WO2010036139A1 - Многослойный материал повышенной коррозионной стойкости (варианты) и способы его получения - Google Patents
Многослойный материал повышенной коррозионной стойкости (варианты) и способы его получения Download PDFInfo
- Publication number
- WO2010036139A1 WO2010036139A1 PCT/RU2008/000620 RU2008000620W WO2010036139A1 WO 2010036139 A1 WO2010036139 A1 WO 2010036139A1 RU 2008000620 W RU2008000620 W RU 2008000620W WO 2010036139 A1 WO2010036139 A1 WO 2010036139A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- electrochemical potential
- layers
- layer
- working medium
- contact
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F13/00—Inhibiting corrosion of metals by anodic or cathodic protection
- C23F13/005—Anodic protection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/011—Layered products comprising a layer of metal all layers being exclusively metallic all layers being formed of iron alloys or steels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
- B32B15/015—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium the said other metal being copper or nickel or an alloy thereof
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C11/00—Alloys based on lead
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/04—Alloys based on copper with zinc as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F13/00—Inhibiting corrosion of metals by anodic or cathodic protection
- C23F13/02—Inhibiting corrosion of metals by anodic or cathodic protection cathodic; Selection of conditions, parameters or procedures for cathodic protection, e.g. of electrical conditions
- C23F13/06—Constructional parts, or assemblies of cathodic-protection apparatus
- C23F13/08—Electrodes specially adapted for inhibiting corrosion by cathodic protection; Manufacture thereof; Conducting electric current thereto
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F2213/00—Aspects of inhibiting corrosion of metals by anodic or cathodic protection
- C23F2213/20—Constructional parts or assemblies of the anodic or cathodic protection apparatus
- C23F2213/21—Constructional parts or assemblies of the anodic or cathodic protection apparatus combining at least two types of anodic or cathodic protection
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12354—Nonplanar, uniform-thickness material having symmetrical channel shape or reverse fold [e.g., making acute angle, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12361—All metal or with adjacent metals having aperture or cut
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12375—All metal or with adjacent metals having member which crosses the plane of another member [e.g., T or X cross section, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/1241—Nonplanar uniform thickness or nonlinear uniform diameter [e.g., L-shape]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12493—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.]
- Y10T428/12535—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, joint, etc.] with additional, spatially distinct nonmetal component
- Y10T428/12611—Oxide-containing component
Definitions
- Multilayer material of increased corrosion resistance (options) and methods for its preparation
- the invention relates to the field of electrochemistry, materials science and metallurgy, namely, to structural materials with high corrosion resistance and high mechanical properties, in particular, to metal multilayer structural materials and methods for their preparation.
- a known method of producing a multilayer material and a multilayer material made by explosion welding of at least two cladding layers, and the intermediate and back layers (US ⁇ 5 323 955 * Al).
- Two cladding layers are selected from coarse materials with high corrosion resistance, including Mo, W, Re, Ru, Pa, Pt, Au, Ag and their alloys.
- the intermediate layer is made from a material selected from the group consisting of copper, silver, tantalum and nickel alloys.
- the back layer is made from a material selected from the group including low alloy steel, stainless steel, nickel, copper, aluminum, titanium and their alloys.
- a multilayer material (US ,, 4,839,242 ,, Al), which includes a seam of steel spruce, nickel and nickel t & t nickel-cn-lava, which is welded to the base layer, a layer of low-carbon alloy based iron, which contains no more than 0.01% carbon by weight and is welded to the nickel layer; and a clad layer of titanium-based material that is welded to the low-carbon alloy layer based on iron.
- Also known materials from intermetallic compounds including a support layer of stainless martensitic steel having a Vickers hardness of 400 MPa or 400 HV or more, clad, for example, with a layer of titanium or a layer of titanium alloy through an intermediate layer, which is made, for example, of material selected from the group comprising nickel, iron, alloys of copper with nickel, and a method for producing these materials (US, 6 194 088, Al).
- a plating in the form of a rigid film may be applied to the support layer, the upper surface of which is the outer layer of the intermetallic compound consisting of compounds selected from the group consisting of a Ti-Ni intermetallic compound, Ti-Fe intermetallic compound, a mixture of Ti-Ni intermetallic compound and Ti-Cu intermetallic compounds.
- the cladding may consist of several layers.
- the cladding may have an inner layer of TiFeg and an outer layer of TiFe, or have an inner layer of TiC, and the outer one of TiFe, or have a lower layer of TiNi and an outer layer of TiNivic, or have a lower layer of TiNi and an outer layer - from TiCu.
- hardening of the specified material is carried out by quenching to the hardness of stainless steel, and at the same time, a rigid film is formed made of an intermetallic compound of titanium.
- the hardening procedure involves heating the composition to a temperature of from 900 ° C to 1150 ° C for 30 seconds to 5 minutes, followed by cooling at a rate of l ° C / sec or more.
- Closest to the proposed invention is a material obtained by joining by cold rolling sheets of ferritic stainless steel or austenitic stainless steel on a sheet of low carbon steel (JP, 6293978, B).
- the surface layer of stainless steel is covered with a tin layer or an alloy of tin with lead with a thickness of 0, l-10.0 ⁇ m.
- the pitting corrosion of stainless steel that occurs during operation in a salt atmosphere is suppressed and delayed by the electrochemical corrosion of the outer protectors due to the electric capacity of tin or an alloy of tin and lead.
- the tread layers of this composition cannot technologically be used to protect other metal materials and alloys, for example, nickel or titanium alloys, due to the low adhesion of tin and lead to them.
- the aim of the invention is the creation of a structural material with increased corrosion resistance, adapted to work in conditions of one-sided or two-sided contact with aggressive media of the same or different activity.
- the task was to develop a material of increased corrosion resistance having a multilayer structure containing serially connected outer main layers and alternating inner main and internal tread layers placed between them, in which the outer main layers are directly in contact with the aggressive medium on one or two sides material, and the inner main layers would be in a state of passivity for a long time, and the corrosion developing in them would be Uzziah a pyatangan type, b inner-tread layers, which, moreover, are a “working aggressive environment as deep pockets of pitting corrosion developed in the previous outer and inner main layers, would have been in a state of general corrosion for a long time ” and would have a tread effect on the outer and inner core layers.Also the task was to develop methods for producing such materials.
