KR930004046B1 - 사출성형기의 사출 제어방법 및 그 장치 - Google Patents
사출성형기의 사출 제어방법 및 그 장치 Download PDFInfo
- Publication number
- KR930004046B1 KR930004046B1 KR1019860002782A KR860002782A KR930004046B1 KR 930004046 B1 KR930004046 B1 KR 930004046B1 KR 1019860002782 A KR1019860002782 A KR 1019860002782A KR 860002782 A KR860002782 A KR 860002782A KR 930004046 B1 KR930004046 B1 KR 930004046B1
- Authority
- KR
- South Korea
- Prior art keywords
- injection
- signal
- injection pressure
- motor
- speed
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
내용 없음.
Description
제 1 도는 제 1 구체예의 모식도.
제 2 도는 제 1 도에 있어서 구체적인 형상의 전류 지령신호 제한 회로의 한 실시예를 나타내는 회로도.
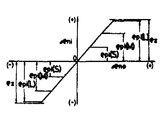
제 3 도는 전류지령 신호제한 회로의 한 특징적 실예를 나타내는 특성 커브.
제 4 도는 제 1 구체예의 모식도.
제 5 도는 제 4 도에 있어서 구체적 형상의 전류 검시신호 보정회로의 한 실시예를 나타내는 회로도.
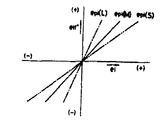
제 6 도는 전류검지 신호 보정회로의 한 특정적 실예를 나타내는 특성 커어브.
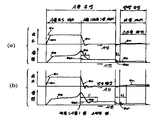
제 7 도는 본 발명의 구체예(A)와 종래의 구체예(B)의 사슬 공정과 평량 공정에서의 압력과 속도 조정점을 나타내고 또한 실제 속도와 그의 조정점을 비교형태로 도시한 특성커어브.
본 발명은 사출기구(射出機構)가 모우터에 의하여 구동되는 사출성형기의 사출 제어방법과 그 장치에 관한 것이다.
이와같은 방법과 장치에 관한 기술은 별로 볼수 없으며 다만 본 발명자가 이미 발명한 특허가 몇있는바, 이들은 미국특허 제4,540,359호와, 일본특허 제59-726, 59-224324호에 기술되어있다.
일본에서 이미 개시된 상기 특허에서는 사출속도와 토오크 상한치를 설정함으로써, 그리고 속도센서에 의하여 전기적으로 검지되는 사출속도의 피드백(feedback)을 이용함으로써, 또한 사출속도가 설정점이 되도록 폐루우프제어를 적용함으로써 사출속도의 설정점과 토오크치 사이의 상호 관계에 따라 사출속도나 사출압을 조정하고, 부하는 구동원(軀動源)에 가하였다. 사출압 제어는 개방 루우프를 통하여 토오크치(모우터의 전류 상한치)를 조정하는 방법으로 모우터를 구동함으로써 이루어진다.
속도제어는 사출시초부터 금속금형에 재료를 충준완료할때 까지 사출속도에 대한 폐루우프 제어에 의하여 수행되며, 모우터 회전자의 관성력효과를 완화하기 위하여는 사출속도가 거의 선형감소되는 지연 제어후에 토오크치(모우터의 전류 상한치)의 설정점을 변화시킴으로써 제어를 사출압 제어로 변화시킨다.
모우터특성의 결점때문에, 모우터의 구동전류값이 일정하더라도 모우터 온도변화에 따르는 출력 토오크리플(ripple)과 출력토오크의 변화는 일어난다. 또한 구동시스템의 기계적인 전달효과는 제품에 영향을 끼침으로 사출압(유지된 압력)제어의 정확성에는 한계가 있으며, 따라서 어떤 경우에는 소요되는 질을 충족시키지 못하는 제품이 생성된다.
상기와 같은 문제점을 해결하기 위하여는 공작기계에서 일반적으로 이용되고 모우터의 출력을 전기적으로 검지하는 토오크 센서와, 폐루우프를 채택하는 토오크 제어장치를 함께 사용하였으나, 가격이 저렴하고 정확성이 높은 사출력의 검지방법이 개발되어 있지 않기 때문에 두 제어영역, 즉 사출속도 제어가 어느한 영역에서 주로 이루어지고, 다른한 영역에서는 사출압 제어가 주로 이루어지는 두 제어 영역이 사출제어에서 필요하며, 폐루우프제어의 경우에 대하여는 모우터 회전자의 관성력 효과를 제거하면서 사출제어에 대한 전이를 적당히 조절하는 방법이 알려져 있지않으며, 개폐시간에 대한 방법이 개발되어 있지않고 실현된 바도 없다.
다음 단계로 사출력의 검지방법이 개발되었으며, 사출압 제어시험은 토오크에 대한 일반적인 폐루우프 제어를 이용하여 수행하였고, 이것은 일반적으로 사출력의 상기 검지방법에 부가하여 공작기게에서 이용되는 것이다. 그러나 다음과 같은 이유로, 정확성이 높은 제어는 불가능하다는 결론을 얻었다.
