RU2379166C2 - Усовершенствования в сварке конструктивных элементов с полыми полками - Google Patents
Усовершенствования в сварке конструктивных элементов с полыми полками Download PDFInfo
- Publication number
- RU2379166C2 RU2379166C2 RU2006143836/02A RU2006143836A RU2379166C2 RU 2379166 C2 RU2379166 C2 RU 2379166C2 RU 2006143836/02 A RU2006143836/02 A RU 2006143836/02A RU 2006143836 A RU2006143836 A RU 2006143836A RU 2379166 C2 RU2379166 C2 RU 2379166C2
- Authority
- RU
- Russia
- Prior art keywords
- specified
- free edge
- welding
- metal strip
- rollers
- Prior art date
Links
- 238000003466 welding Methods 0.000 title claims abstract description 89
- 238000004519 manufacturing process Methods 0.000 claims abstract description 11
- 230000000694 effects Effects 0.000 claims abstract description 8
- 239000002184 metal Substances 0.000 claims description 45
- 229910052751 metal Inorganic materials 0.000 claims description 45
- 238000000034 method Methods 0.000 claims description 28
- 230000004927 fusion Effects 0.000 claims description 17
- 230000006698 induction Effects 0.000 claims description 16
- 238000005097 cold rolling Methods 0.000 claims description 9
- 229910000831 Steel Inorganic materials 0.000 claims description 6
- 239000010959 steel Substances 0.000 claims description 6
- 230000015572 biosynthetic process Effects 0.000 claims description 5
- 239000011324 bead Substances 0.000 claims description 4
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 238000002844 melting Methods 0.000 abstract description 6
- 230000008018 melting Effects 0.000 abstract description 6
- 238000010438 heat treatment Methods 0.000 abstract description 2
- 238000005272 metallurgy Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 230000008569 process Effects 0.000 description 12
- 238000005096 rolling process Methods 0.000 description 8
- 238000006073 displacement reaction Methods 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 239000012634 fragment Substances 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 230000010355 oscillation Effects 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000021715 photosynthesis, light harvesting Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/08—Seam welding not restricted to one of the preceding subgroups
- B23K11/087—Seam welding not restricted to one of the preceding subgroups for rectilinear seams
- B23K11/0873—Seam welding not restricted to one of the preceding subgroups for rectilinear seams of the longitudinal seam of tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/02—Flanging or other edge treatment, e.g. of tubes by continuously-acting tools moving along the edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/10—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles for making tubes
- B21D5/12—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles for making tubes making use of forming-rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K11/00—Resistance welding; Severing by resistance heating
- B23K11/06—Resistance welding; Severing by resistance heating using roller electrodes
- B23K11/061—Resistance welding; Severing by resistance heating using roller electrodes for welding rectilinear seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K13/00—Welding by high-frequency current heating
- B23K13/01—Welding by high-frequency current heating by induction heating
- B23K13/02—Seam welding
- B23K13/025—Seam welding for tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C3/00—Structural elongated elements designed for load-supporting
- E04C3/02—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces
- E04C3/04—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal
- E04C2003/0404—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects
- E04C2003/0443—Joists; Girders, trusses, or trusslike structures, e.g. prefabricated; Lintels; Transoms; Braces of metal beams, girders, or joists characterised by cross-sectional aspects characterised by substantial shape of the cross-section
- E04C2003/0452—H- or I-shaped
- E04C2003/0456—H- or I-shaped hollow flanged, i.e. "dogbone" metal beams
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Metal Rolling (AREA)
- General Induction Heating (AREA)
Abstract
Способ и аппарат могут быть использованы для электрической контактной или индукционной сварки в одну линию стальных конструктивных элементов с полыми полками на холоднопрокатном стане. Клеть шовонаправляющих роликов содержит установленный с возможностью вращения по меньшей мере один ролик для линейного выравнивания свободного края профильной поверхности металлической полосы вдоль заданной линии сплавления. Клеть сварочной камеры содержит установленную с возможностью вращения по меньшей мере одну пару прижимных роликов, предназначенных для совместного направления нагретого до заданной температуры свободного края в зону сварки по указанной линии сплавления на поверхности металлической полосы. Перемещение свободного края осуществляют по заданной прямолинейной траектории по существу по линии приближения к результирующему сварному соединению между указанным свободным краем и указанной поверхностью металлической полосы. Энергия сварки фокусируется за счет эффекта их близости по указанной заданной линии сплавления на указанной поверхности. Изобретения позволяют избежать проблемы передачи тепла в полосе, выходящей за линию сварки, во время выравнивания свободного края, обеспечивают повышение эффективности производства. 2 н. и 18 з.п. ф-лы, 16 ил.
Description
Область техники
Настоящее изобретение относится к изготовлению холоднокатаных конструктивных элементов с полыми полками в ходе усовершенствованного сварочного процесса.
В частности, изобретение относится к изготовлению холоднокатаных конструктивных элементов с полыми полками двойного сварного соединения.
Уровень техники
Несмотря на то, что из уровня техники известно много балок самых разнообразных конфигураций, большинство этих балок предназначено для какого-либо узкоспециального применения. Однако также из уровня техники известно несколько технических решений, направленных на создание балки общего назначения, способной соперничать со стандартными балками общего назначения, такими как деревянные балки, многослойные деревянные балки, горячекатаные двутавровые балки, широкополочные двутавровые балки и горячекатаные швеллеры.
Примеры балок специального применения приведены в американских патентах 5012626, 3362056 и 6415577, описывающих композитные балки, имеющие рифленую стенку и плоские полые полки или полые полки прямоугольного поперечного сечения. В австралийском патенте 716272 описана ферма, содержащая пояса с полыми полками.
В последующие годы выяснилось, что в ситуациях с относительно небольшой нагрузкой вместо горячекатаных секций предпочтительно использовать холодногнутые продольные балки С-, Z- и J-образного сечения, так как они обычно имеют очень хорошую несущую способность по сечению на единицу массы. Такие холодногнутые балки имеют значительные ограничения на несущую способность по моменту при увеличении длины балки, обусловленные опасностью разрушения вследствие потери формы. Холодногнутые балки J- и I- или Н-образного сечения проиллюстрированы в британских патентах 2093886 и 2102465, тогда как конструктивный элемент С-образного сечения описан в международной публикации 96/23939.
Для повышения эффективности сечения холодокатаных продольных балок было предложено использовать полые полки, в результате чего сечение полок увеличивается без сопутствующего или по меньшей мере значительного увеличения массы балки на единицу длины.
