RU2253792C2 - Вакуумный кожух для тепловой изоляции и способ его изготовления - Google Patents
Вакуумный кожух для тепловой изоляции и способ его изготовления Download PDFInfo
- Publication number
- RU2253792C2 RU2253792C2 RU2002124775/06A RU2002124775A RU2253792C2 RU 2253792 C2 RU2253792 C2 RU 2253792C2 RU 2002124775/06 A RU2002124775/06 A RU 2002124775/06A RU 2002124775 A RU2002124775 A RU 2002124775A RU 2253792 C2 RU2253792 C2 RU 2253792C2
- Authority
- RU
- Russia
- Prior art keywords
- layer
- barrier sheet
- shell
- upper layer
- lower layer
- Prior art date
Links
- 238000009413 insulation Methods 0.000 title claims abstract description 8
- 238000000034 method Methods 0.000 title claims description 9
- 239000000463 material Substances 0.000 claims abstract description 26
- 230000004888 barrier function Effects 0.000 claims abstract description 25
- 239000007789 gas Substances 0.000 claims abstract description 11
- 238000003466 welding Methods 0.000 claims description 20
- 238000004519 manufacturing process Methods 0.000 claims description 9
- 238000007789 sealing Methods 0.000 claims description 6
- 229920002239 polyacrylonitrile Polymers 0.000 claims description 5
- 229920000642 polymer Polymers 0.000 claims description 5
- 229920001577 copolymer Polymers 0.000 claims description 4
- 239000003795 chemical substances by application Substances 0.000 claims description 3
- 229920001903 high density polyethylene Polymers 0.000 claims description 3
- 239000004700 high-density polyethylene Substances 0.000 claims description 3
- 229920000098 polyolefin Polymers 0.000 claims description 3
- 238000002844 melting Methods 0.000 claims description 2
- 230000008018 melting Effects 0.000 claims description 2
- 239000000203 mixture Substances 0.000 claims description 2
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 2
- 239000004800 polyvinyl chloride Substances 0.000 claims description 2
- 230000015271 coagulation Effects 0.000 claims 1
- 238000005345 coagulation Methods 0.000 claims 1
- 238000005538 encapsulation Methods 0.000 claims 1
- 230000000694 effects Effects 0.000 abstract description 2
- 239000000945 filler Substances 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 31
- 239000011241 protective layer Substances 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- -1 polyethylene terephthalate Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920005830 Polyurethane Foam Polymers 0.000 description 1
- 239000004964 aerogel Substances 0.000 description 1
- 235000021270 cold food Nutrition 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- UFRKOOWSQGXVKV-UHFFFAOYSA-N ethene;ethenol Chemical compound C=C.OC=C UFRKOOWSQGXVKV-UHFFFAOYSA-N 0.000 description 1
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 235000013611 frozen food Nutrition 0.000 description 1
- 229910052809 inorganic oxide Inorganic materials 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920006327 polystyrene foam Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F25—REFRIGERATION OR COOLING; COMBINED HEATING AND REFRIGERATION SYSTEMS; HEAT PUMP SYSTEMS; MANUFACTURE OR STORAGE OF ICE; LIQUEFACTION SOLIDIFICATION OF GASES
- F25D—REFRIGERATORS; COLD ROOMS; ICE-BOXES; COOLING OR FREEZING APPARATUS NOT OTHERWISE PROVIDED FOR
- F25D2201/00—Insulation
- F25D2201/10—Insulation with respect to heat
- F25D2201/14—Insulation with respect to heat using subatmospheric pressure
Landscapes
- Thermal Insulation (AREA)
- Laminated Bodies (AREA)
- Muffle Furnaces And Rotary Kilns (AREA)
- Building Environments (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Изобретение относится к области теплоизоляции, в частности к вакуумному кожуху. Вакуумный кожух для тепловой изоляции содержит несплошной или пористый, органический или неорганический заполняющий материал, расположенный внутри оболочки, изготовленной из по меньшей мере одного многослойного барьерного листа (1) по существу прямоугольной конфигурации, который содержит по меньшей мере один полимерный или неорганический центральный слой (2), имеющий изолирующие свойства относительно атмосферных газов, верхний слой (4) и нижний слой (3), выполненные из взаимно термосвариваемых полимерных материалов. 7 з. п. ф-лы, 5 ил.
Description
Настоящее изобретение относится к вакуумным кожухам для тепловой изоляции и, в частности, оно относится к вакуумному кожуху, содержащему усовершенствованную оболочку, а также к способу его изготовления.
Вакуумные кожухи все шире используют в ряде областей, в которых требуется тепловая изоляция при температурах ниже около 100°С. В качестве примеров применения этих кожухов можно упомянуть стенки бытовых и промышленных холодильников, автоматов для продажи напитков или контейнеров для изотермической транспортировки, например, лекарственных средств или холодных или замороженных пищевых продуктов. Кроме того, исследуются варианты применения этих кожухов в области строительства или автомобилестроении.
Как известно, вакуумный кожух образуют из оболочки, внутри которой расположен заполняющий материал. Оболочка служит для предотвращения (или максимально возможного уменьшения) проникновения атмосферных газов в оболочку так, чтобы сохранять уровень вакуума, совместимый со степенью тепловой изоляции, требуемой в данном варианте применения. Заполняющий материал в основном имеет функцию удерживания на расстоянии двух противоположных сторон оболочки, когда в кожухе установлен вакуум, и должен иметь пористую или несплошную внутреннюю структуру таким образом, чтобы в ее порах или пустотах можно было создавать вакуум для выполнения функции тепловой изоляции. Этот материал может быть неорганическим, например, таким как кварцевый порошок, стекловолокно, аэрогели, инфузорные земли и т.д., или органическим, таким как жесткие полиуретановые или полистироловые пены в виде панелей или порошков.
