WO2010024254A1 - 被検体の凹凸検出方法とその装置 - Google Patents
被検体の凹凸検出方法とその装置 Download PDFInfo
- Publication number
- WO2010024254A1 WO2010024254A1 PCT/JP2009/064795 JP2009064795W WO2010024254A1 WO 2010024254 A1 WO2010024254 A1 WO 2010024254A1 JP 2009064795 W JP2009064795 W JP 2009064795W WO 2010024254 A1 WO2010024254 A1 WO 2010024254A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- subject
- light
- unevenness
- irradiation
- image
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 18
- 238000001514 detection method Methods 0.000 claims abstract description 86
- 238000009826 distribution Methods 0.000 claims abstract description 53
- 238000003384 imaging method Methods 0.000 claims description 26
- 230000001678 irradiating effect Effects 0.000 claims description 16
- 238000007689 inspection Methods 0.000 abstract description 20
- 238000004364 calculation method Methods 0.000 description 11
- 239000004065 semiconductor Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 230000002950 deficient Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000004073 vulcanization Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
Images






Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/30—Measuring arrangements characterised by the use of optical techniques for measuring roughness or irregularity of surfaces
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M17/00—Testing of vehicles
- G01M17/007—Wheeled or endless-tracked vehicles
- G01M17/02—Tyres
- G01M17/027—Tyres using light, e.g. infrared, ultraviolet or holographic techniques
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8806—Specially adapted optical and illumination features
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/8851—Scan or image signal processing specially adapted therefor, e.g. for scan signal adjustment, for detecting different kinds of defects, for compensating for structures, markings, edges
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/952—Inspecting the exterior surface of cylindrical bodies or wires
Definitions
- the present invention relates to a method and apparatus for detecting irregularities on the surface of a subject such as a tire or a tire component.
- a surface shape measurement method by a light cutting method and an image determination method by a color camera there are a surface shape measurement method by a light cutting method and an image determination method by a color camera (see, for example, Patent Documents 1 to 3).
- the light cutting method for example, while rotating the tire, the surface of the tire is irradiated with slit light by a monochromatic light such as a semiconductor laser, and an area camera is used to photograph the slit light irradiation portion. After obtaining the two-dimensional coordinates of the photographed slit image, the two-dimensional coordinates are converted into three-dimensional coordinates using the rotation angle of the tire to obtain the tire outer shape, and this outer shape is stored in advance.
- the image determination method using a color camera irradiates the subject surface with white slit light and captures the reflected image using a line camera. From the photographed color image, the unevenness and undulation of the subject surface are obtained.
- a method for detecting a state of color or a subtle color change has been proposed. Note that the line camera need not be a color camera, and a gray-scale image of the subject is photographed using the slit light as a monochromatic light, and the surface of the subject is uneven or wavy, or a subtle color change is photographed. It is also possible to detect from the shading of the image.
- JP-A-11-138654 Japanese Patent Laid-Open No. 2003-240521 JP 2003-139714 A
- the depth of the recess is shallow. It was difficult to distinguish from optical noise due to moire. Also, when determining unevenness using a color image, it is difficult to distinguish the fine unevenness from optical noise such as unevenness of color and shading on the tire surface.
- the present invention has been made in view of conventional problems, and it is an object of the present invention to detect irregularities having a relatively shallow depth on the surface of the subject to improve the accuracy of the appearance inspection of the subject.
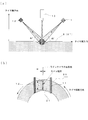
- the present inventor irradiates slit light from a plurality of directions different from each other (in the simplest example, two directions ( ⁇ 1, ⁇ 2) as shown in FIG. 8) to form the concave portion 4. Since the peak position of each luminance distribution waveform of the reflected image from the plurality of slit lights is shifted when the image is taken, the luminance level of the region including the peak position of the plurality of reflected images shifted from the peak position is compared.
- each of the reflected images of the portion irradiated with the slit light is photographed by the photographing means, a luminance distribution waveform is obtained for each of the plurality of reflected images, and based on the obtained plurality of luminance distribution waveforms. An unevenness on the surface of the subject is detected.
- the subject is moved relative to the light projecting means and the imaging means, and the detection target surface of the subject is irradiated with slit light having different wavelengths simultaneously from a plurality of different directions.
- the reflected image of the portion irradiated with the slit light is photographed by the photographing means, the reflected image is image-processed and separated into reflected images for each wavelength, and the luminance distribution waveform for each separated reflected image is obtained. And obtaining irregularities on the surface of the subject based on the respective luminance distribution waveforms.
- a light projecting means for irradiating a detection target surface of a subject with slit light an image capturing means for photographing the slit light irradiation section, the light projecting means, the image capturing means, and the An apparatus for detecting unevenness of a subject, comprising: means for relatively moving the subject; and unevenness detecting means for detecting unevenness on the surface of the subject based on the brightness of a slit image photographed by the photographing means.
- the light projecting unit includes a plurality of irradiation units that respectively irradiate the detection target surface of the subject with a plurality of irradiation lights having different wavelengths from different directions, and the imaging unit includes the plurality of irradiation units.
- the reflected light image of the slit light from the part is photographed, and the unevenness detecting means performs image processing on the reflected image to separate the reflected image for each wavelength, obtains a luminance distribution waveform for each wavelength, and Luminance distribution waveform obtained for each wavelength Based on, and detects the unevenness of the surface of the subject.
- the invention according to claim 4 is the object unevenness detection apparatus according to claim 3, wherein the unevenness detection means includes the incident direction of the plurality of irradiation lights on the detection target surface of the object, and Means for calculating the degree of inclination of the unevenness of the detection target surface of the subject using the ratio of the intensity of the plurality of irradiation lights having different wavelengths and the ratio of the luminance of the reflected image for each wavelength; And a detection unit that detects the unevenness of the detection target surface by comparing the calculated degree of inclination with a preset threshold value.
- one of the plurality of irradiation units is used as a reference irradiation unit, and the irradiation light of other irradiation units with respect to the intensity of irradiation light of this reference irradiation unit It is good to calculate the strength. Further, when calculating the ratio of the luminance of the plurality of reflected images having different wavelengths, it is preferable to use the luminance of the reflected image of the irradiation light of the reference irradiation unit as a reference.
- a fifth aspect of the present invention is the object unevenness detection apparatus according to the third or fourth aspect, wherein the irradiation unit includes a first irradiation unit and a second irradiation unit, and the imaging is performed.
- the means is in the same plane as the first and second irradiation units, and is disposed between the first irradiation unit and the second irradiation unit, so that the first and second irradiation units are provided.
- a reflected image of the slit light from the part is taken.
- a sixth aspect of the present invention is the subject unevenness detecting device according to the fifth aspect, wherein the imaging means is installed in a direction perpendicular to the detection target surface of the subject, The second irradiation unit is in a plane formed by the imaging unit and the moving direction of the subject, and is disposed at a position symmetrical to the imaging direction of the imaging unit.
- the irradiation directions of the first and second irradiation units are respectively 30 ° to 60 ° with respect to the detection target surface. It is characterized by being in the range.
- An eighth aspect of the present invention is the object unevenness detection apparatus according to any one of the fifth to seventh aspects, wherein the slit is provided from one of the first and second irradiation units.
- the light is blue light (for example, laser light having a center wavelength of about 450 nm), and the slit light from the other irradiation unit is red light (for example, laser light having a center wavelength of about 680 nm).
- the slit light when detecting irregularities on the surface of the subject from the brightness of the reflected image taken by irradiating the subject with the slit light on the detection target surface S, the slit light is emitted from a plurality of different directions.
- imaging is performed by irradiating concave and convex portions on the subject surface from different directions, such as detecting irregularities on the subject surface based on the brightness level of reflected light from the surface opposite to the surface.
- the unevenness on the surface of the subject is detected from the reflected image, for example, minute unevenness such as a bear formed on the side portion of the tire can also be detected.
- minute unevenness such as a bear formed on the side portion of the tire
- a reflected image is taken by simultaneously irradiating slit light having different wavelengths from a plurality of directions different from each other, and obtaining a luminance distribution for each wavelength of the reflected image, it is possible to perform a single measurement. Since separable reflected images in a plurality of directions can be obtained, not only unevenness can be easily detected, but it is not necessary to align a plurality of images, so that detection accuracy can be improved.
- the incident direction of the plurality of irradiation lights to the detection target surface of the subject to the detection target surface of the subject, the ratio of the intensity of the plurality of irradiation lights having different wavelengths, and the plurality of reflections having the different wavelengths The means for calculating the degree of inclination of the unevenness of the detection target surface of the subject using the ratio of the luminance of the image and the detection target surface by comparing the calculated degree of inclination with a preset threshold value If the unevenness is detected, the optical noise can be reliably removed, so that the detection accuracy of the unevenness can be further improved.
- the imaging means is in the same plane as the first and second irradiation unit, and If it is installed between the first irradiating unit and the second irradiating unit so as to take a reflected image of the slit light from the first and second irradiating units, the projections and depressions or the left and right sides of the projections and depressions Since the reflection image irradiated with the slit light is obtained from the above, it is possible to further improve the accuracy of detecting the unevenness.