- a variant of a multilayer material of increased corrosion resistance comprising alternating odd and even layers arranged on top of one another and connected using a continuous indivisible connection, characterized in that the material is adapted to work under conditions of unilateral or bilateral contact with the working medium, containing aqueous solutions of alkalis, salts of acids or acids, the anions of which are not oxidizing agents, and at the same time has odd layers, which are I main, and even layers that are sacrificial, and this includes:
- a variant of a multilayer material of increased corrosion resistance comprising alternating odd and even layers arranged on top of one another and connected using a continuous one-piece connection, characterized in that the material is adapted to work under conditions of unilateral or bilateral contact with a working medium containing aqueous solutions of alkalis, salts of acids or acids, the anions of which are oxidizing agents, and at the same time have odd layers, vlyayuschiesya basic and even layers that are sacrificial, and wherein comprises: - odd outer and inner -el ⁇ and ⁇ made of metals or alloys characterized by stationary electrochemical potential in the range of contact with the specified working medium in the range from the electrochemical potential of complete passivation to the electrochemical potential of passivation,
- the task was solved by the development of a variant of a multilayer material of increased corrosion resistance according to the invention, containing alternating odd and even layers connected by a continuous one-piece connection, characterized in that the material is adapted to work under conditions of simultaneous contact of the first odd outer layer with the first working a medium containing aqueous solutions of alkalis, salts of acids or acids, the anions of which are not oxidizing agents, and the contact of the second odd outward layer with a second working medium containing aqueous solutions of alkalis, salts of acids or acids, the anions of which are oxidizing agents, and at the same time has odd layers, which are the main ones, and even layers, which are protective, and at the same time contains:
- the first odd outer layer and the odd inner layer closest to it made of metals or alloys characterized by stationary electrochemical potential in contact with the proposed first working medium in the range from the electrochemical potential of complete passivation to the electrochemical potential of passivation;
- the second odd outer layer and the odd inner layer closest to it made of metals or alloys characterized by stationary electrochemical potential in contact with the proposed second working medium in the range from the electrochemical potential of complete passivation to the electrochemical potential of passivation;
- the multilayer materials on the outer layer additionally contain a cladding layer of oxidized aluminum.
- the multilayer materials according to the invention are made in the form of sheets, plates, tapes, strips, corners, channels, I-beams, discs, rods of various profiles, pipes of various profiles, rings; products of the structural form of an open profile or a closed solid profile or hollow profile of design outlines.
- the problem was also solved by the development of a method for producing a multilayer material of increased corrosion resistance according to the invention, including the formation of a continuous one-piece connection of layers made of metals and / nl ”of their enlaves and placed one on a different basis, which that the method is adapted to obtain a multilayer material having increased corrosion resistance under conditions of unilateral or bilateral contact with a working medium containing aqueous solutions of alkalis, salts of acids or acids, the announces of which are not oxidizing agents, while:
- metals or alloys are used that are characterized by stationary electrochemical potential in the range of contact with the intended working medium from the electrochemical potential of complete passivation to the electrochemical potential of passivation;
- metals or alloys are used that are characterized by a stationary electrochemical potential that is less than the stationary electrochemical potential of neighboring odd layers under the same conditions when in contact with the specified working medium.
- the task was solved by the creation of a method for producing a multilayer material of increased corrosion resistance according to the invention, including the formation of a continuous one-piece connection of layers made of metals and / or their alloys and placed one layer on another, characterized in that the method is adapted to obtain a multilayer material possessing increased corrosion resistance under conditions of unilateral or bilateral contact with a working medium containing aqueous solutions of alkalis, salt acid or acids which are oxidizing anions, and wherein:
- metals or alloys are used that are characterized by stationary electrochemical potential in the range of contact with the intended working medium in the range from the electrochemical potential of complete passivation to the electrochemical potential of passivation;
- metals or alloys are used that are characterized by stationary electrochemical potential in contact with the specified working medium, exceeding the electrochemical potential of the metal or alloy of the outer layer under the same conditions and having a value in the range from the electrochemical potential of complete passivation of the outer layer material to electrochemical potential the solder-resistant material * of the outer layer is, and this is possessing less hydrogen overvoltage than the materials of the odd layers.
- the task was solved by the creation of a method for producing a multilayer material of increased corrosion resistance according to the invention, including the formation of a continuous one-piece connection of layers made of metals and / or their alloys and placed one layer on another, characterized in that the method is adapted to obtain a multilayer material possessing increased corrosion resistance under conditions of simultaneous contact of the first outer layer with the first working medium containing aqueous solutions lochey, acid salts or acids whose anions are not oxidants and contact the second outer layer with a second operating environment containing aqueous solutions of alkalis, acid salts or acids whose anions are oxidants; and in which form a continuous integral connection of the materials of at least five layers, and wherein:
- metals or alloys are used that are characterized by a stationary electrochemical potential in the range of contact with the first intended working medium from the electrochemical potential of complete passivation to the electrochemical potential of passivation;
- metals or alloys are used that are characterized by a stationary electrochemical potential that is less than the value of the stationary electrochemical potential of neighboring odd layers under the same conditions when in contact with the intended first working medium;
- metals or alloys are used that are characterized by stationary electrochemical potential in the range of contact with the proposed second working medium in the range from the electrochemical potential of complete passivation to the electrochemical potential of passivation;
- the material of the even inner layer adjacent to the second outer layer, and the material of the even layers adjacent to the odd inner layers are used metal or alloys, characterized by stationary electrochemical potential in contact with the intended second working medium, exceeding the electrochemical potential of the metal or alloy of the second outer layer under the same conditions, and having a value in the range from the electrochemical potential of the complete passivation of the second outer material layer to the electrochemical potential of the passivation of the material of the second outer layer, and while having a lower hydrogen overvoltage than materials with settled odd layers,
- metals or alloys as materials of even layers, which are additionally characterized by the formation of corrosion products having a volume greater than the volume of the metal or alloy in the layer before corrosion under contact with the intended working medium.
- the invention upon receipt of a multilayer material for working under conditions of simultaneous two-sided contact with the first and second working media, it is possible to form a continuous one-piece connection of layer materials by connecting one of the outer layers of the first multilayer material adapted for working in two-way contact with the first working environment, with one of the outer layers of the second multilayer material, adapted to work in conditions of bilateral contact with the second work whose environment.
- the outer layer of the obtained multilayer material with aluminum, preferably by explosive cladding, and to subsequently oxidize the obtained cladding layer, preferably by microarc oxidation.
- multilayer materials in the form of sheets, plates, tapes, strips, corners, channels, I-beams, discs, rods of various profiles, pipes of various profiles, rings; products of the structural form of an open profile or a closed solid profile or hollow profile of design outlines.
- Figure 2 schematic anodic and cathodic polarization curves of the outer main layer of the multilayer material according to the invention, for a variant of the outer layer in contact with an aggressive working medium, which contains aqueous solutions of alkalis, salts of acids or acids, the anions of which are oxidizing agents, and adjacent internal tread layer.
- a multilayer material of increased corrosion resistance according to the invention can be obtained by the method according to the invention, in which a continuous one-piece connection is formed of basic and tread layers made of metals and / or their alloys having certain properties under conditions of contact with working media and placed one layer on top of the other .
- Such compounds can be obtained using known technological methods, for example, according to the invention, by explosion welding and / or diffusion welding in vacuum, inert gases or in reducing gases; and / or high frequency welding; and / or rolling welding; and / or manual arc surfacing; and / or mechanized surfacing with a consumable electrode by a solid or cored wire in an inert gas medium and mixtures; and / or automatic argon-arc surfacing; and / or automatic surfacing with a tape electrode submerged arc; and / or automatic submerged arc welding; and / or automatic surfacing with flux-cored wire in an environment of active or inert gases and in mixtures thereof; and / or automatic surfacing with self-shielding flux-cored wire or tape; and / or electroslag surfacing; and / or plasma surfacing with solid wire or powder; and / or gas surfacing; and / or surfacing with induction heating.
