KR20200038471A - 척의 보정 방법 - Google Patents
척의 보정 방법 Download PDFInfo
- Publication number
- KR20200038471A KR20200038471A KR1020207003831A KR20207003831A KR20200038471A KR 20200038471 A KR20200038471 A KR 20200038471A KR 1020207003831 A KR1020207003831 A KR 1020207003831A KR 20207003831 A KR20207003831 A KR 20207003831A KR 20200038471 A KR20200038471 A KR 20200038471A
- Authority
- KR
- South Korea
- Prior art keywords
- front body
- axis
- chuck
- bolt
- damper
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/36—Chucks with means for adjusting the chuck with respect to the working-spindle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/16—Chucks with simultaneously-acting jaws, whether or not also individually adjustable moving radially
- B23B31/16045—Jaws movement actuated by screws and nuts or oblique racks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/16—Chucks with simultaneously-acting jaws, whether or not also individually adjustable moving radially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
- B23B31/16—Chucks with simultaneously-acting jaws, whether or not also individually adjustable moving radially
- B23B31/16004—Jaws movement actuated by one or more spiral grooves
- B23B31/16033—Jaws movement actuated by one or more spiral grooves with a centre
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gripping On Spindles (AREA)
Abstract
척의 축선과 공작물의 중심을 고정밀도로 맞추도록 보정하는 것.
보정 공정을 구비하는, 척의 보정 방법으로서, 상기 척은 바디와, 플런저와, 조오를 구비하고, 상기 바디는 리어 바디와 상기 리어 바디의 전방측에 배치된 프론트 바디를 구비하며, 상기 플런저는 상기 바디 내에 설치되고, 상기 바디의 축선 상을 이동하도록 구성되며, 상기 조오는 상기 플런저의 이동에 의해 상기 프론트 바디에 가이드되어 상기 축선을 중심으로 한 지름 방향으로 이동하도록 구성되고, 상기 보정 공정에서는,
상기 조오에 공작물을 파지시켰을 때에 있어서, 상기 축선에 대한 상기 리어 바디의 위치를 유지하면서 상기 축선을 중심으로 한 지름 방향으로 상기 프론트 바디를 이동시키거나 또는, 상기 축선에 대한 상기 리어 바디의 위치를 유지하면서 상기 프론트 바디를 상기 축선에 대해 기울게 하는, 방법이 제공된다.
보정 공정을 구비하는, 척의 보정 방법으로서, 상기 척은 바디와, 플런저와, 조오를 구비하고, 상기 바디는 리어 바디와 상기 리어 바디의 전방측에 배치된 프론트 바디를 구비하며, 상기 플런저는 상기 바디 내에 설치되고, 상기 바디의 축선 상을 이동하도록 구성되며, 상기 조오는 상기 플런저의 이동에 의해 상기 프론트 바디에 가이드되어 상기 축선을 중심으로 한 지름 방향으로 이동하도록 구성되고, 상기 보정 공정에서는,
상기 조오에 공작물을 파지시켰을 때에 있어서, 상기 축선에 대한 상기 리어 바디의 위치를 유지하면서 상기 축선을 중심으로 한 지름 방향으로 상기 프론트 바디를 이동시키거나 또는, 상기 축선에 대한 상기 리어 바디의 위치를 유지하면서 상기 프론트 바디를 상기 축선에 대해 기울게 하는, 방법이 제공된다.
Description
본 발명은 공작 기계에 사용하는 척(chuck)의 보정 방법에 관한 것이다.
공작물(워크, work)을 고정밀도로 파지(把持)하기 위해 조오(jaw)의 기상(機上) 성형이 실시되고 있다. 기상 성형은 성형 플러그를 파지한 상태에서 조오의 파지면을 가공하고, 척의 회전 중심과 공작물 중심을 고정밀도로 일치시키는 것이 일반적이다. 그러나, 일반적으로 조오의 공작물 파지면보다 척 바디(body)측에서 성형 플러그를 파지한 상태로 조오의 파지면이 가공되기 때문에, 파지면의 위치와 성형 플러그를 파지하는 위치가 다르다. 그 때문에, 실제로 공작물을 파지했을 때에, 공작물 중심이 척의 회전 중심으로부터 미세하게 벗어날 경우가 있다.
특허문헌 1에 있어서는, 조오를 장착하는 드로 바(Drawbar)에 성형 플러그를 파지시키고, 드로 바의 선단을 형성하는 예가 개시되어 있다. 이 예에 의하면, 드로 바에 성형 플러그 파지부를 설치하면, 조오가 척 바디로부터 척의 축선 전방으로 멀어지게 된다. 조오가 척 바디로부터 척의 축선 전방으로 멀어지게 되면, 공작물의 중심(中心/심(芯))이 척의 회전 중심(축선)으로부터 벗어나기 쉬워진다. 본 발명은 공작물의 중심(심)과 척의 회전 중심(축선)을 일치시키는 정밀도를 향상시키는 것을 목적으로 하고 있다.
본 발명에 의하면, 보정 공정을 구비하는, 척의 보정 방법으로서, 상기 척은 바디와, 플런저(plunger)와, 조오를 구비하고, 상기 바디는 리어(rear) 바디와 상기 리어 바디의 전방측에 배치된 프론트(front) 바디를 구비하며, 상기 플런저는 상기 바디 내에 설치되고, 상기 바디의 축선 상을 이동하도록 구성되며, 상기 조오는 상기 플런저의 이동에 의해 상기 프론트 바디에 가이드되어 상기 축선을 중심으로 한 지름 방향으로 이동하도록 구성되고, 상기 보정 공정에서는, 상기 조오에 공작물을 파지시켰을 때에 있어서, 상기 축선에 대한 상기 리어 바디의 위치를 유지하면서 상기 축선을 중심으로 한 지름 방향으로 상기 프론트 바디를 이동시키거나 또는, 상기 축선에 대한 상기 리어 바디의 위치를 유지하면서 상기 프론트 바디를 상기 축선에 대해 기울게 하는, 방법이 제공된다.
본 발명에 의하면, 축선에 대한 리어 바디의 위치를 유지하면서, 축선을 중심으로 한 지름 방향으로 프론트 바디를 이동시키거나 또는, 축선에 대한 리어 바디의 위치를 유지하면서 프론트 바디를 축선에 대해 기울게 함으로써 조오에 대해 성형을 가하지 않아도 공작물의 중심(심)과 척의 회전 중심(축선)을 일치시키는 정밀도를 향상시킬 수 있다.
바람직하게는, 상기 척은 상기 리어 바디로부터 상기 프론트 바디를 향해 설치된 가이드 바를 구비하고, 상기 가이드 바는 상기 프론트 바디에 설치된 가이드공에 삽입된다.
바람직하게는, 상기 척은 상기 프론트 바디를 상기 리어 바디에 고정하는 볼트를 구비하고, 상기 볼트를 느슨하게 한 상태에서 상기 프론트 바디를 상기 지름 방향으로 이동시키고, 이동이 끝난 단계에서 상기 볼트를 체결한다.