- the imaging unit is installed in a direction perpendicular to the detection target surface of the subject, and the first and second irradiating units are arranged at positions symmetrical with respect to the imaging direction of the imaging unit, two are provided. Since the image capturing conditions are substantially the same, it is possible to accurately detect the peak position deviation of the luminance distribution.
- the irradiation direction of the first and second irradiation units is the detection target surface. In contrast, it is preferable that the angle is in the range of 30 ° to 60 °.
- the one where the wavelength of the slit light from the first irradiation unit and the wavelength of the slit light from the second irradiation unit are separated is easier to separate. Is red light and the other is blue light, the difference in the peak position of the luminance distribution can be accurately detected.
- FIG. 1 is a diagram showing an outline of a tire appearance inspection apparatus 10 according to an embodiment of the present invention, in which 11 and 12 are sidewalls of a tire 20 mounted on a rotary table 32 that is rotated by a motor 31.
- First and second light projecting means for irradiating the part 21 with slit light 13 is a line camera for photographing the slit light irradiating part
- 14 is an image processing means for processing an image photographed by the line camera
- 15 is an unevenness detecting means for detecting minute unevenness on the surface of the sidewall portion 21 based on the image data processed by the image processing means 14, and 16 is based on the number and size of the detected unevenness
- the first and second light projecting means 11 and 12 and the line camera 13 constitute an imaging unit 10A of the tire appearance inspection apparatus 10, and the image processing means 14, the unevenness detection means 15 and the appearance inspection means 16
- the calculation unit 10B is configured.
- the tire 20 that is the subject is mounted on the turntable 32 such that the sidewall portion 21 faces upward, that is, the axial direction of the tire coincides with the rotation direction of the turntable 32.
- the rotary table 32 rotates at a predetermined rotational speed in accordance with a drive / control signal from a motor control means 33 that drives / controls the motor 31.
- the rotation angle of the tire 20 is detected by a rotation angle detection means 34 disposed in the vicinity of the turntable 32.
- the line camera 13 is a CCD color camera in which pixels are arranged in a row, and as shown in FIGS.
- the pixel row is installed in a direction orthogonal to the tire circumferential direction.
- a surface of the sidewall portion 21 that faces the line camera 13 is a detection target surface S of the tire 20.
- the first and second light projecting means 11 and 12 are obtained by arranging the semiconductor lasers on a line.
- the semiconductor laser of the first light projecting means 11 is a laser beam (red light having a center wavelength of about 680 nm).
- Is irradiated onto the detection target surface S, and the semiconductor laser of the second light projecting means 12 irradiates the detection target surface S with laser light (blue light) having a center wavelength of about 450 nm.
- the first light projecting means 11 is located above the detection target surface S, on the front side of the tire rotation direction (side where the tire rotation angle is small), and the irradiation direction of the slit light is 45 relative to the detection target surface S.
- the second light projecting means 12 is arranged above the detection target surface S, on the rear side in the tire rotation direction, and the irradiation direction of the slit light with respect to the detection target surface S. Are arranged at ⁇ 45 °. The sign of the angle is (+) when measured counterclockwise from the detection target surface S in the direction perpendicular to the detection target surface S.
- the line camera 13 is installed in the axial direction of the tire 20 which is a direction perpendicular to the detection target surface S of the subject, and the first and second light projecting means 11 and 12 are connected to the line camera 13. And the rotation direction of the tire 20 (tire circumferential direction), and is disposed at a position symmetrical to the shooting direction of the line camera 13.
- the image processing unit 14 separates an image captured by the line camera 13 (hereinafter referred to as an original image) into an R component and a B component, and creates two images, an R component image and a B component image.
- the unevenness detecting means 15 includes a luminance distribution waveform calculation unit 15a that calculates luminance distribution waveforms along the tire circumferential direction using luminance data of pixels of the two images, and a peak position of the luminance distribution waveform of the R component image And a peak interval calculation unit 15b for calculating a deviation amount between the peak position of the luminance distribution waveform of the B component image and a degree of inclination of the unevenness of the detection target surface S when the deviation amount is a predetermined value or more.
- the surface inclination angle calculation unit 15c for calculating the surface inclination angle ⁇ and the calculated surface inclination angle ⁇ and a preset threshold value are compared to determine whether the two peak positions are caused by unevenness.
- the surface inclination angle ⁇ includes the inclination of the detection target surface of the subject, the incident direction of the irradiation light from the first irradiation unit, the incident direction of the irradiation light from the second irradiation unit, and the It is calculated using the ratio of the intensity of the irradiation light with the wavelength and the ratio of the luminance of the reflected images with different wavelengths.
- the appearance inspection unit 16 inspects whether or not the tire 20 is defective in appearance based on the number and size of the detected irregularities.
- step S11 the tire 20 that is the subject is mounted on the rotary table 32, and an imaging unit including the line camera 13 and the first and second light projecting means 11 and 12 is directly above the sidewall portion 21 of the tire 20.
- 10A is set (step S11).
- step S12 the tire 31 is rotated at a predetermined rotational speed by driving and controlling the motor 31 to rotationally drive the rotary table 32 (step S12).
- the camera 13 takes an image of the irradiated portion irradiated with the two slit lights (step S13).
- the imaging width W of the line camera 13 is 10 ⁇ m
- the imaging visual field L is 135 mm
- the irradiation unit is imaged in steps of 50 ⁇ m.
- the coordinates of the shooting location are calculated from the rotation angle of the tire 20 detected by the rotation angle detection means 34, the position of the line camera 13, and the shooting field of view L. In this example, as shown in FIG.
- FIG. 4 is a schematic diagram showing not the original image itself but an original image of a portion where shallow unevenness is seen in the photographed image of the sidewall portion 21.
- the horizontal axis (x-axis) is the tire circumferential direction
- the vertical axis (y-axis) is the tire radial direction.
- the unevenness in the figure is a dent, which is called a bear, which is caused by gas remaining between the mold and the green tire during vulcanization.
- the original image is sent to the image processing means 14. Since the color data of each pixel of the original image is obtained as a superposition of the luminance data of the R component, the luminance data of the G component, and the luminance data of the B component, the image processing means 14 uses each pixel of the original image. After the color data is separated into R component luminance data and B component luminance data, image processing for creating an R component image from the R component luminance data of each pixel and a B component image from the B component luminance data is performed. Perform (step S14).
- the luminance distribution of these images is a cubic with the tire circumferential direction as the x axis, the tire radial direction as the y axis, and the luminance level as the z axis. It becomes the original luminance distribution curve.
- the luminance distribution curve is obtained by superimposing luminance distribution waveforms along the tire circumferential direction in the tire radial direction.
- the R component image and the B component image are divided into N in the tire radial direction, and first, the detection target surface S of the sidewall portion 21 in the tire radial direction (y-axis direction) is detected.
- the horizontal axis is the circumferential position of the tire 20 when the shooting start point is the origin, and the vertical axis is the luminance value.
- a graph displaying two luminance distribution waveforms of the luminance distribution waveform of the R component image and the luminance distribution waveform of the B component image along the direction is created (step S16).
- the difference between the peak position of the luminance distribution waveform of the R component image and the peak position of the luminance distribution waveform of the B component image becomes significant.
- both the red light from the first light projecting means 11 and the blue light from the second light projecting means 12 are irradiated to the detection target surface S, so the line camera 13
- the reflected light of the red light and the reflected light of the blue light enter, but when the bear 22 is present on the detection target surface S as shown in FIG. 6, the first inner wall 22 a of the bear 22 has a first
- the red light from the second light projecting means 11 hits, but the blue light from the second light projecting means 12 does not hit, and conversely, the other inner wall 22b of the bear 22 hits the blue light from the second light projecting means 12. This is because the light hits but the red light from the first light projecting means 11 does not hit.
- the detection accuracy In this example, the peak position deviation amount k is compared with the predetermined amount k 0 (step S18), and the deviation amount k is determined to be the predetermined amount k. in the case of 0 or more, there is a possibility of bare 22, performs detection of irregularities proceed to the next step S19, when the shift amount k is less than the predetermined amount k 0 is that there is no unevenness regarded Then, the process returns to step S17 to detect the next peak position.
- step S19 the cause of the deviation between the peak position of the luminance distribution waveform of the R component image and the peak position of the luminance distribution waveform of the B component image is clearly due to the presence of the bear 22, or the stain 22 or the uneven color of the bear 22
- the surface inclination angle ⁇ is calculated as a guideline for determining whether or not it is discriminable.
- the calculation of the surface inclination angle ⁇ when scanned in the tire circumferential direction is performed as follows. If the inclination in the tire circumferential direction at the point P (x, y, z) on the detection target surface S is p and the inclination in the tire radial direction is q, the p and q can be expressed by the following equations.
- the normal vector ⁇ n of the detection target surface S can be expressed by the following equation using the above p and q.
