KR20200090898A - 금형 장치 - Google Patents
금형 장치 Download PDFInfo
- Publication number
- KR20200090898A KR20200090898A KR1020207019183A KR20207019183A KR20200090898A KR 20200090898 A KR20200090898 A KR 20200090898A KR 1020207019183 A KR1020207019183 A KR 1020207019183A KR 20207019183 A KR20207019183 A KR 20207019183A KR 20200090898 A KR20200090898 A KR 20200090898A
- Authority
- KR
- South Korea
- Prior art keywords
- distance
- holder
- mold
- distance member
- pad
- Prior art date
Links
Images































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/10—Devices controlling or operating blank holders independently, or in conjunction with dies
- B21D24/12—Devices controlling or operating blank holders independently, or in conjunction with dies mechanically
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/16—Additional equipment in association with the tools, e.g. for shearing, for trimming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
- B21D37/12—Particular guiding equipment, e.g. pliers; Special arrangements for interconnection or cooperation of dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/01—Bending sheet metal along straight lines, e.g. to form simple curves between rams and anvils or abutments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D55/00—Safety devices protecting the machine or the operator, specially adapted for apparatus or machines dealt with in this subclass
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Abstract
금형 장치는, 홀더에 요동 가능하게 지지되는 디스턴스 멤버와, 제1 금형 유닛에 설치되고, 또한 디스턴스 멤버를 요동시키는 요동 장치를 구비한다. 홀더는, 펀치에 대하여 프레스 방향으로 이동 가능하게 설치되고, 패드는, 다이에 대하여 프레스 방향으로 이동 가능하게 설치된다. 디스턴스 멤버는, 제2 금형에 접촉하지 않는 원위치와, 패드와 홀더의 프레스 방향에 있어서의 거리가 소정 거리 이하가 되는 것을 방지하는 방지 위치의 사이에서 요동 가능하다. 프레스 방향에 있어서, 제2 금형 유닛으로부터 제1 금형 유닛을 향하는 방향을 제1 방향으로 하며, 그 반대 방향을 제2 방향으로 한 경우에, 요동 장치는, 홀더가 펀치에 대하여 제1 방향으로 상대적으로 이동하는 것에 따라, 디스턴스 멤버를 원위치로부터 방지 위치를 향하여 요동시킨다.
Description
본 발명은, 금형 장치에 관한 것이다.
프런트 사이드 멤버, 크로스 멤버, A 필러, 및 B 필러 등의 자동차용 구조 부재는, 소재(예를 들면, 금속판)를 드로잉 성형함으로써 제조된다. 드로잉 성형에는, 일반적으로, 다이로 이루어지는 상측 금형과, 펀치 및 홀더로 이루어지는 하측 금형을 구비하는 금형 장치가 이용된다.
드로잉 성형에서는, 예를 들면, 소재의 외연부를 홀더에 의하여 다이에 누르면서, 소재의 중앙부를 펀치에 의하여 다이측으로 밀어 넣는다. 이것에 의하여, 원하는 형상의 성형품이 제조된다.
드로잉 성형의 과정에서는, 홀더의 다이에 대한 누르는 힘에 의하여, 소재의 외연부에 유입 저항이 발생한다. 이 때문에, 소재에 장력을 부가한 상태로 소재를 성형할 수 있어, 성형 시의 재료 남음에 의한 주름의 발생이 억제된다.
최근, 충돌 안전성의 향상 및 차체 경량화를 도모하기 위하여, 590MPa 이상, 나아가서는 980MPa 이상의 인장 강도를 갖는 고장력강이, 자동차용 구조 부재의 소재로서 이용되고 있다.
그러나, 소재의 성형성은 소재의 고강도화에 따라 저하된다. 그 때문에, 고장력강으로 이루어지는 소재에 드로잉 성형을 행할 때에, 소재의 외연부에 생기는 유입 저항이 너무 크면, 성형품의 각부의 판두께가 감소하여, 성형품에 깨짐이 발생하는 경우가 있다.
상기와 같은 깨짐의 발생은, 홀더의 누르는 힘을 작게 하여 소재의 외연부에 생기는 유입 저항을 작게 함으로써 억제할 수 있다. 그러나, 소재의 외연부에 생기는 유입 저항이 작아지면, 소재를 적절히 신장시킬 수 없어, 재료 남음에 의한 주름이 발생하는 경우가 있다.
그래서, 종래, 상기와 같은 깨짐 및 주름의 발생을 억제할 수 있는 장치가 제안되고 있다. 예를 들면, 특허문헌 1에는, 프레스 부품의 제조 장치가 개시되어 있다. 특허문헌 1에 개시된 제조 장치는, 프레스기 볼스터에 설치되는 제1 금형과, 프레스기 슬라이드에 설치되는 제2 금형을 구비하고 있다. 제1 금형은, 프레스기 볼스터에 고정되는 펀치 다이와, 펀치 다이의 외측에 배치되는 블랭크 홀더를 구비하고 있다. 제2 금형은, 프레스기 슬라이드에 설치되는 가동 패드와, 가동 패드의 외측에 배치되는 굽힘 날과, 가동 패드에 연동하여 이동하도록 굽힘 날의 외측에 배치되는 캐처와, 캐처의 외측에 배치되는 아우터 캠을 구비하고 있다.
특허문헌 1의 제조 장치에서는, 블랭크 홀더와 굽힘 날에 의하여 블랭크의 외연부를 협지하면서, 가동 패드와 펀치 다이에 의하여 블랭크의 중심부를 협지한 상태로, 펀치 다이에 의하여 블랭크의 중심부를 굽힘 날 측으로 누름으로써, 드로잉 성형이 행해진다. 이 경우, 가동 패드와 펀치 다이에 의하여 협지된 부분에서는, 성형 과정에 있어서 두께 방향으로 변형되는 것이 억제된다. 이 때문에, 블랭크 홀더의 누르는 힘을 필요 이상으로 크게 하지 않아도, 가동 패드와 펀치 다이에 의하여 협지된 부분에 주름이 발생하는 것을 억제할 수 있다. 이것에 의하여, 성형품에 있어서 깨짐 및 주름이 발생하는 것을 억제할 수 있다.
그런데, 상기의 제조 장치에 있어서 드로잉 성형 후에 성형품을 꺼낼 때에는, 제1 금형과 제2 금형을 이형시킬 필요가 있다. 그러나, 프레스 성형 후에도, 가동 패드 및 블랭크 홀더에 대해서는, 서로 가까워지는 방향으로 힘이 부여되고 있기 때문에, 제1 금형과 제2 금형을 단순히 이형시키면, 가동 패드 및 블랭크 홀더로부터의 가압에 의하여 성형품이 이형 시에 변형된다.
상기와 같은 성형품의 변형을 방지하기 위하여, 특허문헌 1의 제조 장치에는, 블랭크 홀더에 요동 가능하게 지지된 조인트 링크가 설치되어 있다. 구체적으로는, 특허문헌 1의 제조 장치에서는, 성형 하사점에 있어서 조인트 링크와 캐처를 걸어맞춤으로써, 가동 패드 및 블랭크 홀더가 서로 접근하는 방향으로 이동하는 것을 방지할 수 있다. 그 결과, 이형 시에, 가동 패드 및 블랭크 홀더로부터의 가압에 의하여 성형품이 변형되는 것을 방지할 수 있다.
그런데, 특허문헌 1의 제조 장치에서는, 조인트 링크와 캐처를 걸어맞추기 위하여, 제2 금형의 아우터 캠을 제1 금형을 향하여 이동시키고, 아우터 캠과 조인트 링크를 접촉시키며, 조인트 링크를 금형의 내측을 향하여 회동(回動)시킬 필요가 있다.
본 발명자들의 상세한 검토의 결과, 특허문헌 1의 제조 장치에서는, 조인트 링크 및 아우터 캠이 소모되기 쉬운 것을 알 수 있었다. 구체적으로는, 특허문헌 1의 제조 장치에서는, 제1 금형에 조인트 링크가 설치되고, 제2 금형에 아우터 캠이 설치되므로, 조인트 링크의 무게 중심과 아우터 캠의 무게 중심의 거리가 커진다. 이 때문에, 조인트 링크와 아우터 캠의 상대적인 위치 정밀도를 향상시키는 것이 어려워져, 조인트 링크와 아우터 캠이 접촉할 때에, 조인트 링크 및 아우터 캠에 대하여, 설계상 고려하고 있지 않은 방향의 하중이 부하되는 경우가 있다. 이것에 의하여, 조인트 링크 및 아우터 캠이 손상되기 쉬워진다. 그 결과, 제조 장치의 메인터넌스 비용의 저감이 어려워진다.
본 발명의 목적은, 내구성이 우수한 금형 장치를 제공하는 것에 있다.
본 발명은, 하기의 금형 장치를 요지로 한다.
(1) 펀치 및 홀더를 갖는 제1 금형 유닛과, 상기 펀치에 대향하여 배치되는 패드 및 상기 홀더에 대향하여 배치되는 다이를 갖는 제2 금형 유닛을 구비하고, 상기 제1 금형 유닛과 상기 제2 금형 유닛이 상대적으로 접근하도록 프레스 방향으로 이동함으로써, 상기 제1 금형 유닛과 상기 제2 금형 유닛의 사이에 배치된 판 형상의 소재를 프레스 성형하는 금형 장치로서,
상기 홀더에 요동 가능하게 지지되는 디스턴스 멤버와,
상기 제1 금형 유닛에 설치되고, 또한 상기 디스턴스 멤버를 요동시키는 요동 장치(moving device)를 구비하며,
상기 홀더는, 상기 펀치에 대하여 상기 프레스 방향으로 이동 가능하게 설치되고,
상기 패드는, 상기 다이에 대하여 상기 프레스 방향으로 이동 가능하게 설치되며,
상기 디스턴스 멤버는, 상기 제2 금형에 접촉하지 않는 원위치와, 상기 패드와 상기 홀더의 상기 프레스 방향에 있어서의 거리가 소정 거리 이하가 되는 것을 방지하는 방지 위치의 사이에서 요동 가능하고,
상기 프레스 방향에 있어서, 상기 제2 금형 유닛으로부터 상기 제1 금형 유닛을 향하는 방향을 제1 방향으로 하며, 그 반대 방향을 제2 방향으로 한 경우에,
상기 요동 장치는, 상기 홀더가 상기 펀치에 대하여 상기 제1 방향으로 상대적으로 이동하는 것에 따라, 상기 디스턴스 멤버를 상기 원위치로부터 상기 방지 위치를 향하여 요동시키는, 금형 장치.
