WO2010050238A1 - Rail de perlite présentant une résistance à l'abrasion supérieure et une excellente ténacité - Google Patents
Rail de perlite présentant une résistance à l'abrasion supérieure et une excellente ténacité Download PDFInfo
- Publication number
- WO2010050238A1 WO2010050238A1 PCT/JP2009/005800 JP2009005800W WO2010050238A1 WO 2010050238 A1 WO2010050238 A1 WO 2010050238A1 JP 2009005800 W JP2009005800 W JP 2009005800W WO 2010050238 A1 WO2010050238 A1 WO 2010050238A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- rail
- steel
- pearlite
- amount
- sulfide
- Prior art date
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0025—Adding carbon material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/064—Dephosphorising; Desulfurising
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
Definitions
- the present invention relates to a pearlite rail intended to simultaneously improve wear resistance and toughness of a head in a rail used in overseas freight railroads.
- Patent Document 1 discloses that, in the finish rolling of a steel rail containing a high carbon content, a high ductility rail can be provided by rolling for three or more consecutive passes in a predetermined time between rolling passes. Further, in Patent Document 2, in finish rolling of a steel rail containing high carbon, by performing continuous rolling for two or more passes at a predetermined time between passes, and further performing accelerated cooling after rolling after performing continuous rolling. It discloses that a high wear resistance and high toughness rail can be provided. Furthermore, Patent Document 3 provides a high wear resistance and high toughness rail by performing accelerated rolling after rolling after cooling between passes in finish rolling of steel rails containing high carbon steel. We disclose what we can do.
- Patent Documents 1 to 3 a certain level of austenite structure can be refined by combining the temperature during continuous hot rolling, the number of rolling passes and the time between passes, and a slight improvement in toughness is recognized.
- the effect is not recognized for the fracture starting from the inclusions present in the steel, and the toughness is not drastically improved.
- the grain growth of the austenite structure is fast in high carbon steel. For this reason, the austenite structure refined
- Patent Document 4 a method for producing high-carbon silicon-killed high-clean molten steel in which MnS-based elongation inclusions are reduced by means of fixing the amount of Ca as appropriate and fixing S as CaS has been proposed.
- segregated and concentrated S in the solidification process reacts with the segregated and concentrated Ca and calcium silicate generated in molten steel, and is sequentially fixed as CaS, thereby suppressing the formation of MnS elongation inclusions. It is to be done.
- Patent Document 5 a method for producing a high-carbon high-clean molten steel that reduces MnO inclusions and reduces MnS elongation inclusions precipitated from MnO has been proposed.
- this technique after melting in an air refining furnace, after steel is discharged in an undeoxidized or weakly deoxidized state, the dissolved oxygen is reduced to 30 ppm or less by vacuum treatment at a vacuum degree of 1 Torr or less. Next, Al and Si are added, and then Mn is added. As described above, the number of secondary deoxidation products serving as crystallization nuclei of MnS crystallized in the final solidified portion is decreased, and the MnO concentration in the oxide is decreased. Thereby, crystallization of MnS is suppressed.
- Patent Document 6 a method for producing high-carbon high-clean molten steel in which the amount of oxygen and Al in steel is reduced is proposed.
- This technique can produce a rail with excellent damage resistance by limiting the total oxygen amount based on the relationship between the total oxygen value of oxide inclusions and damage. Furthermore, the damage resistance of the rail is further improved by limiting the amount of solute Al or the composition of inclusions to a preferable range.
- Patent Documents 4 to 6 control the form and amount of MnS and Al-based inclusions produced at the billet stage.
- the form of inclusions changes during hot rolling.
- Mn sulfide inclusions that have been stretched in the longitudinal direction by rolling serve as the failure start point of the rail, so that it is possible to stably improve the damage resistance and toughness of the rail only by controlling the inclusions at the steel slab stage. There is a problem that can not be.
- Patent Document 7 suppresses grain growth by adding an alloy, precipitating carbonitride, and pinning an austenite structure.
- the amount of alloy carbonitride produced varies greatly depending on the rolling temperature and the amount of reduction.
- large variations occur in the suppression of grain growth, resulting in partial grain coarsening, and the alloy carbonitride alone cannot stably improve the damage resistance and toughness of the rail.
- the disclosed technique of Patent Document 7 is only to achieve the miniaturization of the austenite structure. There is no effect on damage from Mn sulfide inclusions stretched in the longitudinal direction by rolling, and there is a problem that the damage resistance and toughness of the rail cannot be improved stably.
- the present invention was created in view of the above-mentioned problems, and has an object to provide a pearlite rail that is improved in the wear resistance and toughness of the head at the same time, which is particularly required for rails of overseas freight railroads.
- the gist of the present invention is as follows.
- the pearlitic rail of the present invention is, in mass%, C: 0.65-1.20%, Si: 0.05-2.00%, Mn: 0.05-2.00%, P ⁇ 0.0150 %, S ⁇ 0.0100%, Ca: 0.0005 to 0.0200%, and the balance is made of steel containing Fe and inevitable impurities.
- a head surface portion having a depth of up to 10 mm starting from the surface of the head corner portion and the top of the head is a pearlite structure, and the hardness of the pearlite structure is Hv 320 to 500.
- the amount of Mn sulfide inclusions having a long side of 10 to 100 ⁇ m per unit area is 10 to 200 / mm 2 .
- Hv refers to the Vickers hardness defined in JIS B7774.
- the steel contains, by mass%, one or two of Mg: 0.0005 to 0.0200% and Zr: 0.0005 to 0.0100%, 500 to 50000 Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions having a particle size of 5 to 100 nm per unit area in an arbitrary transverse section (cross section parallel to the rail width direction) in the pearlite structure May be present in an amount of / mm 2 .
- the steel may selectively contain one or more of steel components described in the following (1) to (9) in mass%.
- Co 0.01 to 1.00%
- Mo 0.01 to 0.50%
- V 0.005 to 0.50%
- Nb 0.002 to 1 type or 2 types of 0.050%
- B 0.0001 to 0.0050%
- Cu 0.01 to 1.00%
- Ni 0.01 to 1.00%
- Ti 0.0050 to 0.0500%
- Al more than 0.0100 to 1.00% (9)
- N 0.0060 to 0.0200%
- the composition, structure and hardness of the rail steel are controlled, and in addition to this, P and S are reduced, Ca is added, and the number of Mn sulfide inclusions is controlled.
- the wear resistance and toughness of the pearlite structure can be improved, and in particular, the service life of overseas railroad rails can be improved.
- the toughness of the pearlite structure can be further improved, and the service life can be further improved. it can.
- FIG. 1 shows a cross section perpendicular to the longitudinal direction of a pearlitic rail excellent in wear resistance and toughness of the present invention.
- the rail head portion 3 includes a top portion 1 and head corner portions 2 located at both ends of the top portion 1.
- One of the head corner portions 2 is a gauge corner (GC) portion that mainly contacts the wheel.
- GC gauge corner
- a range from the surface of the head corner portion 2 and the top of the head 1 to a depth of 10 mm is referred to as a head surface portion 3a (solid hatched portion).
- a range up to a depth of 20 mm starting from the surfaces of the head corner portion 2 and the top portion 1 is indicated by reference numeral 3b (dotted line hatched portion).
- the present inventors examined a steel component system that adversely affects the toughness of the rail.
- a steel with a changed carbon content and a steel with a changed content of P and S we conducted test melting and hot rolling experiments simulating hot rolling conditions equivalent to rails, and prototyped rails was made.
- the impact value of the prototype was measured by the impact test, and the influence of the P and S contents on the impact value was examined.
- the impact value is improved when the P and S contents are both reduced below a certain level.
- the impact value was greatly improved by reducing the amount of addition of any element to a certain level at the same time.
- the inventors proceeded to elucidate the factors governing the impact value.
- the rail having a low impact value it was confirmed that a large number of Mn sulfide inclusions extending in the longitudinal direction by hot rolling existed and became the starting point of fracture. Therefore, the present inventors have elucidated the generation mechanism of Mn sulfide inclusions extending in the longitudinal direction.
- the steel slab is once reheated to 1200-1300 ° C. and hot rolled.
- the relationship between the hot rolling conditions and the form of MnS was investigated. As a result, it was confirmed that the soft Mn sulfide inclusions easily cause plastic deformation and easily extend in the rail longitudinal direction when the rolling temperature is high and the rolling amount during rolling is large.