- the first light emitting means 11 is incident light vector ⁇ S B of the blue light
- the incident light vector ⁇ S R of the red light second light projecting means 12 is irradiated to be irradiated
- the intensity of the red light Is I R and the intensity of the blue light is I B , it can be expressed by the following equation.
- the intensity E R of the red light input to the line camera 13 is the normal light projection of the incident light vector ⁇ S R normal vector ⁇ n of the tire 20 that is the subject.
- the reflectance is obtained by multiplying [rho, the intensity of the blue light E B input to the line camera 13, the multiplication reflectance [rho orthogonal projection of the normal vector ⁇ n of the incident light vector ⁇ S B It is a thing.
- Slope p in the tire circumferential direction of the detection target surface S from the equation of strength E R of the red light and the expression strength E B of the blue light is obtained by erasing the slope q in the tire radial direction.
- the determination unit 15d compares the calculated surface inclination angle ⁇ with a preset threshold value, and the unevenness 24 having the surface inclination angle ⁇ is a real unevenness like the bear 22. Whether or not (step S20). Specifically, a lower limit value ⁇ 0 of the surface inclination angle ⁇ is set as a threshold value, the calculated surface inclination angle ⁇ is compared with the lower limit value ⁇ 0, and if ⁇ ⁇ ⁇ 0 , It is determined that the unevenness 24 is present, and the position of the unevenness 24 and the surface inclination angle ⁇ are stored in the storage unit 15M (step S21).
- the x coordinate (tire circumferential direction position) of the unevenness 24 is set as the midpoint of the x coordinates of the two peak positions.
- ⁇ ⁇ it can be determined whether the unevenness 24 is dirt or uneven color or the bear 22, and therefore, it is determined that there is no unevenness 24.
- the process proceeds to step S22, and it is checked whether the unevenness detection for one round of the tire is completed.
- the brightness data of each image is obtained, and the brightness distribution waveform of the R component image and the brightness distribution waveform of the B component image are created.
- the appearance inspection unit 16 reads the data of the unevenness detected from the storage unit 15M of the unevenness detection unit 15, and inspects whether the tire 20 is defective in appearance based on the number and size of the unevenness.
- the density of the bear 22 of the sidewall portion 21 is higher than a preset density, the appearance is poor, and when the density of the bear 22 of the sidewall portion 21 is lower than the preset density, did.
- the density of unevenness having a large surface inclination angle ⁇ which is the degree of inclination of the unevenness, may also be added to the inspection criterion.
- the red light is irradiated so that the irradiation direction is ⁇ 45 ° with respect to the detection target surface S, which is disposed above the sidewall portion 21 of the tire 20.
- the detection target surface S of the sidewall portion 21 is irradiated with red and blue slit light, and the irradiation surface is detected as the detection target.
- the image is taken by the line camera 13 arranged perpendicular to the plane S, and two images of the R component image and the B component image are created from the photographed original image, and the respective luminance distribution waveforms are obtained.
- the minute unevenness having a depth of 5 mm or less formed on the detection target surface S is detected, it is possible to detect even the small bear 22 that could not be detected conventionally. Therefore, the accuracy of the appearance inspection of the tire 20 can be improved. Further, by using the first light projecting means 11 and the second light projecting means 12 to simultaneously irradiate slit light having different wavelengths from two different directions, the irradiation part of the detection target surface S is formed. Since two luminance distribution waveforms that can be separated by one photographing can be obtained by photographing, it is possible to easily detect minute unevenness.
- the incident direction of the irradiation light from the first light projecting unit 11 to the detection target surface S, the incident direction of the irradiation light from the second light projecting unit 12, and the irradiation light of the wavelength If the surface inclination angle ⁇ indicating the degree of inclination of the unevenness of the detection target surface S is calculated using the intensity ratio and the luminance ratio of the reflected images having different wavelengths, dirt and color unevenness are calculated. Therefore, it is possible to reliably detect minute irregularities.
- the two light projecting units are the first light projecting unit 11 and the second light projecting unit 12.
- three or more light projecting units may be provided.
- each light projecting unit irradiates the detection target surface of the subject from different directions with slit light having different wavelengths.
- the first light projecting means 11 is red light and the second light projecting means 12 is blue light.
- the present invention is not limited to this, and the wavelengths of the irradiation light may be different from each other. However, if the difference between the wavelengths of the two irradiation lights is small, separation by the image processing means 14 is difficult and the error of the luminance value after separation becomes large.
- red light and blue light are used as in this example. It is preferable.
- the line camera 13, the first light projecting means 11, and the second light projecting means 12 are arranged in the same plane, and the first light projecting means 11 and the second light projecting means 12 are arranged. Are arranged symmetrically with respect to the shooting direction of the line camera 13, but the line camera 13, the first light projecting means 11, and the second light projecting means 12 are not necessarily arranged in this manner. .
- the line camera 13, the first light projecting means 11, and the second light projecting means 12 are arranged as in this example, a reflection image obtained by irradiating slit light from the front and rear or from the left and right is obtained. Unevenness detection accuracy can be further improved.
- the incident direction of the irradiation light of the first light projecting means 11 is 45 ° and the incident direction of the irradiation light of the second light projecting means 12 is ⁇ 45 °, but the incident direction is 30 °.
- the angle is in the range of 60 ° to 60 °, the two luminance distribution waveforms can be sufficiently distinguished. If the incident direction is less than 30 °, it may be difficult to detect minute unevenness due to the shade of characters and numbers formed on the sidewall portion 21 due to the tire display. On the other hand, when the incident direction exceeds 60 °, the angle of the reflected light becomes an angle close to vertical, and it becomes difficult to detect small irregularities.
- produced in the sidewall part 21 of the tire 20 was detected, it is not restricted to this, about the fine unevenness
- the present invention is not limited to the tire 20, but also for appearance inspection of parts and products in which fine irregularities may be observed on the surface during the manufacturing process, such as rubber parts such as tread rubber and resin molded products. Applicable.
- the first light projecting unit 11 and the second light projecting unit 12 are used to simultaneously irradiate slit light beams having different wavelengths from two different directions, thereby detecting the detection target. If the irradiation part of the surface S is imaged, two luminance distribution waveforms that can be separated by one imaging can be obtained, but the first and second light projecting means 11 and 12 are monochromatic light or white light, Even if the same part is photographed twice, two separable luminance distribution waveforms can be obtained. In this case, the slit light is irradiated only from the first light projecting means 11 for the first time, and the slit light is irradiated only from the second light projecting means 12 for the second time.
- the luminance distribution waveform obtained from the image obtained by the first photographing may be compared with the luminance distribution waveform obtained from the image obtained by the second photographing.
- the position of the light projecting unit 11 is the position of the first light projecting unit. You may make it image
- FIG. when using these monochromatic light or white light, for example, an image obtained by the first photographing and an image obtained by the second photographing by using a piece of the tire display character as a reference line. Therefore, it is preferable to use slit lights having different wavelengths as in this example.