바람직하게는, 상기 프론트 바디를 상기 리어 바디에 가압해두는 가압 수단을 상기 가이드 바에 장착한다.
바람직하게는, 조정 볼트를 상기 프론트 바디에 삽입함으로써, 상기 조정 볼트를 상기 리어 바디의 측면 또는 상기 가이드 바의 측면에 가압하고, 상기 프론트 바디를 상기 지름 방향으로 이동시킨다.
바람직하게는, 상기 리어 바디에 경사 형상의 접동면이 설치되고, 상기 프론트 바디의 전면측으로부터의 회전 조작에 의해 상기 프론트 바디의 내부(inside)를 진퇴 가능하며, 테이퍼 형상의 두부(頭部)가 상기 접동(摺動)면을 접동하는 조정 나사를 구비하고, 상기 조정 나사를 진퇴시킴으로써, 테이퍼 형상의 두부가 상기 접동면을 접동하고, 상기 프론트 바디를 상기 지름 방향으로 이동시킨다.
바람직하게는, 상기 리어 바디는 간격을 두고 설치된 제1의 좌면(座面)의 사이를 댐퍼(damper)가 가교(架橋) 형상으로 배치되고, 각 좌면에 대해 제1의 볼트에 의해 상기 댐퍼가 체결되어 있고, 상기 프론트 바디는 그 배면에 설치된 제2의 좌면에 대해, 상기 제1의 좌면의 사이에 제2의 볼트에 의해 상기 댐퍼가 체결되고, 또한 서로 이웃하는 상기 제1의 좌면의 사이를 가교 형상으로 배치된 상기 댐퍼에 대해, 상기 댐퍼의 변형 길이를 변경하는 접동자가 설치되어 있고, 상기 보정 공정에서는, 상기 조오에 공작물을 파지시켰을 때에 있어서, 상기 접동자의 위치를 변경하여 상기 프론트 바디를 상기 축선에 대해 기울인다.
바람직하게는, 상기 댐퍼가 가교 형상으로 배치되는 위치를 등각도 간격으로 적어도 3개 지점 이상 배치한다.
도 1은 실시 형태 1의 척을 나타내고, 도 1A는 그 단면도이며, 도 1B는 일부 변경한 단면도이다.
도 2는 실시 형태 1의 척의 사시도이다.
도 3은 실시 형태 1의 척의 부분 확대도이며, 도 3A는 조립도, 도 3B는 분해도이다.
도 4는 실시 형태 2의 척을 나타내는 도면이며, 도 4A는 사시도, 도 4B는 단면도이다.
도 5는 실시 형태 2의 척의 일부 분해도이다.
도 6은 실시 형태 2의 척의 일부 분해도이며, 도 6A는 프론트 바디, 플런저, 조오를 나타내고, 도 6B는 프론트 바디의 배면을 나타내고 있다.
도 7은 파지 정밀도의 보정을 실시하는 구조를 설명하는 도면이며, 도 7A는 X-X단면도, 도 7B는 원리 설명도이다.
도 8은 실시 형태 3의 척을 나타내는 도면이며, 도 8A는 사시도, 도 8B는 단면도, 도 8C는 프론트 바디의 배면도, 도 8D는 조정 부재의 사시도이다.
도 9는 실시 형태 4의 척을 나타내는 도면이며, 도 9A는 사시도, 도 9B는 Y1-Y1단면도, 도 9C는 조정 나사를 나타내는 도면, 도 9D는 Y2-Y2단면도이다.
도 2는 실시 형태 1의 척의 사시도이다.
도 3은 실시 형태 1의 척의 부분 확대도이며, 도 3A는 조립도, 도 3B는 분해도이다.
도 4는 실시 형태 2의 척을 나타내는 도면이며, 도 4A는 사시도, 도 4B는 단면도이다.
도 5는 실시 형태 2의 척의 일부 분해도이다.
도 6은 실시 형태 2의 척의 일부 분해도이며, 도 6A는 프론트 바디, 플런저, 조오를 나타내고, 도 6B는 프론트 바디의 배면을 나타내고 있다.
도 7은 파지 정밀도의 보정을 실시하는 구조를 설명하는 도면이며, 도 7A는 X-X단면도, 도 7B는 원리 설명도이다.
도 8은 실시 형태 3의 척을 나타내는 도면이며, 도 8A는 사시도, 도 8B는 단면도, 도 8C는 프론트 바디의 배면도, 도 8D는 조정 부재의 사시도이다.
도 9는 실시 형태 4의 척을 나타내는 도면이며, 도 9A는 사시도, 도 9B는 Y1-Y1단면도, 도 9C는 조정 나사를 나타내는 도면, 도 9D는 Y2-Y2단면도이다.
실시 형태 1.
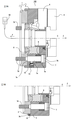
도 1A의 척(100)의 단면 및 도 2의 사시도를 참조하면, 척(100)은 바디(1)의 전방(도면 중 오른쪽 방향)의 면에 지름 방향으로 이동하는 3개의 조오(4)를 구비하고 있다. 바디(1)는 리어 바디(2)와 원통 형상의 프론트 바디(3)로 이루어져 있다. 리어 바디(2)는 공작 기계의 스핀들(spindle, 도 1에 있어서, 리어 바디(2)의 좌측에 배치된다)에 의해, 척(100)의 축선C(도면 중 일점 쇄선으로 나타낸다)를 축심(척의 회전 중심)으로서 회전한다. 프론트 바디(3)는 리어 바디(2)에 대해 축선C의 길이 방향으로 용수철(9)에 의해 가압되어 있다. 한편, Z방향(도면 중 오른쪽 방향을 전방으로 하는 축선C의 길이 방향)에 수직인 평면(도면 중, 축선C에 대한 지름 방향, 혹은 도2의 X, Y방향)에 있어서, 프론트 바디(3)는 리어 바디(2)에 대해 미세한 이동이 가능하도록, 프론트 바디(3)의 컬러(collar)부(3c)와 리어 바디(2)의 측면 사이에는, 미소한 간극이 설치되어 있다. 바디(1) 내에는, 축선C 상으로 전후 이동하는 플런저(8)가 삽입되어 있다. 또한, 바디(1)에는 프론트 바디(3)의 슬롯(3a)에 가이드되어 지름 방향으로 접동(摺動)하는 마스터 조오(master jaw)(6)가 설치되고, 플런저(8)와 마스터 조오(6)가 쐐기 작용을 하기 위해 계합되어 있다. 실린더(50)의 추력(推力) F에 의해 플런저(8)가 인입(引入)되면, 플런저(8) 및 마스터 조오(6)의 쐐기 작용에 의해, 마스터 조오(6)가 지름 방향으로 접동한다.