- the present inventors examined a method for suppressing the stretching of the Mn sulfide-based inclusion itself. As a result of test melting and hot rolling experiments, it was confirmed that Mn sulfide inclusions were produced with various oxides as nuclei. Furthermore, as a result of investigating the hardness of the oxide and the morphology of the Mn sulfide inclusions, it was confirmed that this stretching can be suppressed by hardening the inclusions that are the core of the Mn sulfide inclusions. Furthermore, the present inventors examined a hard inclusion which becomes a nucleus of the Mn sulfide-based inclusion.
- the present inventors conducted test melting and hot rolling experiments using steel added with Ca.
- the Mn sulfide inclusions produced by using the Ca oxide and sulfide aggregate (CaO—CaS) as the core hardly stretched after hot rolling, and consequently stretched in the longitudinal direction. It was confirmed that Mn sulfide inclusions were reduced.
- the fracture from the stretched Mn sulfide inclusions is reduced, and the impact value is reduced. It was confirmed to improve.
- the present inventors also tested the relationship between the addition amount of Ca and the addition amount of S in which oxide and sulfide form an aggregate in order to further suppress the stretching of Mn sulfide-based inclusions, and test melting and hot rolling It examined by experiment. As a result, by controlling the ratio of the addition amount of S and Ca, Ca sulfide is moderately generated and finely dispersed, thereby further extending the elongation of Mn sulfide inclusions after rolling. It was confirmed that it could be suppressed.
- the present inventors utilize Mn sulfide inclusions and oxides to increase the grain growth of the austenite structure after hot rolling.
- the suppression method was examined.
- a nano-sized oxide or Mn sulfide system can be used as a pinning element instead of the conventional alloys. It was found that it was necessary to finely disperse inclusions. Therefore, the present inventors examined a method for finely dispersing oxides and Mn sulfide inclusions.
- the present inventors conducted a hot rolling experiment using steel to which Mg and Zr were added. As a result, it was confirmed that nano-sized oxides and Mn sulfide inclusions were finely dispersed, and the grain growth of the austenite structure after rolling could be suppressed. Furthermore, as a result of an impact test using this steel, it was confirmed that the impact value was improved by refinement of the pearlite structure in the steel to which Mg and Zr were added.
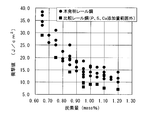
- the present inventors changed the amount of S by using a steel having a carbon content of 1.00% with a P content of 0.0150% or less, and further added Ca, Mg, and Zr to prepare an experimental steel. Test dissolution. Next, a laboratory rolling experiment simulating the hot rolling conditions equivalent to the rail was performed, and a prototype of the rail was produced. Then, the impact value of the prototype was measured by an impact test, and the influence of the amount of S and the addition of Ca, Mg, and Zr on the impact value was investigated. The hardness of the material was adjusted to the Hv400 level by controlling the heat treatment conditions.
- FIG. 2 shows the relationship between the amount of S (ppm) and the impact value. It was confirmed that the impact value is improved when the S content is reduced to 0.0100% or less when the P content is 0.0150% or less in the steel ( ⁇ mark) with the C content of 1.00%. Moreover, it was confirmed from the result of the steel ( ⁇ mark) to which Ca was added that by adding Ca, the stretched Mn sulfide inclusions were controlled and the impact value was improved. Furthermore, from the result of steel added with Ca, Mg, Zr ( ⁇ mark), by adding Mg and Zr in addition to Ca, nano-sized oxides and Mn sulfide inclusions are finely dispersed. As a result, it was confirmed that the impact value was remarkably improved.
- C is an effective element that promotes pearlite transformation and ensures wear resistance.
- this component system cannot maintain the minimum strength and wear resistance required for the rail.
- the C content exceeds 1.20%, a large amount of coarse pro-eutectoid cementite structure is generated, and wear resistance and toughness are lowered. For this reason, the amount of C added is limited to 0.65 to 1.20%.
- the C content is preferably 0.90% or more.
- Si is an essential component as a deoxidizer. Moreover, it is an element which raises the hardness (strength) of a rail head by the solid solution strengthening to the ferrite phase in a pearlite structure
- the Si content is less than 0.05%, these effects cannot be expected sufficiently.
- the amount of Si exceeds 2.00%, a lot of surface defects are generated during hot rolling, and weldability deteriorates due to generation of oxides.
- the hardenability is remarkably increased, and a martensite structure that is harmful to the wear resistance and toughness of the rail is generated. Therefore, the Si addition amount is limited to 0.05 to 2.00%.
- the Si content is preferably 0.20 to 1.30%.
- Mn is an element that increases the hardenability and refines the pearlite lamella spacing to ensure the hardness of the pearlite structure and improve the wear resistance.
- the amount of Mn is less than 0.05%, the effect is small, and it is difficult to ensure the wear resistance required for the rail.
- the amount of Mn exceeds 2.00%, the hardenability is remarkably increased, and a martensite structure that is harmful to wear resistance and toughness is easily generated. For this reason, the amount of Mn added is limited to 0.05 to 2.00%.
- the Mn content is desirably 0.40 to 1.30%.
- P is an element inevitably contained in steel.
- the amount of P is an element inevitably contained in steel.
- the amount of P increases, the pearlite structure becomes brittle due to embrittlement of the ferrite phase, and brittle fracture, that is, rail damage is likely to occur.
- the amount of P is low.
- the P amount is reduced to 0.0150% or less, the segregation of P is remarkably reduced, and the embrittlement of the pearlite structure which is the starting point of fracture is suppressed. It was confirmed that the impact value was greatly improved. From this result, the amount of P is limited to 0.0150% or less.
- the lower limit of the amount of P is not limited, but considering the dephosphorization ability in the refining process, it is considered that the amount of P is about 0.0020% which is the limit in actual production. Note that the process of reducing P (reducing the amount of P) not only increases the refining cost but also deteriorates productivity. Therefore, in view of economy, it is desirable that the P content be 0.0030 to 0.0100% in order to stably improve the impact value.
- S is an element inevitably contained in steel.
- the amount of S is reduced to 0.0100% or less, the amount of Mn sulfide inclusions that are the starting point of fracture is reduced.
- the amount of S is limited to 0.0100% or less.
- the lower limit of the amount of S is not limited, but considering the desulfurization capability in the refining process, the amount of S of about 0.0010% is considered to be the limit for actual production. Note that the process of reducing S (reducing the amount of S) not only increases the refining cost but also deteriorates productivity.
- the S amount is 0.0060 or less.
- the amount of S is reduced to 0. 0020 to 0.0035% is desirable.
- Ca is a deoxidation / desulfurization element.
- an oxide and sulfide of Ca form an aggregate (CaO—CaS).
- This aggregate serves as a production nucleus of Mn sulfide inclusions, and suppresses stretching of the Mn sulfide inclusions after rolling. Furthermore, nano-sized Mn sulfide inclusions are formed using this as a nucleus.
- Ca is an element having such an effect. If the amount of Ca is less than 0.0005%, the effect is small, and it is insufficient as a production nucleus of Mn sulfide inclusions.
- the Ca content exceeds 0.0200%, depending on the oxygen content in the steel, the number of single hard CaO that does not become the core of Mn sulfide inclusions increases. As a result, the toughness of the rail steel is greatly reduced. For this reason, the Ca addition amount is limited to 0.0005 to 0.0200%.
- the content be 0.0020 to 0.0080%.
- S and Ca generate an aggregate of oxide and sulfide (CaO—CaS).
- This aggregate serves as a nucleus of Mn sulfide-based inclusions and greatly affects the stretching of Mn sulfide-based inclusions. Therefore, control of the S addition amount and the Ca addition amount is important. Therefore, hot rolling experiments were carried out by melting the test steel with varying amounts of S and Ca. As a result, when the ratio of the Ca addition amount to the S addition amount (S / Ca) is within a specific range, Ca oxides and sulfides are appropriately generated and finely dispersed. Further, it was found that stretching of Mn sulfide inclusions after rolling can be further suppressed.
- the value of S / Ca when the value of S / Ca is less than 0.45, the number of single hard CaOs that do not become nuclei of Mn sulfide inclusions slightly increases. As a result, the toughness of the rail steel may be reduced. Further, when the value of S / Ca exceeds 3.00, the number of sulfide aggregates (CaO—CaS) serving as nuclei of the Mn sulfide inclusions is reduced, and the Mn sulfide inclusions are stretched. Be encouraged. As a result, the toughness of the rail steel may be reduced. For this reason, it is more desirable that the value of S / Ca be in the range of 0.45 to 3.00.