- the present invention it is possible to detect irregularities with a relatively shallow depth on the surface of the subject, so that the accuracy of the appearance inspection of the subject can be improved.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Signal Processing (AREA)
- Engineering & Computer Science (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
Description
光切断法は、例えば、タイヤを回転させながら、前記タイヤの表面に半導体レーザなどの単色光を照射する投光手段によりスリット光を照射して、エリアカメラで前記スリット光の照射部を撮影し、この撮影されたスリット像の二次元座標を求めた後、前記二次元座標をタイヤの回転角を用いて三次元座標に変換してタイヤの外形形状を求めるもので、この外形形状を予め記憶してある判定対象画像と比較することにより、ビート部,トレッド部,サイドウォール部などのタイヤの形状を検査することが可能となる。
一方、カラーカメラによる画像判定法は、被検体表面に白色のスリット光を照射してその反射像をラインカメラを用いて撮影し、この撮影されたカラー画像から、前記被検体表面の凹凸やうねりの状態、あるいは、微妙な色の変化を検出する方法が提案されている。なお、前記ラインカメラはカラーカメラである必要はなく、スリット光を単色光として被検体の濃淡画像を撮影し、前記被検体表面の凹凸やうねりの状態、あるいは、微妙な色の変化を撮影された画像の濃淡から検出することも可能である。
また、カラー画像を用いて凹凸を判定する場合も、前記微小凹凸とタイヤ表面の色むらや陰影などの光学ノイズと区別することが困難であった。
本発明者は、鋭意検討の結果、互いに異なる複数の方向(最も簡単な例としては、図8に示したような2つの方向(α1,α2))からスリット光を照射して前記凹部4を撮影すれば、複数のスリット光からの反射像の各輝度分布波形のピーク位置がずれるので、前記ピーク位置のずれた複数の反射像の前記ピーク位置を含む領域の輝度レベルを比較すれば、被検体1の表面に凹部4があるかどうかを判別できること、更に、前記互いに波長の異なる複数のスリット光を、互いに異なる複数の方向から同時に照射して前記照射部の反射像を撮影し、この反射像を画像処理して各波長毎の反射像に分離して複数の反射像を作成すれば、一度の撮影で複数のスリット光からの反射像の輝度分布波形を得ることができることを見出し、本発明に到ったものである。
すなわち、本願の請求項1に記載の発明は、投光手段及び撮影手段に対して被検体を相対的に移動させ、前記被検体の検出対象面上の同一箇所に異なる複数の方向からそれぞれスリット光を照射し、前記スリット光を照射した箇所の反射像をそれぞれ前記撮影手段にて撮影し、前記複数の反射像のそれぞれについて輝度分布波形を求め、前記求められた複数の輝度分布波形に基づき前記被検体の表面の凹凸を検出することを特徴とする。
請求項2に記載の発明は、投光手段及び撮影手段に対して被検体を相対的に移動させ、異なる複数の方向から同時に、互いに波長の異なるスリット光を前記被検体の検出対象面に照射し、前記スリット光を照射した部分の反射像を前記撮影手段にて撮影し、前記反射像を画像処理して各波長毎の反射像に分離し、前記分離した反射像毎の輝度分布波形を求め、前記各輝度分布波形に基づき、前記被検体の表面の凹凸を検出することを特徴とする。
請求項4に記載の発明は、請求項3に記載の被検体の凹凸検出装置であって、前記凹凸検出手段は、被検体の検出対象面への前記複数の照射光の入射方向と、前記波長の異なる複数の照射光の強さの比と、前記各波長毎の反射像の輝度の比とを用いて、前記被検体の検出対象面の凹凸の傾斜の度合いを算出する手段と、前記算出された傾斜の度合いと予め設定された閾値とを比較して検出対象面の凹凸を検出する検出手段とを備えていることを特徴とする。なお、照射光の強さの比を算出する際には、複数の照射部のうちの一つを基準照射部とし、この基準照射部の照射光の強さに対する他の照射部の照射光の強さ算出するとよい。また、波長の異なる複数の反射像の輝度の比を算出する際にも、基準照射部の照射光の反射像の輝度を基準とすることが好ましい。
請求項6に記載の発明は、請求項5に記載の被検体の凹凸検出装置であって、前記撮影手段は被検体の検出対象面に垂直な方向に設置されており、前記第1及び第2の照射部は、前記撮影手段と前記被検体の移動方向との作る平面内にあり、かつ、前記撮影手段の撮影方向に対して対称の位置に配置されていることを特徴とする。
請求項7に記載の発明は、請求項6に記載の被検体の凹凸検出装置において、前記第1及び第2の照射部の照射方向を、前記検出対象面に対してそれぞれ30°~60°の範囲としたことを特徴とする。
請求項8に記載の発明は、請求項5~請求項7のいずれかに記載の被検体の凹凸検出装置であって、前記第1及び第2の照射部のうち一方の照射部からのスリット光を青色光(例えば、中心波長が約450nmのレーザ光)とし、他方の照射部からのスリット光を赤色光(例えば、中心波長が約680nmのレーザ光)としたものである。
このとき、互いに波長の異なるスリット光を、互いに異なる複数の方向から同時に照射して反射像を撮影するとともに、前記反射像の前記波長毎の輝度分布を求めるようにすれば、1回の測定で分離可能な複数の方向の反射像を得ることができるので、凹凸の検出が容易になるだけでなく、複数の画像の位置合わせを行う必要がないので、検出精度を向上させることができる。
また、前記照射部を第1の照射部と前記第2の照射部との2つとする場合には、前記撮影手段を、前記第1及び第2の照射部と同一平面内にあり、かつ、前記第1の照射部と前記第2の照射部との間に設置して、前記第1及び第2の照射部からのスリット光の反射像を撮影するようにすれば、凹凸に前後もしくは左右からスリット光を照射した反射像が得られるので、凹凸の検出精度を更に向上させることができる。
また、前記撮影手段を被検体の検出対象面に垂直な方向に設置するとともに、前記第1及び第2の照射部を、撮影手段の撮影方向に対して対称の位置に配置すれば、2つ画像の撮影条件がほぼ同じになるので、前記輝度分布のピーク位置ずれを精度良く検出できる。
また、照射光が標識等の凹凸に隠れたりすることもなく、反射光の範囲も狭くならないようにするためには、前記第1及び第2の照射部の照射方向としては、前記検出対象面に対してそれぞれ30°~60°の範囲とすることが好ましい。
また、反射像を波長毎に分離する場合、前記第1の照射部からのスリット光の波長と前記第2の照射部からのスリット光の波長とが離れている方が分離しやすいので、一方を赤色光、他方を青色光とすれば、輝度分布のピーク位置の差を精度よく検出できる。
図1は、本発明の実施の形態に係るタイヤ外観検査装置10の概要を示す図で、同図において、11,12はモータ31により回転する回転テーブル32上に搭載されたタイヤ20のサイドウォール部21にスリット光を照射する第1及び第2の投光手段、13は前記スリット光の照射部を撮影するラインカメラ、14は前記ラインカメラ13で撮影された画像を処理する画像処理手段、15は前記画像処理手段14で処理された画像データに基づいて、前記サイドウォール部21表面の微小な凹凸を検出する凹凸検出手段、16は前記検出された凹凸の数や大きさに基づいて、当該タイヤ20の外観を検査する外観検査手段である。前記第1及び第2の投光手段11,12とラインカメラ13により、本タイヤ外観検査装置10の撮影部10Aを構成し、画像処理手段14と凹凸検出手段15と外観検査手段16とにより、演算部10Bを構成する。
被検体であるタイヤ20は、サイドウォール部21が上向き、すなわち、タイヤの軸方向が回転テーブル32の回転方向と一致するように前記回転テーブル32上に搭載されている。前記回転テーブル32は、前記モータ31を駆動・制御するモータ制御手段33からの駆動・制御信号により、所定の回転速度で回転する。また、前記タイヤ20の回転角は、前記回転テーブル32の近傍に配置された回転角検出手段34により検出される。
ラインカメラ13は画素が1列に配列されたCCDカラーカメラで、図2(a),(b)に示すように、タイヤ20のサイドウォール部21の中心の上方(タイヤ軸方向上方)に、前記画素列の方向がタイヤ周方向と直交する向きに設置される。前記サイドウォール部21の前記ラインカメラ13と対向する面が当該タイヤ20の検出対象面Sとなる。また、前記第1及び第2の投光手段11,12は前記半導体レーザをライン上に配列したもので、第1の投光手段11の半導体レーザは中心波長が約680nmのレーザ光(赤色光)を前記検出対象面Sに照射し、第2の投光手段12の半導体レーザは中心波長が約450nmのレーザ光(青色光)を前記検出対象面Sに照射する。第1の投光手段11は、前記検出対象面Sの上方で、前記タイヤ回転方向の前側(タイヤ回転角度が小さい側)に、スリット光の照射方向が前記検出対象面S内に対して45°になるように配置されており、第2の投光手段12は、前記検出対象面Sの上方で、前記タイヤ回転方向の後側に、スリット光の照射方向が前記検出対象面Sに対して-45°になるように配置されている。角度の符号は、なお、検出対象面Sから検出対象面Sに垂直な方向に反時計回りに測った時を(+)とした。
すなわち、ラインカメラ13は被検体の検出対象面Sに垂直な方向である当該タイヤ20の軸方向に設置されており、前記第1及び第2の投光手段11,12は、前記ラインカメラ13と当該タイヤ20の回転方向(タイヤ周方向)との作る平面内にあり、かつ、前記ラインカメラ13の撮影方向に対して対称の位置に配置されている。
凹凸検出手段15は、前記2枚の画像の画素の輝度データを用いてタイヤ周方向に沿った輝度分布波形をそれぞれ算出する輝度分布波形算出部15aと、R成分画像の輝度分布波形のピーク位置とB成分画像の輝度分布波形のピーク位置とのずれ量を算出するピーク間隔算出部15bと、前記ずれ量が所定の値以上の場合に、前記検出対象面Sの凹凸の傾斜の度合いを示す表面傾斜角θを算出する表面傾斜角算出部15cと、前記算出された表面傾斜角θと予め設定された閾値とを比較して前記2つのピーク位置がずれている箇所が凹凸に起因するかどうかを判定して凹凸の検出を行う判定部15dと、前記検出された凹凸の中心位置と表面傾斜角θとを記憶する記憶部15Mとを備え、前記2枚の画像を比較して、前記画像上の深さが0.5mm以下の微小な凹凸を検出して記憶する。なお、前記表面傾斜角θは、被検体の検出対象面の傾斜と、前記第1の照射部からの照射光の入射方向と、前記第2の照射部からの照射光の入射方向と、前記波長の照射光の強さの比と、前記波長の異なる反射像の輝度の比とを用いて算出される。
外観検査手段16は、前記検出された凹凸の数や大きさに基づいて、当該タイヤ20が外観不良であるかどうかを検査する。
まず、被検体であるタイヤ20を回転テーブル32上に搭載するとともに、このタイヤ20のサイドウォール部21の直上に、ラインカメラ13と第1及び第2の投光手段11,12から成る撮影部10Aをセットする(ステップS11)。そして、モータ31を駆動・制御して前記回転テーブル32を回転駆動することにより、前記タイヤ20を所定の回転速度で回転させる(ステップS12)。