가이드 바(7)는 리어 바디(2)로부터 복수의 지점에, 프론트 바디(3)를 향해 Z방향으로 평행하도록 설치되어 있다. 가이드 바(7)는 접동 링(7b)이 삽입되는 홈을 갖는 확대부(7a), 동축부(胴軸部)(7c), 나사축부(7d)로 이루어지고, 동축부(7c)와 나사축부(7d)의 사이에는, 단차부(7e)를 구비하고 있다. 프론트 바디(3)에는, 복수의 가이드공(5)이 설치되어 있다. 가이드공(5)은 확대부(7a)를 받치는 받침면부(5a)와, 이것에 이어지는 통공(通孔)부(5b)와, 받침면부(5a)와 통공부(5b)와의 사이의 단차부(5c)로 이루어져 있다. 가이드 바(7)의 확대부(7a)와 단차부(5c)의 사이에 용수철(9)이 장착되어 있다. 용수철(9)은 프론트 바디(3)를 리어 바디(2)에 가압하는 가압 수단이다. 나사축부(7d)는, 리어 바디(2)의 통공(2b)을 통해, 공작 기계 스핀들의 체결공에 대해 직접적으로 혹은 스핀들에 고정된 백 플레이트에 대해 나사결합되어 있고, 단차부(7e)에 의해 가이드 바(7)는 리어 바디(2)를 스핀들에 확실하게 고정하고 있다. 프론트 바디(3)는 용수철(9)에 의해 리어 바디(2)에 가압되어 있기 때문에, 리어 바디(2)와 프론트 바디(3)의 상대 위치는 유지되지만, 척(100)에 대한 공작물의 선삭(旋削) 부하가 가해진 상태에서, 리어 바디(2)와 프론트 바디(3)의 상대 위치가 유지되는 것이 보장되는 것은 아니다. 또한, 복수의 볼트(11)가 프론트 바디(3)의 통공(15)을 통해 리어 바디(2)의 고정공(2a)에 나사 결합됨으로써, 프론트 바디(3)를 리어 바디(2)에 대해 복수의 지점에서 체결 상태로 하고 있다. 프론트 바디(3)의 주면부(3b)로부터, 각 가이드공(5)을 향해 조정 나사공(12)이 천공(穿孔)되어 있고, 조정 나사공(12)은 통공부(5b)에 관통되어 있다. 조정 나사공(12)에는, 조정 볼트(13)가 나사결합되어 있다.
도 3은 조정 볼트(13)를 상세하게 나타내는 척(100)의 부분 확대도이다. 조정 볼트(13)는 이중으로 되어 있다. 즉, 조정 볼트(13)는 외측 나사(13a)와, 외측 나사(13a)의 내측에 배치되는 외측 나사(13a)를 갖는다. 외측 나사(13a) 및 내측 나사(13b)는 우나사이다. 또한, 내측 나사(13b)는 외측 나사(13a)보다 피치(pitch)가 조금 작다. 조정 나사공(12)의 안쪽 측의 측면은 평면(12a)으로 되어 있고, 내측 나사(13b)의 선단부 측면에 설치된 평면(13c)과 대향하고, 내측 나사(13b)의 회전을 저지한다. 외측 나사(13a)를 시계 방향으로 1회전 회전시키면 내측 나사(13b)는 피치의 차이만큼 전진한다. 내측 나사(13b)의 선단은, 통공부(5b) 내에 존재하는 가이드 바(7)의 동축부(7c)에 당접한다. 이와 같이, 내측 나사(13b)는 외측 나사(13a)보다 피치가 작기 때문에, 외측 나사(13a)가 회전했을 때에, 내측 나사(13b)의 축방향의 이동 거리는 외측 나사(13a)의 축방향의 이동 거리보다 작게 된다. 그 때문에, 조정 볼트(13)는 가이드 바(7)의 위치를 미세하게 조정할 수 있다.
이어서, 척(100)의 파지 정밀도의 보정 방법에 따른 보정 공정을 설명한다. 먼저, 고정공(2a)에 나사 결합된 볼트(11)를 느슨하게 한다. 가이드 바(7)가 리어 바디(2)를 스핀들에 체결하고 있기 때문에, 축선C에 대한 리어 바디(2)의 위치나 자세는 유지되어 있다. 또한, 볼트(11)를 느슨하게 한 상태에서도 프론트 바디(3)가 빠지거나 기울거나 하지 않도록, 용수철(9)은 프론트 바디(3)를 리어 바디(2)에 가압하고 있다. 3개의 조정 볼트(13)는 가이드 바(7)의 측면을 세(three) 방면으로부터 가압하는 방식으로 프론트 바디(3)에 배치되어 있다.
먼저, 조오(4)에 공작물을 파지시키고, 상기 공작물의 중심이 축선C 상의 위치로 되도록, 3개의 조정 볼트(13)를 서로 밀고 당겨, 축선C를 중심으로 한 지름 방향(Z방향에 대해 수직인 평면 내)으로 프론트 바디(3)를 미세하게 이동시킨다. 이 상태에서 볼트(11)를 체결하면 프론트 바디(3)는 리어 바디(2)에 정확한 파지 정밀도로 되는 위치에서 고정되어 척(100)의 파지 정밀도를 보정할 수 있다. 또한, 조정 볼트(13)를 모두 느슨하게 한 상태에서 프론트 바디(3)의 주면부(3b)를 무반동 햄머(hammer)로 두드림으로써, 축선C를 중심으로 한 지름 방향에 있어서 프론트 바디(3)를 미세하게 이동시키고, 공작물의 중심을 축선C 상의 위치로 되도록 하는 것으로도 파지 정밀도의 보정을 할 수 있다. 프론트 바디(3)는 리어 바디(2)의 단면에 따라 평행 이동한다. 이 때, 프론트 바디(3)는 용수철(9)에 의해 리어 바디(2)에 가압되어 있기 때문에, 리어 바디(2)에 대해 기울지 않는다. 그 후, 볼트(11)를 체결한다. 본 실시 형태에 의하면, 공작물의 중심이 축선C 상에 배치되도록, 축선C를 중심으로 한 지름 방향으로 프론트 바디(3)를 이동시킴으로써, 파지 정밀도를 확보할 수 있다. 상기 실시 형태에 있어서는, 3개의 조정 볼트(13)에 의해 가이드 바(7)의 측면을 세 방면으로부터 가압하는 형태로 하고 있었지만, 도 1B에 나타내는 바와 같이, 프론트 바디(3)의 컬러부(3c)로부터 리어 바디(2)의 측면에 대해 등각도 간격으로 배치된 3개의 조정 볼트(13')에 의해 가압하여(도면에서는, 1개 지점만 나타냄), 공작물의 중심이 축선C 상에 배치되도록, 프론트 바디(3)를 축선C에 대해 지름 방향으로 이동시켜도 된다. 한편, 프론트 바디를 이동시키는 행위는 조오에 공작물을 실제로 파지시켰을 때에 실시해도 되고, 조오에 공작물을 파지시켰을 때에 공작물의 진동을 측정하고, 그 후 공작물을 떼어낸 다음 측정한 진동에 기초하여 공작물의 중심이 축선C 상에 배치되도록 해도 된다. 또한, 실시 형태에서는, 플런저(8)와 마스터 조오(6)가 쐐기 작용을 이루기 위해 계합되어 있는 척을 나타냈지만, 다른 방식으로 이동시키는 척에도 적용할 수 있다. 예를 들면, 일본 공개특허 평6-277910호에 개시된 바와 같은 레버식 척에 대해서도 적용 가능하다. 또한, 마스터 조오(6)가 직접적으로 플런저(8)와 계합하지 않고, 플런저(8)와의 사이에 다른 부재, 예를 들면, 쐐기 형상의 증력(增力) 기구 등을 통해 마스터 조오(6)를 구동시키는 타입의 척에 대해서도 동일하게 적용 가능하다.