Оболочку выполняют из так называемых "барьерных" листов, которые отличаются как можно более низкой газопроницаемостью и которые можно изготовлять как единый компонент, но чаще они состоят из многих слоев разных компонентов. В случае с многими слоями "барьерный" эффект дает один из составляющих слоев или изолирующий слой, который может быть сформирован из полимерных материалов, таких как сополимеры этилена и винилового спирта (известные в литературе под аббревиатурой EVOH); полимерных слоев, на которые осажден тонкий слой (обычно менее 0,5 мкм) алюминия или неорганической окиси; или из металлического листа, обычно алюминиевого, имеющего толщину, обычно составляющую 4-10 мкм. Многослойный барьерный лист содержит по меньшей мере один несущий слой из полимерного материала, имеющего хорошие механические характеристики, особенно пластичность; указанный слой можно формировать, например, из полиакрилонитрила (PAN) или полиолефина. На противоположной стороне относительно несущего слоя барьерный слой покрыт по меньшей мере одним защитным слоем, также полимерным. Полимерные защитные слои обычно выполняют из полиэфиров (например, полиэтилентерефталата, обычно имеющего аббревиатуру PET) или полиамидов (например, Nylon®). Также распространены многослойные материалы, состоящие из пяти, шести или даже большего количества наложенных друг на друга слоев.
Оболочку обычно образуют из двух барьерных листов, имеющих прямоугольную конфигурацию, соединенных между собой вдоль их краев посредством сварки по периметру. Соединенные таким образом края барьерных листов образуют четыре кромки, расположенные на сторонах полученной оболочки. Однако основной недостаток оболочек этого типа состоит именно в наличии этих кромок, которые очень хрупки, и их возможное растрескивание может легко распространяться за сварные швы на периметре, вызывая возможность проникновения атмосферных газов в кожух и, таким образом, подвергая риску его теплоизолирующие свойства.
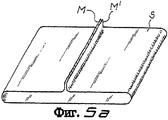
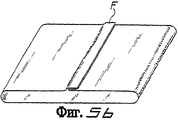
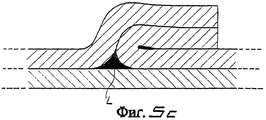
В других областях техники, например в области упаковки пищевых продуктов, известен основной способ изготовления оболочки начиная с одного прямоугольного листа пластмассового материала, который позволяет уменьшить количество получаемых кромок с четырех до двух. Согласно этому способу, операции которого кратко проиллюстрированы на фиг.5а-5с, лист S сворачивают, пока два противоположных края М, М’, которые относятся к одной стороне листа, не соединятся друг с другом (фиг.5а). Эти края соединяют между собой продольным сварным швом, таким образом формируя сварную кромку F, которую затем загибают поверх наружной поверхности листа (фиг.5b). Таким образом, образуют оболочку, имеющую два открытых конца, которые запечатывают в направлении, поперечном кромке F, посредством размещения их краев между сварочными пластинами. На двух участках, в которых эти сварные швы пересекают кромку, оболочка принимает форму, показанную на фиг.5с (в увеличенном масштабе по сравнению с фиг.5а и 5b).
Однако этот способ нельзя применять для получения вакуумного кожуха. Фактически, в сложенном состоянии, показанном на фиг.5с, кромка F образует такую толщину, которая уменьшает прохождение тепла от сварочных пластин к нижерасположенным полимерным слоям барьерного листа и, таким образом, предотвращает надлежащее взаимное приваривание. Кроме того, из-за его жесткости вдоль линий загиба барьерный лист плохо формирует острые углы и может только изгибаться; в зоне пересечения кромки F и сварных швов, проходящих поперек нее, остается щель (обозначенная буквой L на фиг.5с), которая допускает, хотя и в небольших количествах, прохождение атмосферных газов внутрь кожуха. Даже небольшие просачивания газа, происходящие из-за этих недостатков, которые были бы допустимыми в других областях техники, недопустимы в случае с оболочками вакуумных кожухов.
Задачей настоящего изобретения, таким образом, является создание вакуумного кожуха, не имеющего указанных недостатков, и способа его изготовления. Эта задача достигнута с получением вакуумного кожуха, основные признаки которого указаны в первом пункте формулы изобретения и другие признаки которого указаны в следующих пунктах. Признаки способа указаны в пункте 7 формулы изобретения.
Первое преимущество вакуумного кожуха, соответствующего настоящему изобретению, состоит в том, что оболочка имеет очень хорошую непроницаемость для газа также в крайних уплотнениях, хотя ее изготовление начинают из одного барьерного листа. Фактически, благодаря тому, что несущий слой и защитный слой формируют из взаимно термосвариваемых материалов, имеющих близкие температуры плавления, противоположные слои, которые соединены друг с другом посредством продольной сварки, могут относиться к противоположным сторонам листа, в результате чего получаемая оболочка плоская в зоне сварки и не содержит продольного выступа.
Следовательно, когда кромку одного конца оболочки вставляют между сварочными пластинами для ее запечатывания, тепло от реек вызывает плавление несущего и защитного слоев, которые размягчаются, позволяя сварочным пластинам сближаться друг с другом и устранять любые щели между частями этих кромок.
Преимущество способа изготовления вакуумного кожуха, соответствующего настоящему изобретению, состоит в том, что одновременно со сваркой концов оболочки толщина поперечных кромок под действием сварочных пластин сглаживается. Фактически, когда сварочные пластины сближаются друг с другом, избыточный материал вытесняется из сторон под давлением пластин и может быть удален.
Согласно конкретному аспекту изобретения, несущий слой и защитный слой выполняют из одного материала.