次に、タイヤのサイドウォール部21の上方に設置された第1及び第2の投光手段11,12から検出対象面Sにそれぞれ赤色のスリット光と青色のスリット光とを照射しながら、ラインカメラ13により、前記2つのスリット光が照射された照射部を撮影する(ステップS13)。本例では、前記ラインカメラ13の撮影幅Wを10μm、撮影視野Lを135mmとし、50μmステップで前記照射部を撮影した。なお、撮影箇所の座標は、前記回転角検出手段34で検出したタイヤ20の回転角と、前記ラインカメラ13の位置と撮影視野Lとから算出される。
本例では、図4に示すように、前記赤色のスリット光と青色のスリット光とが照射された照射部を撮影した画像(以下、原画像という)から、R成分画像とB成分画像を作成する。なお、図4には、原画像そのものではなく、前記撮影されたサイドウォール部21の画像のうちの、浅い凹凸がみられる部分の原画像を示す模式図を示した。同図の横軸(x軸)がタイヤ周方向、縦軸(y軸)がタイヤ径方向である。図中の凹凸が、ベアと呼ばれる、加硫時に金型と生タイヤとの間にガスが残留したためにできた凹みである。前記ベア22の深さが深くかつ幅が広い場合に、当該タイヤは外観不良とされる。
前記原画像は、画像処理手段14に送られる。前記原画像の各画素の色データは全てR成分の輝度データ、G成分の輝度データ、及び、B成分の輝度データの重ね合わせとして得られるので、画像処理手段14では、前記原画像の各画素の色データをR成分の輝度データとB成分の輝度データとに分離した後、各画素のR成分の輝度データからR成分画像を、B成分の輝度データからB成分画像を作成する画像処理を行う(ステップS14)。
前記R成分画像とB成分画像とは、ともに二次元の画像であるので、これらの画像の輝度分布は、タイヤ周方向をx軸、タイヤ径方向をy軸、輝度レベルをz軸とした三次元の輝度分布曲線となる。前記輝度分布曲線は、タイヤ周方向に沿った輝度分布波形をタイヤ径方向に重ね合わせたものである。
本例では、図5に示すように、前記R成分画像とB成分画像とをタイヤ径方向にN分割し、まず、サイドウォール部21のタイヤ径方向(y軸方向)の検出対象面Sのうち、タイヤ径方向の最も内側の位置(n=1)のタイヤ周方向に沿った輝度分布波形を用いて検出対象面Sの凹凸を検出し、その後、n=2の位置、n=3の位置、……と、タイヤ径方向の最も外側の部分(n=N)の位置まで順次凹凸の検出を行う。
次に、前記y軸方向の位置をn=1に固定して、タイヤ周方向(x軸方向)に沿ってスキャンして前記2つの輝度分布波形のピーク位置を検出する(ステップS17)。被検体の検出対象面Sにベアが存在すると、R成分画像の輝度分布波形のピーク位置とB成分画像の輝度分布波形のピーク位置とのずれが顕著になる。検出対象面Sに凹凸がない場合には、第1の投光手段11からの赤色光も第2の投光手段12からの青色光もともに検出対象面Sに照射されるので、ラインカメラ13には赤色光の反射光と青色光の反射光とが入射するが、図6に示すように、検出対象面Sにベア22がある場合には、ベア22の一方の内壁22aには第1の投光手段11からの赤色光は当たるが、第2の投光手段12からの青色光は当たらず、逆に、ベア22の他方の内壁22bには第2の投光手段12からの青色光は当たるが、第1の投光手段11からの赤色光が当たらないためである。
前記R成分画像の輝度分布波形のピーク位置とB成分画像の輝度分布波形のピーク位置とのずれ量kが所定量k0(例えば、k0=0.15mm)未満の場合には、検出精度の点から見てタイヤ表面の凹凸ではない可能性が高いので、本例では、前記ピーク位置のずれ量kと前記所定量k0とを比較し(ステップS18)、ずれ量kが所定量k0以上の場合には、ベア22の可能性があるので、次のステップS19に進んで凹凸の検出を行い、ずれ量kが所定量k0未満の場合には、凹凸がないものと見做し、ステップS17に戻って、次のピーク位置を検出する。
タイヤ周方向にスキャンしたときの表面傾斜角θの算出は以下のようにして行う。
検出対象面Sの点P(x,y,z)におけるタイヤ周方向の傾斜をp、タイヤ径方向の傾斜をqとすると、前記p,qは以下の式で表わせる。




一方、θ<θ0であれば、前記凹凸24は、汚れや色むらかベア22かが判別できないので、凹凸24がないと判定する。
前記判定が終了すると、ステップS22に進んで、タイヤ一周分の凹凸検出が完了したかどうかを調べる。タイヤ一周分の凹凸検出が完了していない場合には、前記ステップS17に戻って、R成分画像の輝度分布波形のピーク位置とB成分画像の輝度分布波形のピーク位置とを検出してから、再度凹凸の検出を行う。
また、タイヤ一周分の凹凸検出が完了した場合には、タイヤ径方向の位置が最後の位置であるn=Nになっているかどうかを調べる(ステップS23)。ここでは、n=1の位置が完了したのでn<Nである。したがって、タイヤ径方向の位置を1だけ進め(ステップS24)た後、ステップS16に戻り、R成分画像とB成分画像のそれぞれについて、n=2の位置でタイヤ周方向(x軸方向)に沿ってスキャンして、前記各画像の輝度データを求め、R成分画像の輝度分布波形とB成分画像の輝度分布波形を作成する。
n=Nの場合、すなわち、タイヤ径方向の最後の位置での凹凸検出が完了した場合には、ステップS25に進んで、外観検査手段16にて、当該タイヤ20の外観検査を行う。
外観検査手段16は、凹凸検出手段15の記憶部15Mから検出された凹凸のデータを読み出し、前記凹凸の数や大きさに基づいて、当該タイヤ20が外観不良であるかどうかを検査する。本例では、サイドウォール部21のベア22の密度が予め設定した密度よりも高い場合には外観不良とし、サイドウォール部21のベア22の密度が予め設定した密度よりも低い場合には良品とした。
なお、前記凹凸の傾斜の度合いである表面傾斜角θが大きい凹凸の密度についても検査の判定基準に加えるようにしてもよい。
また、前記第1の投光手段11と前記第2の投光手段12を用いて、互いに波長の異なるスリット光を、互いに異なる2つの方向から同時に照射して前記検出対象面Sの照射部を撮影することにより、1回の撮影で分離可能な2つの輝度分布波形を得ることができるようにしたので、微小な凹凸の検出を容易に行うことができる。
このとき、前記検出対象面Sへの前記第1の投光手段11からの照射光の入射方向と、前記第2の投光手段12からの照射光の入射方向と、前記波長の照射光の強さの比と、前記波長の異なる反射像の輝度の比とを用いて、前記検出対象面Sの凹凸の傾斜の度合いを示す表面傾斜角θを算出するようにすれば、汚れや色むらなどのノイズを取り除くことができるので、微小な凹凸の検出を確実に行うことができる。
また、前記例では、第1の投光手段11を赤色光、第2の投光手段12を青色光としたが、これに限るものではなく、照射光の波長が互いに異なっていればよい。但し、2つの照射光の波長の差が小さいと、画像処理手段14での分離が難しく、分離後の輝度値の誤差が大きくなるので、本例のように、赤色光と青色光とを用いることが好ましい。
また、前記例では、ラインカメラ13と第1の投光手段11と第2の投光手段12とを同一平面内に配置するとともに、第1の投光手段11と第2の投光手段12とをラインカメラ13の撮影方向に対して対称な位置に配置したが、ラインカメラ13と第1の投光手段11と第2の投光手段12とは必ずしもこのような配置である必要はない。但し、ラインカメラ13と第1の投光手段11と第2の投光手段12とを本例のように配置すれば、凹凸に前後もしくは左右からスリット光を照射した反射像が得られるので、凹凸の検出精度を更に向上させることができる。
また、前記例では、第1の投光手段11の照射光の入射方向を45°とし、第2の投光手段12の照射光の入射方向を-45°としたが、前記入射方向は30°~60°の範囲であれば、十分に2つの輝度分布波形を区別することができる。なお、入射方向が30°未満であると、サイドウォール部21に形成された文字や数字などのタイヤ表示による陰のため微小な凹凸が検出しにくくなる恐れがある。一方、入射方向が60°を超えると、反射光の角度が垂直に近い角度になるので、小さな凹凸の検出が困難となる。
また、前記例では、タイヤ20のサイドウォール部21に発生したベア22を検出する場合について説明したが、これに限るものではなく、タイヤトレッド部などのタイヤ20の他の部分の微小な凹凸についても検出可能である。また、本発明はタイヤ20に限らず、トレッドゴムなどのゴム部品や、樹脂成型品など、製造工程でその表面に微小な凹凸の発生がみられる可能性がある部品や製品の外観検査にも適用可能である。
12 第2の投光手段、13 ラインカメラ、14 画像処理手段、
15 凹凸検出手段、15a 輝度分布波形算出部、
15b ピーク間隔算出部、15c 表面傾斜角算出部、15d 判定部、
15M 記憶部、16 外観検査手段、
20 タイヤ、21 サイドウォール部、22 ベア、
22a,22b ベアの内壁、24 凹凸、
31 モータ、32 回転テーブル、33 モータ制御手段、
34 回転角検出手段。
Claims (8)
- 投光手段及び撮影手段に対して被検体を相対的に移動させ、前記被検体の検出対象面上の同一箇所に異なる複数の方向からそれぞれスリット光を照射し、前記スリット光を照射した箇所の反射像をそれぞれ前記撮影手段にて撮影し、前記複数の反射像のそれぞれについて輝度分布波形を求め、前記求められた複数の輝度分布波形に基づき前記被検体の表面の凹凸を検出することを特徴とする被検体の凹凸検出方法。
- 投光手段及び撮影手段に対して被検体を相対的に移動させ、異なる複数の方向から同時に、互いに波長の異なるスリット光を前記被検体の検出対象面に照射し、前記スリット光を照射した部分の反射像を前記撮影手段にて撮影し、前記反射像を画像処理して各波長毎の反射像に分離し、前記分離した反射像毎の輝度分布波形を求め、前記各輝度分布波形に基づき、前記被検体の表面の凹凸を検出することを特徴とする被検体の凹凸検出方法。
- 被検体の検出対象面にスリット光を照射する投光手段と、前記スリット光の照射部を撮影する撮影手段と、前記投光手段及び撮影手段と前記被検体とを相対的に移動させる手段と、前記撮影手段で撮影したスリット像の輝度に基づいて前記被検体の表面の凹凸を検出する凹凸検出手段とを備えた被検体の凹凸検出装置であって、
前記投光手段は、互いに異なる方向から、波長の異なる複数の照射光を前記被検体の検出対象面にそれぞれ照射する複数の照射部を備えており、
前記撮影手段は、前記複数の照射部からのスリット光の反射像を撮影し、
前記凹凸検出手段は、前記反射像を画像処理して各波長毎の反射像に分離し、前記各波長毎の輝度分布波形を求めるとともに、前記各波長毎に求めた輝度分布波形に基づいて、前記被検体の表面の凹凸を検出することを特徴とする被検体の凹凸検出装置。 - 前記凹凸検出手段は、
被検体の検出対象面への前記複数の照射光の入射方向と、前記波長の異なる複数の照射光の強さの比と、前記各波長毎の反射像の輝度の比とを用いて、前記被検体の検出対象面の凹凸の傾斜の度合いを算出する手段と、
前記算出された傾斜の度合いと予め設定された閾値とを比較して検出対象面の凹凸を検出する検出手段とを備えていることを特徴とする請求項3に記載の被検体の凹凸検出装置。 - 前記照射部は第1の照射部と第2の照射部とを備え、
前記撮影手段は、前記第1及び第2の照射部と同一平面内にあり、かつ、前記第1の照射部と前記第2の照射部との間に設置されて、前記第1及び第2の照射部からのスリット光の反射像を撮影することを特徴とする請求項3または請求項4に記載の被検体の凹凸検出装置。 - 前記撮影手段は被検体の検出対象面に垂直な方向に設置されており、前記第1及び第2の照射部は、前記撮影手段と前記被検体の移動方向との作る平面内にあり、かつ、前記撮影手段の撮影方向に対して対称の位置に配置されていることを特徴とする請求項5に記載の被検体の凹凸検出装置。