실시 형태 2.
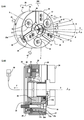
도 4는 실시 형태 2에 의한 척(200)을 나타내고 있고, 도 4A는 척(200)의 사시도 및 도 4B는 단면도이다. 척(200)은 바디(20)의 전방(도면 중 오른쪽 방향)의 면에 지름 방향으로 이동하는 3개의 조오(24)를 구비하고 있다. 바디(20)는 리어 바디(22)와 원통 형상의 프론트 바디(23)로 이루어져 있다. 리어 바디(22)는 공작 기계 스핀들(도 4B에 있어서, 리어 바디(22)의 좌측에 배치된다)에 의해, 척(200)의 축선C를 축심으로서 회전한다. 프론트 바디(23)는 리어 바디(22)에 대해 축선C 상에서 미세하게 이동 가능하다. 바디(20) 내에서 축선C 상에서 이동하는 플런저(28)가 삽입되고, 프론트 바디(23)에는 슬롯(23a)을 지름 방향으로 접동하는 마스터 조오(26)가 설치되고, 플런저(28)와 마스터 조오(26)가 쐐기 작용을 이루기 위해 계합되어 있다. 실린더(50)의 추력 F에 의해, 플런저(28)가 인입되면, 마스터 조오(26)에의 쐐기 작용에 의해, 마스터 조오(26)가 지름 방향으로 접동한다. 이 때, 프론트 바디(23)는 축선C 상을 이동하는 힘을 받는다. 조오(24)는 마스터 조오(26)에 1 대 1로 고정되어 공작물을 파지한다.
리어 바디(22)와 프론트 바디(23)의 사이에는 판 형상 부재에 의한 댐퍼(31)가 설치되어 있다. 양자의 고정에 관해서는 후술한다. 댐퍼(31)를 사이에 두고, 등각도 간격의 복수의 가이드 바(17)(실시 형태에서는 3개)가 볼트(16)에 의해 리어 바디(22)에 체결되어 있다.
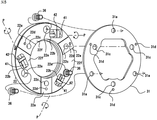
도 5는 리어 바디(22)와 댐퍼(31)의 사시도이다. 리어 바디(22)는 등각도 간격을 두고 좌면(座面)(22a)(제 1의 좌면)을 구비하고 있다. 좌면(22a)은 댐퍼(31)를 설치하는 것으로서, 크고 작은 관통공(22c, 22d)이 천공(穿孔)되어 있다. 관통공(22d)은, 좌면(22a)에 가이드 바(17)를 고정하기 위해 사용된다. 서로 이웃하는 좌면(22a) 사이의 부채 형상의 부분은, 후방(도면 중 왼쪽 방향)을 향해 후퇴되어 있고(이하, 부채 형상 부분(22f)이라 칭한다), 부채 형상 부분(22f) 위를 가교 형상으로 가로질러 서로 이웃하는 좌면(22a)에 걸쳐진 댐퍼(31)가 후방을 향해 탄성변형하는 것을 허용하는 공간을 확보하고 있다. 각 부채 형상 부분(22f)에는, 홈(22b)이 설치되어 있다. 홈(22b)에는 그 길이 방향에 조정 나사(41)가 설치되어 있다. 조정 나사(41)는 리어 바디(22)의 외주측 P로부터 회전시킬 수 있다. 조정 나사(41)에는 접동자(42)가 나사결합되어 있고, 조정 나사(41)를 회전시킴으로써 이동한다. 홈(22b)의 위치는 조오(24)의 후방의 동일 각도위치(축선C를 중심으로 함)이며, 좌면(22a)의 위치는 후술하는 가이드 바(17)의 후방의 동일 각도 위치(축선C를 중심으로 함)로 되어 있다.
댐퍼(31)는 링 형상을 갖고 있다. 대소 1개씩 관통공(31c, 31d)이 지름 방향으로 배열된 상태에서, 등각도 간격으로 배치되어 있다. 또한, 그 사이에 1개의 관통공(31a)이 등각도 간격으로 배치되어 있다. 관통공(31c, 31d)은 관통공(22c, 22d)에 대응하는 것이다. 관통공(31a)은 프론트 바디(23)를 댐퍼(31)에 고정하기 위해 사용된다.
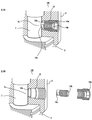
도 6A는 프론트 바디(23), 플런저(28), 마스터 조오(26) 및 가이드 바(17)의 사시도이다. 도 6B는 프론트 바디(23)의 배면을 나타내고 있다. 플런저(28)와 마스터 조오(26)는 프론트 바디(23)에 대해 상대적으로 플런저(28)를 후방으로 인입하면, 쐐기 작용에 의해 마스터 조오(26)는 지름 방향으로 이동한다. 복수의 가이드 바(17)(실시예에서는 3개)는 두부(頭部)의 측면에 접동면(17a)을 갖고, 링 형상 밀봉부(17b)를 수용하는 홈이 설치되어 있다. 17c는 댐퍼(31)에 그 단부가 당접하는 몸통부이다.
프론트 바디(23)에는, 등각도 간격으로 복수의 가이드공(23b)(실시예에서는 3개)이 설치되어 있고, 가이드 바(17)가 수용되어 있다. 가이드공(23b)의 전방측의 내주면은 가이드 바(17)의 접동면(17a)에 따라, 프론트 바디(23)를 축선C 상에 접동 가능하도록 하는 접동면(23d)으로 되어 있다. 가이드 바(17)의 중앙의 관통공(17d)은 도시하지 않은 공작 기계 스핀들에 대해 직접적으로 혹은 스핀들에 고정된 백 플레이트에 대해 가이드 바(17)를 고정하는 볼트(16)를 수용한다. 가이드 바(17)가 접동면(23d)을 접동하기 위해서는, 접동면(17a)과 접동면(23d)의 사이에 적어도 미소한 공간이 필요하며, 이 미소한 범위에서 축선C에 대해 기울도록 프론트 바디(23)는 이동 가능하다.