Другие преимущества и признаки вакуумного кожуха, соответствующего настоящему изобретению, будут понятны специалисту в данной области техники при ознакомлении с нижеследующим подробным описанием одного варианта его осуществления со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - увеличенный вид поперечного сечения барьерного листа, который может использоваться при изготовлении вакуумного кожуха, соответствующего указанному варианту осуществления изобретения;
фиг.2 - операция изготовления вакуумного кожуха, соответствующего указанному варианту осуществления изобретения;
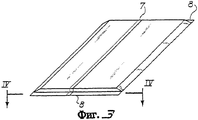
фиг.3 - завершенный вакуумный кожух, соответствующий указанному варианту осуществления изобретения;
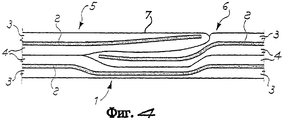
фиг.4 - увеличенный вид поперечного сечения боковой кромки кожуха, показанного на фиг.3, выполненного по линии IV-IV на этой фигуре; и на
фиг.5а, 5b и 5с схематически изображены три операции изготовления известного кожуха, причем на последней фигуре изображен увеличенный вид частичного сечения.
На фиг.1 показан барьерный лист 1, формирующий оболочку вакуумного кожуха, соответствующего настоящему варианту осуществления изобретения, который является многослойным и содержит центральный слой 2, обладающий изолирующими характеристиками относительно атмосферных газов и состоящий, например, из металлического листа, например из алюминия, имеющего толщину 4-10 мкм.
Кроме того, многослойный лист содержит нижний слой 3 и верхний слой 4, пригодные для обеспечения поддержки и защиты центрального слоя 2 и обеспечения термосваривания листа. В дополнение к хорошим механическим свойствам, в частности пластичности, требуется, чтобы материалы, которые формируют указанные слои, были взаимно термосвариваемыми. Указанные материалы можно выбрать из группы, состоящей из полиакрилонитрила (PAN), полиолефинов, таких как полиэтилен, и поливинилхлорида, а также их смесей и сополимеров. Нижний слой 3 и верхний слой 4 имеют пригодную толщину, составляющую от 20 до 100 мкм, предпочтительно - около 50 мкм.
Согласно конкретному варианту осуществления изобретения, нижний слой 3 и верхний слой 4 выполняют из одного материала. Особенно пригодным для этого является полиэтилен высокой плотности (известный как HDPE).
На фиг.2 показано, что оболочку вакуумного кожуха, соответствующего настоящему изобретению, изготовляют посредством свертывания барьерного листа 1 так, чтобы его противоположные края 5 и 6 накладывались один на другой.
Наложение осуществляют таким образом, чтобы вводить в контакт нижний слой 3 края 5 с верхним слоем 4 другого края 6.
На фиг.3 показано, что благодаря взаимной термосвариваемости нижнего слоя 3 и верхнего слоя 4, продольную сварку двух краев 5 и 6 выполняют без необходимости загибания барьерного листа и таким образом полученная оболочка не имеет продольного выступа и является плоской в линейной зоне 7 продольной сварки.
Затем открытые концы вдоль кромок, перпендикулярных краям 5 и 6, запечатывают посредством размещения этих концов между сварочными пластинами. После приваривания друг к другу эти концы образуют две боковые кромки 8.
Перед последним запечатыванием внутрь оболочки помещают пористый или несплошной органический или неорганический заполняющий материал любого известного типа и, при необходимости, газопоглощающий материал или средство. В данной области техники известно множество газопоглощающих материалов или средств, пригодных для химического сорбирования влаги или атмосферных газов и, таким образом, нет необходимости описывать их подробно.
На фиг.4 показан увеличенный частичный вид в поперечном сечении одной из кромок 8. В частности, показана часть кромки, которая содержит линейную зону 7 продольной сварки. На фигуре показано, что толщина каждой боковой кромки 8 равномерна по всей ее длине, несмотря на тройное наложение барьерного листа 1 в линейной зоне 7 продольной сварки. Это можно объяснить тем, что в линейной зоне 7 нижний слой 3 и верхний слой 4 барьерного листа стал тоньше. Фактически, в ходе операции запечатывания концов оболочки тепло сварочных пластин вызывает плавление этих слоев и их размягчение таким образом, что часть полимерного материала, из которого они сформированы, вытесняется из сторон под давлением пластин и может быть удалена. Как показано на фигуре, кромки концов оболочки должным образом уплотнены, и каких-либо щелей нет. В противоположность этому, при использовании способа, соответствующего известному уровню техники, который был выше описан со ссылками на фиг.5с, уплотнения на этом участке не являются безупречными и, таким образом, возможно проникновение воздуха внутрь кожуха, что подвергает риску его теплоизолирующие характеристики.
Claims (8)
1. Вакуумный кожух для тепловой изоляции, содержащий несплошной или пористый органический или неорганический заполняющий материал, расположенный внутри оболочки, выполненной из по меньшей мере одного многослойного барьерного листа (1), по существу, прямоугольной конфигурации, который содержит по меньшей мере один полимерный или неорганический центральный слой (2), имеющий изолирующие свойства относительно атмосферных газов, верхний слой (4) и нижний слой (3), отличающийся тем, что верхний слой (4) и нижний слой (3) барьерного листа (1) выполнены из взаимно термосвариваемых полимерных материалов.
2. Вакуумный кожух по п.1, отличающийся тем, что полимерный материал, который формирует верхний слой (4), и полимерный материал, который формирует нижний слой (3) барьерного листа (1), выбраны из группы, состоящей из полиолефинов, полиакрилонитрила, поливинилхлорида и их смесей или сополимеров.
3. Вакуумный кожух по п.2, отличающийся тем, что верхний слой (4) и нижний слой (3) барьерного листа выполнены из полиэтилена высокой плотности или его сополимера.
4. Вакуумный кожух по любому из предшествующих пунктов, отличающийся тем, что верхний слой (4) и нижний слой (3) барьерного листа (1) имеют толщину 20-100 мкм.
