RU2746373C2 - Способ безникелевого фосфатирования металлических поверхностей - Google Patents
Способ безникелевого фосфатирования металлических поверхностей Download PDFInfo
- Publication number
- RU2746373C2 RU2746373C2 RU2017138445A RU2017138445A RU2746373C2 RU 2746373 C2 RU2746373 C2 RU 2746373C2 RU 2017138445 A RU2017138445 A RU 2017138445A RU 2017138445 A RU2017138445 A RU 2017138445A RU 2746373 C2 RU2746373 C2 RU 2746373C2
- Authority
- RU
- Russia
- Prior art keywords
- phosphating
- ions
- nickel
- composition
- post
- Prior art date
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 62
- 239000002184 metal Substances 0.000 title claims abstract description 62
- 238000000034 method Methods 0.000 title claims abstract description 36
- 239000000203 mixture Substances 0.000 claims abstract description 91
- -1 molybdenum ions Chemical class 0.000 claims abstract description 61
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims abstract description 57
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 37
- 239000011733 molybdenum Substances 0.000 claims abstract description 37
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 claims abstract description 22
- 230000002378 acidificating effect Effects 0.000 claims abstract description 8
- 229910001453 nickel ion Inorganic materials 0.000 claims abstract description 6
- 229910001437 manganese ion Inorganic materials 0.000 claims abstract description 5
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 claims abstract description 4
- MEFBJEMVZONFCJ-UHFFFAOYSA-N molybdate Chemical compound [O-][Mo]([O-])(=O)=O MEFBJEMVZONFCJ-UHFFFAOYSA-N 0.000 claims abstract description 4
- JPVYNHNXODAKFH-UHFFFAOYSA-N Cu2+ Chemical compound [Cu+2] JPVYNHNXODAKFH-UHFFFAOYSA-N 0.000 claims description 19
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 claims description 13
- 229920000768 polyamine Polymers 0.000 claims description 11
- 229910052726 zirconium Inorganic materials 0.000 claims description 11
- 238000004140 cleaning Methods 0.000 claims description 10
- 229910001431 copper ion Inorganic materials 0.000 claims description 8
- 229910002651 NO3 Inorganic materials 0.000 claims description 3
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 claims description 3
- 230000004913 activation Effects 0.000 claims description 3
- 150000004761 hexafluorosilicates Chemical class 0.000 claims description 2
- 229910052759 nickel Inorganic materials 0.000 abstract description 28
- VEQPNABPJHWNSG-UHFFFAOYSA-N Nickel(2+) Chemical compound [Ni+2] VEQPNABPJHWNSG-UHFFFAOYSA-N 0.000 abstract description 5
- 238000005260 corrosion Methods 0.000 abstract description 5
- 230000007797 corrosion Effects 0.000 abstract description 5
- 239000011247 coating layer Substances 0.000 abstract description 2
- 238000001035 drying Methods 0.000 abstract 1
- 230000000694 effects Effects 0.000 abstract 1
- 230000001681 protective effect Effects 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000000243 solution Substances 0.000 description 81
- 230000000052 comparative effect Effects 0.000 description 69
- 238000000576 coating method Methods 0.000 description 36
- 239000011248 coating agent Substances 0.000 description 30
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 24
- 239000011701 zinc Substances 0.000 description 22
- IOVCWXUNBOPUCH-UHFFFAOYSA-M Nitrite anion Chemical compound [O-]N=O IOVCWXUNBOPUCH-UHFFFAOYSA-M 0.000 description 21
- 239000011572 manganese Substances 0.000 description 21
- 229910019142 PO4 Inorganic materials 0.000 description 18
- 235000021317 phosphate Nutrition 0.000 description 18
- 229920000642 polymer Polymers 0.000 description 18
- 239000010452 phosphate Substances 0.000 description 16
- 150000002978 peroxides Chemical class 0.000 description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 15
- 229910021645 metal ion Inorganic materials 0.000 description 13
- 229910001335 Galvanized steel Inorganic materials 0.000 description 10
- 229920002873 Polyethylenimine Polymers 0.000 description 10
- 238000004070 electrodeposition Methods 0.000 description 10
- 239000008397 galvanized steel Substances 0.000 description 10
- 239000000463 material Substances 0.000 description 10
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 8
- 229910000831 Steel Inorganic materials 0.000 description 7
- 239000010410 layer Substances 0.000 description 7
- 239000010959 steel Substances 0.000 description 7
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 6
- 229910052709 silver Inorganic materials 0.000 description 6
- 239000004332 silver Substances 0.000 description 6
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 5
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 5
- 230000003213 activating effect Effects 0.000 description 5
- 238000007739 conversion coating Methods 0.000 description 5
- 229920001577 copolymer Polymers 0.000 description 5
- 229910052802 copper Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 239000013521 mastic Substances 0.000 description 5
- 238000004382 potting Methods 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 229910021607 Silver chloride Inorganic materials 0.000 description 4
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 150000001768 cations Chemical class 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 238000000151 deposition Methods 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 4
- 229910052737 gold Inorganic materials 0.000 description 4
- 239000010931 gold Substances 0.000 description 4
- 229910052763 palladium Inorganic materials 0.000 description 4
- 229920000767 polyaniline Polymers 0.000 description 4
- 229920000123 polythiophene Polymers 0.000 description 4
- 230000000284 resting effect Effects 0.000 description 4
- HKZLPVFGJNLROG-UHFFFAOYSA-M silver monochloride Chemical compound [Cl-].[Ag+] HKZLPVFGJNLROG-UHFFFAOYSA-M 0.000 description 4
- 238000004448 titration Methods 0.000 description 4
- 150000002222 fluorine compounds Chemical class 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 150000001282 organosilanes Chemical class 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 229910052718 tin Inorganic materials 0.000 description 3
- 239000011135 tin Substances 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical compound [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 3
- 229910000165 zinc phosphate Inorganic materials 0.000 description 3
- VTLYFUHAOXGGBS-UHFFFAOYSA-N Fe3+ Chemical compound [Fe+3] VTLYFUHAOXGGBS-UHFFFAOYSA-N 0.000 description 2
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- QGAVSDVURUSLQK-UHFFFAOYSA-N ammonium heptamolybdate Chemical compound N.N.N.N.N.N.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.O.[Mo].[Mo].[Mo].[Mo].[Mo].[Mo].[Mo] QGAVSDVURUSLQK-UHFFFAOYSA-N 0.000 description 2
- 229910052787 antimony Inorganic materials 0.000 description 2
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 2
- 229920006317 cationic polymer Polymers 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 239000008367 deionised water Substances 0.000 description 2
- 229910021641 deionized water Inorganic materials 0.000 description 2
- 238000010790 dilution Methods 0.000 description 2
- 239000012895 dilution Substances 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000005755 formation reaction Methods 0.000 description 2
- 229910052735 hafnium Inorganic materials 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 239000007800 oxidant agent Substances 0.000 description 2
- 239000003002 pH adjusting agent Substances 0.000 description 2
- 235000011007 phosphoric acid Nutrition 0.000 description 2
- 150000003013 phosphoric acid derivatives Chemical class 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- PUZPDOWCWNUUKD-UHFFFAOYSA-M sodium fluoride Chemical compound [F-].[Na+] PUZPDOWCWNUUKD-UHFFFAOYSA-M 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 229910001432 tin ion Inorganic materials 0.000 description 2
- JUWGUJSXVOBPHP-UHFFFAOYSA-B titanium(4+);tetraphosphate Chemical compound [Ti+4].[Ti+4].[Ti+4].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O JUWGUJSXVOBPHP-UHFFFAOYSA-B 0.000 description 2
- IDCPFAYURAQKDZ-UHFFFAOYSA-N 1-nitroguanidine Chemical compound NC(=N)N[N+]([O-])=O IDCPFAYURAQKDZ-UHFFFAOYSA-N 0.000 description 1
- VLHWNGXLXZPNOO-UHFFFAOYSA-N 2-[4-[2-(2,3-dihydro-1H-inden-2-ylamino)pyrimidin-5-yl]-3-(2-morpholin-4-ylethyl)pyrazol-1-yl]-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethanone Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C=1C(=NN(C=1)CC(=O)N1CC2=C(CC1)NN=N2)CCN1CCOCC1 VLHWNGXLXZPNOO-UHFFFAOYSA-N 0.000 description 1
- YGSCDVQTKKMYBS-UHFFFAOYSA-N 3-[2-aminoethyl(hydroxy)silyl]propan-1-amine Chemical compound NCC[SiH](O)CCCN YGSCDVQTKKMYBS-UHFFFAOYSA-N 0.000 description 1
- JVRHDWRSHRSHHS-UHFFFAOYSA-N 3-hydroxysilylpropan-1-amine Chemical compound NCCC[SiH2]O JVRHDWRSHRSHHS-UHFFFAOYSA-N 0.000 description 1
- TZZGHGKTHXIOMN-UHFFFAOYSA-N 3-trimethoxysilyl-n-(3-trimethoxysilylpropyl)propan-1-amine Chemical group CO[Si](OC)(OC)CCCNCCC[Si](OC)(OC)OC TZZGHGKTHXIOMN-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 101000795655 Canis lupus familiaris Thymic stromal cotransporter homolog Proteins 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-L Phosphate ion(2-) Chemical compound OP([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-L 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 229910001439 antimony ion Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000872 buffer Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000010668 complexation reaction Methods 0.000 description 1
- 239000008139 complexing agent Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000007859 condensation product Substances 0.000 description 1
- 229920001940 conductive polymer Polymers 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229910001610 cryolite Inorganic materials 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-M dihydrogenphosphate Chemical compound OP(O)([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-M 0.000 description 1
- XPPKVPWEQAFLFU-UHFFFAOYSA-N diphosphoric acid Chemical compound OP(O)(=O)OP(O)(O)=O XPPKVPWEQAFLFU-UHFFFAOYSA-N 0.000 description 1
- IRXRGVFLQOSHOH-UHFFFAOYSA-L dipotassium;oxalate Chemical compound [K+].[K+].[O-]C(=O)C([O-])=O IRXRGVFLQOSHOH-UHFFFAOYSA-L 0.000 description 1
- 230000005592 electrolytic dissociation Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 231100000086 high toxicity Toxicity 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 150000004679 hydroxides Chemical class 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000010348 incorporation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000004502 linear sweep voltammetry Methods 0.000 description 1
- PDKHNCYLMVRIFV-UHFFFAOYSA-H molybdenum;hexachloride Chemical compound [Cl-].[Cl-].[Cl-].[Cl-].[Cl-].[Cl-].[Mo] PDKHNCYLMVRIFV-UHFFFAOYSA-H 0.000 description 1
- 150000001283 organosilanols Chemical class 0.000 description 1
- 125000005375 organosiloxane group Chemical group 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 208000014451 palmoplantar keratoderma and congenital alopecia 2 Diseases 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000002161 passivation Methods 0.000 description 1
- 150000003016 phosphoric acids Chemical class 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 231100000614 poison Toxicity 0.000 description 1
- 230000007096 poisonous effect Effects 0.000 description 1
- 239000004584 polyacrylic acid Substances 0.000 description 1
- 229920000137 polyphosphoric acid Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000001103 potassium chloride Substances 0.000 description 1
- 235000011164 potassium chloride Nutrition 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 229940005657 pyrophosphoric acid Drugs 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000011775 sodium fluoride Substances 0.000 description 1
- 235000013024 sodium fluoride Nutrition 0.000 description 1
- 239000011684 sodium molybdate Substances 0.000 description 1
- 235000015393 sodium molybdate Nutrition 0.000 description 1
- TVXXNOYZHKPKGW-UHFFFAOYSA-N sodium molybdate (anhydrous) Chemical compound [Na+].[Na+].[O-][Mo]([O-])(=O)=O TVXXNOYZHKPKGW-UHFFFAOYSA-N 0.000 description 1
- 229910052596 spinel Inorganic materials 0.000 description 1
- 239000011029 spinel Substances 0.000 description 1
- 229910052566 spinel group Inorganic materials 0.000 description 1
- 239000012086 standard solution Substances 0.000 description 1
- 239000008399 tap water Substances 0.000 description 1
- 235000020679 tap water Nutrition 0.000 description 1
- 238000004832 voltammetry Methods 0.000 description 1
- 238000004876 x-ray fluorescence Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/07—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing phosphates
- C23C22/08—Orthophosphates
- C23C22/18—Orthophosphates containing manganese cations
- C23C22/182—Orthophosphates containing manganese cations containing also zinc cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
- C23C22/362—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also zinc cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
- C23C22/364—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also manganese cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/34—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides
- C23C22/36—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates
- C23C22/364—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also manganese cations
- C23C22/365—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 containing fluorides or complex fluorides containing also phosphates containing also manganese cations containing also zinc and nickel cations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/78—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
- C25D13/12—Electrophoretic coating characterised by the process characterised by the article coated
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D13/00—Electrophoretic coating characterised by the process
- C25D13/20—Pretreatment
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2222/00—Aspects relating to chemical surface treatment of metallic material by reaction of the surface with a reactive medium
- C23C2222/20—Use of solutions containing silanes
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Chemical Treatment Of Metals (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Paints Or Removers (AREA)
- Laminated Bodies (AREA)
- Detergent Compositions (AREA)
- Chemically Coating (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Изобретение относится к безникелевому фосфатированию металлической поверхности. В способе металлическую поверхность, которая может быть подвергнута очистке и/или активации, сначала обрабатывают кислотной водной фосфатирующей композицией, содержащей ионы цинка, ионы марганца и фосфат-ионы. Далее после необязательного ополаскивания и/или сушки поверхность обрабатывают водной композицией для обработки после ополаскивания, содержащей от 10 до 500 мг/л, рассчитано в виде металла, ионов молибдена в виде молибдата, и имеющей рН в диапазоне от 3 до 5. При этом используют фосфатирующую композицию и композицию для обработки после ополаскивания, в которых содержание ионов никеля меньше чем 0,3 г/л. Способ безникелевого фосфатирования позволяет получить фосфатированную металлическую поверхность, имеющую электролитическую проводимость, соответствующую электролитической проводимости металлической поверхности, полученной никельсодержащим фосфатированием, а также предотвращающую коррозию и обеспечивающую адгезию для последующих слоев покрытия. 2 н. и 13 з.п. ф-лы, 6 ил., 6 табл., 16 пр.
