minutes while heating to 80 ° C.
- the mold was placed in a freezer (room temperature: ⁇ 20 ° C.), cooled for 5 hours, then removed from the freezer and allowed to stand at room temperature until it reached room temperature.
- the mold was placed in a dryer, heated to 60 ° C., held at the same temperature for 10 minutes, then taken out of the dryer and allowed to cool. Thereafter, the mold was opened, and the obtained organ model (length: about 15 cm, width: about 10 cm) was taken out of the mold.
- Example 1 When the physical properties of the organ model approximated to the form of the human liver obtained above were investigated in the same manner as in Example 1, water wettability (hydrophilicity), incision feeling, flexibility, stickiness, and tensile strength were examined. Both were confirmed to be the same as in Example 1.
- this organ model approximated the form of the human liver, and surgery such as incision and cutting sutures of the human body etc. I was able to get an evaluation that it was suitable for practicing craftsmanship.
- Example 27 A mixed solvent was prepared by adding 160 mL of dimethyl sulfoxide and 40 mL of water to a 500 mL beaker and mixing well. 20 mL of colloidal silica [manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt%] is added to 100 mL of the obtained mixed solvent in the beaker. Then, the contents in the beaker were stirred so as to have a uniform composition.
- colloidal silica manufactured by Nissan Chemical Industries, Ltd., trade name: Snowtex XP, silica particle size: about 5 nm, silica content: 5 wt%
- polyvinyl alcohol (trade name: Kuraray Poval PVA-117, manufactured by Kuraray Co., Ltd.) having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% in the beaker has a concentration of It added so that it might become 10 weight%.
- the mixture solution was obtained by stirring for 15 minutes while heating to 80 ° C.
- the obtained colored mixed solution (liquid temperature: 20 ° C.) was placed in a polypropylene rectangular parallelepiped resin container having a vertical length of 25 cm, a horizontal length of 20 cm, and a height of 7 cm.
- the biaxially stretched polyvinyl alcohol film (manufactured by Nippon Synthetic Chemical Industry Co., Ltd., trade name: Bobron (registered trademark), thickness: about 14 ⁇ m) is poured on the upper surface so that bubbles do not enter. And stacked.
- the resin container was placed in a freezer room (room temperature: ⁇ 20 ° C.), cooled for 5 hours, taken out of the freezer room, and allowed to stand at room temperature until it reached room temperature.
- the obtained sheet was taken out from the resin container, put in a drier, heated to 60 ° C., held at the same temperature for 10 minutes, then taken out from the drier and allowed to cool.
- the obtained sheet was cut into a rectangle having a length of 15 cm and a width of 6 cm to produce a molding material for an organ model.
- the biaxially stretched polyvinyl alcohol film of the obtained molding material for organ model is made to be the outer surface, curved in the short side direction to be cylindrical, and the ends of the long sides are integrated.
- the mixed solution obtained above was applied to the joint at the end of the long side, and then cold-thawing was performed in the same manner as described above to prepare an organ model having a small intestine shape.
- Example 1 When the physical properties of the obtained organ model were examined in the same manner as in Example 1 for water wettability (hydrophilicity), incision feeling, flexibility, stickiness, and tensile strength, all were the same as in Example 1. It was confirmed.
- the organ model of the present invention obtained in [Example II] is used for surgical practice such as, for example, surgical practice such as incision and cutting suture of a human body, and surgical practice using an endoscope. It can be seen that it can be suitably used as an organ model, an organ model for confirming the sharpness of a surgical resection tool, and the like.
- Example III Production Example 1 (Production of viscous gel) 10% polyvinyl alcohol at 25 ° C. [degree of saponification: 98 to 99 mol%, average degree of polymerization: 1700, manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117] 300 mL of an aqueous solution was placed in a 1 L beaker. Thereafter, 300 mL of a saturated borax aqueous solution at 25 ° C. was added to the beaker and stirred, and the resulting fluid gel was obtained.
- Example 1 (organ model including a rubber balloon) Polyvinyl alcohol having a viscosity average polymerization degree of 1700 and a saponification degree of about 98 to 99 mol% (manufactured by Kuraray Co., Ltd., trade name: Kuraray Poval PVA-117) with water at a concentration of 10% by weight.
- the resulting polyvinyl alcohol aqueous solution 500 mL was placed in a 1 L beaker, heated at 80 ° C. for 15 minutes, and then allowed to cool to room temperature.
- the entire amount of the boric acid aqueous solution (liquid temperature: 30 ° C.) is gradually added in a circle to the colored polyvinyl alcohol aqueous solution (liquid temperature: 20 ° C.), and the crosslinked gel formed on the liquid surface of the polyvinyl alcohol aqueous solution. was recovered.
- the obtained crosslinked gel was placed on a polyvinylidene chloride resin film (45 cm ⁇ 45 cm, thickness: about 10 ⁇ m) placed on a flat table, rolled with a cylindrical roller, and the thickness was 2 to 4 mm. A degree of crosslinked gel was obtained. At this time, moisture exuded from the crosslinked gel was removed. This crosslinked gel sheet was cut into a size of B5 to obtain a surface layer sheet.
- a rubber balloon made of natural rubber (capacity: about 0.8 L) which was inflated to be slightly smaller than the size of the human stomach by blowing in air was prepared, and the opening was closed.
- the rubber balloon was placed on the surface layer sheet obtained above with the closed mouth facing upward, pinch the four corners of the surface layer sheet with your fingers, wrap the rubber balloon, Were tied and tied with a string, and the surplus portion of the surface layer sheet was cut with scissors to produce an original model of an organ model having a shape approximated to a pouch-like stomach bag shape.
- the part of the organ model where the four corners of the original model were bound was fused with a soldering iron (100V, 30W), and formed into a sealed bag shape. Thereafter, a pear-shaped organ model that more closely resembles a gastric bag shape was produced by superimposing a crosslinked gel sheet produced in the same manner as described above on the original shape of the formed organ model.
- Example 2 (organ model not including a rubber balloon) A pear-like organ model having a pear-like shape was prepared in the same manner as in Example 1, and then a cross-linked gel sheet produced in the same manner as in Example 1 was superposed to produce a pear-like organ model that approximated the shape of a stomach bag. .
- Example 3 organ model including a rubber balloon filled with a viscous gel
- 150 mL of the viscous gel obtained in Production Example 1 was filled into the rubber balloon, and a rubber balloon inflated slightly smaller than the size of the human stomach was used.
- An organ model was prepared in the same manner as in Example 1 except that. This organ model approximated the shape of a stomach bag.
- Example 4 organ model including a rubber balloon filled with gel
- 150 mL of the viscous gel obtained in Production Example 1 was filled into the rubber balloon, and a rubber balloon inflated slightly smaller than the size of the human stomach was used.
- An organ model was prepared in the same manner as in Example 1 except that. This organ model approximated the shape of a stomach bag.
- Example 5 organ model including a double rubber balloon filled with liquid
- a rubber balloon made of another natural rubber similar to the rubber balloon was inserted into the rubber balloon made of natural rubber so that the rubber balloons were overlapped.
- the gap between the outer rubber balloon and the inner rubber balloon is filled with 150 mL of the viscous gel obtained in Production Example 1, and air is blown into the inner rubber balloon so that the outer rubber balloon and the inner rubber balloon are blown.
- an organ model was prepared in the same manner as in Example 1 except that a rubber balloon in which the openings of these rubber balloons were sealed was used. This organ model approximated the shape of a stomach bag.
- Comparative Example 1 80 g of polyvinyl alcohol powder (average polymerization degree: 1700, saponification degree: 99.0 mol%) and 20 g of polyvinyl alcohol powder (average polymerization degree: 1800, saponification degree: 86 to 90 mol%) are mixed, An alcohol mixture was obtained.
- the obtained polyvinyl alcohol mixture was dissolved in a mixed solvent of dimethyl sulfoxide and water [dimethyl sulfoxide / water (weight ratio): 80/20] while heating at 120 ° C. to obtain a polyvinyl alcohol solution having a water content of 80% by weight. Prepared.
- the resulting polyvinyl alcohol solution was poured into a polypropylene resin container having a capacity of 200 mL, and then the resin container was cooled to room temperature.
- polyvinyl alcohol having an average degree of polymerization of 1700 and a saponification degree of 99.0 mol% and polyvinyl alcohol having an average degree of polymerization of 1800 and a saponification degree of 86 to 90 mol% are 80/20. It is understood that an elastic gel cannot be obtained even when the mixture is dissolved in a mixed solvent of water and dimethyl sulfoxide and the obtained polyvinyl alcohol is cooled to room temperature.
- Comparative Example 2 In Comparative Example 1, after pouring the polyvinyl alcohol solution into a polypropylene resin container having a capacity of 200 mL, the temperature for cooling the resin container was changed from room temperature to ⁇ 20 ° C., frozen at this temperature for 24 hours, and then A gel was prepared in the same manner as in Comparative Example 1 except that the solution was returned to room temperature and thawed. As a result, unlike the comparative example 1, a gel was obtained, but it was confirmed that the obtained gel had low elasticity and its surface was sticky.