즉 사출스크류나 플런저에 대한 장진물은 용융된 수지이고, 모우터의 동력전달기구는 시스템의 전체경도에 비교해볼때 극히 낮으며, 따라서 과도기에는 모우터 설정점 사이에 큰 차이가 있게되고, 이것이 과다한 출력을 발생시켜서 측정치, 즉 압력변화가 일어나게 되는 것이다.
본 발명의 목적은 사출제어방법과 장치를 제공하는 것으로, 이때 구동원으로서 모우터를 사용하는 사출성형기에서는 사출압센서에 의하여 사출압을 제어함에 있어서, 사출압 설정기구의 설정점에 따라 모우터의 출력토오크 상한치를 제한하는 토오크 제한 조절을 이용함으로써 사출속도 제어공정과 사출제어공정이 사출공정에서 개별적으로 제어되며, 속도제어로부터 압력 제어로 전이할때에 모우터의 특수단점이 모우터 회전자의 관성력효과를 완화시키는 종래 방법에서와 같은 특수 지연제어가 불필요하고, 작업성도 개선되며, 사출속도와 사출압도 역시 폐루우프에 의하여 제어되기 때문에 정확성이 높은 사출성형이 가능하다.
본 발명의 그의 목적은 사출제어방법과 장치를 제공하는 것으로, 이때 전류지령치의 상한은 이력지령치에 따라 제한을 받고, 본 발명의 제 3 특징에 따르면, 압력 지령치에 따라 전류 검지신호치가 증가 또는 감소되도록 보정되며, 따라서 어느 경우에도 속도지령신호는 압력제어 증폭기의 증폭도를 상승시킴으로써 증폭될 수 있으며, 사출압은 신혹시 사출압의 설정점에 이를 수 있다.
상기 목적에 근거하는 본 발명은 사출속도 제어공정과 사출압 제어공정을 집성한 사출제어 방법에 관한 것인바, 사출속도 제어공정에 있어서 플런저나 사출스크류가 장비된 사출장치의 제어방법에서 사출스크류는 회전기구와 스크류부재를 통하여 모우터에 의하여 구동되고 양방향으로 자유롭게 회전할 수 있으며, 모우터의 구동제어는 사출스크류나 플런저의 속도가 사출시작으로부터 금속 금형내에 재료충전을 마찰때까지의 기간동안 사출 스크류나 플런저의 진행속도를 검지하는 피드백신호로서 사출속도 검지기로부터의 속도치를 사용하는 사출속도 설정기구와 설정점이 되도록 이루어지고; 사출압 제어공정에서는 사출압 설정기구의 설정된 신호에 대하여 사출속도 설정기구의 설정된 신호를 스위칭함으로써, 충전된 재료가 이미 설정된 값에 도달되는 경우에 사출압 설정기구의 설정점 정도에 따라 모우터의 출력 토오크 상한을 제한하는 토오크 한계 제어가 이루어지며, 모우터의 구동제어는 측정된 값이 사출압 설정기구의 설정점이 되도록 모우터 부하에 가해진 출력토오크를 검지하는 피드백신호로서 사출압 검지기로부터의 측정치를 사용함으로써 수행된다. 기타 본 발명은 수행할 상기 제어 방법을 가능하게 하는 장치에 관한 것이다.
본 발명의 더욱 상세한 설명은 도면에 도시한 구체예를 사용하여 기술하고져 한다.
도면은 본 발명의 사출제어방법과 그 장치를 도시한 것으로 상세히 설명하면 다음과 같다.
제 1 도에서 (1)은 사출장치이며 양방향으로 회전할 수 있는 사출스크류(4)는 노즐 부분에서 금속금형(2)과 연결된 가열실린더(3)내에 마련되어 있다.
사출 스크류(4)의 후방에서 회전 스크류의 모우터는 기어기구(5)를 통하여 연결되고, 사출스크류(4)의 후단은 사출스크류를 회전기구를 통하여 전후방으로 움직이게 하는 전달기구(7)와 직접 연결되어 있고, 사출용모우터(8)의 출력 샤프트(9)는 전달기구에 부착되어 있다.
상기한 모우터(8)의 구동력은 전달기구(7)를 통하여 사출 스크류(4)에 전달되고, 사출속도나, 사출압 또는 배압은 모우터(8)의 구동제어를 통하여 조절될 수 있다.
사출 스크류(4)의 전진력을 검지함으로써, 또는 하중에 따르는 반동력을 받는 부분의 변형을 검지함으로써 사출압을 측정하기 위하여, 응력 게이지로 구성된 사출압(10)을 전달기구(7)의 지지부재(11)에 부착시킨다.
회전 제네레이터(12)는 속도 센서로서 사용되며 직접모우터(8)에 부착되어 있고, 회전각 검지기(13)로 역시 모우터(8)에 직접 부착되어 있어서 모우터(8)의 회전위치를 검지함으로써 사출스크류(4)의 위치를 검지한다.
사출신호는 성형기의 전체 조절을 관장하는 중앙 제어기(20)로부터 전달되고, 동력변환기를 작동시키는 동력변환기 지령이 "ON"으로 되는 경우 사출이 시작된다.