5. Вакуумный кожух по п.4, отличающийся тем, что верхний слой (4) и нижний слой (3) имеют толщину около 50 мкм.
6. Вакуумный кожух по любому из предшествующих пунктов, отличающийся тем, что он содержит газопоглощающий материал или средство.
7. Способ изготовления вакуумного кожуха по одному из пп.1-6, отличающийся тем, что он включает следующие операции: формирование одного многослойного барьерного листа, имеющего, по существу, прямоугольную конфигурацию, содержащего по меньшей мере один полимерный или неорганический центральный слой (2), имеющий изолирующие свойства относительно атмосферных газов, верхний слой (4) и нижний слой (3), сформированные из взаимно термосвариваемых полимерных материалов; свертывание барьерного слоя (1) для наложения одного на другой двух его противоположных краев (5, 6), приваривание друг к другу указанных краев посредством плавления верхнего слоя (4) на одном краю (6) и нижнего слоя (3) на другом краю (5), образуя оболочку с двумя открытыми концами; запечатывание одного открытого конца оболочки посредством сварки кромки барьерного листа, перпендикулярной краям (5, 6); помещение в оболочку несплошного или пористого, неорганического или органического заполняющего материала; создание вакуума внутри оболочки; запечатывание другого открытого конца оболочки посредством сварки другой кромки барьерного листа, перпендикулярной краям (5, 6).
8. Способ по п.7, отличающийся тем, что перед последним запечатыванием внутрь оболочки помещают газопоглощающий материал.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMI2000A000287 | 2000-02-18 | ||
| IT2000MI000287A IT1316769B1 (it) | 2000-02-18 | 2000-02-18 | Pannello evacuato per isolamento termico con ridotta conduzione dicalore ai bordi |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2002124775A RU2002124775A (ru) | 2004-06-27 |
| RU2253792C2 true RU2253792C2 (ru) | 2005-06-10 |
Family
ID=11444077
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2002124775/06A RU2253792C2 (ru) | 2000-02-18 | 2001-02-07 | Вакуумный кожух для тепловой изоляции и способ его изготовления |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US20030006025A1 (ru) |
| EP (1) | EP1265746B1 (ru) |
| JP (1) | JP2003522918A (ru) |
| KR (1) | KR100548674B1 (ru) |
| AT (1) | ATE252452T1 (ru) |
| AU (1) | AU2001234076A1 (ru) |
| BR (1) | BR0108392A (ru) |
| CA (1) | CA2398890A1 (ru) |
| DE (2) | DE60101050T2 (ru) |
| DK (1) | DK1265746T3 (ru) |
| ES (1) | ES2208559T3 (ru) |
| HK (1) | HK1052482A1 (ru) |
| IT (1) | IT1316769B1 (ru) |
| MX (1) | MXPA02007904A (ru) |
| RU (1) | RU2253792C2 (ru) |
| TR (1) | TR200301897T4 (ru) |
| WO (1) | WO2001060598A2 (ru) |
Cited By (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2488048C1 (ru) * | 2010-10-28 | 2013-07-20 | ЭлДжи ЭЛЕКТРОНИКС ИНК. | Холодильник, содержащий вакуумное пространство |
| RU2489636C1 (ru) * | 2012-03-15 | 2013-08-10 | Алексей Леонидович Чепайкин | Мобильный теплозвукоизоляционный модуль для объектов сложной геометрической формы |
| RU2553629C1 (ru) * | 2013-12-03 | 2015-06-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Самарский государственный университет путей сообщения" (СамГУПС) | Способ изготовления вакуумного теплоизоляционного изделия |
| WO2016141017A1 (en) * | 2015-03-02 | 2016-09-09 | Whirlpool Corporation | 3d vacuum panel manufactured from a 2d vacuum panel of non-uniform thickness |
| RU174567U1 (ru) * | 2016-11-16 | 2017-10-20 | Общество с ограниченной ответственностью "К-ФЛЕКС" | Чехол для теплоизоляции объектов сложной геометрической формы |
| US10018406B2 (en) | 2015-12-28 | 2018-07-10 | Whirlpool Corporation | Multi-layer gas barrier materials for vacuum insulated structure |
| US10030905B2 (en) | 2015-12-29 | 2018-07-24 | Whirlpool Corporation | Method of fabricating a vacuum insulated appliance structure |
| US10041724B2 (en) | 2015-12-08 | 2018-08-07 | Whirlpool Corporation | Methods for dispensing and compacting insulation materials into a vacuum sealed structure |
| US10105931B2 (en) | 2014-02-24 | 2018-10-23 | Whirlpool Corporation | Multi-section core vacuum insulation panels with hybrid barrier film envelope |
| US10161669B2 (en) | 2015-03-05 | 2018-12-25 | Whirlpool Corporation | Attachment arrangement for vacuum insulated door |
| US10345031B2 (en) | 2015-07-01 | 2019-07-09 | Whirlpool Corporation | Split hybrid insulation structure for an appliance |
| US10350817B2 (en) | 2012-04-11 | 2019-07-16 | Whirlpool Corporation | Method to create vacuum insulated cabinets for refrigerators |
| US10422569B2 (en) | 2015-12-21 | 2019-09-24 | Whirlpool Corporation | Vacuum insulated door construction |
| US10422573B2 (en) | 2015-12-08 | 2019-09-24 | Whirlpool Corporation | Insulation structure for an appliance having a uniformly mixed multi-component insulation material, and a method for even distribution of material combinations therein |