- 前記第1及び第2の照射部の照射方向を、前記検出対象面に対してそれぞれ30°~60°の範囲としたことを特徴とする請求項6に記載の被検体の凹凸検出装置。
- 前記第1及び第2の照射部のうち一方の照射部からのスリット光を青色光とし、他方の照射部からのスリット光を赤色光としたことを特徴とする請求項5~請求項7のいずれかに記載の被検体の凹凸検出装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/060,551 US8948491B2 (en) | 2008-08-26 | 2009-08-25 | Method and apparatus for detecting surface unevenness of object under inspection |
| JP2010526718A JP5436431B2 (ja) | 2008-08-26 | 2009-08-25 | 被検体の凹凸検出方法とその装置 |
| MX2011002160A MX2011002160A (es) | 2008-08-26 | 2009-08-25 | Metodo y aparato para detectar la irregularidad superficial de un objeto bajo inspeccion. |
| BRPI0917910-0A BRPI0917910B1 (pt) | 2008-08-26 | 2009-08-25 | Método e aparelho para detectar desigualdade de superfície de um objeto sob inspeção |
| EP09809905.4A EP2322899B1 (en) | 2008-08-26 | 2009-08-25 | Specimen roughness detecting method, and apparatus for the method |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008217117 | 2008-08-26 | ||
| JP2008-217117 | 2008-08-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2010024254A1 true WO2010024254A1 (ja) | 2010-03-04 |
Family
ID=41721421
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2009/064795 WO2010024254A1 (ja) | 2008-08-26 | 2009-08-25 | 被検体の凹凸検出方法とその装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8948491B2 (ja) |
| EP (1) | EP2322899B1 (ja) |
| JP (1) | JP5436431B2 (ja) |
| BR (1) | BRPI0917910B1 (ja) |
| MX (1) | MX2011002160A (ja) |
| WO (1) | WO2010024254A1 (ja) |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011196741A (ja) * | 2010-03-18 | 2011-10-06 | Bridgestone Corp | タイヤの外観検査方法および外観検査装置 |
| JP2011227006A (ja) * | 2010-04-23 | 2011-11-10 | Nidec Tosok Corp | 刻印検査装置 |
| JP2012013658A (ja) * | 2010-07-05 | 2012-01-19 | Bridgestone Corp | タイヤの外観検査方法および外観検査装置 |
| JP2012038692A (ja) * | 2010-08-12 | 2012-02-23 | Alpha- Design Kk | コネクタ不具合検査装置 |
| JP2012056376A (ja) * | 2010-09-07 | 2012-03-22 | Bridgestone Corp | マーク打点方法及びマーク打点装置 |
| JP2012220327A (ja) * | 2011-04-07 | 2012-11-12 | Universal Seikan Kk | ボトル缶の口金部検査装置 |
| WO2013100124A1 (ja) | 2011-12-28 | 2013-07-04 | 株式会社ブリヂストン | 外観検査装置及び外観検査方法 |
| JP2016138790A (ja) * | 2015-01-27 | 2016-08-04 | 国立研究開発法人産業技術総合研究所 | 表面検査装置および表面検査方法、ならびにそのためのプログラムおよびそのプログラムの記録媒体 |
| WO2016194698A1 (ja) * | 2015-05-29 | 2016-12-08 | 新日鐵住金株式会社 | 金属体の形状検査装置及び金属体の形状検査方法 |
| KR20170097688A (ko) * | 2014-12-22 | 2017-08-28 | 피렐리 타이어 소시에떼 퍼 아찌오니 | 생산라인에서 타이어를 검사하기 위한 방법 및 기기 |
| KR20180094953A (ko) * | 2015-12-16 | 2018-08-24 | 피렐리 타이어 소시에떼 퍼 아찌오니 | 타이어를 검사하는 장치 및 방법 |
| CN108603814A (zh) * | 2015-12-28 | 2018-09-28 | 倍耐力轮胎股份公司 | 用于检查轮胎的设备和方法 |
| JP2019505760A (ja) * | 2015-12-16 | 2019-02-28 | ピレリ・タイヤ・ソチエタ・ペル・アツィオーニ | タイヤを検査する方法および装置 |
| JP2019507323A (ja) * | 2015-12-28 | 2019-03-14 | ピレリ・タイヤ・ソチエタ・ペル・アツィオーニ | タイヤを検査するデバイス |
| CN110038822A (zh) * | 2019-04-20 | 2019-07-23 | 东莞中科蓝海智能视觉科技有限公司 | 反光圆环件的视觉检测方法 |
| JP2019168371A (ja) * | 2018-03-26 | 2019-10-03 | 住友電気工業株式会社 | 表面状態検査装置及び表面状態検査方法 |
| US10670497B2 (en) | 2015-12-16 | 2020-06-02 | Pirelli Tyre S.P.A | Device and method for analysis of tyres comprising first and second image acquistion systems |
| US10697762B2 (en) | 2014-12-22 | 2020-06-30 | Pirelli Tyre S.P.A. | Apparatus for controlling tyres in a production line |
| WO2020188647A1 (ja) * | 2019-03-15 | 2020-09-24 | ヤマハ発動機株式会社 | 計測装置および表面実装機 |
| US10883898B2 (en) | 2015-12-28 | 2021-01-05 | Pirelli Tyre S.P.A. | Apparatus for checking tyres |
| CN117739875A (zh) * | 2024-02-19 | 2024-03-22 | 湖南沃尔博精密工具有限公司 | 一种基于光电效应的刀具涂层均匀性检测系统及方法 |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2957417B1 (fr) * | 2010-03-15 | 2013-01-04 | Michelin Soc Tech | Dispositif de maintien destine a l'inspection visuelle d'un pneumatique |
| US8824878B2 (en) * | 2010-11-25 | 2014-09-02 | Toyo Tire & Rubber Co., Ltd. | Illumination device and inspection device of tire |
| JP5562278B2 (ja) * | 2011-03-15 | 2014-07-30 | 株式会社神戸製鋼所 | タイヤ形状検査装置、及びタイヤ形状検査方法 |
| US8538128B2 (en) * | 2011-04-11 | 2013-09-17 | The Procter & Gamble Company | Method for determining the location of an additive in an article |
| JP5443435B2 (ja) * | 2011-05-17 | 2014-03-19 | シャープ株式会社 | タイヤの欠陥検出方法 |
| US9384541B2 (en) * | 2011-07-20 | 2016-07-05 | Bridgestone Corporation | Bead filler inspection apparatus, bead filler inspection program and bead filler inspection method |
| JP6317892B2 (ja) * | 2013-06-06 | 2018-04-25 | 株式会社ブリヂストン | 外観検査装置及び外観検査方法 |
| US10063837B2 (en) * | 2013-07-25 | 2018-08-28 | TIREAUDIT.COM, Inc. | System and method for analysis of surface features |
| JP5775132B2 (ja) * | 2013-11-01 | 2015-09-09 | 株式会社ブリヂストン | タイヤの検査装置 |
| WO2015068228A1 (ja) * | 2013-11-06 | 2015-05-14 | 不二精工 株式会社 | フィラーの接続部検査方法 |
| CN104677314A (zh) * | 2015-03-02 | 2015-06-03 | 合肥京东方光电科技有限公司 | 检测显示面板表面平坦度的装置及方法 |
| US10145981B2 (en) * | 2016-02-12 | 2018-12-04 | Garadget Inc. | System, device, and method for monitoring and controlling the position of a remote object |