(2) 상기 디스턴스 멤버는, 상기 방지 위치에 있어서, 상기 패드로부터 상기 제1 방향의 하중을 직접 또는 간접적으로 받음으로써, 상기 패드와 상기 홀더의 상기 프레스 방향에 있어서의 거리가 상기 소정 거리 이하가 되는 것을 방지하는, 상기 (1)에 기재된 금형 장치.
(3) 상기 요동 장치는, 상기 디스턴스 멤버를 요동시키기 위한 힘을, 상기 디스턴스 멤버가 상기 패드로부터 상기 하중을 직접 또는 간접적으로 받는 위치와는 상이한 위치에 있어서, 상기 디스턴스 멤버에 전달하는, 상기 (2)에 기재된 금형 장치.
(4) 상기 디스턴스 멤버에 있어서, 상기 하중을 받는 위치와 요동 중심의 거리는, 상기 요동 장치로부터 상기 힘이 전달되는 위치와 상기 요동 중심의 거리보다 큰, 상기 (3)에 기재된 금형 장치.
(5) 상기 디스턴스 멤버에 있어서, 상기 하중을 받는 위치와 요동 중심의 거리는, 상기 요동 장치로부터 상기 힘이 전달되는 위치와 상기 요동 중심의 거리 이하인, 상기 (3)에 기재된 금형 장치.
(6) 상기 요동 장치는, 반발력 생성부를 갖고 또한 상기 펀치에 직접 또는 간접적으로 고정되며,
상기 디스턴스 멤버는, 상기 홀더가 상기 펀치에 대하여 상기 제1 방향으로 상대적으로 이동하는 것에 따라, 상기 반발력 생성부를 상기 제1 방향으로 압압(押壓)하고,
상기 반발력 생성부는, 상기 디스턴스 멤버에 의하여 상기 제1 방향으로 압압됨으로써 상기 제2 방향의 반발력을 생성하며,
상기 디스턴스 멤버는, 상기 반발력 생성부로부터 상기 제2 방향의 반발력을 받아, 상기 원위치로부터 상기 방지 위치를 향하여 요동하는, 상기 (1) 내지 (5) 중 어느 하나에 기재된 금형 장치.
본 발명에 의하면, 내구성이 우수한 금형 장치가 얻어진다.
도 1은, 본 발명의 일 실시 형태에 따른 금형 장치의 개략 구성을 나타내는 도면이다.
도 2는, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 3은, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 4는, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 5는, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 6은, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 7은, 본 발명의 일 실시 형태에 따른 금형 장치의 구체적 구성을 나타내는 사시도이다.
도 8은, 도 7의 금형 장치의 내부 구조를 나타내는 단면도이다.
도 9는, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 10은, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 11은, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 12는, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 13은, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 14는, 요동부의 변형예를 설명하기 위한 도면이다.
도 15는, 요동 장치의 변형예를 설명하기 위한 도면이다.
도 16은, 본 발명의 다른 실시 형태에 따른 금형 장치를 나타내는 사시도이다.
도 17은, 도 16의 금형 장치의 내부 구조를 나타내는 단면도이다.
도 18은, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 19는, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 20은, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 21은, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 22는, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 23은, 프레스 부품의 일례를 나타내는 도면이다.
도 24는, 도너츠 형상 부품을 나타내는 도면이다.
도 25는, 원통 부품을 나타내는 도면이다.
도 26은, 구 형상 부품을 나타내는 도면이다.
도 27은, 링 형상 부품을 나타내는 도면이다.
도 28은, 링 형상 부품을 나타내는 도면이다.
도 29는, 링 형상 부품을 나타내는 도면이다.
도 30은, 링 형상 부품을 나타내는 도면이다.
도 31은, B 필러를 나타내는 도면이다.
도 32는, A 필러 로어를 나타내는 도면이다.
도 33은, 프런트 사이드 멤버를 나타내는 도면이다.
도 34는, 루프 레일을 나타내는 도면이다.
도 2는, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 3은, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 4는, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 5는, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 6은, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다.
도 7은, 본 발명의 일 실시 형태에 따른 금형 장치의 구체적 구성을 나타내는 사시도이다.
도 8은, 도 7의 금형 장치의 내부 구조를 나타내는 단면도이다.
도 9는, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 10은, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 11은, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 12는, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 13은, 도 7의 금형 장치의 동작을 설명하기 위한 도면이다.
도 14는, 요동부의 변형예를 설명하기 위한 도면이다.
도 15는, 요동 장치의 변형예를 설명하기 위한 도면이다.
도 16은, 본 발명의 다른 실시 형태에 따른 금형 장치를 나타내는 사시도이다.
도 17은, 도 16의 금형 장치의 내부 구조를 나타내는 단면도이다.
도 18은, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 19는, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 20은, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 21은, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 22는, 도 16의 금형 장치의 동작을 설명하기 위한 도면이다.
도 23은, 프레스 부품의 일례를 나타내는 도면이다.
도 24는, 도너츠 형상 부품을 나타내는 도면이다.
도 25는, 원통 부품을 나타내는 도면이다.
도 26은, 구 형상 부품을 나타내는 도면이다.
도 27은, 링 형상 부품을 나타내는 도면이다.
도 28은, 링 형상 부품을 나타내는 도면이다.
도 29는, 링 형상 부품을 나타내는 도면이다.
도 30은, 링 형상 부품을 나타내는 도면이다.
도 31은, B 필러를 나타내는 도면이다.
도 32는, A 필러 로어를 나타내는 도면이다.
도 33은, 프런트 사이드 멤버를 나타내는 도면이다.
도 34는, 루프 레일을 나타내는 도면이다.
(금형 장치의 개략)
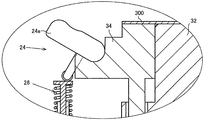
이하, 본 발명의 일 실시 형태에 따른 금형 장치에 대하여 도면을 참조하면서 설명한다. 도 1은, 본 발명의 일 실시 형태에 따른 금형 장치의 개략 구성을 나타내는 도면이다. 또한, 도 2~도 6은, 도 1의 금형 장치의 동작을 설명하기 위한 도면이다. 도 1~도 6에는, 서로 직교하는 X방향 및 Z방향을 나타내는 화살표를 붙이고 있다. 본 명세서에 있어서는, X방향을 금형 장치의 폭 방향으로 한다. Z방향은 상하 방향이다. 이하에 있어서는, X방향을 폭 방향(X)으로 기재하고, Z방향을 상하 방향(Z)으로 기재한다.
도 1에 나타내는 바와 같이, 금형 장치(100)는, 제1 금형(하형) 유닛(20)과, 제2 금형(상형) 유닛(22)과, 디스턴스 멤버(24)와, 요동 장치(26)를 구비하고 있다. 상세한 설명은 생략하지만, 금형 장치(100)는, 예를 들면, 도시하지 않은 공지의 프레스기에 장착하여 이용된다. 또한, 이하에 있어서는, 판 형상의 소재(300)로부터 단면 해트 형상을 갖는 프레스 부품(200)(후술하는 도 6 참조)을 제조하기 위한 금형 장치(100)에 대하여 설명하지만, 본 발명에 따른 금형 장치에 의하여 제조되는 프레스 부품은, 도 6에 나타내는 프레스 부품(200)에 한정되지 않는다. 또한, 본 발명에 따른 금형 장치의 구성 및 그 동작도 이하의 실시 형태에 한정되지 않고, 금형 장치의 구성 및 동작은, 제조되는 프레스 부품의 형상에 의하여 적절히 변경된다.
제1 금형 유닛(20)과 제2 금형 유닛(22)은, 상하 방향(Z)에 있어서 대향하도록 배치되어 있다. 본 실시 형태에 따른 금형 장치(100)는, 제1 금형 유닛(20)과 제2 금형 유닛(22)이 상대적으로 접근하도록 프레스 방향으로 이동함으로써, 제1 금형 유닛(20)과 제2 금형 유닛(22)의 사이에 배치된 판 형상의 소재(300)를 프레스 성형하는 장치이다.
또한, 본 실시 형태에 있어서는, 상하 방향(Z)이 프레스 방향에 상당한다. 또한, 본 실시 형태에서는, 프레스 방향에 있어서, 제2 금형 유닛(22)으로부터 제1 금형 유닛(20)을 향하는 방향을 제1 방향(Z1)으로 하고, 제1 금형 유닛(20)으로부터 제2 금형 유닛(22)을 향하는 방향을 제2 방향(Z2)으로 한다.
제1 금형 유닛(20)은, 펀치(32)와, 홀더(34)를 구비하고 있다. 제2 금형 유닛(22)은, 다이(36)와, 패드(38)를 구비하고 있다. 상하 방향(Z)에 있어서, 다이(36)는 홀더(34)에 대향하도록 설치되고, 패드(38)는 펀치(32)에 대향하도록 설치되어 있다. 홀더(34)는, 펀치(32)에 대하여 상하 방향(Z)으로 이동 가능하게 설치되고, 패드(38)는, 다이(36)에 대하여 상하 방향(Z)으로 이동 가능하게 설치되어 있다.