- the multilayer material can be formed in the form of a finished product, for example, pipe, disk, products of complex spatial configuration, products of various profiles, solid or hollow. If necessary, the formed product from a multilayer material, for example, a plate, strip, sheet, pipe, can be subjected to cold or hot rolling to obtain the desired parameters.
- the invention it is possible to additionally clad the outer layer of the obtained multilayer material with aluminum, preferably by explosive cladding, and to subsequently oxidize the obtained clad layer, preferably by microarc oxidation.
- materials or alloys having according to The invention certain characteristics of their electrochemical interaction with the intended working medium in contact with it, causing a passive or active state of the materials of the layers of the multilayer material.
- various materials are used to produce layers of multilayer materials alloys.
- FIG. 1 and 2 show schematic anodic Ai and cathodic polarization curves Ki of one corrosion-resistant metal material 1 (metal or alloy) and anodic A 2 and cathodic K 2 polarization curves of another metal material 2 (metal or alloy) having low corrosion resistance, upon contact with a working medium that contains aqueous solutions of alkalis, salts of acids or acids, the anions of which are not oxidizing agents (Fig. 1), and with a working medium that contains aqueous solutions of alkalis, salts of acids or acids, and whose nions are oxidizing agents (Figure 2) In this case, the dependences of the electrochemical potential of materials 1 and 2 on the polarization current density i are shown.
- the density of the anodic polarization current decreases, the electrochemical potential of material 1 gradually increases, reaching the value of the electrochemical potential of complete passivity ⁇ ⁇ ⁇ I (elastroschemal overtell).
- the electrochemical potential of material 1 grows in magnitude in the range from the electrochemical potential of complete passivity E OP I to the electrochemical potential of passivation E PRP1 (electronic thermal transfer reaction).
- the state of the material 1 is characterized as passive.
- the larger the range between E O PI and Ep R p 1 and the smaller the polarization current density the greater the corrosion resistance of material 1 in the working medium.
- corrosion-resistant material 1 With the further interaction of the corrosion-resistant material 1 with the working medium, corrosion begins in the material with the formation of pitting corrosion centers, for example, due to the heterogeneity of the formed protective oxide film or surface heterogeneity of the material 1, and the electrochemical potential of the material 1 increases by more than Ep R p 1 .
- the state of material 1 at the intersection of the anodic A 1 and cathodic K 1 polarization curves is estimated to be stationary with respect to the dissolution of the material as the anode and as the cathode on which the reduction reactions take place, and is characterized by the value of the stationary electrochemical potential Es P1 in the working medium and the corresponding the value of the minimum possible current of corrosion.
- E> Espi in the corrosion-resistant material 1 the processes of dissolution of the material in the pitting centers begin to gradually prevail, and at values of E ⁇ Es P1 , the processes of oxygen or hydrogen reduction on the material 1 prevail.
- FIG. 2 The nature of the anodic A 2 and cathode K 2 polarization curves of material 2 (FIG. 2), which has corrosion resistance above material 1, shows that material 2 is in an unchanged state, and material 1 is in a passive state and is characterized by a potential whose value is a point the intersection of the cathode curve K 2 and the anode curve A 1 (Esp 12 ).
- the problem of maintaining structural corrosion-resistant materials for a long period in a state of poorly developing pitting corrosion by creating multilayer materials containing basic layers of materials characterized by an equilibrium state is solved in general condition - the passivity of the material, supported by exposure to the materials of the main layers of the products of dissolution of the tread layers and ensuring the flow of corrosion current in a certain predetermined direction.
- FIG. 1 and 2 illustrate the processes of the influence of the tread layers of material 2 on materials I of the main structural layers.
- the main layers of the multilayer material according to the invention are made of different materials, the corrosion resistance of which as a separate material is not very high, but in combination with the electrochemical activity of the inner adjacent tread layers allows maintain the basic layers in a state of a given degree of passivity.
- the material of the outer base layer in contact with the working medium is selected so that, under the conditions of interaction of this material with the working medium, the stationary potential of the material E SPI of this layer lies in the passivity region of this material, i.e., the stationary potential of the material 1 EsP 1 satisfy the inequality E OP ⁇ E SP ⁇ E PPP
- a material characterized by a lower stationary potential than material 1 was chosen: Esp 2 ⁇ Espi (curves A 2 and K 2 in Fig. 1).
- Esp 2 ⁇ Espi curves A 2 and K 2 in Fig. 1
- the electrochemical potential of the material 2 remains higher than the potential of the material 1, which in the contact area of the materials 1 and 2 in the pitting channels ensures the direction of the corrosion current to the material 2, while protecting the material 1.
- the inner tread layer becomes an anode and begins to dissolve, and neighboring main layers become cathodes.
- the material begins to corrosive * 2 s & total dirt, with dissolution of material 2 and oxygen reduction on the boundary surface of material 1.
- a film of oxide compounds is formed in the boundary surfaces of material 1 , slowing down the pitting process in the material 1 of the main layer, decreases the rate of flow of the working medium through the pitting channels and the process dissolution of material 2 slows down.
- the reaction can proceed up to the complete dissolution of the material of the inner tread layer.
- the cathodic polarization curve K 1 of material 1 is first shifted to the position of the K 1 * curve with the formation of the region of equilibrium processes in the presence of weakly developing pitting centers (region ⁇ SP I *), and then, as the protective oxide film is strengthened, it is shifted to the position of the K 1 curve **, which actually slows down the processes of chemical interaction of the material 1 with the working medium, which also leads to an increase in corrosion resistance.
- the corrosion products of which have a larger volume than the volume of the material in the corrosion center gradually slag, and the pitting corrosion process slows down.
- This technique is not sufficient to significantly increase the corrosion resistance, however, according to the invention, it can serve as an additional technique for increasing the corrosion resistance of the multilayer material.
- the material 1 of the outer base layer is selected from materials in which, when interacting with the selected aggressive medium, a protective oxide film is formed, and the stationary potential of material 1 lies in the passivity region of this material, i.e., the stationary potential of material 1 satisfies inequality E OP I ⁇ E SPI ⁇ EpRp 1 .
- Material 2 is selected in such a way that the value of its stationary electrochemical potential Esr in contact with the intended working medium is in the range from the electrochemical potential of complete passivation of material 1 to the electrochemical potential of passivation of material 1: E O PI ⁇ Esp ⁇ ⁇ EpRp 1 , while stationary the electrochemical potential of Esp 2 fi ⁇ is more R higher than that of material 1; Es P2 > ⁇ SRI -.
