WO2009113215A1 - 回転電機用の固定子鉄心およびその製造方法 - Google Patents
回転電機用の固定子鉄心およびその製造方法 Download PDFInfo
- Publication number
- WO2009113215A1 WO2009113215A1 PCT/JP2008/072303 JP2008072303W WO2009113215A1 WO 2009113215 A1 WO2009113215 A1 WO 2009113215A1 JP 2008072303 W JP2008072303 W JP 2008072303W WO 2009113215 A1 WO2009113215 A1 WO 2009113215A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stator
- stator core
- magnetic pole
- manufacturing
- electrical machine
- Prior art date
Links
Images




























Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/145—Stator cores with salient poles having an annular coil, e.g. of the claw-pole type
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/022—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with salient poles or claw-shaped poles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
Definitions
- the present invention relates to a stator core for a rotating electrical machine including a stator and a rotor, and a method for manufacturing the same.
- Patent Document 1 or Patent Document 2 has a problem that the inductance of the stator winding is large. For example, when the inductance of the stator winding increases in a motor or generator, there is a problem that the phase difference between current and voltage increases and the power factor, which is a main characteristic of the motor and generator, is reduced.
- An object of the present invention is to provide a stator core of a rotating electrical machine that is excellent in stator productivity and that can reduce an increase in inductance of a stator winding.
- a stator core for a rotating electrical machine includes a rotor that is rotatably held, and a stator having at least two stator cores arranged side by side in the direction of the rotation axis of the rotor.
- a plurality of magnetic poles of the stator core disposed in the circumferential direction of the rotation shaft of the rotor, and formed in the axial direction of the rotation shaft between the magnetic poles of the plurality of magnetic poles
- Each of the magnetic poles arranged in the circumferential direction is formed into a wave shape in the axial direction of the rotary shaft for each adjacent magnetic pole.
- a stator winding can be disposed in a wave-like inner end face side of the magnetic pole and in a groove formed in the axial direction of the rotating shaft, and magnetic poles of a plurality of stator cores disposed in the circumferential direction of the rotating shaft are provided. It consists of the steel plate laminated
- the manufacturing method of the stator iron core for rotary electric machines of this invention is the process 1 which cuts out a raw material from a steel plate, the process 2 which laminates
- a groove is formed between the magnetic poles in the axial direction of the rotating shaft, and the axial end surfaces of the rotating shafts of the respective magnetic poles arranged in the circumferential direction are shifted in a wave shape in the axial direction of the rotating shaft for each adjacent magnetic pole. It is shaped to be placed.
- the embodiment of the present invention there is no axially extending claw provided between the circumferential stator winding and the rotor surface, which is found in a general claw pole type stator.
- a general claw pole type stator there is an advantage that it is easy to produce a stator core.
- the inductance of the wire can be lowered as compared with a general claw pole type stator.
- the inductance of the stator winding can be greatly reduced.
- the stator windings are arranged in the direction of the rotation axis, and the rotor cores are arranged in phase units and arranged in the direction of the rotation axis as in a general slot tooth type rotating electrical machine.
- the stator winding has a shape that is easy to produce, and the productivity is excellent.
- the rotor-side facing surface of the stator magnetic pole is a general claw pole type magnetic pole. The efficiency can be improved.
- the stator magnetic pole is formed by stacking the stator cores in the axial direction, so that iron loss due to eddy current can be greatly reduced. Moreover, since the laminated steel plate is used in the embodiment of the present invention, there is an effect that the mechanical strength is very strong as compared with the case where the dust core is used.
- FIG. 1 is a perspective view showing a basic configuration of a stator according to an embodiment of the present invention.
- FIG. 2A is a perspective view illustrating the entire basic configuration of the stator according to the embodiment.
- 2B is a partial cross-sectional view of the basic configuration of the stator shown in FIG. 2A
- FIG. 2C is a partial cross-sectional view showing a further change in the basic configuration of the stator shown in FIG. 2A, and rotation of the basic configuration of the stator shown in FIG. It is a fragmentary sectional view perpendicular to an axis.
- 2B is a partial cross-sectional view of the basic configuration of the stator shown in FIG. 2A.
- FIG. 2C is a partial cross-sectional view showing a further change in the basic configuration of the stator shown in FIG. 2A, and is a partial cross-sectional view perpendicular to the rotation axis of the basic configuration of the stator shown in FIG. 2A.
- FIG. 3 is a perspective view showing a stator core having a basic configuration of the stator shown in FIG.
- FIG. 4 is a perspective view showing a stator core having a basic configuration of a stator according to another embodiment shown in FIG.
- FIG. 5 shows still another embodiment of the stator core shown in FIG.
- FIG. 6 shows a stator winding used in the basic configuration of the stator shown in FIGS.
- FIG. 7 is a perspective view of a stator according to an embodiment of the present invention.
- FIG. 3 is a perspective view showing a stator core having a basic configuration of the stator shown in FIG.
- FIG. 4 is a perspective view showing a stator core having a basic configuration of a stator
- FIG. 8 is a development view of the stator shown in FIG.
- FIG. 9 shows a first example of a manufacturing method according to an embodiment of the present invention.
- FIG. 10 shows a second example of the manufacturing method according to one embodiment of the present invention.
- FIG. 11 shows a third example of the manufacturing method according to one embodiment of the present invention.
- FIG. 12A is a plan view of the material shape of the stator core, which is a material connected in an annular shape.
- FIG. 12B shows a shape in which a plurality of magnetic pole portions are connected in a strip shape with a polarity.
- FIG. 12C shows a shape in which a plurality of magnetic pole portions are connected in a strip shape on a straight line.
- FIG. 12A is a plan view of the material shape of the stator core, which is a material connected in an annular shape.
- FIG. 12B shows a shape in which a plurality of magnetic pole portions are connected in a strip shape with a polarity.
- FIG. 13 is a perspective view of a manufacturing process for laminating materials in a spiral shape.
- FIG. 14A is a perspective view of the step of forming the material into a wave shape, and shows the state before the material is formed into a wave shape.
- FIG. 14B is a diagram showing a state after forming into a wave shape.
- FIG. 15A is a diagram showing a single-pole pair of stator cores and a single-pole pair of the stator cores shown in FIGS. 3 to 5.
- FIG. 15B is a diagram showing one pole pair of a hooked stator core.
- FIG. 15C is a diagram showing a unipolar pair of still another stator core.
- FIG. 16A is a diagram showing another embodiment of a method for manufacturing a one-phase stator.