| US10429125B2 (en) | 2015-12-08 | 2019-10-01 | Whirlpool Corporation | Insulation structure for an appliance having a uniformly mixed multi-component insulation material, and a method for even distribution of material combinations therein |
| US10598424B2 (en) | 2016-12-02 | 2020-03-24 | Whirlpool Corporation | Hinge support assembly |
| US10610985B2 (en) | 2015-12-28 | 2020-04-07 | Whirlpool Corporation | Multilayer barrier materials with PVD or plasma coating for vacuum insulated structure |
| US10663217B2 (en) | 2012-04-02 | 2020-05-26 | Whirlpool Corporation | Vacuum insulated structure tubular cabinet construction |
| US10712080B2 (en) | 2016-04-15 | 2020-07-14 | Whirlpool Corporation | Vacuum insulated refrigerator cabinet |
| US10731915B2 (en) | 2015-03-11 | 2020-08-04 | Whirlpool Corporation | Self-contained pantry box system for insertion into an appliance |
| US10808987B2 (en) | 2015-12-09 | 2020-10-20 | Whirlpool Corporation | Vacuum insulation structures with multiple insulators |
| US10807298B2 (en) | 2015-12-29 | 2020-10-20 | Whirlpool Corporation | Molded gas barrier parts for vacuum insulated structure |
| US10828844B2 (en) | 2014-02-24 | 2020-11-10 | Whirlpool Corporation | Vacuum packaged 3D vacuum insulated door structure and method therefor using a tooling fixture |
| US10907891B2 (en) | 2019-02-18 | 2021-02-02 | Whirlpool Corporation | Trim breaker for a structural cabinet that incorporates a structural glass contact surface |
| US10907888B2 (en) | 2018-06-25 | 2021-02-02 | Whirlpool Corporation | Hybrid pigmented hot stitched color liner system |
| US11009284B2 (en) | 2016-04-15 | 2021-05-18 | Whirlpool Corporation | Vacuum insulated refrigerator structure with three dimensional characteristics |
| US11052579B2 (en) | 2015-12-08 | 2021-07-06 | Whirlpool Corporation | Method for preparing a densified insulation material for use in appliance insulated structure |
| US11175090B2 (en) | 2016-12-05 | 2021-11-16 | Whirlpool Corporation | Pigmented monolayer liner for appliances and methods of making the same |
| US11247369B2 (en) | 2015-12-30 | 2022-02-15 | Whirlpool Corporation | Method of fabricating 3D vacuum insulated refrigerator structure having core material |
| US11320193B2 (en) | 2016-07-26 | 2022-05-03 | Whirlpool Corporation | Vacuum insulated structure trim breaker |
| US11391506B2 (en) | 2016-08-18 | 2022-07-19 | Whirlpool Corporation | Machine compartment for a vacuum insulated structure |
| US11994336B2 (en) | 2015-12-09 | 2024-05-28 | Whirlpool Corporation | Vacuum insulated structure with thermal bridge breaker with heat loop |
| US12070924B2 (en) | 2020-07-27 | 2024-08-27 | Whirlpool Corporation | Appliance liner having natural fibers |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6696374B2 (en) * | 2000-07-25 | 2004-02-24 | William M. Bridgeman | Carbon-based weld blanket |
| ITMI20020320A1 (it) * | 2002-02-18 | 2003-08-18 | Getters Spa | Metodo e sensore per misurare il vuoto nonche' pannello evacuato comprendente detto sensore |
| WO2003088805A2 (en) | 2002-04-19 | 2003-10-30 | Salviac Limited | A medical device |
| WO2003088869A2 (en) | 2002-04-19 | 2003-10-30 | Salviac Limited | A medical device |
| US7473678B2 (en) * | 2004-10-14 | 2009-01-06 | Biomimetic Therapeutics, Inc. | Platelet-derived growth factor compositions and methods of use thereof |
| NZ571113A (en) * | 2005-11-17 | 2012-02-24 | Biomimetic Therapeutics Inc | Maxillofacial bone augmentation using rhpdgf-bb and a biocompatible matrix |
| EP2311505B1 (en) * | 2006-02-09 | 2013-11-06 | BioMimetic Therapeutics, LLC | Compositions and methods for treating bone |
| AU2007269712B2 (en) | 2006-06-30 | 2013-02-07 | Biomimetic Therapeutics, Llc | PDGF-biomatrix compositions and methods for treating rotator cuff injuries |
| US9161967B2 (en) | 2006-06-30 | 2015-10-20 | Biomimetic Therapeutics, Llc | Compositions and methods for treating the vertebral column |
| EP2462895B1 (en) | 2006-11-03 | 2016-11-02 | BioMimetic Therapeutics, LLC | Compositions and methods for arthrodetic procedures |
| JP5864106B2 (ja) | 2008-02-07 | 2016-02-17 | バイオミメティック セラピューティクス, エルエルシー | 仮骨延長のための組成物および方法 |
| NZ602861A (en) * | 2008-09-09 | 2014-03-28 | Biomimetic Therapeutics Llc | Platelet-derived growth factor compositions and methods for the treatment of tendon and ligament injuries |
| KR20110135949A (ko) * | 2009-03-05 | 2011-12-20 | 바이오미메틱 세라퓨틱스, 인크. | 혈소판-유래 성장 인자 조성물 및 골연골성 결함의 치료 방법 |
| AU2011217784B2 (en) | 2010-02-22 | 2014-10-09 | Biomimetic Therapeutics, Llc. | Platelet-derived growth factor compositions and methods for the treatment of tendinopathies |
| FR2963291B1 (fr) | 2010-07-27 | 2012-08-31 | Jean Chereau Sas | Module de carrosserie pour vehicule frigorifique comprenant un panneau d'isolation sous vide, et procede de fabrication associe. |
| FR2991250B1 (fr) | 2012-06-05 | 2014-06-13 | Jean Chereau Sas | Module de carrosserie pour vehicule frigorifique comprenant un panneau d'isolation sous vide, et procede de fabrication associe. |
| US10222116B2 (en) | 2015-12-08 | 2019-03-05 | Whirlpool Corporation | Method and apparatus for forming a vacuum insulated structure for an appliance having a pressing mechanism incorporated within an insulation delivery system |
| US9752818B2 (en) | 2015-12-22 | 2017-09-05 | Whirlpool Corporation | Umbilical for pass through in vacuum insulated refrigerator structures |
| US9840042B2 (en) | 2015-12-22 | 2017-12-12 | Whirlpool Corporation | Adhesively secured vacuum insulated panels for refrigerators |
| US10767919B2 (en) | 2016-07-26 | 2020-09-08 | Whirlpool Corporation | Method for ensuring reliable core material fill around the pass throughs in a vacuum insulated structure |
| WO2018067108A1 (en) * | 2016-10-03 | 2018-04-12 | Whirlpool Corporation | Encapsulation system for a thermal bridge breaker-to-metal liner |
| FR3100218A1 (fr) | 2019-09-02 | 2021-03-05 | Jean Chereau Sas | Module de carrosserie pour véhicule frigorifique comprenant un panneau d’isolation sous vide, et procédé de fabrication associé |
| FR3113628B1 (fr) | 2020-08-31 | 2023-04-14 | Jean Chereau Sas | Module de carrosserie pour véhicule frigorifique comprenant un panneau d’isolation sous vide, et procédé de fabrication associé |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3304590A1 (de) * | 1983-02-10 | 1984-08-16 | Dunlop Ag, 6450 Hanau | Behaelter zur druckdichten verpackung von gegenstaenden, insbesondere tennisbaellen |
| JPH0712292A (ja) * | 1993-06-23 | 1995-01-17 | Matsushita Refrig Co Ltd | 真空断熱材パック |
| JPH07269781A (ja) * | 1994-03-31 | 1995-10-20 | Toshiba Corp | 真空断熱材およびその製造方法、ならびにその真空断熱材を用いた断熱箱体 |
| GB2289015A (en) * | 1994-04-22 | 1995-11-08 | Ici Plc | Flexible barrier film for evacuated insulation panels |
| DE59500256D1 (de) * | 1995-11-28 | 1997-07-17 | Gruenzweig & Hartmann Montage | Verfahren zum Herstellen von Superisolierungspaneelen und Superisolierungspaneele selbst, sowie ihre Verwendung |
| DE29823140U1 (de) * | 1997-12-31 | 1999-04-08 | UVT GmbH, 74918 Angelbachtal | Vakuumisolationspaneel |
-
2000
- 2000-02-18 IT IT2000MI000287A patent/IT1316769B1/it active
-
2001
- 2001-02-07 WO PCT/IT2001/000053 patent/WO2001060598A2/en active IP Right Grant
- 2001-02-07 JP JP2001559676A patent/JP2003522918A/ja active Pending
- 2001-02-07 MX MXPA02007904A patent/MXPA02007904A/es active IP Right Grant
- 2001-02-07 RU RU2002124775/06A patent/RU2253792C2/ru not_active IP Right Cessation
- 2001-02-07 DE DE60101050T patent/DE60101050T2/de not_active Expired - Fee Related
- 2001-02-07 ES ES01906113T patent/ES2208559T3/es not_active Expired - Lifetime
- 2001-02-07 KR KR1020027010606A patent/KR100548674B1/ko not_active IP Right Cessation
- 2001-02-07 TR TR2003/01897T patent/TR200301897T4/xx unknown
- 2001-02-07 CA CA002398890A patent/CA2398890A1/en not_active Abandoned
- 2001-02-07 AT AT01906113T patent/ATE252452T1/de not_active IP Right Cessation
- 2001-02-07 BR BR0108392-9A patent/BR0108392A/pt not_active Application Discontinuation
- 2001-02-07 AU AU2001234076A patent/AU2001234076A1/en not_active Abandoned
- 2001-02-07 DE DE20121944U patent/DE20121944U1/de not_active Expired - Lifetime
- 2001-02-07 EP EP01906113A patent/EP1265746B1/en not_active Expired - Lifetime
- 2001-02-07 DK DK01906113T patent/DK1265746T3/da active
-
2002
- 2002-08-19 US US10/223,140 patent/US20030006025A1/en not_active Abandoned
-
2003
- 2003-07-09 HK HK03104909.9A patent/HK1052482A1/zh unknown
Cited By (58)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10337788B2 (en) | 2010-10-28 | 2019-07-02 | Lg Electronics Inc. | Refrigerator comprising vacuum space |
| US8899068B2 (en) | 2010-10-28 | 2014-12-02 | Lg Electronics Inc. | Refrigerator comprising vacuum space |
| RU2488048C1 (ru) * | 2010-10-28 | 2013-07-20 | ЭлДжи ЭЛЕКТРОНИКС ИНК. | Холодильник, содержащий вакуумное пространство |
| US9651292B2 (en) | 2010-10-28 | 2017-05-16 | Lg Electronics Inc. | Refrigerator comprising vacuum space |
| US11821678B2 (en) | 2010-10-28 | 2023-11-21 | Lg Electronics Inc. | Refrigerator comprising vacuum space |
| US11384977B2 (en) | 2010-10-28 | 2022-07-12 | Lg Electronics Inc. | Refrigerator comprising vacuum space |
| RU2489636C1 (ru) * | 2012-03-15 | 2013-08-10 | Алексей Леонидович Чепайкин | Мобильный теплозвукоизоляционный модуль для объектов сложной геометрической формы |
| US10697697B2 (en) | 2012-04-02 | 2020-06-30 | Whirlpool Corporation | Vacuum insulated door structure and method for the creation thereof |
| US10746458B2 (en) | 2012-04-02 | 2020-08-18 | Whirlpool Corporation | Method of making a folded vacuum insulated structure |
| US10663217B2 (en) | 2012-04-02 | 2020-05-26 | Whirlpool Corporation | Vacuum insulated structure tubular cabinet construction |
| US10350817B2 (en) | 2012-04-11 | 2019-07-16 | Whirlpool Corporation | Method to create vacuum insulated cabinets for refrigerators |
| RU2553629C1 (ru) * | 2013-12-03 | 2015-06-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Самарский государственный университет путей сообщения" (СамГУПС) | Способ изготовления вакуумного теплоизоляционного изделия |
| US10828844B2 (en) | 2014-02-24 | 2020-11-10 | Whirlpool Corporation | Vacuum packaged 3D vacuum insulated door structure and method therefor using a tooling fixture |
| US10105931B2 (en) | 2014-02-24 | 2018-10-23 | Whirlpool Corporation | Multi-section core vacuum insulation panels with hybrid barrier film envelope |
| US10365030B2 (en) | 2015-03-02 | 2019-07-30 | Whirlpool Corporation | 3D vacuum panel and a folding approach to create the 3D vacuum panel from a 2D vacuum panel of non-uniform thickness |
| US9890990B2 (en) | 2015-03-02 | 2018-02-13 | Whirlpool Corporation | 3D vacuum panel and a folding approach to create the 3D vacuum panel from a 2D vacuum panel of non-uniform thickness |
| US9476633B2 (en) | 2015-03-02 | 2016-10-25 | Whirlpool Corporation | 3D vacuum panel and a folding approach to create the 3D vacuum panel from a 2D vacuum panel of non-uniform thickness |
| WO2016141017A1 (en) * | 2015-03-02 | 2016-09-09 | Whirlpool Corporation | 3d vacuum panel manufactured from a 2d vacuum panel of non-uniform thickness |
| US10161669B2 (en) | 2015-03-05 | 2018-12-25 | Whirlpool Corporation | Attachment arrangement for vacuum insulated door |
| US11243021B2 (en) | 2015-03-05 | 2022-02-08 | Whirlpool Corporation | Attachment arrangement for vacuum insulated door |
| US11713916B2 (en) | 2015-03-05 | 2023-08-01 | Whirlpool Corporation | Attachment arrangement for vacuum insulated door |
| US10731915B2 (en) | 2015-03-11 | 2020-08-04 | Whirlpool Corporation | Self-contained pantry box system for insertion into an appliance |
| US10345031B2 (en) | 2015-07-01 | 2019-07-09 | Whirlpool Corporation | Split hybrid insulation structure for an appliance |
| US10605519B2 (en) | 2015-12-08 | 2020-03-31 | Whirlpool Corporation | Methods for dispensing and compacting insulation materials into a vacuum sealed structure |
| US10041724B2 (en) | 2015-12-08 | 2018-08-07 | Whirlpool Corporation | Methods for dispensing and compacting insulation materials into a vacuum sealed structure |
| US11691318B2 (en) | 2015-12-08 | 2023-07-04 | Whirlpool Corporation | Method for preparing a densified insulation material for use in appliance insulated structure |
| US10429125B2 (en) | 2015-12-08 | 2019-10-01 | Whirlpool Corporation | Insulation structure for an appliance having a uniformly mixed multi-component insulation material, and a method for even distribution of material combinations therein |
| US11052579B2 (en) | 2015-12-08 | 2021-07-06 | Whirlpool Corporation | Method for preparing a densified insulation material for use in appliance insulated structure |
| US10422573B2 (en) | 2015-12-08 | 2019-09-24 | Whirlpool Corporation | Insulation structure for an appliance having a uniformly mixed multi-component insulation material, and a method for even distribution of material combinations therein |
| US11009288B2 (en) | 2015-12-08 | 2021-05-18 | Whirlpool Corporation | Insulation structure for an appliance having a uniformly mixed multi-component insulation material, and a method for even distribution of material combinations therein |
| US10907886B2 (en) | 2015-12-08 | 2021-02-02 | Whirlpool Corporation | Methods for dispensing and compacting insulation materials into a vacuum sealed structure |
| US11994337B2 (en) | 2015-12-09 | 2024-05-28 | Whirlpool Corporation | Vacuum insulation structures with multiple insulators |
| US11994336B2 (en) | 2015-12-09 | 2024-05-28 | Whirlpool Corporation | Vacuum insulated structure with thermal bridge breaker with heat loop |
| US10808987B2 (en) | 2015-12-09 | 2020-10-20 | Whirlpool Corporation | Vacuum insulation structures with multiple insulators |
| US11555643B2 (en) | 2015-12-09 | 2023-01-17 | Whirlpool Corporation | Vacuum insulation structures with multiple insulators |
| US10422569B2 (en) | 2015-12-21 | 2019-09-24 | Whirlpool Corporation | Vacuum insulated door construction |
| US10914505B2 (en) | 2015-12-21 | 2021-02-09 | Whirlpool Corporation | Vacuum insulated door construction |
| US10610985B2 (en) | 2015-12-28 | 2020-04-07 | Whirlpool Corporation | Multilayer barrier materials with PVD or plasma coating for vacuum insulated structure |
| US10018406B2 (en) | 2015-12-28 | 2018-07-10 | Whirlpool Corporation | Multi-layer gas barrier materials for vacuum insulated structure |
| US10514198B2 (en) | 2015-12-28 | 2019-12-24 | Whirlpool Corporation | Multi-layer gas barrier materials for vacuum insulated structure |
| US10807298B2 (en) | 2015-12-29 | 2020-10-20 | Whirlpool Corporation | Molded gas barrier parts for vacuum insulated structure |
| US11577446B2 (en) | 2015-12-29 | 2023-02-14 | Whirlpool Corporation | Molded gas barrier parts for vacuum insulated structure |
| US10030905B2 (en) | 2015-12-29 | 2018-07-24 | Whirlpool Corporation | Method of fabricating a vacuum insulated appliance structure |
| US11752669B2 (en) | 2015-12-30 | 2023-09-12 | Whirlpool Corporation | Method of fabricating 3D vacuum insulated refrigerator structure having core material |
| US11247369B2 (en) | 2015-12-30 | 2022-02-15 | Whirlpool Corporation | Method of fabricating 3D vacuum insulated refrigerator structure having core material |
| US11609037B2 (en) | 2016-04-15 | 2023-03-21 | Whirlpool Corporation | Vacuum insulated refrigerator structure with three dimensional characteristics |
| US11009284B2 (en) | 2016-04-15 | 2021-05-18 | Whirlpool Corporation | Vacuum insulated refrigerator structure with three dimensional characteristics |
| US10712080B2 (en) | 2016-04-15 | 2020-07-14 | Whirlpool Corporation | Vacuum insulated refrigerator cabinet |
| US11320193B2 (en) | 2016-07-26 | 2022-05-03 | Whirlpool Corporation | Vacuum insulated structure trim breaker |
| US11391506B2 (en) | 2016-08-18 | 2022-07-19 | Whirlpool Corporation | Machine compartment for a vacuum insulated structure |
| RU174567U1 (ru) * | 2016-11-16 | 2017-10-20 | Общество с ограниченной ответственностью "К-ФЛЕКС" | Чехол для теплоизоляции объектов сложной геометрической формы |
| US10598424B2 (en) | 2016-12-02 | 2020-03-24 | Whirlpool Corporation | Hinge support assembly |
| US11175090B2 (en) | 2016-12-05 | 2021-11-16 | Whirlpool Corporation | Pigmented monolayer liner for appliances and methods of making the same |
| US11867452B2 (en) | 2016-12-05 | 2024-01-09 | Whirlpool Corporation | Pigmented monolayer liner for appliances and methods of making the same |
| US10907888B2 (en) | 2018-06-25 | 2021-02-02 | Whirlpool Corporation | Hybrid pigmented hot stitched color liner system |
| US11543172B2 (en) | 2019-02-18 | 2023-01-03 | Whirlpool Corporation | Trim breaker for a structural cabinet that incorporates a structural glass contact surface |
| US10907891B2 (en) | 2019-02-18 | 2021-02-02 | Whirlpool Corporation | Trim breaker for a structural cabinet that incorporates a structural glass contact surface |
| US12070924B2 (en) | 2020-07-27 | 2024-08-27 | Whirlpool Corporation | Appliance liner having natural fibers |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2001234076A1 (en) | 2001-08-27 |
| ITMI20000287A0 (it) | 2000-02-18 |
| WO2001060598A3 (en) | 2002-02-07 |
| ITMI20000287A1 (it) | 2001-08-18 |
| KR100548674B1 (ko) | 2006-02-02 |
| HK1052482A1 (zh) | 2003-09-19 |
| IT1316769B1 (it) | 2003-05-12 |
| DE20121944U1 (de) | 2003-07-24 |
| DE60101050T2 (de) | 2004-08-19 |
| ES2208559T3 (es) | 2004-06-16 |
| US20030006025A1 (en) | 2003-01-09 |
| DK1265746T3 (da) | 2004-03-01 |
| JP2003522918A (ja) | 2003-07-29 |
| EP1265746B1 (en) | 2003-10-22 |
| ATE252452T1 (de) | 2003-11-15 |
| EP1265746A2 (en) | 2002-12-18 |
| TR200301897T4 (tr) | 2004-01-21 |
| KR20020084138A (ko) | 2002-11-04 |
| MXPA02007904A (es) | 2002-11-29 |
| BR0108392A (pt) | 2003-03-11 |
| DE60101050D1 (de) | 2003-11-27 |
| WO2001060598A2 (en) | 2001-08-23 |
| CA2398890A1 (en) | 2001-08-23 |
| MX223141B (ru) | 2004-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2253792C2 (ru) | Вакуумный кожух для тепловой изоляции и способ его изготовления | |
| KR101301504B1 (ko) | 진공단열재 및 그 제조방법 | |
| JP2017510763A (ja) | 真空断熱パネル及び真空断熱パネルを有する容器 | |
| JP5151463B2 (ja) | 紙容器用複合シート材料と該複合シート材料を用いて成形した紙容器 | |
| JP4534638B2 (ja) | 真空断熱材 | |
| JP2007321925A (ja) | 真空断熱材及びその製造方法 | |
| RU2128137C1 (ru) | Упаковочный материал и упаковочный контейнер, изготовленный из него (варианты) | |
| JPH0886394A (ja) | 真空断熱材及びその製造方法 | |
| JP2011089740A (ja) | 袋体、および真空断熱材 | |
| WO2017029727A1 (ja) | 真空断熱材及び断熱箱 | |
| KR101944162B1 (ko) | 고온 진공단열패널용 외피재, 이를 이용한 고온 진공단열패널 및 이의 제조방법 | |
| JP2012026512A (ja) | 袋体および真空断熱材 | |
| EP0385677A2 (en) | Packaging materials | |
| US6265009B1 (en) | Protected container | |
| JP2001088843A (ja) | クリーン包装袋とその製造方法 | |
| JP2004091024A (ja) | 包装体 | |
| WO2024089974A1 (ja) | シールテープ及び液体用紙容器 | |
| JP2000335640A (ja) | ライナ用内袋及び液体充填方法 | |
| JP5381306B2 (ja) | 袋体、および真空断熱材 | |
| CN108779890A (zh) | 真空隔热件和具有其的家电制品、住宅墙壁或运输设备 | |
| JP2020111346A (ja) | 包装材料及び紙容器 | |
| JP2012026511A (ja) | 袋体および真空断熱材 | |
| JP5181285B2 (ja) | 電子レンジ加熱用包装袋及びその製造方法 | |
| JPH092486A (ja) | 密封用袋 | |
| WO2018025399A1 (ja) | 真空断熱材及び断熱箱 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20070208 |