도 6B에 있어서, 프론트 바디(23)의 배면에는, 등각도 간격으로 3개의 좌면(23c) (제2의 좌면)이 설치되어 있다. 좌면(23c)은 마스터 조오(26)의 배후이며, 리어 바디(22)의 좌면(22a)의 개수와 같이 3개 지점에 설치된다(3개는 마스터 조오(26)의 개수이기도 하다). 좌면(23c)은, 동주(同周) 상의 다른 지점(23f)에 비하여 후방측(도6B에 있어서 지면 전측)으로 돌출되어 있다. 좌면(23c) 이외의 지점에서 평면 형상의 댐퍼(31)의 변형을 허용하기 위한 공간을 확보하기 위해서이다. 좌면(23c)에는, 댐퍼(31)의 관통공(31a)을 통해 볼트(36)(제2의 볼트)가 체결되는 구멍(23e)이 설치되어 있다.
도 4, 도 5 및 도 6을 참조하면, 댐퍼(31)는 관통공(31a)의 위치에서, 해당 관통공(31a)에 볼트(36)가 삽입되고, 프론트 바디(23)의 좌면(23c)에 대해 볼트(36)에 의해 체결되어 있다. 볼트(36)의 두부는 리어 바디(22)에 설치된 도피공(22e)에 여유를 가지고 수용되어 있다. 댐퍼(31)는 관통공(31a)을 사이에 두고 그 양 옆에 있는 관통공(31c, 31d)의 위치에서, 관통공(31d)에는 볼트(29)가 삽입되고, 혹은 관통공(31c)에는 볼트(16)가 삽입되며, 도시하지 않은 공작 기계 스핀들 혹은 리어 바디(22)의 좌면(22a)에 대해 볼트(29) 또는 볼트(16)(제 1의 볼트)에 의해 체결되어 있다. 또한, 가이드 바(17)가 좌면(22a)에 대해 볼트(16)(제 2의 볼트)에 의해 체결되어 있다.
댐퍼(31)는 링 형상이기 때문에(도5 참조), 리어 바디(22), 프론트 바디(23), 리어 바디(22), 프론트 바디(23)의 순서로, 원주 방향으로 일주하는 원주 상에서 번갈아 고정되도록 되어 있다. 이와 같이, 간격을 두고 설치된 좌면(22a)의 사이를 댐퍼(31)가 가교 형상으로 배치되고, 그들의 좌면(22a)에 대해 볼트(16)에 의해 댐퍼(31)가 체결된다. 서로 이웃하는 좌면(22a)의 사이에 댐퍼(31)가 프론트 바디(23)의 좌면(23c)에 대해 볼트(36)에 의해 체결된다. 댐퍼(31)가 서로 이웃하는 좌면(22a)에 의해 가교되는 위치는 실시 형태에서는 3개 지점이지만 3개 지점 이상으로 해도 된다.
도 4B를 참조하여 고정 상태를 설명하면, 먼저, 리어 바디(22)는 스핀들 혹은 백 플레이트에 대해, 볼트(16)에 의해(가이드 바(17)를 사이에 두고) 체결되어 있다. 댐퍼(31)는 리어 바디(22)와 가이드 바(17)에 끼워져 있고 볼트(29)에 의해 체결되어 있다. 프론트 바디(23)는 댐퍼(31)에 볼트(36)에 의해 체결되어 있다. 따라서, 프론트 바디(23)는 스핀들에 대해 간접적으로 고정되어 있다. 댐퍼(31)는 각 볼트(16, 29, 36)에 의해 체결된 상태이기 때문에, 축선C를 중심으로 한 지름 방향에는 흔들림이 없고, 축선C 방향(후술하는 바와 같이 축선C에 대한 미세한 기울기를 포함함)에만 리어 바디(22)에 대해 상대적으로 프론트 바디(23)의 요동을 허용한다. 댐퍼(31)는 얇기 때문에 축선C에 평행되는 방향으로는 강성이 낮아 변형되기 쉽다. 그러나, 댐퍼(31)의 두께는, 축선C를 중심으로 하는 지름 방향의 변형(변위)에 영향주기 어렵다. 즉, 축선C를 중심으로 하는 지름 방향에 있어서의 댐퍼(31)의 강성은 축선C에 평행되는 방향에 있어서의 댐퍼(31)의 강성보다 높게 되어 있다. 이 때문에, 댐퍼(31)는 축선C에 평행되는 방향에는 변형(변위)하기 쉽지만, 댐퍼(31)는 축선C를 중심으로 하는 지름 방향에는 변형(변위)하기 어렵다.
도 7은 척(200)에 의한 파지 정밀도의 보정을 실시하는 구조를 설명하는 도면이다. 도 7A는 도 4A에 있어서의 X-X단면을 나타내는 것이다. X-X단면은 홈(22b)에 따라 절단하고, 리어 바디(22)의 외주측으로부터 본 도면이다. 댐퍼(31)는 서로 이웃하는 좌면(22a)의 사이에, 1개의 좌면(23c)으로부터의 하중을 지지하고 있다. 실린더(50)의 추력 F에 의해, 프론트 바디(23)를 축선C 상에서 이동시키는 힘이 가해지면, 댐퍼(31)는 부채 형상 부분(22f)의 공간 내로 변형한다. 조정 나사(41)는 리어 바디(22)의 외주면으로부터 회전시키는 것이 가능하다. 조정 나사(41)를 회전시킴 으로써, 접동자(42)의 위치가 변경된다. 그 결과, 댐퍼(31)가 접동자(42)에 접촉하는 위치가 변경됨으로써, 댐퍼(31)의 용수철 상수를 임의로 변화시킬 수 있다. 한편, 접동자(42)의 배면측은 리어 바디(22)에 접촉하고, 댐퍼(31)로부터의 압축력을 리어 바디(22)에 전달하도록 되어 있다.
도 7B~도 7D는 3개의 좌면(23c)의 위치에 있어서의 댐퍼(31)의 상태의 변위를 모식적으로 나타내고 있다. 도 7B는 접동자(42)가 중앙(좌면(23c)의 고정 위치)에 치우친 상태, 도 7C, 도 7D는 중앙으로부터 벗어난 상태이다. 실린더(50)의 추력F에 의해, 프론트 바디(23)를 축선C 상에서 이동시키는 힘이 가해지면, 댐퍼(31)는 부채 형상 부분(22f)의 공간 내로 변형한다. 접동자(42)는 그 배면을 리어 바디(22)가 백업하고 있기 때문에, 도 7B에 있어서는 댐퍼(31)가 변형하는 길이가 짧고, 도 7C, 도 7D에서는 길어지게 된다. 따라서, 댐퍼(31)는 좌면(23c)의 고정 위치에서 용수철 상수가 변경 가능하다.
이어서, 척(200)의 파지 정밀도의 보정 방법에 따른 보정 공정을 설명한다.