Примеры опорных конструкций с полыми полками показаны в американском патенте 3342007, российском авторском свидетельстве 827723 и американском патенте 3698224, во всех из них описаны балки с полыми "открытыми" полками треугольного сечения, т.е. в этих балках нет непрерывного сварочного шва, улучшающего прочность полок на скручивание.
В американских патентах 5163225 и 5373679, права на которые уступлены заявителю настоящей заявки, впервые описаны холодногнутые балки с полыми полками, изготовленные путем двойной сварки с образованием «закрытых» полок кольцевого сечения, где свободные края полок приварены к центральной стенке вдоль ее краев. После этапа сварки по существу кольцевые полки можно формовать, придавая им самые различные поперечные сечения, например прямоугольные, шестиугольные, треугольные и т.п. Балки с полыми полками треугольного поперечного сечения известны на рынке как балки Dogbone (зарегистрированный товарный знак).
Несмотря на то, что при применении двойной сварки по ее обычному назначению она показывает хорошие результаты, при попытке использовать ее для изготовления балок Dogbone возникает множество проблем - особенно страдает стабильность сварочного шва. Также, из-за чрезмерной стоимости оборудования, имеются ограничения на размер поперечных сечений полки. Согласно одному из известных вариантов балки разрушение шва под нагрузкой происходит вследствие чрезмерной деформации закаленной зоны сварки в формующей клети стана.
В данной заявке термин "ERW" обозначает электрическую контактную или индукционную сварку, осуществляемую либо посредством контактов, либо индукционных катушек/импедеров для создания тока в элементе, а также другие формы электрической контактной сварки.
Таким образом, целью данного изобретения является по меньшей мере частичное преодоление недостатков известного способа двойной сварки Dogbone и разработка нового способа сварки, пригодного для изготовления холодногнутых стальных конструктивных элементов с полыми полками.
Сущность изобретения
Согласно первому аспекту изобретения предложен способ сварки в одну линию стальных конструктивных элементов с полыми полками на холоднопрокатном стане, включающий следующие этапы:
образование профильной поверхности, смежной по меньшей мере одному краю металлической полосы;
приваривание в ходе процесса ERW (электрическая контактная или индукционная сварка) свободного края указанной металлической полосы, смежного указанной профильной поверхности, к поверхности этой металлической полосы с получением полой полки, проходящей вдоль стороны стенки; данный способ характеризуется тем, что указанный свободный край линейно выравнивают вдоль заданной линии сплавления на указанной поверхности полосы и направляют этот по меньшей мере один свободный край по заданной прямолинейной траектории по линии приближения к результирующему сварному соединению, проходящему между указанным по меньшей мере одним свободным краем и указанной поверхностью, при этом энергию, сообщаемую указанному холодногнутому конструктивному элементу, фокусируют, за счет эффекта близости, по указанной заданной линии сплавления на указанной поверхности до приваривания к ней указанного свободного края.
При необходимости, указанный свободный край выравнивают относительно указанной линии сплавления посредством по меньшей мере одного шовного ролика, имеющего кольцевой буртик, обеспечивающий опору для указанного свободного края.
Указанный свободный край металлической полосы можно вводить в прижим к указанному кольцевому буртику посредством фасонного направляющего ролика.
Во время того как указанный по меньшей мере один свободный край входит в прижим к указанному кольцевому буртику, указанную полосу металла удерживают в центральной ее части поверхностями противолежащих цилиндрических роликов, смежных указанному участку сварки.
Шовные ролики могут быть установлены с возможностью регулировки для обеспечения направления указанного свободного края к указанному участку смыкания под заданным углом к указанной поверхности полосы.
В предпочтительном случае указанный свободный край металлической полосы направляют по указанной заданной траектории при помощи фасонного прижимного ролика, проходящего по указанной профильной поверхности металлической полосы, расположенной между разнесенными по существу параллельными контактными поверхностями этого фасонного прижимного ролика.
Указанную свободному концу и заданному участку сварки энергию сварки можно сообщать посредством индукционной катушки, соединенной с источником электрического тока, причем указанная катушка проходит по существу вокруг указанной металлической полосы в плоскости, по существу перпендикулярной ее продольной оси.
При необходимости, во внутреннюю полость указанной профильной поверхности, в смежную указанному участку смыкания зону, где указанный свободный край приваривают к указанной поверхности металлической полосы, может проходить удлиненный стержневидный индукционный импедер, поддерживаемый с одного конца.
Согласно другому аспекту изобретения предложен аппарат для ERW-сварки в одну линию (электрическая контактная или индукционная сварка) стальных конструктивных элементов с полыми полками на холоднопрокатном стане, содержащий:
клеть шовных роликов, удерживающую с возможностью вращения по меньшей мере один шовный ролик, выполненный с возможностью линейного выравнивания свободного края профильной металлической полосы вдоль заданной линии сплавления, расположенной на расстоянии от указанного свободного края на поверхности указанной металлической полосы;
клеть сварочной камеры, удерживающую с возможностью вращения по меньшей мере одну пару прижимных роликов, предназначенных для направления указанного свободного края, нагретого до заданной температуры, в зону сварки с соответствующе нагретой указанной линией сплавления на указанной поверхности, причем при использовании указанная пара прижимных роликов совместно направляет указанный свободный край по заданной прямолинейной траектории по существу вдоль линии приближения к результирующему сварному соединению, проходящему между указанным свободным краем и указанной поверхностью металлической полосы, при этом энергия, сообщаемая указанному холодногнутому конструктивному элементу, фокусируется, за счет эффекта близости, по указанной заданной линии сплавления на указанной поверхности.
На указанных свободном крае и участке сварки указанный электрический ток возбуждается посредством токоподводов, скользяще взаимодействующих с указанной металлической полосой и смежных этим свободному краю и участку сварки.
В предпочтительном случае на указанных свободном крае и участке сварки указанный электрический ток возбуждается посредством индукционной катушки, поперечно окружающей указанную металлическую полосу в плоскости, перпендикулярной направлению движения указанной металлической полосы через эту катушку.
В предпочтительном случае по меньшей мере одна указанная пара прижимных роликов установлена с возможностью углового регулирования в плоскости, перпендикулярной направлению движения указанной полосы металла между этими роликами.
По меньшей мере одна из указанных пар прижимных роликов может быть выполнена регулируемой относительно другой из указанных пар роликов в направлении, перпендикулярном оси вращения этой по меньшей мере одной пары прижимных роликов.
Указанная сварочная камера содержит ролики для поддержки стенки, установленные с возможностью вращения относительно соответствующих параллельных осей, перпендикулярных направлению движения элемента из металлической полосы между ними.
При необходимости, ролик для поддержки стенки может иметь фасонный внешний край и действовать в качестве одного ролика из указанной пары прижимных роликов.