사출속도 설정기(22)의 설정신호 ev는 속도지령신호로서 이용되고, 지령 변환스윗치(23)를 통하여 총계점 B에 공급되고, 회전계 제네레이터(12)에 의하여 검지되는 속도 검지신호는 사출속도 검지신호 en으로 변화되고, 변환기 회로(24a)를 통하여 전압신호를 구성되어, 역시 총계점 B에 공급된다. 결과적으로 총계점 B로부터 오차신호(ec-en=△en)가 발생되고, 이 오차신호 △en은 속도 제어증폭기(25)에 의하여 증폭되어 전류 지령신호 △eno가 되어 토오크 제한회로스위칭기구(26)를 통하여 토오크 제한회로(27)로 들어가서, 속도제어 기간중 모우터전류의 한계치를 제한하기 의하여 토오크 제한 설정기(28)의 설정지점신호 et의 비교된다. 이값은 △eno〈et인 경우에는 변하지 않으나, △eo et인 경우에는 이값이 △en'로 변하고, 이것이 et의 값이 되어 상기한 토오크 제한회로(27)로부터 발생되어 토오크 제한회로 스위칭 기구(26)를 통하여 총계점 C에 공급된다.
et인 경우에는 이값이 △en'로 변하고, 이것이 et의 값이 되어 상기한 토오크 제한회로(27)로부터 발생되어 토오크 제한회로 스위칭 기구(26)를 통하여 총계점 C에 공급된다.
모우터(8)의 출력토오크를 결정하는 모우터 전류는 전류 검지기(29)에 의하여 검지되고, 전류검지신호는 전류검지신호 ei로 변환되고, 변환기회로(24b)에 의하여 전압신호로 구성되어 총계점 C에 공급된다. 그 결과 총계점 C로부터 차이신호(△en'-ei=△ei)가 발생되고, 이 차이신호 △는 전류제어증폭기(30)에 의하여 △eio로 증폭된 다음 상기한 동력 변환기에 공급된다. 상기한 동력 변환기(21)는 다이리스터, 또는 트랜지스터를 사용하는 펄스폭 제어회로를 이용하여 점화 제어회로와 통합되어 상기한 신호 eio에 따라 모우터(8)를 구동하도록 상기 모우터(8)에 소요 전류를 공급한다.
상기한 바와같이 사출속도 제어는 피드백제어에 의하여 이루어진다. 사출 충전은 사출속도제어에 의하여 계속되고, 상기한 회전각 검지기(13)의 신호는 변환되고, 이 위치신호는 비교기(32)에 의하여, 상기한 중앙제어기(20)로부터의 지령을 통하여 사출속도 제어로부터 사출압 제어까지 변화시키는 사출 스크류의 위치를 조정하는 압력 스위칭 설정기(31)의 조정지점신호와 비교되며, 이들 신호가 서로 일치할때 개폐지령은 지령변환스위치(23)에 전달되고, 상기 중앙제어기(20)으로부터의 상기 토오크 제한회로 개폐기구(26)과 제어는 사출속도 제어로부터 사출압 제어로 변화되는 것이다.
사출압 설정기구(33)의 설정 지점신호는 epi는 압력 설정기 개폐기구(34)를 통하여 총계점 A에 공급된다. 또한 상기 사출압센서(10)의 신호는 사출압신호 ep로 변화되고, 변환회로(24d)에 의하여 전압신호로 구성되어 총계점 A에 공급된다. 결과적으로 총계점 A 로부터 차이신호(epi-ep=△ep)가 발생되고, 이 신호는 압력 연산증폭회로(POPA)에서 압력제어 증폭기(35)에 의하여 △epo까지 증폭되고, 이것은 상기 지령 변환스위치(23)(설명편의상 신호 △epo는 신호 ev로 나타낸다)를 통과한후 속도지령신호 ev(△epo=ev)로 된다.
위에서 설명한 것과 동일항 방법으로 속도지령신호 ev는 총계점 B에서 신호 en에 부가된후 차이신호 △en이 되고, 상기 속도제어증폭기(25)에 의하여 신호 △eno까지 증폭된다. 상기한 토오크 제한 회로 개폐기구(26)를 통한 신호 △eno는 전류지령신호 제한회로(36)에 공급되고, 이것이 상기한 사출압 설정기(33)의 설정신호 epi에 따라 전류 지령치의 한계를 제한시키게 되며, 신호 △en이 되어 상기 전류 지령신호 제어한계회로(36)롭터 발송되어 상기 토오크 제한회로 스위칭 기구(27)(△eni=△en' 설명의 편의상 부호를 변화시켰다)를 통과한 후 전류지령신호 △en'가 되고 총계점 C에 공급된 다음, 전류 검지신호 ei에 부가된 후 차이신호 △ei가 되고, 상기 전류 제어증폭기(30)에 의하여 신호 △eio로 증폭된다.
신호 △eio는 상기한 동력 변환기(21)에 공급되고 신호 △eio에 따라 그들 구동시키기 위하여 소요 전류가 모우터(8)에 공급된다.
상기한 바와같이, 사출압이 사출압 설정지점이 되도록 모우터(8)의 구동을 제어함으로써 사출압 제어가 달성된다. 설정 사출시간이 경과된 경우 상기 중앙 제어기(20)는 사출 마감신호를 보내고, 상기 압력 설정기 스위칭기구(34)에 압력개폐 지령을 발생시키고, 회로는 상기 사출압 설정기회로(33)로부터 배압설정기회로(37)에 스위치된다. 상기한 모우터(8)는 압력지령신호 epi(설명의 편의상 사출압 설정지점신호와 배압설정지점 신호에 대한 기호는 동일하다)에 의하여 상기한 사출압 제어에서와 동일한 방법으로 구동이 조절되며, 제어는 사출압 공정으로부터 소위 배압 제어공정으로 이동된다.
한편 사출공정이 끝나고 소요시간이 경과된경우 중앙제어기(20)는 스크류 회전을 위하여 모우터 구동기구(38)에 스크류 회전 지령을 보내며, 스크류회전을 위한 모우터(6)가 회전하기 시작하고 사출스크류(4)가 회전하며, 다음에 소위 칭량(秤量)이 배압제어에서 수행된다. 사출스크류(4)는 재료를 전진이송시키고 배압제어에서 반대방향까지 회전한다.
스크류위치신호는 비교기(32)에 의하여 중량제한 조정기(39)로부터의 신호와 비교되고, 스크류위치가 조정중량 제한위치와 일치하는 경우 상기 중앙제어기(20)는 동력 변환기 조작 지령회로(4)와, 스트류 회전용의 모우터 구동기구(38)와, 압력 설정기 스위칭 기구(34)와, 지령 전환스위치(23) 및 토오크 제한회로 개폐기구(26)에 대한 지령을 중단하며, 따라서 칭량공정이 끝나서, 장치는 다음의 사출공정에 대기하게 된다.
이 장치에 있어서의 특징은 압력제어에 있어서, 전류지령치의 상한을 압력지령치(사출압 설정기의 설정점 또는 배압 설정기의 설정점)에 따라 제한하는 상기한 전류지령신호 제한회로(36)를 속도제어 증폭기(25)에 부가한다는 점이다.
이 전류지령신호 제한회로(360는 연산증폭기와 저항기(51),(52),(53)로 구성되는 증폭기(41)와, 또한 연산 증폭기(54),(55)와, 다이오우드(56),(57)과 제너다이오우드(43),(43)와 저항기(58),(59),(60),(61)로 구성되는 출력 제한회로(42)와 일체로 되어 있으며, 그의 구체적 형상은 제 2 도에 도시되어 있다.
사출압 설정기나 배압설정기(37)의 설정점신호 epi는 상기 증폭기(41)에 의하여 요구되는 증폭도로 증폭되어 압력 지령신호 epi가 되도록 발송된다. 속도제어증폭기(25)로부터의 전류 지령신호 △eno와 증폭기(41)로부터의 상기 압력지령신호 epi는 출력제안회로(42)에 입력되고, 이 출력제한회로(42)는 압력지령치에 따라 전류 지령치의 상한치를 제한한다. 환언하면, 압력 지령치가 적은 경우에는 적은 상한치에 제한되고, 압력지령치가 큰 경우에는 큰 상한치에 제한되는 전류지령신호 △eni는 출력 제어회로(42)로부터 발송된다.
제 3 도는 압력 지령신호 epi의 정도 매개변수와 더불어 상기 전류지령신호한계 회로의 입력신호 △eno와 출력신호 eni사이의 상관성을 나타내는 특성 커어브이다. 제 3 도에 도시된 바와같이 출력신호의 정도는 압력 지령신호 epi가 적게되는 때에는 입력신호의 낮은 값에 한정된다.
이 경우 설정점 신호 epi가 적게되도록 설정되고, 압력지령신호 epi가 제너다이오우드(43),(43)의 제너전압 epi보다 적은 경우에는 출력신호가 압력지령신호 epi의 값에 한정된다. 이 경우에 출력신호의 포화치(최대치) ez는, 제 2 도에 있어서 출력제한회로(42)내에 있는 제너다이오우드(43)의 제너전압에 의하여 결정된다.
이와같은 방법으로, 본 명세서에 도시한 구체예에서 전류지령치는 압력 지령치의 정도에 따라 한정되고, 압력지령치가 보다 큰 경우 전류지령치는 종래 장치에서의 값보다 적은값에 한정된다. 따라서 속도지령신호 epo는 상기 압력제어증폭기(35)의 증폭도를 상승시킴으로써 증폭될 수 있고, 압력지령에 대한 부하의 압력 응답 특성이 개선될 수 있으며, 이들은 제 7(b) 도로 도시한 종래 특성과 비교하여 제 7(a) 도에 도시되어 있다.
즉, 확실히 이들 양자를 비교했을때, 속도제어로부터 압력제어로의 과도기에서, 사출압이 설정점과 일치하게 되는 설정시간 t는 t' 보다 적으며, 압력지령치가 사출압으로 부터 배압으로 변화하는 설정시간 t1은 t'1보다 적고, 이 구체예에서 압력의 난조현상은 거의 일어나지 않는다. 따라서 사출속도 제어로부터 사출압제어까지의 스위칭제어와, 사출압제어 및 배압제어를 대단히 정확하게 수행할 수 있다.
제 4 도는 본 발명의 제어구체예를 도시한 것으로, 이 도면에는 제 1 도에 도시한 기구는 나타내지 않았고, 제 1 도 장치의 동일 부분에는 동일부호를 붙였음을 부호의 설명은 생략한다.
이 구체예에서의 특징의 압력지령치의 정도에 따라 증가 또는 감소될 전류검지신호를 보정하는 전류검지신호 보정회로(44)를 압력제어 기간중에 작동하도록 상기 변환회로에 부가한다는 점이다.
이 전류검지신호 보정회로(44)는 연산증폭기(62)와 저항기(63),(64),(65)로 구성되는 증폭기(45)에 일체로 되어 있고, 피드백신호 변환회로(46)와, 상기 사출압 설정기(33)로부터나 배압설정기(37)로부터의 출력지령신호 epi는 증폭기(45)에 의하여 필요한 증폭도로 증폭되어 압력지령신호 epi"로서 나타난다. 피드백신호 변환회로(46)는 잘 공지된 배율기(66)과 저항기(67),(68)과 일체로 되고, 상기 압력지령신호 epi"와 입력신호로서 상기 변환회로(24b)로부터 상기 전류검지신호 ei"를 받아서 전류검지신호 eif"의 출력을 보내며, 이것은 압력지령치가 적은 경우 전류검지신호치가 감소되고 압력지령치가 큰 경우 전류검지신호치가 증가될 수 있도록 보정된다. (47)과 (48)은 전류검지신호 보정회로 개폐기구이다.
제 6 도는 상기 전류검지신호 보정회로의 입력신호 ei"와 출력신호 eif"사이의 상관성을 압력지령신호 epi의 정도 매개변수로 나타낸 특성커어브이다. 이 도면에 나타나 있는 바와같이, 압력지령신호 epi가 동일한 입력신호와 더불어 큰 경우 출력신호는 크게 된다. 이와같은 방법으로 본 구체예에서는 전류검지신호치가 압력지령치의 정도에 따라 증가 또는 감소되도록 보정되기 때문에 압력지령치가 큰 경우 속도제어에서의 전류검지신호치가 종래장치에서의 값보다 크게 된다.
따라서 상기한 것과 동일한 방법으로 속도제어신호 △epo는 제 7a 도에 도시한 바와같이 압력제어증폭기(35)의 증폭도를 상승시킴으로써 증가시킬 수 있기 때문에 압력의 응답특성이 개선되고, 사출속도 제어로부터 사출압제어로의 스위칭 제어와 사출압제어 및 배압제어를 대단히 정확하게 수행할 수 있다.
본 구체예에서는 사출속도 제어로부터 사출압 제어로의 스윗칭 제어를 스크류위치의 검지에 의하여 행한다. 그러나 이것은 금속 금형 동공부의 수지 압력치를 검지함에 의한 수지의 충전량과 사출압력치와 모우터의 전류치를 검지함에 의하여서도 행할 수 있다.
어떤 제품에 대하여 필요한 경우에는 스크류위치나 타이머를 사용하는 다단계 제어를 사출속도 제어와 사출압제어중 하나에 대하여 또는 이들 양자에 대하여 적용할 수 있다.
사출압의 검지방법으로서 모우터의 출력샤프트에 토오크 센서를 부착시킬 수 있다.
본 발명은 물론 가소화기구가 장비된 소위 가소화형의 사출장치나 또는 플런저형 사출장치에도 이용할 수 있다.
Claims (3)
- 플런저나 사출스크류가 장비된 사출장치의 제어방법에 있어서, 상기 스크류는 회전가능 기구와 회전부재를 통하여 모우터에 의하여 구동되고 양방향으로 자유롭게 회저할 수 있으며, 모우터의 구동제어는 사출스크류나 플런저의 속도가 사출속도 감지기로부터의 속도치를 피드백신호로서 사용하고, 사출시작으로부터 금속 금형내로의 재료충전 종결까지의 기간동안 사출 스크류나 플런저의 진행속도를 검지하는 사출속도 설정기구의 설정점이 되도록 이루어지며; 사출압 제어공정에 있어서는 충전된 재료가 이미 설정된 값에 이른 경우, 사출속도 설정기구의 설정신호를 사출압 설정기구의 설정신호로 스위칭함으로써, 사출압 설정기구의 설정점 정도에 따라 모우터 출력 토오크의 상한을 한정하는 토오크 한계제어가 이루어지며, 모우터의 구동제어는 측정된 값이 사출압 설정기구의 설정점이 되도록, 모우터의 부하에 가해진 출력토오크를 검지하는 피이드백으로서 사출압 센서로부터의 측정치를 이용함으로써, 이루어지는 것을 특징으로 하는 사출 성형기의 사출제어방법.
- 회전기능기구와 스크류 부재를 통하여 모우터에 의하여 구동되고 어느방향으로나 자유롭게 회전할 수 있는 사출스크류 또는 플런저가 장비되어 있고; 전류지령신호는 속도지령신호와 속도센서에 의하여 상기 모우터의 회전속도를 검지함으로써 얻는 속도검지신호와의 차이신호를 연산증폭함으로써 발생되고; 사출속도제어는 상기 전류지령신호와, 전류검지기에 의하여 상기 모우터의 입력전류를 검지함으로써 얻은 전류검지신호와의 차이신호를 연산증폭하여 얻은 신호를 근거로 하여 상기 모우터를 구동시킴으로써 수행되고; 모우터의 출력을 검지하는 사출압센서와, 사출압 설정기와, 사출압 설정기구의 설정신호와 사출압센서에 의하여 얻은 사출압 검지신호와의 차이신호를 연산증폭하는 사출압 연산증폭회로와, 사출압 연산증폭회로에서 얻은 신호를 사출압 제어신호로서 사출압 제어기간중에 상기 속도지령신호 회로에 리이드하는 지령전환 스위치가 마련되어 있으며; 사출압 제어기간중에 작동하도록, 상기 사출압 설정기의 설정신호에 의하여 제어되고 상기한 신호에 따라 상기 전류지령신호의 상한을 한정하는 전류지령신호 제한회로가 마련되어 있는 것을 특징으로 하는, 사출성형기의 사출제어장치.
- 회전기능기구와 스크류부재를 통하여 모우터에 의하여 구동되고 어느방향으로나 자유롭게 회전할 수 있는 스크류나, 또는 플런저가 장비되어 있고; 전류지령신호는 속도지령신호와, 속도센서에 의하여 상기 모우터의 회전속도를 검지하여 얻은 속도검지신호와의 차이신호를 연산증폭함으로써 발생되며; 사출속도제어는 상기 전류지령신호와, 전류검지기에 의하여 상기 모우터의 입력 전류를 검지함으로써 얻은 전류검지신호와의 차이신호를 연산증폭하여 얻은 신호를 근거로하여 상기 모우터를 구동함으로써 수행되고; 모우터의 출력을 검지하는 사출압센서와, 사출압 설정기와, 사출압 설정기구의 설정신호와 사출압센서에 의하여 얻은 사출압 검지신호와의 차이신호를 연산증폭시키는 사출압 연산증폭회로와, 사출압 연산증폭회로에서 얻은 신호를 사출압 제어신호로서 사출압 제어기간중에 상기 속도지령신호 회로내에 리이드하는 지령전환 스위치가 장비되어 있으며; 사출압 제어기간중에 작동하도록 상기 사출압 설정기구의 설정신호에 의하여 제어되고 상기한 신호에 따라 증가 또는 감소되도록 상기 전류지령신호치를 보정하는 전류지령신호 보정회로가 마련되어 있는 것을 특징으로 하는 사출성형기의 사출제어장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP78014 | 1981-05-25 | ||
| JP60078014A JPS61235119A (ja) | 1985-04-12 | 1985-04-12 | 射出成形機の射出制御方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR860008016A KR860008016A (ko) | 1986-11-10 |
| KR930004046B1 true KR930004046B1 (ko) | 1993-05-19 |
Family
ID=13649933
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019860002782A KR930004046B1 (ko) | 1985-04-12 | 1986-04-12 | 사출성형기의 사출 제어방법 및 그 장치 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4851170A (ko) |
| JP (1) | JPS61235119A (ko) |
| KR (1) | KR930004046B1 (ko) |
| CA (1) | CA1257757A (ko) |
| DE (1) | DE3612439C3 (ko) |
| FR (1) | FR2580220B1 (ko) |
| GB (1) | GB2175713B (ko) |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61248718A (ja) * | 1985-04-26 | 1986-11-06 | Fanuc Ltd | 最大射出圧力を制御した射出成形機 |
| JPS62119019A (ja) * | 1985-11-20 | 1987-05-30 | Fanuc Ltd | 射出成形機 |
| JPH07320B2 (ja) * | 1987-02-25 | 1995-01-11 | 株式会社日立製作所 | 半導体封止用トランスファ成形装置 |
| JPH0696251B2 (ja) * | 1987-07-24 | 1994-11-30 | ファナック株式会社 | 射出成形機 |
| JPH0712634B2 (ja) * | 1987-12-25 | 1995-02-15 | ファナック株式会社 | 射出装置の異常検出装置 |
| DE3802254A1 (de) * | 1988-01-27 | 1989-08-24 | Kloeckner Ferromatik Desma | Verfahren zum steuern bzw. regeln von spritzgiessmaschinen |
| US5030395A (en) * | 1988-03-08 | 1991-07-09 | Fanuc Ltd. | Method and an apparatus for pressure control of a motor-operated injection-molding machine |
| JP2638626B2 (ja) * | 1988-10-24 | 1997-08-06 | 住友重機械工業株式会社 | 射出成形機のフィードバック制御方法 |
| JP2544657B2 (ja) * | 1988-10-31 | 1996-10-16 | ファナック株式会社 | 電動式射出成形機における背圧制御方法 |
| JP2696238B2 (ja) * | 1988-11-30 | 1998-01-14 | ファナック株式会社 | 射出成形機のモニタ装置 |
| US5102587A (en) * | 1989-07-26 | 1992-04-07 | Canon Kabushiki Kaisha | Injection mold using screw thrust control |
| JPH0753405B2 (ja) * | 1991-11-28 | 1995-06-07 | 花王株式会社 | 射出成形機における樹脂流動物性変動制御方法および装置 |
| US5336073A (en) * | 1992-12-16 | 1994-08-09 | Sumitomo Heavy Industries, Ltd. | Injection pressure limiting device for injection molding machine |
| DE4310310A1 (de) * | 1993-03-30 | 1994-10-06 | Frech Oskar Gmbh & Co | Einpreßaggregat |
| EP0647175B1 (de) * | 1993-04-05 | 1998-10-14 | ProControl AG | Spritzgiessmaschine mit elektrischem antrieb sowie verfahren zur führung derselben |
| US5380181A (en) * | 1993-06-21 | 1995-01-10 | Sumitomo Heavy Industries, Ltd. | Control device for an electric injection molding machine |
| JP2779759B2 (ja) * | 1993-12-15 | 1998-07-23 | 日精樹脂工業株式会社 | 射出成形機の射出制御方法 |
| JP2756077B2 (ja) * | 1993-12-27 | 1998-05-25 | 東芝機械株式会社 | 射出成形機の射出成形速度条件自動設定方法 |
| US5469038A (en) * | 1994-05-10 | 1995-11-21 | Cincinnati Milacron Inc. | Method for compensating for efficient variations in an electric motor |
| DE19516627A1 (de) * | 1995-05-05 | 1996-11-07 | Ranco Inc | Verfahren und Vorrichtung zur Regelung eines Prozesses |
| EP0749821B1 (en) * | 1995-06-19 | 2003-03-05 | Siebolt Hettinga | A low pressure method for injection molding a plastic article |
| US5902525A (en) * | 1995-06-19 | 1999-05-11 | Hettinga; Siebolt | Method of molding a plastic article including injecting based upon a pressure-dominated control algorithm after detecting an indicia of a decrease in the surface area of the melt front |
| JP2869391B2 (ja) * | 1996-11-27 | 1999-03-10 | ファナック株式会社 | 射出成形機における力のフィードバック制御方法 |
| JP2839480B2 (ja) * | 1996-11-27 | 1998-12-16 | ファナック株式会社 | 射出成形機における力のフィードバック制御方法 |
| US6140716A (en) | 1998-09-29 | 2000-10-31 | Xerox Corporation | Portable injection gate control for plastic molding |
| US6144117A (en) * | 1998-09-29 | 2000-11-07 | Xerox Corporation | Multiple injection of a single injection molding valve gate |
| DE19847682C1 (de) * | 1998-10-15 | 2000-03-30 | Siemens Ag | Regeleinrichtung einer Spritzgießmaschine für Kunststoff |
| JP3336296B2 (ja) * | 1999-07-23 | 2002-10-21 | 住友重機械工業株式会社 | 射出装置及びその制御方法 |
| US6811387B1 (en) * | 2000-05-26 | 2004-11-02 | Mitsubishi Denki Kabushiki Kaisha | Electric injection molding machine |
| AT409105B (de) * | 2000-09-11 | 2002-05-27 | Engel Gmbh Maschbau | Verfahren zum regeln des gegendruckes in einer einrichtung zum plastifizieren und dosieren von kunststoff |
| DE10114006C2 (de) * | 2001-03-22 | 2003-07-17 | Siemens Ag | Kunststoffspritzgießmaschine |
| DE10135539A1 (de) * | 2001-07-20 | 2003-03-27 | Mannesmann Plastics Machinery | Regelverfahren für eine Spritgießmaschine |
| JP4168036B2 (ja) * | 2005-02-25 | 2008-10-22 | ファナック株式会社 | 射出成形機の圧力異常検出装置 |
| US7643900B2 (en) * | 2007-08-13 | 2010-01-05 | Husky Injection Molding Systems Ltd. | Method of controlling a screw in a two-stage injection unit and a system for implementing the method |
| US20090057938A1 (en) * | 2007-08-28 | 2009-03-05 | Husky Injection Molding Systems Ltd. | Closed Loop Control for an Injection Unit |
| DE102007042643A1 (de) * | 2007-09-07 | 2009-04-02 | Siemens Ag | Verfahren zum Betrieb einer Einspritzeinrichtung für eine Spritzgießmaschine, Einspritzeinrichtung sowie Spritzgießmaschine mit einer derartigen Einspritzeinrichtung |
| JP5658930B2 (ja) * | 2010-07-02 | 2015-01-28 | 東洋機械金属株式会社 | 射出成形機及び射出成形機用制御回路 |
| CN104550782B (zh) * | 2015-01-08 | 2016-08-17 | 湖北汽车工业学院 | 一种基于图像识别的随流孕育剂自动加注系统 |
| PT3374146T (pt) | 2015-11-11 | 2021-01-04 | Husky Injection Molding Systems Ltd | Controlo de êmbolo de cilindro de introdução |
| JP6772032B2 (ja) * | 2016-11-02 | 2020-10-21 | 東洋機械金属株式会社 | 電動ダイカストマシンおよびその制御方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1458671A (en) * | 1973-04-27 | 1976-12-15 | Lucas Electrical Ltd | Injection moulding |
| US3932083A (en) * | 1973-12-03 | 1976-01-13 | Barber-Colman Company | Injection molding control |
| DE2532429C3 (de) * | 1975-07-19 | 1981-12-17 | G. Bauknecht Gmbh, 7000 Stuttgart | Verfahren und Einrichtung zum Spritzgießen einer Kunststoffmasse mit veränderbarer Einspritzgeschwindigkeit |
| US4325896A (en) * | 1975-10-08 | 1982-04-20 | Solid Controls, Inc. | Electro-hydraulic ram control apparatus |
| CH642905A5 (de) * | 1979-07-16 | 1984-05-15 | Netstal Ag Maschf Giesserei | Spritzgiessmaschine. |
| SE432221B (sv) * | 1980-06-30 | 1984-03-26 | Karlstad Mekaniska Ab | Anordning for kombinerad leges- och hastighetsreglering av ett hydrauliskt manovrerat pressbord |