디스턴스 멤버(24)는, 홀더(34)에 요동 가능하게 지지되어 있다. 본 실시 형태에서는, 디스턴스 멤버(24)는, 제2 금형 유닛(22)에 접촉하지 않는 원위치(도 1에 나타내는 위치)와, 후술하는 방지 위치(도 4 및 도 5에 나타내는 위치)의 사이에서 요동할 수 있도록, 홀더(34)에 지지되어 있다. 상세는 후술하는데, 원위치에서는, 제2 금형 유닛(22)으로부터 디스턴스 멤버(24)에 대하여 하중은 부여되지 않는다. 한편, 방지 위치에서는, 제2 금형 유닛(22)의 패드(38)로부터 디스턴스 멤버(24)에 대하여, 제1 방향(Z1)의 하중이 부여된다.
요동 장치(26)는, 디스턴스 멤버(24)를 요동시킬 수 있도록, 제1 금형 유닛(20)에 설치되어 있다. 본 실시 형태에서는, 요동 장치(26)는, 홀더(34)가 펀치(32)에 대하여 제1 방향(Z1)으로 상대적으로 이동하는 것에 따라, 디스턴스 멤버(24)를 원위치(도 1에 나타내는 위치)로부터 방지 위치(도 4 및 도 5에 나타내는 위치)를 향하여 요동시키는 장치이다. 또한, 도 1에 있어서는, 요동 장치(26)가 펀치(32)에 접속되어 있는데, 요동 장치(26)는, 제1 금형 유닛(20) 중 어느 하나의 구성 요소에 설치되어 있으면 된다.
이하, 소재(300)에 프레스 성형을 행하는 경우의 금형 장치(100)의 동작의 일례를 간단하게 설명한다. 금형 장치(100)를 이용하여 프레스 성형을 행하는 경우에는, 도 1에 나타내는 바와 같이, 먼저, 펀치(32) 및 홀더(34) 상에 판 형상의 소재(300)가 배치된다. 이때, 제1 금형 유닛(20)과 제2 금형 유닛(22)은, 상하 방향(Z)에 있어서 떨어져 있다. 도 1에 있어서는, 금형 장치(100)의 각 구성 부재는, 원위치의 상태이다. 또한, 디스턴스 멤버(24)는, 원위치에 있어서는, 제2 금형 유닛(22)으로부터 떨어져 있다. 바꾸어 말하자면, 원위치에 있어서는, 디스턴스 멤버(24)는, 제2 금형 유닛(22)으로부터 하중을 받지 않는다.
다음으로, 도 2 및 도 3에 나타내는 바와 같이, 제1 금형 유닛(20) 및 제2 금형 유닛(22)이, 상하 방향(Z)에 있어서 서로 가까워지는 방향으로 이동한다. 구체적으로는, 먼저, 도 2에 나타내는 바와 같이, 제1 금형 유닛(20)에 대하여 제2 금형 유닛(22)의 다이(36)가 제1 방향(Z1)으로 상대적으로 이동한다. 이것에 의하여, 펀치(32) 및 홀더(34)와, 패드(38) 및 다이(36)에 의하여 소재(300)가 사이에 끼인다. 또한, 도 2에 있어서는, 디스턴스 멤버(24)는, 원위치의 상태이다.
도 3에 나타내는 바와 같이, 제1 금형 유닛(20)에 대하여 다이(36)가 추가로 제1 방향(Z1)으로 상대적으로 이동함으로써, 펀치(32) 및 패드(38)에 대하여, 홀더(34) 및 다이(36)가 상대적으로 제1 방향(Z1)으로 이동한다. 이것에 의하여, 소재(300)에 대하여 성형이 개시된다.
도 4에 나타내는 바와 같이, 펀치(32) 및 패드(38)에 대하여, 홀더(34) 및 다이(36)가 추가로 제1 방향(Z1)으로 이동하고, 성형 하사점(성형 완료 위치)에 도달함으로써, 소정의 성형 높이의 프레스 부품(200)이 얻어진다. 또한, 도 3 및 도 4에 나타내는 바와 같이, 펀치(32)에 대하여 홀더(34)가 제1 방향(Z1)으로 상대적으로 이동하는 것에 따라, 요동 장치(26)가, 디스턴스 멤버(24)를 원위치로부터 방지 위치를 향하여 요동시킨다.
또한, 도 4에 나타낸 상태에서는, 패드(38)가 홀더(34)에 대하여 상대적으로 제1 방향(Z1)으로 이동하는 것은, 디스턴스 멤버(24)에 의하여 규제된다. 이것에 의하여, 홀더(34)와 패드(38)의 상하 방향(Z)에 있어서의 거리가, 소정의 성형 높이 이상으로 유지된다. 바꾸어 말하자면, 도 4에 나타낸 상태에서는, 상하 방향(Z)에 있어서의 홀더(34)와 패드(38)의 거리가 소정 거리 이하가 되는 것이, 디스턴스 멤버(24)에 의하여 방지된다. 본 실시 형태에서는, 홀더(34)와 패드(38)의 상하 방향(Z)에 있어서의 거리가 소정 거리 이하가 되는 것을 방지하는 디스턴스 멤버(24)의 위치(도 4에 나타내는 위치)를, 방지 위치라고 한다. 방지 위치에서는, 디스턴스 멤버(24)는, 패드(38)에 연결됨으로써, 패드(38)로부터의 제1 방향(Z1)의 하중을 받는다. 또한, 도 4에 있어서는, 디스턴스 멤버(24)는, 방지 위치에 있어서, 패드(38)에 접촉하고 있지만, 다른 부재를 통하여 패드(38)에 간접적으로 연결되어도 된다. 즉, 디스턴스 멤버(24)는, 패드(38)로부터의 제1 방향(Z1)의 하중을, 패드(38)로부터 직접 받아도 되고, 다른 부재를 통하여 간접적으로 받아도 된다.
다음으로, 도 5에 나타내는 바와 같이, 다이(36)와 더불어, 홀더(34) 및 패드(38)가, 펀치(32)에 대하여 제2 방향(Z2)으로 상대적으로 이동한다. 그 결과, 펀치(32)가, 패드(38)에 대하여 제1 방향(Z1)으로 상대적으로 이동한다. 바꾸어 말하자면, 펀치(32)가, 패드(38)로부터 떨어지는 방향으로 이동한다.
마지막으로, 도 6에 나타내는 바와 같이, 제1 금형 유닛(20)과 제2 금형 유닛(22)이 상하 방향(Z)에 있어서 더욱 떨어져, 프레스 부품(200)이 꺼내어진다. 여기에서, 상술한 바와 같이, 홀더(34)와 패드(38)의 상하 방향(Z)에 있어서의 거리는, 디스턴스 멤버(24)에 의하여 소정의 성형 높이 이상으로 유지된다. 바꾸어 말하자면, 홀더(34)로부터 제2 방향(Z2)으로 가해지는 압력 및 패드(38)로부터 제1 방향(Z1)으로 가해지는 압력은 모두, 디스턴스 멤버(24)에 의하여 받아진다. 이것에 의하여, 홀더(34) 및 패드(38)로부터 프레스 부품(200)에 큰 압력이 가해지는 것을 방지할 수 있다. 그 결과, 이형 시에, 프레스 부품(200)이 변형되는 것을 방지할 수 있다.
이상과 같이, 본 실시 형태에 따른 금형 장치(100)에서는, 디스턴스 멤버(24) 및 디스턴스 멤버(24)를 요동시키기 위한 요동 장치(26)가 모두 제1 금형 유닛(20)에 설치되어 있다. 이 때문에, 요동 장치(26)를 제2 금형 유닛(22)에 설치하는 경우에 비하여, 디스턴스 멤버(24)의 무게 중심과 요동 장치(26)의 무게 중심의 상하 방향(Z)에 있어서의 거리를 작게 할 수 있다. 이것에 의하여, 디스턴스 멤버(24) 및 요동 장치(26)를 제1 금형 유닛(20)에 설치할 때에, 디스턴스 멤버(24)와 요동 장치(26)의 상대적인 위치 정밀도를 향상시킬 수 있다. 이 때문에, 요동 장치(26)로부터 디스턴스 멤버(24)에 힘을 전달할 때(디스턴스 멤버(24)를 요동시킬 때)에, 디스턴스 멤버(24) 및 요동 장치(26)에 대하여, 설계상 고려하고 있지 않은 방향의 하중이 부하되는 것을 충분히 억제할 수 있다. 그 결과, 디스턴스 멤버(24) 및 요동 장치(26)가 손상되는 것을 충분히 억제할 수 있다. 즉, 본 실시 형태에 따른 금형 장치(100)는, 내구성이 우수하다.
또한, 디스턴스 멤버(24)의 무게 중심과 요동 장치(26)의 무게 중심의 거리가 작아짐으로써, 요동 장치(26)의 작은 동작에 의하여 디스턴스 멤버(24)를 요동시키는 것이 가능해진다. 따라서, 요동 장치(26) 자체를 소형으로 구성할 수 있다. 이 경우, 요동 장치(26)의 무게 중심과, 제1 금형 유닛(20)에 있어서의 요동 장치(26)의 지지 위치의 거리를 작게 할 수 있다. 이것에 의하여, 요동 장치(26)로부터 디스턴스 멤버(24)에 힘을 전달할 때에, 디스턴스 멤버(24)로부터 요동 장치(26)에 부여되는 힘의 모멘트를 저감시킬 수 있다. 그 결과, 요동 장치(26)의 손상을 충분히 억제할 수 있다.
또한, 요동 장치(26)를 작게 할 수 있는 것에 의하여, 제1 금형 유닛(20)에 있어서의 요동 장치(26)의 조립 정밀도를 향상시킬 수 있다. 이것에 의하여, 디스턴스 멤버(24)와 요동 장치(26)가 접촉할 때에, 미스얼라인먼트에 의거하는 불필요한 하중이 디스턴스 멤버(24) 및 요동 장치(26)에 부하되는 것을 억제할 수 있다. 그 결과, 작은 동력으로 디스턴스 멤버(24)를 원활하게 요동시킬 수 있음과 더불어, 디스턴스 멤버(24) 및 요동 장치(26)의 손상을 충분히 억제할 수 있다.