Description
Данное изобретение относится к способу в значительной степени безникелевого фосфатирования металлической поверхности, к соответствующей фосфатирующей композиции, а также к соответственно фосфатированной металлической поверхности.
Фосфатные покрытия на металлической поверхности известны из предыдущего уровня техники. Такие покрытия служат, чтобы предотвращать коррозию металлических поверхностей, а также, более того, в качестве промоторов адгезии для последующих слоев покрытия.
Такие фосфатные покрытия в особенности применяют в областях автомобильной промышленности, а также общей промышленности.
Последующие слои покрытия также как и покрытия из порошкового материала и жидкие краски, представляют собой, в особенности, катодно осаждаемые материалы покрытия, наносимого электроосаждением (СЕС). Поскольку осаждение СЕС требует потока между металлической поверхностью и ванной для обработки, важно установить определенную электрическую проводимость в фосфатном покрытии для того, чтобы обеспечить эффективное и однородное покрытие.
Фосфатные покрытия, поэтому, обычно наносят, применяя никельсодержащий фосфатирующий раствор. Никель, осажденный в этом процессе, изначально или как составляющая сплава, например, Zn/Ni, обеспечивает соответствующую проводимость покрытия в ходе последующего покрытия, нанесенного электроосаждением.
Вследствие их высокой токсичности и вреда окружающей среде, тем не менее, ионы никеля больше не являются желательным компонентом растворов для обработки и, поэтому, их следует в максимально возможной степени избегать или, по меньшей мере, уменьшить относительно их количества.
Применение безникелевых фосфатирующих растворов или фосфатирующих растворов с низким содержанием никеля в принципе известно. Тем не менее, оно ограничивается отдельными подложками, такими как сталь.
Указанные безникелевые или с низким содержанием никеля системы, более того, могут приводить к плохим показателям коррозии и показателям адгезии покрытия при преобладании условий осаждения СЕС, вследствие неидеальной поверхности подложки.
Задачей данного изобретения, таким образом, было обеспечить способ, при котором металлические поверхности могут быть подвергнуты в значительной степени безникелевому фосфатированию, при этом такие поверхностями должны быть сравнимы или в сущности сравнимы относительно их электрохимических свойств с металлическими поверхностями, обработанными никельсодержащими фосфатирующими растворами, и при котором более особенно избегают вышеупомянутых недостатков предыдущего уровня техники.
Эта задача была достигнута способом по п. 1, фосфатирующей композицией по п. 21, и фосфатированной металлической поверхностью по п. 23.
В способе изобретения в значительной степени безникелевого фосфатирования металлической поверхности, металлическую поверхность, необязательно после очистки и/или активации, во-первых, обрабатывают кислотной водной фосфатирующей композицией, которая содержит ионы цинка, ионы марганца, и фосфат-ионы, и, необязательно, ополаскивают и/или высушивают, и после этого обрабатывают водной композицией для обработки после ополаскивания, которая содержит, по меньшей мере, один вид ионов металла, выбранных из группы, включающей ионы молибдена, меди, серебра, золота, палладия, олова, сурьмы, титана, циркония и гафния и/или, по меньшей мере, один полимер, выбранный из группы, включающей классы полимеров из полиаминов, полиэтиленаминов, полианилинов, полииминов, полиэтилениминов, политиофенов, и полиприролов, а также их смеси и сополимеры, при этом и фосфатирующая композиция и композиция для обработки после ополаскивания в значительной степени не содержат никель.
Определения:
Способ изобретения может быть применен для обработки или непокрытой металлической поверхности или же металлической поверхности, которая уже была преобразована покрытием. Ссылка ниже на "металлическая поверхность", поэтому, всегда должна браться, также включая уже преобразованную покрытием металлическую поверхность.
"Водная композиция" в целях данного изобретения представляет собой композицию, которая содержит, по меньшей мере, частично, предпочтительно преимущественно воду в качестве растворителя. В дополнение к растворимым компонентам, она может содержать диспергированные - то есть, эмульгированные и/или суспендированные - компоненты.
В целях данного изобретения, "фосфат-ионы" также относится к гидрофосфату, дигидрофосфату и фосфорной кислоте. Более того, значение охватывает пирофосфорную кислоту и полифосфорную кислоту и все их частично и полностью депротонированные формы.
"Ион металла" в целях данного изобретения представляет собой альтернативно катион металла, комплексный катион металла или комплексный анион металла.
Если композиция содержит меньше, чем 0.3 г/л ионов никеля, она считается, в целях данного изобретения, являющейся "в значительной степени безникелевой".
Металлическая поверхность предпочтительно включает сталь, систему, оцинкованную горячим способом, систему, оцинкованную электролитически, алюминий, или их сплавы, такие как, например, Zn/Fe или Zn/Mg. В случае систем, оцинкованных горячим способом и систем, оцинкованных электролитически, они, в каждом случае, более особенно являются системой такого типа на стали. Металлическая поверхность более особенно является, по меньшей мере, частично оцинкованной.
Способ изобретения особенно подходит для полиметаллических применений.
Если металлическая поверхность должна быть покрыта и не представляет свежую систему, оцинкованную горячим способом, преимущественно, перед обработкой фосфатирующей композицией, для металлической поверхности, сначала очищают, и более особенно обезжиривают, в водной очищающей композиции. Для этой цели, в особенности, может быть применена кислотная, нейтральная, щелочная или сильно щелочная очищающая композиция, но необязательно также, дополнительно, кислотная или нейтральная протравливающая композиция.
Щелочная или сильно щелочная очищающая композиция оказалась особенно предпочтительной здесь.
Помимо, по меньшей мере, одного поверхностно-активного вещества, водная очищающая композиция также необязательно может содержать очищающий наполнитель и/или другие добавки, такие как комплексообразующее вещество. Также возможным является применение активирующий очиститель.
После очистки/протравливания, существует преимущественно, по меньшей мере, одно ополаскивание металлической поверхности водой, в случае которого добавка к раствору, в воде, такая как нитрит или поверхностно-активное вещество, например, также может необязательно быть добавлена к воде.
Перед обработкой металлической поверхности фосфатирующей композицией, преимущественно обрабатывают металлическую поверхность активирующей композицией. Целью активирующей композиций является осаждение множественности ультратонких фосфатных частиц в виде зернистых кристаллов на металлической поверхности. Эти кристаллы помогают формировать фосфатный слой, более особенно кристаллический фосфатный слой, имеющий чрезвычайно большое число плотно осажденных, мелких фосфатных кристаллов или почти совершенно непроницаемый фосфатный слой, на последующем этапе способа, при контакте с фосфатирующей композицией -предпочтительно без ополаскивания в промежутке.
Рассмотренные активирующие композиции включают, в особенности, кислотные или щелочные композиции на основе фосфата титана или фосфата цинка.
Тем не менее, также может быть предпочтительным добавление активирующих агентов, особенно фосфата титана или фосфата цинка, к очищающей композиции - другими словами, чтобы выполнять очистку и активацию в одном этапе.
Кислотная водная фосфатирующая композиция содержит ионы цинка, ионы марганца и фосфат-ионы.
Здесь фосфатирующая композиция может быть получена из концентрата путем разбавления подходящим растворителем, предпочтительно водой, в количество раз между 1 и 100, предпочтительно между 5 и 50 и, если необходимо, с добавлением вещества регулирующего рН.
Фосфатирующая композиция предпочтительно содержит следующие компоненты в следующих предпочтительных и более предпочтительных концентрационных диапазонах:
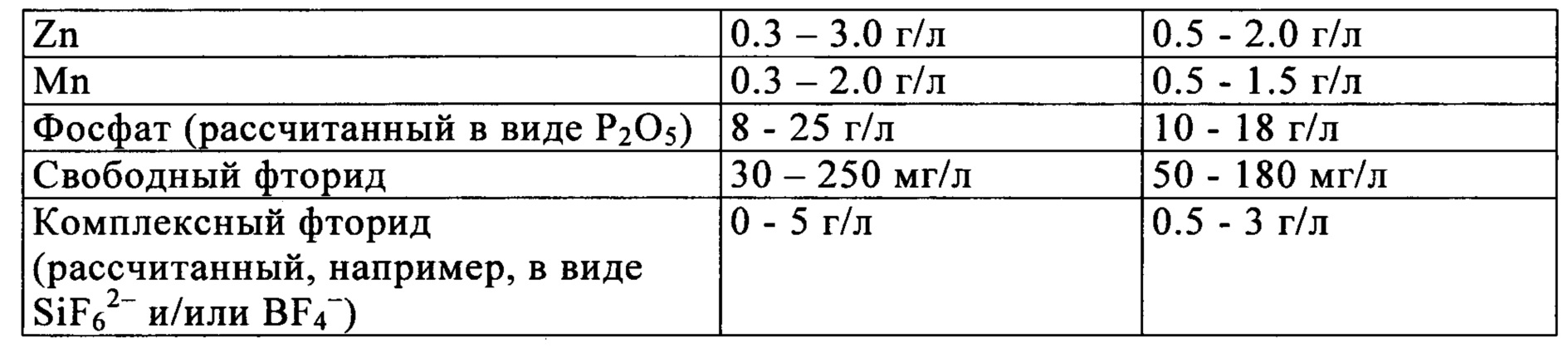
Относительно ионов марганца, тем не менее, уже оказалась предпочтительной концентрация в диапазоне от 0.3 до 2.5 г/л, а относительно свободного фторида, концентрация в диапазоне от 10 до 250 мг/л.
Комплексный фторид предпочтительно содержит тетрафторборат (BF4 -) и/или гексафторсиликат (SiF6 2-).
Особенно при обработке алюминия и/или оцинкованного материала, является предпочтительным присутствие в фосфатирующей композиции комплексного фторида, а также простого фторида, например, фторида натрия.