Аппарат может содержать более одной клети шовных роликов.
При необходимости, по меньшей мере одна из указанных клетей шовных роликов содержит шовный ролик с кольцевым буртиком, обеспечивающим опору для указанного свободного края металлической полосы.
Кроме того, имеется фасонный направляющий ролик, предназначенный для введения указанного свободного края металлической полосы в прижим к указанному кольцевому буртику.
При необходимости, во внутреннюю полость профильного краевого участка указанной металлической полосы проходит стержневидный импедер, удерживаемый с одного из его концов и расположенный выше по ходу технологического процесса от указанной по меньшей мере одной клети шовных роликов.
Краткое описание чертежей
Далее изобретение описано более подробно на примере предпочтительных вариантов его выполнения, раскрытых со ссылкой на прилагаемые чертежи, на которых:
фиг.1 упрощенно изображает холоднопрокатный стан, предназначенный для формования конструктивных элементов с полыми полками.
фиг.2 упрощенно иллюстрирует процесс двойной сварки, соответствующий предшествующему уровню техники;
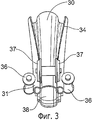
фиг.3 упрощенно изображает фрагмент известных из уровня техники прижимных роликов, расположенных в сварочной камере холоднопрокатного стана;
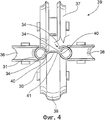
фиг.4 упрощенно изображает увеличенный фрагмент поперечного сечения ролика сварочной камеры, показанной на фиг.4;
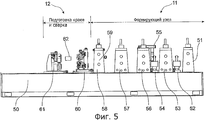
фиг.5 изображает вертикальный вид сбоку части холоднопрокатного стана, содержащей клеть формующих роликов, клеть сварочных роликов и клеть сварочной камеры;
фиг.6 в пошаговом исполнении иллюстрирует часть процесса создания балки с полыми полками, начиная с последних стадий формования и заканчивая стадией подачи в сварочную камеру;
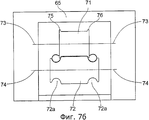
фиг.7а и 7b сзади и спереди упрощенно иллюстрируют конфигурацию клети шовнаправляющих роликов;
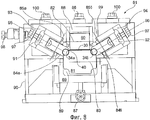
фиг.8 упрощенно изображает конфигурацию клети сварочной камеры;
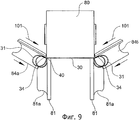
фиг.9 упрощенно изображает конфигурацию роликов клети сварочной камеры, показанной на фиг.8;
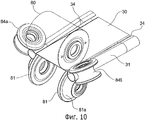
фиг.10 дает упрощенное фантомное аксонометрическое изображение роликов в клети сварочной камеры, показанной на фиг.8;
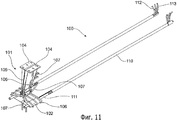
фиг.11 упрощенно иллюстрирует конфигурацию и взаимное расположение индукционной катушки и импедеров;
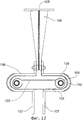
фиг.12 упрощенно изображает поперечное сечение показанного на фиг.12 узла индукционная катушка/импедер, находящегося в использовании при расположении в нем секции полой полки;
и фиг.13-16 изображают профили конструктивных элементов с полыми полками, выполненных предложенным способом с использованием заявленного аппарата.
Для ясности отметим, что на представленных чертежах аналогичные элементы обозначены одинаковыми номерами позиций.
Подробное описание изобретения
На фиг.1 схематично представлена типичная конфигурация роликового прокатного стана, предназначенного для изготовления конструктивных элементов с полыми полками, примеры которых показаны на фиг.11-14. Не вдаваясь в излишние подробности, отметим, что прокатный стан включает в себя формирующий узел 11, сварочный узел 12 и профилирующий узел 13.
Формирующий узел 11 содержит чередующие друг друга приводные клети 14 и клети 15 формирующих роликов. Приводные клети 14 объединены в обычную приводную линию прокатного стана (не показана), однако здесь вместо фасонных формирующих роликов используются гладкие цилиндрические ролики, зажимающие стальную полосу 16 в ее центральной зоне, соответствующей стенке создаваемой балки. Клети 15 формирующих роликов представлены парой отдельных элементов 15а, 15b, каждый из которых оснащен фасонными роликами, выполненными с возможностью формирования полых полок на противоположных сторонах металлической полосы 16 при ее прохождении через формирующий узел. Поскольку клети 15а, 15b формирующих роликов не требуется соединять с приводной линией, как это происходит в обычных холоднопрокатных станах, то клети формирующих роликов можно легко регулировать перпендикулярно продольной оси прокатного стана и тем самым адаптировать их к условиям производства балок самой разной ширины.
После придания полосе 16 требуемого поперечного сечения эту полосу с отформованными краями подают в сварочный узел 12, где свободные края участков с отформованными краями вводят в соприкосновение со стенкой под предварительно заданным углом и воздействуют на них сварочным аппаратом ERW. Для более точного размещения свободных краев относительно требуемой линии сварки формованную полосу подают в зону аппарата ERW (упрощенно показанного позицией 17а) при помощи клети 17 шовнаправляющих роликов. После нагрева краев полосы и линии сварного шва на поверхности ленты до температуры плавления полосу пропускают через клеть 18 сварочной камеры, воздействующую на указанные нагретые участки и способствующую их сварочному соединению с образованием замкнутых полок. Сваренную секцию замкнутой полки затем пропускают через ряд клетей 19 приводных роликов и клетей 20 профилирующих роликов, придающих ее поперечному сечению желаемую форму полки, а в завершении - через обычную клеть 21 туркоголовых роликов для окончательной выправки, причем отсюда обрабатываемая полоса выходит уже в виде балки 22 с полыми полками, сваренной методом двойной сварки. Сварочный аппарат ERW индуцирует в свободных краях полосы ток, возникающий также и на соответствующих смежных участках балочной стенки благодаря близости к ней указанных свободных краев. Поскольку тепловая энергия на участке стенки может рассеиваться двунаправленно, в отличие от свободного края полки, то для сообщения стенке достаточной температуры, обеспечивающей возможность ее приваривания к свободному краю, необходимо приложить дополнительную энергию.
Было обнаружено, что традиционные технологии прокатки и сварки ERW требуют для нагрева участка стенки до температуры плавления такое количество энергии, которое вызывает расплавление свободного края полки и его растекание вне пределов желаемой линии сварного шва. В результате происходящей потери расплавленного материала площадь поперечного сечения полки значительно уменьшается, и контроль за кромкой полосы в точке сварки становится более трудным.
Фиг.2 упрощенно иллюстрирует высокочастотную сварку ERW по предшествующему уровню техники.