또한, 요동 장치(26)의 동작 범위 및 구성을 작게 할 수 있는 것에 의하여, 금형 장치(100) 자체의 설계 자유도가 높아진다. 이것에 의하여, 금형 장치의 외측 부분의 치수 및 구성에 대한 요구가 엄격한 트랜스퍼형의 프레스기에 있어서도, 디스턴스 멤버(24) 및 요동 장치(26)를 적절히 배치하는 것이 가능해진다.
(금형 장치의 구체적인 구성)
이하, 본 발명의 일 실시 형태에 따른 금형 장치의 구체적인 구성에 대하여 도면을 참조하면서 설명한다. 도 7은, 본 발명의 일 실시 형태에 따른 금형 장치의 구체적 구성을 나타내는 사시도이다. 도 7에는, 서로 직교하는 X방향, Y방향 및 Z방향을 나타내는 화살표를 첨부하고 있다. 본 명세서에 있어서는, X방향을 금형 장치의 폭 방향으로 하고, Y방향을 금형 장치의 길이 방향으로 한다. 또한, Z방향은 상하 방향이다. 이하에 있어서는, X방향을 폭 방향(X)으로 기재하고, Y방향을 길이 방향(Y)으로 기재하며, Z방향을 상하 방향(Z)으로 기재한다. 후술하는 도 8~도 13에 있어서도, 폭 방향(X) 및 상하 방향(Z)을 나타내는 화살표를 나타내고 있다.
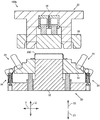
도 8은, 도 7의 금형 장치의 내부 구조를 나타내는 단면도이다. 또한, 도 8 및 후술하는 도 9~도 13에 있어서는, 금형 장치의 길이 방향에 수직인 단면이 나타내어져 있다.
또한, 이하에 있어서는, 일례로서, 단면 해트 형상을 갖는 프레스 부품(200)(후술하는 도 13 참조)을 제조하기 위한 금형 장치(100a)에 대하여 설명한다.
도 7 및 도 8에 나타내는 바와 같이, 금형 장치(100a)는, 제1 금형(하형) 유닛(20)과, 제2 금형(상형) 유닛(22)과, 복수의 디스턴스 멤버(24)와, 복수의 요동 장치(26)와, 복수의 복귀 장치(28)와, 복수의 스토퍼 장치(30)를 구비하고 있다.
제1 금형 유닛(20)과 제2 금형 유닛(22)은, 상하 방향(Z)에 있어서 대향하도록 배치되어 있다. 본 실시 형태에 따른 금형 장치(100a)는, 제1 금형 유닛(20)과 제2 금형 유닛(22)이 상대적으로 접근하도록 프레스 방향으로 이동함으로써, 제1 금형 유닛(20)과 제2 금형 유닛(22)의 사이에 배치된 판 형상의 소재(300)를 프레스 성형하는 장치이다.
또한, 본 실시 형태에 있어서는, 상하 방향(Z)이 프레스 방향에 상당한다. 또한, 본 실시 형태에서는, 프레스 방향에 있어서, 제2 금형 유닛(22)으로부터 제1 금형 유닛(20)을 향하는 방향을 제1 방향(Z1)으로 하고, 제1 금형 유닛(20)으로부터 제2 금형 유닛(22)을 향하는 방향을 제2 방향(Z2)으로 한다.
제1 금형 유닛(20)은, 펀치(32)와, 홀더(34)를 구비하고 있다. 펀치(32)는, 도시하지 않은 프레스기의 볼스터에 고정되는 기부(基部)(32a)와, 기부(32a)로부터 제2 방향(Z2)(상방)으로 돌출되는 펀치 본체부(32b)를 갖고 있다. 또한, 본 실시 형태에서는, 기부(32a)의 중앙부에 평면에서 보았을 때 직사각형 형상인 볼록부(32c)가 형성되고, 볼록부(32c)로부터 제2 방향(Z2)으로 돌출되도록 펀치 본체부(32b)가 설치되어 있다.
홀더(34)는, 평면에서 보았을 때 중공(中空) 또는 직사각형 형상을 갖는 홀더 본체부(34a)와, 홀더 본체부(34a)의 양 측면으로부터 폭 방향(X)으로 돌출되는 복수(본 실시 형태에서는 4개)의 요동 지지부(34b)를 갖고 있다. 홀더 본체부(34a)는, 상하 방향(Z)으로 연장되는 복수의 지지 핀(35)에 의하여 지지되어 있다. 펀치(32)의 펀치 본체부(32b)는, 홀더(34)의 홀더 본체부(34a)를 상하 방향(Z)으로 관통하도록 설치되어 있다. 본 실시 형태에서는, 홀더 본체부(34a)는, 펀치 본체부(32b)에 대하여 상하 방향(Z)으로 이동 가능하게 설치되어 있다. 본 실시 형태에서는, 4개의 디스턴스 멤버(24)에 대응하도록, 4개의 요동 지지부(34b)가 설치되어 있다. 각 요동 지지부(34b)에는, 제2 방향(Z2)을 향하여 열리도록, 단면 대략 원호 형상의 오목부(34d)가 형성되어 있다.
복수의 지지 핀(35)은, 펀치(32)의 기부(32a)를 상하 방향(Z)으로 관통하도록, 또한 펀치(32)에 대하여 상하 방향(Z)으로 이동 가능하게 설치되어 있다. 본 실시 형태에서는, 홀더(34)에는, 복수의 지지 핀(35)을 통하여, 도시하지 않은 프레스기의 다이 쿠션 장치로부터, 제1 방향(Z1)의 힘(F1)이 부여되고 있다. 이것에 의하여, 홀더(34)는, 제2 금형 유닛(22)을 향하여 탄성 가압되어 있다. 또한, 상세한 설명은 생략하지만, 지지 핀(35) 및 다이 쿠션 장치 대신에, 펀치(32)에 내장한 가스 스프링 장치 또는 코일 스프링 등의 다른 장치를 이용하여, 홀더(34)를 탄성 가압해도 된다.
본 실시 형태에서는, 홀더 본체부(34a)가 펀치 본체부(32b)보다 제2 방향(Z2)으로 돌출되지 않도록, 홀더 본체부(34a)의 이동이 규제되어 있다. 또한, 본 실시 형태에서는, 제2 금형 유닛(22)으로부터 홀더(34)에 제1 방향(Z1)의 힘이 부여되고 있지 않은 상태(펀치(32) 및 홀더(34)의 원위치)에서는, 펀치 본체부(32b)의 상면과 홀더 본체부(34a)의 상면이 같은 높이가 되도록, 펀치(32) 및 홀더(34)가 설치되어 있다. 단, 펀치와 홀더의 위치 관계는, 제조되는 프레스 부품의 형상 등에 따라 적절히 변경할 수 있다.
디스턴스 멤버(24)는, 홀더(34)에 요동 가능하게 지지되어 있다. 구체적으로는, 디스턴스 멤버(24)는, 제2 금형 유닛(22)에 접촉하지 않는 원위치(도 8에 나타내는 위치)와, 후술하는 방지 위치(도 11 및 도 12에 나타내는 위치)의 사이에서 요동할 수 있도록, 홀더(34)에 지지되어 있다.
본 실시 형태에서는, 디스턴스 멤버(24)는, 봉 형상의 요동부(24a)와, 한 쌍의 판 형상의 암부(24b)와, 한 쌍의 원기둥 형상의 압압부(24c)를 갖고 있다. 요동부(24a)의 일단부(하단부)는, 요동 지지부(34b)의 오목부(34d)에, 폭 방향(X)으로 요동 가능하게 끼워 넣어져 있다. 이것에 의하여, 요동부(24a)는, 하단부를 요동 중심으로 하여, 폭 방향(X)으로 요동 가능하게 요동 지지부(34b)에 지지되어 있다. 또한, 상세한 설명은 생략하지만, 요동부(24a)는, 길이 방향(Y)으로 연장되는 지지축을 통하여 요동 지지부(34b)에 요동 가능(회동 가능)하게 지지되어도 된다.
한 쌍의 암부(24b)의 폭 방향(X)에 있어서의 일단부는, 요동부(24a)의 하단부에 고정되어 있다. 한 쌍의 암부(24b)의 폭 방향(X)에 있어서의 타단부에 각각, 압압부(24c)가 고정되어 있다.
요동 장치(26)는, 제1 금형 유닛(20)에 설치되어 있다. 요동 장치(26)는, 상세는 후술하는데, 홀더(34)가 펀치(32)에 대하여 제1 방향(Z1)으로 상대적으로 이동하는 것에 따라, 디스턴스 멤버(24)를 원위치(도 8에 나타내는 위치)로부터 방지 위치(도 11 및 도 12에 나타내는 위치)를 향하여 요동시키는 장치이다. 본 실시 형태에서는, 4개의 디스턴스 멤버(24)에 대응하도록, 4개의 요동 장치(26)가 설치되어 있다. 각 요동 장치(26)는, 한 쌍의 탄성 부재(26a)와, 한 쌍의 전달 부재(26b)를 갖고 있다. 본 실시 형태에서는, 탄성 부재(26a)는, 코일 스프링이다. 이하, 탄성 부재(26a)를, 코일 스프링(26a)으로 기재한다.