Аl3+ в фосфатирующих системах являются отравляющей примесью гальванической ванны и могут быть удалены из системы с помощью комплексообразования с фторидами, например, в форме криолита. Комплексные фториды добавляют в ванну в виде "фторидных буферов", по той причине, что иначе содержание фторидов быстро понизилось бы и покрытие больше не происходило бы. Фториды, таким образом, поддерживает формирование фосфатного слоя и, следовательно, косвенно приводит к улучшению адгезии покрытия, а также и борьбы с коррозией. На оцинкованном материале, более того, комплексный фторид помогает предупреждать дефекты, такие как пятна.
При обработке алюминия, в особенности, также предпочтительно, если фосфатирующая композиция содержит Fe(III). В этом случае предпочтение отдают содержанию Fe(III) в диапазоне от 0.001 до 0.2 г/л, более предпочтительно от 0.005 до 0.1 г/л, и очень предпочтительно от 0.01 до 0.05 г/л.
Фосфатирующая композиция дополнительно предпочтительно содержит, по меньшей мере, один ускоритель, выбранный из группы, включающей следующие соединения в следующих предпочтительных и более предпочтительных концентрационных диапазонах:

Относительно нитрогуанидина, тем не менее, уже оказалась предпочтительной концентрация в диапазоне от 0.1 до 3.0 г/л, относительно Н2О2 концентрация в диапазоне от 5 до 200 мг/л.
Очень предпочтительно, по меньшей мере, одним ускорителем является Н2O2.
Предпочтительно, тем не менее, фосфатирующая композиция содержит меньше, чем 1 г/л, более предпочтительно меньше, чем 0.5 г/л, очень предпочтительно меньше, чем 0.1 г/л и особенно предпочтительно меньше, чем 0.01 г/л нитрата.
Причина этого состоит в том, что в случае оцинкованной поверхности, в особенности, нитрат в фосфатирующей композиции вызывает дополнительное ускорение реакции формирования слоя, приводящей к более низким массам покрытия, но в особенности снижает внедрение марганца в кристалл. Если содержание марганца фосфатного покрытия является низким также, тем не менее, страдает его устойчивость к щелочам.
Устойчивость к щелочам в свою очередь играет критическую роль в случае последующего катодного осаждения покрытия, нанесенного электроосаждением. При таком способе, происходит электролитическая диссоциация воды возле поверхности подложки: образуются гидроксид-ионы. Как результат, рН возле поверхности раздела субстрата растет.Действительно только таким путем материал покрытия, наносимого электроосаждением в состоянии укрупняться и быть осажденным. Тем не менее, повышение рН также может наносить ущерб кристаллическому фосфатному слою.
Фосфатирующая композиция предпочтительно имеет температуру в диапазоне от 30 до 55°С.
Более того, фосфатирующая композиция может быть охарактеризована следующими предпочтительными и более предпочтительными диапазонами параметров:
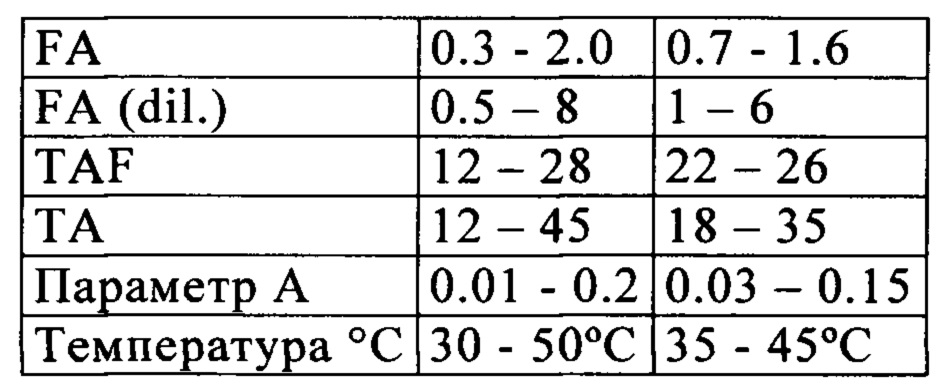
Относительно параметра FA, тем не менее, уже оказалось предпочтительным значение в диапазоне от 0.2 до 2.5, а относительно температуры значение в диапазоне от 30 до 55°С.
В этом перечне, "FA" означает Свободную кислотность, "FA (dil.)" означает Свободную кислотность (разбавленный раствор), "TAF" означает Общую кислотность, по Фишеру, "ТА" означает Общую кислотность, и "Параметр А" означает Кислотность.
Эти параметры определены здесь следующим образом:
Свободная кислотность (FA):
Для определения свободной кислотности, 10 мл фосфатирующей композиции переносят пипеткой в подходящий сосуд, такой как колба Эрленмейера объемом 300 мл. Если фосфатирующая композиция содержит комплексные фториды, к образцу добавляют дополнительные 2-3 г хлорида калия. Потом выполняют титрование 0.1 М NaOH до рН 3.6, применяя рН-метр и электроды. Количество 0.1 М NaOH, израсходованное в этом титровании, в мл на 10 мл фосфатирующей композиции, дает значение Свободной кислотности (FA) в баллах.
Свободная кислотность (разбавленный раствор) (FA (dil.)):
Для определения свободной кислотности (разбавленный раствор), 10 мл фосфатирующей композиции переносят пипеткой в подходящий сосуд, такой как колба Эрленмейера объемом 300 мл. Далее добавляют 150 мл ДИ воды. Титрование выполняют 0.1 М NaOH до рН 4.7, применяя рН-метр и электроды. Количество 0.1 М NaOH, израсходованное в этом титровании, в мл на 10 мл разбавленной фосфатирующей композиции, дает значение Свободной кислотности (разбавленный раствор) (FA (dil.)) в баллах. Из разницы относительно Свободной кислотности (FA) возможно определить количество комплексного фторида. Если эту разницу умножить на фактор 0.36, результат представляет собой количество комплексного фторида в виде SiF6 2- в г/л.
Общая кислотность, по Фишеру (TAF):
После определения свободной кислотности (разбавленный раствор), разбавленную фосфатирующую композицию, после добавления раствора оксалата калия, титруют 0.1 М NaOH до рН 8.9, применяя рН-метр и электрод. Расход 0.1 М NaOH в этой процедуре, в мл на 10 мл разбавленной фосфатирующей композиции, дает Общую кислотность, по Фишеру (TAF) в баллах. Эсли этот результат умножить на 0.71, результат представляет собой количество фосфат-ионов, рассчитанных в виде Р2О5 (см. W. Rausch: "Die Phosphatierung von Metallen". Eugen G. Leuze-Verlag 2005, 3rd edition, pp.332 ff).
Общая кислотность (ТА):
Общая кислотность (ТА) представляет собой сумму присутствующих двухвалентных катионов, а также свободных и связанных фосфорных кислот (последние являются фосфатами). Ее определяют расходом 0.1 М NaOH, применяя рН-метр и электрод. Для этой цели, 10 мл фосфатирующей композиции переносят пипеткой в подходящий сосуд, такой как колба Эрленмейера объемом 300 мл, и разбавляют 25 мл ДИ воды. Это сопровождается титрованием 0.1 М NaOH до рН 9. Расход во время процедуры, в мл на 10 мл разбавленной фосфатирующей композиции, соответствует баллам показателя Общей кислотности (ТА).
Кислотность (Параметр А):
Кислотность (Параметр А) представляет собой соотношение FA:TAF и получают делением значения для Свободной кислотности (FA) на значение для Общей кислотности, по Фишеру (TAF).
Было неожиданным дополнительное улучшение адгезии покрытия, особенно на поверхностях, оцинкованных горячим способом, как результат установки кислотности в диапазоне от 0.03 до 0.065, более особенно в диапазоне от 0.04 до 0.06.
Неожиданно выяснилось, что, особенно в случае стали или системы, оцинкованной горячим способом в качестве металлической поверхности, температура фосфатирующей композиции меньше, чем 45°С, предпочтительно в диапазоне между 35 и 45°С, приводит к дополнительно улучшенным показателям коррозии и адгезии покрытия.
Фосфатирующая композиция является в значительной степени безникелевой. Она предпочтительно содержит меньше, чем 0.1 г/л и более предпочтительно меньше, чем 0.01 г/л ионов никеля.
Металлическую поверхность обрабатывают фосфатирующей композицией предпочтительно в течение 30-480 секунд, более предпочтительно в течение 60-300 секунд, и очень предпочтительно в течение 90-240 секунд, предпочтительно с помощью погружения или распыления.
Обработка металлической поверхности фосфатирующей композицией производит следующие предпочтительные и особенно предпочтительные массы покрытия фосфата цинка на металлической поверхности, в зависимости от обработанной поверхности (определенные рентгено-флюоресцентным анализом (XR.F)):

После обработки фосфатирующей композицией, металлическую поверхность предпочтительно ополаскивают, при этом ополаскивают более предпочтительно полностью деионизированной водой или водопроводной водой. Металлическую поверхность необязательно высушивают перед обработкой композицией для обработки после ополаскивания.
Согласно способу изобретения, металлическую поверхность уже обработанную фосфатирующей композицией, то есть, уже покрытую фосфатами, дополнительно обрабатывают водной композицией для обработки после ополаскивания.
Композиция для обработки после ополаскивания может быть получена из концентрата путем разбавления подходящим растворителем, предпочтительно водой, в количество раз между 1 и 1000, предпочтительно между 5 и 500, и если необходимо, с добавлением вещества регулирующего рН.
Согласно одному варианту осуществления, композиция для обработки после ополаскивания содержит, по меньшей мере, один вид ионов металла, выбранных из группы, включающей ионы следующих металлов в следующих предпочтительных, более предпочтительных и особенно предпочтительных диапазонах концентраций (все рассчитаны в виде рассматриваемого металла):
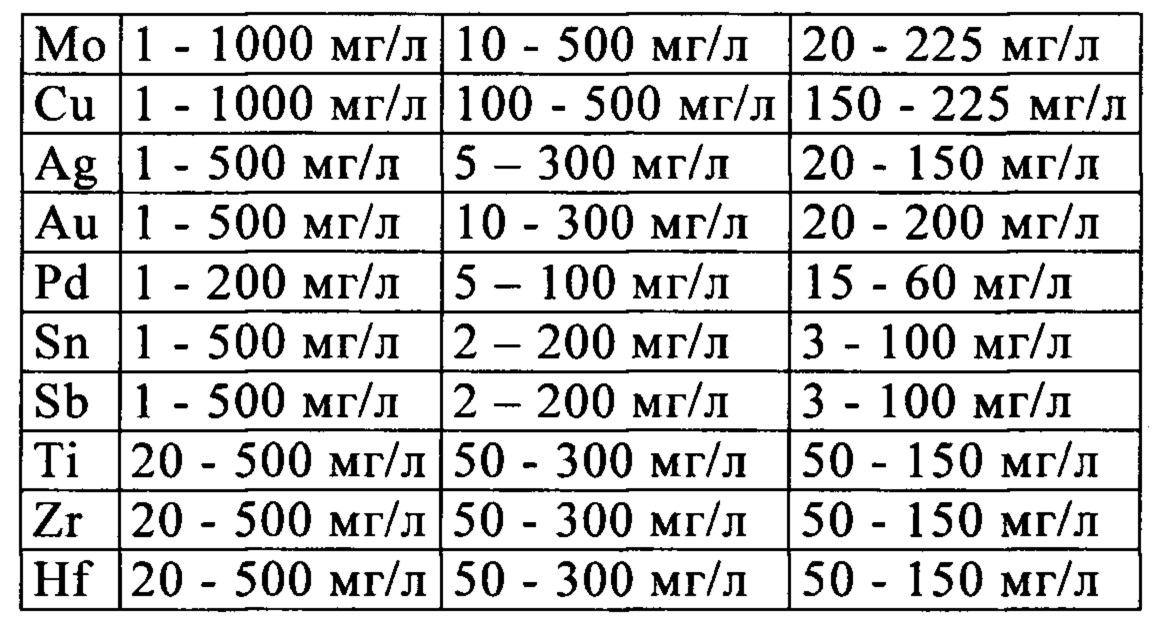
Ионы металла, присутствующие в растворе для обработки после ополаскивания осаждаются или в форме соли, включающей катион рассматриваемого металла (например, молибдена или олова), предпочтительно, по меньшей мере, в двух степенях окисления - более особенно в форме оксида гидроксида, гидроксида, шпинели или шпинели с дефектом - или в форме простого соединения на поверхности, которую обрабатывают (например, меди, серебра, золота или палладия).