Показанная на фиг.2 стенка 30 выполнена имеющей дугообразный профиль, чтобы таким образом минимизировать протяженность, с которой должны быть выполнены полые полки 31 путем приведения их свободных краев в соприкосновение с краем стенки 30. Вблизи свободного края 34 каждой полки 31 и вблизи края стенки, на котором предполагается сделать сварной шов, расположены пары токоподводов 32 и 33, соединенные с соответствующими источниками 34 переменного тока высокой частоты. Как можно видеть, свободный край 34 каждой полой полки 31 примыкает к линии сварного шва 35 под углом к ней как в вертикальной, так и в горизонтальной плоскости.
На фиг.3 проиллюстрирована типичная конфигурация известной сварочной камеры, боковые ролики 36 которой направляют отформованные полки 31 внутрь в горизонтальном направлении, в то время как фасонные прижимные ролики 37, совместно с нижним роликом 38, направляют нагретые свободные края полок в соприкосновение с нагретым участком края стенки 30 для осуществления сварки между ними.
Общие усилия, прилагаемые к свободным краям полок боковыми роликами 36 и прижимными роликами 37, обеспечивают заворачивание секции полки, уменьшая ее диаметр.
Фиг.4 представляет собой увеличенный вид поперечного сечения ролика сварочной камеры, показанной на фиг.3. Перед поступлением в сварочную камеру, обозначенную в целом позицией 39, свободные края 34 полок 31 располагаются на расстоянии над предполагаемым конечным положением 40 сварочных швов на полосе металла 30 (как показано на разрезе в несколько преувеличенном виде фантомной линией). Когда формуемая секция проходит через узел 39 роликов сварочной камеры, свободные края 34 полых полок 31 направляются вниз и внутрь за счет общего давления совместно действующих роликов 36, 37, 38, при этом свободные концы 34 «волочатся» по поверхности стенки 30 до тех пор, пока не войдут в контакт с ее поверхностью в соответствующем положении 40 сварочного шва.
Во время «волочащегося» движения свободных краев 34 тепловое «пятно», возникшее на полке вследствие близости свободных краев 34, двигается во внешнем направлении от положения 41, определяющегося кратчайшим расстоянием между свободным краем 34 и верхней поверхностью стенки, по направлению к положению 40 сварочного шва, в котором происходит плавление. Из-за невозможности сфокусировать тепло вследствие упомянутого эффекта близости в крайнем месте сварочного шва, существенное количество тепловой энергии рассеивается на стенке и прилегающих участках полых полок.
Для преодоления проблемы рассеивания энергии было предложено увеличивать подачу электрической энергии, компенсируя потери, однако это привело к перегреву свободного края стенки, а следовательно - к потере металла свободного края полки из-за плавления. Более того, необходимость перегрева края полки для передачи достаточного тепла краю стенки с целью получить приемлемое сварочное соединение усугубляется проблемой коробления краев, нарушающей стабильность сварки.
Теперь известно, что вышеупомянутые трудности можно преодолеть выравнивая нагретый свободный край полки по намеченной линии сварки, а затем вводя свободный край полосы в соприкосновение с нагретым участком стенки по прямой траектории в направлении, соответствующем требуемому углу наклона между участком стенки и участком края полки вблизи сварного шва. Направляя свободный край полки вдоль этой заданной траектории можно избежать проблемы передачи тепла в неоправданно широкой полосе, выходящей за границы линии сварки, обусловленной указанным эффектом "волочения" во время вращения полки в прижимных роликах, когда происходит выравнивание свободного края по желаемой линии сварки.
Такой улучшенный контроль за процессом контактной или индукционной сварки, выполняемый согласно предложенному способу и с использованием предложенного аппарата, привел к повышению эффективности производства и обеспечению значительно лучших производственных допусков при создании конструктивных элементов с полыми полками с двойным сварочным швом.
Фиг.5 изображает вертикальный вид сбоку части показанного на фиг.1 холоднопрокатного стана, содержащего формующий узел 11 и узел 12 подготовки краев и сварки.
Как следует из фиг.5, на основании 50 стана установлен приводной формующий ролик 51, клеть 52 холостых роликов, неприводная клеть 53 формования краев, другая клеть 54 холостых роликов, импедерная скоба 55, неприводная клеть 56 формования краев, другая неприводная клеть 56 формования краев, клеть 58 приводных формующих роликов с боковыми роликами 59, шестироликовая клеть 60 шовнаправляющих роликов и четырехроликовая клеть 61 сварочной камеры. Между клетями 60 и 61 расположена катушка 62 индуктора.
Фиг.6 в пошаговом исполнении иллюстрирует процесс создания конструктивного элемента с полыми полками на показанном на фиг.5 стане.
Часть 6А иллюстрирует форму на выходе из прокатной клети 53, часть 6В иллюстрирует форму на выходе из прокатной клети 58, часть 6С иллюстрирует форму на выходе из прокатной клети 60 и часть 6D иллюстрирует форму формованной роликами секции непосредственно перед подачей в клеть 61 сварочной камеры. Как следует из чертежей, траектория свободного края 34 полой полки 31 следует наикратчайшему пути между краем 34 и краем 40 полки 30, и по мере того как данная секция достигает клети 60 шовнаправляющих роликов, поперечное сечение полой полки принимает по существу овальную форму, показанную на 6С. Также можно видеть, что край 34 полки занимает стабильное положение относительно края 40 стенки 30 в зоне индукционной катушки 62.
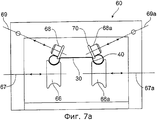
Фиг.7 упрощенно иллюстрирует конфигурацию показанной на фиг.5 клети 60 шовнаправляющих роликов, причем фиг.7а является вертикальным изображением сзади по ходу технологического процесса, а фиг.7b - вертикальным изображением спереди по ходу технологического процесса.
На фиг.7а упрощенно показано вертикальное изображение сзади по ходу технологического процесса клети 60 шовнаправляющих роликов. Эта клеть 60 содержит опорную раму 65, на задней поверхности которой имеется пара независимо установленных фасонных опорных роликов 66 и 66а, каждый из которых расположен на подшипнике с возможностью вращения относительно совмещенных осей 67 и 67а, и шовнаправляющие ролики 68 и 68а, установленные на подшипниках с возможностью вращения относительно соответствующих наклонных осей 69 и 69а. Шовнаправляющие ролики 68 и 68а предназначены для выравнивания свободных краев 34а и 34b полых полок 31 и 31 в продольном направлении по желаемой линии сварки, по мере того как холодногнутая секция приближается к прижимным роликам сварочной камеры 61.