- Mg is a deoxidizing element and is an element that mainly combines with O to form a complex with a fine nano-sized oxide (MgO) or sulfide (MgS).
- MgO nano-sized oxide
- MgS sulfide
- the amount of Mg is less than 0.0005%, the amount of fine oxide (MgO) and sulfide (MgS) composites produced is small, and the effect of suppressing the grain growth of the austenite structure after rolling cannot be sufficiently obtained. .
- MgO fine oxide
- MgS sulfide
- the amount of Mg exceeds 0.0200%, a coarse oxide of Mg is generated, and the toughness of the rail is lowered. At the same time, fatigue damage occurs from the coarse oxide. For this reason, the amount of Mg added is limited to 0.0005 to 0.0200%.
- MgO fine oxides
- MgS sulfides
- Zr is a deoxidizing element, and is an element that mainly combines with O to form a fine nano-sized oxide (ZrO 2 ).
- This oxide is finely and uniformly dispersed, and further nano-sized Mn sulfide inclusions are formed using this oxide as a nucleus.
- the grain growth of the austenite structure after rolling is suppressed, the structure of the rail steel is refined, and the toughness of the pearlite structure can be improved.
- the amount of Zr is less than 0.0005%, the amount of fine oxide (ZrO 2 ) produced is small, and the effect of suppressing the grain growth of the austenite structure after rolling cannot be sufficiently obtained.
- the Zr addition amount is limited to 0.0005 to 0.0100%.
- fine oxides pinning austenitic structure (ZrO 2), oxide forming the Mn sulfide-based inclusions nanosize (ZrO 2) securing a sufficient amount of generated and harmful coarse to fatigue damage In order to sufficiently suppress the formation of an oxide and improve the impact value, it is desirable that the amount of Mg added is in the range of 0.0010 to 0.0050%.
- the rail manufactured with the above composition has improved hardness (strengthening) of pearlite structure and pro-eutectoid ferrite structure, improved toughness, prevention of softening of weld heat affected zone, and cross-sectional hardness distribution inside rail head.
- One or more elements selected from Co, Cr, Mo, V, Nb, B, Cu, Ni, Ti, Al, and N are added as necessary for the purpose of controlling Is preferred.
- Cr and Mo increase the pearlite equilibrium transformation point, and ensure the hardness of the pearlite structure mainly by reducing the pearlite lamella spacing.
- V and Nb generate carbides and nitrides during hot rolling and the subsequent cooling process, thereby suppressing the growth of austenite grains.
- the toughness and hardness of the pearlite structure are improved by precipitation hardening in the ferrite structure and pearlite structure.
- carbides and nitrides are stably generated, and the weld joint heat-affected zone is prevented from being softened.
- B reduces the cooling rate dependency of the pearlite transformation temperature and makes the hardness distribution of the rail head uniform.
- Cu dissolves in the ferrite in the ferrite structure or pearlite structure, and increases the hardness of the pearlite structure.
- Ni improves the toughness and hardness of the ferrite structure and pearlite structure, and at the same time, prevents softening of the heat-affected zone of the weld joint.
- Ti refines the structure of the weld heat affected zone and prevents embrittlement of the weld joint.
- Al moves the eutectoid transformation temperature to the high temperature side and increases the hardness of the pearlite structure.
- N promotes pearlite transformation by segregating at austenite grain boundaries.
- toughness is improved by refining the pearlite block size.
- Co is dissolved in the ferrite phase in the pearlite structure.
- the fine ferrite structure formed by contact with the wheels on the wear surface of the rail head is further refined to improve wear resistance.
- the Co content is less than 0.01%, the ferrite structure cannot be refined, and the effect of improving the wear resistance cannot be expected.
- the economic efficiency decreases due to the increase in the alloy addition cost. For this reason, the Co addition amount is limited to 0.01 to 1.00%.
- Cr increases the equilibrium transformation temperature and, as a result, refines the ferrite structure and pearlite structure and contributes to higher hardness (strength). At the same time, the cementite phase is strengthened to improve the hardness (strength) of the pearlite structure.
- the Cr content is less than 0.01%, the effect is small, and the effect of improving the hardness of the rail steel is not seen at all.
- the Cr addition amount is limited to 0.01 to 2.00%.
- Mo like Cr, contributes to higher hardness (strength) by raising the equilibrium transformation temperature and, as a result, making the ferrite structure and pearlite structure fine.
- Mo is an element that improves the hardness (strength), but if the amount of Mo is less than 0.01%, the effect is small, and the effect of improving the hardness of the rail steel is not seen at all.
- the Mo amount exceeds 0.50% and excessive Mo is added, the transformation rate is significantly reduced. As a result, a sprig damage starting from the martensite structure is generated at the head corner portion or the head top portion, and the surface damage resistance is reduced. For this reason, the amount of Mo added is limited to 0.01 to 0.50%.
- V refines austenite grains by the pinning effect of V carbide and V nitride when heat treatment is performed at a high temperature. Furthermore, precipitation hardening by V carbide and V nitride generated in the cooling process after hot rolling increases the hardness (strength) of the ferrite structure and pearlite structure and at the same time improves the toughness. V is an element effective for obtaining such an effect. In the heat-affected zone reheated to a temperature range below the Ac1 point, V is effective in preventing V softening of the weld joint heat-affected zone by generating V carbide and V nitride in a relatively high temperature range. Element.
- the amount of V is less than 0.005%, the effect cannot be sufficiently expected, and no improvement in the hardness or toughness of the ferrite structure or pearlite structure is observed.
- the V content exceeds 0.50%, precipitation hardening of V carbides and nitrides becomes excessive, and the toughness of the ferrite structure and pearlite structure decreases. As a result, the sprig damage occurs at the head corner and the top, and the surface damage resistance is reduced. Therefore, the V addition amount is limited to 0.005 to 0.50%.
- Nb like V, refines austenite grains by the pinning effect of Nb carbide or Nb nitride when heat treatment is performed at a high temperature. Furthermore, the hardness (strength) of the ferrite structure and the pearlite structure is increased and the toughness is improved by precipitation hardening with Nb carbide and Nb nitride generated in the cooling process after hot rolling. Nb is an effective element for obtaining such an effect. In the heat-affected zone reheated to a temperature range below the Ac1 point, Nb stably generates Nb carbide and Nb nitride from a low temperature range to a high temperature range, and the weld joint heat-affected zone It is an effective element for preventing softening.
- the amount of Nb is less than 0.002%, the effect cannot be expected, and no improvement in the hardness or toughness of the ferrite structure or pearlite structure is observed.
- the Nb content exceeds 0.050%, precipitation hardening of Nb carbides and nitrides becomes excessive, and the toughness of the ferrite structure and pearlite structure decreases. As a result, the sprig damage occurs at the head corner and the top, and the surface damage resistance is reduced. Therefore, the amount of Nb added is limited to 0.002 to 0.050%.
- B forms iron boride (Fe 23 (CB) 6 ) at the austenite grain boundaries and promotes pearlite transformation. Due to this pearlite transformation promoting effect, the cooling rate dependency of the pearlite transformation temperature is reduced, and a more uniform hardness distribution can be obtained from the head surface to the inside of the rail. For this reason, the life of the rail can be extended. If the amount of B is less than 0.0001%, the effect is not sufficient, and the hardness distribution of the rail head is not improved. On the other hand, if the amount of B exceeds 0.0050%, a coarse borohydride is generated, resulting in a decrease in toughness. Therefore, the B addition amount is limited to 0.0001 to 0.0050%.
- Cu is an element that improves the hardness (strength) of the pearlite structure by solid-solution strengthening in the ferrite phase in the ferrite structure or pearlite structure. If the amount of Cu is less than 0.01%, the effect cannot be expected. On the other hand, if the Cu content exceeds 1.00%, a martensitic structure that is harmful to toughness is generated due to a significant improvement in hardenability. As a result, the sprig damage occurs at the head corner and the top, and the surface damage resistance is reduced. For this reason, the amount of Cu is limited to 0.01 to 1.00%.
- Ni is an element that improves the toughness of the ferrite structure and the pearlite structure, and at the same time increases the hardness (strength) by solid solution strengthening. Furthermore, in the weld heat affected zone, an intermetallic compound of Ni 3 Ti that is a composite compound with Ti is finely precipitated, and softening is suppressed by precipitation strengthening. When the amount of Ni is less than 0.01%, the effect is remarkably small. When the amount of Ni exceeds 1.00%, the toughness of the ferrite structure and pearlite structure is significantly reduced. As a result, the sprig damage occurs at the head corner and the top, and the surface damage resistance is reduced. Therefore, the Ni addition amount is limited to 0.01 to 1.00%.