- the protective torsion ⁇ must be: have a hydrogen overvoltage less than material 1. In this case, all the material 1 of the main layer becomes the anode, and the material 2 of the inner tread layer becomes the cathode. Material 2 dissolves.
- Reactions flowing on the 2nd layer is characterized by the curve K 2 , which intersects the anodic polarization curve A 1 at the point corresponding to the stationary electrochemical potential E SP12 of material systems 1 and 2 in material 2 in the zone of contact with the pitting channel of material 1.
- This value should be in the range of E OPI values - Ep R p 1 of the material of the 1st layer, in this case, the material 1 returns to the passive state.
- materials of the third and subsequent odd main layers materials identical to material 1 can be used.
- the third layer will interact with the working medium only when the area of general corrosion of the previous tread layer reaches a significant size. Then the third layer becomes the second anode and in accordance with the polarization diagram shown in FIG. 2, and will be in a passive state. The reaction rate will be small, because the process is limited by the chemical stage of dissolution of the passive film. On the third layer, the same reactions proceed as on the first. With the formation of through channels of the pitting in the third layer, the process of corrosion of the fourth layer begins. This process is similar to the corrosion process of the second tread layer, that is, the fourth layer is a tread for both the third and fifth layers. The corrosion process in subsequent layers is also similar to the process in the first three layers.
- the time of the corrosion process to reach the center of corrosion of the central part of the multilayer material on each side of the material is estimated. If the estimated corrosion time is equal on each side, a continuous one-piece connection is made between one of the surface layers of a multilayer material adapted to work in contact with a working medium containing aqueous solutions of alkalis, salts of acids or acids, the anions of which are not oxidizing agents, and one of the surface layers of a multilayer material according to the invention, adapted to work in contact with a working medium containing aqueous solutions of alkalis, salts of acids or acids, whose ions are oxidizing agents.
- an intermediate layer similar to the even layer described in the first case is established between the layers to be joined, and if the propagation time there is more corrosion process from the side of this medium than from the opposite side, an intermediate layer similar to the even layer considered in the second case is used as a tread layer .
- the multilayer material can be formed in the form of a finished product, for example, pipe, disk, products of complex spatial configuration, products of various profiles, solid or hollow. If necessary, the formed product from a multilayer material, for example, a plate, strip, sheet, pipe, can be subjected to cold or hot rolling to obtain the desired parameters.
- the outer layer of the obtained multilayer material with aluminum, preferably by explosive cladding, and to subsequently oxidize the obtained clad layer, preferably by microarc oxidation.
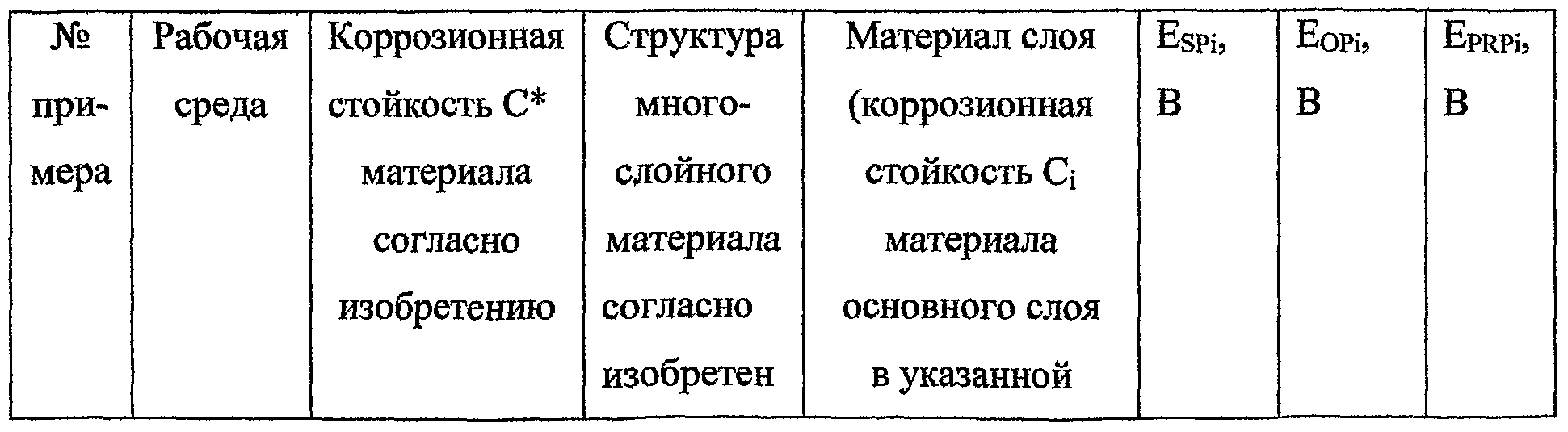
- the following are examples that illustrate the tests carried out on various variants of a multilayer material of increased corrosion resistance according to the invention obtained by methods for producing multilayer materials according to the invention.
- the elemental composition of the used layer materials is given in table. 1-6.
- the multilayer materials according to the invention were subjected to continuous exposure to working media.
- the corrosion resistance C * of the multilayer material according to the invention was evaluated by the length of the period before the occurrence of corrosion centers, the presence, nature and rate of development of corrosion centers in each layer, in comparison with the corrosion resistance Q of the material of the outer main layer under conditions of contact with the same working medium.
- non-contact control methods can be used, for example, holographic interferometry or ultrasonic flaw detection.
- the multilayer material according to the invention was made for operation under conditions of one-sided contact with a working medium containing a 1% aqueous solution of sodium chloride, while as a material of the first outer main layer in contact with the working medium and the third outer main layer in contact with ordinary environment, corrosion-resistant steel A was chosen, the elemental composition of which is shown in Table L, which has in this working medium an electrochemical stationary potential E S P A - + 0.2V.
- Three-layer billets of composition ABA with dimensions 100x1500x6000 mm and a thickness of a layer of corrosion-resistant steel A of 10 mm on each side and carbon steel B with a thickness of 80 mm according to the invention were obtained by explosion welding.
- the billets were welded in two technological operations, welding one layer of corrosion-resistant steel A on one side of one layer of carbon steel B.
- Welding was performed at a gap between sheets of 3-7 mm with an explosive detonation velocity of 2500-2900 m / s and a mass velocity of 350 -440 m / s.
- the layers of the three-layer material are firmly connected, the presence of zones of intermediate composition and delamination was not detected.
- Samples in the form of plates made of sheets made of a three-layer material were tested under conditions of contact of the outer layer with the specified medium - 1% aqueous solution of sodium chloride for a long period of time - 4350 hours.
- the condition of materials A was monitored for the first outer layer in contact with the working medium, the second inner layer B and the third outer layer A facing the normal environment.
- corrosion centers and the resulting corrosion products of materials A and the internal boundary surfaces of the layers of materials A and B were studied at various temperatures of the working medium in the range from +5 0 C to +220 0 C.
- Corrosion resistance of a three-layer material in the specified environment compared with the corrosion resistance of a similar single-layer material A of the same thickness higher by 3.0-5.5 times depending on the temperature of the working environment. Larger values for increasing corrosion resistance correspond to higher ambient temperatures.