먼저, 실린더(50)의 추력 F를 가하면 프론트 바디(23)로부터의 힘으로 댐퍼(31)는 탄성변형하여 프론트 바디(23)는 왼쪽 방향으로 인입된다. 볼트(16)가 가이드 바(17)를 사이에 두고 리어 바디(22)를 스핀들에 체결하고 있기 때문에, 리어 바디(22)의 Z방향의 자세는 유지되어 있다. 3곳의 접동자(42)의 위치를 각각 조정 나사(41)에 의해 제어한다. 댐퍼(31)의 용수철 상수를 작게 하면 변형량은 커져 같은 실린더(50)의 추력에 있어서도 프론트 바디(23)가 축선C 상을 이동하는 거리가 커진다. 한편, 용수철 상수를 크게 하면 변형량은 작아지고, 같은 실린더(50)의 추력에 있어서도 프론트 바디(23)가 축선C상을 이동하는 거리가 작아진다. 따라서, 3지점의 접동자(42)의 위치를 각각 조정 나사(41)에 의해 서로 변경함으로써, 도4A의 화살표 Q에 의해 나타낸 바와 같이, 프론트 바디(23)를 축선C의 주변 360도의 방향으로 미세하게 기울일 수 있다. 공작물의 중심이 척(200)의 중심을 향하도록, 조정 나사(41), 접동자(42)에 의해 댐퍼(31)의 변형량에 차이를 둠으로써 프론트 바디(23)를 미세하게 기울도록 한다. 따라서 공작물의 중심 조정을 할 수 있다. 이와 같이, 공작물을 실제로 조오(24)의 공작물 파지면에 파지시켰을 때의 공작물의 중심을 축선C에 맞추도록, 조정 나사(41)를 이용하여 지극히 미세한 조정을 할 수 있다. 본 실시 형태에 있어서는, 접동자(42)의 위치를 등각도 간격에 설정했지만, 적어도 3개의 접동자(42)를 잇는 직선으로 둘러싸여지는 도형 중에, 축선C가 들어가는 것과 같은 위치 관계이면 된다. 본 실시 형태에 의하면, 조오(24)에 공작물을 파지했을 때의 공작물의 중심이 축선C 상에 배치되도록, 프론트 바디(23)를 축선C에 대해 기울게 함으로써, 조오(24)에 대해 성형을 가할 필요없이 파지 정밀도를 확보할 수 있다. 한편, 프론트 바디(23)를 기울이는 행위는 조오(24)에 공작물을 실제로 파지한 채 실시해도 되고, 조오에 공작물을 파지한 상태에서 공작물의 진동을 측정하고, 그 후 공작물을 떼어낸 다음 실시해도 된다.
실시 형태 3.
도 8에 실시 형태 3의 척(300)을 나타낸다. 실시 형태 1, 2와 같은 구성에 대해서는, 동일한 인용 부호가 부여되어 있다. 실시 형태 2에 있어서는, 조정 나사(41)를 리어 바디(22)의 외주면으로부터 회전시킴으로써, 접동자(42)의 위치를 변경하여 댐퍼(31)의 용수철 상수를 변화시켰다. 실시 형태 3에서는, 프론트 바디(43)의 전면측(도8A의 우측)으로부터 조정 부재(51)를 조작함으로써, 접동자(51b)의 위치를 변경하여 댐퍼(45)의 용수철 상수를 변화시킨다.
도 8A에서, 프론트 바디(43)의 전면측에 등각도 간격으로 설치된 복수(실시 형태에서는 3개)의 메인터넌스(maintenance)공(56)이 설치되어 있다. 메인터넌스공(56)은 통상은 봉지(封止) 볼트(52)가 조정 부재(51)의 암나사공(51d)에 나사결합되어 있어 봉지되어 있는 상태이다. 도 8B에서, 메인터넌스공(56)으로부터 봉지 볼트(52)를 취출하면, 조정 부재(51)의 조작단(51a)이 드러난다. 봉지 볼트(52)는 절삭분의 침입을 방지하는 것이다. 조작단(51a)은 육각렌치(55)를 받치는 홈이며, 프론트 바디(43)와 댐퍼(45)의 사이에 존재하는 조정 부재(51)를 회전 조작할 수 있다. 암나사공(51d)은 조작단(51a)의 안쪽측에 설치되어 있다. 조정 부재(51)는 프론트 바디(43)를 관통하여 댐퍼(45)에 정면으로 대향하고 있다. 조정 부재(51)는 도8D에 나타낸 바와 같이, 댐퍼(45)에 정면으로 대향하는 측에 접동자(51b)를 갖고 있고, 댐퍼(45)가 변형하는 과정에서 접동자(51b)가 댐퍼(45)에 접촉한다. 프론트 바디(43) 측에는 접동자(51b)의 요동을 위한 리세스(recess)(53a)가 설치되어 있다. 조정 부재(51)를 회전 조작하면 접동자(51b)가 댐퍼(45)에 접촉하는 위치가 바뀌고, 댐퍼(45)의 용수철 상수를 변화시킬 수 있다. 한편, 접동자(51b)의 배면측은 프론트 바디(43)에 접촉하고, 댐퍼(45)로부터의 가압력을 프론트 바디(43)에 전달하도록 하고 있다.
조정 부재(51)의 회전 각도가 이산적으로 변경하기 쉽도록, 리세스(53a) 측에는 등각도 간격으로 래칭(latching) 노치(53b)가 설치되고, 조정 부재(51)에는 래칭 노치(53b)에 대해 탄성적으로 진퇴하는 클로(51c)가 설치되어 있다. 그리고, 육각렌치(55)를 이용하여 조정 부재(51)의 회전 각도를 조정한 후에, 봉지 볼트(52)를 체결함으로써, 조정 부재(51)의 고정을 실시할 수 있다. 또한, 상술한 실시 형태에서는, 봉지 볼트(52)를 체결함으로써 조정 부재(51)의 고정을 실시하고 있지만, 조정 부재(51)를 고정하는 다른 실시 형태로서, 프론트 바디(43)의 측면으로부터 조정 부재(51)의 측면에 이르는 암나사공을 설치하고, 해당 암나사공에 볼트를 나사결합함으로써 고정해도 된다.
실시 형태 3에 의하면, 대부분의 공작 기계에서 노출하는 경우가 많은 프론트 바디(43)의 전면측으로부터, 접동자(51b)의 위치를 변경하여 댐퍼(45)의 용수철 상수를 변화시킬 수 있는 효과가 있다. 또한, 실시 형태 2와 같이 리어 바디(22)에 조정 나사(41)와 접동자(42)를 설치하는 것보다도, 부품점수(部品點數)가 적어져 원가를 낮게 할 수 있다는 효과도 있다.
실시 형태 4.
실시 형태 4의 척(400)을 도 9에 나타낸다. 실시 형태 4는 실시 형태 1의 변형예이다.
실시 형태 1에서는, 리어 바디(2)의 측면 또는 프론트 바디(3)의 각 가이드공에 삽입된 가이드 바(7)의 측면을, 복수의 조정 볼트(13)에 의해 프론트 바디(3)의 측면으로부터 가압함으로써, 축선C를 중심으로 한 지름 방향으로 프론트 바디(3)를 이동했지만, 실시 형태 4에서는 프론트 바디(63)의 전면측으로부터 조정 나사(61)를 조작하여 축선C를 중심으로 한 지름 방향으로 프론트 바디(63)를 이동하는 것이다. 실시 형태 1과 같은 구성에 대해서는, 동일한 인용 부호가 부여되어 있다.