- the structure of the heat-affected zone heated to the austenite region is refined and brittleness of the welded joint is achieved. It is an effective ingredient for preventing oxidization.
- the Ti content is less than 0.0050%, the effect is small, and when the Ti content exceeds 0.0500%, coarse Ti carbides or Ti nitrides are generated, and the toughness of the rail is lowered. At the same time, fatigue damage occurs from coarse precipitates. Therefore, the Ti addition amount is limited to 0.0050 to 0.050%.
- Al is an essential component as a deoxidizer. Moreover, it is an element that moves the eutectoid transformation temperature to the high temperature side, and is an element that contributes to increasing the hardness (strength) of the pearlite structure. If the Al content is 0.0100% or less, the effect is weak. On the other hand, if the Al content exceeds 1.00%, it is difficult to make a solid solution in the steel, and coarse alumina inclusions are generated. As a result, the toughness of the rail is reduced, and at the same time, fatigue damage is generated from coarse precipitates. Furthermore, since oxides are generated during welding and weldability is remarkably reduced, the amount of Al added is limited to more than 0.0100 to 1.00%.
- N promotes ferrite and pearlite transformation from the austenite grain boundary by segregating at the austenite grain boundary. Thereby, toughness can be improved mainly by reducing the pearlite block size.
- the N content is less than 0.0060%, the effect is weak.
- the N content exceeds 0.0200%, it becomes difficult to make a solid solution in the steel, and bubbles that become the starting point of fatigue damage are generated, and fatigue damage occurs inside the rail head. For this reason, the N addition amount is limited to 0.0060 to 0.0200%.
- the hardness of the pearlite structure exceeds Hv500, the toughness of the pearlite structure is remarkably lowered, and the damage resistance of the rail head surface portion 3a is lowered. For this reason, the hardness of the pearlite structure is limited to the range of Hv 320 to 500.
- the head surface portion 3a of the rail indicates a range (solid hatched portion) up to a depth of 10 mm starting from the surfaces of the head corner portion 2 and the top portion 1 as shown in FIG. If the pearlite structure of the above component range is arranged at this site, wear due to contact with the wheel can be suppressed, and the wear resistance of the rail can be improved.
- the pearlite structure having a hardness of Hv 320 to 500 is arranged in the range 3b up to a depth of 20 mm starting from the surfaces of the head corner portion 2 and the head top portion 1, that is, at least within the hatched portion of the dotted line in FIG. It is preferable that the wear resistance in the case of further wear to the inside of the rail head due to contact with the wheel is further ensured, and the service life of the rail can be improved. Accordingly, it is desirable that the pearlite structure having a hardness of Hv 320 to 500 is disposed in the vicinity of the surface of the rail head 3 where the wheel and the rail mainly contact each other, and the other part may be a metal structure other than the pearlite structure.
- a high temperature rail head 3 having an austenite region after rolling or after reheating is used as a method for obtaining a pearlite structure having a hardness of Hv 320 to 500 in the vicinity of the surface of the rail head 3, as described later. It is desirable to perform accelerated cooling.
- the above-described head surface portion 3a or the metal structure in the range 3b up to a depth of 20 mm including the head surface portion 3a is preferably composed only of the pearlite structure as described above.
- a trace amount of pro-eutectoid ferrite structure, pro-eutectoid cementite structure, bainite structure and martensite structure with an area ratio of 5% or less may be mixed in the pearlite structure.
- these structures are mixed in a content of 5% or less, the wear resistance and toughness of the rail head 5 are not greatly adversely affected.
- the above-described head surface portion 3a or the metal structure in the range 3b including the head surface portion 3a up to a depth of 20 mm may be 95% or more if it is a pearlite structure.
- a content of 5% or less means a content of 5% or less, and a content other than a pearlite structure does not describe a trace amount of more than 5%. Means (outside of the present invention).
- the number of Mn sulfide inclusions having a long side length of 10 to 100 ⁇ m and rail damage resistance were determined. Was confirmed to have a good correlation. Therefore, the evaluation object of the number of Mn sulfide inclusions is limited to the long side length of 10 to 100 ⁇ m.
- Mn sulfide inclusions with a long long side with a significant stress concentration on the damage resistance is larger, and the effect of Mn sulfide inclusions with a short long side is shorter.
- the impact is small.
- Mn sulfide inclusions with 100 ⁇ m in length which is inappropriate for grasping the characteristics of the steel, and that Mn sulfide inclusions less than 10 ⁇ m in length are Since there is little influence on the damage property, Mn sulfide inclusions having the indicated size were evaluated.
- the number of Mn sulfide inclusions having a long side of 10 to 100 ⁇ m per unit area is 10 to 200 / mm.
- the reason for limiting to 2 will be described in detail. If the total number of Mn sulfide inclusions with a long side of 10 to 100 ⁇ m exceeds 200 / mm 2 per unit area, the number of Mn sulfide inclusions will be excessive in this component system, and stress concentration will occur around the inclusions. This increases the possibility of rail damage. The impact value cannot be improved even in the mechanical properties of steel.
- the trap site adsorbs inevitable hydrogen remaining in the steel in this component system. Is significantly reduced. This increases the possibility of inducing hydrogen defects (hydrogen embrittlement), which may impair the damage resistance of the rail. Therefore, the total number of Mn sulfide inclusions having a long side length of 10 to 100 ⁇ m is limited to 10 to 200 / mm 2 per unit area.
- Mn sulfide inclusions refers to Mn sulfide inclusions produced using Ca oxide and sulfide aggregates (CaO—CaS) as nuclei, and other Mn sulfide inclusions. Both interventions are evaluated.
- the number of Mn sulfide inclusions As for the number of Mn sulfide inclusions, a sample is cut out from the longitudinal section of the rail head 3 where rail damage is apparent as shown in FIG. 3, and the sulfide inclusions are measured. The rail longitudinal section of each sample cut out is mirror-polished, and Mn sulfide inclusions are examined with an optical microscope in an arbitrary section. Then, the number of inclusions of the limited size is counted, and this is calculated as the number per unit section. The representative value of each rail steel was the average value of the number per unit cross section of these 20 visual fields.
- the measurement site of the Mn sulfide inclusions is not particularly limited, but it is desirable to measure a range of 3 to 10 mm in depth from the surface of the rail head 5 that is the starting point of damage. Further, in order to further reduce the influence of Mn sulfide inclusions as a starting point of fracture, to suppress hydrogen defects, and to stably improve the breakage resistance of the rail, the long side is 10 to 100 ⁇ m. It is desirable to control the total number of Mn sulfide inclusions in a range of 20 to 180 / mm 2 per unit area.
- Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions having a particle size of 5 to 100 nm In the present invention, the particle size is 5 to 100 nm in an arbitrary cross section.
- the Mg-based oxide, Zr oxide and Mn sulfide-based inclusion are preferably present in an amount of 500 to 50,000 / mm 2 per unit area. The reason why the particle size of Mg-based oxide, Zr oxide and Mn sulfide-based inclusions to be evaluated is limited to the range of 5 to 100 nm will be described in detail.
- the particle size of the Mg-based oxide, Zr oxide and Mn sulfide-based inclusion is in the range of 5 to 100 nm, a sufficient pinning effect is exhibited at the grain boundary when formed in the austenite structure. As a result, it was confirmed that the pearlite structure was refined and the toughness was improved reliably without adversely affecting the damage resistance of the rail. Therefore, the evaluation targets of Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions are limited to the range of 5 to 100 nm in particle size. The pinning effect is more effective as many inclusions having a fine particle size exist.
- Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions having a particle size of less than 5 nm Measurement is very difficult.
- the pinning effect cannot be obtained for Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions having a particle size exceeding 100 nm.
- Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions with the above sizes are evaluated.
- the amount (number) per unit mm 2 of Mg-based oxide, Zr oxide and Mn sulfide-based inclusion having a particle size of 5 to 100 nm in an arbitrary cross section in the longitudinal direction is set to 500 to 50,000.
- the reason for limiting will be described in detail.
- the total number of Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions having a particle size of 5 to 100 nm is less than 500 / mm 2 per unit area, the pinning effect in the austenite structure after rolling is sufficiently high Does not appear. For this reason, a pearlite structure coarsens and the toughness of a rail does not improve.
- the total number of Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions having a particle size of 5 to 100 nm exceeds 50000 / mm 2 per unit area, precipitation becomes excessive and the pearlite structure itself is brittle. And the toughness of the rail decreases. Therefore, the total number of Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions having a particle size of 5 to 100 nm is limited to 500 to 50000 pieces / mm 2 per unit area.
- Mg-based oxides and Zr oxides partially include composite oxides such as Mn sulfides, and Mn sulfide-based inclusions include Mg oxides and Zr oxides.
- a fine oxide such as an oxide or Ca oxide is generated as a nucleus.
- the Mg-based oxide, Zr oxide, and Mn sulfide-based inclusion are observed as follows, and the particle size and number are measured. First, a thin film is sampled from an arbitrary cross section shown in FIG. 4 and observed using a transmission electron microscope at a magnification of 50,000 to 500,000. The particle size of the precipitate is obtained as a diameter of a circle corresponding to the area of each precipitate by observation.
- the precipitates are observed in 20 fields of view, the number of precipitates corresponding to a predetermined diameter of 5 to 100 nm is counted, and this is converted into the number per unit area.
- the representative value of rail steel is the average value of these 20 fields of view.
- the measurement sites for Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions are not particularly limited, but a range of 3 to 10 mm in depth from the surface of the rail head surface portion 3a where toughness is required is measured. It is desirable to do.
- the rail steel of this invention which has said component composition and microstructure is not specifically limited, Usually, it manufactures with the following method. First, smelting is performed in a commonly used melting furnace such as a converter or an electric furnace to obtain molten steel. And using this molten steel, the steel slab for rolling (steel ingot) is manufactured by the ingot-making / splitting method or the continuous casting method. Further, after reheating the steel slab to 1200 ° C. or higher, several passes of hot rolling are performed to form a rail. Then, a rail is manufactured by performing heat processing (reheating, cooling).
- de-P de-S treatment
- de-S treatment a commonly used melting furnace such as a converter and an electric furnace
- the Mn sulfide inclusions are controlled by adding Ca.
- nano-sized oxides and Mn sulfide inclusions are finely dispersed by adding Mg and Zr as necessary. Details of the manufacturing conditions are shown below.
- de-S it is desirable to carefully carry out normal de-P treatment and de-S treatment in order to achieve low P and low S.
- de-S it is desirable to spend time in the hot metal ladle (the pre-stage of converter refining), add CaO sufficiently, and discharge CaS as slag.
- the addition of CaO here is a method performed when reducing S from hot metal with a very high amount of S.
- a CaO—Si alloy that is added to generate an aggregate of Ca oxide and sulfide (CaO—CaS), which will be described later, there is no influence.
- de-P in order to prevent remelting of P from slag containing P (such as P 2 O 5 ) separated by de-P during refining in a converter, it is desirable to discharge slag during refining.
- the Mn sulfide inclusions are controlled by adding Ca. It is desirable to add Ca in the refining process before casting.
- a method for adding Ca it is desirable to add a Ca alloy (Ca—Si alloy or the like) wire or a Ca alloy lump with a ladle or to blow Ca alloy powder.
- a Ca—Si alloy such as 50Ca-50Si
- a Fe—Si—Ca alloy such as Fe-30Si-30Ca
- a Ni—Ca alloy such as 90Ni-10Ca
- Ca has a high vapor pressure
- a Ca alloy for example, a Ca—Si alloy
- the activity of Ca is lower than in the case of Ca alone, so evaporation at the time of addition becomes relatively gentle and the yield is also improved.
- a lower Ca concentration in the alloy is preferable in that the yield is improved and the occurrence of splash during addition is suppressed.
- the molten steel is stirred by Ar bubbling in the ladle after addition to make the Ca concentration uniform, It is desirable to raise inclusions.
- the amount of molten steel is 200 t or more, it is desirable to perform stirring for about 5 to 10 minutes. Excessive stirring is not preferable because the inclusions are coarsened by agglomeration and coalescence of the inclusions. From the viewpoint of securing the yield of Ca, it is advantageous to add at the end of the refining process. Ca may be added into the tundish in the casting process, not in the refining process.
- pure metal Mg, Mg alloy (Fe— Si—Mg, Fe—Mn—Mg, Fe—Si—Mn—Mg, Si—Mg), or Zr alloy (Fe—Si—Zr, Fe—Mn—Mg—Zr, Fe—Si—Mn—Mg—Zr) ) Is desirable.
- Mg alloy Fe— Si—Mg, Fe—Mn—Mg, Fe—Si—Mn—Mg, Si—Mg
- Zr alloy Fe—Si—Zr, Fe—Mn—Mg—Zr, Fe—Si—Mn—Mg—Zr
- the order in which Ca, Mg and Zr are added is not specified, but high-carbon steel with a small amount of oxygen has a relatively weak oxidizing power in order to efficiently generate Ca, Mg and Zr oxides. It is desirable to add Ca first, and then add Mg or Zr having strong oxidizing power.
- the temperature at which final forming is performed is preferably in the range of 900 to 1000 ° C. from the viewpoint of securing the shape and material.
- a high temperature rail head 3 having an austenite region after rolling or after reheating is used. It is desirable to perform accelerated cooling.
- heat treatment (and cooling) is performed by a method as described in Patent Document 8 (JP-A-8-246100), Patent Document 9 (JP-A-9-111352), and the like.
- Patent Document 8 JP-A-8-246100
- Patent Document 9 JP-A-9-111352
- Tables 1 to 6 show the chemical composition of the test rail steel.
- the balance consists of Fe and inevitable impurities.
- Rail steels having the component compositions shown in Tables 1 to 6 were produced by the following method. Demetalization and desulfurization were performed at the hot metal stage, and further, sufficient dephosphorization and desulfurization were performed in a commonly used melting furnace such as a converter and an electric furnace to obtain molten steel. By adding Ca to the molten steel, Mn sulfide inclusions were controlled, or by adding Mg and Zr, nano-sized oxides and Mn sulfide inclusions were finely dispersed. And the steel ingot was manufactured by the continuous casting method, and also hot rolling was performed with respect to the steel ingot. Then, it was set as the rail by heat-processing.
- FIG. 3 shows the observation position of the Mn sulfide inclusions in the rail steel defined in claim 1. As shown in FIG. 3, a sample was cut out from a region having a depth of 3 to 10 mm from the rail head surface including the head surface portion 3a in the longitudinal section of the obtained rail steel. Then, the number of Mn sulfide inclusions having a long side of 10 to 100 ⁇ m per unit area (pieces / mm 2 ) was determined by the method described above.
- FIG. 4 shows the Mn sulfide inclusions, Mg oxides, and Zr oxidations of the rail steel defined in claim 2. Indicates the observation position of the object. As shown in FIG. 4, a sample was cut out from a region having a depth of 3 to 10 mm from the rail head surface including the head surface portion 3a in the obtained cross section of the rail steel. Then, the number per unit area (pieces / mm 2 ) of Mg-based oxides, Zr oxides, and Mn sulfide-based inclusions having a particle diameter of 5 to 100 nm was determined by the method described above.
- FIG. 5 illustrates the sampling position of the test piece in the abrasion test, and the numbers in the figure indicate dimensions (mm).
- a disk-shaped test piece was cut out from a region including the head surface portion 3a in the rail steel.
- a disk-shaped test piece (rail test piece 4) is arranged on one of the two rotating shafts facing each other, and a mating member 5 is placed on the other rotating shaft. Arranged. In a state where a predetermined load is applied to the rail test piece 4, the rail test piece 4 and the mating member 5 are brought into contact with each other.
- testing machine Nishihara type abrasion testing machine (see Fig. 6)
- Test piece shape disk-shaped test piece (outer diameter: 30 mm, thickness: 8 mm)
- Test piece sampling position 2mm below the rail head surface (see Fig.
- Test load 686 N (contact surface pressure 640 MPa) Slip rate: 20% Opposite material: Pearlite steel (Hv380) Atmosphere: In the air Cooling: Forced cooling with compressed air (flow rate: 100 Nl / min) Repeat count: 700,000 times
- FIG. 7 illustrates the sampling position of the test piece in the impact test.
- a test piece was cut out from the rail width (cross section) direction so that the region including the head surface portion 3 a in the cross section of the rail steel became the notch bottom. Then, an impact test was performed on the obtained test piece under the following conditions, and an impact value (J / cm 2 ) was measured.
- Tester Impact tester Test piece shape: JIS3 2mm U-notch Test piece sampling position: 2mm below the rail head surface (see Fig. 7)
- Test temperature Normal temperature (20 ° C)
- the wear test result of * 2 is the result of the above-described wear test, and the reduction amount (g) of the weight of the rail test piece 13 is shown as the wear amount.
- the impact test result of * 3 is the result of the head impact test described above, and indicates the impact value (J / cm 2 ). In addition, it means that toughness is excellent, so that an impact value (J / cm ⁇ 2 >) is large. In this evaluation, when the amount of wear after 700,000 times was 1.5 g or less, it was evaluated that the wear resistance was excellent. Since the impact value at 20 ° C varies greatly depending on the carbon content of the steel, the standard value indicating the superiority or inferiority of the characteristics has not been set. did.
- Long side A pearlite rail excellent in wear resistance and toughness, in which the number of Mn sulfide inclusions of 10 to 100 ⁇ m, the microstructure of the rail head, and the hardness are within the limited ranges of the present invention.
- the chemical component is within the limited range of the present invention, and the long side: 10
- the number of Mn sulfide inclusions of ⁇ 100 ⁇ m, the particle size: the number of Mg oxide, Zr oxide, and Mn sulfide inclusions of 5 to 100 nm, the microstructure of the rail head, and the hardness are the limited range of the present invention. It is a pearlitic rail with excellent wear resistance and toughness.
- the microstructure of the head includes a pearlite structure compared with the comparative rail steel (steel Nos. 64 to 68), and the hardness is within the limited range of the present invention. is there. For this reason, the wear resistance and toughness of the rail can be improved.
- FIG. 8 shows the results of wear tests of the rail steel of the present invention (steel Nos. 1 to 47) and the comparative rail steel (steel Nos. 48, 50, 51, 52, 53, 64, 66, and 67).
- the chemical components of steel C, Si, and Mn are within the limited range of the present invention, thereby preventing the formation of proeutectoid ferrite structure and martensite structure that adversely affect wear resistance, and the hardness is limited by the present invention.
- the wear resistance can be greatly improved in any carbon amount.
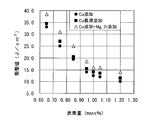
- FIG. 9 shows the results of an impact test of the rail steel of the present invention (steel Nos. 1 to 47) and the comparative rail steel (steel Nos. 49, 51, 53, 65, 66, and 68).
- the chemical components of steel C, Si, and Mn are within the limited range of the present invention, thereby preventing the formation of proeutectoid cementite structure and martensite structure that adversely affect toughness, and the hardness is within the limited range of the present invention.
- the toughness can be greatly improved at any carbon content.
- the rail steels of the present invention (steel Nos. 1 to 47) have P, S, and Ca addition amounts in the limited range of the present invention compared to the comparative rail steels (steel Nos. 54 to 63). Is within. For this reason, the toughness of the rail of a pearlite structure
- the rail steel of the present invention (steel Nos. 11 to 13, 18 to 20, 24 to 26, 29 to 31, 33 to 35, 36 to 38, 45 to 47) is added with Ca. Furthermore, the Ca addition amount is optimized. Thereby, Mn sulfide inclusions are controlled, and the number thereof is within the limited range of the present invention.
- tissue can be improved.
- oxides and Mn sulfide inclusions are finely dispersed, and the number of Mg oxide, Zr oxide, and Mn sulfide inclusions is 500 to 50,000. / Mm 2 .
- tissue can further be improved.
- the pearlite rail of the present invention has excellent wear resistance and toughness over the current high-strength rail. For this reason, this invention can be applied suitably as a rail used in a remarkably severe track environment like a rail for a freight railroad that transports natural resources mined in a region where the natural environment is severe.
- head portion 2 head corner portion 3: rail head portion 3a: head surface portion 3b: range from the head corner portion and the top surface to a depth of 20 mm 4: rail test piece 5: mating material 6 : Cooling nozzle
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Heat Treatment Of Steel (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Abstract
Priority Applications (10)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2009801337274A CN102137947B (zh) | 2008-10-31 | 2009-10-30 | 耐磨性及韧性优良的珠光体系钢轨 |
| JP2010535687A JP4757957B2 (ja) | 2008-10-31 | 2009-10-30 | 耐摩耗性および靭性に優れたパーライト系レール |
| AU2009308639A AU2009308639B2 (en) | 2008-10-31 | 2009-10-30 | Pearlite rail having superior abrasion resistance and excellent toughness |
| CA2734980A CA2734980C (fr) | 2008-10-31 | 2009-10-30 | Rail de perlite presentant une resistance a l'abrasion superieure et une excellente tenacite |
| KR1020117004501A KR101263102B1 (ko) | 2008-10-31 | 2009-10-30 | 내마모성 및 인성이 우수한 펄라이트계 레일 |
| US13/061,001 US20110155821A1 (en) | 2008-10-31 | 2009-10-30 | Pearlite rail having superior abrasion resistance and excellent toughness |
| EP09823351.3A EP2343390B1 (fr) | 2008-10-31 | 2009-10-30 | Rail de perlite présentant une résistance à l'abrasion supérieure et une excellente ténacité |
| PL09823351T PL2343390T3 (pl) | 2008-10-31 | 2009-10-30 | Szyna perlityczna mająca lepszą odporność na ścieranie i doskonałą odporność na obciążenia dynamiczne |
| ES09823351.3T ES2550793T3 (es) | 2008-10-31 | 2009-10-30 | Raíl de perlita que tiene resistencia a la abrasión superior y excelente tenacidad |
| BRPI0918859-2A BRPI0918859B1 (pt) | 2008-10-31 | 2009-10-30 | Trilho perlítico tendo resistência superior à abrasão e excelente tenacidade |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008281847 | 2008-10-31 | ||
| JP2008-281847 | 2008-10-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010050238A1 true WO2010050238A1 (fr) | 2010-05-06 |
Family
ID=42128609
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/005800 WO2010050238A1 (fr) | 2008-10-31 | 2009-10-30 | Rail de perlite présentant une résistance à l'abrasion supérieure et une excellente ténacité |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US20110155821A1 (fr) |
| EP (1) | EP2343390B1 (fr) |
| JP (1) | JP4757957B2 (fr) |
| KR (1) | KR101263102B1 (fr) |
| CN (1) | CN102137947B (fr) |
| AU (1) | AU2009308639B2 (fr) |
| BR (1) | BRPI0918859B1 (fr) |
| CA (1) | CA2734980C (fr) |
| ES (1) | ES2550793T3 (fr) |
| PL (1) | PL2343390T3 (fr) |
| RU (1) | RU2461639C1 (fr) |
| WO (1) | WO2010050238A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016176110A (ja) * | 2015-03-20 | 2016-10-06 | 新日鐵住金株式会社 | 炭素鋼鋳片及び炭素鋼鋳片の製造方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI1007283B1 (pt) * | 2009-02-18 | 2017-12-19 | Nippon Steel & Sumitomo Metal Corporation | Perlitical rail |
| KR101368514B1 (ko) | 2009-06-26 | 2014-02-28 | 신닛테츠스미킨 카부시키카이샤 | 연성이 우수한 펄라이트계 고탄소강 레일 및 그 제조 방법 |
| WO2013161794A1 (fr) * | 2012-04-23 | 2013-10-31 | 新日鐵住金株式会社 | Rail |
| US9534278B2 (en) * | 2012-06-14 | 2017-01-03 | Nippon Steel & Sumitomo Metal Corporation | Rail |
| CN103160742B (zh) * | 2013-03-28 | 2016-03-30 | 宝山钢铁股份有限公司 | 一种耐磨钢板及其制造方法 |
| WO2015146150A1 (fr) * | 2014-03-24 | 2015-10-01 | Jfeスチール株式会社 | Rail et procédé pour le fabriquer |
| US9670570B2 (en) * | 2014-04-17 | 2017-06-06 | Evraz Inc. Na Canada | High carbon steel rail with enhanced ductility |
| CA2946541C (fr) * | 2014-05-29 | 2018-12-04 | Nippon Steel & Sumitomo Metal Corporation | Rail et son procede de fabrication |
| US10563357B2 (en) * | 2014-05-29 | 2020-02-18 | Nippon Steel Corporation | Rail and production method therefor |
| US20170283895A1 (en) * | 2014-09-22 | 2017-10-05 | Jfe Steel Corporation | Rail manufacturing method and rail manufacturing apparatus |
| CN107208217B (zh) | 2015-01-23 | 2019-01-01 | 新日铁住金株式会社 | 钢轨 |
| PL3249070T3 (pl) * | 2015-01-23 | 2020-07-27 | Nippon Steel Corporation | Szyna |
| CN105154773B (zh) * | 2015-07-23 | 2017-03-08 | 攀钢集团攀枝花钢铁研究院有限公司 | 一种重载铁路用钢轨及其生产方法和应用 |
| CN105063490B (zh) * | 2015-07-23 | 2017-03-22 | 攀钢集团攀枝花钢铁研究院有限公司 | 一种高速铁路用钢轨及其生产方法和应用 |
| CN105040532B (zh) * | 2015-07-23 | 2017-05-31 | 攀钢集团攀枝花钢铁研究院有限公司 | 一种重载铁路用钢轨及其生产方法和应用 |
| CN104988405B (zh) * | 2015-07-23 | 2017-03-08 | 攀钢集团攀枝花钢铁研究院有限公司 | 一种客货混运用钢轨及其生产方法和应用 |
| CN105018848A (zh) * | 2015-08-05 | 2015-11-04 | 启东市佳宝金属制品有限公司 | 耐磨合金 |
| CA3108681C (fr) * | 2018-09-10 | 2023-03-21 | Nippon Steel Corporation | Rail et procede de fabrication de rail |
| JP7070697B2 (ja) * | 2019-06-20 | 2022-05-18 | Jfeスチール株式会社 | レールおよびその製造方法 |
| CN113373371A (zh) * | 2021-05-21 | 2021-09-10 | 包头钢铁(集团)有限责任公司 | 一种添加稀土和镍元素的超高耐磨性过共析型珠光体钢轨材料 |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05171247A (ja) | 1991-12-20 | 1993-07-09 | Nippon Steel Corp | 高炭素シリコンキルド高清浄溶鋼の製造方法 |
| JPH05263121A (ja) | 1992-03-19 | 1993-10-12 | Nippon Steel Corp | 高炭素高清浄溶鋼の製造方法 |
| JPH07173530A (ja) | 1993-12-20 | 1995-07-11 | Nippon Steel Corp | パーライト金属組織を呈した高靭性レールの製造法 |
| JPH08246100A (ja) | 1995-03-07 | 1996-09-24 | Nippon Steel Corp | 耐摩耗性に優れたパーライト系レールおよびその製造法 |
| JPH09111352A (ja) | 1995-10-18 | 1997-04-28 | Nippon Steel Corp | 耐摩耗性に優れたパーライトレールの製造法 |
| JP2001020040A (ja) * | 1999-07-08 | 2001-01-23 | Nippon Steel Corp | 耐摩耗性、耐内部疲労損傷性に優れたパーライト系レールおよびその製造法 |
| JP2001220651A (ja) | 2000-02-08 | 2001-08-14 | Nkk Corp | 耐ヘビーシェリング損傷性に優れたレール |
| JP2001234238A (ja) | 2000-02-18 | 2001-08-28 | Nippon Steel Corp | 高耐摩耗・高靭性レールの製造方法 |
| JP2002226915A (ja) | 2001-02-01 | 2002-08-14 | Nippon Steel Corp | 高耐摩耗・高靭性レールの製造方法 |
| JP2002363702A (ja) * | 2001-04-04 | 2002-12-18 | Nippon Steel Corp | 耐摩耗性および延性に優れた低偏析性パーライト系レール |
| JP2005256023A (ja) * | 2004-03-09 | 2005-09-22 | Nippon Steel Corp | 延性に優れた高炭素鋼レールの製造方法 |
| JP2006111939A (ja) * | 2004-10-15 | 2006-04-27 | Nippon Steel Corp | 耐摩耗性に優れたパーライト系鋼レール |
| JP2007169727A (ja) * | 2005-12-22 | 2007-07-05 | Jfe Steel Kk | 高強度パーライト系レールおよびその製造方法 |
| JP2007291413A (ja) | 2006-04-20 | 2007-11-08 | Nippon Steel Corp | 耐摩耗性および延性に優れたパーライト系レールの製造方法 |
| JP2008050684A (ja) * | 2006-07-27 | 2008-03-06 | Jfe Steel Kk | 耐遅れ破壊特性に優れる高強度パーライト系鋼レール |
| JP2008281847A (ja) | 2007-05-11 | 2008-11-20 | Kyocera Mita Corp | 画像形成装置 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU720047A1 (ru) * | 1977-12-05 | 1980-03-05 | Украинский научно-исследовательский институт металлов | Сталь |
| JPH0730401B2 (ja) * | 1986-11-17 | 1995-04-05 | 日本鋼管株式会社 | 靭性の優れた高強度レ−ルの製造方法 |
| AU663023B2 (en) * | 1993-02-26 | 1995-09-21 | Nippon Steel Corporation | Process for manufacturing high-strength bainitic steel rails with excellent rolling-contact fatigue resistance |
| GB9313060D0 (en) * | 1993-06-24 | 1993-08-11 | British Steel Plc | Rails |
| EP0685566B2 (fr) * | 1993-12-20 | 2013-06-05 | Nippon Steel & Sumitomo Metal Corporation | Rail a elevee resistance a l'abrasion et a haute tenacite, possedant une structure metallographique perlitique, et procede de production dudit rail |
| USRE41033E1 (en) * | 1994-11-15 | 2009-12-08 | Nippn Steel Corporation | Pearlitic steel rail having excellent wear resistance and method of producing the same |
| AT407057B (de) * | 1996-12-19 | 2000-12-27 | Voest Alpine Schienen Gmbh | Profiliertes walzgut und verfahren zu dessen herstellung |
| AU737977B2 (en) * | 1998-01-14 | 2001-09-06 | Nippon Steel Corporation | Bainitic steel rails excelling in resistance to surface fatigue failures and wear resistance |
| RU2194791C1 (ru) * | 2001-09-21 | 2002-12-20 | Паршин Владимир Андреевич | Рельсовая сталь |
| DE10148305A1 (de) * | 2001-09-29 | 2003-04-24 | Sms Meer Gmbh | Verfahren und Anlage zur thermischen Behandlung von Schienen |
| CA2451147C (fr) * | 2002-04-05 | 2013-07-30 | Nippon Steel Corporation | Rail en acier perlitique possedant d'excellentes proprietes de resistance a l'usure et de ductilite et methode de production connexe |
| US7288159B2 (en) * | 2002-04-10 | 2007-10-30 | Cf&I Steel, L.P. | High impact and wear resistant steel |
| US7217329B2 (en) * | 2002-08-26 | 2007-05-15 | Cf&I Steel | Carbon-titanium steel rail |
| JP2004315928A (ja) * | 2003-04-18 | 2004-11-11 | Nippon Steel Corp | 耐摩耗性および耐熱き裂性に優れた高炭素鉄道車両用車輪 |
| RU2259416C2 (ru) * | 2003-08-04 | 2005-08-27 | Общество с ограниченной ответственностью "Рельсы Кузнецкого металлургического комбината" | Рельсовая сталь |
| JP2005171327A (ja) * | 2003-12-11 | 2005-06-30 | Nippon Steel Corp | 耐表面損傷性および耐内部疲労損傷性に優れたパーライト系レールの製造方法およびレール |
| JP4469248B2 (ja) * | 2004-03-09 | 2010-05-26 | 新日本製鐵株式会社 | 耐摩耗性および延性に優れた高炭素鋼レールの製造方法 |
| JP4568190B2 (ja) * | 2004-09-22 | 2010-10-27 | 新日本製鐵株式会社 | 無方向性電磁鋼板 |