- FIG. 16A is a diagram showing another embodiment of a method for manufacturing a one-phase stator.
- FIG. 16A is a diagram showing another embodiment of a method for manufacturing a one-phase
- FIG. 16B is a diagram showing another embodiment of a method for manufacturing a one-phase stator.
- FIG. 17 is a perspective view showing another embodiment of a one-phase stator.
- FIG. 18A is a partial cross-sectional view of a stator winding.
- FIG. 18B is a partial cross-sectional view of the stator winding.
- FIG. 18C is a partial cross-sectional view of the stator winding.
- FIG. 18D is a partial cross-sectional view of the stator winding.
- FIG. 19A is a perspective view before assembly showing application to a rotating electrical machine.
- FIG. 19B is a perspective view after assembly showing application to a rotating electrical machine.
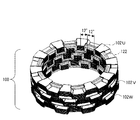
- FIG. 1 is a perspective view showing a basic configuration of a stator 102 according to an embodiment of the present invention.
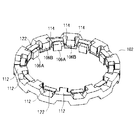
- FIGS. 2A to 2C are other examples of the basic configuration of the stator shown in FIG. 1, and are examples in which a flange 108 is provided on each magnetic pole portion 106 of the basic configuration according to the embodiment of FIG. 2A is an overall view of a basic configuration of a stator 102 according to another embodiment, FIG. 2B is a partial cross-sectional view of the basic configuration of the stator 102 shown in FIG. 2A, and FIG. 2C is a stator shown in FIG. 2A. It is the fragmentary sectional view which changed the view further of the basic composition of 102, and is a fragmentary sectional view perpendicular to the axis of rotation of the fundamental composition of the stator 102 stator shown in Drawing 2A.
- FIG. 3 is a perspective view showing a stator core 104 having a basic configuration of the stator 102 shown in FIG. 1
- FIG. 4 is a stator core 104 having a basic configuration of the stator 102 according to another embodiment shown in FIG.
- FIG. 5 shows still another embodiment of the stator core 104 shown in FIG.
- FIG. 6 shows a stator winding 122 used in the basic configuration of the stator 102 shown in FIGS.
- the basic configuration of the stator 102 shown in FIG. 1 or FIGS. 2A to 2C includes a stator core 104 and a stator winding 122.
- magnetic pole portions 106 that act as magnetic poles of the stator 102 are provided at equal intervals over the entire circumference.
- the symbols 106A and 106B are alternately attached, but the magnetic pole portions 106A and 106B perform the same operation.
- the above-described rotor is rotatably provided inside the magnetic pole portions 106A and 106B, the rotor is not shown in FIGS. 1 to 4 in order to avoid complicated explanation.
- stator 102 there are two types of rotating electrical machines, the stator 102 being on the outside of the rotor and the stator 102 being on the inside of the rotor. Either structure may be used, but the complicated explanation is avoided. For this reason, the structure in which the stator is outside the rotor is described.
- a Rundel type is used when the present invention is used as an AC generator.
- a rotating electrical machine can be configured by combining the rotor and the stator 102, and the rotating electrical machine acts as a motor or a generator.
- the basic configuration of the stator 102 shown in FIG. 1 and the basic configuration of the stator 102 shown in FIGS. 2A to 2C are almost the same, but the basic configuration of the stator 102 shown in FIGS. 2A to 2C is the rotor side of the magnetic pole portion 106.
- the basic configuration of the stator 102 shown in FIGS. 2A to 2C is the rotor side of the magnetic pole portion 106.
- the area of the rotor side surface of the basic structure of the stator 102 is increased to improve the output characteristics.
- 5 is another embodiment of the stator core 104 shown in FIGS. 3 and 4, and the back surface portion 112 connecting the adjacent magnetic pole portions 106 has a curved shape, and is excellent in productivity. Yes.
- magnetic pole portions 106 are arranged at equal intervals on a circumferential surface that is a surface perpendicular to the rotation axis, and the magnetic pole portions 106 are alternately shifted in the rotation axis direction. Therefore, every other depression is formed at the end of the basic configuration of the stator 102 in the direction of the rotation axis in accordance with the magnetic pole portion 106.
- a stator winding 122 is arranged in the recess, and the protrusion from the stator core 104 at the rotating shaft end portion of the stator winding 122 can be reduced or eliminated.
- FIG. 2C shows a cross-sectional view in which the magnetic pole part 106A and the magnetic pole part 106B shown in FIG. 2B are partially sectioned on a plane perpendicular to the rotation axis.
- a groove 114 extending in the direction of the rotation axis, such as a slot, is formed between each magnetic pole part 106A and the magnetic pole part 106B, and the stator winding 122 is accommodated in this groove 114.
- the difference from the conventional stator is that a single-phase winding is inserted into the groove 114 and the stator winding 122 has a simple configuration. For this reason, productivity is excellent and reliability is improved. As shown in FIG.
- the magnetic pole portions 106 are connected to each other at the back surface portion 112. Further, a flange 108 is formed on the rotor side of each magnetic pole portion 106, and the rotor side of each groove 114 is narrowed by the flange 108. With this structure, the area of the surface facing the rotor is increased and the characteristics of the rotating electrical machine are improved.
- the stator core 104 shown in FIGS. 3 to 5 is the stator core 104 having the basic configuration of the stator 102 shown in FIGS. 1 and 2, and a plurality of magnetic pole portions 106 are arranged around the entire circumference of the rotor side. Over the same interval. In this embodiment, 20 magnetic pole portions 106 are provided. These magnetic pole portions 106 are connected to the adjacent magnetic pole portions 106 at the back surface portion 112, and a space 114 or a slot 114 extending in the rotation axis direction for inserting a stator winding is formed between the adjacent magnetic pole portions 106. Has been.
- the magnetic pole portions 106 are alternately shifted in the direction of the rotation axis, and the magnetic pole portion 106A is shifted to the other side with respect to the magnetic pole portion 106B. For this reason, a space is formed on one side of the magnetic pole portion 106, and the protrusion on one side of the stator winding 122 can be eliminated by arranging the stator winding 122 in this space. Can be reduced in size. Also, copper loss is reduced. Similarly, since the magnetic pole part 106B is shifted to one side with respect to the magnetic pole part 106A, a space is formed on the other side of the magnetic pole part 106. By arranging the stator winding 122 in this space, the protrusion on the other side of the stator winding 122 can be eliminated, and the basic configuration of the stator 102 can be reduced in size as described above. Also, copper loss is reduced.