| JPS57142337A (en) * | 1981-02-28 | 1982-09-03 | Asahi Chem Ind Co Ltd | Method and apparatus for automatically controlling injection molding |
| JPS5811128A (ja) * | 1981-07-11 | 1983-01-21 | Sumitomo Heavy Ind Ltd | 射出成形機の制御方式 |
| CA1196458A (en) * | 1981-10-08 | 1985-11-12 | Yoshihiko Yamazaki | Injection molding machine |
| DE3204756A1 (de) * | 1982-02-11 | 1983-08-18 | Peter Prof. Dipl.-Ing. 7080 Aalen Wippenbeck | Verfahren zum fuellen eines formwerkzeugs mit plastifizierbarem material mittels eines einspritzkolbens oder einer als einspritzkolben wirkenden schubschnecke sowie vorrichtung zur durchfuehrung des verfahrens |
| JPS59156726A (ja) * | 1983-02-24 | 1984-09-06 | Nissei Plastics Ind Co | 電動式成形機の制御方法 |
| JPS59224324A (ja) * | 1983-06-03 | 1984-12-17 | Nissei Plastics Ind Co | 電動式成形機の射出工程制御方法 |
| JPS6119328A (ja) * | 1984-07-05 | 1986-01-28 | Niigata Eng Co Ltd | 射出成形機における圧力制御装置 |
| JPS6161820A (ja) * | 1984-09-04 | 1986-03-29 | Fanuc Ltd | 射出成形機の保圧制御方式 |
-
1985
- 1985-04-12 JP JP60078014A patent/JPS61235119A/ja active Granted
-
1986
- 1986-04-07 US US06/849,027 patent/US4851170A/en not_active Expired - Lifetime
- 1986-04-09 CA CA000506205A patent/CA1257757A/en not_active Expired
- 1986-04-11 GB GB8608843A patent/GB2175713B/en not_active Expired
- 1986-04-11 FR FR868605234A patent/FR2580220B1/fr not_active Expired - Lifetime
- 1986-04-12 DE DE3612439A patent/DE3612439C3/de not_active Expired - Fee Related
- 1986-04-12 KR KR1019860002782A patent/KR930004046B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| KR860008016A (ko) | 1986-11-10 |
| US4851170A (en) | 1989-07-25 |
| JPS61235119A (ja) | 1986-10-20 |
| FR2580220A1 (fr) | 1986-10-17 |
| DE3612439C2 (de) | 1994-07-21 |
| CA1257757A (en) | 1989-07-25 |
| DE3612439C3 (de) | 1998-02-26 |
| GB8608843D0 (en) | 1986-05-14 |
| JPH0321326B2 (ko) | 1991-03-22 |
| FR2580220B1 (fr) | 1990-08-17 |
| GB2175713B (en) | 1989-05-17 |
| DE3612439A1 (de) | 1986-10-23 |
| GB2175713A (en) | 1986-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR930004046B1 (ko) | 사출성형기의 사출 제어방법 및 그 장치 | |
| JP4043514B2 (ja) | 射出成形機の調整または制御方法 | |
| EP0423357A4 (en) | Device for controlling servo motor | |
| US6332355B1 (en) | Method of estimating a life of ball screw included in electric injection molding machine and life estimating system | |
| US5380181A (en) | Control device for an electric injection molding machine | |
| JPH0655598A (ja) | 射出成形機の制御装置 | |
| JPH0422129B2 (ko) | ||
| JP3863785B2 (ja) | 両方向可変吐出形ポンプの圧力・流量制御方法及び装置 | |
| JPH03213323A (ja) | 射出成形機の圧力制御方法 | |
| US5533884A (en) | Speed control unit for an injection molding machine | |
| US5443587A (en) | Injection molding machine control having motor slip compensator | |
| JP4022646B2 (ja) | サーボモータを用いた圧力制御装置 | |
| JPH0661806B2 (ja) | トグル式型締装置の自動型締力設定方法 | |
| US5336073A (en) | Injection pressure limiting device for injection molding machine | |
| JPH0671705A (ja) | 射出成形機のサックバック制御装置 | |
| JP2003340899A (ja) | 射出成形機の制御装置 | |
| JP4540597B2 (ja) | 射出成形機の射出制御方法及び装置 | |
| JP3169567B2 (ja) | 射出成形機の圧力制御方法および圧力制御装置 | |
| JPH1044206A (ja) | 射出成形機の圧力制御方法および圧力制御装置 | |
| JPH0253220B2 (ko) | ||
| JPH0471697B2 (ko) | ||
| JP3601871B2 (ja) | 電動式射出成形機の背圧制御方法および装置 | |
| JPH0542940B2 (ko) | ||
| JPH0661807B2 (ja) | トグル式型締装置の自動型締力修正方法 | |
| JP2632708B2 (ja) | 射出成形機のスクリュ駆動制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20040329 Year of fee payment: 12 |
|
| LAPS | Lapse due to unpaid annual fee |