조정 나사(61)는 척(400)에 대해 등각도 간격으로 복수(실시 형태에서는 3개) 설치되어 있고, 그 조작단(61a)이 프론트 바디(63)의 전면측에 노출되어 있다. 조작단(61a)은 육각렌치를 받치는 홈이며, 조정 나사(61)를 회전 조작할 수 있다. 조정 나사(61)는 축부(61b)에 나사를 구비하고 있고, 프론트 바디(63)의 내부를 축선C의 방향에서 진퇴 가능하다. 조정 나사(61)의 두부(61c)는 테이퍼 형상으로 되어 있고, 리어 바디(62)측에 설치된 경사 형상의 접동면(62a)을 접동한다. 두부(61c)가 축선C의 방향에서 진퇴함으로써, 접동면(62a)을 접동하고, 축선C를 중심으로 한 지름 방향으로 프론트 바디(63)를 이동시킨다.
1, 20: 바디, 2, 22, 62: 리어 바디, 3, 23, 43, 63: 프론트 바디, 4, 24: 조오, 5, 23b: 가이드공, 6, 26: 마스터 조오, 7, 17: 가이드 바, 8, 28: 플런저, 9: 용수철, 11, 16, 29, 36: 볼트, 12: 조정 나사공, 13: 조정 볼트, 22a, 23c: 좌면, 31, 45: 댐퍼, 50: 실린더, 41: 조정 나사, 42: 접동자, 51: 조정 부재, 61: 조정 나사, 100, 200: 척
Claims (8)
- 보정 공정을 구비하는, 척의 보정 방법으로서,
상기 척은 바디와, 플런저와, 조오를 구비하고,
상기 바디는 리어 바디와 상기 리어 바디의 전방측에 배치된 프론트 바디를 구비하며,
상기 플런저는 상기 바디 내에 설치되고, 상기 바디의 축선 상을 이동하도록 구성되며,
상기 조오는 상기 플런저의 이동에 의해 상기 프론트 바디에 가이드되어 상기 축선을 중심으로 한 지름 방향으로 이동하도록 구성되고,
상기 보정 공정에서는,
상기 조오에 공작물을 파지시켰을 때에 있어서,
상기 축선에 대한 상기 리어 바디의 위치를 유지하면서 상기 축선을 중심으로 한 지름 방향으로 상기 프론트 바디를 이동시키거나 또는, 상기 축선에 대한 상기 리어 바디의 위치를 유지하면서 상기 프론트 바디를 상기 축선에 대해 기울게 하는, 방법. - 제 1항에 있어서,
상기 척은 상기 리어 바디로부터 상기 프론트 바디를 향해 설치된 가이드 바를 구비하고,
상기 가이드 바는 상기 프론트 바디에 설치된 가이드공에 삽입되는, 방법. - 제 1항 또는 제 2항에 있어서,
상기 척은 상기 프론트 바디를 상기 리어 바디에 고정하는 볼트를 구비하고,
상기 볼트를 느슨하게 한 상태에서 상기 프론트 바디를 상기 지름 방향으로 이동시키고, 이동이 끝난 단계에서 상기 볼트를 체결하는, 방법. - 제 2항에 있어서,
상기 프론트 바디를 상기 리어 바디에 가압해두는 가압 수단을 상기 가이드 바에 장착하는, 방법. - 제 2항 또는 제 4항에 있어서,
조정 볼트를 상기 프론트 바디에 삽입함으로써, 상기 조정 볼트를 상기 리어 바디의 측면 또는 상기 가이드 바의 측면에 가압하고, 상기 프론트 바디를 상기 지름 방향으로 이동시키는, 방법. - 제 3항에 있어서,
상기 리어 바디에 경사 형상의 접동면이 설치되고,
상기 프론트 바디의 전면측으로부터의 회전 조작에 의해 상기 프론트 바디의 내부를 진퇴 가능하며, 테이퍼 형상의 두부가 상기 접동면을 접동하는 조정 나사를 구비하고,
상기 조정 나사를 진퇴시킴으로써, 테이퍼 형상의 두부가 상기 접동면을 접동하고, 상기 프론트 바디를 상기 지름 방향으로 이동시키는, 방법. - 제 1항 내지 제 6항 중 어느 한 항에 있어서,
상기 리어 바디는 간격을 두고 설치된 제 1의 좌면의 사이를 댐퍼가 가교 형상으로 배치되고, 각 좌면에 대해 제 1의 볼트에 의해 상기 댐퍼가 체결되어 있고,
상기 프론트 바디는 그 배면에 설치된 제 2의 좌면에 대해, 상기 제 1의 좌면의 사이에 제2의 볼트에 의해 상기 댐퍼가 체결되고, 또한 서로 이웃하는 상기 제 1의 좌면의 사이를 가교 형상으로 배치된 상기 댐퍼에 대해, 상기 댐퍼의 변형 길이를 변경하는 접동자가 설치되어 있고,
상기 보정 공정에서는,
상기 조오에 공작물을 파지시켰을 때에 있어서, 상기 접동자의 위치를 변경하여 상기 프론트 바디를 상기 축선에 대해 기울이는, 방법. - 제7항에 있어서,
상기 댐퍼가 가교 형상으로 배치되는 위치를 등각도 간격으로 적어도 3개 지점 이상 배치하는, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017152215 | 2017-08-07 | ||
| JPJP-P-2017-152215 | 2017-08-07 | ||
| PCT/JP2018/022862 WO2019031059A1 (ja) | 2017-08-07 | 2018-06-15 | チャックの補正方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200038471A true KR20200038471A (ko) | 2020-04-13 |
| KR102523473B1 KR102523473B1 (ko) | 2023-04-18 |
Family
ID=65272058
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207003831A KR102523473B1 (ko) | 2017-08-07 | 2018-06-15 | 척의 보정 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11471955B2 (ko) |
| EP (1) | EP3666431A4 (ko) |
| JP (1) | JP7171576B2 (ko) |
| KR (1) | KR102523473B1 (ko) |
| CN (1) | CN110753594B (ko) |
| TW (1) | TWI757515B (ko) |
| WO (1) | WO2019031059A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114029560B (zh) * | 2021-11-30 | 2023-07-14 | 四川大学 | 一种加工变双曲圆弧齿线圆柱齿轮的刀具组合及加工方法 |
| CN114589365A (zh) * | 2022-04-21 | 2022-06-07 | 河南航天液压气动技术有限公司 | 一种轻载工况浮动调整装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3178192A (en) * | 1963-02-07 | 1965-04-13 | Sp Mfg Corp | Adjustable universal chuck |
| JP2011110676A (ja) | 2009-11-30 | 2011-06-09 | Howa Mach Ltd | ドローダウンチャック |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2447711A (en) * | 1946-01-16 | 1948-08-24 | Mikis Ernest | Precision leveling chuck |
| CH293499A (de) * | 1951-03-01 | 1953-09-30 | Amann Philipp | Zentriervorrichtung. |
| US2984494A (en) * | 1959-12-18 | 1961-05-16 | Frank A Alston | Adjustable mounts for self-centering chucks |
| US3088746A (en) * | 1960-12-08 | 1963-05-07 | Whiton Machine Company | Radially adjustable chuck |
| US3129950A (en) * | 1962-07-16 | 1964-04-21 | Cushman Chuck Co | Center-adjustable chuck adapter |
| US3259394A (en) * | 1964-04-13 | 1966-07-05 | Buck Tool Co | Radially adjustable chuck |
| US3357711A (en) * | 1965-01-05 | 1967-12-12 | Fischer Walter Ernst | Eccentrically adjustable chuck |