- the above-described alternately shifted arrangement structure of the magnetic pole portions 106 is not essential, and even if there is no shifted structure, it functions as a basic configuration of the stator 102 of the rotating electrical machine, and the winding operation of the stator winding 122 is extremely difficult. Therefore, it is very excellent in productivity with respect to a conventional stator of a rotating electric machine. Further, compared to the general claw pole type stator in which a large number of claws are provided on the rotor side described in Patent Document 1 and Patent Document 2, there is an effect that the inductance of the stator can be greatly reduced.
- the stator core 104 shown in FIGS. 3 to 5 has a welded portion 116 in which the outer peripheral surface of the back surface portion 112 on the opposite side of the magnetic pole portion 106 is fixed by welding.
- the stator core 104 is produced by winding a continuous thin steel plate in the circumferential direction as described later. Since the welded portion 116 is formed on the outer peripheral surface of the back surface portion 112 corresponding to each magnetic pole portion 106, the continuous thin plate-shaped magnetic steel plate is wound in the circumferential direction, and the welded portion 116 respectively has a stator and then the back surface portion 112. It is possible to easily shift the magnetic pole portion 106 in the direction of the rotation axis by forming the shape with a press or the like.
- FIG. 6 shows a stator winding 122 used in the basic configuration of the stator 102, and in this embodiment, a wave winding stator winding 122 is shown. Concentrated windings other than wave windings can also be used, but a wave winding stator winding 122 will be described as an example.
- the wave winding stator winding 122 shown in FIG. 6 has an interpole portion 124 of the stator winding between one magnetic pole end portion 126 of the stator winding 122 and the other magnetic pole end portion 128 of the stator winding. It has a continuous shape made by connecting.
- the inter-magnetic pole portions 124 of the stator winding 122 are alternately connected by one magnetic pole end portion 126 of the stator winding 122 or the other magnetic pole end portion 128 of the stator winding 122.
- One magnetic pole end portion 126 is inserted into each of the grooves 114 having a shape extending in the rotation axis direction of the stator core 104 shown in FIGS.
- the end portions in the axial direction of the stator core 104 are alternately formed with depressions corresponding to the magnetic pole portions 106, and one magnetic pole end of the stator winding 122 is formed in the depression formed at one end of the stator core 104.
- the portion 126 is inserted, and the other magnetic pole end portion 128 of the stator winding 122 is inserted into a recess formed at the other end of the stator core 104.
- one magnetic pole end portion 126 of the stator winding 122 and the other magnetic pole of the stator winding 122 are not required.
- the extreme portion 128 has a shape that protrudes from both ends of the stator core 104 in the rotation axis direction.
- the structure When the winding shown in FIG. 6 is attached to the stator core 104 shown in FIG. 3 to FIG. 5, the structure extends alternately in the grooves 114 provided in the axial direction of the stator core 104.
- the winding form is similar to the wave winding structure, and the winding covers all slots. For this reason, electrical characteristics are improved with respect to the claw pole type stator having a claw between the stator 102 and the rotor.
- FIG. 7 is a perspective view of a stator 100 of a three-phase rotating electrical machine made by combining the basic configurations of the stator 102 shown in FIG. 1 or FIG.
- FIG. 8 is a development view of the three-phase AC stator 100 shown in FIG.
- the 7 uses the basic structure of the three stators 102 as a U-phase stator 102U, a V-phase stator 102V, and a W-phase stator 102W, respectively.
- the U-phase stator 102U, the V-phase stator 102V, and the W-phase stator 102W are arranged separately in the rotational axis direction, but the rotor is common, and the basic configuration of the stator 102 of each phase is as follows. They are arranged in phase with each other.
- the stators of the respective phases are arranged separately in the axial direction. If the relative positional relationship between the stators of the respective phases is a two-phase rotating electric machine, the basic configuration 102 of the stator is arranged with a phase of 90 degrees in terms of electrical angle. That is, they are arranged with a shift of 1/4 of the mechanical angle per pole pair on the rotor side.
- stator 100 of a three-phase rotating electric machine is used, it is arranged with a phase of 120 degrees in electrical angle. That is, they are arranged with a shift of 1/3 of the mechanical angle per pole pair on the rotor side.
- FIG. 7 shows an example of the stator 100 of the three-phase rotating electric machine.
- FIG. 7 shows a stator of a 20-pole three-phase rotating electric machine. Since there are 20 poles, the number of pole pairs is 10. For this reason, the mechanical angle of the phase-to-phase pole shift is 1/3 of 36 degrees, which is 10 mechanical angles, that is, 12 degrees.
- the rotor has a common structure with respect to the basic structure of each stator 102 constituting the three-phase AC stator 100 and the rotor does not have a phase.
- Making the rotor a common structure simplifies the configuration of the entire rotating electrical machine, and is highly effective in terms of downsizing and productivity.
- the disclosed windings can share the basic configuration of each stator 102 constituting the three-phase AC stator 100, and high output can be obtained.
- two-phase alternating current and three-phase alternating current have been described as representatives of the stator 100 of the multi-phase rotating electrical machine, but it is possible to cope with multilayered alternating current with the same concept.
- the stator 100 of a six-phase AC generator six basic configurations of the stator 102 may be arranged in the axial direction, and the phase may be 60 degrees in electrical angle.
- the maximum current per phase can be reduced, and the current capacity of the rectifier circuit and the like can be reduced.
- FIG. 7 shows a stator 100 for a three-phase AC rotating electric machine as a representative example of the stator 100 for the multilayer rotating electric machine.
- a specific structure of the three-phase AC stator 100 will be described with reference to FIG.
- three stator blocks of a U-phase stator 102U, a V-phase stator 102V, and a W-phase stator 102W are arranged side by side in the axial direction.
- a magnetic insulating member having a magnetic shielding action is provided between the phases in order to reduce the leakage magnetic flux between the phases.
- This magnetic insulating member is arranged as necessary and is not essential, but reducing the leakage magnetic flux leads to improvement in efficiency and improvement in characteristics.
- the insulating material is preferably composed of a non-magnetic polymer material or a non-conductive substance such as ceramic. Furthermore, improvement in heat dissipation can be expected by using a material having good thermal conductivity.
- the magnetic insulating member 3 has a fitting shape function such as a groove, a hole, a protrusion, a shaft, or an inlay for positioning the stator core, so that the stator block has high accuracy. Positioning can be realized. This positioning is because the circumferential position of the stator and the coaxiality affect the torque ripple of the rotating electrical machine.
- this magnetic shield with a metallic material.
- aluminum-based alloys, non-magnetic stainless alloys, copper-based alloys and the like are suitable as metals.
- lightweight titanium is also a candidate.