Согласно одному предпочтительному варианту осуществления, ионами металла являются ионы молибдена. Их добавляют предпочтительно в виде молибдата, более предпочтительно в виде гептамолибдата аммония, и очень предпочтительно в виде гептамолибдата аммония × 7 Н2О, к композиции для обработки после ополаскивания. Ионы молибдена также могут быть добавлены в виде молибдата натрия.
Ионы молибдена альтернативно могут быть добавлены, например, в форме, по меньшей мере, одной соли, содержащей катионы молибдена, такой как хлорид молибдена, к композиции для обработки после ополаскивания, и потом окислены до молибдата подходящим окисляющим агентом, примерами которого являются ускорители, описанные ранее, выше. В таком случае, композиция для обработки после ополаскивания сама по себе содержит соответствующий окисляющий агент.
С дополнительным предпочтением композиция для обработки после ополаскивания содержит ионы молибдена в комбинации с ионами меди, ионами олова или ионами циркония.
С особенным предпочтением она содержит ионы молибдена в комбинации с ионами циркония, а также, необязательно, полимер или сополимер, более особенно, выбранный из группы, включающей классы полимеров из полиаминов, полиэтиленаминов, полианилинов, полииминов, полиэтилениминов, политиофенов и полиприролов, а также их смеси и сополимеры, и полиакриловую кислоту, при этом количество ионов молибдена и ионов циркония в каждом случае находится в диапазоне от 10 до 500 мг/л (рассчитанное в виде металла).
Количество ионов молибдена здесь предпочтительно находится в диапазоне от 20 до 225 мг/л, более предпочтительно от 50 до 225 мг/л, и очень предпочтительно от 100 до 225 мг/л, а количество ионов циркония предпочтительно находится в диапазоне от 50 до 300 мг/л, более предпочтительно от 50 до 150 мг/л.
Согласно дополнительному предпочтительному варианту осуществления, ионы металла являются ионами меди. Раствор для обработки после ополаскивания, в таком случае, предпочтительно содержит эти ионы в концентрации от 100 до 500 мг/л, более предпочтительно от 150 до 225 мг/л.
Согласно дополнительному варианту осуществления, композиция изобретения для обработки после ополаскивания содержит, по меньшей мере, один полимер, выбранных из группы, включающей классы полимеров из полиаминов, полиэтиленаминов, полианилинов, полииминов, полиэтилениминов, политиофенов, и полиприролов, а также их смеси и сополимеры.
По меньшей мере, один полимер предпочтительно присутствует в концентрации в диапазоне от 0.1 до 5 г/л, более предпочтительно от 0.1 до 3 г/л, более предпочтительно от 0.3 до 2 г/л, и очень предпочтительно в диапазоне от 0.5 до 1.5 г/л (рассчитанный в виде чистого полимера).
Применяемые полимеры предпочтительно являются катионными полимерами, особенно полиаминами, полиэтиленаминами, полииминами и/или полиэтилениминами. Особенно предпочтительными для применения являются полиамин и/или полиимин, очень предпочтительно полиамин.
Согласно третьему варианту осуществления, композиция изобретения для обработки после ополаскивания содержит, по меньшей мере, один вид ионов металла, выбранных из группы, включающей ионы молибдена, меди, серебра, золота, палладия, олова, сурьмы, титана, циркония и гафния, и, по меньшей мере, один полимер, выбранных из группы, включающей классы полимеров из полиаминов, полиэтиленаминов, полианилинов, полииминов, полиэтилениминов, политиофенов и полиприролов, а также их смеси и сополимеры, в каждом случае в следующих предпочтительных, более предпочтительных и особенно предпочтительных диапазонах концентраций (полимер, рассчитанный в виде чистого полимер, и ионы металла рассчитанные в виде рассматриваемого металла).
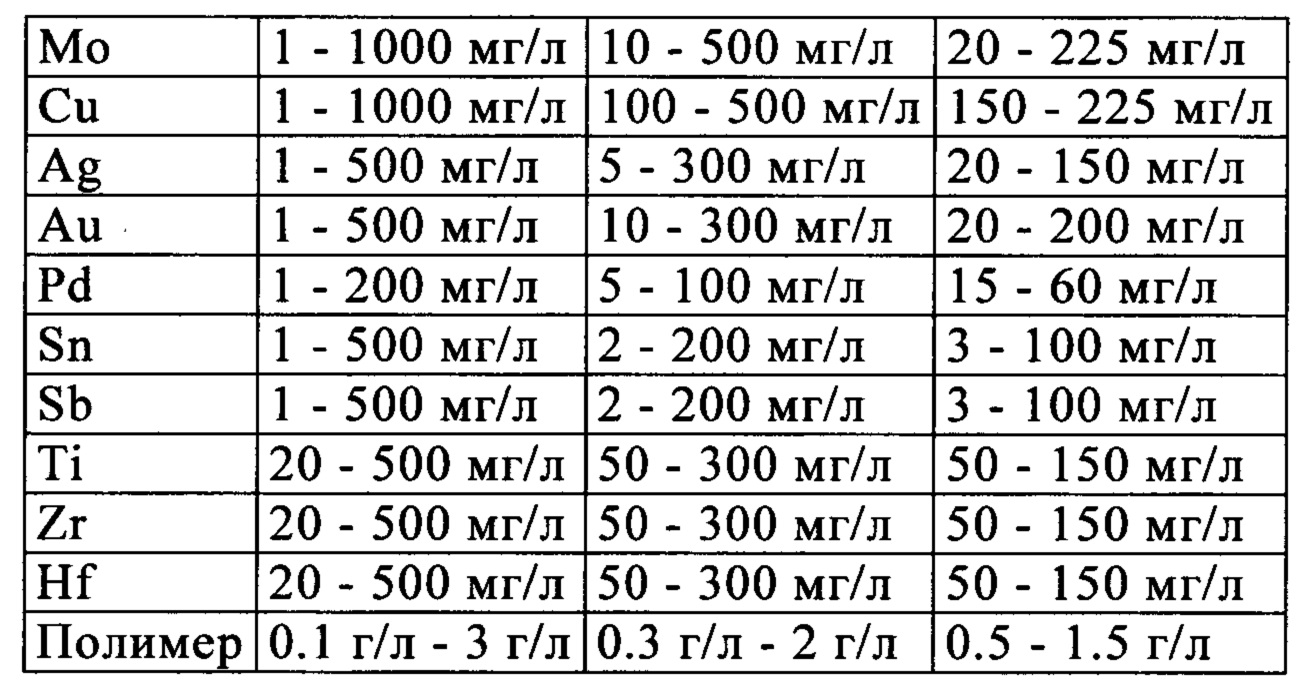
Согласно одному предпочтительному варианту осуществления, по меньшей мере, один полимер является катионным полимером, более особенно полиамином и/или полиимином, и ионы металла являются ионами меди, ионами молибдена и/или ионами циркония, в каждом случае в следующих предпочтительных, более предпочтительных и особенно предпочтительных диапазонах концентраций (полимер, рассчитанный в виде чистого полимера, и ионы металла, рассчитанные в виде рассматриваемого металла).

Композиция для обработки после ополаскивания - особенно если металлическая поверхность является алюминием или сплавом алюминия -предпочтительно содержит дополнительно 20-500 мг/л, более предпочтительно 50-300 мг/л и очень предпочтительно 50-150 мг/л Ti, Zr и/или Hf в форме комплекса (рассчитанного в виде металла). Рассматриваемые комплексы предпочтительно являются фторокомплексами. Более того, композиция для обработки после ополаскивания содержит предпочтительно 10-500 мг/л, более предпочтительно 15-100 мг/л, и очень предпочтительно 15-50 мг/л свободного фторида.
С особенным предпочтением композиция для обработки после ополаскивания содержит Zr в комплексной форме (рассчитанный в виде металла) и, по меньшей мере, один вид ионов металла, выбранных из группы, включающей ионы молибдена, меди, серебра, золота, палладия, олова и сурьмы, предпочтительно молибдена.
Композиция для обработки после ополаскивания, содержащая Ti, Zr и/или Hf в комплексной форме предпочтительно дополнительно содержит, по меньшей мере, один органосилан и/или, по меньшей мере, один продукт его гидролиза, другими словами органосиланол и/или, по меньшей мере, один продукт его конденсации, другими словами органосилоксан/полиорганосилоксан, в диапазоне концентрации от 5 до 200 мг/л, более предпочтительно от 10 до 100 мг/л и очень предпочтительно от 20 до 80 мг/л (рассчитанный в виде Si).
По меньшей мере, один органосилан предпочтительно содержит, по меньшей мере, одну аминогруппу. Более предпочтительно органосилан является таким, который может быть гидролизован до аминопропилсиланола и/или до 2-аминоэтил-3-аминопропилсиланола и/или является бис(триметоксисилилпропил)амином.
рН композиции для обработки после ополаскивания предпочтительно находится в кислотном диапазоне, более предпочтительно в диапазоне от 3 до 5, очень предпочтительно в диапазоне от 3.5 до 5.
Неожиданно обнаружили, что понижение рН способствует осаждению ионов молибдена на фосфатированную металлическую поверхность. Поэтому, в случае раствора для обработки после ополаскивания, содержащего ионы молибдена, рН предпочтительно составляет 3.5 - 4.5 и более предпочтительно 3.5-4.0.
Композиция для обработки после ополаскивания является в значительной степени безникелевой. Она содержит предпочтительно меньше, чем 0.1 г/л и более предпочтительно меньше, чем 0.01 г/л ионов никеля.
Композиция для обработки после ополаскивания предпочтительно имеет температуру в диапазоне от 15 до 40°С. Металлическую поверхность обрабатывают композицией для обработки после ополаскивания предпочтительно в течение 10-180 секунд, более предпочтительно в течение 20-150 секунд и особенно предпочтительно в течение 30-120 секунд, предпочтительно с помощью погружения или распыления.
Изобретение дополнительно относится к фосфатированной металлической поверхности, которую получают способом изобретения.
Способ изобретения дает возможность электрическую проводимость металлической поверхности с фосфатным покрытием откорректировать отдельным способом, путем получения указанных пор в фосфатном слое. Проводимость в этом случае альтернативно может быть больше, чем, равной или меньше, чем таковая соответствующей металлической поверхности, обеспеченной никельсодержащим фосфатным покрытием.
Электрическая проводимость металлической поверхности с фосфатным покрытием, откорректированная способом изобретения, может быть под влиянием изменения концентрации данного иона металла и/или полимера в растворе для обработки после ополаскивания.
Потом, катодно, материал покрытия, нанесенного электроосаждением, может быть осажден на фосфатированную металлическую поверхность - также обработанную композицией для обработки после ополаскивания, и нанесена система покрытия.
Металлическая поверхность в этом случае, после обработки композицией для обработки после ополаскивания, необязательно сначала ополаскивают, предпочтительно деионизированной водой, и необязательно высушивают.
В тексте ниже, изобретение иллюстрирует данное изобретение с помощью демонстративных примеров, которые не следует понимать как вводящие какие-либо ограничения, и сравнительных примеров.
Сравнительный пример 1
Тестируемую пластинку, изготовленную из электролитически оцинкованной стали (ZE) покрывали, применяя фосфатирующий раствор при 53°С, который содержит 1.3 г/л Zn, 1 г/л Мn, 13 г/л РO4 3- (рассчитанный в виде Р2О5), 3 г/л NO3 -, а также 1 г/л никеля. Без проведения обработки после ополаскивания. Плотность тока i в А/см2 потом измеряли под напряжением Е в V, примененному относительно электрода серебро/хлорид серебра (Ag/AgCl) (см. Фиг. 1: ZE_Вариант11_12: кривая 3). Измерение выполняли с помощью вольтамперометрии с линейной разверткой потенциала (диапазон потенциала: от -1.1 до -0.2 Всравн; скорость развертки: 1 мВ/с).
Во всех изобретательских и сравнительных примерах, измеренная плотность тока i зависит от электрической проводимости конверсионного покрытия. Правило следующее: более высокая измеряемая плотность тока i, при этом, также более высокая электрическая проводимость конверсионного покрытия. В случае конверсионных покрытий не может быть выполнено прямое измерение электрической проводимости в мкСм/см, видов возможных в жидкой среде.
В настоящее время, поэтому, плотность тока i, измеренная для никельсодержащего конверсионного покрытия всегда служит как точка сравнения для утверждений, сделанных про электрическую проводимость данного конверсионного покрытия.
Обозначение "1Е" на Фигурах 1-4 всегда следует читать, как "10". Например, поэтому, "1Е-4" означает "10-4".
Сравнительный пример 2
Тестируемую пластинку согласно сравнительному примеру 1 покрывали, применяя раствор для безникелевого фосфатирования при 53°С, содержащий 1.3 г/л Zn, 1 г/л Мn, 16 г/л РО4 3- (рассчитанного в виде Р2О5) и 2 г/л NO3 -, без обработки после ополаскивания, и далее измеряли плотность тока i под напряжением Е как в сравнительном примере 1 (см. Фиг. 1. ZE Вариант1_1: кривая 1; ZE_Вариант1_3: кривая 2).
Как можно увидеть на Фиг. 1, потенциал покоя безникелевой системы (сравнительный пример 2) смещается влево относительно такового никельсодержащей системы (сравнительный пример 1). Электрическая проводимость также ниже: "разветвления" кривой 1, а также кривой 2 расположено в каждом случае ниже кривой 3, то есть, по направлению к более низким плотностям тока.
Сравнительный пример 3
Тестируемую пластинку согласно сравнительному примеру 1 покрывали, применяя раствор для безникелевого фосфатирования согласно сравнительному примеру 2. Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанного в виде Zr), с рН около 4. Плотность тока i измеряли под напряжением Е как в сравнительном примере 1 (см. Фиг. 2. ZE_Вариант6_1: кривая 1; ZE_Вариант6_2: кривая 2). Сравнение делали со сравнительным примером 1 (Фиг. 2: ZE_Вариант 11_12: кривая 3).
Как можно увидеть на Фиг. 2, потенциал покоя безникелевой системы, если применялся раствор для обработки после ополаскивания, содержащий ZrF6 2- (сравнительный пример 3) смещается влево относительно такового никельсодержащей системы (сравнительный пример 1). Электрическая проводимость также ниже для указанной безникелевой системы (см. результаты исследования относительно сравнительного примера 2).
Пример 1
Тестируемую пластинку согласно сравнительному примеру 1 покрывали, применяя раствор для безникелевого фосфатирования согласно сравнительному примеру 2. Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 220 мг/л ионов меди, с рН около 4. Плотность тока i измеряли под напряжением Е как в сравнительном примере 1 (см. Фиг. 3. ZE_Вариант2_1: кривая 1; ZE_Вариант2_2: кривая 2). Сравнение снова делали со сравнительным примером 1 (Фиг. 3: ZE_Вариант11_2: кривая 3).
Как можно увидеть на Фиг. 3, потенциал покоя безникелевой системы, если применялся раствор для обработки после ополаскивания, содержащий ионы меди (пример 1) соответствует таковому никельсодержащей системы (сравнительный пример 1). Проводимость этой безникелевой системы слегка возрастает относительно таковой никельсодержащей системы.
Пример 2
Тестируемую пластинку согласно сравнительному примеру 1 покрывали, применяя раствор для безникелевого фосфатирования согласно сравнительному примеру 2. Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, который содержит около 1 г/л (рассчитанный относительно чистого полимера) электропроводящего полиамина (Lupamin® 9030, производитель BASF) и имеющего рН около 4. Плотность тока i измеряли под напряжением Е как в сравнительном примере 1 (см. Фиг. 4. ZE_Вариант3_1: кривая 1; ZE_Вариант3_2: кривая 2). Сравнение делали со сравнительным примером 1 (Фиг. 4: ZE_Вариант11_12: кривая 3).
Как можно увидеть на Фиг. 4, потенциал покоя безникелевой системы, если применялся раствор для обработки после ополаскивания содержащий электропроводящий полимер (пример 2) соответствует таковой никельсодержащей системе (сравнительный пример 1). Электрическая проводимость безникелевой системы слегка снижается относительно ее никельсодержащего прототипа.
Сравнительный пример 4
Тестируемую пластинку, изготовленную из стали, оцинкованной горячим способом (ЕА) покрывали, применяя фосфатирующий раствор, содержащий 1 г/л никеля согласно сравнительному примеру 1. Тестируемую пластинку покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr), с рН около 4, и далее плотность тока i в А/см2 измеряли под напряжением Е в В, примененному относительно электрода серебро/хлорид серебра (Ag/AgCl) (см. Фиг. 5: ЕА 173: кривая 1). Измерение выполняли путем вольтамперометрии с линейной разверткой потенциала.
Сравнительный пример 5
Тестируемую пластинку согласно сравнительному примеру 4 покрывали, применяя безникелевый и безнитратный фосфатирующий раствор при 35°С, содержащий 1.2 г/л Zn, 1 г/л Мn и 16 г/л РС4 3- (рассчитанный в виде Р2О5), без обработки после ополаскивания, и далее измеряли плотность тока i под напряжением Е в соответствии со сравнительным примером 3 (см. Фиг. 5. ЕА 167: кривая 3; ЕА 167 2: кривая 2).
Как можно увидеть на Фиг. 5, потенциал покоя безникелевой системы (сравнительный пример 5) смещается вправо относительно такового никельсодержащей системы (сравнительный пример 4). Электрическая проводимость никельсодержащей системы значительно ниже, это обуславливается пассивацией с помощью раствора для обработки после ополаскивания содержащего ZrF6 2-.
Пример 3
Тестируемую пластинку согласно сравнительному примеру 4 покрывали, применяя раствор для безникелевого фосфатирования согласно сравнительному примеру 2. Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrFe6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена, с рН около 4. Плотность тока i измеряли под напряжением Е согласно сравнительному примеру 1 (см. Фиг. 6. ЕА 178: кривая 3; ЕА 178 2: кривая 2). Сравнение делали со сравнительным примером 3 (Фиг. 6: ЕА 173: кривая 1).
Как можно увидеть на Фиг. 6, потенциал покоя безникелевой системы, если применялся раствор для обработки после ополаскивания, содержащий ZrF6 2- и ионы молибдена (пример 3) соответствует таковому никельсодержащей системы (сравнительный пример 4). Через добавление ионов молибдена (пример 3) к раствору для обработки после ополаскивания содержащему ZrF6 2-(сравнительный пример 4), возможно существенно увеличить проводимость на поверхности подложки.
После того, как фосфатирования выполнили, тестируемые пластинки согласно сравнительным примерам 1-3 (СЕ1 – СЕ3), а также примерам 1 и 2 (Е1 и Е2), покрывали катодным материалом покрытия, наносимого электроосаждением, а также стандартной автомобильной системой покрытия (заливочная мастика, грунтовка, покровный лак), а потом подвергали испытанию решетчатым надрезом по DIN EN ISO 2409. В каждом случае тестировали 3 металлические панели, до и после воздействия конденсированной воды в течение 240 часов (DIN EN ISO 6270-2 СН). Соответствующие результаты содержаться в Табл. 1. В этих результатах, итог испытания решетчатым надрезом 0 является наилучшим, любая 5 наихудший результат. Результаты 0 и 1, здесь, представляют собой сопоставимое качество.
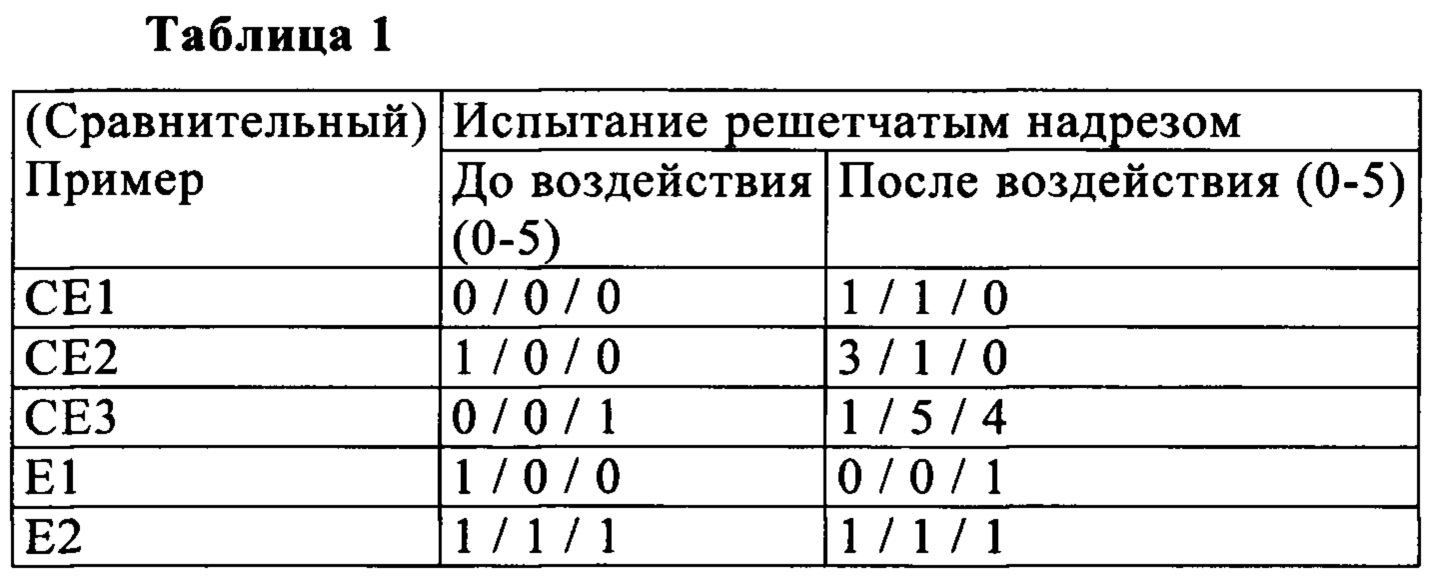
Табл. 1 показывает плохие результаты СЕ2 и особенно СЕ3, в каждом случае после воздействия, в свою очередь Е1 (ионы меди) и Е2 (электропроводящий полиамин) дают результаты, которые являются хорошими и являются, по меньшей мере, сопоставимыми с СЕ1 (никельсодержащее фосфатирование).
Сравнительный пример 6
Тестируемую пластинку, изготовленную из стали, оцинкованной горячим способом (ЕА) покрывали, применяя фосфатирующий раствор при 53°С содержащий 1.1 г/л Zn, 1 г/л Мn, 13.5 г/л РС4 3- (рассчитанный в виде Р2О5), 3 г/л NO3-, а также 1 г/л никеля, с нитритным ускорителем (около 90 мг/л нитрита). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrFe6 2- (рассчитанный в виде Zr), с рН около 4.
Сравнительный пример 7
Тестируемую пластинку согласно сравнительному примеру 6 покрывали, применяя раствор для безникелевого фосфатирования при 35°С, содержащий 1.1 г/л Zn, 1 г/л Мn, 17 г/л РO4 3- (рассчитанный в виде Р2О5) и 0.5 г/л NO3 -, с нитритным ускорителем (около 90 мг/л нитрита). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
Пример 4
Тестируемую пластинку согласно сравнительному примеру 6 покрывали, применяя безникелевый и безнитратный фосфатирующий раствор при 35°С содержащий 1.1 г/л Zn, 1 г/л Мn и 17 г/л РО4 3- (рассчитанный в виде Р2О5), с нитритным ускорителем (около 90 мг/л нитрита). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
Сравнительный пример 8
Тестируемую пластинку согласно сравнительному примеру 6 покрывали, применяя раствор для безникелевого фосфатирования при 35°С содержащий 1.1 г/л Zn, 1 г/л Мn, 17 г/л РO4 3- (рассчитанный в виде Р2О5) и 0.5 г/л NC3 -, с пероксидным ускорителем (около 80 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
Пример 5
Тестируемую пластинку согласно сравнительному примеру 6 покрывали, применяя безникелевый и безнитратный фосфатирующий раствор при 35°С, содержащий 1.1 г/л Zn, 1 г/л Мn и 17 г/л РО4 3- (рассчитанный в виде Р2О5), с пероксидным ускорителем (около 80 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
После того, как фосфатирование выполнили, тестируемые пластинки согласно сравнительным примерам 6-8 (СЕ6 - СЕ8), а также примерам 4 и 5 (Е4 и Е5), покрывали катодным материалом покрытия, наносимого электроосаждением, а также стандартной автомобильной системой покрытия (заливочная мастика, грунтовка, покровный лак), а потом подвергали испытанию решетчатым надрезом по DIN EN ISO 2409. В каждом случае тестировали 3 металлические панели, до и после воздействия конденсированной воды в течение 240 часов (DIN EN ISO 6270-2 СН). Соответствующие результаты содержатся в Табл. 2.
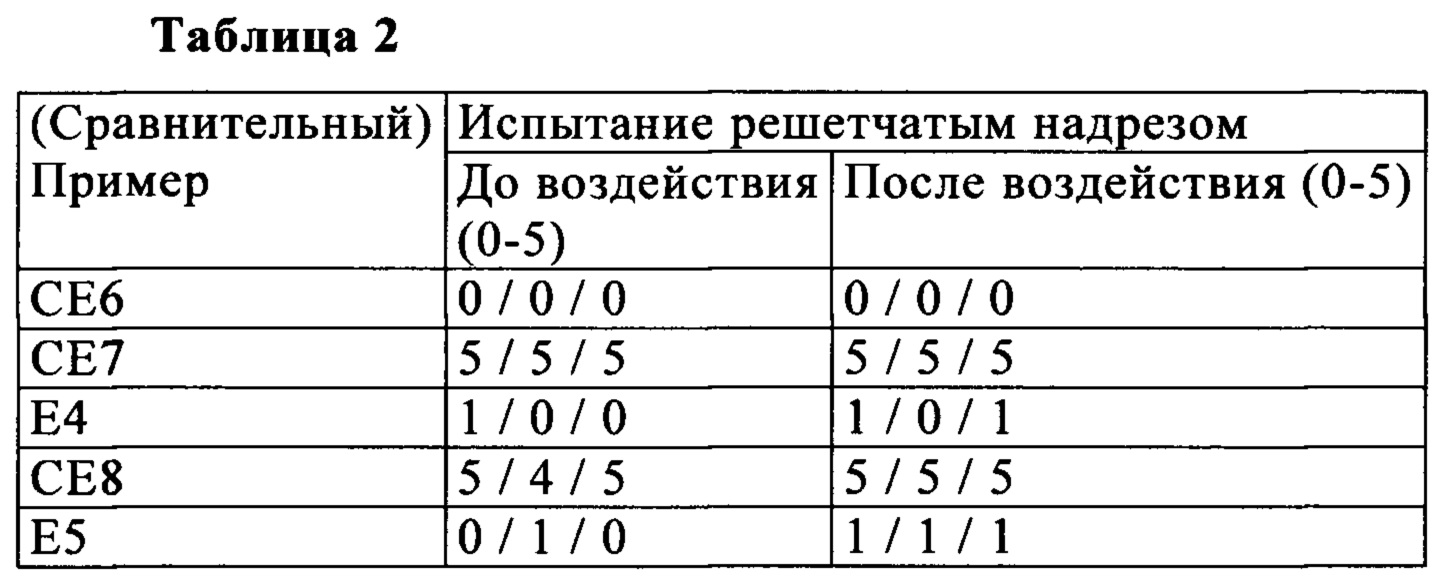
Табл. 2 показывает плохие результаты СЕ7 (ускоренный нитритом), а также СЕ8 (ускоренный пероксидом) по сравнению с СЕ6, в свою очередь Е4 (ускоренный нитритом) и Е5 (ускоренный пероксидом) дают хорошие результаты - сопоставимые с таковыми для СЕ6 (никельсодержащее фосфатирование).
Сравнительный пример 9
Тестируемую пластинку, изготовленную из стали, оцинкованной горячим способом (ЕА) покрывали, применяя фосфатирующий раствор при 53°С, содержащий 1.1 г/л Zn, 1 г/л Мn, 13.5 г/л РО4 3- (рассчитанный в виде Р2О5), 3 г/л NO3 -, а также 1 г/л никеля, с нитритным ускорителем (около 90 мг/л нитрита). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr), с рН около 4.
Пример 6
Тестируемую пластинку согласно сравнительному примеру 9 покрывали, применяя безникелевый и безнитратный фосфатирующий раствор при 35°С, содержащий 1.1 г/л Zn, 1 г/л Мn и 17 г/л РО4 3- (рассчитанный в виде Р2О5), с пероксидным ускорителем (около 80 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
Сравнительный пример 10
Тестируемую пластинку, изготовленную из стали со светлой поверхностью покрывали, применяя фосфатирующий раствор при 53°С, содержащий 1.1 г/л Zn, 1 г/л Мn, 13.5 г/л РО4 3- (рассчитанный в виде Р2О5), 3 г/л NO3 -, а также 1 г/л никеля, с нитритным ускорителем (около 90 мг/л нитрита). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr), с рН около 4.
Пример 7
Тестируемую пластинку согласно сравнительному примеру 10 покрывали, применяя безникелевый и безнитратный фосфатирующий раствор при 35°С, содержащий 1.1 г/л Zn, 1 г/л Мn и 17 г/л РО4 3- (рассчитанный в виде Р2О5), с пероксидным ускорителем (около 80 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
Сравнительный пример 11
Тестируемую пластинку, изготовленную из электролитически оцинкованной стали (ZE) покрывали, применяя фосфатирующий раствор при 53°С, содержащий 1.1 г/л Zn, 1 г/л Мn, 13.5 г/л РО4 3- (рассчитанный в виде Р2О5), 3 г/л NO3 -, а также 1 г/л никеля, с нитритным ускорителем (около 90 мг/л нитрита). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr), с рН около 4.
Пример 8
Тестируемую пластинку согласно сравнительному примеру 11 покрывали, применяя безникелевый и безнитратный фосфатирующий раствор при 35°С, содержащий 1.1 г/л Zn, 1 г/л Мn и 17 г/л РО4 3- (рассчитанный в виде Р2О5), с пероксидным ускорителем (около 80 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
После того, как фосфатирование выполнили, тестируемые пластинки согласно сравнительным примерам 9-11 (СЕ9 - СЕ11), а также примерам 6-8 (Е6 - Е8), покрывали катодным материалом покрытия, наносимого электроосаждением, а также стандартной автомобильной системой покрытия (заливочная мастика, грунтовка, покровный лак) и подвергали испытанию решетчатым надрезом, описанному ранее, выше, для СЕ6 - СЕ8, Е4 и Е5. Результаты подытожены в Табл. 3.
Более того, указанные тестируемые пластинки подвергали испытанию VDA (VDA 621-415), которым определяли разрушение покрытия (U) в мм, а также отделение покрытия после растрескивания (DIN EN ISO 20567-1, Method С). Результат 0 представляет собой наилучший здесь, результат 5 это наихудший после того, как произошло растрескивание. Значение до 1.5 рассматривается как хорошее. Результаты аналогично подытожены в Табл. 3.

Табл. 3 показывает хорошие результаты, которые могут быть достигнуты безникелевым способом изобретения и на стали, оцинкованной горячим способом (Е6) и на стали со светлой поверхностью (Е7), а также на электролитически оцинкованной стали (Е8). В каждом случае эти результаты сопоставимы с никельсодержащим способом (см. Е6 с СЕ9, Е7 с СЕ10, и Е8 с СЕ11).
Сравнительный пример 12
Тестируемую пластинку, изготовленную из стали, оцинкованной горячим способом (ЕА) покрывали, применяя фосфатирующий раствор при 53°С, содержащий 1.1 г/л Zn, 1 г/л Мn, 13.5 г/л РО4 3- (рассчитанный в виде Р2О5), 3 г/л NO3 -, а также 1 г/л никеля, с нитритным ускорителем (около 90 мг/л нитрита). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr), с рН около 4.
Пример 9
Тестируемую пластинку согласно сравнительному примеру 12 покрывали, применяя безникелевый и безнитратный фосфатирующий раствор при 35°С, содержащий 1.1 г/л Zn, 1 г/л Мn и 17 г/л РО4 3- (рассчитанный в виде Р2О5), с пероксидным ускорителем (около 80 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
Пример 10
Тестируемую пластинку согласно сравнительному примеру 12 покрывали, применяя безникелевый и безнитратный фосфатирующий раствор при 45°С, содержащий 1.2 г/л Zn, 1 г/л Мn и 13 г/л РС4 3- (рассчитанный в виде Р2О5), с пероксидным ускорителем (около 50 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
Сравнительный пример 13
Тестируемую пластинку, изготовленную из стали со светлой поверхностью, покрывали, применяя фосфатирующий раствор согласно сравнительному примеру 12, с нитритным ускорителем (около 90 мг/л нитрита). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr), с рН около 4.
Пример 11
Тестируемую пластинку согласно сравнительному примеру 13 покрывали, применяя фосфатирующий раствор согласно примеру 9, с пероксидным ускорителем (около 80 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена, с рН около 4.
Пример 12
Тестируемую пластинку согласно сравнительному примеру 13 покрывали, применяя фосфатирующий раствор согласно примеру 10, с пероксидным ускорителем (около 50 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена, с рН около 4.
Сравнительный пример 14
Тестируемую пластинку, изготовленную из АА6014 S, покрывали, применяя фосфатирующий раствор согласно сравнительному примеру 12, с нитритным ускорителем (около 90 мг/л нитрита). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2-(рассчитанный в виде Zr), с рН около 4.
Пример 13
Тестируемую пластинку согласно сравнительному примеру 14 покрывали, применяя фосфатирующий раствор согласно примеру 9, с пероксидным ускорителем (около 80 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена, с рН около 4.
Пример 14
Тестируемую пластинку согласно сравнительному примеру 14 покрывали, применяя фосфатирующий раствор согласно примеру 10, с пероксидным ускорителем (около 50 мг/л Н2О2). Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена, с рН около 4.
После того, как фосфатирование выполнили, тестируемые пластинки согласно сравнительному примеру 12-14 (СЕ12 - СЕ14), а также примерам 9-14 (Е9 to E14), покрывали катодным материалом покрытия, наносимого электроосаждением, а также стандартной автомобильной системой покрытия (заливочная мастика, грунтовка, покровный лак).
Тестируемые пластинки сравнительных примеров 12 и 13 (СЕ12 и СЕ13), а также примеров 9-12 (Е9 - Е12) подвергали испытанию VDA, описанному ранее выше. Результаты подытожены в Табл. 4.
Тестируемые пластинки сравнительного примера 14 (СЕ14), а также примеров 13 и 14 (Е13 и Е14), для сравнения, подвергали 240-часовому ускоренному испытанию на стойкость к медносоляному туману (CASS test - copper acetic standard solution test) в соответствии с DIN EN ISO 9227. Результаты подытожены в Табл. 5.
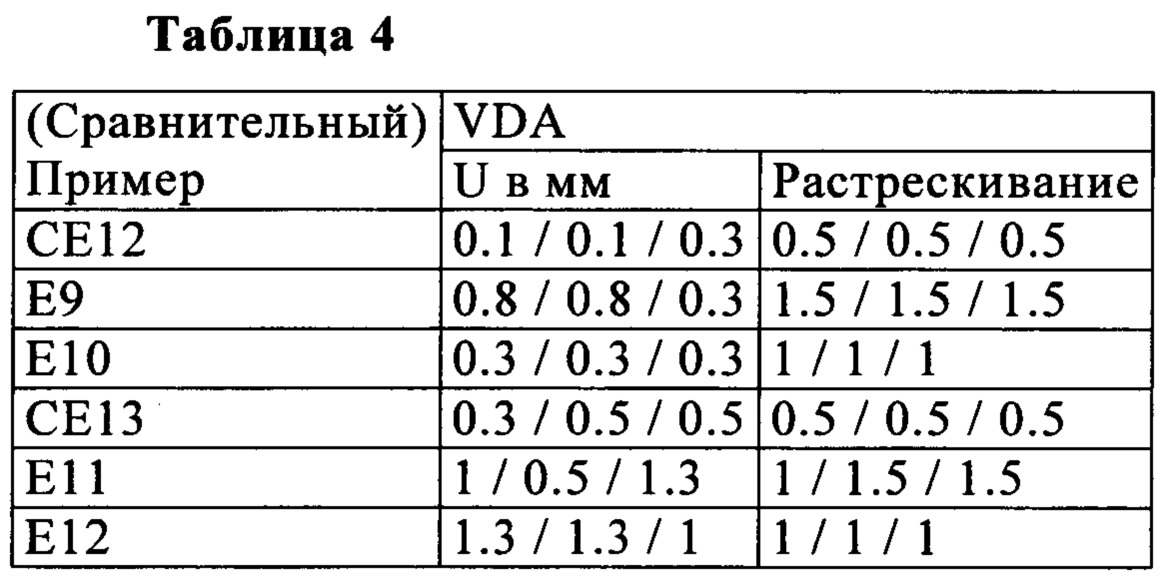

Пример 15
Тестируемую пластинку, изготовленную из стали, оцинкованной горячим способом (ЕА) покрывали, применяя безникелевый, а также безнитратный фосфатирующий раствор при 35°С, содержащий 1.1 г/л Zn, 1 г/л Мn и 17 г/л РО4 3- (рассчитанный в виде Р2О5), с пероксидным ускорителем (около 80 мг/л Н2О2). Кислотность фосфатирующего раствора корректировали до 0.07.
Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2-(рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
Пример 16
Тестируемую пластинку, изготовленную из стали, оцинкованной горячим способом (ЕА) покрывали, применяя безникелевый, а также безнитратный фосфатирующий раствор при 35°С, содержащий 1.1 г/л Zn, 1 г/л Мn и 17 г/л РO4 3- (рассчитанный в виде Р2О5), с пероксидным ускорителем (около 80 мг/л Н2О2). Кислотность фосфатирующего раствора корректировали до 0.05. Тестируемую пластинку, покрытую таким образом, далее обрабатывали раствором для обработки после ополаскивания, содержащим около 120 мг/л ZrF6 2- (рассчитанный в виде Zr) и 220 мг/л ионов молибдена с рН около 4.
После того, как фосфатирование выполнили, тестируемые пластинки согласно примерам 15 и 16 (Е15 и Е16), покрывали катодным материалом покрытия, наносимого электроосаждением, а также стандартной автомобильной системой покрытия (заливочная мастика, грунтовка, покровный лак), и подвергали - как описано ранее, выше - испытанию решетчатым надрезом до и после воздействия конденсированной воды в течение 240 часов. Результаты подытожены в Табл. 6.
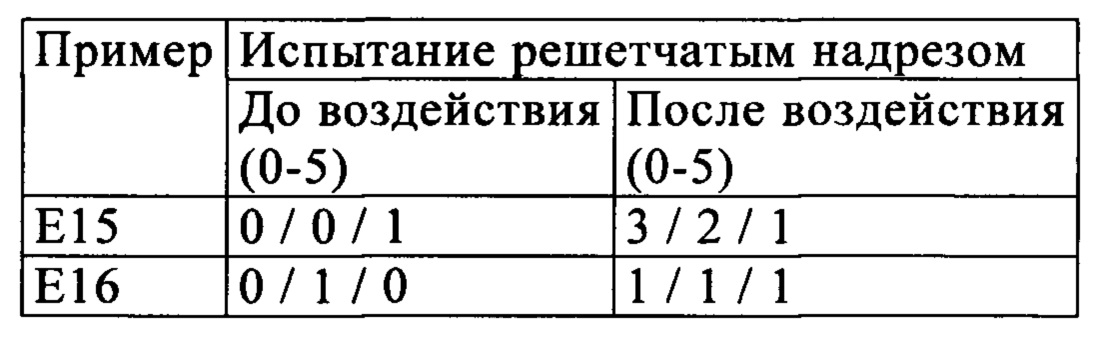
Можно увидеть из Табл. 6, что результаты испытания решетчатым надрезом после воздействия конденсированной воды могут быть существенно улучшены через понижение Кислотности (Е16).
Claims (15)
1. Способ безникелевого фосфатирования металлической поверхности, в котором металлическую поверхность, необязательно после очистки и/или активации, сначала обрабатывают кислотной водной фосфатирующей композицией, содержащей ионы цинка, ионы марганца и фосфат-ионы, и необязательно ополаскивают и/или высушивают, и после этого обрабатывают водной композицией для обработки после ополаскивания, содержащей от 10 до 500 мг/л, рассчитано в виде металла, ионов молибдена в виде молибдата, и имеющей рН в диапазоне от 3 до 5, при этом и фосфатирующая композиция, и композиция для обработки после ополаскивания имеют содержание ионов никеля меньше чем 0,3 г/л.
2. Способ по п. 1, в котором металлическая поверхность, по меньшей мере, частично оцинкована.
3. Способ по п. 1 или 2, в котором фосфатирующая композиция содержит 0,5-3 г/л комплексного фторида и комплексный фторид представляет собой тетрафторборат (BF4 -) и/или гексафторсиликат (SiF6 2-).
4. Способ по любому из пп. 1-3, в котором фосфатирующая композиция содержит H2O2 в качестве ускорителя.
5. Способ по любому из пп. 1-4, в котором фосфатирующая композиция содержит меньше чем 1 г/л, предпочтительно меньше чем 0,5 г/л нитрата.
6. Способ по любому из пп. 1-5, в котором фосфатирующая композиция имеет свободную кислотность в диапазоне от 0,3 до 2,0, свободную кислотность разбавленного раствора в диапазоне от 0,5 до 8, общую кислотность по Фишеру в диапазоне от 12 до 28, общую кислотность в диапазоне от 12 до 45, и кислотность в диапазоне от 0,01 до 0,2.
7. Способ по любому из пп. 1-6, в котором фосфатирующая композиция имеет кислотность в диапазоне от 0,03 до 0,065.
8. Способ по любому из пп. 1-7, в котором фосфатирующая композиция имеет температуру в диапазоне от 30 до 50°С, предпочтительно в диапазоне между 35 и 45°С.
9. Способ по любому из пп. 1-8, в котором композиция для обработки после ополаскивания содержит ионы циркония.
10. Способ по п. 9, в котором композиция для обработки после ополаскивания содержит 20-225 мг/л ионов молибдена и 50-300 мг/л ионов циркония.
11. Способ по любому из пп. 9 или 10, в котором рН композиции для обработки после ополаскивания составляет 3,5-4,5, предпочтительно 3,5-4,0.
12. Способ по любому из пп. 1-11, в котором композиция для обработки после ополаскивания содержит ионы меди.
13. Способ по п. 12, в котором композиция для обработки после ополаскивания содержит 100-500 мг/л ионов меди.
14. Способ по любому из пп. 1-13, в котором композиция для обработки после ополаскивания содержит полиамин и/или полиимин.
15. Фосфатированная металлическая поверхность, полученная способом по любому из пп. 1-14.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015206145.0 | 2015-04-07 | ||
| DE102015206145 | 2015-04-07 | ||
| PCT/EP2016/057622 WO2016162423A1 (de) | 2015-04-07 | 2016-04-07 | Verfahren zur nickelfreien phosphatierung von metallischen oberflächen |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| RU2017138445A RU2017138445A (ru) | 2019-05-07 |
| RU2017138445A3 RU2017138445A3 (ru) | 2019-10-09 |
| RU2746373C2 true RU2746373C2 (ru) | 2021-04-12 |
Family
ID=55802343
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2017138445A RU2746373C2 (ru) | 2015-04-07 | 2016-04-07 | Способ безникелевого фосфатирования металлических поверхностей |
| RU2017138446A RU2721971C2 (ru) | 2015-04-07 | 2016-04-07 | Способ специального регулирования электрической проводимости конверсионных покрытий |
| RU2018138295A RU2748349C2 (ru) | 2015-04-07 | 2017-01-18 | Улучшенный способ не содержащего никель фосфатирования металлических поверхностей |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2017138446A RU2721971C2 (ru) | 2015-04-07 | 2016-04-07 | Способ специального регулирования электрической проводимости конверсионных покрытий |
| RU2018138295A RU2748349C2 (ru) | 2015-04-07 | 2017-01-18 | Улучшенный способ не содержащего никель фосфатирования металлических поверхностей |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US11492707B2 (ru) |
| EP (3) | EP3280830B1 (ru) |
| JP (3) | JP6804464B2 (ru) |
| KR (3) | KR102689368B1 (ru) |
| CN (3) | CN107683348A (ru) |
| BR (2) | BR112017021307B1 (ru) |
| DE (2) | DE102016205814A1 (ru) |
| ES (2) | ES3008570T3 (ru) |
| HU (1) | HUE069896T2 (ru) |
| MX (3) | MX394207B (ru) |
| PL (1) | PL3280831T3 (ru) |
| RU (3) | RU2746373C2 (ru) |
| WO (3) | WO2016162422A1 (ru) |
| ZA (2) | ZA201707384B (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2844563C1 (ru) * | 2024-04-02 | 2025-08-04 | ООО "Метацентр-Обработка" | Способ нанесения антикоррозионного цинк-фосфатного покрытия |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX394207B (es) | 2015-04-07 | 2025-03-04 | Chemetall Gmbh | Método para el fosfatado libre de níquel en superficies de metal. |
| EP3358041B1 (en) * | 2015-09-29 | 2021-03-24 | Nippon Steel Corporation | Grain-oriented electrical steel sheet and method for producing grain-oriented electrical steel sheet |
| US11124880B2 (en) | 2016-04-07 | 2021-09-21 | Chemetall Gmbh | Method for nickel-free phosphating metal surfaces |
| ES2770152T3 (es) | 2017-04-21 | 2020-06-30 | Henkel Ag & Co Kgaa | Procedimiento para fosfatación al zinc, libre de lodos, de componentes metálicos en serie para formar capas |
| EP3392376A1 (de) | 2017-04-21 | 2018-10-24 | Henkel AG & Co. KGaA | Verfahren zur schichtbildenden zinkphosphatierung von metallischen bauteilen in serie |
| CN121006536A (zh) * | 2017-08-31 | 2025-11-25 | 凯密特尔有限责任公司 | 用于无镍磷化金属表面的改进方法 |
| CN109183015B (zh) * | 2018-08-03 | 2020-09-15 | 广州正利金属表面处理剂有限公司 | 一种无镍皮膜剂及其制备方法 |
| WO2020074529A1 (en) * | 2018-10-08 | 2020-04-16 | Chemetall Gmbh | Method for ni-free phosphatizing of metal surfaces and composition for use in such a method |
| MX2021004003A (es) * | 2018-10-08 | 2021-06-23 | Rhodia Operations | Metodo para la fosfatacion libre de ni de superficies metalicas y composicion para su uso en dicho metodo. |
| WO2020156913A1 (de) * | 2019-01-29 | 2020-08-06 | Chemetall Gmbh | Alternative zusammensetzung und alternatives verfahren zur effektiven phosphatierung von metallischen oberflächen |
| JP2021066916A (ja) * | 2019-10-21 | 2021-04-30 | 日本パーカライジング株式会社 | 金属材料の処理剤及び塗膜を有する金属材料 |
| CN110699681B (zh) * | 2019-10-24 | 2021-12-14 | 河南北方红阳机电有限公司 | 一种高强度钢和硬铝合金组合体喷淋磷化工艺 |
| WO2021116320A1 (de) * | 2019-12-11 | 2021-06-17 | Salzgitter Flachstahl Gmbh | Blech mit haftvermittlerbeschichtung als halbzeug zur fertigung von metall-thermoplastverbundbauteilen und verfahren zur herstellung eines solchen bleches |
| CN115698380A (zh) * | 2020-07-01 | 2023-02-03 | 凯密特尔有限责任公司 | 用于磷酸锰处理方法的改进活化剂 |
| US20230366097A1 (en) * | 2020-10-29 | 2023-11-16 | Chemetall Gmbh | Zr, mo and acid-functional polymer containing aqueous compositions for treatment of metallic surfaces |
| CN117120669B (zh) | 2021-03-29 | 2025-12-05 | 日本制铁株式会社 | 表面处理钢板 |
| CN119685810A (zh) * | 2024-11-21 | 2025-03-25 | 北奔重型汽车集团有限公司 | 一种环保型重卡驾驶室磷化工艺 |
| CN121110030B (zh) * | 2025-11-14 | 2026-02-13 | 湖南善德储能新材料研究院有限公司 | 一种无电子逸出干扰的复合金属涂层及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0531575A1 (en) * | 1990-03-19 | 1993-03-17 | Sumitomo Metal Industries, Ltd. | Corrosion-resistant precoated steel sheet suitable for electrodeposition finish coating |