| US11472234B2 (en) | 2016-03-04 | 2022-10-18 | TIREAUDIT.COM, Inc. | Mesh registration system and method for diagnosing tread wear |
| US10789773B2 (en) | 2016-03-04 | 2020-09-29 | TIREAUDIT.COM, Inc. | Mesh registration system and method for diagnosing tread wear |
| IT201700016046A1 (it) * | 2017-02-14 | 2018-08-14 | Tekna Automazione E Controllo S R L | Apparato per il rilevamento e la verifica di difetti superficiali di un pneumatico al termine di un processo di produzione |
| JP7251559B2 (ja) * | 2019-02-15 | 2023-04-04 | 日本電気株式会社 | 情報処理装置 |
| WO2020174596A1 (ja) * | 2019-02-26 | 2020-09-03 | 日本電気株式会社 | 画像撮影装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5892904A (ja) * | 1981-11-30 | 1983-06-02 | Hitachi Ltd | 面方向の検出方法及び同装置 |
| JPS61198009A (ja) * | 1985-02-28 | 1986-09-02 | Sony Corp | 三次元形状の認識装置 |
| JPH11138654A (ja) | 1997-11-06 | 1999-05-25 | Bridgestone Corp | タイヤ形状判定装置及びタイヤ選別方法 |
| JP2002228417A (ja) * | 2001-02-01 | 2002-08-14 | Shinei Denshi Keisokki Kk | クラック測定装置 |
| JP2002535668A (ja) * | 1999-01-28 | 2002-10-22 | エスティーエフアイ | 受光面の決定方法 |
| JP2003139714A (ja) | 2001-11-06 | 2003-05-14 | Ube Ind Ltd | 物体表面状態の評価方法 |
| JP2003240521A (ja) | 2002-02-21 | 2003-08-27 | Bridgestone Corp | 被検体の外観・形状検査方法とその装置、及び、被検体の外観・形状検出装置 |
| JP2005148010A (ja) * | 2003-11-19 | 2005-06-09 | Bridgestone Corp | 被検体の形状及び明暗の検出方法とその装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2864993B2 (ja) | 1994-07-06 | 1999-03-08 | 信越半導体株式会社 | 表面形状測定装置 |
| JP3312849B2 (ja) * | 1996-06-25 | 2002-08-12 | 松下電工株式会社 | 物体表面の欠陥検出方法 |
| JP3686182B2 (ja) * | 1996-09-13 | 2005-08-24 | Jfeスチール株式会社 | 表面形状測定方法及び装置 |
| US5987978A (en) * | 1997-04-02 | 1999-11-23 | Assembly Technology & Test Ltd. | Apparatus for testing tire tread depth |
| AT406528B (de) * | 1998-05-05 | 2000-06-26 | Oesterr Forsch Seibersdorf | Verfahren und einrichtung zur feststellung, insbesondere zur visualisierung, von fehlern auf der oberfläche von gegenständen |
| US6269689B1 (en) * | 1998-07-22 | 2001-08-07 | Oliver Rubber Company | Tire inspection equipment and method |
| US6327374B1 (en) * | 1999-02-18 | 2001-12-04 | Thermo Radiometrie Oy | Arrangement and method for inspection of surface quality |
| JP4514007B2 (ja) * | 1999-12-28 | 2010-07-28 | 株式会社ブリヂストン | 被検体の外観形状検査方法及び装置 |
| KR100406843B1 (ko) * | 2001-04-06 | 2003-11-21 | (주) 인텍플러스 | 색정보를 이용한 실시간 3차원 표면형상 측정방법 및 장치 |
| JP2003202214A (ja) | 2002-01-04 | 2003-07-18 | Mitsubishi Electric Corp | 形状計測装置および形状計測方法 |
| DE102005058873A1 (de) * | 2005-12-09 | 2007-06-14 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Vorrichtung und Verfahren zur Vermessung der Oberfläche eines Körpers |
| US7471381B2 (en) * | 2006-05-23 | 2008-12-30 | Agency For Science, Technology And Research | Method and apparatus for bump inspection |
| JP5019849B2 (ja) * | 2006-11-02 | 2012-09-05 | 株式会社ブリヂストン | タイヤの表面検査方法および装置 |
-
2009
- 2009-08-25 JP JP2010526718A patent/JP5436431B2/ja active Active
- 2009-08-25 WO PCT/JP2009/064795 patent/WO2010024254A1/ja active Application Filing
- 2009-08-25 BR BRPI0917910-0A patent/BRPI0917910B1/pt not_active IP Right Cessation
- 2009-08-25 EP EP09809905.4A patent/EP2322899B1/en not_active Not-in-force
- 2009-08-25 MX MX2011002160A patent/MX2011002160A/es active IP Right Grant
- 2009-08-25 US US13/060,551 patent/US8948491B2/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5892904A (ja) * | 1981-11-30 | 1983-06-02 | Hitachi Ltd | 面方向の検出方法及び同装置 |
| JPS61198009A (ja) * | 1985-02-28 | 1986-09-02 | Sony Corp | 三次元形状の認識装置 |
| JPH11138654A (ja) | 1997-11-06 | 1999-05-25 | Bridgestone Corp | タイヤ形状判定装置及びタイヤ選別方法 |
| JP2002535668A (ja) * | 1999-01-28 | 2002-10-22 | エスティーエフアイ | 受光面の決定方法 |
| JP2002228417A (ja) * | 2001-02-01 | 2002-08-14 | Shinei Denshi Keisokki Kk | クラック測定装置 |
| JP2003139714A (ja) | 2001-11-06 | 2003-05-14 | Ube Ind Ltd | 物体表面状態の評価方法 |
| JP2003240521A (ja) | 2002-02-21 | 2003-08-27 | Bridgestone Corp | 被検体の外観・形状検査方法とその装置、及び、被検体の外観・形状検出装置 |
| JP2005148010A (ja) * | 2003-11-19 | 2005-06-09 | Bridgestone Corp | 被検体の形状及び明暗の検出方法とその装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2322899A4 |
Cited By (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011196741A (ja) * | 2010-03-18 | 2011-10-06 | Bridgestone Corp | タイヤの外観検査方法および外観検査装置 |
| JP2011227006A (ja) * | 2010-04-23 | 2011-11-10 | Nidec Tosok Corp | 刻印検査装置 |
| JP2012013658A (ja) * | 2010-07-05 | 2012-01-19 | Bridgestone Corp | タイヤの外観検査方法および外観検査装置 |
| JP2012038692A (ja) * | 2010-08-12 | 2012-02-23 | Alpha- Design Kk | コネクタ不具合検査装置 |
| JP2012056376A (ja) * | 2010-09-07 | 2012-03-22 | Bridgestone Corp | マーク打点方法及びマーク打点装置 |
| JP2012220327A (ja) * | 2011-04-07 | 2012-11-12 | Universal Seikan Kk | ボトル缶の口金部検査装置 |
| WO2013100124A1 (ja) | 2011-12-28 | 2013-07-04 | 株式会社ブリヂストン | 外観検査装置及び外観検査方法 |
| US9310278B2 (en) | 2011-12-28 | 2016-04-12 | Bridgestone Corporation | Appearance inspection apparatus and appearance inspection method with uneveness detecting |
| JP2013137239A (ja) * | 2011-12-28 | 2013-07-11 | Bridgestone Corp | 外観検査装置及び外観検査方法 |
| KR102596252B1 (ko) * | 2014-12-22 | 2023-10-31 | 피렐리 타이어 소시에떼 퍼 아찌오니 | 생산라인에서 타이어를 검사하기 위한 방법 및 기기 |