- LCP liquid crystal polymer
- PPS polyphenylene sulfide resin
- PBT polybutylene terephthalate resin
- PET polyethylene resin
- nylon reinforced with glass fiber PC (polycarbonate resin), etc.
- Carbon fiber reinforced resins and thermosetting resins such as epoxy and unsaturated polyester are also candidates. It is desirable that these materials be determined according to the thermal and mechanical strength constraints required by the motors and generators used.
- These manufacturing methods are aluminum, copper alloy die-cast, and stainless steel alloy machined or cold or warm forged.
- the resin material can be manufactured by a method such as injection molding. When using a metal-based material, it is necessary to determine the shape while paying attention to the eddy current generation path.
- the manufacturing method of the stator core 104 includes a step of cutting out the material 1001 from a steel plate, a step of laminating the material 1001, a step of bonding the material 1001, and a step of forming the material 1001 into a wave shape.
- the stator core 104 is cut out of a steel plate, laminated the cut material 1001, joined the cut and laminated material 1001, and cut out, laminated, and joined to the corrugated material 1001 in the order of steps.
- the steel plate is cut out as shown in FIG.
- the cut material 1001 is laminated, the laminated material 1001 is formed into a wave shape, and the step of joining the wave shaped material 1001 is joined, or the steel plate is cut out as shown in FIG.
- the cut material 1001 can be formed into a corrugated shape, the corrugated material 1001 can be laminated, and the laminated material 1001 can be joined in the order of steps.
- the magnetic pole part 106 and the back surface part 112 are cut out from the base plate into a developed shape.
- a means for cutting out the material for example, there are shearing such as punching by press, wire cutting, laser cutting, plasma cutting, water jet, machining, etc., but when considering productivity, punching by pressing Is preferred.
- FIG. 12A to 12C show the shape of the cut material 1001.
- FIG. 12A the magnetic pole portion 106 and the back surface portion 112 are connected in a ring shape as shown in FIG. 12BC.
- the accuracy of the inner and outer diameters of the material 1001 is good, but the yield is poor because the material at the center is not used.
- the yield is good, but it is necessary to ensure accuracy by a laminating process described later.
- the magnetic pole portions 106 are laminated so that they are aligned in the rotor axial direction.
- a concave shape previously provided on the back surface portion 112 of the material 1001 may be laminated as a guide.
- the material shape at this time may be connected in a ring shape, or may be a shape in which the magnetic pole portion is connected to one magnetic pole, a plurality of magnetic poles, or a belt shape.
- the linear material 1001 is formed into an arc shape by in-plane bending in the circumferential direction.
- the back surface portion 112 of the material 1001 is tilted to bend the material 1001 in the circumferential surface.
- the magnetic pole portions 106 are aligned in the axial direction and bonded in a stacked state.
- it joins by "caulking” which combined the convex part and recessed part which were shape
- “Caulking” that combines the projections and recesses formed by half punching, when cutting the material 1001, the projections and recesses are formed by half punching and then pressed by a press or the like in the direction of the rotation axis after lamination. Can be joined.
- the magnetic pole portions 106 ⁇ / b> A and 106 ⁇ / b> B are alternately formed into a wave shape.
- the end face in the axial direction of the magnetic pole part 106A is pressed in the direction of the rotation axis relative to the end face in the axial direction of the magnetic pole part 106B, thereby forming a wave shape.
- the magnetic pole portions 106A and 106B are moved in the radial direction of the rotation axis, whereby the reduction in thickness and breakage due to the elongation in the circumferential direction of the material 1001 can be suppressed, and the formability is improved.
- the inner diameter accuracy of the stator core 104 can be improved by abutting the end surfaces of the magnetic pole portions 106A and 106B in the rotational axis radial direction against the tool. it can.
- the material may be a single material or a laminated state.
- FIG. 14 shows an example of a step of forming into a wave shape
- FIG. 14A shows a state before forming the wave shape
- FIG. 14B shows a state after forming into the wave shape.
- the tool on the upper side of the material 1001 that is 1/4 of the foreground is not shown, but in reality, the tool is arranged in the same manner as other parts in the circumferential direction.
- the material 1001 may be a single material or a stacked state, but A to C show a state where the material 1001 is stacked.
- the punch 1101 is arranged in the circumferential direction of the rotation axis on the end face side pushed in the axial direction of the magnetic pole portions 106A and 106B, and the counter 1102 facing the punch 1101 and the material 1001 is arranged.
- the counter 1102 applies a force in the plate thickness direction of the material 1001 in the direction opposite to the direction in which the punch 1101 is pushed in the rotation axis direction, and restrains the deformation of the material 1001 out of the plane.
- the magnetic pole part 106A when the magnetic pole part 106A is pushed in the rotor axial direction, the magnetic pole part 106B restrains the movement in the rotor axial direction, or when the magnetic pole part 106B is pushed in the rotor axial direction, the magnetic pole part 106A is Although the movement in the rotor axis direction is constrained, for the sake of convenience in this description, since the magnetic pole portions 106A and 106B are relative deformation in the rotor axis direction, the punch 1101A for pushing the magnetic pole portion 106A in the rotor axis direction, A punch 1101B that pushes the magnetic pole portion 106B in the direction of the rotor axis is used.
- the counters 1102A and 1102B are attached with symbols corresponding to the punches 1101A and 1101B.
- the direction in which the punch 1101A for pushing the magnetic pole part 106A is pushed in the rotor axial direction and the direction in which the punch 1101B for pushing the magnetic pole part 106B is pushed in the rotor axial direction are relatively opposite to each other in the rotor circumferential direction. Place them alternately.
- counters 1102A and 1102B are alternately arranged in the circumferential direction of the rotor in accordance with the punches 1101A and 1101B. In this state, the punches 1101A and 1101B are relatively pushed in the rotor axial direction to form a wave shape as shown in FIG. 12B. According to this method, the bending radius of the back surface portion 114 that connects the magnetic pole portions 106A and 106B increases continuously as the radius increases outward from the rotor shaft.
- the formability is improved by moving the magnetic pole part 106 in the rotor axial direction. Therefore, the frictional force between the material 1001 and the punch 1101 and the counter 1102 is reduced, or the punch 1101 and the counter 1102 are movable in the rotor radial direction, or the punch 1101 and the counter 1102 are forced by the cam mechanism.
- By performing at least one of moving in the rotor radial direction it is possible to suppress a reduction in thickness and breakage due to the elongation in the circumferential direction of the material 1001, and improve the formability.
- the inner diameter accuracy of the stator 104 can be improved by deforming the magnetic pole portion 106 in the rotor radial direction and finally abutting the end surface of the magnetic pole portion 106 in the rotor radial direction against the stopper 1103.
- the counter 1102 is used to ensure the flatness of the magnetic pole part 106.
- a mold structure for example, a die cushion, a gas damper, a spring, or the like is used to apply a force facing the punch 1101.
- the forming method when the counter 1102 is used has been described.
- the magnetic pole part 106 is a curved surface, there is no problem in performance. 1102 may be omitted. In this case, it is only necessary to push the magnetic pole portions 106A and 106B with the punches 1101A and 1101B.
- the shape of the material 1001 projected in the rotor axial direction before and after the molding changes, so the material 1001 before molding is the stator after molding.
- the iron core 104 needs to be developed.
- the shape of the magnetic pole portion 106 is almost the same as the shape of the stator core 104 since it does not change even after being formed into a wave shape, but the length of the back surface portion 114 is the same as that when the stator core 104 is projected in the rotor axis direction. It must be longer than the length. Further, the length of the back surface portion 114 needs to be increased as the movement amount of the magnetic pole portion 106 in the rotor radial direction increases.
- stator core 104 As shown in FIG. 5 can be manufactured by forming the laser welded material 1001 into a wave shape with a press.
- FIGS. 15A to 15C form a stator magnetic circuit with a core shape of one pole pair (for two poles).
- FIG. 15A shows one pole pair of the stator core 104 shown in FIGS. 3 to 5.
- the flow of magnetic flux from the rotor covers the magnetic flux of one pole pair on the rotor side, so the flow of magnetic flux between adjacent pole pairs Do not need. Therefore, by dividing the iron core in the circumferential direction, it is possible to satisfy the same characteristics as when integrated. Therefore, the stator core 104 having teeth 106A and teeth 106B as shown in FIG. 15A is assembled and combined to assemble the stator core 104, thereby forming the stator having the above-described structure that uses a motor or a generator. It becomes possible to do.
- symbol shows the function and effect of the same code
- FIG. 15B shows a shape having a hook at the tip of the tooth 106A or 106B in FIG. 15A.
- This kite has the purpose of effectively collecting the flux flowing in from the rotor and the function of preventing the winding out of the wound stator winding 122.
- FIG. 15C shows an iron core having a shape alternately in the axial direction, but shows a structure in which the positional relationship of the magnetic poles does not overlap in the rotation axis direction.
- the shape on the iron core side has been devised. It is an example.
- 3 to 5 or 17 has a laminated structure of magnetic thin plates, but is not limited to a laminated structure, and may be manufactured by compression molding a dust core or the like.
- laminated steel sheets are superior in terms of strength, reliability, and magnetic properties.
- description is abbreviate
- FIGS. 16A and 16B show the manufacturing concept of the stator core 104, which is a single-phase stator core, using the iron core shown in FIG. 15B.
- the inter-magnetic pole portions 124 of the stator winding 122 shown in FIG. 6 are inserted into the grooves 114 extending in the rotation axis direction between the teeth 106A and the teeth 106B. Thereafter, the magnetic pole pairs in FIG. 16A are fixed by welding or the like, whereby the stator core 104 integrated in the circumferential direction is completed.
- the structure shown in FIG. 16A or the structure shown in FIGS. 1 to 5 has a shape in which the groove 114 along the rotation axis exists and the inter-magnetic pole portion 124 of the stator winding of the stator winding 122 is inserted into the groove 114. It is.
- the teeth 106A and the teeth 106B are completely displaced in the rotation axis direction.
- the stator winding 122 can be inserted into the groove 114 with almost no bending in the rotation axis direction. For this reason, the productivity of the stator winding 122 is excellent, the insertion of the stator winding 122 into the groove 114 is easy, and the workability is excellent.
- the basic configuration of the finally completed stator 102 is the same as in FIG. 1 and FIGS. 2A to 2C, and the stator winding 122 is used for posting that goes back and forth between one end and the other end along the rotation axis.
- the structure shown in FIGS. 2B to 2C is wound.
- the stator core 104 in the above drawing has a shape that partially overlaps the central portion in the rotation axis direction of the stator core 104 that constitutes the teeth 106A and the teeth 106B that are shifted in the rotation axis direction, and has a cross section shown in FIG. 2C. Further, the arrangement is almost the same as the winding arrangement of the slot tooth type rotating electrical machine.
- the magnetic circuit is efficiently constructed on the surface facing the rotor, and excellent electrical characteristics can be obtained.
- the stator winding 122 is greatly simplified compared to the slot teeth type rotating electric machine, and excellent productivity can be obtained. Also, since the shape of the stator winding 122 is simple, it is excellent in safety and reliability. effective.
- FIG. 17 shows another embodiment of the stator winding 122.
- the stator winding 122 is bent at an angle close to a substantially right angle at a portion connecting the rotation axis direction and the circumferential direction. That is, the stator winding 122 has a portion substantially parallel to the rotation axis.
- the resin film for insulation may be damaged, and it is necessary to pay various attentions at the time of work. It is desirable to form with a certain degree of bending R (radius). In this respect, it is desirable to pay attention to the operation of forming the stator winding 122 in the shapes shown in FIGS. 1 and 2A to 2C.
- the groove 114 between the teeth 106A and the teeth 106B is widened in the circumferential direction.
- the gap between the magnetic poles of the iron core is loosened so that the portion of the stator winding 122 in the rotation axis direction can be arranged obliquely.
- This structure has an advantage that the bending R (radius) can be made gentle, and the workability is improved.
- the structure of FIGS. 1 and 2A to 2C can increase the space factor of the stator winding 122 (the ratio of the conductor cross-sectional area to the slot), and has an effect of easily obtaining a high output. In view of improving efficiency, it is desirable to take into consideration that the space factor of the stator winding 122 does not become small in the structure of FIG.
- FIG. 18A to 18D show cross-sectional shapes of the stator winding 122 for improving the space factor.
- FIG. 18A it is conceivable to use a magnet wire having a round cross section as a winding.
- a flat magnet wire is used to improve the space factor.
- the space factor can be increased.
- the stator winding 122 is manufactured in advance as shown in FIG. 6 and then integrated with the stator core 104, a step of forming the cross-sectional shape of the stator winding 122 into a desired shape is provided. Is desirable.
- the space factor can be increased by forming a line having a substantially circular cross section into a shape as shown in FIG. 18D.
- FIG. 19B is a perspective view of the rotating electrical machine when the three-phase AC stator 100 shown in FIG. 7 is applied to the rotating electrical machine
- FIG. 19A is a development view of the rotating electrical machine shown in FIG. 19B
- a bearing 414 and a bearing 412 are fixed to the front housing 418 and the rear housing 416, respectively, and a shaft 436 is rotatably held by the bearings 414 and 412.
- a rotor 404 is fixed to the shaft 436.
- a three-phase AC stator 100 shown in FIG. 7 is provided outside the rotor 404 through a gap.
- the three-phase AC stator 100 is fixed and held between the front housing 418 and the rear housing 416.
- an outer ring 401 made of an aluminum material or the like is further provided on the outer periphery of the three-phase AC stator 100, and the rotating electrical machine is hermetically sealed.
- the above-described three-phase AC stator 100 can be used as a generator or as a motor by being combined with various rotors, and can be used for various applications.
- the shape of the three-phase AC stator 100 is simple, and particularly the shape of the stator winding 122 is simple, the productivity is excellent.
- the coil ends of the stator winding 122 in the axial direction can be reduced or eliminated, the size can be reduced, and the copper loss can be reduced.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
Description
また、本発明の実施の形態では、周方向の固定子巻線と回転子面との間に回転軸方向に延び、前記固定子巻線に鎖交する形状の爪が無いので、固定子巻線のインダクタンスを一般のクローポール型の固定子に比べ低くできる効果がある。
また、本発明の実施の形態では、一般のクローポール型の固定子に比べ、固定子巻線122を包む磁性体の領域が少ないので、固定子巻線のインダクタンスを大幅に低減できる。
また、本発明の実施の形態では、積層鋼板を使用しているので、圧粉磁心を使用する場合に比べ、機械的な強度が非常に強い効果がある。
102 固定子
102U U相固定子
102V V相固定子
102W W相固定子
104 固定子鉄心
104U U相固定子鉄心
104V V相固定子鉄心
104W W相固定子鉄心
106A ティース
106B ティース
108 鍔
112 背面部
114 溝
116 溶接部
122 固定子巻線
122U U相固定子巻線
122V V相固定子巻線
122W W相固定子巻線
124 磁極間部
126 磁極端部
128 磁極端部
130 磁気絶縁板
401 外環
404 回転子
412 軸受
414 軸受
416 後側ハウジンング
418 前側ハウジング
436 シャフト
452 通しボルト
1001 素材
1101A パンチ
1101B パンチ
1102A カウンタ
1102B カウンタ
1103 ストッパ
図1乃至図6を用いて本発明の一実施の形態である固定子102の基本構成を説明する。図1は、本発明の一実施の形態である、固定子102の基本構成を示す斜視図である。
以上説明した固定子102の基本構成は固定子全体に対して一相分の固定子として作用する。次に3相交流の固定子100を図7と図8を用いて説明する。図7は、図1あるいは図2に示す固定子102の基本構成が組み合わせられて作られた3相回転電機の固定子100の斜視図である。図8は図7に示す3相交流の固定子100の展開図である。
先に説明の固定子102の基本構成を使用して多相回転電機の固定子100を構成する場合、各相の固定子を軸方向に分けて配置する。各相の固定子の相対位置関係は、2相回転電機であれば、前記固定子の基本構成102を電気角で90度の位相を持たせて配置する。すなわち回転子側の一極対あたりの機械的な角度の1/4ずらして配置する。
多層回転電機の固定子100の代表例として図7に3相交流回転電機用の固定子100を記載した。この3相交流の固定子100の具体的な構造を図8を用いて説明する。図1や図2で説明した固定子102の基本構成をU相固定子102U、V相固定子102V、W相固定子102Wの3つの固定子ブロックを軸方向に並べて配置している。この構成で各相間には互いの相間の漏れ磁束を低減するために磁気的なシールド作用を有する磁気絶縁部材が設けられている。この磁気絶縁部材は、必要に応じて配置するものであり必須ではない、しかし漏れ磁束を減少させることは効率向上や特性改善に繋がる。
固定子鉄心の製造方法を図9乃至図11を用いて説明する。固定子鉄心104の製造方法は鋼板から素材1001を切抜く工程と、素材1001を積層する工程と、素材1001を接合する工程と、素材1001を波状に成形する工程からなっている。固定子鉄心104は図9記載の如く鋼板を切抜き、切抜いた素材1001を積層し、切抜いて積層した素材1001を接合し、切抜いて積層し接合した素材1001を波形に成形する工程の順番か、図10記載の如く鋼板を切抜き、切抜いた素材1001を積層し、積層した素材1001を波状に成形し、波状に成形した素材1001を接合する工程の順番か、図11記載の如く鋼板を切抜き、切抜いた素材1001を波状に成形し、波状に成形した素材1001を積層し、積層した素材1001を接合する工程の順番によって製造できる。
図19Bは図7に示す3相交流の固定子100を回転電機に適用した場合の回転電機の斜視図であり、図19Aは図19Bに示す前記回転電機の展開図である。前側ハウジング418と後側ハウジング416に軸受414と軸受412とがそれぞれ固定されており、シャフト436が上記軸受414と412とに回転可能に保持されている。前記シャフト436には回転子404が固定されている。前記回転子404の外側には空隙を介して図7に記載の3相交流の固定子100が設けられている。前側ハウジング418と後側ハウジング416とを通しボルト452で固定することにより、前側ハウジング418と後側ハウジング416との間に3相交流の固定子100が固定され保持される。なお、3相交流の固定子100の外周に更にアルミニウム材などで作られた外環401が設けられ、回転電機が密閉されている。
Claims (13)
- 回転可能に保持された回転子と、前記回転子の回転軸方向に並べて配置された少なくとも2つの固定子鉄心を有する固定子とを備えた回転電機用の固定子鉄心において、 前記回転子の回転軸の周方向に配置された固定子鉄心の複数個の磁極と、前記複数個の磁極の各磁極間に前記回転軸の軸方向に形成された固定子鉄心の溝と、を有し、前記周方向に配置された各磁極の前記回転軸の軸方向の端面が隣接する磁極毎に前記回転軸の軸方向に波状に成形して、前記磁極の波状の内側の端面側および前記回転軸の軸方向に形成された溝に固定子巻線を配置可能とし、前記回転軸の周方向に配置された複数個の固定子鉄心の磁極が前記回転軸の軸方向に積層した鋼板からなることを特徴とする回転電機用の固定子鉄心。
- 請求項1記載の回転電機用の固定子鉄心において、隣接する前記磁極をつなぐ固定子背面部の曲げ半径が、前記回転子の回転軸から半径方向外側になるしたがい連続的に大きくなるように形成されることを特徴とする回転電機用の固定子鉄心。