| US3460847A (en) * | 1965-06-10 | 1969-08-12 | Woodworth Co N A | Fixture mounting assembly |
| US3460849A (en) * | 1966-01-11 | 1969-08-12 | Sp Mfg Corp | Variable force chuck construction |
| DE2057900A1 (de) * | 1970-11-25 | 1972-05-31 | Norbert Schlicksupp | Drehfutterflansch |
| US4645219A (en) * | 1984-12-29 | 1987-02-24 | Index-Werke Komm. Ges. Hahn & Tessky | Chuck |
| JP2001219309A (ja) | 2000-02-07 | 2001-08-14 | Howa Mach Ltd | チャック |
| US6425584B1 (en) | 2000-09-01 | 2002-07-30 | Illinois Tool Works, Inc. | Sliding jaw chuck assembly |
| DE20102880U1 (de) * | 2001-02-16 | 2001-07-19 | Robert Schroeder Gmbh & Co Kg | Spannbacke |
| JP2003001507A (ja) | 2001-06-21 | 2003-01-08 | Kitagawa Iron Works Co Ltd | 高精度引き込み型チャック |
| CN200998775Y (zh) * | 2007-02-08 | 2008-01-02 | 李吉伟 | 通用机床卡盘 |
| JP5212783B2 (ja) | 2008-02-08 | 2013-06-19 | 豊和工業株式会社 | 心補償型チャック |
| CN201483016U (zh) * | 2009-06-18 | 2010-05-26 | 中信戴卡轮毂制造股份有限公司 | 可调径向定位卧车夹盘 |
| DE102010041054A1 (de) * | 2010-04-01 | 2011-10-06 | Schunk Gmbh & Co. Kg Spann- Und Greiftechnik | Zentriereinrichtung zum Zentrieren eines Spannfutters an einer Drehspindel und zugehörige Verriegelungseinrichtung |
| CN101829794B (zh) * | 2010-05-28 | 2012-08-08 | 中国航天科技集团公司长征机械厂 | 六爪两联动自定心卡盘 |
| CN202317093U (zh) * | 2011-09-15 | 2012-07-11 | 吴红 | 机床用卡盘 |
| JP6219106B2 (ja) * | 2013-09-20 | 2017-10-25 | 株式会社北川鉄工所 | 引き込みチャック |
| CN104722789A (zh) * | 2015-03-19 | 2015-06-24 | 吴江市菀坪宝得利缝制设备机械厂 | 一种用于自定心卡盘的可调偏心装置 |
| CN205363682U (zh) * | 2016-02-16 | 2016-07-06 | 山东省特种设备检验研究院济宁分院 | 一种自动找正的安全阀校验座卡盘 |
-
2018
- 2018-06-15 EP EP18842892.4A patent/EP3666431A4/en active Pending
- 2018-06-15 WO PCT/JP2018/022862 patent/WO2019031059A1/ja unknown
- 2018-06-15 CN CN201880040247.2A patent/CN110753594B/zh active Active
- 2018-06-15 US US16/635,285 patent/US11471955B2/en active Active
- 2018-06-15 JP JP2019535003A patent/JP7171576B2/ja active Active
- 2018-06-15 KR KR1020207003831A patent/KR102523473B1/ko active IP Right Grant
- 2018-06-20 TW TW107121081A patent/TWI757515B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3178192A (en) * | 1963-02-07 | 1965-04-13 | Sp Mfg Corp | Adjustable universal chuck |
| JP2011110676A (ja) | 2009-11-30 | 2011-06-09 | Howa Mach Ltd | ドローダウンチャック |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110753594B (zh) | 2021-12-14 |
| KR102523473B1 (ko) | 2023-04-18 |
| US20200368825A1 (en) | 2020-11-26 |
| US11471955B2 (en) | 2022-10-18 |
| WO2019031059A1 (ja) | 2019-02-14 |
| EP3666431A1 (en) | 2020-06-17 |
| JP7171576B2 (ja) | 2022-11-15 |
| TW201910027A (zh) | 2019-03-16 |
| CN110753594A (zh) | 2020-02-04 |
| JPWO2019031059A1 (ja) | 2020-06-25 |
| TWI757515B (zh) | 2022-03-11 |
| EP3666431A4 (en) | 2020-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6557445B1 (en) | Tool holder and a runout correcting tool for a tool holder | |
| JP6490362B2 (ja) | 偏心輪を有する締結システム | |
| TWI701093B (zh) | 收縮式夾頭 | |
| JPH1148022A (ja) | フライスカッタ | |
| KR20200038471A (ko) | 척의 보정 방법 | |
| JP4861984B2 (ja) | 工具ホルダアセンブリ | |
| JP4972362B2 (ja) | ダイヤフラムチャック | |
| JP2003512183A (ja) | 高速加工用カッティングツール | |
| WO2013001624A1 (ja) | タップホルダ | |
| US8556551B2 (en) | Cutting tool having a shank-mounted adjustment ring | |
| KR101360193B1 (ko) | 회전 연동구조를 구비한 광학계 렌즈 리테이너 조립용 원형 치공구 | |
| JP2006326744A (ja) | 旋盤用チャック機構のチャック爪 | |
| JP2018069360A (ja) | 軸連結調整機構 | |
| JP2015213968A (ja) | 穴加工工具の振れ調整機構 | |
| JP2001138162A (ja) | 工具保持具及び工具保持具用振れ修正具 | |
| JP2010105121A (ja) | コレットホルダ | |
| US10384279B2 (en) | Tool, adjustment mechanism, tool body and cutting tool | |
| US11305403B2 (en) | Vise jaw | |
| SE538245C2 (sv) | Hållare för skärverktyg med justerbar höjd | |
| JP2011115888A (ja) | 工具ホルダ | |
| KR101912009B1 (ko) | 다이아몬드 버니싱공구 | |
| KR20140081184A (ko) | 간격 조절 구조를 구비한 광학계 렌즈 리테이너 조립용 평행 치공구 | |
| TWI686252B (zh) | 機械手臂用可調夾緊裝置 | |
| JP2013141739A (ja) | 座金設置用具 | |
| JP2004299016A (ja) | 微調整式切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |