RU2202509C2 - Пакет, содержащий по меньшей мере одну пару стоп единиц товаров, способ изготовления пакетов (варианты) и устройство для его осуществления (варианты) - Google Patents
Пакет, содержащий по меньшей мере одну пару стоп единиц товаров, способ изготовления пакетов (варианты) и устройство для его осуществления (варианты) Download PDFInfo
- Publication number
- RU2202509C2 RU2202509C2 RU99116009/28A RU99116009A RU2202509C2 RU 2202509 C2 RU2202509 C2 RU 2202509C2 RU 99116009/28 A RU99116009/28 A RU 99116009/28A RU 99116009 A RU99116009 A RU 99116009A RU 2202509 C2 RU2202509 C2 RU 2202509C2
- Authority
- RU
- Russia
- Prior art keywords
- tape
- feet
- loop
- rods
- sling
- Prior art date
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B66—HOISTING; LIFTING; HAULING
- B66C—CRANES; LOAD-ENGAGING ELEMENTS OR DEVICES FOR CRANES, CAPSTANS, WINCHES, OR TACKLES
- B66C1/00—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles
- B66C1/10—Load-engaging elements or devices attached to lifting or lowering gear of cranes or adapted for connection therewith for transmitting lifting forces to articles or groups of articles by mechanical means
- B66C1/12—Slings comprising chains, wires, ropes, or bands; Nets
- B66C1/18—Band-type slings
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Basic Packing Technique (AREA)
- Packages (AREA)
- Load-Engaging Elements For Cranes (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Battery Mounting, Suspending (AREA)
- Detergent Compositions (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Making Paper Articles (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Treatment Of Fiber Materials (AREA)
- Vehicle Step Arrangements And Article Storage (AREA)
- Secondary Cells (AREA)
Abstract
Изобретение относится к грузовым пакетам, содержащим по меньшей мере одну пару стоп (А, В) единиц товаров, охваченную самозажимающимся грузовым стропом, а также к способам и устройствам, для создания таких пакетов. Строп имеет форму замкнутой петли из ленты (2), ширина которой по существу равна ширине в поперечном направлении упомянутых стоп (А, В), а центральная петля (14) собирается, образуя проушину для подъема (15) и проходя сквозь центральное отверстие в верхней части ленты (2). Концы ленты перекрывают друг друга, они соединяются между собой постоянно сшиванием, клеем, горячим оплавлением и т.п. Пакеты можно изготавливать путем отделения отрезка ленты (2) заданной длины, причем лента (2) протягивается по паре стержней (4), находящихся на расстоянии друг от друга, между которыми имеется стержень (5), подвижный в вертикальном направлении, а также протягивается по стержню (8b), который прикреплен к подвижной в вертикальном направлении пластине (8), а затем лента проходит над второй парой стержней (6), между которыми имеется подвижный в вертикальном направлении стержень (7). Затем конец ленты (2) закрепляют в зажимном устройстве (3), при этом стержни (5 и 7) перемещаются вниз до контактирования с лентой (2), а пластина (8) перемещается вниз так, что стержень (8а) прижимает ленту (2) книзу, в то время как узлы с роликами (10а, 10b) перемещаются вверх, контактируя с лентой (2), до тех пор пока лента (2) не ляжет на эти узлы, а устройство подачи ленты (1) блокируется после того как был вытянут отрезок ленты (2) заданной длины. Устройство может содержать приспособление для создания складок на ленте (2), а также для схватывания сложенной части (27) гильзой (22). Упомянутое средство образует петлю из предварительно сформированной ленты (2), имеющей складчатую часть, центральный участок которой (27) охвачен гильзой (22) с целью удерживать складки постоянно в собранном виде. Реализация изобретения обеспечит повышение устойчивости пакетов стоп товаров и безопасности манипулирования этими пакетами. 6 с. и 9 з.п.ф-лы, 14 ил.
Description
Настоящее изобретение относится к пакету, содержащему по меньшей мере пару комплектов единиц товаров, обернутых самозажимающимся стропом. Изобретение также касается предварительно изготовленного стропа, предназначенного для изготовления таких пакетов. Помимо этого данное изобретение также включает способ изготовления таких пакетов, содержащих самозажимающийся грузовой строп, а также устройство для реализации такого способа.
Транспортировка и хранение единиц товаров или мешков чаще всего осуществляется путем штабелирования или укладки их на поддонах, которые обычно закрываются и защищаются листовым пластическим материалом. Такая технология, как правило, является дорогостоящей из-за стоимости поддонов при их повторном использовании, подновлении, ремонте и транспортировке.
Известны устройства и способы, устраняющие эти недостатки посредством использования строп вместо поддонов. В патенте WO 88/06554 описаны способ и устройство для изготовления пакетов мешков из расположенных рядом комплектов или стоп мешков, используя два стропа, образующих замкнутую петлю, которая охватывает комплекты мешков и которая располагается поперек мешков, причем нижняя часть строп простирается вверх между поддонами с мешками, образуя центральную петлю подвески, которая предназначена для подъема пакета. Применение пары строп усложняет манипулирование такими пакетами, поскольку требуется две подвесные петли зацеплять на подъемных устройствах, таких как крюки или вилки автопогрузчика. Устойчивость таких пакетов сомнительна, а узкие стропы могут повредить многие типы мешков с товаром при манипулировании. Отверстия в стропах, сквозь которые должны проходить петли подвески, усложняют конструкцию, причем требуется жесткий контроль, чтобы концы строп примыкали друг к другу в процессе манипулирования.
Аналогичное устройство, предназначенное для манипулирования стопами мешков, описано в патентах Великобритании 1463055 и 1409243. В последнем патенте описаны два комплекта строп в виде петли, которые охватывают мешки, но единая петля подвески, предназначенная для подъема пакета мешков, продевается через кольцо, к которому прикреплены концы строп. Такое устройство еще сложнее по сравнению с представленным выше. Недостатки такого устройства относительно неустойчивости и возможных повреждений мешков такие же, как это присуще устройству, описанному в патенте WO 88/06544.
Задачей настоящего изобретения является обеспечение безопасного и экономичного манипулирования блоками товаров или мешков без применения поддонов, при этом исключая недостатки, присущие известным строповым устройствам, предназначенным для манипулирования мешками.
Другая задача состоит в создании способа и устройства для размещения мешков в устройстве для подъема и хранения, которое отвечает требованиям по безопасности и устойчивости пакетов стоп или комплектов мешков, которые подвергаются погрузочно-разгрузочным операциям с помощью обычных подъемных устройств.
Еще одна задача состоит в создании собственно усовершенствованного стропового устройства путем более эффективного формирования стропа.
В способах, исключающих использование поддонов для транспортировки и хранения мешков, концепция использования самозажимающихся строп показалась многообещающей несмотря на недостатки, присущие известным решениям в объеме данной концепции. Было решено разработать подъемные устройства для мешков, используя усовершенствованные стропы. Сначала были исследованы проблемы, которые относятся к применению узких строп. Затем было предложено заменить такие стропы широкой лентой или полотном, например, ширина которых по существу равна длине мешков. Однако такое решение привело к возникновению различных новых проблем. Прежде всего выявилась проблема, связанная с соединением концов такой ленты, чтобы это соединение было достаточно прочным, выдерживая нагрузки при подъеме груза в течение всего ресурса работы ленты во время выполнения различных операций по подъему груза. Другая возникшая проблема была связана с возможностью широкой ленты образовать петлю подвески для подъема стоп мешков. Затем нужно было выполнить отверстие в ленте для подъемной петли, не снижая прочность при подъеме ленты, имеющей форму петли. Последняя проблема оказалась очень простой при реализации путем прорезания отверстия в упомянутой ленте, расположенного в области непосредственно над двумя самозажимающимися стопами мешков.
Для обеспечения прочного соединения концов ленты необходимо правильно выбрать материал для ленты, а также надлежащий способ образования соединения. Упомянутую ленту можно изготовить из любого полотна, имеющего требуемую прочность. Таким материалом может быть полипропилен, полиэтилен, джут и т.п. и даже бумага. Рассматривались сшивание, нанесение клея различных типов, горячее оплавление и т.п. Концы ленты можно также соединить с помощью зажимного устройства, состоящего из наружного или внутреннего элементов. Таким путем концы ленты складываются вокруг соответствующих внутренних и наружных элементов до тех пор, пока они не примкнут друг к другу. Свариваемые материалы можно также соединять с помощью сварки. Окончательное решение этой проблемы также связано с использованием способа образования ленты в виде петли, внутри которой уложены стопой мешки. Таким образом, были разработаны новые способ и устройство для размещения мешков в такой петлевой ленте. Для получения такого экономически приемлемого решения посчитали, что проблема, связанная с проектированием устройства, предназначенного для укладки мешков стопой внутри ленты, должна решаться одновременно с решением проблем, связанных с получением надежного и постоянного стыка между концами ленты.
Способ изготовления пакетов с помощью самозажимающихся грузовых строп, охватывающих стопы товаров или мешков, согласно изобретению включает то, что строп в виде ленты, ширина которой по существу равна поперечной ширине упомянутых стоп, формируется в виде замкнутой петли, представляющей собой петлю для подвески для подъема пакета. Сначала отрезок заданной длины упомянутой ленты отделяют от устройства подачи ленты, а затем по меньшей мере две стопы единиц товара укладывают на ленту таким образом, чтобы лента охватывала упомянутые стопы и простиралась вверх между стопами, образуя центральную подъемную петлю. В ленте выполнено отверстие, предназначенное для протягивания петли и ее формирования и тем самым образования средства для подъема или проушины. Два конца ленты соединяют между собой, образуя ленту в виде замкнутой петли.
Модификация данного способа по данному изобретению показана на фиг.7-11. Главные отличительные признаки данного способа относятся к образованию центральной подъемной петли и размещению гильзы вокруг упомянутой петли.
Был разработан способ образования стропа, который включает обработку материала ленты, по крайней мере тех ее частей, которые должны соединяться между собой, излучением или коронным разрядом. Эти операции обеспечивают существенное упрочнение клеевого соединения или соединения, полученного горячим оплавлением. Такая технология дает возможность стыкам ленты выдерживать напряжения, возникающие при подъеме пакетов. Соединения или стыки оказались достаточно прочными даже при подъеме при относительно высоких температурах. Также было обнаружено, что когда гильзу накладывали вокруг петли подвески, ее материал, используемый в качестве основы, должен позволять обработку коронным разрядом, причем клей и оплавление нагреванием должны допускаться для соединения материала с гильзой. Аналогичный материал, например плетеное полипропиленовое полотно, обычно применяют, например, для изготовления гибких промежуточных контейнеров для насыпных грузов, и вместо применения сшивания для соединения различных частей материала его можно обработать коронным разрядом, а клей или горячее оплавление можно применить для соединений.
Альтернативный способ изготовления пакетов из отдельных товаров включает то, что предварительно определенный отрезок ленты, ширина которой по существу равна ширине упомянутых стоп товаров, формируют в виде замкнутой петли, размещая ленты поверх четырех стержней (16a-d), которые располагаются поперек ленты, образуя центральную петлю для подвески, а затем размещают ленту вокруг другого комплекта из четырех стержней (17a-d), а также соединяют два конца ленты, образуя замкнутый строп. Отверстие или проход в верхней части ленты предназначены для протягивания петли для подвески, чтобы петля приобрела форму проушины для подъема. Отдельные товары укладывают стопой на ленту, а затем образуют из нее замкнутый строп.
Устройство для изготовления пакета, состоящего по меньшей мере из двух стоп отдельных товаров, охваченных стропом, содержит запас материала для петли в виде ленты или полотна, причем этот материал в процессе образования пакета из стоп проходит по двум парам стержней, расположенных на расстоянии друг от друга. Каждый такой комплект стержней имеет смещающийся в вертикальном направлении стержень, размещенный между упомянутыми стержнями, образуя вместе с подвижной в вертикальном направлении пластиной, к которой прикреплены два стержня, ленту заданной длины. Наружный конец ленты крепится в зажимном устройстве в течение всей операции образования стопы.
В конце упомянутой операции зажимное устройство можно переместить горизонтально поверх стопы мешков для того, чтобы расположить наружный конец ленты в таком положении, которое позволяет соединить его с другим концом ленты. Данное устройство также содержит средство для подачи отдельных товаров, которые должны укладываться стопой в стропе. Можно также использовать любое соответствующее устройство, предназначенное для размещения единиц товаров или мешков на ленте или на ранее уложенном мешке. Устройство также содержит по меньшей мере два роликовых блока, на которых лента заданной длины лежит во время операции образования стопы. Эти блоки роликов могут перемещаться вертикально.
Пакет по настоящему изобретению содержит по меньшей мере одну пару стоп единиц товаров, охваченных стропом в виде петли, в котором имеется центральная петля для подвески, которая проходит вверх между упомянутыми стопами единиц товаров. Строп имеет форму замкнутой петли из ленты, ширина которой по существу равна поперечной ширине упомянутых стоп, а центральная петля имеет форму проушины для подъема, которую по желанию можно усилить гильзой из соответствующего материала. Концы ленты располагаются внахлестку преимущественно по всей ее ширине, их соединяют постоянно швом, клеем, оплавлением и т.п.
Соответствующий пакет можно изготовить, просто размещая отрезок ленты заданной длины поверх восьми стержней, соединяя два конца ленты поверх стоп единиц товаров или мешков. Мешки можно укладывать на ленту вручную.
Данное изобретение и его конкретные отличительные признаки далее будут представлены и показаны в описании со ссылками на чертежи.
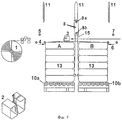
Фиг. 1 представляет первую стадию образования пакета из двух стоп единиц товаров, окруженного самозажимающимся стропом;
фиг.2 - образование стропа заданной длины;
фиг.3 представляет стадию образования, на которой первые единицы товаров уложены на ленту, образующую строп;
фиг. 4 представляет технологическую стадию, на которой последние единицы товаров уложены в стопу на стропе;
фиг.5 представляет последнюю стадию образования, включая соединение двух концов ленты для получения стропа;
фиг. 6 - устройство для наложения стропа, выполненного из ленты, при ручной закладке мешков;
фиг.7 - альтернативный способ отделения материала ленты заданной длины;
фиг.8 представляет укладку первой стопы пакета на ленту;
фиг.9 - образование петли для подвески;
фиг.10 - две стопы, размещенные внутри ленты;
фиг. 11 - две стопы пакета, охваченные лентой, непосредственно перед соединением концов ленты;
фиг.12-14 - устройство для складывания части петли для подвески, а также размещения гильзы вокруг упомянутой сложенной части.
фиг.2 - образование стропа заданной длины;
фиг.3 представляет стадию образования, на которой первые единицы товаров уложены на ленту, образующую строп;
фиг. 4 представляет технологическую стадию, на которой последние единицы товаров уложены в стопу на стропе;
фиг.5 представляет последнюю стадию образования, включая соединение двух концов ленты для получения стропа;
фиг. 6 - устройство для наложения стропа, выполненного из ленты, при ручной закладке мешков;
фиг.7 - альтернативный способ отделения материала ленты заданной длины;
фиг.8 представляет укладку первой стопы пакета на ленту;
фиг.9 - образование петли для подвески;
фиг.10 - две стопы, размещенные внутри ленты;
фиг. 11 - две стопы пакета, охваченные лентой, непосредственно перед соединением концов ленты;
фиг.12-14 - устройство для складывания части петли для подвески, а также размещения гильзы вокруг упомянутой сложенной части.
На фиг. 1 показано устройство для подачи 1 непрерывной ленты 2, которая преобразуется в грузовой строп. Лента 2 расположена поверх двух поперечных стержней 4, находящихся на расстоянии друг от друга, причем между ними и выше них расположен стержень 5, имеется вертикальная подвижная пластина 8 со стержнями 8b и 8а, также имеется пара поперечных стержней 6, выше которых и между которыми расположен стержень 7. Конец ленты 2 закреплен в зажимном устройстве 3. Под лентой 2 расположены два подвижных в вертикальном направлении узла с роликами 10а, b. Выше ленты 2 расположены поперечные стержни 9, которые можно удалять во время технологического процесса. Над стержнями 9 расположены три перегородки 11, между которыми можно укладывать в стопы единицы товаров. Позицией 12 показано загрузочное устройство, предназначенное для подачи укладываемых в стопу единиц товара. В качестве устройства 12 можно использовать любое соответствующее приспособление, предназначенное для подачи единиц товара в устройство, образующее стопы таких единиц, причем стопы охвачены стропом, образованным лентой 2. Рядом с устройством подачи 1 ленты непосредственно под лентой 2 расположен нож 18. В самом начале операции образования стропа нож 18 поднимают вертикально и проделывают центральную щель в ленте 2.
В нижнем левом углу на фиг.1-5 показана лента 2, расположенная под углом относительно направления перемещения элементов узла при последующих операциях.
На фиг.2 представлена лента 2, вытянутая до длины заданного размера. Это достигается путем перемещения стержня 5 вниз, при этом пластина 8 и стержень 7, а также узлы с роликами 10а, в находятся в своих исходных положениях при начале укладки единиц изделий в стопу, благодаря чему лента 2 вытягивается на заданную длину. Участки ленты, опирающиеся на соответствующие узлы с роликами 10а и 10b и зафиксированные в этих положениях, образуют донные участки стропа для соответствующих стоп мешков 13. После этого устройство для подачи 1 ленты блокируется до завершения изготовления пакета стоп мешков. Форма такой предварительно заготовленной ленты 2 четко представлена в левом нижнем углу фиг. 2. Затем единицы товаров или мешки 13 укладывают между перегородками 11 на стержни 9, а также последовательно на предыдущие мешки 13.
На фиг.3 показана следующая стадия изготовления пакетов из мешков, уложенных в стопы. Теперь стержни 9 следует удалить, при этом мешки опираются на ленту 2, расположенную в узлах с роликами 10а, b. Пластина 8 перемещается вверх, при этом с помощью стержня 8в участок ленты 2 простирается между узлами с роликами 10а и 10b.
На фиг.4 представлена технологическая операция, на которой заканчивается укладка мешков в стопы. Теперь лента 2 охватывает с обеих сторон и снизу две стопы мешков 13. Петля 14 ленты 2 образуется между двумя стопами и удерживается в заданном положении с помощью стержня 8b. Эти части ленты 2 прижимаются друг к другу в поперечном направлении, на складки можно напылить клей для облегчения удерживания петли 14 заданной формы. Узлы с роликами 10а, b перемещают вниз в нижнее положение по сравнению с показанными на фиг.2 и 3, а ленту 2 натягивают вокруг двух стоп мешков.
На фиг. 5 показана последняя стадия изготовления пакета с помощью самозажимающихся грузовых строп. Когда укладка мешков в стопы заканчивается, зажимное устройство 3 перемещается влево над стопой вместе с одним концом ленты 2 и соединяется с другим ее концом, который отрезан от устройства для подачи ленты. Во время этой стадии процесса щелевое отверстие проделывается в ленте, позволяя верхнюю часть петли разместить над лентой 2. Перед расположением верхней части петли 14 над лентой 2 петлю 14 сжимают в поперечном направлении, образуя проушину для подъема 15, расположенную в конце петли 14. Два конца ленты 2 соединяются между собой клеем, горячим оплавлением, швом или каким-либо другим способом соединения. Если наносится клей, то пластину можно разместить над стопой А сразу под зоной соединения, а клей можно наложить между двумя концами ленты, где после этого ролик может прижать концы друг к другу, образуя постоянное соединение.
Единицы товаров или мешки можно укладывать в стопы на ленту различным образом в зависимости от размеров единиц товара. Товарами, которыми можно манипулировать в соответствии с настоящим изобретением, могут быть мешки, коробки и т.п., это могут быть любые типы товаров, которые можно загружать и укладывать стопой на строп в виде ленты. Главное условие состоит в том, что ширина ленты должна быть приблизительно равна ширине стоп единиц товаров.
После загрузки одного пакета, состоящего из единиц товаров, как это было описано выше, процесс повторяют. Время формирования пакета из мешков с помощью устройства по данному изобретению составляет 1-3 мин в зависимости от размера пакета и размера единиц товара.
На фиг. 6 показано специальное устройство для ручной укладки мешков в стопы на стропе 2, сформированном из ленты. Восемь стержней 16а-d и 17а-d, расположенных поперек ленты 2, образуют две стопы мешков 13. Ленту 2 можно провести по стержням 16а-d, минуя стержень 16а, для формирования петли подвески 14, а затем провести ее вниз, минуя стержень 17b, и далее вокруг стержней 17с, d, а и b, вокруг стопы В и поперек стопы А, соединяя данный конец ленты 2 с другим ее концом. Центральную щель или отверстие для петли подвески можно выполнить в верхней зоне ленты 2 между двумя стопами А и В. Мешки 13 можно загрузить вручную внутрь ленты либо до соединения двух концов ленты, либо после этого.
Можно также предварительно сформировать ленту, поддерживая ее узлом, содержащим восемь стержней, после этого мешки можно загружать вручную внутрь ленты, которая имеет центральную петлю для подъема груза, как это было описано выше. Можно обеспечить дополнительную опору, используя для этого плиту основания или узел такой плиты. Такая предварительно изготовленная лента может иметь часть со складками, которая охвачена гильзой, или по крайней мере веревкой или хомутом, которые удерживают складки постоянно вместе. Ленту можно изготовить из материалов, описанных выше, причем она может быть в виде готовой петли или в виде отрезка материала, который соединяется, как это было представлено.
На фиг.7 показано, как лента 2 крепится к стержню 18 и как она проходит к устройству подачи ленты 1 перед укладкой первой стопы в пакеты 13 на соответствующих узлах с роликами 10а и 10b. На фиг.8 видно, что лента 2 размещается поверх узлов с роликами 10а и 10b, а первая стопа В пакетов 13 располагается на узле 10b, причем правая сторона пакета закрыта лентой 2. Как показано на фиг.9, лента 2 прижимается вверх, проходя вдоль стопы В стержнем 23, размещенным между узлами 10а и 10b. Это демонстрирует образование центральной петли для подвески 15, которая складывается, а затем охватывается гильзой 22, как это показано на мелком чертеже справа от стопы В (фиг. 9). Затем стопу А размещают на узле 10а, а ленту 2 проводят вдоль стопы А, перемещая стержень 18 вверх. После этого петлю подвески подпирают вверх и закрепляют в зажимном устройстве 22, после чего стержень 23 можно освободить и переместить обратно в исходное положение между узлами 10а и 10b. Как видно на фиг.10, стержень 19 прижимается вправо, укладывая отрезанный конец ленты 2 сверху на стопу В. На фиг.11 показана первая стадия соединения концов ленты между собой. Клей наносят на верхний слой ленты с помощью устройства 21 или наносят горячий расплав, после чего стержень 18 перемещают вправо, укладывая другой конец ленты на ее конец, предварительно покрытый клеем, после чего оба конца ленты прижимают друг к другу, получая при этом прочное соединение. Теперь пакет из стоп А и В, охваченных лентой, в которой имеется центральная петля для подвески 15, готов для выгрузки из устройства, затем можно изготавливать следующий пакет. Стопы А и B можно обернуть пластиковым листом или пленкой, например обычной, имеющей усадку оберткой до их размещения на узлах с роликами 10а и 10b.
На фиг.12-14 показано, как ленту 2 можно сложить, а гильзу 22 можно закрепить вокруг петли из сложенной ленты 15 в соответствии с настоящим изобретением. Образование складок и размещение гильзы 22 вокруг центральной части со складками должно выполняться до начала операции, показанной на фиг. 9. Стержни 18 и 23 должны располагаться на одной и той же высоте, обеспечивая горизонтальное положение ленты 2 в процессе образования складок. Сначала ленту 2 размещают между двумя комплектами направляющих штанг 24, как видно на фиг.12. Штанги 24 удерживаются на заданном расстоянии концевыми элементами 25а, b, а упомянутое расстояние определяет высоту складок 27 (фиг. 13). Каждый комплект штанг 24 состоит из двух частей, по одной с каждой стороны ленты 2, они будут выходить из зоны, где находится лента, когда образование складок и помещение гильзы 22 завершаются. На штангах 24 имеются детали 26а, в, которые можно двигать вдоль штанг 24, а когда деталь 26а перемещается в детали 26b, то на ленте 2 образуются складки, а центральная часть со складками 27 готова для надевания на нее гильзы 22. Это также показано на фиг.14, где материал для гильзы из подающего устройства 28 проходит в закругленное или изогнутое устройство 33. На фиг.14 видно расположение поджимающих цилиндров 31 и 32, которые предназначены для горизонтального перемещения штанг 24, а также деталей 26а, b, образующих складки соответственно. Устройство 33 крепится к детали 26b, а его ширина по существу равна ширине части со складками 27. Клей или расплав наносят на материал гильзы, который отрезают ножом или аналогичным устройством 34, получая отрезки заданной длины, до начала процесса образования складок. Когда процесс образования складок завершается, то устройство 33 немедленно оказывается под частью со складками 27 (фиг.13). Устройство 33 после этого обжимают вокруг части 27, а эта часть будет охвачена гильзой 22.
Пример 1
Данные примеры показывают предпочтительный способ соединения двух концов ленты с помощью клея или адгезива. Пример также содержит результаты опытов, выполненных для оценки прочности таких соединений.
Данные примеры показывают предпочтительный способ соединения двух концов ленты с помощью клея или адгезива. Пример также содержит результаты опытов, выполненных для оценки прочности таких соединений.
Кусок для тестирования полотна из полипропилена, обработанный коронным разрядом, имел ширину 100 мм, а зона перекрытия двух концов полотна составляла приблизительно 15 см. Термореактивный клей, например полиуретан, наносили на один из концов полотна поперечными полосками шириной 4 мм, число полосок составило 4-6. Температура клея выдерживалась выше точки плавления. Во время тестирования клей подавался при температуре 180oС. Расстояния между полосками составляло 30 мм. Сразу после нанесения клея другую часть полотна накладывали сверху на первую, эти части сжимали друг с другом приблизительно 10 с. Затем соединение подвергали тестированию на растяжение при температуре 60oС и при скорости растяжения 200 мм/мин. Несколько тестов были проведены до разрыва. Все образцы были разорваны по полотну, для полосок с нанесенным клеем не были превышены предел текучести или предел на разрыв. Были подвергнуты тестированию различные термореактивные клеи, и все они прошли тест на предел прочности при растяжении, обеспечивая запас прочности 7:1, т.е. пакеты, весившие 1600 кг, были нагружены на растяжение весом по меньшей мере 11200 кг без разрыва соединения или полотна. Если материал полотна не был обработан коронным разрядом, то места склеивания, как это было описано выше, не прошли тестирование. На основе данного тестирования лента для подвески шириной 100 см, обработанная коронным разрядом, может надежно соединяться с помощью термореактивного клея. Концы ленты могут перекрываться в зоне размером 5-10 см, причем достаточно иметь 2-6 полосок с нанесенным клеем.
С помощью данного изобретения появилась возможность создания пакетов уложенных в стопы изделий или товаров, которые охвачены петлей для подвески, обеспечивая безопасное и экономичное манипулирование такими пакетами. Также было разработано устройство, обладающее экономичностью в рамках такой концепции, а предпочтительный способ формирования и соединения наложенной ленты с другим ее концом был испытан с целью определения рыночных свойств продукции.
Claims (15)
1. Пакет, содержащий по меньшей мере одну пару стоп (А, В) единиц товаров, охваченных самозажимающимся нагрузочным стропом, в форме замкнутой петли с перекрывающими друг друга концами, постоянно соединенными между собой, содержащим центральную петлю подвески (14), простирающуюся вверх между стопами (А, В) и сквозь центральное отверстие в верхней части стропа, отличающийся тем, что строп имеет форму ленты (2), ширина которой по существу равна ширине в поперечном направлении стоп (А, В), причем центральная петля (14) в собранном виде образует проушину для подъема (15), а концы ленты постоянно соединены между собой.
2. Пакет по п.1, отличающийся тем, что строп представляет собой предварительно изготовленную ленту (2), выполненную в виде петли.
3. Пакет по п.1, отличающийся тем, что центральная петля (14) содержит часть для создания складок, центральный участок которой охвачен гильзой, причем имеется, по крайней мере, одна веревка или ремень, которые удерживают складки в положении, когда они примыкают друг к другу.
4. Способ изготовления пакетов, содержащих по меньшей мере одну пару стоп (А, В) единиц товаров (13), охваченных самозажимающимся замкнутым нагрузочным стропом, имеющим центральную петлю подвески (14), простирающуюся вверх между стопами (А, В) и сквозь центральное отверстие в верхней части стропа, отличающийся тем, что строп в виде ленты (2), имеющей ширину, по существу равную поперечной ширине стоп (А, В), выполняют в виде замкнутой петли, включая петлю подвески (14) для подъема пакета, для чего сначала отделяют заданную длину ленты (2), поступающей от устройства для подачи (1) ленты, а затем укладывают на ленту (2) единицы товаров, образуя стопы (А, В), благодаря чему лента охватывает стопы (А, В) и простирается вверх между стопами (А, В), образуя центральную петлю подвески (14), при этом часть ленты центральной петли подвески (14) собирается в складки и протягивается через отверстие с образованием проушины для подъема (15), а два конца ленты (2) соединяют между собой, образуя ленту (2) в виде замкнутой петли.
5. Способ по п.4, отличающийся тем, что заданную длину ленты (2) получают путем протягивания ленты (2) по паре стержней (4), расположенных на расстоянии друг от друга, причем между ними имеется подвижный в вертикальном направлении стержень (5); а также вокруг стержня (8b), прикрепленного к подвижной в вертикальном направлении пластине (8), а затем над второй парой стержней (6), между которыми имеется подвижный в вертикальном направлении стержень (7), затем конец ленты (2) закрепляют в зажимном устройстве (3), после чего стержни (5) и (7) перемещают вниз при соприкосновении с лентой (2), а пластину (8) перемещают вниз, при этом стержень (8а) прижимает ленту (2) вниз, а узлы с роликами (10а, 10b) перемещаются вверх до соприкосновения с лентой (2), пока лента (2) не ляжет на них, причем устройство для подачи (1) ленты блокируют, когда отрезок ленты заданной длины (2) будет с него получен.
6. Способ по п.4, отличающийся тем, что отрезок ленты (2) заданной длины формируют путем сматывания ленты (2) с устройства для подачи (1) ленты, проводя ее по стержню (18), который первоначально размещен у узла с роликами (10а), после этого первую стопу (В) размещают на ленте (2) и на узле с роликами (10b), затем образуют петлю подвески (15) путем перемещения вверх стержня (23), расположенного между узлами с роликами (10а, b), а после этого вторую стопу (А) размещают на ленте (2) и на узле (10а), затем стопы (А, В) полностью охватывают лентой (2), когда стержни (18) и (19) простираются поверх двух частей упомянутых стоп.
7. Способ по п.4, отличающийся тем, что клей или горячий расплав наносят по меньшей мере на одну из концевых частей ленты (2), которая была обработана коронным разрядом, после чего два конца ленты прижимают друг к другу.
8. Способ по п.4, отличающийся тем, что во время образования петли подвески (15) ленту (2) сжимают, образуют на ней складки и охватывают гильзой (22).
9. Способ по п. 4, отличающийся тем, что гильзу (22) размещают вокруг части со складками (27) петли (15) ленты (2) посредством закругленного устройства (33), в котором имеется материал гильзы, содержащий клей, который наносят на часть со складками, причем устройство, образующее складки (26b), обжимает устройство (33) вокруг части со складками (27), закрепляя гильзу (22) на петле подвески (15).
10. Способ изготовления пакетов, содержащих по меньшей мере одну пару стоп (А, В) единиц товаров (13), охваченных самозажимающимся замкнутым нагрузочным стропом, имеющим центральную петлю подвески (14), простирающуюся вверх между стопами (А, В) и сквозь центральное отверстие в верхней части стропа, отличающийся тем, что строп в виде ленты (2), ширина которой по существу равна ширине в поперечном направлении упомянутых стоп (А, В), выполняют в виде замкнутой петли путем размещения ленты (2) на стержнях (16а-d), расположенных поперек ленты (2), образуя центральную петлю подвески (14), а также располагают ленту (2) вокруг стержней (17а-d) и соединяют два конца ленты (2) с образованием замкнутого стропа; причем в ленте (2) выполняют отверстие, сквозь которое протягивают петлю подвески (14), которая в собранном виде образует проушину для подъема (15), а единицы товаров (13) укладывают в стопу внутри стропа после того, как он образует замкнутую форму.
11. Способ изготовления пакетов, состоящих из пары стоп (А, В) единиц товаров (13), охваченных самозажимающимся замкнутым нагрузочным стропом, в котором имеется центральная петля подвески (14), простирающаяся вверх между стопами (А, В), а также через центральное отверстие, выполненное в верхней части стропа, отличающийся тем, что предварительно изготовленный строп, выполненный из ленты (2), ширина которой по существу равна ширине стоп (А, В), размещают на стержнях (16а-d), удаленных от стержней (17а-d), благодаря чему петля подвески (14) размещается между двумя группами стержней (16а-d) и (17а-d), причем упомянутые группы стержней расположены поперек ленты (2), а проушина для подъема (15) выполнена из верхней части петли (14), после чего единицы товаров (13) укладывают в строп, образуя стопы (А, В).
12. Устройство для изготовления пакета по меньшей мере из двух стоп (А, В) единиц товаров (13), охваченных самозажимающимся стропом, в котором имеется центральная петля подвески (14), простирающаяся вверх между стопами (А, В) и сквозь центральное отверстие, выполненное в верхней части стропа, отличающееся тем, что строп имеет ширину, по существу равную ширине стоп (А, В), а между устройством для подачи материала петли (1) и зажимным устройством (3), закрепляющим наружный конец ленты (2), которая выполнена в виде нагрузочного стропа, установлены две группы стержней (4) и (6), каждая из которых имеет подвижные в вертикальном направлении стержни (5) и (7), расположенные между группами; причем по меньшей мере два узла с роликами (10а и 10b), подвижные в вертикальном направлении, расположены между двумя парами стержней (4) и (6) на таком расстоянии, что пластина (8) со стержнями (а, b) может перемещаться вертикально между узлами роликов (10а и 10b); при этом устройство также содержит средство (12) для подачи единиц товаров (13).
13. Устройство по п.12, отличающееся тем, что содержит группу стержней (9), расположенных над узлами с роликами (10а, b), а также между перегородками (11), между которыми единицы товаров (13) размещены во время укладки в стопы, а стержни (9) выполнены с возможностью извлечения из устройства во время процесса укладки стоп.
14. Устройство для изготовления пакета по меньшей мере из двух стоп (А, В) единиц товаров (13), охваченных самозажимающимся стропом, в котором имеется центральная петля подвески (14), простирающаяся вверх между стопами (А, В) и сквозь центральное отверстие, выполненное в верхней части стропа, отличающееся тем, что строп имеет ширину, по существу равную ширине стоп (А, В), а между устройством для подачи материала петли (1) и зажимным устройством (3), закрепляющим наружный конец ленты (2), которая выполнена в виде нагрузочного стропа, установлены две группы стержней (4) и (6), каждая из которых имеет подвижные в вертикальном направлении стержни (5) и (7), расположенные между группами; при этом оно содержит стержень (23), подвижный в вертикальном направлении и расположенный между узлами с роликами (10а, b), предназначенный для образования петли подвески (15), а также содержит зажимное устройство (20) для поддержки петли подвески (15) и средство (12) для подачи единиц товаров (13).
15. Устройство по п.12, отличающееся тем, что содержит две группы направляющих штанг (24) с установленными на них деталями (26а, b), которые выполнены подвижными в горизонтальном направлении, касаясь друг друга, и предназначены для образования складок на ленте (2), причем штанги (24) расположены на расстоянии друг от друга, соответствующем высоте образованных складок (27), при этом устройство (33), предназначенное для образования гильзы (22) вокруг петли подвески (15), закреплено на устройстве для создания складок (26b).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NO965438 | 1996-12-18 | ||
| NO965438A NO305160B1 (no) | 1996-12-18 | 1996-12-18 | Stabler av enhetsgods i pakke med selvstrammende l°ftestropp og fremgangsmÕte samt apparat for fremstilling av pakken |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU99116009A RU99116009A (ru) | 2001-08-10 |
| RU2202509C2 true RU2202509C2 (ru) | 2003-04-20 |
Family
ID=19900198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU99116009/28A RU2202509C2 (ru) | 1996-12-18 | 1997-12-18 | Пакет, содержащий по меньшей мере одну пару стоп единиц товаров, способ изготовления пакетов (варианты) и устройство для его осуществления (варианты) |
Country Status (28)
| Country | Link |
|---|---|
| US (3) | US6336308B1 (ru) |
| EP (1) | EP0944520B8 (ru) |
| JP (1) | JP4154539B2 (ru) |
| KR (1) | KR100438075B1 (ru) |
| CN (1) | CN1088439C (ru) |
| AR (1) | AR010806A1 (ru) |
| AT (1) | ATE234220T1 (ru) |
| AU (1) | AU730183B2 (ru) |
| BG (1) | BG63252B1 (ru) |
| BR (1) | BR9713956A (ru) |
| CA (1) | CA2275427A1 (ru) |
| CO (1) | CO4761100A1 (ru) |
| CZ (1) | CZ294167B6 (ru) |
| DE (1) | DE69719792T2 (ru) |
| DK (1) | DK0944520T3 (ru) |
| ES (1) | ES2194228T3 (ru) |
| HU (1) | HU223372B1 (ru) |
| IL (1) | IL130446A (ru) |
| MA (1) | MA24428A1 (ru) |
| NO (2) | NO305160B1 (ru) |
| NZ (1) | NZ336295A (ru) |
| PL (1) | PL185936B1 (ru) |
| PT (1) | PT944520E (ru) |
| RO (1) | RO118193B1 (ru) |
| RU (1) | RU2202509C2 (ru) |
| TR (1) | TR199901398T2 (ru) |
| UA (1) | UA51760C2 (ru) |
| WO (1) | WO1998026977A1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2634158C2 (ru) * | 2016-03-16 | 2017-10-24 | Зульфия Рафаильевна Фесун | Способ извлечения груза из ёмкости |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10039409A1 (de) * | 2000-08-11 | 2002-02-21 | Saint Gobain Isover G & H Ag | Grossgebinde aus Dämmstoffprodukten, insbesondere Mineralwollprodukten in Form von Platten oder Rollen |
| NO312948B1 (no) * | 2000-11-10 | 2002-07-22 | Norsk Hydro As | Fremgangsmåte og anordning for å tildanne og löfte en pakke av minst to stabler eller enheter av gods samt en apparatur for ålage en slik pakke |
| NO312949B1 (no) * | 2000-11-10 | 2002-07-22 | Norsk Hydro As | Fremgangsmåte og anordning for å tildanne og löfte en pakke av gods samt en apparatur for å tildanne slik pakke |
| NO313872B1 (no) * | 2001-03-21 | 2002-12-16 | Norsk Hydro As | Anordning for tildannelse og löfting av pakker |
| SE519011C2 (sv) * | 2001-05-31 | 2002-12-23 | Tetra Laval Holdings & Finance | Anordning för kontinuerlig gruppering av föremål på en transportbana |
| US20060283360A1 (en) * | 2005-06-20 | 2006-12-21 | Columbia/Okura Llc | Sling jig assembly for use in loading and transporting bagged and bundled products |
| NL1033209C2 (nl) * | 2006-01-12 | 2007-12-04 | Food Processing Systems | Inrichting voor het vullen van dozen of kratten. |
| US20090266037A1 (en) * | 2006-03-08 | 2009-10-29 | Delbert Odman | Box loader |
| US8015781B2 (en) * | 2006-03-08 | 2011-09-13 | Seatal Automation Systems LLC. | Box loader |
| EP1860031B1 (en) * | 2006-05-26 | 2009-10-28 | M T C - Macchine Trasformazione Carta S.r.l. | Paper feeding device for a banding machine for logs of sheet material |
| WO2008059762A1 (fr) * | 2006-11-14 | 2008-05-22 | Ecobiz Co., Ltd. | Dispositif de fixation de charges |
| DE102007015751B3 (de) * | 2007-03-30 | 2008-12-24 | Khs Ag | Belade- und Palettiervorrichtung für Rollwagen und zugehöriges Verfahren |
| DE102010024548A1 (de) * | 2010-06-22 | 2011-12-22 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Verpackungssystem zum Befüllen eines Sammelbehälters mit Artikeln |
| WO2012027484A1 (en) * | 2010-08-24 | 2012-03-01 | Cnh America Llc | Bale wrapping system and method for a plant material compactor |
| EP2716550B1 (en) * | 2011-06-02 | 2016-01-20 | Ishida Co., Ltd. | Box-packing device |
| US9003747B2 (en) * | 2012-04-23 | 2015-04-14 | Alain Cerf | Process and apparatus for increasing stacking strength of film wrapped articles |
| US9051069B2 (en) * | 2012-08-22 | 2015-06-09 | De La Rue North America Inc. | Systems and methods for strapping a set of documents |
| CN103693237B (zh) * | 2013-12-05 | 2015-10-28 | 张家港市德顺机械有限责任公司 | 堆码机中的下压止跳装置 |
| CN208963422U (zh) * | 2017-05-31 | 2019-06-11 | 耐克创新有限合伙公司 | 用于将互补鞋类物品装入鞋盒中的系统 |
| CN108673951B (zh) * | 2018-03-28 | 2019-11-22 | 江苏南江智能装备股份有限公司 | 一种自动化纸袋穿绳装置及穿绳方法 |
| CN111453088B (zh) * | 2018-06-28 | 2021-06-11 | 绍兴市逸晨医疗科技有限公司 | 一种物流运输用快递包装箱流程化封箱设备及封箱方法 |
| CN110253954B (zh) * | 2019-06-13 | 2020-11-13 | 安徽世品佳工业产品设计有限公司 | 一种穿绳装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1401520A (en) * | 1920-06-10 | 1921-12-27 | Clark Thread Co | Article collecting and bundling mechanism |
| US2910814A (en) * | 1952-08-12 | 1959-11-03 | Deluxe Products Corp | Method of manufacture of filter mechanism |
| FR1247293A (fr) * | 1960-02-08 | 1960-11-25 | Dispositif permettant le maintien et la manutention d'objets en vrac | |
| GB1409243A (en) | 1971-09-07 | 1975-10-08 | Fisons Ltd | Sling |
| BE789642A (fr) | 1971-10-05 | 1973-02-01 | Micheli Rosolino | Procede et machine a confectionner automatiquement des charges avec desbandes en materiel thermoretrecissable |
| GB1463055A (en) * | 1973-01-13 | 1977-02-02 | Fisons Ltd | Sling |
| SE7712575L (sv) | 1977-11-08 | 1979-05-09 | Berrezouga Ridha | Sett for tillverkning av lyftsling med dubbel funktion |
| DE3313462A1 (de) * | 1983-04-14 | 1984-10-18 | Focke & Co, 2810 Verden | Verpackung fuer eine mehrzahl von zigaretten-packungen oder dergleichen (zigarettenstange) |
| US4617784A (en) * | 1984-01-05 | 1986-10-21 | Monarch Marking Systems, Inc. | Apparatus for stacking and banding tags |
| FI70868C (fi) * | 1985-02-25 | 1986-10-27 | Lassila & Tikanoja Oy | Lyft- och ombindningsband av oegleform foer lyftande av tvao huvudsakligen lika stora och lika tunga exempelvis av balar saeckar eller roer bestaoende lass |
| RU1804426C (ru) * | 1986-05-02 | 1993-03-23 | Фераг Аг | Устройство дл сматывани в переносной рулон каскадно подводимой печатной продукции и обв зывани полученного рулона |
| SE468711B (sv) * | 1987-01-02 | 1993-03-08 | Andersson Claes Goeran | Foerpackning, innefattande ett banderolliknande foerpackningshoelje, jaemte ett foerfarande och en anordning foer framstaellning av en dylik foerpackning |
| FR2611648B1 (fr) | 1987-03-03 | 1989-06-30 | Rochelle Pallice Sica Silo | Procede et machine de formation automatique de colis de sacs maintenus par des sangles |
| US5168989A (en) * | 1991-04-22 | 1992-12-08 | Benno Edward L | Package member, method for making packages, and packages of multiple container units |
| US6059181A (en) * | 1998-06-04 | 2000-05-09 | Henkel Corporation | Packaging system for non-rigid materials |
-
1996
- 1996-12-18 NO NO965438A patent/NO305160B1/no unknown
-
1997
- 1997-12-18 ES ES97949273T patent/ES2194228T3/es not_active Expired - Lifetime
- 1997-12-18 MA MA24905A patent/MA24428A1/fr unknown
- 1997-12-18 PT PT97949273T patent/PT944520E/pt unknown
- 1997-12-18 CO CO97074010A patent/CO4761100A1/es unknown
- 1997-12-18 CZ CZ19992079A patent/CZ294167B6/cs not_active IP Right Cessation
- 1997-12-18 HU HU0002089A patent/HU223372B1/hu not_active IP Right Cessation
- 1997-12-18 BR BR9713956A patent/BR9713956A/pt not_active IP Right Cessation
- 1997-12-18 KR KR10-1999-7005455A patent/KR100438075B1/ko not_active IP Right Cessation
- 1997-12-18 PL PL97334302A patent/PL185936B1/pl not_active IP Right Cessation
- 1997-12-18 IL IL13044697A patent/IL130446A/en not_active IP Right Cessation
- 1997-12-18 EP EP97949273A patent/EP0944520B8/en not_active Expired - Lifetime
- 1997-12-18 NZ NZ336295A patent/NZ336295A/xx unknown
- 1997-12-18 RO RO99-00693A patent/RO118193B1/ro unknown
- 1997-12-18 AR ARP970105985A patent/AR010806A1/es unknown
- 1997-12-18 CA CA002275427A patent/CA2275427A1/en not_active Abandoned
- 1997-12-18 DE DE69719792T patent/DE69719792T2/de not_active Expired - Fee Related
- 1997-12-18 CN CN97180782A patent/CN1088439C/zh not_active Expired - Fee Related
- 1997-12-18 AU AU77374/98A patent/AU730183B2/en not_active Ceased
- 1997-12-18 RU RU99116009/28A patent/RU2202509C2/ru not_active IP Right Cessation
- 1997-12-18 AT AT97949273T patent/ATE234220T1/de not_active IP Right Cessation
- 1997-12-18 UA UA99074096A patent/UA51760C2/ru unknown
- 1997-12-18 TR TR1999/01398T patent/TR199901398T2/xx unknown
- 1997-12-18 DK DK97949273T patent/DK0944520T3/da active
- 1997-12-18 WO PCT/NO1997/000346 patent/WO1998026977A1/en active IP Right Grant
- 1997-12-18 US US09/331,318 patent/US6336308B1/en not_active Expired - Fee Related
- 1997-12-18 JP JP52757598A patent/JP4154539B2/ja not_active Expired - Fee Related
-
1999
- 1999-06-16 NO NO19992943A patent/NO314076B1/no not_active IP Right Cessation
- 1999-07-07 BG BG103559A patent/BG63252B1/bg unknown
-
2001
- 2001-11-30 US US09/996,678 patent/US6370845B1/en not_active Expired - Fee Related
- 2001-11-30 US US09/996,677 patent/US6481186B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2634158C2 (ru) * | 2016-03-16 | 2017-10-24 | Зульфия Рафаильевна Фесун | Способ извлечения груза из ёмкости |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2202509C2 (ru) | Пакет, содержащий по меньшей мере одну пару стоп единиц товаров, способ изготовления пакетов (варианты) и устройство для его осуществления (варианты) | |
| US9365345B2 (en) | Method of lifting a load using a bag coupled to a lifting sling | |
| US4253507A (en) | Reinforced container for bulk materials | |
| RU99116009A (ru) | Пакеты, состоящие по меньшей мере из двух комплектов единиц товаров; средство, способ и устройство для изготовления пакетов | |
| US4395067A (en) | Lifting assembly | |
| EP0083505A1 (en) | Collapsible receptacle with prefabricated lift loops and method of making same | |
| FI76761B (fi) | Flexibel behaollare i vikt position. | |
| EP0118112A2 (en) | Flexible container to be filled with bulk material and method for its manufacture | |
| US4832506A (en) | Flexible container to be filled with bulk material and method for its manufacture | |
| MXPA99005668A (en) | Parcels comprising at least two stacks of units of goods;means, method and apparatus for forming said parcels | |
| RU2787606C1 (ru) | Мягкий контейнер для транспортировки и хранения насыпных грузов | |
| RU217477U1 (ru) | Вкладыш мягкого контейнера для транспортировки и хранения насыпных грузов | |
| RU2280606C2 (ru) | Средство для формирования и подъема пакетов с грузами | |
| US20040050018A1 (en) | Method and means for forming and lifting parcels or packages comprising at least two stacks or units of goods, and an apparatus for forming such parcels | |
| US20040056494A1 (en) | Method and means for forming and lifting parcels of goods and an apparatus for forming such parcels | |
| CA1138791A (en) | Reinforced container for bulk materials | |
| CA1212908A (en) | Collapsible receptacle with static electric charge elimination |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20101219 |