- Comparative Example 3 As a conventional organ model, an organ model was prepared in the same manner as in Example 1, except that a commercially available silicone rubber sheet having a thickness of 4 mm was used instead of the crosslinked gel sheet.
- Experimental example 2 A sheet (thickness: 2 mm) in which only the surface layer obtained in Example 1 and the surface layer obtained in Comparative Example 2 were separately produced was cut out into a dumbbell shape having a width of 5 mm, and three samples were produced respectively. Then, the tensile tester (manufactured by Shimadzu Corporation, trade name: Autograph AGS-5kNG) was pulled at a speed of 1 mm / min, and the strength at break (break strength) was measured. Asked.
- the breaking strength of the surface layer obtained in Example 1 was 0.5 N / mm 2
- the breaking strength of the surface layer obtained in Comparative Example 2 was 1.1 N / mm 2 .
- the surface layer obtained in Comparative Example 2 has very high strength and is hard, whereas the surface layer obtained in Example 1 has moderate strength.
- the organ model of the present invention obtained in [Example III] is, for example, an organ model for surgical practice such as procedure practice in surgery such as incision and cutting suture of a human body, procedure practice with an endoscope, etc. It can be suitably used as an organ model for confirming the sharpness of a surgical excision tool.
Abstract
平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールからなる水性ゲルおよびシリカ粒子を含有する臓器モデル用成形材料、平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールおよびシリカ粒子を含むポリビニルアルコール水溶液を-10℃以下の温度に冷却し、形成された水性ゲルを解凍することからなる臓器モデル用成形材料の製造方法、および少なくとも前記の臓器モデル用成形材料からなる表面層を有する臓器モデル。本発明によれば、ヒトの臓器に近似した親水性および切開をしたときに切開部がヒトの生体臓器のように広がる切削感を有し、外科医などが手技練習をするのに好適に使用することができる臓器モデル、該臓器モデルに好適に使用することができる臓器モデル用成形材料およびその製造方法が提供される。
Description
本発明は、臓器モデルに関する。さらに詳しくは、例えば、人体などの切開や切削縫合などの手術における手技練習、内視鏡による手技練習などの際に好適に使用することができる臓器モデルならびに該臓器モデルに好適に使用することができる臓器モデル用成形材料およびその製造方法に関する。本発明の臓器モデルは、さらに、手術用メス、手術用ナイフ、レーザーメスなどの手術用切除具の切れ味を確認するときにも好適に使用することができる。
外科医による手術のなかでも手術用メスなどを用いた心臓などの臓器の執刀は、その執刀によって切開したときの深さが深すぎるとそれが致命傷となることから、生死を分かつ慎重で熟練した技術が要求される作業である。したがって、外科医には、高度の熟練した執刀技術が要求されることから、従来、ブタなどの動物の内部臓器を用いて手技練習が行われている。
しかし、動物の内部臓器を用いた手技練習では、その内部臓器に鮮度が要求され、手技操作を誤り、練習している者が負傷したとき、その傷口から動物の内部臓器に含まれている病原菌などが感染するおそれがあるとともに、手技練習をする際に使用される器具などの衛生管理や、使用済みの内部臓器の廃棄に多大なコストが必要となる。また、手技練習用の動物の内部臓器は、医学生、研修医、開業医などに幅広く普及していないのが現状である。
さらに、近年、外科医などが手技練習用に使用している動物の内部臓器には、ブタなどの動物の臓器などが用いられているが、動物愛護、衛生面などの観点から、このような動物の臓器に近似した性質を有し、当該動物の臓器の代替として使用することができる人工的な臓器モデルの開発が切に望まれている。
外科医などによる手技練習には、その技術向上のため、生体の臓器に類似させた人工臓器モデルとして、例えば、シリコーン、ウレタンエラストマー、スチレンエラストマーなどで製造されたモデル主体が提案されている(例えば、特許文献1参照)。
しかし、これらの材料からなる臓器モデルは、その素材が撥水性を有するため、人体のような親水性がなく、しかも切開をしたときに切開部が閉じて広がらず、人体の切削感や感触とはかなり異なることから、医師などが手技練習をするのに適しているとはいえない。
また、生体軟組織の模型として、2種類のポリビニルアルコールを溶解させた溶液を生体軟組織の鋳型に注入した後、冷却させることによってゲル化させ、得られた水性ゲル組成物を鋳型から取り出すことによって得られる模型が提案されている(例えば、特許文献2参照)。
しかし、この生体軟組織の模型には、その製造段階で、原料として2種類のポリビニルアルコールを必要とするため、その組成の調整が煩雑であり、さらにその表面がべとつくとともに脆くて引張強度が小さいため、生体臓器とはかなり相違する切削感を有するという欠点がある。
したがって、近年、医師、医学系大学、外科系病院などから、適度な親水性を有し、切開をしたときに切開部が生体臓器のように広がる切削感および良好な機械的強度を有し、べとつきがなく、手技練習をするのに好適に使用することができる臓器モデルの開発が望まれている。
本発明は、前記従来技術に鑑みてなされたものであり、ヒトの臓器に近似した親水性および切開をしたときに切開部がヒトの生体臓器のように広がる切削感を有し、外科医などが手技練習をするのに好適に使用することができる臓器モデル、当該臓器モデルに好適に使用することができる臓器モデル用成形材料およびその製造方法を提供することを目的とする。
本発明は、
(1)平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールからなる水性ゲルおよびシリカ粒子を含有する臓器モデル用成形材料、
(2)平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールおよびシリカ粒子を含むポリビニルアルコール水溶液を-10℃以下の温度に冷却し、形成された水性ゲルを解凍することからなる臓器モデル用成形材料の製造方法、および
(3)少なくとも前記(1)に記載の臓器モデル用成形材料からなる表面層を有する臓器モデル
に関する。
(1)平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールからなる水性ゲルおよびシリカ粒子を含有する臓器モデル用成形材料、
(2)平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールおよびシリカ粒子を含むポリビニルアルコール水溶液を-10℃以下の温度に冷却し、形成された水性ゲルを解凍することからなる臓器モデル用成形材料の製造方法、および
(3)少なくとも前記(1)に記載の臓器モデル用成形材料からなる表面層を有する臓器モデル
に関する。
本発明の臓器モデル用成形材料は、ヒトの臓器に近似した親水性、および切開をしたときに切開部がヒトの生体臓器のように広がる切削感を有するので、外科医などが手技練習をするのに好適に使用することができる。
本発明の臓器モデル用成形材料の製造方法によれば、人体のような親水性を有し、切開をしたときに切開部が生体臓器のように広がる切削感を有する臓器モデル用成形材料を製造することができる。
本発明の臓器モデルは、人体のような親水性を有し、切開をしたときに切開部が生体臓器のように広がる切削感を有することから、例えば、手技練習をする際に使用される臓器モデルとして好適に使用することができる。
本発明においては、前記した従来の臓器モデルが抱えている技術的課題に着目して鋭意研究が重ねられた。その結果、臓器モデルを構成する材料として、平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールからなる水性ゲルおよびシリカ粒子を含む材料からなる表面層を有する臓器モデルは、人体のような親水性を有し、切開をしたときに切開部が生体臓器のように広がり、医師などが手技練習をするのに好適に使用することができることが見出された。本発明は、かかる知見に基づいて完成されたものである。
本発明の臓器モデル用成形材料は、従来、ブタなどの動物の臓器などが用いられているが、動物愛護、衛生面などの観点から、このような動物の臓器の代替として使用することが期待されるものである。
本発明の臓器モデル用成形材料は、臓器モデルの表面層を形成するものであってもよく、あるいは臓器モデル全体を構成するものであってもよい。なお、本発明の臓器モデル用成形材料が臓器モデルの表面層を形成する場合、本発明の臓器モデル用成形材料は、臓器モデル用表面材料として用いられる。
本発明の臓器モデル用成形材料は、平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールからなる水性ゲルおよびシリカ粒子を含有する。
本発明の臓器モデル用成形材料は、例えば、平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールおよびシリカ粒子を含むポリビニルアルコール水溶液を-10℃以下の温度に冷却し、形成された水性ゲルを解凍することによって容易に製造することができる。
ポリビニルアルコールの粘度法で求められる平均重合度は、本発明の臓器モデル用成形材料の機械的強度を高める観点から、好ましくは300以上、より好ましくは500以上、さらに好ましくは1000以上であり、ヒトの臓器に近似した適度な弾性を付与する観点から、好ましくは3500以下、より好ましくは3000以下、さらに好ましくは2500以下である。
また、ポリビニルアルコールのケン化度は、本発明の臓器モデル用成形材料の機械的強度および弾性率を高める観点から、好ましくは90モル%以上、より好ましくは95モル%以上、さらに好ましくは98モル%以上である。ポリビニルアルコールのケン化度の上限値には限定がなく、高ければ高いほど好ましく、完全ケン化のポリビニルアルコールがさらに好ましい。
ポリビニルアルコールは、通常、水溶液として用いることができる。ポリビニルアルコールを水に溶解させるとき、ポリビニルアルコールの溶解性を高める観点から、ポリビニルアルコールまたは水を加熱しておくことが好ましい。前記加熱する温度は、特に限定されないが、通常、60~95℃程度であればよい。
ポリビニルアルコール水溶液におけるポリビニルアルコールの濃度は、本発明の臓器モデル用成形材料の機械的強度を高める観点から、好ましくは1重量%以上、より好ましくは3重量%以上、さらに好ましくは5重量%以上であり、ポリビニルアルコールを水に十分に溶解させ、べとつきを防止し、成形性を向上させる観点から、好ましくは40重量%以下、より好ましくは30重量%以下、さらに好ましくは20重量%以下である。
本発明の臓器モデル用成形材料は、シリカ粒子を含有する。本発明の臓器モデル用成形材料は、このようにシリカ粒子を含有することから、従来のようにポリビニルアルコール水溶液の冷解凍を何度も繰り返したりしなくても、適度な親水性を有し、その表面がべとつかず、切開をしたときに切開部が生体臓器のように広がり、しかも生体臓器と同様の切削感や感触を有し、機械的強度に優れている。
シリカ粒子の粒子径は、ポリビニルアルコールにおける分散安定性および本発明の臓器モデル用成形材料の平滑性を向上させる観点から、3~100nm程度であることが好ましい。
シリカ粒子は、例えば、コロイダルシリカとして用いることが好ましい。コロイダルシリカにおけるシリカ粒子の含有量は、ポリビニルアルコールにおける分散安定性および本発明の臓器モデル用成形材料の機械的強度を高める観点から、3~40重量%程度であることが好ましい。コロイダルシリカは、例えば、日産化学工業(株)製、商品名:スノーテックス(登録商標)などとして商業的に容易に入手することができる。
シリカ粒子の量は、ポリビニルアルコール100重量部あたり、本発明の臓器モデル用成形材料の機械的強度および弾性を高め、べとつきを防止し、適度な親水性や水ぬれ性を付与する観点から、好ましくは0.01重量部以上、より好ましくは0.05重量部以上、さらに好ましくは0.1重量部以上であり、本発明の臓器モデル用成形材料が硬くなるのを防止する観点から、好ましくは50重量部以下、より好ましくは30重量部以下、さらに好ましくは20重量部以下である。なお、前記水の量には、シリカ粒子としてコロイダルシリカを使用した場合には、当該コロイダルシリカに含まれる水の量が含まれる。シリカ粒子は、通常、ポリビニルアルコールまたはその水溶液と混合することができる。
本発明の臓器モデル用成形材料においては、水性ゲルは、適度な親水性を有し、切開をしたときに切開部が生体臓器のように広がる切開感および良好な引張強度を有し、べとつきがないので、手技練習をする際に使用される臓器モデルなどに好適に使用することができることから、ジメチルスルホキシドを用いて架橋された架橋ゲルであることが好ましい。水性ゲルが架橋ゲルである場合、本発明の臓器モデル用成形材料には、平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールからなる架橋ゲルおよびシリカ粒子を含有する。
本発明においては、臓器モデルを構成する材料として、平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールからなる架橋ゲルおよびシリカ粒子を含む材料からなる表面層を有する臓器モデルは、適度な親水性を有し、切開をしたときに切開部が生体臓器のように広がる切開感および良好な引張強度を有し、べとつきがないので、医師などが手技練習をするのに好適に使用することができることが見出された。
本発明の臓器モデル用成形材料がジメチルスルホキシドを用いて架橋された架橋ゲルである場合、当該臓器モデル用成形材料は、例えば、平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコール、シリカ粒子、ジメチルスルホキシドおよび水を含有するポリビニルアルコール混合溶液を-10℃以下の温度に冷却した後、解凍することによって容易に製造することができる。
この場合、ポリビニルアルコールは、通常、ジメチルスルホキシドと水との混合溶媒、当該混合溶媒に用いられる水、または当該混合溶媒にシリカ粒子が添加された混合液に添加することができる。
ジメチルスルホキシドと水との割合(ジメチルスルホキシド/水:容量比)は、本発明の臓器モデル用成形材料の引張強度を高める観点から、好ましくは50/50以上、より好ましくは60/40以上、さらに好ましくは70/30以上であり、本発明の臓器モデル用成形材料の表面のべとつきを抑制し、親水性を高める観点から、好ましくは95/5以下、より好ましくは90/10以下、さらに好ましくは85/15以下である。
本発明の臓器モデル用成形材料は、水性ゲルは、生体臓器と同様の弾性を有し、切開をしたときに切開部が生体臓器のように広がり、水濡れ性および切り心地が生体臓器に近似するとともに、その表面がべとつかずに含水率が低く、乾燥したときに水分を補給しても膨潤しすぎないようにする観点から、ポリビニルアルコールをホウ酸化合物で架橋させた架橋ゲルで構成されていることが好ましい。
本発明においては、臓器モデル用成形材料として、ポリビニルアルコールをホウ酸化合物で架橋させた架橋ゲルを用いた場合には、驚くべきことに、生体臓器と同様の弾性を有し、切開をしたときに切開部が生体臓器のように広がり、水濡れ性および切り心地が生体臓器に近似するとともに、その表面がべとつかずに含水率が低く、乾燥したときに水分を補給しても膨潤しすぎないという優れた性質を有し、医師などが手技練習をするのに好適に使用することができる臓器モデルが得られることが見出された。
本発明のポリビニルアルコールをホウ酸化合物で架橋させた架橋ゲルが用いられた臓器モデル用成形材料は、少なくとも表面層がポリビニルアルコールをホウ酸化合物で架橋させた架橋ゲルで構成された臓器モデルに好適に使用することができる。なお、前記表面層とは、臓器モデルにおける外表面層を意味する。
ホウ酸化合物は、ホウ酸イオンを生成するものであればよい。ホウ酸化合物としては、例えば、ホウ酸、ホウ酸塩、ホウ酸エステルなどが挙げられ、これらは、それぞれ単独でまたは2種以上を混合して用いることができる。ホウ酸化合物のなかでは、ポリビニルアルコール水溶液との相溶性の観点から、ホウ酸およびホウ酸塩が好ましく、ホウ酸およびホウ酸の無機塩がより好ましく、架橋性の観点から、ホウ酸がより一層好ましい。なお、ホウ酸塩としては、例えば、メタホウ酸、四ホウ酸などのホウ酸金属塩、ホウ酸アンモニウム塩などが挙げられるが、これらのなかでは、水溶性に優れていることから、メタホウ酸のアルカリ金属塩が好ましい。アルカリ金属としては、ナトリウムおよびカリウムが好ましい。
ホウ酸化合物は、例えば、粉末などの状態で、そのままポリビニルアルコール水溶液と混合することができるが、ホウ酸化合物とポリビニルアルコール水溶液とを均一に混合する観点から、あらかじめホウ酸化合物を水に溶解させたホウ酸化合物水溶液として用いることが好ましい。
ホウ酸化合物水溶液におけるホウ酸化合物の濃度は、架橋効率を高める観点から、好ましくは1g/L(リットル)以上、より好ましくは5g/L以上、さらに好ましくは10g/L以上である。ホウ酸化合物水溶液におけるホウ酸化合物の濃度の上限値は、そのホウ酸化合物水溶液の液温によって異なるが、そのホウ酸化合物水溶液におけるホウ酸化合物の飽和濃度である。本発明においては、ホウ酸化合物水溶液は、ホウ酸化合物の飽和水溶液であることが好ましい。ホウ酸化合物の飽和水溶液は、例えば、ホウ酸化合物の溶解度を高めるために加熱された温水に十分に溶解させた後、得られたホウ酸化合物水溶液をホウ酸化合物の結晶が析出するまで冷却することによって容易に調製することができる。ホウ酸化合物水溶液の液温は、特に限定されないが、通常、室温~40℃程度であることが好ましい。
ポリビニルアルコール100重量部あたりのホウ酸化合物の量は、そのポリビニルアルコールの平均重合度にもよるが、ポリビニルアルコールを十分に架橋させる観点から、好ましくは1重量部以上、より好ましくは3重量部以上、さらに好ましくは5重量部以上であり、未反応のホウ酸化合物が残存しがたくする観点から、好ましくは60重量部以下、より好ましくは55重量部以下、さらに好ましくは50重量部以下である。
ポリビニルアルコールは、ホウ酸化合物と接触したとき、架橋するのでゲル化する。ポリビニルアルコールとホウ酸化合物とを接触させるとき、ポリビニルアルコールおよびホウ酸化合物は、前述したように、いずれも水溶液として用いることが好ましい。ポリビニルアルコールとホウ酸化合物とを接触させるときの温度は、特に限定されないが、通常、ポリビニルアルコールの架橋を促進させ、生産効率を高める観点から、室温~40℃程度であることが好ましい。
ポリビニルアルコールをホウ酸化合物で架橋させる方法としては、例えば、ポリビニルアルコール水溶液にホウ酸化合物水溶液を添加する方法、ホウ酸化合物水溶液にポリビニルアルコール水溶液を添加する方法などが挙げられる。ポリビニルアルコール水溶液にホウ酸化合物水溶液を添加した場合、ポリビニルアルコールが架橋することによって生成した架橋ゲルは、ポリビニルアルコール水溶液の水面付近に存在するので、この架橋ゲルを回収すればよい。
回収された架橋ゲルは、ポリビニルアルコールがホウ酸化合物によって架橋されているので、ポリビニルアルコール水溶液を冷解凍することによってポリビニルアルコールが架橋された架橋ポリビニルアルコールと対比して、弾性に優れ、含水量が少なく、べとつきが小さく、さらに乾燥したときに水分を補給してもあまり膨潤しないなどの利点を有する。
この架橋ゲルは、本発明の臓器モデルの少なくとも表面層を形成するのに有用である。表面層の厚さは、生体臓器の種類によって異なるため、一概には決定することができないことから、その生体臓器の種類に応じて適宜決定することが好ましい。通常、表面層の厚さは、生体臓器に近似した臓器モデルを製造する観点から、0.1~20mm程度である。
また、ポリビニルアルコール水溶液には、表面層の乾燥を防止する観点から、多糖類を添加することが好ましい。
多糖類としては、例えば、キチン、脱アセチル化キチン、キトサン、キトサンアセテート、キトサンマレエート、キトサングリコネート、キトサンソルベート、キトサンホルメート、キトサンサリチレート、キトサンプロピオネート、キトサンラクテート、キトサンイタコネート、キトサンナイアシネート、キトサンガラート、キトサングルタメート、カルボキシメチルキトサン、アルキルセルロース、ニトロセルロース、ヒドロキシプロピルセルロース、デンプン、コラーゲン、アルギネート、ヒアルロン酸、ヘパリンなどが挙げられるが、本発明は、かかる例示のみに限定されるものではない。これらのなかでは、本発明の臓器モデル用成形材料の乾燥を防止する観点から、キトサンおよびその誘導体が好ましく、キトサンがより好ましい。
キトサンは、例えば、エビ、カニ、イカなどの甲殻類に由来のキチンを脱アセチル化させたものなどが挙げられる。キトサンは、市場において容易に入手することができる。キトサンは、通常、粉末の形態で使用することができる。キトサンの分子量は、特に限定されないが、通常、好ましくは10000~200000、より好ましくは10000~40000である。
多糖類の量は、その種類などによって異なるので一概には決定することができないが、通常、ポリビニルアルコール100重量部あたり、本発明の臓器モデル用成形材料の乾燥を防止する観点から、好ましくは0.3重量部以上、より好ましくは0.5重量部以上、さらに好ましくは1重量部以上であり、本発明の臓器モデル用成形材料が適度な弾性を有するようにする観点から、好ましくは300重量部以下、より好ましくは250重量部以下、さらに好ましくは200重量部以下である。
多糖類は、分散性を高める観点から、通常、水溶液として用いることが好ましい。多糖類水溶液は、例えば、酢酸、塩酸、乳酸などの酸の水溶液に濃度が0.5~10重量%程度となるように溶解させることによって得ることができる。なお、この水溶液は、必要により、水酸化ナトリウム、水酸化カリウムなどの塩基性物質で中性~塩基性に調整してもよい。
なお、ポリビニルアルコール水溶液には、本発明の目的を阻害しない範囲内で、例えば、顔料、染料などの着色剤、香料、酸化防止剤、防黴剤、抗菌剤などの添加剤を適量で添加してもよい。これらの添加剤は、通常、ポリビニルアルコールの水溶液に添加することができる。本発明の臓器モデルを、例えば、人体などの切開や切削縫合などの手術における手技練習用の臓器モデルとして用いる場合、その臓器と近似させるために、ポリビニルアルコール水溶液は、所望の色に着色剤で着色されていることが好ましい。
次に、前記ポリビニルアルコール水溶液を-10℃以下の温度で冷凍した後、解凍することにより、臓器モデル用成形材料が得られる。
本発明の臓器モデル用成形材料からなる臓器モデルを製造する場合、例えば、臓器の形態に対応した内面形状を有する成形型内に前記ポリビニルアルコール水溶液を注入し、前記成形型内のポリビニルアルコール水溶液を-10℃以下の温度で冷凍し、形成された水性ゲルまたは架橋ゲルを解凍することにより、臓器モデル用成形材料を製造することができる。
また、本発明の臓器モデル用成形材料をシート状で製造する場合、例えば、前記ポリビニルアルコール水溶液または前記混合溶液を容器などに所定の深さとなるように注入してシート状にした後、-10℃以下の温度に冷却する。なお、容器は、樹脂製容器、金属製容器などのいずれであってもよい。容器の底面が平坦であってもよく、所望の臓器モデルの形状に応じた内面形状を有するものであってもよい。平板状のシートを形成させる場合には、容器の底面が平坦であることが好ましい。
本発明の臓器モデル用成形材料は、機械的強度を高めたり、生体の臓器の表面状態に近似させたりするなどの観点から、シート状の臓器モデル用成形材料と樹脂シートとの積層体であってもよい。例えば、シート状の臓器モデル用成形材料と樹脂シートとの積層体は、前記ポリビニルアルコール水溶液または前記混合溶液上に樹脂シートを載せるかまたは樹脂シート上に前記ポリビニルアルコール水溶液または前記混合溶液を載せ、得られたポリビニルアルコール水溶液または混合溶液と樹脂シートとが積層されたシートを-10℃以下の温度に冷却することにより、容易に製造することができる。
前記ポリビニルアルコール水溶液または前記混合溶液上に樹脂シートを載せ、得られたポリビニルアルコール水溶液または混合溶液と樹脂シートとが積層された積層シートを-10℃以下の温度に冷却する場合、例えば、ポリビニルアルコール水溶液または混合溶液を-10℃以下の温度に冷却する前に、このポリビニルアルコール水溶液または混合溶液を底面が平坦な容器に所望の深さとなるように入れ、その上面に樹脂シートを載置すればよい。また、樹脂シート上に前記ポリビニルアルコール水溶液または前記混合溶液を載せ、得られたポリビニルアルコール水溶液または混合溶液と樹脂シートとが積層されたシートを-10℃以下の温度に冷却する場合、例えば、ポリビニルアルコール水溶液または混合溶液を-10℃以下の温度に冷却する前に、樹脂シートを底面が平坦な容器に入れておき、その上面にポリビニルアルコール水溶液または混合溶液を所望の深さとなるように入れればよい。
樹脂シートとして、形成される水性ゲルとの密着性に優れているものを用いることが好ましい。好適な樹脂シートとしては、例えば、ポリビニルアルコールフイルム、塩化ビニル樹脂シート、ポリ塩化ビニリデンフイルム、ポリエチレンやポリプロピレンなどのポリオレフィン系樹脂からなる樹脂シート、ポリエステルフイルム、ポリウレタンフイルム、ナイロンフイルムなどのポリアミドフイルムなどが挙げられるが、本発明は、かかる例示のみに限定されるものではない。これらの樹脂シートのなかでは、ポリビニルアルコールフイルムは、形成される水性ゲルまたは架橋ゲルとの密着性に優れていることから好ましい。商業的に容易に入手しうるポリビニルアルコールフイルムとしては、例えば、日本合成化学工業(株)製、商品名:ボブロン(登録商標)などの二軸延伸ポリビニルアルコールフイルムなどが挙げられる。
なお、前記樹脂シートは、孔が多数設けられているネット状の樹脂シートであってもよい。ネット状の樹脂シートとしては、例えば、ポリエステル、ポリウレタン、ナイロンなどの樹脂からなるネット状の樹脂シートが挙げられるが、本発明は、かかる例示のみに限定されるものではない。ネット状の樹脂シートの目開きは、特に限定されないが、通常、0.1~3mm程度であればよい。
樹脂シートの厚さは、その樹脂シートを構成している樹脂の種類などによって異なるので一概には決定することができないが、通常、0.03~2mm程度である。
前記ポリビニルアルコール水溶液または前記混合溶液を冷却するときの温度は、本発明の臓器モデル用成形材料の機械的強度を高める観点から、-10℃以下、より好ましくは-15℃以下、さらに好ましくは-20℃以下であり、本発明の臓器モデル用成形材料の製造効率を高める観点から、好ましくは-35℃以上、より好ましくは-30℃以上である。
ポリビニルアルコール水溶液または混合溶液を前記温度で冷却する時間は、本発明の臓器モデル用成形材料の機械的強度を高める観点およびその製造効率を高める観点から、好ましくは1~10時間程度、より好ましくは3~8時間程度である。
前記ポリビニルアルコール水溶液を用いた場合には、前記ポリビニルアルコール水溶液を所望の温度で所望の時間冷却することによってポリビニルアルコール水溶液が凍結するが、そのときにポリビニルアルコール水溶液がゲル化するので、シリカ粒子を含有する水性ゲルが形成される。また、前記混合溶液を用いた場合には、混合溶液を所望の温度で所望の時間冷却することによって混合溶液が凍結するが、そのときに混合溶液がゲル化するので、シリカ粒子を含有する架橋ゲルが形成される。
次に、このようにして得られたシリカ粒子を含有する水性ゲルまたは架橋ゲルを解凍する。水性ゲルまたは架橋ゲルは、例えば、室温中に放置することによって自然解凍させてもよく、あるいは加熱することによって解凍させてもよいが、エネルギー効率を高める観点から、自然解凍が好ましい。水性ゲルまたは架橋ゲルを解凍させるときの温度は、特に限定されず、通常、室温~40℃程度であればよい。
解凍した水性ゲルまたは架橋ゲルは、必要により、加熱することができる。水性ゲルまたは架橋ゲルを加熱することにより、水性ゲルを構成している水性ゲル組織の均一化を図ることができる。水性ゲルまたは架橋ゲルの加熱は、例えば、乾燥室内で行なうことができる。水性ゲルまたは架橋ゲルの温度は、水性ゲルまたは架橋ゲルの組織の均一化を図る観点から、好ましくは35℃以上、より好ましくは40℃以上であり、ゲル弾性の低下を抑制する観点から、好ましくは80℃以下、より好ましくは75℃以下、さらに好ましくは70℃以下である。水性ゲルまたは架橋ゲルの温度を前記温度に調整する時間は、その温度によって異なるので一概には決定することができないが、通常、水性ゲルまたは架橋ゲルの組織の均一化を図る観点から、0.5~3時間程度であることが好ましい。水性ゲルまたは架橋ゲルの温度調整を行なった後は、水性ゲルを室温まで放冷すればよい。
以上の操作により、本発明の臓器モデル用成形材料が得られる。本発明の臓器モデル用成形材料は、そのままの状態で臓器モデル用成形材料として使用することができるが、必要により、所定の大きさとなるように裁断してもよい。本発明においては、臓器の形態に対応した内面形状を有する成形型内に前記ポリビニルアルコール水溶液または前記混合溶液を注入し、前記成形型内のポリビニルアルコール水溶液または混合溶液を-10℃以下の温度に冷却し、形成された水性ゲルまたは架橋ゲルを解凍することにより、臓器モデル用成形材料を製造すると同時に、臓器モデルを製造してもよい。
ところで、従来の2種類のポリビニルアルコールを用い、溶媒としてジメチルスルホキシドと水を用いたゲルの製造方法では、ポリビニルアルコール水溶液の冷解凍の操作を複数回繰り返す必要がある。
これに対して、本発明では、原料として、シリカ粒子とポリビニルアルコールとが併用されているので、従来のようにポリビニルアルコール水溶液の冷解凍の操作を複数回繰り返さなくても、ポリビニルアルコール水溶液または混合溶液の冷解凍を1回行なうだけで効率よく良好な機械的強度を有する水性ゲルを得ることができる。なお、前記冷解凍の操作は、必要により、複数回繰り返してもよい。
本発明の臓器モデル用成形材料をシート状にするとき、そのシートの厚さは、その臓器モデルの種類や本発明の臓器モデル用成形材料からなるシートを切開するときに使用される刃物の種類などによって異なるので一概には決定することができないが、通常、刃物の切れ味の検査の操作性を高める観点から、好ましくは0.5mm以上、より好ましくは1mm以上であり、軽量化および経済性の観点から、好ましくは30mm以下、より好ましくは25mm以下である。
本発明の臓器モデル用成形材料をシート状にしたとき、このシート状の臓器モデル用成形材料は、手技練習用シートとして用いることができる。
刃物としては、例えば、人体などの切開や切開縫合などの手術における手技練習、内視鏡による手技練習などの際に使用される手術用メス、手術用ナイフ、レーザーメスなどの手術用切除具などが挙げられるが、本発明は、かかる例示のみに限定されるものではない。
本発明の臓器モデルは、前記臓器モデル用成形材料からなるものであってもよく、前記臓器モデル用成形材料からなる表面層を有するものであってもよい。なお、表面層は、前記臓器モデル用成形材料のみで構成されていてもよく、前記臓器モデル用成形材料中に添加剤などが添加されたものであってもよく、あるいは前記臓器モデル用成形材料と樹脂シートや不織布などとの積層シートであってもよい。
本発明の臓器モデルは、軽量化を図るとともに実際の臓器に近似させる観点から、前記臓器モデル用成形材料からなる表面層を有し、その内部が空洞であることが好ましい。
前記臓器モデル用成形材料からなる表面層を有し、その内部が空洞である臓器モデルは、例えば、その内部が空洞であるバルーンの表面に前記臓器モデル用成形材料からなる表面層を形成させることによって製造することができるほか、シート状の臓器モデル用成形材料を湾曲させて筒状にし、そのシートの端部同士を接着することによって製造することができる。
前記バルーンは、臓器モデルの原型をなすものである。バルーンの大きさおよびその形状は、臓器の種類によって異なるので一概には決定することができないため、その臓器の種類などに応じて適宜決定することが好ましい。
バルーンは、目的とする臓器の形状を有する臓器モデルを製造する観点から、容易に変形させることができる内部が空洞のバルーンであることが好ましい。バルーンとしては、例えば、容易に変形させることができる樹脂製のバルーン、天然ゴム、シリコーンゴムなどに代表されるゴム製のバルーンなどが挙げられる。これらのなかでは、例えば、天然ゴム、シリコーンゴムなどからなるゴム風船に代表されるゴム製のバルーンは、伸縮性を有することから好適に使用することができる。バルーンの厚さは、特に限定がなく、所望の臓器形状に形づくることができるとともに、容易にその形状を変形させることができる厚さであればよい。
バルーンの大きさは、その外周に前記臓器モデル用成形材料からなる表面層が形成されることから、前記臓器モデル用成形材料からなる表面層の厚さなどを考慮して、目的とする臓器よりも小さくし、前記臓器モデル用成形材料からなる表面層が形成されたときに、目的とする臓器モデルの大きさとなるように調整することが好ましい。
前記臓器モデル用成形材料からなる表面層を有し、その内部が空洞である臓器モデルは、例えば、その内部が空洞であるバルーンを前記臓器モデル用成形材料で包み込み、必要により余剰の前記臓器モデル用成形材料を除去し、その成形材料の端部同士を接着する方法、シート状の臓器モデル用成形材料を湾曲させて筒状にし、必要により余剰の前記臓器モデル用成形材料を除去し、その端部同士を接着する方法などによって製造することができる。
前記シート状の臓器モデル用成形材料の厚さは、特に限定されないが、通常、1~20mm、好ましくは1~10mm程度であることが好ましい。前記シート状の臓器モデル用成形材料の厚さは、例えば、ローラーなどを用いて圧延することにより、容易に調整することができる。この圧延操作により、臓器モデル用成形材料に含まれている余分な水分を容易に除去することができる。
臓器モデル用成形材料の大きさおよび形状は、臓器モデルの種類などによって異なるので、一概には決定することができず、特に限定されないが、例えば、バルーンを用いる場合には、通常、バルーンを包み込むことができる大きさおよび形状であればよく、また大腸や小腸などの腸管を製造する場合には、その腸管に応じた大きさおよび形状であればよい。また、例えば、前記臓器モデル用成形材料で臓器に対応する形状および大きさを有する臓器モデルを製造する場合には、臓器モデル用成形材料自体が臓器モデルの形状および大きさとなる。
前記バルーンを用いる場合には、バルーンを臓器モデル用成形材料で包み込み、その端部同士を接着させればよい。その端部を接着させる方法としては、例えば、熱融着によって接着させる方法、接着剤によって接着させる方法などが挙げられるが、本発明は、かかる例示のみに限定されるものではない。これらのなかでは、接着剤を必要とせず、生産効率が高められることから、熱融着によって接着させる方法が好ましい。
なお、臓器モデル用成形材料の端部を接着する前に、臓器モデルからその内部に含まれているバルーンを除去した場合には、臓器モデル用成形材料からなる表面層のみで形成され、その内部が空洞である臓器モデルを製造することができる。また、臓器モデルからその内部に含まれているバルーンを除去しない場合には、内部が空洞であるバルーンの表面に臓器モデル用成形材料からなる表面層が形成された臓器モデルを製造することができる。この場合、臓器モデル用成形材料からなる表面層の形状を保持する観点から、その表面層の下面に樹脂シート、樹脂製のネットや不織布などが設けられていることが好ましい。
表面層の下面に樹脂シート、樹脂製のネットや不織布などが設けられている臓器モデルは、その内部の空洞部分に、後述する液体またはゲルが充填されている場合、充填されている液体またはゲルと、その表面層を形成している臓器モデル用成形材料とが直接接触することを防止することができる。
表面層の下面に不透水性の樹脂シートが設けられている臓器モデルは、人体などの切開や切削縫合などの手術における手技練習の際に、切開による創傷が深すぎて適切でないとき、樹脂シートが切り裂かれ、その内部に充填されている液体やゲルが創傷口から漏出するので、適切な手技練習が行われているかどうかを容易に確認することができる手技練習用の臓器モデルとして好適に使用することができる。
また、表面層の下面に樹脂製のネットや不織布が設けられている臓器モデルは、人体などの切開や切削縫合などの手術における手技練習の際に、切開による創傷が深すぎて適切でないとき、樹脂製のネットや不織布が切り裂かれ、その切り裂かれるときの感触により、適切な手技練習が行われているかどうかを容易に確認することができる手技練習用の臓器モデルとして好適に使用することができる。
内部に空洞を有する臓器モデルにおいて、その内部は、臓器の種類によっては空洞のままであってもよいが、必要により、液体やゲルをその内部に充填することができる。
例えば、液体として、血液と同様の色彩を有する液体を臓器モデルの内部の空洞に充填した場合には、その臓器モデル内に血液状の液体が充填された臓器モデルを製造することができる。この臓器モデルは、人体などの切開や切削縫合などの手術における手技練習の際に、切開による創傷が深すぎて適切でないとき、その内部に充填されている液体が創傷口から漏出するので、適切な手技練習が行われているかどうかを容易に確認することができる手技練習用の臓器モデルとして好適に使用することができる。
また、臓器モデルの内部の空洞にゲルを充填した場合には、その臓器モデル内に、その臓器を構成している臓器の組織物と同様の色彩や硬さなどを有する臓器の組織物状のゲルが充填された臓器モデルを製造することができる。この臓器モデルは、人体などの切開や切削縫合などの手術における手技練習の際に、切開による創傷が深すぎて適切でないとき、その内部に充填されているゲルが創傷口から漏出するので、実践に即して適切な手技練習が行われているかどうかを容易に確認することができる手技練習用の臓器モデルとして好適に使用することができる。
臓器モデルの内部に充填されるゲルには特に限定がなく、流動性を有するものから寒天状の高いゲル強度を有するものまで、生体臓器の種類に応じて幅広いゲル強度を有するゲルを臓器モデルの内部の空洞部分に充填することができる。ゲルとしては、例えば、ポリビニルアルコール水溶液を冷解凍することによって得られるゲル、吸水性樹脂に水を吸収させたゲル、寒天、ゼリーなどが挙げられるが、本発明は、かかる例示のみに限定されるものではない。なお、ゲルには、その臓器の種類に応じ、その臓器内の組織に近似した性状を有するゲルを用いることが好ましい。また、ゲルには、必要により、例えば、顔料、染料などの着色剤、香料、酸化防止剤、防黴剤、抗菌剤などの添加剤が適量で添加されていてもよい。
内部が空洞であるバルーンの表面に臓器モデル用成形材料からなる表面層が形成された臓器モデルは、その内部の空洞部分に液体またはゲルが充填されている場合、バルーンにより、充填されている液体またはゲルと、その表面層を形成している臓器モデル用成形材料とが直接接触することを防止することができる。この臓器モデルは、人体などの切開や切削縫合などの手術における手技練習の際に、切開による創傷が深すぎて適切でないとき、バルーンが切り裂かれ、その内部に充填されている液体やゲルが創傷口から漏出するので、適切な手技練習が行われているかどうかを容易に確認することができる手技練習用の臓器モデルとして好適に使用することができる。
本発明の臓器モデルは、内部が空洞であるバルーン内に、内部が空洞である他のバルーンが挿入され、その外側のバルーンと内側のバルーンとの間隙に液体またはゲルが充填され、外側のバルーンの外表面に臓器モデル用成形材料からなる表面層が形成されているものであってもよい。この臓器モデルは、内側のバルーンの内部を空洞にすることができるので、軽量化やコストの低減を図ることができる。この臓器モデルにおいて、外側のバルーンおよび内側のバルーンならびに充填される液体またはゲルは、いずれも、前記と同様であればよい。
外側のバルーンと内側のバルーンとの間隙に液体またはゲルが充填された臓器モデルは、例えば、内部が空洞であるバルーン内に、内部が空洞である他のバルーンを挿入し、両者の間隙に液体またはゲルを所定量で充填した後、内側のバルーン内に気体や液体を充填することによって内側のバルーンを膨らませ、外側のバルーンおよび内側のバルーンの開口部を縛るなどの手段によって密封し、次いで、外側のバルーンの外表面に前記と同様にして、表面層を形成することによって製造することができる。この表面層は、前記と同様にして、このバルーンを臓器モデル用成形材料で包み込み、必要により余剰の臓器モデル用成形材料を除去し、その端部同士を接着することにより、製造することができる。
また、本発明の臓器モデルは、より一層実際の臓器に近似させる観点から、内部に臓器に対応した形状を有する基体上に、表面層が形成されたものであることが好ましい。
内部に臓器に対応した形状を有する基体は、例えば、ポジトロン断層法、核磁気共鳴画像法などのコンピュータ断層撮影法(CT)により、罹患した臓器の形状や大きさを測定し、そのデータに基づいてコンピュータで三次元化処理し、そのデータに基づいて、基材を加工することにより、罹患した臓器と同様の大きさおよび形状を有する基体を製造する方法などによって製造することができる。前記基材としては、例えば、放射線や熱線の照射によって硬化する性質を有するエポキシ樹脂、切削加工が容易な発泡スチロール樹脂などが挙げられるが、本発明は、かかる例示のみに限定されるものではない。
形成される基体は、臓器と同様の形状を有する。基体の大きさは、その臓器の表面層と同様の厚さの臓器モデル用成形材料からなる表面層を基体上に形成したときに、実物の臓器と同様の大きさとなるように設定することが、実物の臓器に近似させる観点から好ましい。
臓器に対応した形状を有する基体上に表面層が形成された臓器モデルは、前記バルーンの表面に臓器モデル用成形材料からなる表面層を形成させることによって得られる臓器モデルの製造方法と同様の方法で、例えば、基体を臓器モデル用成形材料で包み込み、必要により余剰の臓器モデル用成形材料を除去し、その端部同士を接着することにより、製造することができる。
臓器に対応した形状を有する基体上に表面層が形成された臓器モデルは、罹患している臓器を体外に取り出さなくても、その臓器に近い表面層を有し、その臓器と同様の大きさおよび形状を有する臓器モデルを肉眼で把握することができる。したがって、この臓器モデルは、外科的手術を施す前の手術計画用の臓器モデルとして有用であるのみならず、患者やその家族などに事前に手術に関する説明をする際の説明用の臓器モデルとしても有用である。
なお、臓器モデルの表面、その内部や内面には、より実物の臓器に近似させるために、必要により、前記臓器モデル用成形材料を用いて、襞、皺、血管に見立てた管や表面薄膜などを形成させてもよい。
以上のようにして得られる本発明の臓器モデル用成形材料を用いることにより、本発明の臓器モデルを製造することができる。
本発明の臓器モデル用成形材料を用いれば、生体臓器に近似した弾性を有し、切開をしたときに切開部が生体臓器のように広がり、水濡れ性および切り心地が生体臓器に近似するとともに、その表面がべとつかずに含水率が低く、乾燥したときに水分を補給してもあまり膨潤しないという優れた性質を有する臓器モデルを製造することができる。このようにして製造された本発明の臓器モデルは、手術練習用臓器モデル、手術用切除具の切れ味の確認用臓器モデルなどとして好適に使用することができる。
なお、前記臓器モデルとしては、例えば、脳、心臓、食道、胃、膀胱、小腸、大腸、肝臓、腎臓、膵臓、脾臓、子宮などが挙げられるが、本発明は、かかる例示のみに限定されるものではない。
また、本発明の臓器モデルは、ヒトの皮膚などの生体組織と同様の切開感や感触を有するので、例えば、製造された手術用切除具を出荷する前に、その切れ味を検査するための手術用切除具の切れ味検査用の臓器モデル、手術を行なう前に手術用切除具の切れ味を確認するための臓器モデルなどとして使用することもできる。
次に、本発明を実施例に基づいてさらに詳細に説明するが、本発明はかかる実施例のみに限定されるものではない。
〔実施例I〕
製造例1(粘性ゲルの製造)
25℃の10%ポリビニルアルコール〔ケン化度:98~99モル%、平均重合度:1700、(株)クラレ製、商品名:クラレポバールPVA-117〕水溶液300mLを1L容のビーカー内に入れた後、このビーカー内に25℃の飽和ホウ砂水溶液300mLを添加し、攪拌した後、得られた流動性のあるゲルを得た。
製造例1(粘性ゲルの製造)
25℃の10%ポリビニルアルコール〔ケン化度:98~99モル%、平均重合度:1700、(株)クラレ製、商品名:クラレポバールPVA-117〕水溶液300mLを1L容のビーカー内に入れた後、このビーカー内に25℃の飽和ホウ砂水溶液300mLを添加し、攪拌した後、得られた流動性のあるゲルを得た。
得られた流動性のゲルを含む混合物約600mLを、あらかじめ25℃の飽和ホウ酸水溶液600mLを入れておいた2L容のビーカー内に添加し、十分に攪拌することにより、粘性ゲルを得た。得られた粘性ゲルに着色剤としてアクリル系水溶性塗料(デルタ社製、商品名:デルタ・セラムコート)を添加し、血液に近似した色に着色し、着色された粘性ゲルを得た。
実施例1
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
次に、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕15mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ヒトの胃袋の色に近い栗色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕0.5mLを添加し、均一な組成となるように攪拌した。
得られた着色されたポリビニルアルコール水溶液(液温:20℃)を容器内の縦の長さが25cm、横の長さが20cm、高さが7cmであるポリプロピレン製の直方体の樹脂容器内に、深さが約2mmとなるように注ぎ、その上面に二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕を気泡が入らないようにして重ねた。
次に、前記樹脂容器を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置した。
次に、得られたシートをこの樹脂容器から取り出し、乾燥器内に入れ、60℃となるまで加熱し、同温度で10分間保持した後、乾燥器から取り出し、放冷した。得られたシートをB5の大きさに裁断し、臓器モデル用成形材料を作製した。
次に、空気を吹き込むことにより、人体の胃の大きさよりもひとまわり小さく膨張させた天然ゴム製のゴムバルーン(容量:約0.8L)を用意し、その開口部を閉じた。このゴムバルーンの閉じ口を上方に向けた状態で、前記で得られた臓器モデル用成形材料上に載置した後、その臓器モデル用成形材料の四隅を指でつまんで持ち上げ、ゴムバルーン包み込み、その四隅を纏め、紐で縛り、臓器モデル用成形材料の余剰部分を鋏で切断し、洋梨状の胃袋形状に近似した形状を有する臓器モデルの原形を作製した。
この臓器モデルの原形の四隅を縛った部分をはんだごて(100V、30W)で融着し、密閉された袋状に成形した。その後、この成形された臓器モデルの原形に前記と同様にして製造された臓器モデル用成形材料を重ね合わせることにより、より胃袋形状に近似した洋梨状の臓器モデルを作製した。
実施例2
実施例1において、ポリビニルアルコールとして、平均重合度が1000であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-110〕を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例1において、ポリビニルアルコールとして、平均重合度が1000であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-110〕を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例3
実施例1において、ポリビニルアルコールとして、平均重合度が2000であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-120〕を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例1において、ポリビニルアルコールとして、平均重合度が2000であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-120〕を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例4
実施例1において、コロイダルシリカの量を1mLに変更したこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例1において、コロイダルシリカの量を1mLに変更したこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例5
実施例1において、コロイダルシリカの量を80mLに変更したこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例1において、コロイダルシリカの量を80mLに変更したこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例6
実施例1において、ポリビニルアルコール水溶液(液温:20℃)を樹脂容器内に注いだ後、その上面に二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕を重ねなかったこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例1において、ポリビニルアルコール水溶液(液温:20℃)を樹脂容器内に注いだ後、その上面に二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕を重ねなかったこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例7
実施例1において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例1において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例8
実施例1と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。
実施例1と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。
実施例9
実施例8において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例8と同様にして臓器モデルを作製した。
実施例8において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例8と同様にして臓器モデルを作製した。
実施例10
実施例1において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例11
実施例10において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:5g/cm2)を用いたこと以外は、実施例10と同様にして臓器モデルを作製した。
実施例10において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:5g/cm2)を用いたこと以外は、実施例10と同様にして臓器モデルを作製した。
実施例12
実施例1において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例13
実施例12において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例12と同様にして臓器モデルを作製した。
実施例12において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例12と同様にして臓器モデルを作製した。
実施例14
実施例1において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル150mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル150mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例15
実施例14において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例14と同様にして臓器モデルを作製した。
実施例14において、二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕の代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例14と同様にして臓器モデルを作製した。
実施例16
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
次に、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕15mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ヒトの胃袋の色に近い栗色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕0.5mLを添加し、均一な組成となるように攪拌した。
得られた着色されたポリビニルアルコール水溶液(液温:20℃)を容器内の縦の長さが25cm、横の長さが20cm、高さが7cmであるポリプロピレン製の直方体の樹脂容器内に、深さが約2mmとなるように注ぎ、その上面にポリエステル製ネット(坪量:50mg/cm2)を気泡が入らないようにして重ね、ポリビニルアルコール水溶液の深さ方向のほぼ中央部に位置するようにポリエステル製ネットを沈めた。
次に、前記樹脂容器を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置した。
次に、得られたシートをこの樹脂容器から取り出し、乾燥器内に入れ、60℃となるまで加熱し、同温度で10分間保持した後、乾燥器から取り出し、放冷し、ポリビニルアルコールシートを作製した。
一方、ポリエステル製ネット(坪量:50mg/cm2)を平坦な台上に置き、市販のポリビニルアルコールを主成分とする洗濯糊をこのポリエステル製ネットに塗布し、その上に前記で得られたポリビニルアルコールシートを重ねて一体化し、その上面から円筒形のローラーで軽く圧延した。得られたシートを反転し、ヘアードライヤー〔松下電器産業(株)製、商品名:ウインドプレスEH5401〕で温風を吹き付けて洗濯糊を乾燥させることにより、積層シートを作製し、得られた積層シートをB5の大きさに裁断することにより、臓器モデル用成形材料を得た。
次に、空気を吹き込むことにより、人体の胃の大きさよりもひとまわり小さく膨張させた天然ゴム製のゴムバルーン(容量:約0.8L)を用意し、その開口部を閉じた。
前記で得られた臓器モデル用成形材料のポリエステル製ネットが設けられている面を上にして台上に載置した後、ゴムバルーンの閉じ口を上方に向けた状態で置き、その臓器モデル用成形材料の四隅を指でつまんで持ち上げ、ゴムバルーン包み込み、その四隅を纏め、紐で縛り、臓器モデル用成形材料の余剰部分を鋏で切断し、洋梨状の胃袋形状に近似した形状を有する臓器モデルの原形を作製した。
この臓器モデルの原形の四隅を縛った部分をはんだごて(100V、30W)で融着し、密閉された袋状に成形した。その後、この成形された臓器モデルの原形に前記と同様にして製造された臓器モデル用成形材料を重ね合わせることにより、より胃袋形状に近似した洋梨状の臓器モデルを作製した。
実施例17
実施例16と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。
実施例16と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。
実施例18
実施例16において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例16において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例19
実施例16において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例16において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例20
実施例16において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル150mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例16において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル150mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例21
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
次に、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕15mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ヒトの胃袋の色に近い栗色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕0.5mLを添加し、均一な組成となるように攪拌した。
得られた着色されたポリビニルアルコール水溶液(液温:20℃)を容器内の縦の長さが25cm、横の長さが20cm、高さが7cmであるポリプロピレン製の直方体の樹脂容器内に、深さが約2mmとなるように注ぎ、その上面にナイロン製メルトブロー不織布(坪量:100g/m2)を気泡が入らないように置き、ポリビニルアルコール水溶液の深さ方向のほぼ中央部に位置するように不織布を沈めた。
次に、前記樹脂容器を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置した。
次に、得られたシートをこの樹脂容器から取り出し、乾燥器内に入れ、60℃となるまで加熱し、同温度で10分間保持した後、乾燥器から取り出し、放冷し、ポリビニルアルコールシートを作製した。
一方、ナイロン製メルトブロー不織布(坪量:100g/m2)を平坦な台上に置き、市販のポリビニルアルコールを主成分とする洗濯糊をこの不織布に塗布し、その上に前記で得られたポリビニルアルコールシートを重ねて一体化し、その上面から円筒形のローラーで軽く圧延した。得られた複合シートを反転し、ヘアードライヤー〔松下電器産業(株)製、商品名:ウインドプレスEH5401〕で温風を吹き付けて洗濯糊を乾燥させることにより、積層シートを作製した。この積層シートをB5の大きさに裁断することにより、臓器モデル用成形材料を得た。
次に、空気を吹き込むことにより、人体の胃の大きさよりもひとまわり小さく膨張させた天然ゴム製のゴムバルーン(容量:約0.8L)を用意し、その開口部を閉じた。
前記で得られた臓器モデル用成形材料を台上に載置した後、ゴムバルーンの閉じ口を上方に向けた状態で置き、その臓器モデル用成形材料の四隅を指でつまんで持ち上げ、ゴムバルーンを包み込み、その四隅を纏め、紐で縛り、臓器モデル用成形材料の余剰部分を鋏で切断し、洋梨状の胃袋形状に近似した形状を有する臓器モデルの原形を作製した。
この臓器モデルの原形の四隅を縛った部分をはんだごて(100V、30W)で融着し、密閉された袋状に成形した。その後、この成形された臓器モデルの原形に前記と同様にして製造された臓器モデル用成形材料を重ね合わせることにより、より胃袋形状に近似した洋梨状の臓器モデルを作製した。
実施例22
実施例21と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。
実施例21と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。
実施例23
実施例21において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例21において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例24
実施例21において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例21において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例25
実施例21において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル150mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例21において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル150mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
比較例1
実施例1において、コロイダルシリカを使用しなかったこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例1において、コロイダルシリカを使用しなかったこと以外は、実施例1と同様にして臓器モデルを作製した。
比較例2
ポリビニルアルコール粉末(平均重合度:1700、ケン化度:99.0モル%)80gと、ポリビニルアルコール粉末(平均重合度:1800、ケン化度:86~90モル%)20gとを混合し、ポリビニルアルコール混合物を得た。得られたポリビニルアルコール混合物をジメチルスルホキシドと水との混合溶媒〔ジメチルスルホキシド/水(重量比):80/20〕に120℃に加熱しながら溶解させ、含水率が80重量%のポリビニルアルコール溶液を調製した。
ポリビニルアルコール粉末(平均重合度:1700、ケン化度:99.0モル%)80gと、ポリビニルアルコール粉末(平均重合度:1800、ケン化度:86~90モル%)20gとを混合し、ポリビニルアルコール混合物を得た。得られたポリビニルアルコール混合物をジメチルスルホキシドと水との混合溶媒〔ジメチルスルホキシド/水(重量比):80/20〕に120℃に加熱しながら溶解させ、含水率が80重量%のポリビニルアルコール溶液を調製した。
得られたポリビニルアルコール溶液を容量が200mLのポリプロピレン製の樹脂容器内に注入した後、この樹脂容器を室温まで冷却した。
この樹脂容器の内容物を室温下でエタノール200mL中に2時間浸漬することにより、ジメチルスルホキシドをエタノールに置換して除去し、樹脂容器内の内容物を水中に浸漬した後、その内容物を樹脂容器から取り出した。
この内容物を観察したところ、十分にゲル化しておらず、弾力性がほとんどなく、流動性を有し、しかもその表面がべとつくため、この内容物を用いて臓器モデルを製造することができなかった。
したがって、平均重合度が1700であり、ケン化度が99.0モル%であるポリビニルアルコールと、平均重合度が1800であり、ケン化度が86~90モル%であるポリビニルアルコールとを80/20の重量比で混合し、水とジメチルスルホキシドとの混合溶媒に溶解させ、得られたポリビニルアルコールを室温に冷却させても弾性を有するゲルが得られないことがわかる。
比較例3
比較例1において、ポリビニルアルコール溶液を容量が200mLのポリプロピレン製の樹脂容器内に注入した後、この樹脂容器を冷却する温度を室温から-20℃に変更し、この温度で24時間冷凍し、次いで室温に戻して解凍したこと以外は、比較例1と同様にしてゲルを調製し、臓器モデルを作製した。その際、比較例1と相違してゲルが得られたが、得られたゲルは、弾力性が小さく、その表面がべとつくことが確認された。
比較例1において、ポリビニルアルコール溶液を容量が200mLのポリプロピレン製の樹脂容器内に注入した後、この樹脂容器を冷却する温度を室温から-20℃に変更し、この温度で24時間冷凍し、次いで室温に戻して解凍したこと以外は、比較例1と同様にしてゲルを調製し、臓器モデルを作製した。その際、比較例1と相違してゲルが得られたが、得られたゲルは、弾力性が小さく、その表面がべとつくことが確認された。
比較例4
厚さが4mmの市販のシリコーンゴムシートをB5の大きさに裁断することにより、臓器モデル用成形材料を作製した。
厚さが4mmの市販のシリコーンゴムシートをB5の大きさに裁断することにより、臓器モデル用成形材料を作製した。
従来の臓器モデルとして、実施例1で用いた臓器モデル用成形材料の代わりに、前記で得られた臓器モデル用成形材料を用いて実施例1と同様にして臓器モデルを作製した。
実験例1
各実施例および各比較例で得られた臓器モデルの物性として、外観、水濡れ性(親水性)、切り心地、切開性、べとつき感、弾性、含水率および乾燥後の吸水性を以下の方法にしたがって調べた。その結果を表1に示す。
各実施例および各比較例で得られた臓器モデルの物性として、外観、水濡れ性(親水性)、切り心地、切開性、べとつき感、弾性、含水率および乾燥後の吸水性を以下の方法にしたがって調べた。その結果を表1に示す。
(1)外観
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルの外観を観察してもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルの外観を観察してもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(2)水濡れ性
各臓器モデルの表面層を構成している樹脂の平板を用意し、その水触れ性の評価として、接触角計〔協和界面科学(株)製、品番:CA-X〕を用いて水との接触角を25℃の大気中にて水を平板に接触させて5秒間経過したときに測定した。
各臓器モデルの表面層を構成している樹脂の平板を用意し、その水触れ性の評価として、接触角計〔協和界面科学(株)製、品番:CA-X〕を用いて水との接触角を25℃の大気中にて水を平板に接触させて5秒間経過したときに測定した。
(3)切り心地
大学の医学研究科の外科を専攻している学生および教官10名に手術用メス〔フェザー安全剃刀(株)製、ステンレス鋼製の外科手術用替刃メスNo.10〕を用いて実際に臓器モデルに執刀して切り心地を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に手術用メス〔フェザー安全剃刀(株)製、ステンレス鋼製の外科手術用替刃メスNo.10〕を用いて実際に臓器モデルに執刀して切り心地を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(4)切開性
大学の医学研究科の外科を専攻している学生および教官10名に手術用メス〔フェザー安全剃刀(株)製、ステンレス鋼製の外科手術用替刃メスNo.10〕を用いて実際に臓器モデルに執刀して切開部の創傷が生体臓器と同様に広がるかどうかを観察してもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に手術用メス〔フェザー安全剃刀(株)製、ステンレス鋼製の外科手術用替刃メスNo.10〕を用いて実際に臓器モデルに執刀して切開部の創傷が生体臓器と同様に広がるかどうかを観察してもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(5)べとつき感
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルを指触してそのべとつき感を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルを指触してそのべとつき感を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(6)弾性
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルを指触してその弾性を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルを指触してその弾性を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(7)含水率
臓器モデルの質量を測定した後、40℃の乾燥機内に入れて乾燥させ、その質量変化がほとんどなくなるまで乾燥させた後、式:
〔含水率〕
=〔(乾燥前の臓器モデルの質量)-(乾燥後の臓器モデルの質量)〕
÷(乾燥前の臓器モデルの質量)×100
に基づいて、含水率を求めた。
臓器モデルの質量を測定した後、40℃の乾燥機内に入れて乾燥させ、その質量変化がほとんどなくなるまで乾燥させた後、式:
〔含水率〕
=〔(乾燥前の臓器モデルの質量)-(乾燥後の臓器モデルの質量)〕
÷(乾燥前の臓器モデルの質量)×100
に基づいて、含水率を求めた。
(8)乾燥後の吸水性
前記「(7)含水率」で乾燥させた臓器モデルを25℃の水中に10分間浸漬した後、取り出し、乾燥前の臓器モデルと対比して、以下の評価基準に基づいて評価した。
〔評価基準〕
A:乾燥前の臓器モデルと同様の表面層を有する。
B:乾燥前の臓器モデルと比べて、表面層が膨潤していない。
C:乾燥前の臓器モデルと比べて、表面層がやや膨潤している。
D:乾燥前の臓器モデルと比べて、表面層がかなり膨潤している。
前記「(7)含水率」で乾燥させた臓器モデルを25℃の水中に10分間浸漬した後、取り出し、乾燥前の臓器モデルと対比して、以下の評価基準に基づいて評価した。
〔評価基準〕
A:乾燥前の臓器モデルと同様の表面層を有する。
B:乾燥前の臓器モデルと比べて、表面層が膨潤していない。
C:乾燥前の臓器モデルと比べて、表面層がやや膨潤している。
D:乾燥前の臓器モデルと比べて、表面層がかなり膨潤している。
なお、比較例1では、ゲルを製造することができなかったため、臓器モデルの物性の測定ができなかった。

表1に示された結果から、各実施例で得られた臓器モデルは、いずれも、ポリビニルアルコールおよびシリカ粒子を含有する臓器モデル用成形材料が用いられているので、生体臓器と同様の弾性を有し、切開をしたときに切開部が生体臓器のように広がり、水濡れ性および切り心地が生体臓器に近似するとともに、その表面がべとつかずに含水率が低く、乾燥したときに水分を補給してもあまり膨潤しないという優れた効果を奏するものであることがわかる。
実験例2
実施例1で得られた臓器モデル用成形材料および比較例3で得られた臓器モデル用成形材料のみを別途作製しておいたシート(厚さ:2mm)を幅5mmのダンベル型に切り抜き、それぞれ3個のサンプルを作製し、引張験機〔(株)島津製作所製、商品名:オートグラフAGS-5kNG〕で1mm/minの速度で引っ張り、破断時における強度(破断強度)を測定し、それぞれ3個の平均値を求めた。
実施例1で得られた臓器モデル用成形材料および比較例3で得られた臓器モデル用成形材料のみを別途作製しておいたシート(厚さ:2mm)を幅5mmのダンベル型に切り抜き、それぞれ3個のサンプルを作製し、引張験機〔(株)島津製作所製、商品名:オートグラフAGS-5kNG〕で1mm/minの速度で引っ張り、破断時における強度(破断強度)を測定し、それぞれ3個の平均値を求めた。
その結果、実施例1で得られた表面層の破断強度は0.5N/mm2であるのに対し、比較例3で得られた表面層の破断強度は1.1N/mm2であった。このことから、比較例3で得られた臓器モデル用成形材料は、非常に強度が高くて硬いのに対し、実施例1で得られた臓器モデル用成形材料は、適度な強度を有するものであることがわかる。
実施例26
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
次に、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕15mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ヒトの肝臓の色に近い赤茶色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕0.5mLを添加し、均一な組成となるように攪拌した。
ヒトの肝臓の形態に対応した内面形状を有する石膏製の成形型(上下割の成形型)を作製し、その内面に離型剤を塗布した後、型合わせをし、接合面を密閉し、成形型の上面に設けられた注入孔に前記で得られた着色されたポリビニルアルコール水溶液(液温:20℃)を注いだ。
次に、前記成形型を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置した。
次に、前記成形型を乾燥器内に入れ、60℃となるまで加熱し、同温度で10分間保持した後、乾燥器から取り出し、放冷した。その後、前記成形型を型開きし、得られた臓器モデル(縦:約15cm、横幅:約10cm)を前記成形型から取り出した。
得られた臓器モデルを図1に示す。図1は、前記で得られた臓器モデルの図面代用写真である。図1に示されるように、得られた臓器モデルは、人体の肝臓に近似した形態を有することがわかる。
次に、前記で得られた人体の肝臓の形態に近似した臓器モデルの物性を実施例1と同様にして、外観、水濡れ性(親水性)、切り心地、切開性、べとつき感、弾性、含水率および乾燥後の吸水性を調べたところ、実施例1と同様であることが確認された。
さらに、前記で得られた人体の肝臓の形態に近似した臓器モデルを外科医に見てもらったところ、この臓器モデルは、人体の肝臓の形態に近似し、人体などの切開や切削縫合などの手術における手技練習などに適しているとの評価を得ることができた。
実施例27
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように調製した。80℃に加温しながら15分間攪拌した後、常温まで放冷した。得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れた。
次に、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕15mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ヒトの腸管として小腸の色に近い栗色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕0.5mLを添加し、均一な組成となるように攪拌した。
得られた着色されたポリビニルアルコール水溶液(液温:20℃)を容器内の縦の長さが25cm、横の長さが20cm、高さが7cmであるポリプロピレン製の直方体の樹脂容器内に、深さが約5mmとなるように注ぎ、その上面に二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕を気泡が入らないようにして重ねた。
次に、前記樹脂容器を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置した。得られたシートをこの樹脂容器から取り出し、乾燥器内に入れ、60℃となるまで加熱し、同温度で10分間保持した後、乾燥器から取り出し、放冷した。得られたシートを縦15cm、横6cmの長方形に裁断し、臓器モデル用成形材料を作製した。
次に、得られた臓器モデル用成形材料の二軸延伸ポリビニルアルコールフイルムが外表面となるようにして、その短辺方向に湾曲させて円筒状にし、その長辺の端部同士を一体化させるために、前記で得られたポリビニルアルコール水溶液を前記長辺の端部の接合部に塗布した後、前記と同様にして冷解凍を行なうことにより、小腸形状を有する臓器モデルを作製した。
得られた臓器モデルを図2に示す。図2は、前記で得られた臓器モデルの図面代用写真である。図2に示されるように、得られた臓器モデルは、人体の小腸に近似した形態を有することがわかる。
得られた臓器モデルの物性を実施例1と同様に、外観、内表面における水濡れ性(親水性)、切り心地、切開性、内表面におけるべとつき感、弾性、内表面における含水率および内表面における乾燥後の吸水性を調べたところ、実施例1と同様であることが確認された。
以上のことから、〔実施例I〕で得られた本発明の臓器モデルは、例えば、人体などの切開や切削縫合などの手術における手技練習、内視鏡による手技練習などの手術練習用臓器モデル、手術用切除具の切れ味の確認用臓器モデルなどとして好適に使用することができることがわかる。
〔実施例II〕
製造例1(粘性ゲルの製造)
25℃の10%ポリビニルアルコール〔ケン化度:98~99モル%、平均重合度:1700、(株)クラレ製、商品名:クラレポバールPVA-117〕水溶液300mLを1L容のビーカー内に入れた後、このビーカー内に25℃の飽和ホウ砂水溶液300mLを添加し、攪拌することにより、流動性のあるゲルを得た。
製造例1(粘性ゲルの製造)
25℃の10%ポリビニルアルコール〔ケン化度:98~99モル%、平均重合度:1700、(株)クラレ製、商品名:クラレポバールPVA-117〕水溶液300mLを1L容のビーカー内に入れた後、このビーカー内に25℃の飽和ホウ砂水溶液300mLを添加し、攪拌することにより、流動性のあるゲルを得た。
得られた流動性のゲル約600mLを、あらかじめ25℃の飽和ホウ酸水溶液600mLを入れておいた2L容のビーカー内に添加し、十分に攪拌することにより、粘性ゲルを得た。得られた粘性ゲルに着色剤としてアクリル系水溶性塗料(デルタ社製、商品名:デルタ・セラムコート)を添加することにより、血液に近似した色に着色された粘性ゲルを得た。
実施例1
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒100mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕40mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒100mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕40mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
次に、前記ビーカー内に、平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように添加した。80℃に加温しながら15分間攪拌することにより、混合溶液を得た。
得られた混合溶液に、ヒトの胃袋の色に近い栗色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕1mLを添加し、均一な組成となるように攪拌した。
得られた着色された混合溶液(液温:20℃)を容器内の縦の長さが25cm、横の長さが20cm、高さが7cmであるポリプロピレン製の直方体の樹脂容器内に、深さが約2mmとなるように注ぎ、その上面に二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕を気泡が入らないようにして重ねた。
次に、前記樹脂容器を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置した。
次に、得られたシートをこの樹脂容器から取り出し、乾燥器内に入れ、60℃となるまで加熱し、同温度で10分間保持した後、乾燥器から取り出し、放冷した。得られたシートをB5の大きさに裁断し、臓器モデル用成形材料を作製した。
次に、空気を吹き込むことにより、人体の胃の大きさよりもひとまわり小さく膨張させた天然ゴム製のゴムバルーン(容量:約0.8L)を用意し、その開口部を閉じた。このゴムバルーンの閉じ口を上方に向けた状態で、前記で得られた臓器モデル用成形材料上に載置した後、その臓器モデル用成形材料の四隅を指でつまんで持ち上げ、ゴムバルーン包み込み、その四隅を纏め、紐で縛り、臓器モデル用成形材料の余剰部分を鋏で切断し、洋梨状の胃袋形状に近似した形状を有する臓器モデルの原形を作製した。
この臓器モデルの原形の四隅を縛った部分をはんだごて(100V、30W)で融着し、密閉された袋状に成形した。その後、この成形された臓器モデルの原形に前記と同様にして製造された臓器モデル用成形材料を重ね合わせることにより、より胃袋形状に近似した洋梨状の臓器モデルを作製した。
実施例2
実施例1において、ポリビニルアルコールとして、平均重合度が1000であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-110〕を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、ポリビニルアルコールとして、平均重合度が1000であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-110〕を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例3
実施例1において、ポリビニルアルコールとして、平均重合度が2000であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-120〕を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、ポリビニルアルコールとして、平均重合度が2000であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-120〕を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例4
実施例1において、コロイダルシリカの量を2mLに変更したこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、コロイダルシリカの量を2mLに変更したこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例5
実施例1において、コロイダルシリカの量を160mLに変更したこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、コロイダルシリカの量を160mLに変更したこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例6
実施例1において、混合溶液(液温:20℃)を樹脂容器内に注いだ後、その上面に二軸延伸ポリビニルアルコールフイルムを重ねなかったこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、混合溶液(液温:20℃)を樹脂容器内に注いだ後、その上面に二軸延伸ポリビニルアルコールフイルムを重ねなかったこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例7
実施例1において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例8
実施例1と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。この臓器モデルは、胃袋形状に近似していた。
実施例1と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。この臓器モデルは、胃袋形状に近似していた。
実施例9
実施例8において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例8と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例8において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例8と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例10
実施例1において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例11
実施例10において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:5g/cm2)を用いたこと以外は、実施例10と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例10において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:5g/cm2)を用いたこと以外は、実施例10と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例12
実施例1において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例13
実施例12において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例12と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例12において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例12と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例14
実施例1において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル50mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル50mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例15
実施例14において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例14と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例14において、二軸延伸ポリビニルアルコールフイルムの代わりにポリエステル製ネット(坪量:50mg/cm2)を用いたこと以外は、実施例14と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例16
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒200mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕40mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒200mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕40mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
次に、前記ビーカー内に、粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように添加した。80℃に加温しながら15分間攪拌することにより、混合溶液を得た。
得られた混合溶液に、ヒトの胃袋の色に近い栗色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕1mLを添加し、均一な組成となるように攪拌した。
得られた着色された混合溶液(液温:20℃)を容器内の縦の長さが25cm、横の長さが20cm、高さが7cmであるポリプロピレン製の直方体の樹脂容器内に、深さが約2mmとなるように注ぎ、その上面にポリエステル製ネット(坪量:50mg/cm2)を気泡が入らないようにして重ね、混合溶液の深さ方向のほぼ中央部に位置するようにポリエステル製ネットを沈めた。
次に、前記樹脂容器を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置することにより、ポリビニルアルコールシートを作製した。
一方、ポリエステル製ネット(坪量:50mg/cm2)を平坦な台上に置き、市販のポリビニルアルコールを主成分とする洗濯糊をこのポリエステル製ネットに塗布し、その上に前記で得られたポリビニルアルコールシートを重ねて一体化し、その上面から円筒形のローラーで軽く圧延した。得られたシートを反転し、ヘアードライヤー〔松下電器産業(株)製、商品名:ウインドプレスEH5401〕で温風を吹き付けて洗濯糊を乾燥させることにより、積層シートを作製し、得られた積層シートをB5の大きさに裁断することにより、臓器モデル用成形材料を得た。
次に、空気を吹き込むことにより、人体の胃の大きさよりもひとまわり小さく膨張させた天然ゴム製のゴムバルーン(容量:約0.8L)を用意し、その開口部を閉じた。
前記で得られた臓器モデル用成形材料のポリエステル製ネットが設けられている面を上にして台上に載置した後、ゴムバルーンの閉じ口を上方に向けた状態で置き、その臓器モデル用成形材料の四隅を指でつまんで持ち上げ、ゴムバルーン包み込み、その四隅を纏め、紐で縛り、臓器モデル用成形材料の余剰部分を鋏で切断し、洋梨状の胃袋形状に近似した形状を有する臓器モデルの原形を作製した。
この臓器モデルの原形の四隅を縛った部分をはんだごて(100V、30W)で融着し、密閉された袋状に成形した。その後、この成形された臓器モデルの原形に前記と同様にして製造された臓器モデル用成形材料を重ね合わせることにより、胃袋形状に近似した洋梨状の臓器モデルを作製した。
実施例17
実施例16と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。
実施例16と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。
実施例18
実施例16において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例16において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例19
実施例16において、ゴムバルーン内に空気を吹き込む代わりに製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例16において、ゴムバルーン内に空気を吹き込む代わりに製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例20
実施例16において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル50mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例16において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル50mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例16と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例21
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒200mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕200mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒200mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕200mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
次に、前記ビーカー内に、粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように添加した。80℃に加温しながら15分間攪拌することにより、混合溶液を得た。
得られた混合溶液に、ヒトの胃袋の色に近い栗色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕1mLを添加し、均一な組成となるように攪拌した。
得られた着色された混合溶液(液温:20℃)を容器内の縦の長さが25cm、横の長さが20cm、高さが7cmであるポリプロピレン製の直方体の樹脂容器内に、深さが約2mmとなるように注ぎ、その上面にナイロン製メルトブロー不織布(坪量:100g/m2)を気泡が入らないように置き、混合溶液の深さ方向のほぼ中央部に位置するように不織布を沈めた。
次に、前記樹脂容器を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置することにより、ポリビニルアルコールシートを作製した。
一方、ナイロン製メルトブロー不織布(坪量:100g/m2)を平坦な台上に置き、市販のポリビニルアルコールを主成分とする洗濯糊をこの不織布に塗布し、その上に前記で得られたポリビニルアルコールシートを重ねて一体化し、その上面から円筒形のローラーで軽く圧延した。得られた複合シートを反転し、ヘアードライヤー〔松下電器産業(株)製、商品名:ウインドプレスEH5401〕で温風を吹き付けて洗濯糊を乾燥させることにより、積層シートを作製した。この積層シートをB5の大きさに裁断することにより、臓器モデル用成形材料を得た。
次に、空気を吹き込むことにより、人体の胃の大きさよりもひとまわり小さく膨張させた天然ゴム製のゴムバルーン(容量:約0.8L)を用意し、その開口部を閉じた。
前記で得られた臓器モデル用成形材料を台上に載置した後、ゴムバルーンの閉じ口を上方に向けた状態で置き、その臓器モデル用成形材料の四隅を指でつまんで持ち上げ、ゴムバルーンを包み込み、その四隅を纏め、紐で縛り、臓器モデル用成形材料の余剰部分を鋏で切断し、洋梨状の胃袋形状に近似した形状を有する臓器モデルの原形を作製した。
この臓器モデルの原形の四隅を縛った部分をはんだごて(100V、30W)で融着し、密閉された袋状に成形した。その後、この成形された臓器モデルの原形に前記と同様にして製造された臓器モデル用成形材料を重ね合わせることにより、胃袋形状に近似した洋梨状の臓器モデルを作製した。
実施例22
実施例21と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。この臓器モデルは、胃袋形状に近似していた。
実施例21と同様にして、洋梨状の胃袋形状に近似した形状を有する臓器モデルを作製した。次に、臓器モデルの表面に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させた後、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。この臓器モデルは、胃袋形状に近似していた。
実施例23
実施例21において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例21において、ゴムバルーン内に空気を吹き込む代わりに水150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例24
実施例21において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例21において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLを充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例25
実施例21において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル50mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例21において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル50mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例21と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
比較例1
実施例1において、コロイダルシリカを使用しなかったこと以外は、実施例1と同様にして臓器モデルを作製した。
実施例1において、コロイダルシリカを使用しなかったこと以外は、実施例1と同様にして臓器モデルを作製した。
比較例2
ポリビニルアルコール粉末(平均重合度:1700、ケン化度:99.0モル%)80gと、ポリビニルアルコール粉末(平均重合度:1800、ケン化度:86~90モル%)20gとを混合し、ポリビニルアルコール混合物を得た。得られたポリビニルアルコール混合物をジメチルスルホキシドと水との混合溶媒〔ジメチルスルホキシド/水(重量比):80/20〕に120℃に加熱しながら溶解させ、含水率が80重量%のポリビニルアルコール溶液を調製した。
ポリビニルアルコール粉末(平均重合度:1700、ケン化度:99.0モル%)80gと、ポリビニルアルコール粉末(平均重合度:1800、ケン化度:86~90モル%)20gとを混合し、ポリビニルアルコール混合物を得た。得られたポリビニルアルコール混合物をジメチルスルホキシドと水との混合溶媒〔ジメチルスルホキシド/水(重量比):80/20〕に120℃に加熱しながら溶解させ、含水率が80重量%のポリビニルアルコール溶液を調製した。
得られたポリビニルアルコール溶液を容量が200mLのポリプロピレン製の樹脂容器内に注入した後、この樹脂容器を室温まで冷却した。
この樹脂容器の内容物を室温下でエタノール200mL中に2時間浸漬することにより、ジメチルスルホキシドをエタノールに置換して除去し、樹脂容器内の内容物を水中に浸漬した後、その内容物を樹脂容器から取り出した。
この内容物を観察したところ、十分にゲル化しておらず、弾力性がほとんどなく、流動性を有し、しかもその表面がべとつくため、この内容物を用いて臓器モデルを製造することができなかった。
したがって、平均重合度が1700であり、ケン化度が99.0モル%であるポリビニルアルコールと、平均重合度が1800であり、ケン化度が86~90モル%であるポリビニルアルコールとを80/20の重量比で混合し、水とジメチルスルホキシドとの混合溶媒に溶解させ、得られたポリビニルアルコールを室温に冷却させても弾性を有するゲルが得られないことがわかる。
比較例3
比較例1において、ポリビニルアルコール溶液を容量が200mLのポリプロピレン製の樹脂容器内に注入した後、この樹脂容器を冷却する温度を室温から-20℃に変更し、この温度で24時間冷凍し、次いで室温に戻して解凍したこと以外は、比較例1と同様にしてゲルを調製し、臓器モデルを作製した。その際、比較例1と相違してゲルが得られたが、得られたゲルは、弾力性が小さく、脆くてその表面がべとつくことが確認された。
比較例1において、ポリビニルアルコール溶液を容量が200mLのポリプロピレン製の樹脂容器内に注入した後、この樹脂容器を冷却する温度を室温から-20℃に変更し、この温度で24時間冷凍し、次いで室温に戻して解凍したこと以外は、比較例1と同様にしてゲルを調製し、臓器モデルを作製した。その際、比較例1と相違してゲルが得られたが、得られたゲルは、弾力性が小さく、脆くてその表面がべとつくことが確認された。
比較例4
厚さが4mmの市販のシリコーンゴムシートをB5の大きさに裁断することにより、臓器モデル用成形材料を作製した。
厚さが4mmの市販のシリコーンゴムシートをB5の大きさに裁断することにより、臓器モデル用成形材料を作製した。
従来の臓器モデルとして、実施例1で用いた臓器モデル用成形材料の代わりに、前記で得られた臓器モデル用成形材料を用いて実施例1と同様にして臓器モデルを作製した。
実験例1
各実施例および各比較例で得られた臓器モデルの物性として、水濡れ性(親水性)、切開感、柔軟性、べとつき感および引張強度を以下の方法にしたがって調べた。その結果を表2に示す。
各実施例および各比較例で得られた臓器モデルの物性として、水濡れ性(親水性)、切開感、柔軟性、べとつき感および引張強度を以下の方法にしたがって調べた。その結果を表2に示す。
(1)水濡れ性(親水性)
各臓器モデルに水滴を付着させ、臓器モデルの表面状態を目視にて観察し、以下の評価基準に基づいて評価した。
〔評価基準〕
A:水濡れ性に優れている。
B:水濡れ性が良好である。
C:水触れ性がやや劣る。
D:水濡れ性に劣る。
各臓器モデルに水滴を付着させ、臓器モデルの表面状態を目視にて観察し、以下の評価基準に基づいて評価した。
〔評価基準〕
A:水濡れ性に優れている。
B:水濡れ性が良好である。
C:水触れ性がやや劣る。
D:水濡れ性に劣る。
(2)切開感
臓器モデルを手術用メスで切開をしたときの状態を調べ、以下の評価基準に基づいて評価した。
〔評価基準〕
A:切開部が大きく広がる。
B:切開部が問題のない程度に広がる。
C:切開部がやや狭まる。
D:切開部が閉じる。
臓器モデルを手術用メスで切開をしたときの状態を調べ、以下の評価基準に基づいて評価した。
〔評価基準〕
A:切開部が大きく広がる。
B:切開部が問題のない程度に広がる。
C:切開部がやや狭まる。
D:切開部が閉じる。
(3)柔軟性
臓器モデルを指触してその柔軟性を調べ、以下の評価基準に基づいて評価した。
〔評価基準〕
A:柔軟性に優れている。
B:柔軟性が良好である。
C:柔軟性がやや劣る。
D:柔軟性に劣る。
臓器モデルを指触してその柔軟性を調べ、以下の評価基準に基づいて評価した。
〔評価基準〕
A:柔軟性に優れている。
B:柔軟性が良好である。
C:柔軟性がやや劣る。
D:柔軟性に劣る。
(4)べとつき感
臓器モデルを指触してそのべとつき感を調べ、以下の評価基準に基づいて評価した。
〔評価基準〕
A:べとつきがまったくない。
B:べとつきがごく僅かにある程度である。
C:べとつきがやや認められる。
D:べとつきが明らかに認められる。
臓器モデルを指触してそのべとつき感を調べ、以下の評価基準に基づいて評価した。
〔評価基準〕
A:べとつきがまったくない。
B:べとつきがごく僅かにある程度である。
C:べとつきがやや認められる。
D:べとつきが明らかに認められる。
(5)引張強度
臓器モデルの両端を両手の親指および人差指でそれぞれ摘まんで引っ張り、以下の評価基準に基づいて評価した。
〔評価基準〕
A:引張強度に優れている。
B:引張強度が良好である。
C:引張強度にやや劣る。
D:引張強度に劣る。
臓器モデルの両端を両手の親指および人差指でそれぞれ摘まんで引っ張り、以下の評価基準に基づいて評価した。
〔評価基準〕
A:引張強度に優れている。
B:引張強度が良好である。
C:引張強度にやや劣る。
D:引張強度に劣る。
なお、比較例2では、ゲルを製造することができなかったため、臓器モデルの物性の測定ができなかった。
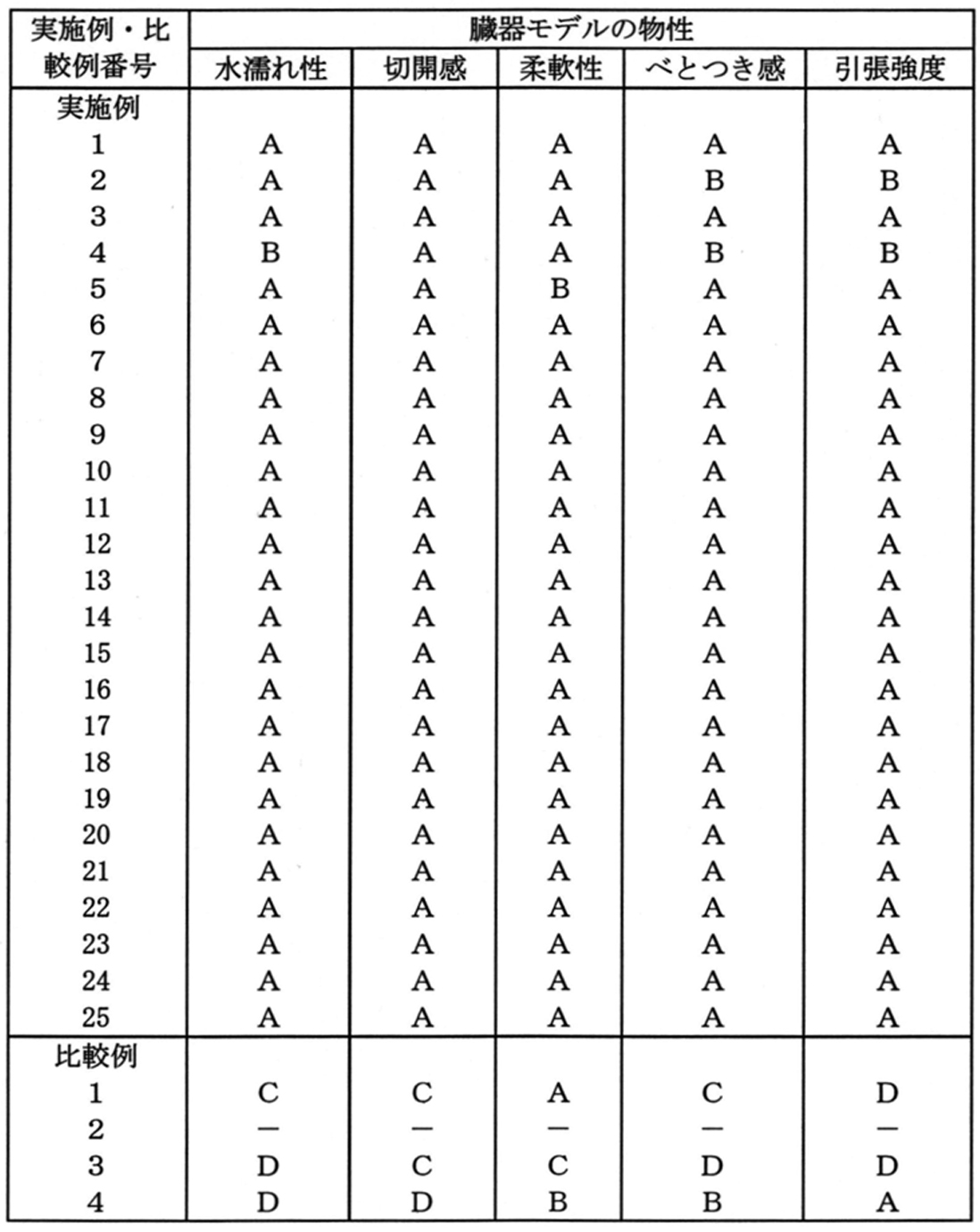
表2に示された結果から、各実施例で得られた臓器モデルは、いずれも、ポリビニルアルコールからなる架橋ゲルおよびシリカ粒子を含有するので、適度な親水性および柔軟性を有し、その表面がべとつかず、優れた切開感を有し、引張強度が大きいものであることがわかる。
以上のことから、本発明の臓器モデルは、切除・縫合手術練習用の臓器モデルなどとして好適に使用することができる。
実施例26
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒200mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕20mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒200mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕20mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
次に、前記ビーカー内に、粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように添加した。80℃に加温しながら15分間攪拌することにより、混合溶液を得た。
得られた混合溶液に、ヒトの肝臓の色に近い赤茶色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕1mLを添加し、均一な組成となるように攪拌した。
ヒトの肝臓の形態に対応した内面形状を有する石膏製の成形型(上下割の成形型)を作製し、その内面に離型剤を塗布した後、型合わせをし、接合面を密閉し、成形型の上面に設けられた注入孔に前記で得られた着色された混合溶液(液温:20℃)を注いだ。
次に、前記成形型を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置した。
次に、前記成形型を乾燥器内に入れ、60℃となるまで加熱し、同温度で10分間保持した後、乾燥器から取り出し、放冷した。その後、前記成形型を型開きし、得られた臓器モデル(縦:約15cm、横幅:約10cm)を前記成形型から取り出した。
前記で得られた人体の肝臓の形態に近似した臓器モデルの物性を実施例1と同様にして、水濡れ性(親水性)、切開感、柔軟性、べとつき感および引張強度を調べたところ、いずれも、実施例1と同様であることが確認された。
さらに、前記で得られた人体の肝臓の形態に近似した臓器モデルを外科医に見てもらったところ、この臓器モデルは、人体の肝臓の形態に近似し、人体などの切開や切削縫合などの手術のための手技練習などに適しているとの評価を得ることができた。
実施例27
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒100mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕20mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
ジメチルスルホキシド160mLと水40mLとを500mL容のビーカーに添加し、十分に混合することにより、混合溶媒を調製した。得られた混合溶媒100mLに、コロイダルシリカ〔日産化学工業(株)製、商品名:スノーテックスXP、シリカの粒子径:約5nm、シリカの含有量:5重量%〕20mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌した。
次に、前記ビーカー内に、粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように添加した。80℃に加温しながら15分間攪拌することにより、混合溶液を得た。
得られた混合溶液に、ヒトの腸管として小腸の色に近い栗色で半透明のアクリル系ポスターカラー〔デルタ社製、商品名:デルタ・セラムコート〕1mLを添加し、均一な組成となるように攪拌した。
得られた着色された混合溶液(液温:20℃)を容器内の縦の長さが25cm、横の長さが20cm、高さが7cmであるポリプロピレン製の直方体の樹脂容器内に、深さが約4mmとなるように注ぎ、その上面に二軸延伸ポリビニルアルコールフイルム〔日本合成化学工業(株)製、商品名:ボブロン(登録商標)、厚さ:約14μm〕を気泡が入らないようにして重ねた。
次に、前記樹脂容器を冷凍室(室温:-20℃)内に入れ、5時間冷却した後、冷凍室から取り出し、室温となるまで室温中で放置した。得られたシートをこの樹脂容器から取り出し、乾燥器内に入れ、60℃となるまで加熱し、同温度で10分間保持した後、乾燥器から取り出し、放冷した。得られたシートを縦15cm、横6cmの長方形に裁断し、臓器モデル用成形材料を作製した。
次に、得られた臓器モデル用成形材料の二軸延伸ポリビニルアルコールフイルムが外表面となるようにして、その短辺方向に湾曲させて円筒状にし、その長辺の端部同士を一体化させるために、前記で得られた混合溶液を前記長辺の端部の接合部に塗布した後、前記と同様にして冷解凍を行なうことにより、小腸形状を有する臓器モデルを作製した。
得られた臓器モデルの物性を実施例1と同様にして、水濡れ性(親水性)、切開感、柔軟性、べとつき感および引張強度を調べたところ、いずれも、実施例1と同様であることが確認された。
以上のことから、〔実施例II〕で得られた本発明の臓器モデルは、例えば、人体などの切開や切削縫合などの手術のための手技練習、内視鏡による手技練習などの手術練習用臓器モデル、手術用切除具の切れ味の確認用臓器モデルなどとして好適に使用することができることがわかる。
〔実施例III〕
製造例1(粘性ゲルの製造)
25℃の10%ポリビニルアルコール〔ケン化度:98~99モル%、平均重合度:1700、(株)クラレ製、商品名:クラレポバールPVA-117〕水溶液300mLを1L容のビーカー内に入れた後、このビーカー内に25℃の飽和ホウ砂水溶液300mLを添加し、攪拌した後、得られた流動性のあるゲルを得た。
製造例1(粘性ゲルの製造)
25℃の10%ポリビニルアルコール〔ケン化度:98~99モル%、平均重合度:1700、(株)クラレ製、商品名:クラレポバールPVA-117〕水溶液300mLを1L容のビーカー内に入れた後、このビーカー内に25℃の飽和ホウ砂水溶液300mLを添加し、攪拌した後、得られた流動性のあるゲルを得た。
得られた流動性のゲルを含む混合物約600mLを、あらかじめ25℃の飽和ホウ酸水溶液600mLを入れておいた2L容のビーカー内に添加し、十分に攪拌することにより、粘性ゲルを得た。得られた粘性ゲルに着色剤としてアクリル系水溶性塗料(デルタ社製、商品名:デルタ・セラムコート)を添加し、血液に近似した色に着色し、着色された粘性ゲルを得た。
実施例1(ゴムバルーンを含む臓器モデル)
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように水に溶解させ、得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れ、80℃で15分間加温した後、常温まで放冷した。
粘度平均重合度が1700であり、ケン化度が約98~99モル%であるポリビニルアルコール〔(株)クラレ製、商品名:クラレポバールPVA-117〕を濃度が10重量%となるように水に溶解させ、得られたポリビニルアルコール水溶液500mLを1L容のビーカーに入れ、80℃で15分間加温した後、常温まで放冷した。
次に、人体の胃腸の色彩に近い栗色のアクリル系水溶性塗料(デルタ社製、商品名:デルタ・セラムコート)5mLを前記ビーカー内に添加し、ビーカー内の内容物を均一な組成となるように攪拌し、着色されたポリビニルアルコール水溶液を得た。
一方、500mL容のビーカー内に30~40℃の温水250mLを入れ、これにホウ酸粉末20gを入れ、ホウ酸粉末を十分に溶解させ、ホウ酸水溶液を得た。
前記着色されたポリビニルアルコール水溶液(液温:20℃)に、前記ホウ酸水溶液(液温:30℃)全量を徐々に円を描くように添加し、ポリビニルアルコール水溶液の液面で生成した架橋ゲルを回収した。
得られた架橋ゲルを平坦な台上に載置されたポリ塩化ビニリデン製の樹脂フイルム(45cm×45cm、厚さ:約10μm)上に置き、円筒形ローラーで圧延し、厚さが2~4mm程度の架橋ゲルを得た。このとき、この架橋ゲルから滲出した水分を除去した。この架橋ゲルシートをB5の大きさに裁断し、表面層用シートを得た。
次に、空気を吹き込むことにより、人体の胃の大きさよりもひとまわり小さく膨張させた天然ゴム製のゴムバルーン(容量:約0.8L)を用意し、その開口部を閉じた。このゴムバルーンの閉じ口を上方に向けた状態で、前記で得られた表面層用シート上に載置した後、その表面層用シートの四隅を指でつまんで持ち上げ、ゴムバルーン包み込み、その四隅を纏め、紐で縛り、表面層用シートの余剰部分を鋏で切断し、洋梨状を有する胃袋形状に近似した形状を有する臓器モデルの原形を作製した。
この臓器モデルの原形の四隅を縛った部分をはんだごて(100V、30W)で融着し、密閉された袋状に成形した。その後、この成形された臓器モデルの原形に前記と同様にして製造された架橋ゲルシートを重ね合わせることにより、より胃袋形状に近似した洋梨状の臓器モデルを作製した。
実施例2(ゴムバルーンを含まない臓器モデル)
実施例1と同様にして、洋梨状を有する臓器モデルの原形を作製した後、実施例1と同様にして製造された架橋ゲルシートを重ね合わせ、胃袋形状に近似した洋梨状の臓器モデルを作製した。
実施例1と同様にして、洋梨状を有する臓器モデルの原形を作製した後、実施例1と同様にして製造された架橋ゲルシートを重ね合わせ、胃袋形状に近似した洋梨状の臓器モデルを作製した。
次に、得られた洋梨状の臓器モデルの任意の箇所に針を刺し、内蔵されているゴムバルーンを破裂させて収縮させ、この臓器モデルの縛られた部分をほどき、ゴムバルーンを取り出すことにより、ゴムバルーンを含まない臓器モデルを得た。
実施例3(粘性ゲルが充填されたゴムバルーンを含む臓器モデル)
実施例1において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLをゴムバルーン内に充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLをゴムバルーン内に充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例4(ゲルが充填されたゴムバルーンを含む臓器モデル)
実施例1において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLをゴムバルーン内に充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、ゴムバルーン内に空気を吹き込む代わりに、製造例1で得られた粘性ゲル150mLをゴムバルーン内に充填し、人体の胃の大きさよりもひとまわり小さく膨張させたゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例5(液体が充填された2重ゴムバルーンを含む臓器モデル)
実施例1において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル150mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
実施例1において、天然ゴム製のゴムバルーン内に、このゴムバルーンと同様の他の天然ゴム製のゴムバルーンを挿入することにより、ゴムバルーンを2重に重ね合わせた。この外側のゴムバルーンと内側のゴムバルーンとの間隙に、製造例1で得られた粘性ゲル150mLを充填し、内側のゴムバルーン内に空気を吹き込むことにより、外側のゴムバルーンと内側のゴムバルーンを膨らませた後、これらのゴムバルーンの開口部を封鎖したゴムバルーンを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。この臓器モデルは、胃袋形状に近似していた。
比較例1
ポリビニルアルコール粉末(平均重合度:1700、ケン化度:99.0モル%)80gと、ポリビニルアルコール粉末(平均重合度:1800、ケン化度:86~90モル%)20gとを混合し、ポリビニルアルコール混合物を得た。
ポリビニルアルコール粉末(平均重合度:1700、ケン化度:99.0モル%)80gと、ポリビニルアルコール粉末(平均重合度:1800、ケン化度:86~90モル%)20gとを混合し、ポリビニルアルコール混合物を得た。
得られたポリビニルアルコール混合物をジメチルスルホキシドと水との混合溶媒〔ジメチルスルホキシド/水(重量比):80/20〕に120℃に加熱しながら溶解させ、含水率が80重量%のポリビニルアルコール溶液を調製した。
得られたポリビニルアルコール溶液を容量が200mLのポリプロピレン製の樹脂容器内に注入した後、この樹脂容器を室温まで冷却した。
この樹脂容器の内容物を室温下でエタノール200mL中に2時間浸漬することにより、ジメチルスルホキシドをエタノールに置換して除去した後、樹脂容器内の内容物を水中に浸漬した後、その内容物を樹脂容器から取り出した。
この内容物を観察したところ、十分にゲル化しておらず、弾力性がほとんどなく、流動性を有し、しかもその表面がべとつくため、この内容物を用いて臓器モデルを製造することができなかった。
したがって、平均重合度が1700であり、ケン化度が99.0モル%であるポリビニルアルコールと、平均重合度が1800であり、ケン化度が86~90モル%であるポリビニルアルコールを80/20の重量比で混合し、水とジメチルスルホキシドとの混合溶媒に溶解させ、得られたポリビニルアルコールを室温に冷却させても、弾性を有するゲルが得られないことがわかる。
比較例2
比較例1において、ポリビニルアルコール溶液を容量が200mLのポリプロピレン製の樹脂容器内に注入した後、この樹脂容器を冷却する温度を室温から-20℃に変更し、この温度で24時間冷凍し、次いで室温に戻して解凍したこと以外は、比較例1と同様にしてゲルを調製した。その結果、比較例1と相違してゲルが得られたが、得られたゲルは、弾力性が小さく、その表面がべとつくことが確認された。
比較例1において、ポリビニルアルコール溶液を容量が200mLのポリプロピレン製の樹脂容器内に注入した後、この樹脂容器を冷却する温度を室温から-20℃に変更し、この温度で24時間冷凍し、次いで室温に戻して解凍したこと以外は、比較例1と同様にしてゲルを調製した。その結果、比較例1と相違してゲルが得られたが、得られたゲルは、弾力性が小さく、その表面がべとつくことが確認された。
比較例3
従来の臓器モデルとして、実施例1において、架橋ゲルシートの代わりに、厚さが4mmの市販のシリコーンゴムシートを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。
従来の臓器モデルとして、実施例1において、架橋ゲルシートの代わりに、厚さが4mmの市販のシリコーンゴムシートを用いたこと以外は、実施例1と同様にして臓器モデルを作製した。
実験例1
各実施例および各比較例で得られた臓器モデルの物性として、外観、水濡れ性(親水性)、切り心地、切開性、べとつき感、弾性、含水率および乾燥後の吸水性を以下の方法にしたがって調べた。その結果を表3に示す。
各実施例および各比較例で得られた臓器モデルの物性として、外観、水濡れ性(親水性)、切り心地、切開性、べとつき感、弾性、含水率および乾燥後の吸水性を以下の方法にしたがって調べた。その結果を表3に示す。
(1)外観
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルの外観を観察してもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルの外観を観察してもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(2)水濡れ性
各臓器モデルの表面層を構成している樹脂の平板を用意し、その水触れ性の評価として、水との接触角を接触角計〔協和界面科学(株)製、品番:CA-X〕を用いて25℃の大気中にて測定した。
各臓器モデルの表面層を構成している樹脂の平板を用意し、その水触れ性の評価として、水との接触角を接触角計〔協和界面科学(株)製、品番:CA-X〕を用いて25℃の大気中にて測定した。
(3)切り心地
大学の医学研究科の外科を専攻している学生および教官10名に手術用メス〔フェザー安全剃刀(株)製、ステンレス鋼製の外科手術用替刃メスNo.10〕を用いて実際に臓器モデルに執刀して切り心地を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に手術用メス〔フェザー安全剃刀(株)製、ステンレス鋼製の外科手術用替刃メスNo.10〕を用いて実際に臓器モデルに執刀して切り心地を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(4)切開性
大学の医学研究科の外科を専攻している学生および教官10名に手術用メス〔フェザー安全剃刀(株)製、ステンレス鋼製の外科手術用替刃メスNo.10〕を用いて実際に臓器モデルに執刀して切開部の創傷が生体臓器と同様に広がるかどうかを観察してもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に手術用メス〔フェザー安全剃刀(株)製、ステンレス鋼製の外科手術用替刃メスNo.10〕を用いて実際に臓器モデルに執刀して切開部の創傷が生体臓器と同様に広がるかどうかを観察してもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(5)べとつき感
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルを指触してそのべとつき感を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルを指触してそのべとつき感を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(6)弾性
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルを指触してその弾性を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
大学の医学研究科の外科を専攻している学生および教官10名に臓器モデルを指触してその弾性を調べてもらい、以下の評価基準に基づいて評価した。なお、Dの評価を下した者がひとりもいないことが合格基準となる。
〔評価基準〕
A:生体臓器と区別がつかない。
B:生体臓器と非常に近似している。
C:生体臓器に十分に近似している。
D:生体臓器と近似していない。
(7)含水率
臓器モデルの質量を測定した後、40℃の乾燥機内に入れて乾燥させ、その質量変化がほとんどなくなるまで乾燥させた後、式:
〔含水率〕
=〔(乾燥前の臓器モデルの質量)-(乾燥後の臓器モデルの質量)〕
÷(乾燥前の臓器モデルの質量)×100
に基づいて、含水率を求めた。
臓器モデルの質量を測定した後、40℃の乾燥機内に入れて乾燥させ、その質量変化がほとんどなくなるまで乾燥させた後、式:
〔含水率〕
=〔(乾燥前の臓器モデルの質量)-(乾燥後の臓器モデルの質量)〕
÷(乾燥前の臓器モデルの質量)×100
に基づいて、含水率を求めた。
(8)乾燥後の吸水性
前記「(7)含水率」で乾燥させた臓器モデルを25℃の水中に10分間浸漬した後、取り出し、乾燥前の臓器モデルと対比して、以下の評価基準に基づいて評価した。
〔評価基準〕
A:乾燥前の臓器モデルと同様の表面層を有する。
B:乾燥前の臓器モデルと比べて、表面層が膨潤していない。
C:乾燥前の臓器モデルと比べて、表面層がやや膨潤している。
D:乾燥前の臓器モデルと比べて、表面層がかなり膨潤している。
前記「(7)含水率」で乾燥させた臓器モデルを25℃の水中に10分間浸漬した後、取り出し、乾燥前の臓器モデルと対比して、以下の評価基準に基づいて評価した。
〔評価基準〕
A:乾燥前の臓器モデルと同様の表面層を有する。
B:乾燥前の臓器モデルと比べて、表面層が膨潤していない。
C:乾燥前の臓器モデルと比べて、表面層がやや膨潤している。
D:乾燥前の臓器モデルと比べて、表面層がかなり膨潤している。
なお、比較例1では、ゲルを製造することができなかったため、臓器モデルの物性の測定ができなかった。
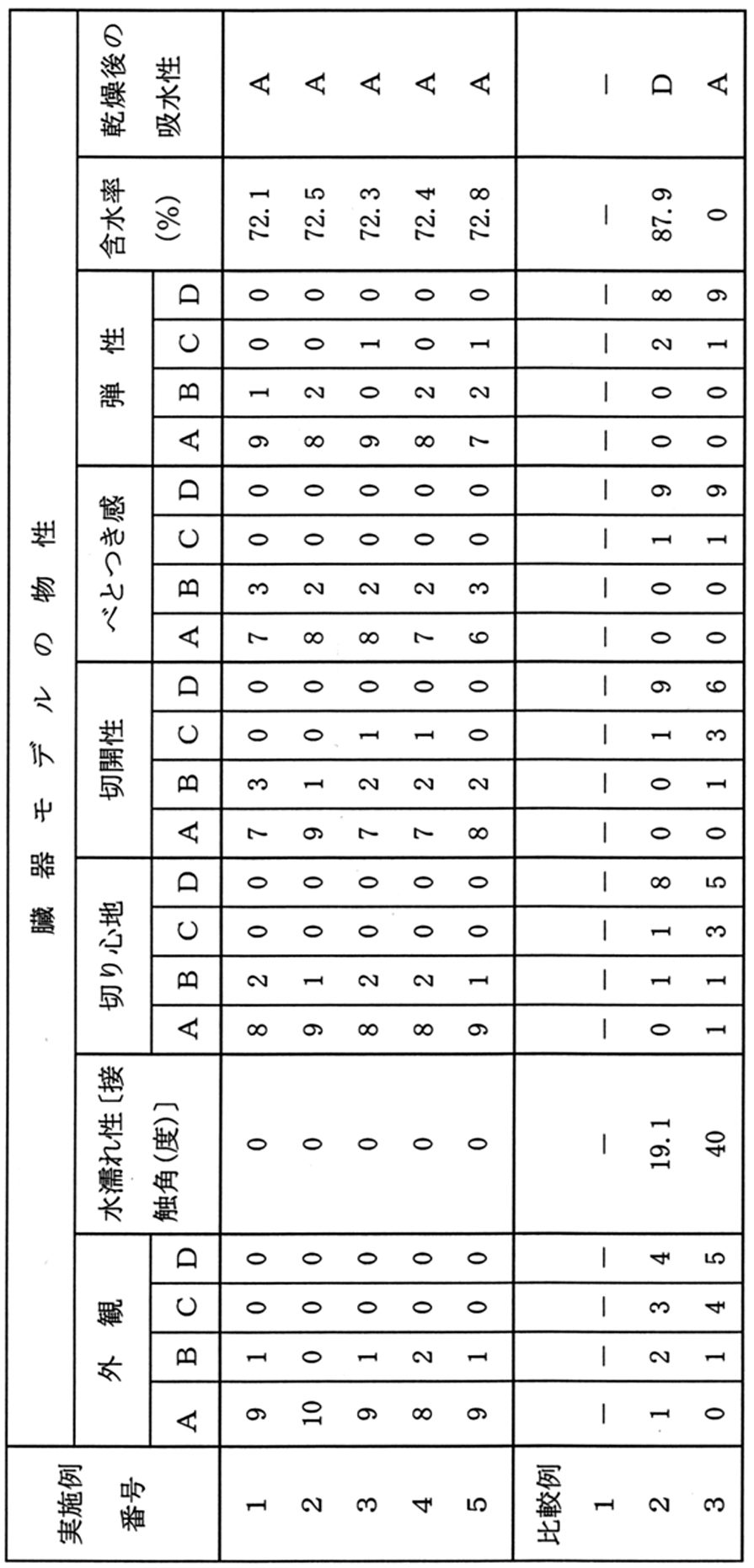
表3に示された結果から、各実施例で得られた臓器モデルは、いずれも、ポリビニルアルコールをホウ酸化合物で架橋させた架橋ゲルが用いられているので、生体臓器と同様の弾性を有し、切開をしたときに切開部が生体臓器のように広がり、水濡れ性および切り心地が生体臓器に近似するとともに、その表面がべとつかずに含水率が低く、乾燥したときに水分を補給してもあまり膨潤しないという優れた効果を奏するものであることがわかる。
実験例2
実施例1で得られた表面層および比較例2で得られた表面層のみを別途作製しておいたシート(厚さ:2mm)を幅5mmのダンベル型に切り抜き、それぞれ3個のサンプルを作製し、引張験機〔(株)島津製作所製、商品名:オートグラフAGS-5kNG〕で1mm/minの速度で引っ張り、破断時における強度(破断強度)を測定し、それぞれ3個の平均値を求めた。
実施例1で得られた表面層および比較例2で得られた表面層のみを別途作製しておいたシート(厚さ:2mm)を幅5mmのダンベル型に切り抜き、それぞれ3個のサンプルを作製し、引張験機〔(株)島津製作所製、商品名:オートグラフAGS-5kNG〕で1mm/minの速度で引っ張り、破断時における強度(破断強度)を測定し、それぞれ3個の平均値を求めた。
その結果、実施例1で得られた表面層の破断強度は0.5N/mm2であるのに対し、比較例2で得られた表面層の破断強度は1.1N/mm2であった。このことから、比較例2で得られた表面層は、非常に強度が高くて硬いのに対し、実施例1で得られた表面層は、適度な強度を有するものであることがわかる。
以上のことから、〔実施例III〕で得られた本発明の臓器モデルは、例えば、人体などの切開や切削縫合などの手術における手技練習、内視鏡による手技練習などの手術練習用臓器モデル、手術用切除具の切れ味の確認用臓器モデルなどとして好適に使用することができる。
Claims (20)
- 平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールからなる水性ゲルおよびシリカ粒子を含有する臓器モデル用成形材料。
- 水性ゲルが、ジメチルスルホキシドで架橋されてなる架橋ゲルである請求項1に記載の臓器モデル用成形材料。
- 水性ゲルが、ホウ酸化合物で架橋されてなる架橋ゲルである請求項1に記載の臓器モデル用成形材料。
- ホウ酸化合物がホウ酸またはホウ酸塩である請求項3に記載の臓器モデル用成形材料。
- シリカ粒子の量がポリビニルアルコール100重量部あたり0.01~50重量部である請求項1~4のいずれかに記載の臓器モデル用成形材料。
- その一方表面に樹脂シートが積層されてなる請求項1~5のいずれかに記載の臓器モデル用成形材料。
- 樹脂シートがポリビニルアルコールシートである請求項6に記載の臓器モデル用成形材料。
- 平均重合度が300~3500であり、ケン化度が90モル%以上であるポリビニルアルコールおよびシリカ粒子を含むポリビニルアルコール水溶液を-10℃以下の温度に冷却し、形成された水性ゲルを解凍することからなる臓器モデル用成形材料の製造方法。
- さらに、ポリビニルアルコール水溶液がジメチルスルホキシドを含有する請求項8に記載の臓器モデル用成形材料の製造方法。
- ジメチルスルホキシドと水との割合(ジメチルスルホキシド/水:容量比)が50/50~95/5である請求項9に記載の臓器モデル用成形材料の製造方法。
- 形成された水性ゲルを解凍した後、該水性ゲルの温度を35~80℃に調整する請求項8~10のいずれかに記載の臓器モデル用成形材料の製造方法。
- ポリビニルアルコール水溶液におけるポリビニルアルコール濃度が1~40重量%である請求項8~11のいずれかに記載の臓器モデル用成形材料の製造方法。
- シリカ粒子の量がポリビニルアルコール100重量部あたり0.01~50重量部である請求項8~12のいずれかに記載の臓器モデル用成形材料の製造方法。
- ポリビニルアルコール水溶液上に樹脂シートを載せるかまたは樹脂シート上にポリビニルアルコール水溶液を載せ、得られたポリビニルアルコール水溶液と樹脂シートとが積層されたシートを-10℃以下の温度に冷却する請求項8~13のいずれかに記載の臓器モデル成形材料の製造方法。
- 樹脂シートがポリビニルアルコールシートである請求項14に記載の臓器モデル成形材料の製造方法。
- 少なくとも請求項1~7のいずれかに記載の臓器モデル用成形材料からなる表面層を有する臓器モデル。
- 内部が空洞であるバルーンの外表面に表面層が形成されてなる請求項16に記載の臓器モデル。
- その内部の空洞部分に液体またはゲルが充填されてなる請求項16または17に記載の臓器モデル。
- 内部が空洞であるバルーン内に、内部が空洞である他のバルーンが挿入され、その外側のバルーンと内側のバルーンとの間隙に液体またはゲルが充填され、外側のバルーンの外表面に表面層が形成されてなる請求項16~18のいずれかに記載の臓器モデル。
- 臓器に対応した形状を有する基体上に、表面層が形成されている請求項16~19のいずれかに記載の臓器モデル。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/266,622 US11315441B2 (en) | 2009-04-28 | 2010-04-27 | Organ model |
| EP10769716.1A EP2426657B1 (en) | 2009-04-28 | 2010-04-27 | Organ model |
| US17/141,379 US20210125524A1 (en) | 2009-04-28 | 2021-01-05 | Organ model |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009-108642 | 2009-04-28 | ||
| JP2009108642 | 2009-04-28 | ||
| JP2009-131660 | 2009-05-31 | ||
| JP2009131660A JP4993518B2 (ja) | 2009-04-28 | 2009-05-31 | 手術練習用または手術用切除具の切れ味の確認用の臓器モデル |
| JP2009230320A JP4993519B2 (ja) | 2009-10-02 | 2009-10-02 | 手術練習用または手術用切除具の切れ味の確認用の臓器モデル |
| JP2009-230320 | 2009-10-02 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/266,622 A-371-Of-International US11315441B2 (en) | 2009-04-28 | 2010-04-27 | Organ model |
| US17/141,379 Continuation US20210125524A1 (en) | 2009-04-28 | 2021-01-05 | Organ model |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010126018A1 true WO2010126018A1 (ja) | 2010-11-04 |
Family
ID=45541549
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/057411 WO2010126018A1 (ja) | 2009-04-28 | 2010-04-27 | 臓器モデル |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US11315441B2 (ja) |
| EP (1) | EP2426657B1 (ja) |
| WO (1) | WO2010126018A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012128109A (ja) * | 2010-12-14 | 2012-07-05 | Tmc Co Ltd | 人体の部分模型 |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3157649A1 (en) | 2010-10-01 | 2012-04-05 | Applied Medical Resources Corporation | Portable laparoscopic trainer |
| US9353248B2 (en) * | 2011-04-08 | 2016-05-31 | The Yokohama Rubber Co., Ltd. | Rubber composition for use in tire treads and pneumatic tire using the same |
| EP2769375B1 (en) | 2011-10-21 | 2017-07-19 | Applied Medical Resources Corporation | Simulated tissue structure for surgical training |
| CA2859967A1 (en) | 2011-12-20 | 2013-06-27 | Applied Medical Resources Corporation | Advanced surgical simulation |
| ITBG20120010A1 (it) * | 2012-02-24 | 2013-08-25 | Milano Politecnico | Dispositivo per l'addestramento chirurgico |
| JP2015525904A (ja) | 2012-08-03 | 2015-09-07 | アプライド メディカル リソーシーズ コーポレイション | 外科訓練のための模擬ステープリングおよびエネルギーに基づく結紮 |
| US10535281B2 (en) | 2012-09-26 | 2020-01-14 | Applied Medical Resources Corporation | Surgical training model for laparoscopic procedures |
| WO2014052612A1 (en) | 2012-09-27 | 2014-04-03 | Applied Medical Resources Corporation | Surgical training model for laparoscopic procedures |
| US10679520B2 (en) | 2012-09-27 | 2020-06-09 | Applied Medical Resources Corporation | Surgical training model for laparoscopic procedures |
| EP4276801A3 (en) | 2012-09-27 | 2024-01-03 | Applied Medical Resources Corporation | Surgical training model for laparoscopic procedures |
| US10395559B2 (en) | 2012-09-28 | 2019-08-27 | Applied Medical Resources Corporation | Surgical training model for transluminal laparoscopic procedures |
| JP2015532454A (ja) | 2012-09-28 | 2015-11-09 | アプライド メディカル リソーシーズ コーポレイション | 腹腔鏡下手技用の外科用訓練モデル |
| BR112015009608A2 (pt) | 2012-10-30 | 2017-07-04 | Truinject Medical Corp | sistema para treinamento cosmético ou terapêutico, ferramentas de teste, aparelho de injeção e métodos para treinar injeção, para usar ferramenta de teste e para classificar injetor |
| EP3660816B1 (en) | 2013-03-01 | 2021-10-13 | Applied Medical Resources Corporation | Advanced surgical simulation constructions and methods |
| ES2767073T3 (es) | 2013-05-15 | 2020-06-16 | Applied Med Resources | Modelo de hernia |
| KR102231989B1 (ko) | 2013-06-18 | 2021-03-25 | 어플라이드 메디컬 리소시스 코포레이션 | 수술 절차들을 가르치고 실습하기 위한 담낭 모델 |
| US10198966B2 (en) | 2013-07-24 | 2019-02-05 | Applied Medical Resources Corporation | Advanced first entry model for surgical simulation |
| US9548002B2 (en) | 2013-07-24 | 2017-01-17 | Applied Medical Resources Corporation | First entry model |
| EP2884480A1 (en) * | 2013-12-12 | 2015-06-17 | Sandoz Ag | Apparatus for simulating the function of human stomach and/or human intestine |
| WO2015146221A1 (ja) * | 2014-03-24 | 2015-10-01 | 富士フイルム株式会社 | 生体臓器模型用水性ゲル組成物および生体臓器模型 |
| ES2891756T3 (es) | 2014-03-26 | 2022-01-31 | Applied Med Resources | Tejido diseccionable simulado |
| JP5759055B1 (ja) | 2014-05-26 | 2015-08-05 | サンアロー株式会社 | 臓器モデル |
| KR20230175324A (ko) | 2014-11-13 | 2023-12-29 | 어플라이드 메디컬 리소시스 코포레이션 | 시뮬레이션된 조직 모델들 및 방법들 |
| WO2016134269A1 (en) | 2015-02-19 | 2016-08-25 | Applied Medical Resources Corporation | Simulated tissue structures and methods |
| KR20180008417A (ko) | 2015-05-14 | 2018-01-24 | 어플라이드 메디컬 리소시스 코포레이션 | 전기수술 트레이닝 및 시뮬레이션을 위한 합성 조직 구조체 |
| WO2016201085A1 (en) | 2015-06-09 | 2016-12-15 | Applied Medical Resources Corporation | Hysterectomy model |
| CN107849366B (zh) * | 2015-07-13 | 2021-04-06 | 富士硅化学株式会社 | 复合凝胶、涂料、涂膜、以及复合凝胶的制备方法 |
| AU2016291726B2 (en) | 2015-07-16 | 2022-02-03 | Applied Medical Resources Corporation | Simulated dissectable tissue |
| KR102646090B1 (ko) | 2015-07-22 | 2024-03-12 | 어플라이드 메디컬 리소시스 코포레이션 | 충수절제술 모델 |
| CA3025540A1 (en) | 2015-10-02 | 2017-04-06 | Applied Medical Resources Corporation | Hysterectomy model |
| WO2017087746A1 (en) | 2015-11-20 | 2017-05-26 | Applied Medical Resources Corporation | Simulated dissectible tissue |
| JP6055069B1 (ja) | 2015-12-10 | 2016-12-27 | サンアロー株式会社 | 臓器、組織又は器官モデル |
| EP3423972A1 (en) | 2016-03-02 | 2019-01-09 | Truinject Corp. | Sensory enhanced environments for injection aid and social training |
| WO2017173518A1 (en) | 2016-04-05 | 2017-10-12 | Synaptive Medical (Barbados) Inc. | Multi-metric surgery simulator and methods |
| KR102405187B1 (ko) | 2016-06-27 | 2022-06-07 | 어플라이드 메디컬 리소시스 코포레이션 | 시뮬레이션된 복벽 |
| WO2018136901A1 (en) | 2017-01-23 | 2018-07-26 | Truinject Corp. | Syringe dose and position measuring apparatus |
| CA3053498A1 (en) | 2017-02-14 | 2018-08-23 | Applied Medical Resources Corporation | Laparoscopic training system |
| US10847057B2 (en) | 2017-02-23 | 2020-11-24 | Applied Medical Resources Corporation | Synthetic tissue structures for electrosurgical training and simulation |
| US10692402B2 (en) * | 2017-05-05 | 2020-06-23 | Synaptive Medical (Barbados) Inc. | Simulated fibrous tissue for surgical training |
| JP7076821B2 (ja) * | 2017-06-02 | 2022-05-30 | 国立大学法人東北大学 | 生体組織の模型の乾燥体 |
| US11373552B2 (en) * | 2017-08-17 | 2022-06-28 | Virginia Commonwealth University | Anatomically accurate brain phantoms and methods for making and using the same |
| US10410542B1 (en) | 2018-07-18 | 2019-09-10 | Simulated Inanimate Models, LLC | Surgical training apparatus, methods and systems |
| USD893613S1 (en) * | 2018-08-17 | 2020-08-18 | Universität Zürich | Real heart case simulator |
| CN115403882B (zh) * | 2022-09-27 | 2023-09-12 | 中新巨成医学科技有限公司 | 一种发泡工艺成型的生物仿真材料及其制备方法和用途 |
| CN115536965A (zh) * | 2022-09-27 | 2022-12-30 | 中新巨成医学科技有限公司 | 一种生物仿真材料及其制备方法和用途 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0226567A (ja) * | 1988-07-15 | 1990-01-29 | Nippon Oil Co Ltd | ハイパーサーミア用ファントム |
| JPH0462010A (ja) * | 1990-06-23 | 1992-02-27 | Bando Chem Ind Ltd | 袋状中空体の成形用マンドレルおよび加硫装置 |
| JPH06226748A (ja) * | 1993-01-29 | 1994-08-16 | Hiroshi Tanaka | 成形用型およびその型を用いた成形方法 |
| JP2000080126A (ja) * | 1998-09-02 | 2000-03-21 | Fujikura Ltd | ホウ素架橋ポリビニルアルコール成形物およびその製造方法 |
| JP2007316434A (ja) | 2006-05-26 | 2007-12-06 | Tohoku Techno Arch Co Ltd | 生体模型のための粘膜材 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3592936A (en) * | 1969-04-25 | 1971-07-13 | Merck & Co Inc | Method of treatment using pharmaceutical composition containing dimethyl sulfoxide |
| US3738957A (en) * | 1971-03-18 | 1973-06-12 | Du Pont | Coacervates of polyvinyl alcohol and colloidal silica |
| US3767437A (en) * | 1971-10-20 | 1973-10-23 | Avicon Inc | Phosthetic structures derived from collagen |
| US4134218A (en) * | 1977-10-11 | 1979-01-16 | Adams Calvin K | Breast cancer detection training system |
| JPS54153779A (en) * | 1978-05-25 | 1979-12-04 | Kuraray Co Ltd | Preparation of polyvinyl alcohol base selective transmission membrane |
| US4734097A (en) * | 1981-09-25 | 1988-03-29 | Nippon Oil Company, Ltd. | Medical material of polyvinyl alcohol and process of making |
| US4481001A (en) * | 1983-05-26 | 1984-11-06 | Collagen Corporation | Human skin model for intradermal injection demonstration or training |
| DE3381136D1 (de) * | 1983-09-28 | 1990-03-01 | Idemitsu Petrochemical Co | Verfahren zur herstellung von filmen oder folien aus thermoplastischem kunststoff. |
| US5349008A (en) * | 1990-04-05 | 1994-09-20 | Kuraray Co., Ltd. | Process for suspension polymerization of vinyl compound |
| US5061187A (en) * | 1990-04-12 | 1991-10-29 | Ravinder Jerath | Ultrasound training apparatus |
| US5266224A (en) * | 1991-05-24 | 1993-11-30 | Zirconium Technology Corporation | Borate cross-linking solutions |
| JP2541332Y2 (ja) | 1991-09-12 | 1997-07-16 | 株式会社高研 | 装着型注射採血手技練習模型 |
| JPH064768U (ja) | 1992-05-13 | 1994-01-21 | 株式会社高研 | 注射採血輸液手技練習模型 |
| US5977021A (en) * | 1996-12-24 | 1999-11-02 | Oji Paper Co., Ltd | Heat-sensitive recording adhesive sheet |
| US8083745B2 (en) * | 2001-05-25 | 2011-12-27 | Conformis, Inc. | Surgical tools for arthroplasty |
| JPH11167342A (ja) | 1997-12-05 | 1999-06-22 | Koken Co Ltd | 動物実験手技訓練用動物血管モデル |
| US7857626B2 (en) * | 2000-10-23 | 2010-12-28 | Toly Christopher C | Medical physiological simulator including a conductive elastomer layer |
| JP2002316472A (ja) * | 2001-04-19 | 2002-10-29 | Fuji Photo Film Co Ltd | インクジェット記録用シート |
| US20050202229A1 (en) * | 2002-02-21 | 2005-09-15 | Akio Ozasa | Biodegradable molding |
| CN100506157C (zh) * | 2002-05-10 | 2009-07-01 | 财团法人名古屋产业科学研究所 | 立体模型 |
| JP4207777B2 (ja) | 2003-12-26 | 2009-01-14 | オムロンヘルスケア株式会社 | 血管模型セット |
| JP2006126686A (ja) | 2004-11-01 | 2006-05-18 | Crosswell:Kk | 血管モデル |
| DE202005001566U1 (de) * | 2005-01-31 | 2005-08-25 | Ident Technology Ag | Elektrische Schaltungsanordnung |
| US7993140B2 (en) * | 2005-02-03 | 2011-08-09 | Christopher Sakezles | Models and methods of using same for testing medical devices |
| US7427199B2 (en) * | 2005-02-03 | 2008-09-23 | Christopher Sakezles | Models and methods of using same for testing medical devices |
| US7521434B2 (en) * | 2005-06-27 | 2009-04-21 | Luromed Llc | Cross-linked gels of hyaluronic acid with hydrophobic polymers and processes for making them |
| US20070003684A1 (en) * | 2005-06-29 | 2007-01-04 | Yongsoo Chung | Reduction of non-enzymatic browning in citrus peel juice |
| US20070036844A1 (en) * | 2005-08-01 | 2007-02-15 | Ma Peter X | Porous materials having multi-size geometries |
| US8105517B2 (en) * | 2006-04-21 | 2012-01-31 | Next21 K.K. | Figure-forming composition, method for forming three-dimensional figures and three-dimensional structures by using the same |
| US20080073022A1 (en) * | 2006-05-12 | 2008-03-27 | Abbott Laboratories | Multi-piece pva models with non-brittle connections |
| JP4326011B2 (ja) | 2006-05-25 | 2009-09-02 | 学校法人早稲田大学 | 手技訓練用血管モデル |
| AU2007283705A1 (en) * | 2006-08-08 | 2008-02-14 | Clariant Finance (Bvi) Limited | Aqueous solutions of optical brighteners |
| WO2008109407A2 (en) * | 2007-03-02 | 2008-09-12 | University Of Pittsburgh-Of The Commonwealth System Of Higher Education | Extracellular matrix-derived gels and related methods |
| JP4448153B2 (ja) * | 2007-03-27 | 2010-04-07 | 村中医療器株式会社 | 脳神経外科手術のトレーニング装置、この装置に用いられる脳モデル及びモデル主体 |
| JP5176055B2 (ja) | 2007-04-11 | 2013-04-03 | 国立大学法人神戸大学 | 手術訓練用脳モデル |
| JP4675414B2 (ja) | 2008-12-30 | 2011-04-20 | 仁夫 岡野 | 臓器モデル |
| JP4993518B2 (ja) | 2009-04-28 | 2012-08-08 | 有限会社聖和デンタル | 手術練習用または手術用切除具の切れ味の確認用の臓器モデル |
| JP4993519B2 (ja) | 2009-10-02 | 2012-08-08 | 有限会社聖和デンタル | 手術練習用または手術用切除具の切れ味の確認用の臓器モデル |
-
2010
- 2010-04-27 WO PCT/JP2010/057411 patent/WO2010126018A1/ja active Application Filing
- 2010-04-27 US US13/266,622 patent/US11315441B2/en active Active
- 2010-04-27 EP EP10769716.1A patent/EP2426657B1/en active Active
-
2021
- 2021-01-05 US US17/141,379 patent/US20210125524A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0226567A (ja) * | 1988-07-15 | 1990-01-29 | Nippon Oil Co Ltd | ハイパーサーミア用ファントム |
| JPH0462010A (ja) * | 1990-06-23 | 1992-02-27 | Bando Chem Ind Ltd | 袋状中空体の成形用マンドレルおよび加硫装置 |
| JPH06226748A (ja) * | 1993-01-29 | 1994-08-16 | Hiroshi Tanaka | 成形用型およびその型を用いた成形方法 |
| JP2000080126A (ja) * | 1998-09-02 | 2000-03-21 | Fujikura Ltd | ホウ素架橋ポリビニルアルコール成形物およびその製造方法 |
| JP2007316434A (ja) | 2006-05-26 | 2007-12-06 | Tohoku Techno Arch Co Ltd | 生体模型のための粘膜材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2426657A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012128109A (ja) * | 2010-12-14 | 2012-07-05 | Tmc Co Ltd | 人体の部分模型 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11315441B2 (en) | 2022-04-26 |
| EP2426657A4 (en) | 2015-03-11 |
| EP2426657B1 (en) | 2016-08-03 |
| EP2426657A1 (en) | 2012-03-07 |
| US20120045743A1 (en) | 2012-02-23 |
| US20210125524A1 (en) | 2021-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2010126018A1 (ja) | 臓器モデル | |
| JP4993519B2 (ja) | 手術練習用または手術用切除具の切れ味の確認用の臓器モデル | |
| JP4993518B2 (ja) | 手術練習用または手術用切除具の切れ味の確認用の臓器モデル | |
| JP4675414B2 (ja) | 臓器モデル | |
| WO2011040200A1 (ja) | 血管モデル | |
| JP2011022522A (ja) | 皮膚モデル | |
| JP5745155B1 (ja) | 臓器組織質感モデル | |
| EP3476343A1 (en) | Synthetic tissue structures for electrosurgical training and simulation | |
| JP6055069B1 (ja) | 臓器、組織又は器官モデル | |
| JP4790055B2 (ja) | 動脈瘤に対するステントグラフトの挿入練習用または血管の切除・縫合手術練習用の血管モデル | |
| US11645951B2 (en) | Artificial organ model for training for surgical technique, method for manufacturing artificial organ model, and method for training for surgical technique using artificial organ model | |
| JP2010262119A (ja) | 骨モデル | |
| WO2018156544A1 (en) | Synthetic tissue structures for electrosurgical training and simulation | |
| JP2006274098A (ja) | ゼラチンゲルの製造方法 | |
| JP4993516B2 (ja) | 手技練習用シート | |
| JP4993517B2 (ja) | 刃物の切れ味検査用シート | |
| US11056021B2 (en) | Method for producing simulated animal organ and simulated animal organ | |
| US20230343243A1 (en) | Regenerative artificial tissue for electrosurgical robotic assisted surgery training and testing | |
| WO2022130533A1 (ja) | 模擬動物器官の製造方法、模擬動物器官、模擬動物器官キット、医療器具評価キット | |
| KR20240033294A (ko) | 수술 트레이닝을 위한 부인과 병상 수술 시뮬레이션 모델들 및 시스템들 | |
| WO2021226164A1 (en) | Soft tissue surgical task trainer | |
| CN110895896A (zh) | 一种电刀可切割仿生胃肠道手术模型及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10769716 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13266622 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010769716 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010769716 Country of ref document: EP |