| US10697762B2 (en) | 2014-12-22 | 2020-06-30 | Pirelli Tyre S.P.A. | Apparatus for controlling tyres in a production line |
| KR20170097688A (ko) * | 2014-12-22 | 2017-08-28 | 피렐리 타이어 소시에떼 퍼 아찌오니 | 생산라인에서 타이어를 검사하기 위한 방법 및 기기 |
| JP2018505385A (ja) * | 2014-12-22 | 2018-02-22 | ピレリ・タイヤ・ソチエタ・ペル・アツィオーニ | 製造ラインでタイヤをチェックする方法および装置 |
| US10697857B2 (en) | 2014-12-22 | 2020-06-30 | Pirelli Tyre S.P.A. | Method and apparatus for checking tyres in a production line |
| JP2016138790A (ja) * | 2015-01-27 | 2016-08-04 | 国立研究開発法人産業技術総合研究所 | 表面検査装置および表面検査方法、ならびにそのためのプログラムおよびそのプログラムの記録媒体 |
| JP6061059B1 (ja) * | 2015-05-29 | 2017-01-18 | 新日鐵住金株式会社 | 金属体の形状検査装置及び金属体の形状検査方法 |
| WO2016194698A1 (ja) * | 2015-05-29 | 2016-12-08 | 新日鐵住金株式会社 | 金属体の形状検査装置及び金属体の形状検査方法 |
| JP2019502112A (ja) * | 2015-12-16 | 2019-01-24 | ピレリ・タイヤ・ソチエタ・ペル・アツィオーニ | タイヤを検査するための方法およびデバイス |
| JP2019505760A (ja) * | 2015-12-16 | 2019-02-28 | ピレリ・タイヤ・ソチエタ・ペル・アツィオーニ | タイヤを検査する方法および装置 |
| US10935467B2 (en) | 2015-12-16 | 2021-03-02 | Pirelli Tyre S.P.A | Apparatus for checking tyres |
| KR102595037B1 (ko) | 2015-12-16 | 2023-10-27 | 피렐리 타이어 소시에떼 퍼 아찌오니 | 타이어를 검사하는 장치 및 방법 |
| US11029236B2 (en) | 2015-12-16 | 2021-06-08 | Pirelli Tyre S.P.A. | Method and device for checking tyres |
| US10670497B2 (en) | 2015-12-16 | 2020-06-02 | Pirelli Tyre S.P.A | Device and method for analysis of tyres comprising first and second image acquistion systems |
| KR20180094953A (ko) * | 2015-12-16 | 2018-08-24 | 피렐리 타이어 소시에떼 퍼 아찌오니 | 타이어를 검사하는 장치 및 방법 |
| JP2019507323A (ja) * | 2015-12-28 | 2019-03-14 | ピレリ・タイヤ・ソチエタ・ペル・アツィオーニ | タイヤを検査するデバイス |
| US10809158B2 (en) | 2015-12-28 | 2020-10-20 | Pirelli Tyre S.P.A. | Apparatus and method for checking tyres |
| US10883898B2 (en) | 2015-12-28 | 2021-01-05 | Pirelli Tyre S.P.A. | Apparatus for checking tyres |
| CN108603814B (zh) * | 2015-12-28 | 2020-09-22 | 倍耐力轮胎股份公司 | 用于检查轮胎的设备和方法 |
| CN108603814A (zh) * | 2015-12-28 | 2018-09-28 | 倍耐力轮胎股份公司 | 用于检查轮胎的设备和方法 |
| JP2019168371A (ja) * | 2018-03-26 | 2019-10-03 | 住友電気工業株式会社 | 表面状態検査装置及び表面状態検査方法 |
| JP7087533B2 (ja) | 2018-03-26 | 2022-06-21 | 住友電気工業株式会社 | 表面状態検査装置及び表面状態検査方法 |
| WO2020188647A1 (ja) * | 2019-03-15 | 2020-09-24 | ヤマハ発動機株式会社 | 計測装置および表面実装機 |
| JPWO2020188647A1 (ja) * | 2019-03-15 | 2021-10-28 | ヤマハ発動機株式会社 | 計測装置および表面実装機 |
| JP7122456B2 (ja) | 2019-03-15 | 2022-08-19 | ヤマハ発動機株式会社 | 計測装置および表面実装機 |
| CN110038822A (zh) * | 2019-04-20 | 2019-07-23 | 东莞中科蓝海智能视觉科技有限公司 | 反光圆环件的视觉检测方法 |
| CN117739875A (zh) * | 2024-02-19 | 2024-03-22 | 湖南沃尔博精密工具有限公司 | 一种基于光电效应的刀具涂层均匀性检测系统及方法 |
| CN117739875B (zh) * | 2024-02-19 | 2024-04-23 | 湖南沃尔博精密工具有限公司 | 一种基于光电效应的刀具涂层均匀性检测系统及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US8948491B2 (en) | 2015-02-03 |
| BRPI0917910B1 (pt) | 2019-08-20 |
| EP2322899A1 (en) | 2011-05-18 |
| MX2011002160A (es) | 2011-04-05 |
| JP5436431B2 (ja) | 2014-03-05 |
| EP2322899B1 (en) | 2022-03-16 |
| BRPI0917910A2 (pt) | 2016-07-26 |
| EP2322899A4 (en) | 2015-10-28 |
| JPWO2010024254A1 (ja) | 2012-01-26 |
| US20110188731A1 (en) | 2011-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5436431B2 (ja) | 被検体の凹凸検出方法とその装置 | |
| JP5882730B2 (ja) | 外観検査装置及び外観検査方法 | |
| JP2003240521A (ja) | 被検体の外観・形状検査方法とその装置、及び、被検体の外観・形状検出装置 | |
| JP5109598B2 (ja) | 物品検査方法 | |
| JP6184289B2 (ja) | 三次元画像処理装置、三次元画像処理方法、三次元画像処理プログラム及びコンピュータで読み取り可能な記録媒体並びに記録した機器 | |
| JP6040930B2 (ja) | 表面欠陥検出方法及び表面欠陥検出装置 | |
| EP2508871A1 (en) | Inspection apparatus, measurement method for three-dimensional shape, and production method for structure | |
| WO2015189985A1 (ja) | 形状測定装置、構造物製造システム、形状測定方法、構造物製造方法、形状測定プログラム、及び記録媒体 | |
| TW201818049A (zh) | 球體物表面的檢查裝置和檢查方法 | |
| JP5837283B2 (ja) | タイヤの外観検査方法および外観検査装置 | |
| JP6317892B2 (ja) | 外観検査装置及び外観検査方法 | |
| JP2007285983A (ja) | ワークの傷等検出方法及びその装置 | |
| WO2005050131A1 (ja) | 被検体の形状及び明暗の検出方法とその装置 | |
| JP6149990B2 (ja) | 表面欠陥検出方法及び表面欠陥検出装置 | |
| JP2010249700A (ja) | 表面状態検出方法とその装置 | |
| WO2020066415A1 (ja) | 三次元形状検査装置、三次元形状検査方法、三次元形状検査プログラム、コンピュータ | |
| JP4784396B2 (ja) | 3次元形状計測方法及びこれを用いた3次元形状計測装置 | |
| JP5570890B2 (ja) | タイヤの外観検査方法および外観検査装置 | |
| JP6739325B2 (ja) | 外観画像の作成方法及びルックアップテーブル作成用冶具 | |
| JP3848586B2 (ja) | 表面検査装置 | |
| CN112683788B (zh) | 物件表面可能缺陷的影像检测扫描方法及其系统 | |
| JP2005337856A (ja) | 外観検査装置および外観検査方法 | |
| CN112683790A (zh) | 物件表面可能缺陷的影像检测扫描方法及其系统 | |
| JP2008197008A (ja) | 外観検査装置及び外観検査方法 | |
| JP2014055922A (ja) | 欠陥抽出装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 09809905 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010526718 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13060551 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2011/002160 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2009809905 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01E Ref document number: PI0917910 Country of ref document: BR Free format text: REGULARIZE A PROCURACAO, UMA VEZ QUE O DOCUMENTO APRESENTADO NAO POSSUI DATA |
|
| ENP | Entry into the national phase |
Ref document number: PI0917910 Country of ref document: BR Kind code of ref document: A2 Effective date: 20110225 |