| CA2645858C (fr) * | 2006-03-16 | 2014-05-20 | Jfe Steel Corporation | Profile de perlite haute resistance ayant une excellente resistance a la rupture differee |
| JP5145795B2 (ja) * | 2006-07-24 | 2013-02-20 | 新日鐵住金株式会社 | 耐摩耗性および延性に優れたパーライト系レールの製造方法 |
| WO2008123483A1 (fr) * | 2007-03-28 | 2008-10-16 | Jfe Steel Corporation | Rail en acier perlitique de type à dureté interne élevée présentant une excellente résistance à l'usure et une excellente résistance à la rupture par fatigue, et son procédé de fabrication |
| BRPI1007283B1 (pt) * | 2009-02-18 | 2017-12-19 | Nippon Steel & Sumitomo Metal Corporation | Perlitical rail |
| KR101368514B1 (ko) * | 2009-06-26 | 2014-02-28 | 신닛테츠스미킨 카부시키카이샤 | 연성이 우수한 펄라이트계 고탄소강 레일 및 그 제조 방법 |
| EP2361995B2 (fr) * | 2009-08-18 | 2022-12-14 | Nippon Steel & Sumitomo Metal Corporation | Rail en perlite |
-
2009
- 2009-10-30 WO PCT/JP2009/005800 patent/WO2010050238A1/fr active Application Filing
- 2009-10-30 RU RU2011110256/02A patent/RU2461639C1/ru active
- 2009-10-30 CA CA2734980A patent/CA2734980C/fr not_active Expired - Fee Related
- 2009-10-30 EP EP09823351.3A patent/EP2343390B1/fr not_active Not-in-force
- 2009-10-30 CN CN2009801337274A patent/CN102137947B/zh not_active Expired - Fee Related
- 2009-10-30 US US13/061,001 patent/US20110155821A1/en not_active Abandoned
- 2009-10-30 BR BRPI0918859-2A patent/BRPI0918859B1/pt not_active IP Right Cessation
- 2009-10-30 AU AU2009308639A patent/AU2009308639B2/en not_active Ceased
- 2009-10-30 ES ES09823351.3T patent/ES2550793T3/es active Active
- 2009-10-30 PL PL09823351T patent/PL2343390T3/pl unknown
- 2009-10-30 KR KR1020117004501A patent/KR101263102B1/ko active IP Right Grant
- 2009-10-30 JP JP2010535687A patent/JP4757957B2/ja active Active
Patent Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05171247A (ja) | 1991-12-20 | 1993-07-09 | Nippon Steel Corp | 高炭素シリコンキルド高清浄溶鋼の製造方法 |
| JPH05263121A (ja) | 1992-03-19 | 1993-10-12 | Nippon Steel Corp | 高炭素高清浄溶鋼の製造方法 |
| JPH07173530A (ja) | 1993-12-20 | 1995-07-11 | Nippon Steel Corp | パーライト金属組織を呈した高靭性レールの製造法 |
| JPH08246100A (ja) | 1995-03-07 | 1996-09-24 | Nippon Steel Corp | 耐摩耗性に優れたパーライト系レールおよびその製造法 |
| JPH09111352A (ja) | 1995-10-18 | 1997-04-28 | Nippon Steel Corp | 耐摩耗性に優れたパーライトレールの製造法 |
| JP2001020040A (ja) * | 1999-07-08 | 2001-01-23 | Nippon Steel Corp | 耐摩耗性、耐内部疲労損傷性に優れたパーライト系レールおよびその製造法 |
| JP2001220651A (ja) | 2000-02-08 | 2001-08-14 | Nkk Corp | 耐ヘビーシェリング損傷性に優れたレール |
| JP2001234238A (ja) | 2000-02-18 | 2001-08-28 | Nippon Steel Corp | 高耐摩耗・高靭性レールの製造方法 |
| JP2002226915A (ja) | 2001-02-01 | 2002-08-14 | Nippon Steel Corp | 高耐摩耗・高靭性レールの製造方法 |
| JP2002363702A (ja) * | 2001-04-04 | 2002-12-18 | Nippon Steel Corp | 耐摩耗性および延性に優れた低偏析性パーライト系レール |
| JP2005256023A (ja) * | 2004-03-09 | 2005-09-22 | Nippon Steel Corp | 延性に優れた高炭素鋼レールの製造方法 |
| JP2006111939A (ja) * | 2004-10-15 | 2006-04-27 | Nippon Steel Corp | 耐摩耗性に優れたパーライト系鋼レール |
| JP2007169727A (ja) * | 2005-12-22 | 2007-07-05 | Jfe Steel Kk | 高強度パーライト系レールおよびその製造方法 |
| JP2007291413A (ja) | 2006-04-20 | 2007-11-08 | Nippon Steel Corp | 耐摩耗性および延性に優れたパーライト系レールの製造方法 |
| JP2008050684A (ja) * | 2006-07-27 | 2008-03-06 | Jfe Steel Kk | 耐遅れ破壊特性に優れる高強度パーライト系鋼レール |
| JP2008281847A (ja) | 2007-05-11 | 2008-11-20 | Kyocera Mita Corp | 画像形成装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2343390A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016176110A (ja) * | 2015-03-20 | 2016-10-06 | 新日鐵住金株式会社 | 炭素鋼鋳片及び炭素鋼鋳片の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2343390A1 (fr) | 2011-07-13 |
| EP2343390B1 (fr) | 2015-08-19 |
| US20110155821A1 (en) | 2011-06-30 |
| ES2550793T3 (es) | 2015-11-12 |
| KR101263102B1 (ko) | 2013-05-09 |
| CN102137947A (zh) | 2011-07-27 |
| JP4757957B2 (ja) | 2011-08-24 |
| CN102137947B (zh) | 2013-03-20 |
| PL2343390T3 (pl) | 2016-01-29 |
| BRPI0918859A2 (pt) | 2015-12-01 |
| EP2343390A4 (fr) | 2014-06-25 |
| JPWO2010050238A1 (ja) | 2012-03-29 |
| BRPI0918859B1 (pt) | 2021-05-04 |
| AU2009308639B2 (en) | 2015-07-02 |
| CA2734980C (fr) | 2014-10-21 |
| AU2009308639A1 (en) | 2010-05-06 |
| CA2734980A1 (fr) | 2010-05-06 |
| RU2461639C1 (ru) | 2012-09-20 |
| KR20110036758A (ko) | 2011-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4757957B2 (ja) | 耐摩耗性および靭性に優れたパーライト系レール | |
| JP4824141B2 (ja) | 耐摩耗性および靭性に優れたパーライト系レール | |
| JP5652555B2 (ja) | 軸受鋼とその製造方法 | |
| JP6179667B2 (ja) | ばね鋼及びその製造方法 | |
| JP5794397B2 (ja) | 疲労特性に優れる肌焼鋼 | |
| JP5459453B1 (ja) | レール | |
| WO2014061782A1 (fr) | Acier pour trempe à haute fréquence doté d'excellentes caractéristiques de fatigue | |
| JPWO2010150448A1 (ja) | 延性に優れたパーライト系高炭素鋼レール及びその製造方法 | |
| JP2005290544A (ja) | 耐摩耗性および延性に優れた高炭素鋼レールの製造方法 | |
| JP5267306B2 (ja) | 高炭素鋼レールの製造方法 | |
| JP2001342543A (ja) | 穴拡げ性と延性に優れた高強度熱延鋼板及びその製造方法 | |
| JP2013224471A (ja) | 耐遅れ破壊特性に優れたレール | |
| JP6733808B2 (ja) | 線材、及び平鋼線 | |
| JP2007291413A (ja) | 耐摩耗性および延性に優れたパーライト系レールの製造方法 | |
| JP2003293086A (ja) | 耐摩耗性および延性に優れたパーライト系レール | |
| WO2017200096A1 (fr) | Rail | |
| JP2010507021A (ja) | 溶接部の加工性及び鋼材の耐食性に優れたフェライト系ステンレス鋼及びその製造方法 | |
| JP2005060835A (ja) | 溶接熱影響部靭性に優れた低降伏比高強度鋼板及びその製造方法 | |
| JP2010018844A (ja) | 耐摩耗性および延性に優れたパーライト系レール | |
| JP2002020838A (ja) | 穴拡げ性と延性に優れた低腐食速度高強度熱延鋼板及びその製造方法 | |
| JP2010001500A (ja) | 延性に優れたパーライト系高炭素鋼レール | |
| JP2017206743A (ja) | 耐摩耗性および靭性に優れたレール | |
| JP5157698B2 (ja) | 耐摩耗性および延性に優れたパーライト系レール | |
| JP2006111939A (ja) | 耐摩耗性に優れたパーライト系鋼レール | |
| JP2002302740A (ja) | 耐摩耗性および耐内部疲労損傷性に優れたパーライト系レール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200980133727.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09823351 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010535687 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2734980 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1346/DELNP/2011 Country of ref document: IN Ref document number: 2009823351 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20117004501 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009308639 Country of ref document: AU |
|
| ENP | Entry into the national phase |
Ref document number: 2009308639 Country of ref document: AU Date of ref document: 20091030 Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011110256 Country of ref document: RU |
|
| ENP | Entry into the national phase |
Ref document number: PI0918859 Country of ref document: BR Kind code of ref document: A2 Effective date: 20110318 |