| WO1995033083A1 (de) * | 1994-05-27 | 1995-12-07 | Herberts Gesellschaft mit beschränkter Haftung | Verfahren zur beschichtung phosphatierter metallsubstrate |
| DE19511573A1 (de) * | 1995-03-29 | 1996-10-02 | Henkel Kgaa | Verfahren zur Phosphatierung mit metallhaltiger Nachspülung |
| DE19834796A1 (de) * | 1998-08-01 | 2000-02-03 | Henkel Kgaa | Verfahren zur Phosphatierung, Nachspülung und kathodischer Elektrotauchlackierung |
| WO2001038605A2 (de) * | 1999-11-24 | 2001-05-31 | Henkel Kommanditgesellschaft Auf Aktien | Verfahren zur phosphatierung mit metallhaltiger nachspülung |
| WO2003027203A2 (en) * | 2001-09-27 | 2003-04-03 | The Board Of Governors For Higher Education, State Of Rhode Island And Providence Plantations | Conducting polymer for pretreatment of metallic and non-metallic surfaces |
| WO2005061761A1 (de) * | 2003-12-11 | 2005-07-07 | Henkel Kommanditgesellschaft Auf Aktien | Zweistufige konversionsbehandlung |
| US20080230395A1 (en) * | 2006-12-20 | 2008-09-25 | Toshio Inbe | Metal surface treatment liquid for cation electrodeposition coating |
| RU2439197C9 (ru) * | 2005-12-09 | 2013-01-20 | ХЕНКЕЛЬ АГ УНД КО.КГаА | Способ антикоррозионной обработки чистых непокрытых металлических поверхностей (варианты) и кислый, не содержащий хром водный раствор для обработки упомянутых поверхностей |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3819423A (en) * | 1972-06-15 | 1974-06-25 | Chemfil Miles Chem & Filter Co | Final rinse step in phosphating of metals |
| DE58902702D1 (de) * | 1988-11-25 | 1992-12-17 | Metallgesellschaft Ag | Verfahren zum aufbringen von phosphatueberzuegen. |
| CN1041001C (zh) * | 1993-09-06 | 1998-12-02 | 汉克尔股份两合公司 | 无镍的磷酸盐化处理金属表面的方法 |
| JPH07278891A (ja) * | 1994-04-12 | 1995-10-24 | Nippon Parkerizing Co Ltd | 金属材料の塗装前処理方法 |
| JP3088623B2 (ja) * | 1994-11-08 | 2000-09-18 | 日本ペイント株式会社 | 金属表面のリン酸亜鉛皮膜形成方法 |
| JPH08158061A (ja) * | 1994-12-06 | 1996-06-18 | Nippon Parkerizing Co Ltd | 金属材料用りん酸亜鉛系化成処理液 |
| DE10110834B4 (de) * | 2001-03-06 | 2005-03-10 | Chemetall Gmbh | Verfahren zur Beschichtung von metallischen Oberflächen und Verwendung der derart beschichteten Substrate |
| TW567242B (en) * | 2002-03-05 | 2003-12-21 | Nihon Parkerizing | Treating liquid for surface treatment of aluminum or magnesium based metal and method of surface treatment |
| DE10323305B4 (de) * | 2003-05-23 | 2006-03-30 | Chemetall Gmbh | Verfahren zur Beschichtung von metallischen Oberflächen mit einer Wasserstoffperoxid enthaltenden Phosphatierungslösung, Phosphatierlösung und Verwendung der behandelten Gegenstände |
| FR2866029B1 (fr) * | 2004-02-11 | 2006-05-26 | Dacral | Composition de revetement anti-corrosion en dispersion aqueuse comprenant un titanate et/ou un zirconate organique |
| US20050176592A1 (en) * | 2004-02-11 | 2005-08-11 | Tenaris Ag | Method of using intrinsically conductive polymers with inherent lubricating properties, and a composition having an intrinsically conductive polymer, for protecting metal surfaces from galling and corrosion |
| WO2006050916A2 (de) * | 2004-11-10 | 2006-05-18 | Chemetall Gmbh | Verfahren zur beschichtung von metallischen oberflächen mit einer wässerigen zusammensetzung |
| US20060099332A1 (en) * | 2004-11-10 | 2006-05-11 | Mats Eriksson | Process for producing a repair coating on a coated metallic surface |
| JP2007262577A (ja) * | 2006-03-01 | 2007-10-11 | Nippon Paint Co Ltd | 金属表面処理用組成物、金属表面処理方法、及び金属材料 |
| WO2009017535A2 (en) * | 2007-06-07 | 2009-02-05 | Henkel Ag & Co. Kgaa | High manganese cobalt-modified zinc phosphate conversion coating |
| JP2010095678A (ja) | 2008-10-20 | 2010-04-30 | Nippon Paint Co Ltd | カチオン電着塗料組成物および複層塗膜形成方法 |
| PL2890830T3 (pl) * | 2012-08-29 | 2019-01-31 | Ppg Industries Ohio, Inc. | Kompozycje cyrkonowe do obróbki wstępnej zawierające molibden, powiązane sposoby obróbki podłoży metalicznych i powiązane powlekane podłoża metaliczne |
| DE102014007715B4 (de) * | 2014-05-28 | 2018-06-07 | Chemetall Gmbh | Verfahren zur Herstellung einer Sandwichstruktur, die hiermit hergestellte Sandwichstruktur und ihre Verwendung |
| MX394207B (es) | 2015-04-07 | 2025-03-04 | Chemetall Gmbh | Método para el fosfatado libre de níquel en superficies de metal. |
-
2016
- 2016-04-07 MX MX2017012919A patent/MX394207B/es unknown
- 2016-04-07 KR KR1020177031821A patent/KR102689368B1/ko active Active
- 2016-04-07 WO PCT/EP2016/057620 patent/WO2016162422A1/de not_active Ceased
- 2016-04-07 CN CN201680032966.0A patent/CN107683348A/zh active Pending
- 2016-04-07 CN CN201680032979.8A patent/CN107735511B/zh active Active
- 2016-04-07 US US15/562,653 patent/US11492707B2/en active Active
- 2016-04-07 ES ES16718613T patent/ES3008570T3/es active Active
- 2016-04-07 MX MX2017012917A patent/MX394175B/es unknown
- 2016-04-07 US US15/562,970 patent/US10738383B2/en active Active
- 2016-04-07 BR BR112017021307-9A patent/BR112017021307B1/pt active IP Right Grant
- 2016-04-07 EP EP16717585.0A patent/EP3280830B1/de active Active
- 2016-04-07 RU RU2017138445A patent/RU2746373C2/ru active
- 2016-04-07 BR BR112017021409-1A patent/BR112017021409B1/pt active IP Right Grant
- 2016-04-07 DE DE102016205814.2A patent/DE102016205814A1/de not_active Withdrawn
- 2016-04-07 EP EP16718613.9A patent/EP3280831B1/de active Active
- 2016-04-07 HU HUE16718613A patent/HUE069896T2/hu unknown
- 2016-04-07 WO PCT/EP2016/057622 patent/WO2016162423A1/de not_active Ceased
- 2016-04-07 PL PL16718613.9T patent/PL3280831T3/pl unknown
- 2016-04-07 DE DE102016205815.0A patent/DE102016205815A1/de not_active Withdrawn
- 2016-04-07 RU RU2017138446A patent/RU2721971C2/ru active
- 2016-04-07 JP JP2017553120A patent/JP6804464B2/ja active Active
- 2016-04-07 JP JP2017553108A patent/JP6810704B2/ja active Active
- 2016-04-07 KR KR1020177031822A patent/KR102702717B1/ko active Active
- 2016-04-07 ES ES16717585T patent/ES2873381T3/es active Active
-
2017
- 2017-01-18 CN CN201780034820.4A patent/CN109312466B/zh active Active
- 2017-01-18 JP JP2018553121A patent/JP6986028B2/ja not_active Ceased
- 2017-01-18 RU RU2018138295A patent/RU2748349C2/ru active
- 2017-01-18 WO PCT/EP2017/050993 patent/WO2017174222A1/de not_active Ceased
- 2017-01-18 EP EP17703041.8A patent/EP3440235B1/de active Active
- 2017-01-18 KR KR1020187031749A patent/KR102782880B1/ko active Active
- 2017-01-18 MX MX2018012228A patent/MX2018012228A/es unknown
- 2017-10-31 ZA ZA2017/07384A patent/ZA201707384B/en unknown
- 2017-11-01 ZA ZA2017/07420A patent/ZA201707420B/en unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0531575A1 (en) * | 1990-03-19 | 1993-03-17 | Sumitomo Metal Industries, Ltd. | Corrosion-resistant precoated steel sheet suitable for electrodeposition finish coating |
| WO1995033083A1 (de) * | 1994-05-27 | 1995-12-07 | Herberts Gesellschaft mit beschränkter Haftung | Verfahren zur beschichtung phosphatierter metallsubstrate |
| DE19511573A1 (de) * | 1995-03-29 | 1996-10-02 | Henkel Kgaa | Verfahren zur Phosphatierung mit metallhaltiger Nachspülung |
| DE19834796A1 (de) * | 1998-08-01 | 2000-02-03 | Henkel Kgaa | Verfahren zur Phosphatierung, Nachspülung und kathodischer Elektrotauchlackierung |
| WO2001038605A2 (de) * | 1999-11-24 | 2001-05-31 | Henkel Kommanditgesellschaft Auf Aktien | Verfahren zur phosphatierung mit metallhaltiger nachspülung |
| WO2003027203A2 (en) * | 2001-09-27 | 2003-04-03 | The Board Of Governors For Higher Education, State Of Rhode Island And Providence Plantations | Conducting polymer for pretreatment of metallic and non-metallic surfaces |
| WO2005061761A1 (de) * | 2003-12-11 | 2005-07-07 | Henkel Kommanditgesellschaft Auf Aktien | Zweistufige konversionsbehandlung |
| RU2439197C9 (ru) * | 2005-12-09 | 2013-01-20 | ХЕНКЕЛЬ АГ УНД КО.КГаА | Способ антикоррозионной обработки чистых непокрытых металлических поверхностей (варианты) и кислый, не содержащий хром водный раствор для обработки упомянутых поверхностей |
| US20080230395A1 (en) * | 2006-12-20 | 2008-09-25 | Toshio Inbe | Metal surface treatment liquid for cation electrodeposition coating |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2844563C1 (ru) * | 2024-04-02 | 2025-08-04 | ООО "Метацентр-Обработка" | Способ нанесения антикоррозионного цинк-фосфатного покрытия |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2746373C2 (ru) | Способ безникелевого фосфатирования металлических поверхностей | |
| ES2966844T3 (es) | Procedimiento mejorado para él fosfatado sin níquel de superficies metálicas | |
| EP3362591A1 (en) | Methods for electrolytically depositing pretreatment compositions | |
| KR102867587B1 (ko) | 금속 표면을 효과적으로 인산염처리하기 위한 대안적 조성물 및 대안적 방법 | |
| RU2782710C2 (ru) | Улучшенный способ безникелевого фосфатирования металлических поверхностей | |
| RU2805161C2 (ru) | Альтернативная композиция и альтернативный способ эффективного фосфатирования металлических поверхностей | |
| US11124880B2 (en) | Method for nickel-free phosphating metal surfaces | |
| BR112018070593B1 (pt) | Método para fosfatização de uma superfície metálica, composição de fosfatização livre de níquel, ácida e aquosa, e, concentrado |