전달 부재(26b)는, 상하 방향(Z)으로 연장되는 축부(6a)와, 축부(6a)의 상단부에 설치되는 플랜지부(6b)와, 축부(6a)의 하단부에 설치되는 플랜지부(6c)를 갖고 있다. 축부(6a)의 하단측 및 플랜지부(6c)는, 상하 방향(Z)으로 이동 가능하게 펀치(32)(기부(32a))에 삽입되어 있다. 플랜지부(6b)와 기부(32a) 사이에 끼이도록, 축부(6a)의 외측에 코일 스프링(26a)이 끼워져 있다. 코일 스프링(26a)은, 플랜지부(6b)를 제2 방향(Z2)(상방)을 향하여 누르도록 설치되어 있다. 또한, 본 실시 형태에서는, 플랜지부(6c)가 기부(32a)에 걸어맞춰짐으로써, 전달 부재(26b)의 제2 방향(Z2)으로의 이동이 규제된다. 본 실시 형태에서는, 디스턴스 멤버(24)의 원위치에 있어서, 플랜지부(6b) 상에 압압부(24c)가 위치하도록, 요동 장치(26)가 설치되어 있다. 또한, 디스턴스 멤버(24)의 원위치에 있어서, 플랜지부(6b)와 압압부(24c)가 접촉하고 있어도 되고, 플랜지부(6b)와 압압부(24c)가 상하 방향(Z)으로 떨어져 있어도 된다. 단, 플랜지부(6b)와 압압부(24c)가 떨어져 있는 경우여도, 플랜지부(6b)와 압압부(24c)의 상하 방향(Z)의 거리는 작은 것이 바람직하다.
본 실시 형태에서는, 4개의 디스턴스 멤버(24)에 대응하도록, 4개의 복귀 장치(28)가 설치되어 있다. 본 실시 형태에서는, 각 복귀 장치(28)는, 홀더(34)의 요동 지지부(34b)에 설치되어 있다. 상세한 설명은 생략하지만, 복귀 장치(28)는, 코일 스프링을 포함하고, 디스턴스 멤버(24)에 연결되며, 또한 디스턴스 멤버(24)를 원위치로 되돌아오도록 탄성 가압하고 있다.
제2 금형 유닛(22)은, 다이(36)와, 패드(38)를 구비하고 있다. 다이(36)는, 도시하지 않은 프레스기의 슬라이드에 고정되는 기부(36a)와, 기부(36a)로부터 제1 방향(Z1)(하방)으로 돌출되는 다이 본체부(36b)를 갖고 있다. 다이 본체부(36b)는, 하방으로부터 보았을 때, 중공 또는 직사각형 형상을 갖고 있다. 다이 본체부(36b)는, 상하 방향(Z)에 있어서, 홀더(34)의 홀더 본체부(34a)에 대향하도록 설치되어 있다.
패드(38)는, 다이 본체부(36b)의 내측에 있어서 길이 방향(Y)으로 연장되는 패드 본체부(38a)와, 다이 본체부(36b)를 관통하도록 패드 본체부(38a)로부터 폭 방향(X)으로 돌출되는 복수(본 실시 형태에서는 4개)의 걸어맞춤부(38b)와, 각 걸어맞춤부(38b)로부터 하방으로 연장되는 캐처부(38c)를 갖고 있다. 패드 본체부(38a)는, 상하 방향(Z)에 있어서, 펀치(32)의 펀치 본체부(32b)에 대향하도록 설치되어 있다. 걸어맞춤부(38b)는, 상하 방향(Z)에 있어서, 홀더(34)의 요동 지지부(34b)에 대향하도록 설치되어 있다. 본 실시 형태에서는, 걸어맞춤부(38b) 및 캐처부(38c)는, 다이 본체부(36b)의 외측에 설치되어 있다.
도 8에 나타내는 바와 같이, 다이(36)의 기부(36a)와 패드(38)의 패드 본체부(38a)의 사이에, 복수의 탄성 가압 장치(40)가 설치되어 있다. 본 실시 형태에서는, 탄성 가압 장치(40)는, 예를 들면 가스 스프링을 포함하고, 패드 본체부(38a)에 대하여 제2 방향(Z2)의 힘(F2)을 부여하고 있다. 이것에 의하여, 패드(38)는, 제1 금형 유닛(20)을 향하여 탄성 가압되어 있다. 또한, 탄성 가압 장치(40)로서, 가스 스프링 대신에, 코일 스프링 등의 다른 장치를 이용해도 된다.
본 실시 형태에서는, 다이(36) 및 패드(38)의 원위치에서는, 다이 본체부(36b)의 하면과 패드 본체부(38a)의 하면이 같은 높이가 되도록, 다이(36) 및 패드(38)가 설치되어 있다. 또한, 다이와 패드의 위치 관계는, 제조되는 프레스 부품의 형상 등에 따라 적절히 변경할 수 있다.
각 걸어맞춤부(38b)에, 스토퍼 장치(30)가 설치되어 있다. 상세한 설명은 생략하지만, 스토퍼 장치(30)는, 스토퍼 부재(30a)와, 걸어맞춤부(38b)와의 사이에서 스토퍼 부재(30a)를 상하 방향(Z)으로 이동 가능하게 유지하는 유지 부재(30b)와, 유지 부재(30b)에 대하여 스토퍼 부재(30a)를 하방으로 탄성 가압하는 탄성 부재(30c)를 갖고 있다. 스토퍼 부재(30a)는, 원위치에 있어서 걸어맞춤부(38b)보다 제1 방향(Z1)(하방)으로 돌출하도록 설치되어 있다.
(금형 장치의 동작)
다음으로, 금형 장치(100a)의 동작에 대하여 설명한다. 도 9~도 13은, 금형 장치에 의한 프레스 부품의 제조 방법을 설명하기 위한 도면이다. 본 실시 형태에서는, 이하에 설명하는 제1~제5 공정을 실시함으로써, 소재로부터 프레스 부품이 제조된다.
(제1 공정)
도 8에 나타내는 바와 같이, 먼저, 펀치(32) 및 홀더(34) 상에 판 형상의 소재(300)가 배치된다. 이때, 제1 금형 유닛(20)과 제2 금형 유닛(22)은, 상하 방향(Z)에 있어서 떨어져 있다. 제1 공정에서는, 금형 장치(100a)의 각 구성 부재는, 원위치의 상태이다. 또한, 디스턴스 멤버(24)는, 원위치에 있어서는, 제2 금형 유닛(22)으로부터 떨어져 있다. 또한, 원위치에 있어서는, 디스턴스 멤버(24)의 요동부(24a)의 상단부는, 폭 방향(X)에 있어서 걸어맞춤부(38b)보다 외측에 위치하고 있다. 또한, 원위치에 있어서는, 요동부(24a)의 상단부와 스토퍼 부재(30a)의 하단부가 상하 방향(Z)에 있어서 대향하고 있다.
또한, 소재(300)로서는, 예를 들면, 인장 강도가 590~1600MPa인 고강도재를 이용할 수 있다.
(제2 공정)
다음으로, 도 9 및 도 10에 나타내는 바와 같이, 제1 금형 유닛(20) 및 제2 금형 유닛(22)이, 상하 방향(Z)에 있어서 서로 가까워지는 방향으로 이동한다. 구체적으로는, 먼저, 도 9에 나타내는 바와 같이, 도시하지 않은 프레스기에 의하여, 제1 금형 유닛(20)에 대하여 제2 금형 유닛(22)(다이(36))이 제1 방향(Z1)으로 상대적으로 이동한다. 이것에 의하여, 펀치 본체부(32b) 및 홀더 본체부(34a)와, 패드 본체부(38a) 및 다이 본체부(36b)에 의하여 소재(300)가 사이에 끼인다. 또한, 각 스토퍼 장치(30)의 스토퍼 부재(30a)는, 요동부(24a)에 의하여 눌림으로써, 걸어맞춤부(38b)에 대하여 상대적으로 제2 방향(Z2)으로 이동한다. 또한, 도 9에 있어서는, 디스턴스 멤버(24)는, 원위치의 상태이다.
도 10에 나타내는 바와 같이, 제1 금형 유닛(20)에 대하여 다이(36)가 추가로 제1 방향(Z1)으로 상대적으로 이동함으로써, 펀치(32) 및 패드(38)에 대하여, 홀더(34) 및 다이(36)가 상대적으로 제1 방향(Z1)으로 이동한다. 이것에 의하여, 소재(300)에 대하여 성형이 개시된다. 구체적으로는, 소재(300) 중, 폭 방향(X)에 있어서의 양단부(홀더 본체부(34a)와 다이 본체부(36b)에 의하여 사이에 끼인 부분)에 대하여, 폭 방향(X)에 있어서의 중앙부(펀치 본체부(32b)와 패드 본체부(38a)에 의하여 사이에 끼인 부분)가 제2 방향(Z2)을 향하여 압출된다.
또한, 펀치(32)에 대하여 홀더(34)가 제1 방향(Z1)으로 상대적으로 이동함으로써, 홀더(34)에 설치된 디스턴스 멤버(24)가, 펀치(32)에 설치된 요동 장치(26)에 대하여 상대적으로 제1 방향(Z1)으로 이동한다. 이것에 의하여, 압압부(24c)에 의하여 전달 부재(26b)가 제1 방향(Z1)으로 눌려, 코일 스프링(26a)이 압축된다. 그 결과, 코일 스프링(26a)에 있어서, 전달 부재(26b)를 제2 방향(Z2)으로 누르는 반발력이 발생한다. 즉, 본 실시 형태에서는, 코일 스프링(탄성 부재)(26a)은, 전달 부재(26b)를 통하여 디스턴스 멤버(24)에 의하여 제1 방향(Z1)으로 압압됨으로써 제2 방향(Z2)의 반발력을 발생시키는 반발력 생성부로서 기능한다. 코일 스프링(26a)에 있어서 발생한 제2 방향(Z2)의 반발력은, 전달 부재(26b)를 통하여 디스턴스 멤버(24)의 압압부(24c)에 전달된다. 이것에 의하여, 요동부(24a)의 하단부를 요동 중심으로 하여, 디스턴스 멤버(24)를 금형 장치(100a)의 내측을 향하여 요동(회동)시키려고 하는 힘이, 요동 장치(26)로부터 디스턴스 멤버(24)에 부여된다. 그러나, 소재(300)에 대한 성형 개시 직후에는, 금형 장치(100a)의 내측을 향하는 요동부(24a)의 이동은, 걸어맞춤부(38b)에 의하여 규제된다. 즉, 걸어맞춤부(38b)에 의하여 디스턴스 멤버(24)의 내측으로의 요동이 규제된다.