- 鋼板から素材を切抜く工程1と、前記素材を積層する工程2と、前記素材を接合する工程3と、前記素材を波状に成形する工程4と、を備え、前記工程1乃至工程4の各工程を組み合わせて、回転電機の回転軸の周方向に固定子鉄心の複数個の磁極を形成し、前記複数個の磁極の各磁極間に前記回転軸の軸方向に溝を形成し、前記周方向に配置された各磁極の前記回転軸の軸方向の端面が隣接する磁極毎に前記回転軸の軸方向に波状にずれて配置されるよう成形することを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程2では前記工程1で切抜いた前記素材を積層し、前記工程3では前記工程2で積層した前記素材を接合し、前記工程4では前記工程3で接合した前記素材を波状に成形することを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程2では前記工程1で切抜いた前記素材を積層し、前記工程4では前記工程2で積層した前記素材を波状に成形し、前記工程3では前記工程4で波状に成形した前記素材を接合することを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程4では前記工程1で切抜いた前記素材を波状に成形し、前記工程2では前記工程4波状に成形した前記素材を積層し、前記工程3では前記工程2で積層した前記素材を接合することを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程4では、前記磁極の回転子軸方向の端面を隣接する前記磁極の回転子軸方向の端面と相対的に回転子の回転軸方向に押込むことを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程4では、前記磁極を回転子の回転軸の半径方向の中心側に移動させることを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程4では、前記磁極の回転子の回転軸の半径方向の中心側の面を工具に突き当てることを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程4では、前記磁極の回転子軸方向の端面を隣接する前記磁極の回転子軸方向の端面と相対的に回転子の回転軸方向に押込む方法、あるいは、前記磁極を回転子の回転軸の半径方向の中心側に移動させる方法、あるいは、前記磁極の回転子の回転軸の半径方向の中心側の面を工具に突き当てる方法、の少なくとも2つの方法を同一工程で行うことを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程1では、環状につながった形状に切抜くか、あるいは、前記固定子の1磁極分または複数磁極分が帯状につながった形状に切抜くことを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程2では、前記環状につながった形状に切抜いた板材を積層するか、あるいは、前記固定子の1磁極分または複数磁極分が帯状につながった形状の板材を積層するか、あるいは、帯状につながった板材をらせん状に積層することを特徴とする回転電機用の固定子鉄心の製造方法。
- 請求項3記載の回転電機用の固定子鉄心の製造方法において、前記工程3では、半抜きして成形された凸部と凹部を合わせてかしめるか、レーザー溶接か、TIG溶接か、接着かにより板材を接合することを特徴とする回転電機用の固定子鉄心の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2008801240486A CN101911432B (zh) | 2008-03-12 | 2008-12-09 | 旋转电机用的定子铁芯及其制造方法 |
| US12/863,629 US8294325B2 (en) | 2008-03-12 | 2008-12-09 | Stator core for dynamo-electric machine and manufacturing method therefor |
| EP08873215.1A EP2284976A4 (en) | 2008-03-12 | 2008-12-09 | STATOR CORE FOR DYNAMOELECTRIC MACHINE AND METHOD FOR MANUFACTURING THE SAME |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008063062A JP5022278B2 (ja) | 2008-03-12 | 2008-03-12 | 回転電機用の固定子鉄心およびその製造方法 |
| JP2008-063062 | 2008-03-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2009113215A1 true WO2009113215A1 (ja) | 2009-09-17 |
Family
ID=41064889
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2008/072303 WO2009113215A1 (ja) | 2008-03-12 | 2008-12-09 | 回転電機用の固定子鉄心およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8294325B2 (ja) |
| EP (1) | EP2284976A4 (ja) |
| JP (1) | JP5022278B2 (ja) |
| CN (1) | CN101911432B (ja) |
| WO (1) | WO2009113215A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102201720A (zh) * | 2010-08-19 | 2011-09-28 | 中国航空工业第六一八研究所 | 带有螺旋升角的定子铁芯的成型方法和装置 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5022278B2 (ja) | 2008-03-12 | 2012-09-12 | 株式会社日立製作所 | 回転電機用の固定子鉄心およびその製造方法 |
| CN101860130B (zh) * | 2010-04-08 | 2012-11-14 | 上海理工大学 | 径向磁场直线旋转电机定子叠片旋转错位叠压方法 |
| DE102012001115B4 (de) * | 2012-01-23 | 2023-06-07 | Sew-Eurodrive Gmbh & Co Kg | Elektromaschine |
| US9618003B2 (en) * | 2013-12-10 | 2017-04-11 | Electric Torque Machines Inc. | High efficiency transverse flux motor fan |
| US9509181B2 (en) * | 2013-12-10 | 2016-11-29 | Electric Torque Machines Inc. | Transverse flux stator geometry |
| WO2016193558A2 (fr) * | 2015-05-29 | 2016-12-08 | Francecol Technology | Armature électromagnétique pour machine électrique tournante et son procédé de fabrication |
| US10778049B2 (en) * | 2016-06-07 | 2020-09-15 | Sapphire Motors | Stator assembly with stack of coated conductors |
| CN105896775A (zh) * | 2016-06-28 | 2016-08-24 | 无锡新大力电机有限公司 | 一种永磁电机护套 |
| WO2019015030A1 (zh) * | 2017-07-21 | 2019-01-24 | 深圳市配天电机技术有限公司 | 电动车、车轮及其开关磁阻电机 |
| WO2019146499A1 (ja) * | 2018-01-23 | 2019-08-01 | 三菱電機株式会社 | 回転電機の固定子及び回転電機の固定子の製造方法 |
| CN109120120B (zh) * | 2018-10-30 | 2023-08-25 | 永济优耐特绝缘材料有限责任公司 | 一种转子磁极盒叠压成型工艺 |
| CN114342215B (zh) * | 2019-09-24 | 2023-10-20 | 株式会社博迈立铖 | 旋转电机用的定子及其制造方法、旋转电机及其制造方法 |
| CN110556995A (zh) * | 2019-10-16 | 2019-12-10 | 河北工业大学 | 一种新型高功率密度爪极永磁电机 |
| US11454172B2 (en) * | 2019-12-26 | 2022-09-27 | Unison Industries, Llc | Starter/generator system |
| CN112953149B (zh) * | 2021-02-24 | 2022-09-20 | 同济大学 | 一种径向磁通双转子电机 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002345179A (ja) * | 2001-05-07 | 2002-11-29 | Jianzhun Electric Mach Ind Co Ltd | 電動機のステータ組の改良構造 |
| JP2004229403A (ja) * | 2003-01-22 | 2004-08-12 | Ichinomiya Denki:Kk | クローポール型発電機 |
| JP2005151785A (ja) | 2003-11-16 | 2005-06-09 | Yoshimitsu Okawa | リング状の電機子コイルを有する同期発電機 |
| JP2005176463A (ja) * | 2003-12-09 | 2005-06-30 | Sumitomo Electric Ind Ltd | モータ |
| JP2006280189A (ja) * | 2005-03-01 | 2006-10-12 | Honda Motor Co Ltd | ステータおよびモータ |
| JP2006296188A (ja) | 2005-03-18 | 2006-10-26 | Hitachi Industrial Equipment Systems Co Ltd | 多相クローポール型モータ |
| WO2007010934A1 (ja) * | 2005-07-19 | 2007-01-25 | Denso Corporation | 交流モータとその制御装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5355045A (en) * | 1991-04-12 | 1994-10-11 | Hisey Bradner L | Torque reaction transfer in dynamoelectric machines having energy-efficient stator constructions |
| JP3871964B2 (ja) * | 2002-05-16 | 2007-01-24 | 三菱電機株式会社 | 回転電機の固定子鉄心の製造方法 |
| JP2006166637A (ja) * | 2004-12-08 | 2006-06-22 | Matsushita Electric Ind Co Ltd | スピンドルモータ |
| JP2009005421A (ja) | 2007-06-19 | 2009-01-08 | Hitachi Ltd | 回転電機 |
| JP4604064B2 (ja) | 2007-06-19 | 2010-12-22 | 日立オートモティブシステムズ株式会社 | 車両用交流発電機及び回転電機 |
| JP2009027904A (ja) | 2007-06-19 | 2009-02-05 | Hitachi Ltd | 回転電機 |
| JP2009165273A (ja) | 2008-01-07 | 2009-07-23 | Hitachi Ltd | 回転電機用固定子鉄心構造およびその製造方法 |
| JP5022278B2 (ja) | 2008-03-12 | 2012-09-12 | 株式会社日立製作所 | 回転電機用の固定子鉄心およびその製造方法 |
-
2008
- 2008-03-12 JP JP2008063062A patent/JP5022278B2/ja not_active Expired - Fee Related
- 2008-12-09 WO PCT/JP2008/072303 patent/WO2009113215A1/ja active Application Filing
- 2008-12-09 US US12/863,629 patent/US8294325B2/en active Active
- 2008-12-09 EP EP08873215.1A patent/EP2284976A4/en not_active Withdrawn
- 2008-12-09 CN CN2008801240486A patent/CN101911432B/zh not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002345179A (ja) * | 2001-05-07 | 2002-11-29 | Jianzhun Electric Mach Ind Co Ltd | 電動機のステータ組の改良構造 |
| JP2004229403A (ja) * | 2003-01-22 | 2004-08-12 | Ichinomiya Denki:Kk | クローポール型発電機 |
| JP2005151785A (ja) | 2003-11-16 | 2005-06-09 | Yoshimitsu Okawa | リング状の電機子コイルを有する同期発電機 |
| JP2005176463A (ja) * | 2003-12-09 | 2005-06-30 | Sumitomo Electric Ind Ltd | モータ |
| JP2006280189A (ja) * | 2005-03-01 | 2006-10-12 | Honda Motor Co Ltd | ステータおよびモータ |
| JP2006296188A (ja) | 2005-03-18 | 2006-10-26 | Hitachi Industrial Equipment Systems Co Ltd | 多相クローポール型モータ |
| WO2007010934A1 (ja) * | 2005-07-19 | 2007-01-25 | Denso Corporation | 交流モータとその制御装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2284976A4 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102201720A (zh) * | 2010-08-19 | 2011-09-28 | 中国航空工业第六一八研究所 | 带有螺旋升角的定子铁芯的成型方法和装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101911432B (zh) | 2013-07-10 |
| CN101911432A (zh) | 2010-12-08 |
| JP5022278B2 (ja) | 2012-09-12 |
| US8294325B2 (en) | 2012-10-23 |
| JP2009219319A (ja) | 2009-09-24 |
| EP2284976A1 (en) | 2011-02-16 |
| US20110062817A1 (en) | 2011-03-17 |
| EP2284976A4 (en) | 2015-08-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5022278B2 (ja) | 回転電機用の固定子鉄心およびその製造方法 | |
| USRE46265E1 (en) | Rotating electric apparatus and method for connecting stator coils thereof | |
| JP6563595B2 (ja) | 回転電機、及び回転電機の固定子 | |
| JP6402257B2 (ja) | 固定子コイル、これを備えた固定子、およびこれを備えた回転電機 | |
| JP5480106B2 (ja) | 回転電機 | |
| US10547223B2 (en) | Stator coil, stator, electromagnetic device, and method of manufacturing stator coil | |
| EP2053721A2 (en) | Rotating machine | |
| JPWO2019039518A1 (ja) | 分割コア連結体および電機子の製造方法 | |
| JP2010220288A (ja) | コアブロック及び該コアブロックを用いたモータ用の磁極コア | |
| JP2009027904A (ja) | 回転電機 | |
| WO2016035533A1 (ja) | 回転電機のステータ、及びこれを備えた回転電機 | |
| US20240039355A1 (en) | Rotating Electrical Machine, Electric Wheel, and Vehicle | |
| JP2011223652A (ja) | 回転電機巻線及び回転電機構成部材 | |
| JP6498536B2 (ja) | コアおよび回転電機 | |
| CN117424358A (zh) | 定子、电机、压缩机和电器设备 | |
| JP2009106044A (ja) | 回転電機 | |
| JP4568639B2 (ja) | ステータ | |
| WO2018180344A1 (ja) | 電動モータ用ステータおよび電動モータ | |
| JP2019047630A (ja) | 回転電機 | |
| JP2005124378A (ja) | リング状の固定子コイルを有する誘導電動機 | |
| JP2009148134A (ja) | 分割ステータ | |
| WO2021256178A1 (ja) | 成形コイル、ステータ及び回転電機 | |
| WO2024034364A1 (ja) | コイル、ステータ及び回転電機 | |
| JP2005253280A (ja) | リング状の固定子コイルを有するアウターロータ形のブラシレスdcモータ及びacサーボモータ | |
| JP2009106045A (ja) | 回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 200880124048.6 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 08873215 Country of ref document: EP Kind code of ref document: A1 |
|
| REEP | Request for entry into the european phase |
Ref document number: 2008873215 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2008873215 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12863629 Country of ref document: US |