- the multilayer material according to the invention was made for operation under conditions of unilateral contact with a working medium containing a 5% aqueous solution of potassium sulfate at a temperature of +5 to +220 0 C, made three-layer, while the outer main layers were made of material D and connected to the inner tread layer C of low alloy steel using mechanized surfacing with a consumable electrode in an inert gas environment and mixtures.
- the composition of the deposited outer main layers corresponds to the composition of the consumable electrode used in surfacing - material D.
- the stationary potential of corrosion-resistant steel D in the specified working medium ⁇ S ⁇ D +0.22 V.
- Surfacing of the outer main layers D was carried out in the lower spatial position by an electrode with a diameter of 2.0 mm in two steps, with a blanking of the workpiece by 180 °, in the following mode: value of the surfacing current 280-320 A; surfacing voltage value 26-32 V; electrode overhang 12-16 mm; shielding gas (argon) flow rate 14-18 l / min.
- a local heating of the inner tread layer C with a gas burner was carried out to a temperature of 550 + 50 0 C.
- the thickness of each of the deposited layers D after additional finishing milling with removal of 2.0 mm allowance was 5.0 mm with a thickness of 20.0 mm of the tread layer steel C.
- Overall dimensions of the obtained plates of a three-layer material DCD - 30x400 ⁇ 1000 mm.
- the material according to the invention was made for operation under conditions of one-sided contact with a working medium containing a 5% aqueous solution of sulfuric acid at a temperature of +5 to +80 0 C, made three-layer, while the outer main layers were made of material P and connected with an inner tread layer of carbon structural steel of ordinary quality F.
- Stationary potential of steel F in working environment E SPF -0.5 V.
- a multilayer material was obtained by the method of manual arc welding of rods of material P with a diameter of 5.0 mm onto the surface of a sheet of steel F with dimensions 10x1500x3000 mm. Surfacing was carried out on both sides in the lower position with a tilting of the workpiece at 180 ° at. the following modes: surfacing current value 60-80 A; the deposition voltage is 22-24 V. The thickness of the deposition layer P is 3.0 mm on each side.
- the corrosion resistance of a three-layer material P-F-P in the specified working environment compared with the corrosion resistance of a single-layer material P of a similar thickness is 2.0-2.3 times higher depending on the temperature of the working medium. Larger values for increasing corrosion resistance correspond to higher ambient temperatures.
- the obtained three-layer material P-F-P also has a significantly higher mechanical strength compared to a single-layer material P with a thickness of 16.0 mm.
- Example 4 The multilayer material according to the invention was made for operation under conditions of one-sided contact with a working medium containing a 5% aqueous hydrochloric acid solution at a temperature of +5 to +150 0 C in the presence of atmospheric oxygen, made three-layer, while both outer main layers were made of material Q and connected to the inner tread layer of copper T.
- the multilayer material was made according to the following flow chart.
- explosion welding was carried out according to the regime: the detonation speed of an explosive was 2500-2900 m / s, the gap between sheets was 2.0-4.0 mm, and the mass velocity was 320-360 m / s.
- QT bimetallic billets were made from sheets with dimensions 3x1000x2000 mm and a thickness of 1.0 mm of the Q layer. Then, the obtained bimetallic billets were heated to a temperature of 500-540 0 C, both bimetallic sheets from QT material were placed with a copper layer T inside and rolled together with compression one hundred%.
- the corrosion resistance of a three-layer material Q-T-Q in the specified working environment compared with the corrosion resistance of a single-layer material Q 3.0 mm thick is 7.0-9.5 times higher depending on the temperature of the working medium. Larger values for increasing corrosion resistance correspond to higher ambient temperatures.
- the multilayer material according to the invention was made for use under conditions of bilateral contact with a working medium containing a 20% solution of potassium nitrate at a temperature of +5 to +150 0 C, made five-layer, while the odd main layers were made of material G, even tread layers were made of brass S.
- a method for producing a multilayer material included manual argon-arc surfacing with a non-consumable electrode and diffusion welding in vacuum.
- the deposited brass layers S were interconnected by diffusion welding in vacuum with the following parameters: temperature 650 + 20 0 C, contact pressure 1.0-1.2 MPa, residual pressure 1, OxIO "4 mm Hg, time welding 1.5-2 hours.
- the final overall dimensions of the resulting workpieces were 7x200x600 mm.
- the production of five-layer materials of the composition G-S-G-S-G by the method according to the invention provides high corrosion resistance in said material.
- Example 6 The multilayer material according to the invention was made for operation under bilateral contact with a working medium containing a 50% solution of nitric acid at a temperature of +5 to +110 0 C, made three-layer, while the odd main layers were made of stainless steel H, an even tread the layer was made of aluminum R.
- the stationary potential of the material H of the odd layer is E S ⁇ - +0.2 V and ranges from the electrochemical potential of complete passivation ⁇ ⁇ ⁇ +0.1 V to the electrochemical potential of passivation ⁇ - +0.35 V.
- the stationary potential of the material R in the working environment E SPR +0.25 V.
- Two bimetallic billets HR dimensions of 2 * 1000x2000 mm with a thickness of 1.0 mm layer R on a layer of corrosion-resistant steel H were obtained by aronodug surfacing with the following parameters: diameter of the welding wire 1.6 mm, the magnitude of the welding current 180-260 A, the magnitude of the welding voltage 24-28 V, shielding gas flow rate 15-20 l / min.
- Bimetallic billets were placed with an aluminum layer inside and jointly rolled with a compression of 100%. In the process of corrosion development, when the working medium reaches the tread even layer, aluminum R dissolves through the stage of formation of the passive oxide film and hydrogen is released on the steel layer H.
- the method for producing three-layer materials H-R-H according to the invention provides a material having high corrosion resistance, high mechanical characteristics due to the small heat affected zone during surfacing and high strength and uniformity of the even layer structure.
- the corrosion resistance of a multilayer material in a working medium increases by 5.0–7.0 times depending on the temperature of the working medium. Large values of increasing corrosion resistance correspond to a higher temperature of the medium.
- the material according to the invention made in five layers, is intended for use in contact with a 50% solution of nitric acid on the one hand (the medium contains anions that are oxidizing agents) and a 1% aqueous solution of sodium chloride on the other hand (the medium does not contain anions, being oxidizing agents).
- an aluminum alloy R having a station potential potential in this medium E S P R ⁇ + 0.2 V.
- the outer fifth layer in contact with a 1% aqueous solution of sodium chloride is similar in composition to the odd first and third layer.
- the stationary potential of corrosion-resistant steel M E S PM +0.18 V.
- the fourth layer located on the side of the sodium chloride solution, is made of carbon structural steel N.
- the method of producing a multilayer material included argon-arc welding of a layer R on corrosion-resistant steel M of the first and third layers, explosion welding of corrosion-resistant steel M and steel N between the third, fourth and fifth layers, rolling with 100% compression.
- Billets for the third, fourth and fifth layers of the composition M-N-M with dimensions of 100x1500x6000 mm and a thickness of a layer of corrosion-resistant steel M of 10 mm on each side were obtained by explosion welding.
- the billets were welded in two technological operations, weld at the reception of one layer of corrosion-resistant steel M from one side of the layer of carbon steel N.
- An exemplary mode of explosion welding of a layer of corrosion-resistant steel M with a layer of steel N was as follows: the detonation speed of an explosive was 2600-2800 m / s, the gap between sheets was 4-8 mm, and the mass velocity was 360-420 m / s.
- the material of the second layer R was deposited with a thickness of 2.0 mm on each side.
- the approximate mode of argon-arc deposition of the R layer with corrosion-resistant steel was as follows: diameter of the welding wire 1.6 mm, deposition current value 180-260 A, deposition voltage value 24-28 V, shielding gas flow rate 15-20 l / min.
- the bimetallic billets were placed with a layer of deposited aluminum alloy inside and jointly rolled with a compression of 100%.
- the R alloy dissolves and hydrogen is released on the M alloy layer.
- the N alloy dissolves and hydrogen evolution or oxygen reduction to form a passive film on alloy M.
- the preparation of five-layer materials of the composition M-R-M-N-M by the method according to the invention which provides continuous one-piece bonding of layers of certain materials having the desired chemical and electrochemical activity, provides high corrosion resistance, high mechanical characteristics, a small heat-affected zone during aluminum surfacing and uniformity of its structure.
- the corrosion resistance of a multilayer material in a given medium compared with a material M of a similar thickness under the same conditions increases by 15.0–20.0 times.
- the multilayer materials according to the invention obtained by the methods according to the invention for operation under unilateral or bilateral contact with certain working media, during operational tests are characterized by corrosion resistance significantly exceeding the corrosion resistance of single-layer materials of the same thickness made of one material.
- the manufacture of multilayer materials according to the invention using as layers of materials providing specified electrochemical and chemical activity under conditions of contact with a certain working medium, allows the formation of structural materials having high corrosion resistance at relatively small thicknesses of the layers and the material as a whole, with using economically feasible combinations of materials of the main and tread layers.
- improvements and improvements can be made that are not beyond the scope of the invention.
- Multilayer materials of increased corrosion resistance according to the invention can be obtained by the methods according to the invention using well-known technologies and equipment, while depending on the requirements for the properties of the materials of structural layers made for use in a specific aggressive environment, multilayer materials can have different composition different alternation. At the same time, the cost of the material providing the specified corrosion resistance is important.
- the multilayer materials according to the invention can be used in various industries.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Laminated Bodies (AREA)
- Prevention Of Electric Corrosion (AREA)
- Tires In General (AREA)
- Preventing Corrosion Or Incrustation Of Metals (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
Abstract
Description




Claims
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011528972A JP2012503717A (ja) | 2008-09-26 | 2008-09-26 | 耐食性が向上した多層材料(バリアント)およびその製造方法 |
| US13/120,763 US20110250465A1 (en) | 2008-09-26 | 2008-09-26 | Multilayer material with enhanced corrosion resistance (variants) and methods for preparing same |
| CN2008801315567A CN102187015A (zh) | 2008-09-26 | 2008-09-26 | 具有增强的耐腐蚀性(变体)的多层材料及其制备方法 |
| KR1020117008320A KR101300674B1 (ko) | 2008-09-26 | 2008-09-26 | 증강된 내식성을 갖는 다층 재료 (변형체) 및 이를 제조하는 방법 |
| EA201100552A EA016878B1 (ru) | 2008-09-26 | 2008-09-26 | Многослойный материал повышенной коррозионной стойкости (варианты) и способы его получения |
| EP08877096.1A EP2348140A4 (en) | 2008-09-26 | 2008-09-26 | MULTILAYER MATERIAL HAVING IMPROVED CORROSION RESISTANCE, VARIANTS, AND METHODS OF MANUFACTURE |
| PCT/RU2008/000620 WO2010036139A1 (ru) | 2008-09-26 | 2008-09-26 | Многослойный материал повышенной коррозионной стойкости (варианты) и способы его получения |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/RU2008/000620 WO2010036139A1 (ru) | 2008-09-26 | 2008-09-26 | Многослойный материал повышенной коррозионной стойкости (варианты) и способы его получения |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2010036139A1 true WO2010036139A1 (ru) | 2010-04-01 |
| WO2010036139A8 WO2010036139A8 (ru) | 2010-09-23 |
Family
ID=42059924
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/RU2008/000620 WO2010036139A1 (ru) | 2008-09-26 | 2008-09-26 | Многослойный материал повышенной коррозионной стойкости (варианты) и способы его получения |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20110250465A1 (ru) |
| EP (1) | EP2348140A4 (ru) |
| JP (1) | JP2012503717A (ru) |
| KR (1) | KR101300674B1 (ru) |
| CN (1) | CN102187015A (ru) |
| EA (1) | EA016878B1 (ru) |
| WO (1) | WO2010036139A1 (ru) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102825378A (zh) * | 2012-09-04 | 2012-12-19 | 深圳市可瑞电子实业有限公司 | 金属陶瓷复合板的制造方法及电路板的制备方法 |
| RU2560895C1 (ru) * | 2014-06-17 | 2015-08-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Волгоградский государственный технический университет" (ВолгГТУ) | Способ получения композиционного материала медь-титан |
| RU2560897C1 (ru) * | 2014-06-17 | 2015-08-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Волгоградский государственный технический университет" (ВолгГТУ) | Способ получения композиционного материала медь-титан |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6992007B2 (ja) * | 2016-12-26 | 2022-01-13 | 株式会社ティラド | ニッケルろうで接合されたオイルクーラ |
| CN107175858B (zh) * | 2017-05-15 | 2020-01-10 | Oppo广东移动通信有限公司 | 复合金属板材、用于电子设备的壳体以及电子设备 |
| RU2695855C2 (ru) * | 2017-12-18 | 2019-07-29 | Российская Федерация, от имени которой выступает Государственная корпорация по атомной энергии "Росатом" (Госкорпорация "Росатом") | Способ сварки взрывом металлических листов |
| RU2685314C1 (ru) * | 2018-04-06 | 2019-04-17 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Волгоградский государственный технический университет" (ВолгГТУ) | Способ получения композиционного материала из меди, титана и стали |
| RU2685321C1 (ru) * | 2018-04-06 | 2019-04-17 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Волгоградский государственный технический университет" (ВолгГТУ) | Способ получения композиционного материала из меди, титана и стали |
| RU2682742C1 (ru) * | 2018-04-06 | 2019-03-21 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Волгоградский государственный технический университет" (ВолгГТУ) | Способ получения композиционного материала из меди, титана и стали |
| RU206756U1 (ru) * | 2021-03-11 | 2021-09-27 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Владимирский Государственный Университет имени Александра Григорьевича и Николая Григорьевича Столетовых" (ВлГУ) | Многослойный анод-протектор |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU912550A1 (ru) * | 1979-07-11 | 1982-03-15 | Предприятие П/Я А-7832 | Трехслойна коррозионностойка сталь |
| SU1447612A1 (ru) | 1986-12-30 | 1988-12-30 | Центральный научно-исследовательский институт черной металлургии им.И.П.Бардина | Способ производства трехслойных полос |
| US4839242A (en) | 1986-02-24 | 1989-06-13 | Sumitomo Metal Industries, Ltd. | Titanium-clad steel and a method for the manufacture thereof |
| US5190831A (en) | 1991-11-05 | 1993-03-02 | Explosive Fabricators, Inc. | Bonded titanium/steel components |
| US5323955A (en) | 1992-02-14 | 1994-06-28 | E. I. Du Pont De Nemours And Company | Explosively bonding metal composite |
| JPH06293978A (ja) | 1993-04-07 | 1994-10-21 | Nippon Steel Corp | 耐食性、深絞り性およびはんだ性に優れた自動車燃料タンク用複層冷延鋼板 |
| US6194088B1 (en) | 1997-11-12 | 2001-02-27 | Daido Steel Co., Ltd. | Stainless steel coated with intermetallic compound and process for producing the same |
| JP2001141389A (ja) * | 1999-11-11 | 2001-05-25 | Zexel Valeo Climate Control Corp | 熱交換器 |
| RU71120U1 (ru) * | 2007-10-08 | 2008-02-27 | Ян Натанович Липкин | Емкость для коррозионно-активных сред |
Family Cites Families (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1997165A (en) * | 1933-10-20 | 1935-04-09 | Aluminum Co Of America | Duplex metal article |
| US2474682A (en) * | 1941-05-21 | 1949-06-28 | Liebowitz Benjamin | Composite steel plate |
| US2691815A (en) * | 1951-01-04 | 1954-10-19 | Metals & Controls Corp | Solid phase bonding of metals |
| US2753623A (en) * | 1951-01-05 | 1956-07-10 | Metals & Controls Corp | Solid phase bonding of metals |
| DE1250234B (ru) * | 1957-07-26 | 1967-09-14 | ||
| US3295935A (en) * | 1958-07-22 | 1967-01-03 | Texas Instruments Inc | Composite stock comprising a plurality of layers of alloying constituents, each layerbeing less than 0.001 inch in thickness |
| US3215512A (en) * | 1961-06-09 | 1965-11-02 | Texas Instruments Inc | Composite refractory articles |
| US3179504A (en) * | 1964-03-27 | 1965-04-20 | Dow Chemical Co | Composite body of magnesium and aluminum and method of making same |
| US3847560A (en) * | 1969-07-30 | 1974-11-12 | Texas Instruments Inc | Corrosion resistant metallic multilayer structure |
| FR2069985B1 (ru) * | 1969-12-19 | 1973-12-21 | Anvar | |
| FR2361477A1 (fr) * | 1976-08-12 | 1978-03-10 | Moisa Vladimir | Procede de protection contre la corrosion de structures en contact avec un milieu electroconducteur |
| US4197360A (en) * | 1978-05-01 | 1980-04-08 | The United States Of America As Represented By The Secretary Of The Army | Multilayer laminate of improved resistance to fatigue cracking |
| JPS6038269B2 (ja) * | 1981-09-29 | 1985-08-30 | 清澄 高安 | 軽量クラツド材 |
| JPS59136247A (ja) * | 1983-01-27 | 1984-08-04 | 三菱重工業株式会社 | 多重クラツド鋼板 |
| JPS60194094A (ja) * | 1984-03-13 | 1985-10-02 | Sumitomo Metal Ind Ltd | 高耐食性アルミニウム溶射鋼材 |
| US4609577A (en) * | 1985-01-10 | 1986-09-02 | Armco Inc. | Method of producing weld overlay of austenitic stainless steel |
| US4861682A (en) * | 1985-05-29 | 1989-08-29 | Nippon Steel Corporation | Clad steel materials having excellent ductility and corrosion resistance |
| JPS61279691A (ja) * | 1985-06-05 | 1986-12-10 | Mitsubishi Heavy Ind Ltd | 耐食ステンレス積層板 |
| JPS624889A (ja) * | 1985-06-28 | 1987-01-10 | Mitsubishi Heavy Ind Ltd | 水素誘起割れ防止方法 |
| JPS6260882A (ja) * | 1985-09-11 | 1987-03-17 | Kobe Steel Ltd | 鋼材の苛性割れ防止構造 |
| JPS62286692A (ja) * | 1986-06-04 | 1987-12-12 | Sumitomo Metal Ind Ltd | 高合金クラツド熱延鋼板の製造方法 |
| JPS6369942A (ja) * | 1986-09-10 | 1988-03-30 | Nippon Steel Corp | 良加工・耐食性ステンレスクラツド鋼板 |
| JPH0192348A (ja) * | 1987-09-30 | 1989-04-11 | Sumitomo Metal Ind Ltd | ジルコニウムのscc防止法 |
| US4906305A (en) * | 1988-08-18 | 1990-03-06 | Allegheny Ludlum Corporation | Method of making a composite drawn article |
| US4881430A (en) * | 1988-09-06 | 1989-11-21 | Hubbard Arthur J | Method of making heterogeneous blade-like metallic cutter member |
| JPH02104481A (ja) * | 1988-10-13 | 1990-04-17 | Sumitomo Metal Ind Ltd | ジルコニウムクラッド鋼材及びその製造方法 |
| JPH0382783A (ja) * | 1989-08-28 | 1991-04-08 | Sumitomo Metal Ind Ltd | ステンレス鋼管内面の防食方法 |
| JPH0570923A (ja) * | 1991-09-18 | 1993-03-23 | Kobe Steel Ltd | 耐食性に優れた、酸化皮膜を有するTi製部材の製造方法 |
| JP3237242B2 (ja) * | 1992-11-11 | 2001-12-10 | 三菱マテリアル株式会社 | Ni基合金積層体 |
| JPH0874099A (ja) * | 1994-09-09 | 1996-03-19 | Terumo Corp | 機械要素および可動部を有する構造体ならびにその製造方法 |
| JP3864437B2 (ja) * | 1995-09-27 | 2006-12-27 | 住友金属工業株式会社 | 高Moニッケル基合金および合金管 |
| DE19702953C2 (de) * | 1997-01-28 | 1999-08-26 | Daimlerchrysler Aerospace Ag | Magnesiumwerkstoff mit einer Korrosionsschutzschicht |
| JPH10281691A (ja) * | 1997-03-31 | 1998-10-23 | Zexel Corp | 積層型熱交換器 |
| US7906221B2 (en) * | 2002-06-28 | 2011-03-15 | All-Clad Metalcrafters Llc | Bonded metal components having uniform thermal conductivity characteristics |
| US6926971B2 (en) * | 2002-06-28 | 2005-08-09 | All-Clad Metalcrafters Llc | Bonded metal components having uniform thermal conductivity characteristics and method of making same |
| JP2005146405A (ja) * | 2003-11-14 | 2005-06-09 | Toru Yamazaki | 電析積層合金薄板とその製造方法 |
| CN1954100B (zh) * | 2004-01-12 | 2010-04-28 | 阿列克谢·亚历山德罗维奇·尼基福罗夫 | 通过微电弧氧化在阀金属零件上产生高粘附力的厚保护涂层的方法 |
| US20060051609A1 (en) * | 2004-09-07 | 2006-03-09 | Banker John G | Method and structure for arresting/preventing fires in titanium clad compositions |
| WO2007055764A2 (en) * | 2005-11-07 | 2007-05-18 | William Russell Kingston | Metal laminate |
| CN101505906B (zh) * | 2006-07-27 | 2013-03-13 | 国立大学法人东京大学 | 多层钢和多层钢的制造方法 |
-
2008
- 2008-09-26 US US13/120,763 patent/US20110250465A1/en not_active Abandoned
- 2008-09-26 JP JP2011528972A patent/JP2012503717A/ja active Pending
- 2008-09-26 EP EP08877096.1A patent/EP2348140A4/en not_active Withdrawn
- 2008-09-26 KR KR1020117008320A patent/KR101300674B1/ko not_active IP Right Cessation
- 2008-09-26 EA EA201100552A patent/EA016878B1/ru not_active IP Right Cessation
- 2008-09-26 CN CN2008801315567A patent/CN102187015A/zh active Pending
- 2008-09-26 WO PCT/RU2008/000620 patent/WO2010036139A1/ru active Application Filing
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU912550A1 (ru) * | 1979-07-11 | 1982-03-15 | Предприятие П/Я А-7832 | Трехслойна коррозионностойка сталь |
| US4839242A (en) | 1986-02-24 | 1989-06-13 | Sumitomo Metal Industries, Ltd. | Titanium-clad steel and a method for the manufacture thereof |
| SU1447612A1 (ru) | 1986-12-30 | 1988-12-30 | Центральный научно-исследовательский институт черной металлургии им.И.П.Бардина | Способ производства трехслойных полос |
| US5190831A (en) | 1991-11-05 | 1993-03-02 | Explosive Fabricators, Inc. | Bonded titanium/steel components |
| US5323955A (en) | 1992-02-14 | 1994-06-28 | E. I. Du Pont De Nemours And Company | Explosively bonding metal composite |
| JPH06293978A (ja) | 1993-04-07 | 1994-10-21 | Nippon Steel Corp | 耐食性、深絞り性およびはんだ性に優れた自動車燃料タンク用複層冷延鋼板 |
| US6194088B1 (en) | 1997-11-12 | 2001-02-27 | Daido Steel Co., Ltd. | Stainless steel coated with intermetallic compound and process for producing the same |
| JP2001141389A (ja) * | 1999-11-11 | 2001-05-25 | Zexel Valeo Climate Control Corp | 熱交換器 |
| RU71120U1 (ru) * | 2007-10-08 | 2008-02-27 | Ян Натанович Липкин | Емкость для коррозионно-активных сред |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2348140A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102825378A (zh) * | 2012-09-04 | 2012-12-19 | 深圳市可瑞电子实业有限公司 | 金属陶瓷复合板的制造方法及电路板的制备方法 |
| RU2560895C1 (ru) * | 2014-06-17 | 2015-08-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Волгоградский государственный технический университет" (ВолгГТУ) | Способ получения композиционного материала медь-титан |
| RU2560897C1 (ru) * | 2014-06-17 | 2015-08-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Волгоградский государственный технический университет" (ВолгГТУ) | Способ получения композиционного материала медь-титан |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012503717A (ja) | 2012-02-09 |
| EP2348140A4 (en) | 2013-08-07 |
| CN102187015A (zh) | 2011-09-14 |
| EA016878B1 (ru) | 2012-08-30 |
| US20110250465A1 (en) | 2011-10-13 |
| WO2010036139A8 (ru) | 2010-09-23 |
| EP2348140A1 (en) | 2011-07-27 |
| EA201100552A1 (ru) | 2011-12-30 |
| KR101300674B1 (ko) | 2013-08-28 |
| KR20110071090A (ko) | 2011-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2010036139A1 (ru) | Многослойный материал повышенной коррозионной стойкости (варианты) и способы его получения | |
| Puli et al. | Corrosion performance of AISI 316L friction surfaced coatings | |
| JP2012503717A5 (ru) | ||
| JP5850864B2 (ja) | ニッケル帯状物の製造法 | |
| Chaudhari et al. | Welding behaviour of duplex stainless Steel AISI 2205: AReview | |
| JP2012179656A (ja) | クラッド合金基板及びその製造方法 | |
| US11607744B2 (en) | Welded advanced high strength steel | |
| WO2022149511A1 (ja) | 溶接継手及び自動車部品 | |
| WO2022149507A1 (ja) | 溶接継手及び自動車部品 | |
| JP7124990B1 (ja) | 溶接継手及び自動車部品 | |
| TWI632959B (zh) | Titanium composite and titanium for hot rolling | |
| JP6515358B2 (ja) | チタン複合材および熱間圧延用チタン材 | |
| Mohan et al. | Influence of In-situ induction heated friction stir welding on tensile, microhardness, corrosion resistance and microstructural properties of martensitic steel | |
| Efzan et al. | A review of welding parameter on corrosion behavior of Aluminum | |
| Balbande et al. | Cold metal transfer welding of duplex with ferritic and super austenitic stainless steel | |
| Şahin et al. | The effect of welding current on nugget geometry, microstructure and mechanical properties of TWIP steels in resistance spot welding | |
| Eskandari et al. | Corrosion behavior of friction stir processed AISI 430 ferritic stainless steel | |
| Singh et al. | Electrochemical corrosion behavior and microstructural characteristics of electron beam welded UNS S32205 duplex stainless steel | |
| TW201718893A (zh) | 鈦複合材以及熱軋用鈦材 | |
| Ramar et al. | Effect of Plasma spray FeCrAly coating on microstructural and Mechanical properties of Ni61Cr22Mo9Fe5-ER2209 Nickel based alloy fabricated using wire arc additive manufacturing process | |
| CN105803278A (zh) | 新型高强度抗腐蚀铝合金门窗 | |
| JPS62275511A (ja) | 耐摩耗性のすぐれた熱間用ロ−ルおよびその製造方法 | |
| TWI617671B (zh) | Titanium for hot rolling | |
| TWI626093B (zh) | Titanium composite and titanium for hot rolling | |
| CN105734371A (zh) | 新型高强度抗腐蚀铝合金管道 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880131556.7 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08877096 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011528972 Country of ref document: JP Ref document number: 13120763 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 20117008320 Country of ref document: KR Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2008877096 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008877096 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: A201104702 Country of ref document: UA Ref document number: 201100552 Country of ref document: EA |