(제3 공정)
도 11에 나타내는 바와 같이, 펀치(32) 및 패드(38)에 대하여, 홀더(34) 및 다이(36)가 추가로 제1 방향(Z1)으로 이동하고, 성형 하사점(성형 완료 위치)에 도달함으로써, 소정의 성형 높이의 프레스 부품(200)이 얻어진다. 이때, 홀더(34)와 더불어 디스턴스 멤버(24)가 제1 방향(Z1)으로 이동함으로써, 요동 장치(26)에 있어서 발생하는 제2 방향(Z2)의 반발력이 커진다. 즉, 디스턴스 멤버(24)를 금형 장치(100a)의 내측을 향하여 요동시키려고 하는 힘이 커진다. 이 상태로, 홀더(34)와 패드(38)의 상하 방향(Z)에 있어서의 거리가 커짐으로써, 요동부(24a)의 내측으로의 이동이 가능해져, 디스턴스 멤버(24)가 금형 장치(100a)의 내측을 향하여 순식간에 요동한다.
요동부(24a)가 캐처부(38c)에 접촉하는 위치까지 요동하면, 탄성 부재(30c)에 눌림으로써 스토퍼 부재(30a)가 제1 방향(Z1)으로 이동한다. 이것에 의하여, 요동부(24a)는, 캐처부(38c)와 스토퍼 부재(30a)에 의하여 사이에 끼인 상태가 된다. 그 결과, 요동부(24a)의 요동이 규제된다. 즉, 디스턴스 멤버(24)의 요동이 규제된다.
또한, 도 11에 나타낸 상태에서는, 패드(38)가 홀더(34)에 대하여 상대적으로 제1 방향(Z1)으로 이동하는 것은, 디스턴스 멤버(24)의 요동부(24a)에 의하여 규제된다. 이것에 의하여, 홀더(34)의 홀더 본체부(34a)와 패드(38)의 패드 본체부(38a)의 상하 방향(Z)에 있어서의 거리가, 소정의 성형 높이 이상으로 유지된다. 바꾸어 말하자면, 도 11에 나타낸 상태에서는, 상하 방향(Z)에 있어서의 홀더(34)와 패드(38)의 거리가 소정 거리 이하가 되는 것이, 디스턴스 멤버(24)에 의하여 방지된다. 본 실시 형태에서는, 홀더(34)와 패드(38)의 상하 방향(Z)에 있어서의 거리가 소정 거리 이하가 되는 것을 방지하는 디스턴스 멤버(24)의 위치(도 11에 나타내는 위치)를, 방지 위치라고 한다.
(제4 공정)
다음으로, 도 12에 나타내는 바와 같이, 다이(36)가 제1 금형 유닛(20)에 대하여 제2 방향(Z2)으로 상대적으로 이동한다. 이것에 의하여, 다이(36)와 더불어, 홀더(34) 및 패드(38)가, 펀치(32)에 대하여 제2 방향(Z2)으로 상대적으로 이동한다. 그 결과, 펀치(32)의 펀치 본체부(32b)가, 패드(38)의 패드 본체부(38a)에 대하여 제1 방향(Z1)으로 상대적으로 이동한다. 바꾸어 말하자면, 펀치 본체부(32b)는, 패드 본체부(38a)로부터 떨어지는 방향으로 상대적으로 이동한다.
여기에서, 상술한 바와 같이, 홀더 본체부(34a)와 패드 본체부(38a)의 상하 방향(Z)에 있어서의 거리는, 디스턴스 멤버(24)의 요동부(24a)에 의하여 소정의 성형 높이 이상으로 유지된다. 바꾸어 말하자면, 홀더(34)로부터 제2 방향(Z2)으로 가해지는 압력 및 패드(38)로부터 제1 방향(Z1)으로 가해지는 압력은 모두, 디스턴스 멤버(24)의 요동부(24a)에 의하여 받아진다. 이것에 의하여, 홀더(34) 및 패드(38)로부터 프레스 부품(200)에 큰 압력이 가해지는 것을 방지할 수 있다. 그 결과, 이형 시에, 프레스 부품(200)이 변형되는 것을 방지할 수 있다.
(제5 공정)
마지막으로, 도 13에 나타내는 바와 같이, 제1 금형 유닛(20)과 제2 금형 유닛(22)이 상하 방향(Z)에 있어서 추가로 떨어져, 프레스 부품(200)이 꺼내어진다. 이때, 디스턴스 멤버(24)는 복귀 장치(28)에 의하여 원위치로 되돌려진다.
(본 실시 형태의 효과)
이상과 같이, 본 실시 형태에 따른 금형 장치(100a)에서는, 상술한 금형 장치(100)와 동일하게, 디스턴스 멤버(24) 및 디스턴스 멤버(24)를 요동시키기 위한 요동 장치(26)가 모두 제1 금형 유닛(20)에 설치되어 있다. 이 때문에, 상술한 금형 장치(100)와 동일하게, 금형 장치(100a)에 있어서도, 디스턴스 멤버(24) 및 요동 장치(26)의 손상을 충분히 억제할 수 있다. 또한, 상술한 금형 장치(100)와 동일하게, 트랜스퍼형의 프레스기에 있어서 금형 장치(100a)를 이용하는 경우여도, 디스턴스 멤버(24) 및 요동 장치(26)를 적절히 배치하는 것이 가능해진다.
또한, 요동 장치를 제2 금형 유닛(22)에 설치하는 경우에는, 디스턴스 멤버(24)를 외측으로부터 덮을 수 있는 것과 같은 부재(예를 들면, 특허문헌 1의 아우터 캠)를 설치할 필요가 있었다. 이 점에 관하여, 본 실시 형태에서는, 요동 장치(26)에 의하여 디스턴스 멤버(24)를 제2 방향(Z2)으로 누름으로써 디스턴스 멤버(24)를 방지 위치까지 요동시킬 수 있다. 이 경우, 요동 장치(26)의 구성을 간략화할 수 있으므로, 금형 장치(100a)의 소형화가 가능해진다.
이상과 같이, 본 실시 형태에 따른 금형 장치(100a)는, 내구성이 우수하고 또한 소형화가 가능하다.
또한, 본 실시 형태에서는, 요동 장치(26)는, 코일 스프링(26a)에 의하여, 디스턴스 멤버(24)를 요동시키기 위한 힘을 발생시킨다. 이 경우, 요동 장치(26)를 소형으로 구성하면서, 충분한 힘을 발생시킬 수 있다. 또한, 코일 스프링(26a)을 이용함으로써, 프레스 부품(200)의 성형 사이클을 짧게 할 수 있어, 생산성을 높일 수 있다. 또한, 요동 장치(26)의 제어가 불필요하므로, 생산 비용을 저감시킬 수 있다.
또한, 본 실시 형태에 따른 금형 장치(100a)에서는, 요동 장치(26)는, 디스턴스 멤버(24)를 요동시키기 위한 힘을, 디스턴스 멤버(24)가 패드(38)로부터 하중을 받는 위치(본 실시 형태에서는, 요동부(24a)의 상단부)와는 상이한 위치(본 실시 형태에서는 압압부(24c))에 있어서, 디스턴스 멤버(24)에 전달한다. 이 경우, 디스턴스 멤버(24)에 있어서 상기 하중을 받는 위치와, 상기 요동시키기 위한 힘이 전달되는 위치가 같은 위치인 경우에 비하여, 디스턴스 멤버(24)의 손상을 충분히 억제할 수 있다.
또한, 본 실시 형태에 따른 금형 장치에서는, 예를 들면, 도 14에 나타내는 바와 같이, 원위치에 있어서의 요동부(24a)의 각도를 변경해도 된다. 구체적으로는, 원위치에 있어서, 요동부(24a)의 상단의 위치를, 홀더(34) 및 펀치(32)의 상면과 대략 같은 높이로 조정해도 된다. 이 경우, 예를 들면, 트랜스퍼형의 프레스기에 있어서 금형 장치를 이용할 때에, 소재(300)의 배치 및 프레스 부품(200)의 취득이 용이해져, 제조 효율을 향상시킬 수 있다.
또한, 디스턴스 멤버(24)에 있어서, 상기 하중을 받는 위치와 요동 중심의 거리를, 상기 요동시키기 위한 힘이 전달되는 위치와 요동 중심의 거리보다 크게 설정해도 된다. 이 경우, 디스턴스 멤버(24)를 원위치로부터 방지 위치로 신속히 이동시킬 수 있다. 한편, 디스턴스 멤버(24)에 있어서, 상기 하중을 받는 위치와 요동 중심의 거리를, 상기 요동시키기 위한 힘이 전달되는 위치와 요동 중심의 거리 이하로 설정해도 된다. 이 경우에는, 작은 힘으로 디스턴스 멤버(24)를 요동시킬 수 있다.
상술한 실시 형태에서는, 요동 장치(26)가 펀치(32)에 장착되는 경우에 대하여 설명했지만, 요동 장치는 펀치(32) 이외의 제1 금형 유닛의 구성 요소에 장착되어 있어도 된다. 예를 들면, 볼스터에 고정된 다른 구성 요소에, 요동 장치가 장착되어 있어도 된다.