Со своих внутренних краев шовнаправляющие ролики 68 и 68а имеют периферические края 70 с отбортовкой, которые служат опорой для свободных краев 34 полых полок и могут направлять края полок для их совмещения с краями 40 стенки 30.
Шовнаправляющие ролики 68 и 68а и опорные ролики 66 и 66а выполнены с возможностью смещения по оси, что позволяет адаптировать их к конструктивным элементам с полыми полками различных размеров. Кроме того, шовнаправляющие ролики 68 и 68а могут быть установлены на опорной раме 65 шарнирно.
На фиг.7b клеть 60 шовнаправляющих роликов показана спереди по ходу технологического процесса. Внутри дугообразной рамы 65 расположены цилиндрический шовнаправляющий ролик 71 и цилиндрический опорный ролик 72, каждый из которых установлен на подшипнике с возможностью вращения относительно соответствующих осей 73 и 74. Опорный ролик 72 имеет фасонные торцевые участки 72а, предназначенные для размещения полых полок 31, в то время как концы 75 и 76 шовнаправляющего ролика, имеющие отбортовку, располагаются сверху внутренних краев 40 стенки 30, при этом свободные края 34 полых полок 31 опираются на плоские торцы ролика 71. Стенка 30 прочно зажата между цилиндрическими участками роликов 71 и 72 для предотвращения ее искривления, особенно искривления прилегающих краев 40.
Фиг.8 изображает конфигурацию четырехроликовой сварочной камеры 61, показанной на фиг.5.
Сварочная камера 61 содержит цилиндрический верхний ролик 80 и цилиндрический нижний ролик 81 с фасонными краями 81а, причем каждый из роликов 80 и 81 установлен на подшипнике с возможностью вращения относительно соответствующих осей 82 и 83. Фасонные прижимные ролики 84а и 84b вращаются относительно соответствующих наклонных осей 85а и 85b и выполнены с возможностью направления нагретых свободных краев 34а и 34b полых полок 31 на соответствующие нагретые участки по линиям сварки вдоль противоположных границ 40 стенки 30, чтобы обеспечить сплавление между ними с получением непрерывного сварочного шва. Следует отметить, что полости между прижимными роликами 84а и 84b и соответствующими фасонными краями 81 цилиндрического опорного ролика 81 имеют овальную форму, сходную с формой поперечного сечения полых полок 31, показанных на фиг.6 в части 6D.
Свободные края 34а и 34b направляются на соответствующие линии сварки линейным образом, перпендикулярно соответствующим осям 85а и 85b вращения прижимных роликов 84а и 84b, причем направляются без поперечного «волочащегося» действия, в результате чего индукционные «пятна» или пути к желаемым положениям сварочных швов между соответствующими свободными краями 34а и 34b и противоположными границами 40 стенки 30 остаются фиксированными.
Цилиндрические ролики 80 и 81 установлены с возможностью смещения в вертикальной плоскости посредством соответствующих регулировочных винтов 86 и 87, причем винты 86 и 87 соединены с соответствующими подушками 88 и 89 роликов, установленными на опорной раме 90 с возможностью перемещения скольжением.
Прижимные ролики 84а и 84b установлены с возможностью перемещения скольжением в соответствующих подушках 91 и 92 соответствующих опорных рам 93 и 94 прижимных роликов, что позволяет регулировать их положение скольжением вдоль соответствующих осей 95 и 96 скольжения при помощи регулировочных винтов 97. В свою очередь, опорные рамы 93 и 94 прижимных роликов установлены с возможностью смещения в поперечном направлении посредством винта 98, соединенного с опорными рамами 93, 94 резьбовым стержнем 99, и с возможностью смещения в вертикальном направлении посредством винтов 100. В предпочтительном случае опорные рамы роликов установлены на раме 90 шарнирно с возможностью поворота относительно соответствующих осей, параллельных направлению движения конструктивных элементов с полыми полками по клети 61 сварочной камеры.
То обстоятельство, что ролики установлены с возможностью регулировки, позволяет сваривать в сварочной камере конструктивные элементы с полыми полками самых различных размеров и сечений, с исключительно точным контролем траектории, по которой свободные края полых полок движутся к точно позиционированной линии сварного шва, проходящей смежно стенке или по ее краям.
Фиг.9 упрощенно изображает конфигурацию роликов в показанной на фиг.8 сварочной камере 61. Этот чертеж более наглядно иллюстрирует процесс направления свободных краев полых полок к сварным швам, проходящим вдоль краев стенки.
На этом чертеже положение формованных полых полок 31 и их соответствующих свободных краев 34 показано фантомной линией в несколько преувеличенном виде. После того как формованная секция достигает роликов, полые полки 31 направляются внутрь к фасонным концам 81а отдельных роликов 81, что соответствует смещению роликов 84а и 84b по соответствующим осям 95 и 96 скольжения, показанным на фиг.8.
Важно отметить, что как следует из чертежа, около половины внешней части полых полок, оканчивающейся свободными краями 34, направляется в направлении, показанном стрелками 101, причем по существу плоский участок полки, смежный свободному краю 34, и соответствующая часть с противоположной стороны полки направляются к ролику 81 вместе, как единая часть, в результате чего остальная часть полки, смежная краю 40 стенки 30, деформируется согласно фасонным краям 81а роликов 81. Кроме того, можно видеть, что свободный край 34 стенки 31 движется по прямой линии к краю 40 стенки 30, где происходит образование сварочного шва.
На фиг.10 показано фантомное увеличенное аксонометрическое изображение, иллюстрирующее взаимодействие прижимных роликов 84а и 84b с верхним и нижним опорными роликами 80 и 81, в тот момент, когда свободные края 34 полок 31 направляются в зону сварки, проходящей вдоль линий 40 стенки 30. Согласно показанному варианту, каждый нижний опорный ролик 81 установлен на подшипнике и имеет внешний фасонный край 81а.
Фиг.11 и фиг.12 упрощенно изображают высокочастотный электрический индукционный аппарат 100, используемый с заявленным аппаратом.
Аппарат 100 содержит катушечный индукционной узел 101, оснащенный катушкой 102 с профилированными медными листами, которая по существу окружает балку 103 с полыми полками, когда та движется между клетью шовнаправляющих роликов и сварочной камерой. Катушечный узел 101 удерживается противолежащими медными крепежными скобами 104, между которыми находится слой изоляционного материала 105.
Над поверхностью катушки 102 и скоб 104 проведены медные трубы 106, предназначенные для циркуляции охлаждающей воды и оснащенные входными и выходными каналами. Катушка 102 соединена с генератором колебаний (не показан), имеющим выходную мощность 400-800 кВт переменного тока при 400 кГц.
В полостях полых полок 109 балки 103 расположены удлиненные стержни 110 поддержки импедера с прикрепленными к ним цилиндрическими импедерами. Стержни 110 поддержки импедера закреплены на скобе 55 (показана на фиг.5) выше по технологической линии сварочного узла 12 при помощи крепежных элементов (не показаны), проходящих в полости 108 полок через зазор между свободным краем полой полки 109 и смежной стороной стенки. Через зазор между свободным краем полки 109 и смежной стороной стенки проходят трубы 112 с охлаждающей жидкостью и труба 113 с воздухом, обеспечивающие подвод охлаждающей жидкости и струи холодного воздуха к импедерам 111, содержащим ферритовые прутки (не показаны).
На фиг.13-16 показаны примеры конструктивных элементов с полыми полками, которые можно изготавливать согласно заявленному способу с использованием предложенного аппарата. Указанные примеры не ограничивают объем притязаний данного изобретения.
На фиг.13 показан конструктивный элемент 120, имеющий пару полых полок 121 круглого поперечного сечения, расположенных по краям 122 стенки 123. Элемент 120 можно использовать в качестве структурного элемента, а также в качестве исходной детали для создания балки с полыми полками некруглого поперечного сечения.
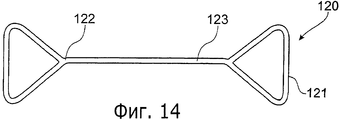
На фиг.14 показана балка с полыми полками Dogbone (зарегистрированный товарный знак), описанная в американском патенте 5163225.
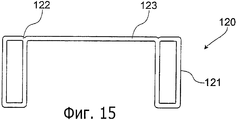
На фиг.15 показана балка с полыми прямоугольными полками, описанная в другой рассматриваемой в настоящее время австралийской заявке 2003903142 данного заявителя.
На фиг.16 показана балка с полыми прямоугольными полками, предназначенная для использования в качестве хорд композитной балочной фермы. Заявленные способ сварки и аппарат особо предпочтительны в том случае, когда секции имеют глубокие или узкие каналы (показаны на чертежах). Иначе, если каналы были образованы с внутренней стороны стенки, было бы трудно приварить свободный край полой полки к поверхности лежащей между краями стенки, из-за невозможности контролировать глубину свободных краев в канале посредством шовнаправляющих роликов. Образование полых полок снаружи стенки сильно упрощает процесс сварки, благодаря точному контролю краев полки.
Для специалиста данной области техники очевидно, что в данное изобретение могут быть внесены различные видоизменения, не выходящие за рамки его притязаний и не меняющие его сущность.
Например, формующие ролики, шовнаправляющие ролики и прижимные ролики могут быть сконфигурированы с возможностью обеспечения различных углов касания между свободным краем полой полки и сварным швом, в результате чего при последующем формовании полой полки, для придания ей желаемого сечения, полка испытывает лишь небольшую нагрузку на сварочный шов или вообще не испытывает никакой нагрузки, способной вызвать ее разрушение.
Claims (20)
1. Способ изготовления сваркой стальных конструктивных элементов с полыми полками в одну линию на холоднопрокатном стане, включающий следующие этапы:
образование из металлической полосы профильной поверхности, имеющей свободный край, с получением внутренней полости;
приваривание контактной сваркой сопротивлением или индукционной сваркой указанного свободного края к поверхности этой металлической полосы с образованием полой полки, проходящей вдоль стенки, отличающийся тем, что указанный свободный край нагревают и линейно выравнивают вдоль заданной линии сплавления на указанной поверхности полосы, затем направляют этот свободный край по заданной прямолинейной траектории приближения его к результирующему сварному соединению между указанным свободным краем и указанной поверхностью, при этом энергию сварки фокусируют за счет эффекта их близости по указанной заданной линии сплавления на указанной поверхности до приваривания указанного свободного края.
образование из металлической полосы профильной поверхности, имеющей свободный край, с получением внутренней полости;
приваривание контактной сваркой сопротивлением или индукционной сваркой указанного свободного края к поверхности этой металлической полосы с образованием полой полки, проходящей вдоль стенки, отличающийся тем, что указанный свободный край нагревают и линейно выравнивают вдоль заданной линии сплавления на указанной поверхности полосы, затем направляют этот свободный край по заданной прямолинейной траектории приближения его к результирующему сварному соединению между указанным свободным краем и указанной поверхностью, при этом энергию сварки фокусируют за счет эффекта их близости по указанной заданной линии сплавления на указанной поверхности до приваривания указанного свободного края.
2. Способ по п.1, отличающийся тем, что указанный свободный край выравнивают относительно указанной линии сплавления посредством по меньшей мере одного шовонаправляющего ролика, имеющего кольцевой буртик, обеспечивающий опору для указанного свободного края.
3. Способ по п.2, отличающийся тем, что указанный свободный край вводят в прижим к указанному кольцевому буртику посредством фасонного направляющего ролика.
4. Способ по п.3, отличающийся тем, что во время того, как указанный свободный край вводят в прижим к указанному кольцевому буртику, указанную металлическую полосу удерживают в центральной ее части поверхностями противолежащих цилиндрических роликов, смежных указанной линии сплавления.
5. Способ по п.2, отличающийся тем, что указанными шовонаправляющими роликами регулируют направление указанного свободного края к указанной линии сплавления под заданным углом к указанной поверхности металлической полосы.
6. Способ по п.1, отличающийся тем, что указанный свободный край направляют по указанной заданной траектории при помощи фасонного прижимного ролика, проходящего по профильной поверхности указанной металлической полосы, расположенной между разнесенными по существу параллельными контактными поверхностями этого фасонного прижимного ролика.
7. Способ п.1, отличающийся тем, что указанным свободному концу и поверхности полосы по заданной линии сплавления сообщают энергию сварки посредством катушки индуктора, соединенной с источником электрического тока и размещенной по существу вокруг указанной металлической полосы в плоскости, по существу перпендикулярной ее продольной оси.
8. Способ по п.1, отличающийся тем, что указанным свободному концу и поверхности полосы по заданной линии сплавления сообщают энергию сварки посредством по меньшей мере одного токоподвода, соединенного с источником электрического тока.
9. Способ по п.7, отличающийся тем, что во внутреннюю полость указанной профильной поверхности, в смежную с указанной линией сплавления зону, где указанный свободный край приваривают к указанной поверхности металлической полосы, устанавливают удлиненный стержневидный сердечник импедера, поддерживаемый с одного конца.
10. Аппарат для изготовления стальных конструктивных элементов с полыми полками в одну линию на холоднопрокатном стане контактной сваркой сопротивлением или индукционной сваркой, содержащий:
по меньшей мере одну клеть шовонаправляющих роликов, содержащую установленный с возможностью вращения по меньшей мере один шовонаправляющий ролик, выполненный с возможностью линейного выравнивания свободного края профильной поверхности металлической полосы вдоль заданной линии сплавления, расположенной на поверхности указанной металлической полосы на расстоянии от указанного свободного края;
клеть сварочной камеры, содержащую установленную с возможностью вращения по меньшей мере одну пару прижимных роликов, предназначенных для направления указанного свободного края, нагретого до заданной температуры, в зону сварки по указанной линии сплавления на указанной поверхности металлической полосы, причем указанная пара прижимных роликов при использовании имеет возможность совместного направления указанного свободного края металлической полосы по заданной прямолинейной траектории по существу по линии приближения к результирующему сварному соединению между указанным свободным краем и указанной поверхностью металлической полосы, при этом энергия сварки фокусируется за счет эффекта их близости по указанной заданной линии сплавления на указанной поверхности.
по меньшей мере одну клеть шовонаправляющих роликов, содержащую установленный с возможностью вращения по меньшей мере один шовонаправляющий ролик, выполненный с возможностью линейного выравнивания свободного края профильной поверхности металлической полосы вдоль заданной линии сплавления, расположенной на поверхности указанной металлической полосы на расстоянии от указанного свободного края;
клеть сварочной камеры, содержащую установленную с возможностью вращения по меньшей мере одну пару прижимных роликов, предназначенных для направления указанного свободного края, нагретого до заданной температуры, в зону сварки по указанной линии сплавления на указанной поверхности металлической полосы, причем указанная пара прижимных роликов при использовании имеет возможность совместного направления указанного свободного края металлической полосы по заданной прямолинейной траектории по существу по линии приближения к результирующему сварному соединению между указанным свободным краем и указанной поверхностью металлической полосы, при этом энергия сварки фокусируется за счет эффекта их близости по указанной заданной линии сплавления на указанной поверхности.
11. Аппарат по п.10, содержащий токоподводы для возбуждения указанной энергии сварки, скользяще взаимодействующие с указанной металлической полосой и смежные со свободным краем и линией сплавления.
12. Аппарат по п.10, содержащий катушку индуктора для возбуждения указанной энергии сварки, поперечно окружающую указанную металлическую полосу в плоскости, перпендикулярной направлению движения указанной металлической полосы через эту катушку индуктора.
13. Аппарат по п.10, в котором по меньшей мере одна указанная пара прижимных роликов установлена с возможностью углового регулирования в плоскости, перпендикулярной направлению движения указанной металлической полосы между этими роликами.
14. Аппарат по п.10, в котором по меньшей мере одна из указанных пар прижимных роликов выполнена регулируемой относительно другой из указанных пар роликов в направлении, перпендикулярном оси вращения этой по меньшей мере одной пары прижимных роликов.
15. Аппарат по п.10, в котором указанная сварочная камера содержит ролики для поддержки металлической полосы, установленные с возможностью вращения относительно соответствующих параллельных осей, перпендикулярных направлению движения указанной металлической полосы между ними.
16. Аппарат по п.15, в котором по меньшей мере один из указанных роликов для поддержки металлической полосы имеет фасонный внешний край и действует в качестве одного ролика из указанной пары прижимных роликов.
17. Аппарат по п.10, содержащий более одной клети шовонаправляющих роликов.
18. Аппарат по п.10, в котором по меньшей мере одна из указанных клетей шовонаправляющих роликов содержит шовонаправляющий ролик с кольцевым буртиком, обеспечивающим опору для указанного свободного края металлической полосы.
19. Аппарат по п.18, содержащий фасонный направляющий ролик, предназначенный для введения указанного свободного края металлической полосы в прижим к указанному кольцевому буртику.
20. Аппарат по п.12, содержащий стержневидный сердечник импедера, удерживаемый с одного из его концов, размещенный во внутренней полости профильной поверхности со стороны свободного края указанной металлической полосы и расположенный выше по ходу технологического процесса от указанной по меньшей мере одной клети шовонаправляющих роликов.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AU2004903388A AU2004903388A0 (en) | 2004-06-23 | Improvements in welding hollow flange members | |
| AU2004903388 | 2004-06-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2006143836A RU2006143836A (ru) | 2008-07-27 |
| RU2379166C2 true RU2379166C2 (ru) | 2010-01-20 |
Family
ID=35781495
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2006143836/02A RU2379166C2 (ru) | 2004-06-23 | 2005-06-22 | Усовершенствования в сварке конструктивных элементов с полыми полками |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US20080290140A1 (ru) |
| EP (1) | EP1758694B1 (ru) |
| JP (1) | JP4473307B2 (ru) |
| KR (1) | KR20070030229A (ru) |
| CN (1) | CN100484656C (ru) |
| AT (1) | ATE519549T1 (ru) |
| AU (1) | AU2005256139B2 (ru) |
| BR (1) | BRPI0512010A (ru) |
| CA (1) | CA2571192A1 (ru) |
| DK (1) | DK1758694T3 (ru) |
| ES (1) | ES2373961T3 (ru) |
| HK (1) | HK1096337A1 (ru) |
| IL (1) | IL179965A (ru) |
| MX (1) | MXPA06014947A (ru) |
| NO (1) | NO20065869L (ru) |
| NZ (1) | NZ551940A (ru) |
| RU (1) | RU2379166C2 (ru) |
| TW (1) | TWI329540B (ru) |
| WO (1) | WO2006000018A1 (ru) |
| ZA (1) | ZA200700215B (ru) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK1758695T3 (da) | 2004-06-23 | 2009-08-03 | Smorgon Steel Litesteel Products Pty Ltd | Koldvalsningsformgivningsapparat og koldvalsningsformgivnings-fremgangsmåde |
| US9097012B2 (en) | 2012-08-08 | 2015-08-04 | Krip Llc | Fabrication member |
| US20140041230A1 (en) | 2012-08-08 | 2014-02-13 | Krip Llc | Fabrication member |
| RU2564183C1 (ru) * | 2014-03-20 | 2015-09-27 | Общество с ограниченной ответственностью "Хекса" | Устройство для закругления кромок двутавра |
| CN105127264B (zh) * | 2015-08-05 | 2017-07-18 | 武铭旗 | 一种电动三轮车专用折边机 |
| CN114192955B (zh) * | 2021-12-23 | 2022-08-12 | 江苏兆铝金属制品有限公司 | 一种铝型材焊接设备 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3391267A (en) * | 1964-08-04 | 1968-07-02 | American Mach & Foundry | Manufacture of welded beams |
| FR2290985A1 (fr) * | 1974-11-12 | 1976-06-11 | Metal Deploye | Procede d'electroforgeage et structures obtenues a l'aide de ce procede |
| BR8907034A (pt) * | 1988-07-27 | 1991-01-02 | Tube Technology Pty Ltd | Peca estrutural e processo para formar a mesma |
| BR9106901A (pt) * | 1990-09-28 | 1993-07-06 | Tube Technology Pty Ltd | Peca estrutural de multiplos componentes |
| US20020170940A1 (en) * | 2001-05-21 | 2002-11-21 | Takashi Kazama | Welded tube manufacturing apparatus and welded tube internal surface bead cutting apparatus |
| JP3700631B2 (ja) * | 2001-09-25 | 2005-09-28 | 日産自動車株式会社 | 車体部品の仮組み装置および車体部品の組立方法 |
| ZA200510240B (en) * | 2003-06-23 | 2007-03-28 | Smorgon Steel Litesteel Prod | An improved beam |
-
2005
- 2005-06-22 US US11/570,942 patent/US20080290140A1/en not_active Abandoned
- 2005-06-22 WO PCT/AU2005/000897 patent/WO2006000018A1/en active Application Filing
- 2005-06-22 EP EP05752331A patent/EP1758694B1/en not_active Not-in-force
- 2005-06-22 RU RU2006143836/02A patent/RU2379166C2/ru not_active IP Right Cessation
- 2005-06-22 AT AT05752331T patent/ATE519549T1/de not_active IP Right Cessation
- 2005-06-22 DK DK05752331.8T patent/DK1758694T3/da active
- 2005-06-22 KR KR1020067027194A patent/KR20070030229A/ko not_active Application Discontinuation
- 2005-06-22 CA CA002571192A patent/CA2571192A1/en not_active Abandoned
- 2005-06-22 NZ NZ551940A patent/NZ551940A/en not_active IP Right Cessation
- 2005-06-22 BR BRPI0512010-1A patent/BRPI0512010A/pt not_active IP Right Cessation
- 2005-06-22 CN CNB2005800209552A patent/CN100484656C/zh not_active Expired - Fee Related
- 2005-06-22 ES ES05752331T patent/ES2373961T3/es active Active
- 2005-06-22 MX MXPA06014947A patent/MXPA06014947A/es active IP Right Grant
- 2005-06-22 ZA ZA200700215A patent/ZA200700215B/en unknown
- 2005-06-22 JP JP2007516890A patent/JP4473307B2/ja active Active
- 2005-06-22 AU AU2005256139A patent/AU2005256139B2/en not_active Ceased
- 2005-06-23 TW TW094121026A patent/TWI329540B/zh not_active IP Right Cessation
-
2006
- 2006-12-11 IL IL179965A patent/IL179965A/en not_active IP Right Cessation
- 2006-12-19 NO NO20065869A patent/NO20065869L/no not_active Application Discontinuation
-
2007
- 2007-04-13 HK HK07103871.1A patent/HK1096337A1/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| TW200618883A (en) | 2006-06-16 |
| JP4473307B2 (ja) | 2010-06-02 |
| EP1758694A4 (en) | 2007-09-19 |
| EP1758694A1 (en) | 2007-03-07 |
| CN100484656C (zh) | 2009-05-06 |
| WO2006000018A1 (en) | 2006-01-05 |
| IL179965A (en) | 2012-05-31 |
| CA2571192A1 (en) | 2006-01-05 |
| AU2005256139B2 (en) | 2010-02-25 |
| RU2006143836A (ru) | 2008-07-27 |
| TWI329540B (en) | 2010-09-01 |
| US20080290140A1 (en) | 2008-11-27 |
| CN101005906A (zh) | 2007-07-25 |
| ZA200700215B (en) | 2008-06-25 |
| JP2008503348A (ja) | 2008-02-07 |
| AU2005256139A1 (en) | 2006-01-05 |
| ATE519549T1 (de) | 2011-08-15 |
| EP1758694B1 (en) | 2011-08-10 |
| ES2373961T3 (es) | 2012-02-10 |
| IL179965A0 (en) | 2007-05-15 |
| MXPA06014947A (es) | 2007-03-23 |
| KR20070030229A (ko) | 2007-03-15 |
| DK1758694T3 (da) | 2011-11-28 |
| NO20065869L (no) | 2007-03-21 |
| NZ551940A (en) | 2010-01-29 |
| HK1096337A1 (en) | 2007-06-01 |
| BRPI0512010A (pt) | 2008-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2371271C2 (ru) | Устройство для холодной прокатки | |
| EP0566834B1 (en) | Tube production machine | |
| RU2379166C2 (ru) | Усовершенствования в сварке конструктивных элементов с полыми полками | |
| US4377732A (en) | Method of and apparatus for the production of profile members and hollow bodies from a plurality of metal strips of constant thickness | |
| WO2007055405A1 (ja) | 溶接部特性の良好な電縫管の製造方法 | |
| JP3052555B2 (ja) | 小径電縫管の製造方法 | |
| JP2000190020A (ja) | 板又は条の製造方法及び溶接溝付管の製造方法 | |
| JP3853694B2 (ja) | 二重管の製造方法および二重管 | |
| JPS6390302A (ja) | 熱間圧延設備の鋼片接合装置 | |
| JP3556061B2 (ja) | オープン管エッジ部予熱装置 | |
| KR100293577B1 (ko) | 강관의 제조방법 및 제조설비 | |
| JP2871404B2 (ja) | 複合熱源溶接製管方法 | |
| JP3052547B2 (ja) | 電縫管製造装置 | |
| JPH1177148A (ja) | 鋼管の製造設備列 | |
| JP2007030015A (ja) | 鋼板の板継溶接方法 | |
| JP2643472B2 (ja) | 溶接伝熱管の製造方法 | |
| JPH07204863A (ja) | 電縫鋼管の製造方法 | |
| JPS62134181A (ja) | レ−ザビ−ム併用高周波電縫溶接の入熱制御方法 | |
| JP2000288626A (ja) | 電縫管の製造装置および製造方法 | |
| JP2005169455A (ja) | 電縫鋼管の製造装置 | |
| JPH06154850A (ja) | 角形電縫管の製造方法 | |
| JP2002273508A (ja) | 板材の圧延方法及び装置 | |
| JPH10314835A (ja) | 押上げロールおよびそれを用いた溶接管の製造方法 | |
| JPS62137184A (ja) | 熱間溶接管のビ−ド除去方法および装置 | |
| JPH01210175A (ja) | 電縫管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20120623 |