또한, 요동 장치의 구성은 상술한 예에 한정되지 않고, 요동 장치는, 홀더가 펀치에 대하여 제1 방향으로 상대적으로 이동하는 것에 따라, 디스턴스 멤버를 원위치로부터 방지 위치를 향하여 요동시키도록 구성되어 있으면 된다. 따라서, 예를 들면, 요동 장치로서, 에어 실린더, 유압 실린더, 전동 실린더 또는 전동 모터 등의 액추에이터를 이용해도 된다. 요동 장치로서 액추에이터를 이용하는 경우에는, 예를 들면, 요동 장치를 제1 금형 유닛(20)의 홀더(34)에 장착하고, 디스턴스 멤버에 연결된 회전축을 요동 장치에 의하여 회전시킴으로써 디스턴스 멤버를 요동시켜도 된다. 또한, 상기와 같이 요동 장치로서 액추에이터를 이용하는 경우에는, 그 액추에이터를 복귀 장치로서도 기능시킬 수 있다. 이 경우, 금형 장치의 구성을 더욱 간략화할 수 있다. 또한, 상술한 실시 형태에서는, 요동 장치의 반발력 생성부로서 코일 스프링을 이용하는 경우에 대하여 설명했지만, 반발력 생성부로서, 인장 스프링, 비틀림 코일 스프링, 판 스프링, 고무, 어큐뮬레이터, 및 가스 스프링 등을 단체(單體) 또는 조합하여 이용해도 된다. 예를 들면, 도 15에 나타내는 요동 장치(26)와 같이, 코일 스프링(26a)(도 8 참조) 대신에, 펀치(32)에 매설된 가스 스프링(60)을 이용해도 된다. 이 경우, 가스 스프링(60)은, 전달 부재(26b)를 통하여 디스턴스 멤버(24)에 의하여 제1 방향(Z1)으로 압압됨으로써, 제2 방향(Z2)의 반발력을 발생시킨다. 이것에 의하여, 전달 부재(26b)가 제2 방향(Z2)으로 탄성 가압된다.
또한, 상술한 실시 형태에서는, 4개의 디스턴스 멤버(24) 및 4개의 요동 장치(26)를 설치하는 경우에 대하여 설명했지만, 디스턴스 멤버(24) 및 요동 장치(26)의 수는, 3개 이하여도 되고, 5개 이상이어도 된다. 구체적으로는, 프레스 하중 및 하중 분포 등의 성형 조건을 고려하여, 디스턴스 멤버(24) 및 요동 장치(26)의 수 및 배치를 적절히 변경할 수 있다.
또한, 요동부(24a)의 형상은 상술한 예에 한정되지 않는다. 구체적으로는, 요동부(24a)가 봉 형상이 아니어도 된다.
또한, 상술한 실시 형태에서는, 디스턴스 멤버(24)는, 방지 위치에 있어서, 패드(38)로부터의 하중을 직접 받음으로써, 패드(38)와 홀더(34)의 상하 방향(Z)에 있어서의 거리가 소정 거리 이하가 되는 것을 방지하고 있다. 그러나, 디스턴스 멤버(24)가, 방지 위치에 있어서, 패드(38)로부터의 하중을 다른 부재를 통하여 간접적으로 받음으로써, 패드(38)와 홀더(34)의 상하 방향(Z)에 있어서의 거리가 소정 거리 이하가 되는 것을 방지해도 된다.
또한, 상술한 금형 장치(100a)에서는, 디스턴스 멤버(24)를 원위치로 되돌리기 위하여 복귀 장치(28)를 이용하고 있었지만, 예를 들면, 도 16 및 도 17에 나타내는 금형 장치(100b)와 같이, 복귀 장치(28) 대신에 디스턴스 멤버(24)에 추부(錘部)(50)를 장착하고, 디스턴스 멤버(24)의 자중에 의하여 디스턴스 멤버(24)를 원위치로 되돌려도 된다. 또한, 상세한 설명은 생략하지만, 복귀 장치를, 비틀림 코일 스프링을 이용하여 구성해도 되고, 에어 실린더, 유압 실린더, 전동 실린더 또는 전동 모터 등의 액추에이터를 이용하여 구성해도 된다.
또한, 상술한 금형 장치(100a)에서는, 방지 위치에 있어서 디스턴스 멤버(24)의 요동을 확실히 규제하기 위하여, 패드(38)에 캐처부(38c)를 형성함과 더불어, 패드(38)에 스토퍼 장치(30)를 마련하고 있었다. 그러나, 방지 위치에 있어서 홀더(34)와 패드(38)에 의하여 디스턴스 멤버(24)를 사이에 끼움으로써 디스턴스 멤버(24)의 요동을 방지할 수 있는 경우에는, 도 16 및 도 17에 나타내는 금형 장치(100b)와 같이 캐처부(38c) 및 스토퍼 장치(30)는 마련하지 않아도 된다.
또한, 상세한 설명은 생략하지만, 도 17~도 22에 나타내는 바와 같이, 금형 장치(100b)를 이용하는 경우도, 상술한 금형 장치(100a)를 이용하는 경우와 동일한 공정을 실시함으로써, 소재(300)로부터 프레스 부품(200)을 제조할 수 있다.
또한, 본 발명은, 다양한 형상의 프레스 부품, 다양한 프레스 공법, 및 다양한 재질의 소재에 대응할 수 있다. 예를 들면, 도 23에 나타내는 프레스 부품(10)을 제조할 때에도, 본 발명을 이용할 수 있다. 도 23을 참조하여, 프레스 부품(10)은, 해트형의 단면 형상을 갖고 있다. 프레스 부품(10)은, 천판(11), 상하 방향으로 연장되는 세로벽(12a, 12b), 및 플랜지(13a, 13b)를 갖고 있다. 세로벽(12a, 12b)의 상단부는, 프레스 부품(10)의 외측을 향하여 볼록해지도록 만곡하는 능선부(14a, 14b)를 통하여 천판(11)에 접속되어 있다. 또한, 세로벽(12a, 12b)의 하단부는, 프레스 부품(10)의 내측을 향하여 오목한 능선부(15a, 15b)를 통하여 플랜지(13a, 13b)에 접속되어 있다. 프레스 부품(10)은, 세로벽(12a, 12b)의 법선 방향에서 본 경우에, 세로벽(12a, 12b)의 높이 방향으로 만곡하는 만곡부(16, 17)를 갖는다. 이와 같은 프레스 부품(10)을 제조할 때에는, 프레스 부품(10)의 형상에 따라, 제1 금형 유닛 및 제2 금형 유닛의 각부의 형상을 조정하면 된다.
또한, 상세한 설명은 생략하지만, 본 발명은, 해트형 단면을 갖는 부품 이외에도, 예를 들면, 도 24에 나타내는 도너츠 형상 부품, 도 25에 나타내는 원통 형상 부품, 도 26에 나타내는 구 형상 부품, 도 27~도 30에 나타내는 링 형상 부품, A 필러, 도 31에 나타내는 B 필러, 도 32에 나타내는 A 필러 로어, 도 33에 나타내는 프런트 사이드 멤버, 리어 사이드 멤버, 리어 플로어 사이드 멤버, 및 도 34에 나타내는 루프 레일을 제조할 때에도 이용할 수 있다.
100, 100a, 100b: 금형 장치
20: 제1 금형 유닛
22: 제2 금형 유닛 24: 디스턴스 멤버
26: 요동 장치 28: 복귀 장치
30: 스토퍼 장치 32: 펀치
34: 홀더 36: 다이
38: 패드 40: 탄성 가압 장치
22: 제2 금형 유닛 24: 디스턴스 멤버
26: 요동 장치 28: 복귀 장치
30: 스토퍼 장치 32: 펀치
34: 홀더 36: 다이
38: 패드 40: 탄성 가압 장치
Claims (6)
- 펀치 및 홀더를 갖는 제1 금형 유닛과, 상기 펀치에 대향하여 배치되는 패드 및 상기 홀더에 대향하여 배치되는 다이를 갖는 제2 금형 유닛을 구비하고, 상기 제1 금형 유닛과 상기 제2 금형 유닛이 상대적으로 접근하도록 프레스 방향으로 이동함으로써, 상기 제1 금형 유닛과 상기 제2 금형 유닛의 사이에 배치된 판 형상의 소재를 프레스 성형하는 금형 장치로서,
상기 홀더에 요동 가능하게 지지되는 디스턴스 멤버와,
상기 제1 금형 유닛에 설치되고, 또한 상기 디스턴스 멤버를 요동시키는 요동 장치를 구비하며,
상기 홀더는, 상기 펀치에 대하여 상기 프레스 방향으로 이동 가능하게 설치되고,
상기 패드는, 상기 다이에 대하여 상기 프레스 방향으로 이동 가능하게 설치되며,
상기 디스턴스 멤버는, 상기 제2 금형에 접촉하지 않는 원위치와, 상기 패드와 상기 홀더의 상기 프레스 방향에 있어서의 거리가 소정 거리 이하가 되는 것을 방지하는 방지 위치의 사이에서 요동 가능하고,
상기 프레스 방향에 있어서, 상기 제2 금형 유닛으로부터 상기 제1 금형 유닛을 향하는 방향을 제1 방향으로 하며, 그 반대 방향을 제2 방향으로 한 경우에,
상기 요동 장치는, 상기 홀더가 상기 펀치에 대하여 상기 제1 방향으로 상대적으로 이동하는 것에 따라, 상기 디스턴스 멤버를 상기 원위치로부터 상기 방지 위치를 향하여 요동시키는, 금형 장치. - 청구항 1에 있어서,
상기 디스턴스 멤버는, 상기 방지 위치에 있어서, 상기 패드로부터 상기 제1 방향의 하중을 직접 또는 간접적으로 받음으로써, 상기 패드와 상기 홀더의 상기 프레스 방향에 있어서의 거리가 상기 소정 거리 이하가 되는 것을 방지하는, 금형 장치. - 청구항 2에 있어서,
상기 요동 장치는, 상기 디스턴스 멤버를 요동시키기 위한 힘을, 상기 디스턴스 멤버가 상기 패드로부터 상기 하중을 직접 또는 간접적으로 받는 위치와는 상이한 위치에 있어서, 상기 디스턴스 멤버에 전달하는, 금형 장치. - 청구항 3에 있어서,
상기 디스턴스 멤버에 있어서, 상기 하중을 받는 위치와 요동 중심의 거리는, 상기 요동 장치로부터 상기 힘이 전달되는 위치와 상기 요동 중심의 거리보다 큰, 금형 장치. - 청구항 3에 있어서,
상기 디스턴스 멤버에 있어서, 상기 하중을 받는 위치와 요동 중심의 거리는, 상기 요동 장치로부터 상기 힘이 전달되는 위치와 상기 요동 중심의 거리 이하인, 금형 장치. - 청구항 1 내지 청구항 5 중 어느 한 항에 있어서,
상기 요동 장치는, 반발력 생성부를 갖고 또한 상기 펀치에 직접 또는 간접적으로 고정되며,
상기 디스턴스 멤버는, 상기 홀더가 상기 펀치에 대하여 상기 제1 방향으로 상대적으로 이동하는 것에 따라, 상기 반발력 생성부를 상기 제1 방향으로 압압(押壓)하고,
상기 반발력 생성부는, 상기 디스턴스 멤버에 의하여 상기 제1 방향으로 압압됨으로써 상기 제2 방향의 반발력을 생성하며,
상기 디스턴스 멤버는, 상기 반발력 생성부로부터 상기 제2 방향의 반발력을 받아, 상기 원위치로부터 상기 방지 위치를 향하여 요동하는, 금형 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPPCT/JP2017/044050 | 2017-12-07 | ||
| PCT/JP2017/044050 WO2019111386A1 (ja) | 2017-12-07 | 2017-12-07 | プレス金型 |
| PCT/JP2018/045001 WO2019112022A1 (ja) | 2017-12-07 | 2018-12-06 | 金型装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200090898A true KR20200090898A (ko) | 2020-07-29 |
| KR102335028B1 KR102335028B1 (ko) | 2021-12-03 |
Family
ID=66750110
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207019183A KR102335028B1 (ko) | 2017-12-07 | 2018-12-06 | 금형 장치 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11400505B2 (ko) |
| EP (1) | EP3722018A4 (ko) |
| JP (1) | JP6597941B1 (ko) |
| KR (1) | KR102335028B1 (ko) |
| CN (1) | CN111448009B (ko) |
| CA (1) | CA3084758A1 (ko) |
| MX (1) | MX2020005893A (ko) |
| WO (2) | WO2019111386A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7103294B2 (ja) * | 2019-04-04 | 2022-07-20 | トヨタ自動車株式会社 | ハット形断面部品の製造装置および製造方法 |
| JP7153273B2 (ja) * | 2019-06-11 | 2022-10-14 | トヨタ車体株式会社 | 車両用メンバー部品のプレス成形方法及びそのプレス金型 |
| JP7421150B2 (ja) * | 2020-04-10 | 2024-01-24 | 日本製鉄株式会社 | プレス成形体の製造方法およびプレス成形体の製造装置 |
| KR20220094799A (ko) * | 2020-12-29 | 2022-07-06 | 현대자동차주식회사 | 프레스 금형 |
| CN117600304B (zh) * | 2024-01-22 | 2024-04-09 | 广州坤江汽车配件工业制造有限公司 | 一种汽车配件生产的冲压成型模具及其使用方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08332522A (ja) * | 1995-06-09 | 1996-12-17 | Amada Co Ltd | 曲げ金型装置及び曲げ加工機 |
| JP2006043760A (ja) * | 2004-08-09 | 2006-02-16 | Frontier:Kk | プレス装置及びプレス方法 |
| WO2015046023A1 (ja) * | 2013-09-24 | 2015-04-02 | 新日鐵住金株式会社 | ハット形断面部品の製造装置 |
| JP2017170482A (ja) | 2016-03-24 | 2017-09-28 | 新日鐵住金株式会社 | ハット断面を有するプレス部品の製造方法および製造装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6117224U (ja) | 1985-07-01 | 1986-01-31 | アイダエンジニアリング株式会社 | プレスにおける絞り加工装置 |
| JP3252424B2 (ja) * | 1991-12-27 | 2002-02-04 | オイレス工業株式会社 | プレス金型 |
| JP2924701B2 (ja) * | 1995-04-03 | 1999-07-26 | トヨタ自動車株式会社 | プレス機械のしわ押え方法およびしわ押え装置 |
| JPH10216850A (ja) | 1997-02-04 | 1998-08-18 | Suzuki Motor Corp | プレス型 |
| SE0101928D0 (sv) * | 2001-05-31 | 2001-05-31 | Stroemsholmen Ab | Förfarande och anordning vid pressverktyg |
| KR101134031B1 (ko) * | 2009-10-06 | 2012-04-13 | 정보식 | 드로잉 금형장치 |
| FR2986448B1 (fr) * | 2012-02-08 | 2014-11-21 | Peugeot Citroen Automobiles Sa | Drageoir pour centrer un flan en tole sur un outil d’une presse d’emboutissage et outil de presse equipe de tels drageoirs |
| MY197957A (en) | 2013-09-20 | 2023-07-25 | Nippon Steel Corp | Press-molded product, press-molded product producing method, and press-molded product producing apparatus |
| US10406582B2 (en) * | 2013-12-06 | 2019-09-10 | Nippon Steel Corporation | Press-forming apparatus, method for producing press-formed product using the forming apparatus, and press-formed product |
| CN204220807U (zh) | 2014-10-27 | 2015-03-25 | 斯摩摩(武汉)汽车模具有限公司 | 冲压模具延时机构 |
| CN205236819U (zh) * | 2015-12-25 | 2016-05-18 | 江西荣成机械制造有限公司 | 一种带有滑块缓冲保护装置的冲压模具 |
| CN205362395U (zh) * | 2016-01-20 | 2016-07-06 | 重庆数码模车身模具有限公司 | 机械式延时机构 |
| CN206296373U (zh) * | 2016-12-23 | 2017-07-04 | 无锡龙筠模具制造有限公司 | 一种用于冲压模具的延时机构 |
| CN206435666U (zh) * | 2017-01-19 | 2017-08-25 | 重庆长安汽车股份有限公司 | 具有延时功能的梁类零件成型模具 |
| CN107243562A (zh) | 2017-07-20 | 2017-10-13 | 数码模冲压技术(武汉)有限公司 | 一种冲压拉延模具 |
-
2017
- 2017-12-07 WO PCT/JP2017/044050 patent/WO2019111386A1/ja active Application Filing
-
2018
- 2018-12-06 US US16/770,498 patent/US11400505B2/en active Active
- 2018-12-06 EP EP18886938.2A patent/EP3722018A4/en active Pending
- 2018-12-06 CA CA3084758A patent/CA3084758A1/en not_active Abandoned
- 2018-12-06 MX MX2020005893A patent/MX2020005893A/es unknown
- 2018-12-06 CN CN201880079092.3A patent/CN111448009B/zh active Active
- 2018-12-06 KR KR1020207019183A patent/KR102335028B1/ko active IP Right Grant
- 2018-12-06 WO PCT/JP2018/045001 patent/WO2019112022A1/ja unknown
- 2018-12-06 JP JP2019531836A patent/JP6597941B1/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08332522A (ja) * | 1995-06-09 | 1996-12-17 | Amada Co Ltd | 曲げ金型装置及び曲げ加工機 |
| JP2006043760A (ja) * | 2004-08-09 | 2006-02-16 | Frontier:Kk | プレス装置及びプレス方法 |
| WO2015046023A1 (ja) * | 2013-09-24 | 2015-04-02 | 新日鐵住金株式会社 | ハット形断面部品の製造装置 |
| JP2017170482A (ja) | 2016-03-24 | 2017-09-28 | 新日鐵住金株式会社 | ハット断面を有するプレス部品の製造方法および製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019112022A1 (ja) | 2019-06-13 |
| US20210178446A1 (en) | 2021-06-17 |
| KR102335028B1 (ko) | 2021-12-03 |
| EP3722018A4 (en) | 2021-09-22 |
| US11400505B2 (en) | 2022-08-02 |
| CN111448009A (zh) | 2020-07-24 |
| EP3722018A1 (en) | 2020-10-14 |
| JP6597941B1 (ja) | 2019-10-30 |
| CN111448009B (zh) | 2023-03-24 |
| JPWO2019112022A1 (ja) | 2019-12-12 |
| CA3084758A1 (en) | 2019-06-13 |
| MX2020005893A (es) | 2020-08-13 |
| WO2019111386A1 (ja) | 2019-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200090898A (ko) | 금형 장치 | |
| JP6069223B2 (ja) | プレス成形品 | |
| KR102064246B1 (ko) | 프레스 성형 방법 및 프레스 성형 장치 | |
| US10220427B2 (en) | Press-molding apparatus, press-molding method, and press-molded product | |
| JP2012051005A (ja) | プレス成形装置およびプレス成形品の製造方法 | |
| CN108602106B (zh) | 压制装置和压制成型品的制造方法 | |
| WO2015155943A1 (ja) | プレス成形品及びこれを備えた自動車用構造部材、並びにそのプレス成形品の製造方法及び製造装置 | |
| JP5515279B2 (ja) | プレス成形品、プレス成形品の製造方法および製造装置 | |
| CN112439826B (zh) | 用于帽形横截面部件的制造装置和制造方法 | |
| KR20170013574A (ko) | 차량의 어퍼 암 제조용 금형장치 | |
| KR102338203B1 (ko) | 홀드 장치 | |
| CN104550454A (zh) | 模具结构 | |
| JP6083418B2 (ja) | プレス成形方法 | |
| US11850646B2 (en) | Manufacturing apparatus and manufacturing method for hat-shaped section component with curved projection portion | |
| JP5890654B2 (ja) | プレス成形方法 | |
| JP2022069861A (ja) | プレス成形金型及びプレス成形方法 | |
| KR100412657B1 (ko) | 트랜스퍼 프레스용 패널 리프트 장치 | |
| KR20200050197A (ko) | 경사벽부의 주름을 없앨 수 있는 프레스 성형 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |