KR20190143362A - 라미네이트 강판, 이의 제조 방법 및 이에 사용되는 시트 - Google Patents
라미네이트 강판, 이의 제조 방법 및 이에 사용되는 시트 Download PDFInfo
- Publication number
- KR20190143362A KR20190143362A KR1020190063082A KR20190063082A KR20190143362A KR 20190143362 A KR20190143362 A KR 20190143362A KR 1020190063082 A KR1020190063082 A KR 1020190063082A KR 20190063082 A KR20190063082 A KR 20190063082A KR 20190143362 A KR20190143362 A KR 20190143362A
- Authority
- KR
- South Korea
- Prior art keywords
- layer
- resin layer
- sheet
- steel sheet
- fluorinated polymer
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/012—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of aluminium or an aluminium alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/043—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/082—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising vinyl resins; comprising acrylic resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/06—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the heating method
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
- B29C48/154—Coating solid articles, i.e. non-hollow articles
- B29C48/155—Partial coating thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/307—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets specially adapted for bringing together components, e.g. melts within the die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2027/00—Use of polyvinylhalogenides or derivatives thereof as moulding material
- B29K2027/12—Use of polyvinylhalogenides or derivatives thereof as moulding material containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/06—Coating on the layer surface on metal layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/28—Multiple coating on one surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/302—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/71—Resistive to light or to UV
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/24—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2311/00—Metals, their alloys or their compounds
- B32B2311/30—Iron, e.g. steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2327/00—Polyvinylhalogenides
- B32B2327/06—PVC, i.e. polyvinylchloride
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2327/00—Polyvinylhalogenides
- B32B2327/12—Polyvinylhalogenides containing fluorine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2333/00—Polymers of unsaturated acids or derivatives thereof
- B32B2333/04—Polymers of esters
- B32B2333/08—Polymers of acrylic acid esters, e.g. PMA, i.e. polymethylacrylate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2367/00—Polyesters, e.g. PET, i.e. polyethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2509/00—Household appliances
- B32B2509/10—Refrigerators or refrigerating equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/04—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the partial melting of at least one layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Laminated Bodies (AREA)
Abstract
구현예는 아크릴 수지층 및 상기 아크릴 수지층의 일면에 직접 형성된 불소화 고분자 수지층을 포함하는 시트, 상기 시트를 포함하는 라미네이트 강판, 및 이의 제조 방법에 관한 것이다.
Description
구현예는 라미네이트 강판, 이의 제조 방법 및 이에 사용되는 시트에 관한 것이다. 보다 구체적으로, 구현예들은 내후성, 내화학성 및 내오염성을 가지면서도 고온의 라미네이션 공정을 견딜 수 있는 라미네이트 강판, 이의 제조 방법, 및 이에 사용되는 시트에 관한 것이다.
라미네이트 강판이란 전기아연도금강판, 용융아연도금강판, 냉연강판, 스테인리스강판, 갈바륨강판, 알루미늄코일 등을 소재로 한 강판의 표면에, 각종 기능성 필름층을 형성한 제품을 말한다.
상기 라미네이트 강판은 냉장고, 세탁기, 에어컨 등의 가전제품 외형 케이스에 주로 적용되며, 일반 도장 강판에 비하여 미려한 외관 특성과 가공성이 뛰어나다는 장점이 있다.
또한, 라미네이트 강판은 건축 내/외장재로도 사용되고 있는데, 이 경우 강판 제조 후 별도의 가공 과정을 거치고 필름을 접착하여야 하므로, 우수한 가공성, 접착성, 내후성, 내식성 등의 조건을 만족하여야 한다.
일반적으로 라미네이트 강판에 보호 필름으로서 폴리에틸렌테레프탈레이트(PET) 필름, 폴리염화비닐(PVC) 필름 등을 사용하고 있으나, PET 필름은 내UV성, 가공성 및 내크랙성이 다소 미흡하고, PVC 필름은 내후성, 내화학성 및 내오염성이 높지 않아서, 이러한 라미네이트 강판을 건축 내/외장재로 사용하기에 다소 미흡한 점이 있다.
이를 개선하기 위해, 최근 보호 필름으로서 내후성이 우수한 불소화 고분자 수지층을 적용하는 것이 시도되고 있으나, 불소화 고분자 수지층은 그 특성상 다른 기능성 필름과의 접합력이 대체로 낮은 편이며, 만약 이를 해결하기 위해 원료 수지의 코팅에 의해 적층 필름을 형성할 경우 제품에 대한 적용성이 좋지 않게 된다.
또한, 강판에 보호 필름과 같은 기능성 필름을 라미네이션할 경우에, 강판과의 접합력을 확보하기 위해 고온 조건이 필요한데, 불소화 고분자 수지층은 대체로 내열성이 높지 않으므로, 고온의 조건을 견디지 못하고 필름 변형이 일어나는 문제가 있다.
따라서, 구현예는 내후성, 내화학성 및 내오염성을 가지면서도 고온의 라미네이션 공정을 견딜 수 있는 구조를 갖는 라미네이트 강판, 이의 제조 방법, 및 이에 사용되는 시트를 제공하고자 한다.
일 구현예에 따른 라미네이트 강판은 강판; 및 상기 강판 상에 배치된 제1 시트를 포함하며, 상기 제1 시트가 아크릴 수지층 및 상기 아크릴 수지층의 일면에 직접 형성된 불소화 고분자 수지층을 포함한다.
다른 구현예에 따른 라미네이트 강판의 제조 방법은 아크릴 수지 및 불소화 고분자 수지를 공압출(co-extrusion)하여 제1 시트를 제조하는 단계; 상기 제1 시트를 폴리에스터 수지층, 폴리올레핀 수지층, 폴리염화비닐 수지층, 알루미늄 호일층, 및 이들의 조합으로 이루어진 군에서 선택되는 기재층을 포함하는 제2 시트와 라미네이션하여 복합 시트를 제조하는 단계; 및 상기 복합 시트를 강판과 라미네이션하는 단계를 포함한다.
또 다른 구현예에 따른 시트는 아크릴 수지 및 불소화 고분자 수지를 공압출하여 형성된 아크릴 수지층 및 불소화 고분자 수지층을 포함한다.
상기 구현예에 따른 라미네이트 강판은 외곽에 불소화 고분자 수지층을 구비하여 내후성(특히, 내UV성), 내화학성 및 내오염성이 매우 우수하다. 또한, 불소화 고분자 수지층의 일면에 아크릴 수지층이 형성되어, 불소화 고분자 수지층의 낮은 접착력을 보완할 수 있다.
바람직한 구현예에 따르면, 상기 불소화 고분자 수지층과 강판 사이에 내열성이 우수한 기재층을 삽입함으로써, 내열성이 부족한 불소화 고분자 수지층이 고온의 라미네이션 공정에서 변형되는 것을 방지할 수 있다.
또한, 바람직한 구현예에 따르면, 공압출에 의해 상기 아크릴 수지층과 불소화 고분자 수지층이 라미네이션되어 이들 사이에 별도의 접착제가 필요 없고, 공압출된 필름은 표면 조도의 차이가 거의 없으므로 고온 라미네이션 과정에서의 변형이 보다 확실히 억제될 수 있다.
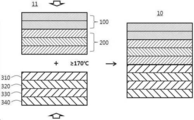
도 1은 일 구현예에 따른 라미네이트 강판의 층 구성을 나타낸 것이다.
도 2는 일 구현예에 따른 라미네이트 강판의 제조 방법을 나타낸 것이다.
도 3은 일 구현예에 따른 라미네이트 강판의 제조 방법을 나타낸 것이다.
도 4는 공압출에 의해 제1 시트를 제조하는 공정예를 나타낸 것이다.
도 2는 일 구현예에 따른 라미네이트 강판의 제조 방법을 나타낸 것이다.
도 3은 일 구현예에 따른 라미네이트 강판의 제조 방법을 나타낸 것이다.
도 4는 공압출에 의해 제1 시트를 제조하는 공정예를 나타낸 것이다.
이하의 구현예의 설명에 있어서, 각 층, 홀, 윈도우, 또는 영역 등이 각 층, 홀, 윈도우, 또는 영역 등의 "상(on)" 또는 "하(under)"에 형성되는 것으로 기재되는 경우에 있어, "상(on)"과 "하(under)"는 "직접(directly)" 또는 "다른 구성요소를 개재하여(indirectly)" 형성되는 것을 모두 포함한다.
또한, 각 구성요소의 상 및 하에 대한 기준은 도면을 기준으로 설명한다. 도면에서의 각 구성요소들의 크기는 설명을 위하여 과장될 수 있으며, 실제로 적용되는 크기를 의미하는 것은 아니다.
또한, 본 명세서에 기재된 구성성분의 물성 값, 치수 등을 나타내는 모든 수치 범위는 특별한 기재가 없는 한 모든 경우에 "약"이라는 용어로 수식되는 것으로 이해하여야 한다.
일 구현예에 따른 라미네이트 강판은 강판; 및 상기 강판 상에 배치된 제1 시트를 포함하며, 상기 제1 시트가 아크릴 수지층 및 상기 아크릴 수지층의 일면에 직접 형성된 불소화 고분자 수지층을 포함한다.
라미네이트 강판
도 1은 일 구현예에 따른 라미네이트 강판의 층 구성을 나타낸 것이다.
도 1을 참조하여, 일 구현예에 따른 라미네이트 강판(10)은, 강판(340); 및 상기 강판(340) 상에 배치되는 제1 시트(100)를 포함하며, 상기 제1 시트(100)가 아크릴 수지층(120); 및 상기 아크릴 수지층(120)의 일면에 직접 형성된 불소화 고분자 수지층(110)을 포함한다.
일 구현예에 따르면, 상기 라미네이트 강판(10)은, 상기 강판(340)과 상기 제1 시트(100) 사이에, 폴리에스터 수지층, 폴리올레핀 수지층, 폴리염화비닐 수지층, 알루미늄 호일층 및 이들의 조합으로 이루어진 군에서 선택되는 기재층(230)을 포함하는 제2 시트(200)를 추가로 포함할 수 있다.
제1 시트
상기 제1 시트(100)는 아크릴 수지층(120); 및 상기 아크릴 수지층(120)의 일면에 직접 형성된 불소화 고분자 수지층(110)을 포함한다
이와 같이, 불소화 고분자 수지층의 일면에 아크릴 수지층이 형성되어, 불소화 고분자 수지층의 낮은 접착력을 보완할 수 있다.
일 구현예에 따르면, 상기 제1 시트는 공압출(co-extrusion)에 의해 형성될 수 있다.
구체적으로, 상기 제1 시트(100)는 공압출에 의해 형성된 것이다. 즉, 상기 제1 시트(100)는 아크릴 수지 및 불소화 고분자 수지를 공압출하여 형성된 아크릴 수지층 및 불소화 고분자 수지층을 포함한다.
이에 따라, 상기 아크릴 수지층 및 상기 불소화 고분자 수지층 사이에는 접착제가 존재하지 않으며, 그에 따라 접착제로 인한 물성 저하를 방지할 수 있다. 또한, 상기 아크릴 수지층 및 상기 불소화 고분자 수지층은 접착제 없이도 이들 간의 접합력이 매우 우수할 수 있다.
불소화 고분자 수지층
상기 불소화 고분자 수지층(110)은 불소화 고분자 수지를 50 중량% 이상, 70 중량% 이상 또는 90 중량% 이상으로 포함한다.
상기 불소화 고분자 수지는, 예를 들어, 폴리비닐리덴플루오라이드(PVdF) 수지일 수 있다. 이에 따라, 상기 불소화 고분자 수지층은 PVdF 수지층, 즉, PVdF 필름일 수 있다.
상기 PVdF 수지는 비닐리덴플루오라이드(VF2)의 단독중합체 또는 공중합체일 수 있다. 이때, 상기 공중합체는 적어도 50 중량%의 VF2 및 VF2와 공중합 가능한 나머지량의 다른 단량체를 포함할 수 있다.
상기 VF2와 공중합 가능한 공단량체로는 불소화 단량체가 바람직하고, 구체적으로, 불화비닐; 트리플루오로에틸렌(VF3); 클로로트리플루오로에틸렌(CTFE); 1,2-디플루오로에틸렌; 테트라플루오로에틸렌(TFE); 헥사플루오로프로필렌(HFP); 퍼플루오로(메틸비닐)에테르(PMVE), 퍼플루오로(에틸비닐)에테르(PEVE) 및 퍼플로오로(프로필비닐)에테르(PPVE)와 같은 퍼플로오로(알킬비닐)에테르; 퍼플루오로(1,3-디옥솔); 퍼플루오로(2,2-디메틸-1,3-디옥솔)(PDD); 및 이들의 혼합물일 수 있다. 바람직하게는, 상기 공단량체는 클로로트리플루오로에틸렌(CTFE), 헥사플루오로프로필렌(HFP), 트리플루오로에틸렌(VF3) 또는 테트라플루오로에틸렌(TFE)일 수 있다.
상기 PVdF 수지는, 바람직하게는 레오미터를 사용하여 100 s-1의 전단속도로 230℃에서 측정 시에 4,000 Poise 내지 12,000 Poise 범위의 점도를 가질 수 있다. 상기 점도 범위를 갖는 PVdF 수지가 압출 및 사출 성형에 보다 적합할 수 있다
일 구현예에 따르면, 상기 불소화 고분자 수지층은 상기 라미네이트 강판의 최외곽층으로 배치될 수 있다. 이에 따라, 상기 라미네이트 강판은 내후성(특히, 내UV성), 내화학성 및 내오염성이 매우 우수할 수 있다.
아크릴 수지층
상기 아크릴 수지층(120)은 아크릴 수지를 50 중량% 이상, 70 중량% 이상 또는 90 중량% 이상으로 포함한다.
상기 아크릴 수지는, 예를 들어, 폴리메틸메타크릴레이트(PMMA) 수지일 수 있다. 이에 따라, 상기 아크릴 수지층은 PMMA 수지층, 즉, PMMA 필름일 수 있다.
상기 PMMA 수지는 메틸메타크릴레이트(MMA) 단량체의 단일중합체이거나 또는 다른 공단량체와의 공중합체일 수 있다. 상기 PMMA 수지가 공중합체일 경우, MMA 및 공단량체가 50:50 내지 99:1의 중량비로 공중합된 중합체인 것이 바람직하다.
상기 MMA와 공중합될 수 있는 공단량체의 예로는, 알킬 (메타)아크릴레이트, 아크릴로니트릴, 부타디엔, 스티렌, 이소프렌, 이들의 혼합물 등을 들 수 있다. 바람직한 공중합체로서는, 메틸아크릴레이트 및 에틸아크릴레이트 중에서 선택되는 1종 이상이 공단량체로서 1 중량% 내지 20 중량%의 함량으로 공중합된 것을 들 수 있다.
상기 PMMA 수지는 관능화될 수 있는데, 예를 들어, 산, 산 염화물, 알코올 또는 무수물 관능기를 포함할 수 있고, 이들 관능기는 관능기를 갖는 화합물을 그라프트(graft) 또는 공중합하는 방식으로 도입될 수 있다. 이 중에서도, 아크릴산 공중합체에 의해 제공되는 산 관능기인 것이 바람직하다. 관능기를 갖는 화합물의 함량은, 관능기를 포함하는 PMMA의 중량을 기준으로 15 중량% 이하일 수 있다.
상기 PMMA 수지의 MVI(용융체적지수)는 3.8 kg의 하중에서 230℃의 온도로 측정하였을 때, 0.5 g/10분 내지 10 g/10분일 수 있다.
상기 아크릴 수지층은 UV흡수제를 추가로 포함할 수 있다.
상기 UV흡수제로는 벤조트리아졸계, 벤조트리아진계 등을 사용할 수 있다.
상기 UV흡수제의 함량은. 상기 아크릴 수지층의 중량을 기준으로, 0.1 중량% 내지 10 중량%, 또는 0.5 중량% 내지 5 중량%일 수 있다.
이와 같은 UV 흡수제는 상기 아크릴 수지층의 낮은 내UV성을 보완해 줄 수 있다.
제1 시트의 물성
일 구현예에 따르면, 상기 불소화 고분자 수지층의 두께는 5 ㎛ 내지 12 ㎛, 또는 3 ㎛ 내지 15 ㎛일 수 있다.
일 구현예에 따르면, 상기 아크릴 수지층의 두께는 10 ㎛ 내지 50 ㎛, 10 ㎛ 내지 30 ㎛, 또는 20 ㎛ 내지 30 ㎛일 수 있다.
구체적인 일례로서, 상기 불소화 고분자 수지층의 두께는 5 ㎛ 내지 12 ㎛이고, 상기 아크릴 수지층의 두께는 20 ㎛ 내지 30 ㎛일 수 있다.
일 구현예에 따르면, 상기 아크릴 수지층과 상기 불소화 고분자 수지층의 표면 조도(Ra)는 각각 0.01 ㎛ 내지 2.0 ㎛일 수 있다.
상기 불소화 고분자 수지층의 표면 조도(Ra)는 0.01 ㎛ 내지 2.0 ㎛, 0.1 ㎛ 내지 1.5 ㎛, 또는 0.1 ㎛ 내지 1.0 ㎛일 수 있다. 또한, 상기 아크릴 수지층의 표면 조도(Ra)는 0.01 ㎛ 내지 2.0 ㎛, 0.1 ㎛ 내지 1.5 ㎛, 또는 0.1 ㎛ 내지 1.0 ㎛일 수 있다.
상기 제1 시트는 공압출에 의해 한번에 제조되기 때문에, 상기 아크릴 수지층과 상기 불소화 고분자 수지층 간의 표면 조도의 차이가 거의 없을 수 있다.
일 구현예에 따르면, 상기 아크릴 수지층의 표면 조도(Ra)와 상기 불소화 고분자 수지층의 표면 조도(Ra)의 차는 0.7 ㎛ 이하일 수 있다. 예를 들어, 상기 불소화 고분자 수지층의 표면 조도(Ra)와 상기 아크릴 수지층의 표면 조도(Ra)는 0.7 ㎛ 이하, 0.5 ㎛ 이하, 0.3 ㎛ 이하, 0.2 ㎛ 이하, 또는 0.1 ㎛ 이하의 차이를 가질 수 있다. 상기 아크릴 수지층과 상기 불소화 고분자 수지층 간의 표면 조도의 차이가 상기 바람직한 범위 내일 때, 강판과의 고온 라미네이션 과정에서의 필름 변형의 방지 효과가 보다 우수할 수 있다.
상기 제1 시트의 광투과율은 85% 이상, 90% 이상, 또는 94% 이상일 수 있다(ASTM D1006 기준). 상기 제1 시트의 헤이즈는 50% 내지 75% 범위, 또는 65 내지 75% 범위일 수 있다(ASTM D1006 기준).
상기 제1 시트는 우수한 내후성(내UV성)을 가질 수 있다. 일 구현예에 따르면, 상기 제1 시트는 300 nm 내지 400 nm 파장의 광에 1500 W/m2 및 70℃의 조건으로 96시간 동안 노출되었을 때 3.0 이하의 색차(△E)를 가질 수 있다.
제2 시트
상기 제2 시트(200)는 기재층(230)을 포함한다.
상기 기재층(230)은 폴리에스터 수지층, 폴리올레핀 수지층, 폴리염화비닐 수지층, 알루미늄 호일층 및 이들의 조합으로 이루어진 군에서 선택된다.
상기 폴리에스터 수지층은 폴리에틸렌테레프탈레이트(PET) 수지, 폴리에틸렌나프탈레이트(PEN) 수지, 공중합 폴리에틸렌테레프탈레이트(Co-PET) 등을 포함할 수 있다. 구체적인 예로서, 상기 폴리에스터 수지층은 폴리에틸렌테레프탈레이트(PET) 수지층, 즉, PET 필름일 수 있다. 또한, PET 필름의 적어도 일면에 헤어라인 패턴 처리가 되어 미관 향상을 더 할 수 있다.
상기 폴리올레핀 수지층은 폴리에틸렌 수지, 폴리프로필렌 수지 등을 포함할 수 있다. 구체적인 예로서, 상기 폴리올레핀 수지층은 폴리프로필렌(PP) 수지층, 즉, PP 필름일 수 있다.
상기 폴리염화비닐 수지층은, 예를 들어, 강판용으로 특화된 내열 등급의 폴리염화비닐 수지층을 이용할 수 있다.
상기 기재층의 두께는 15 ㎛ 내지 160 ㎛, 15 ㎛ 내지 150 ㎛, 또는 20 ㎛ 내지 150 ㎛일 수 있다.
구체적으로, 상기 폴리에스터 수지층, 상기 폴리올레핀 수지층 및 상기 폴리염화비닐 수지층의 두께는 각각 15 ㎛ 내지 160 ㎛, 15 ㎛ 내지 150 ㎛, 또는 20 ㎛ 내지 150 ㎛일 수 있고, 상기 알루미늄 호일층의 두께는 6 ㎛ 내지 30 ㎛, 10 ㎛ 내지 30 ㎛ 또는 17 ㎛ 내지 30 ㎛일 수 있다.
또한, 상기 기재층은 폴리에스터 수지층, 폴리올레핀 수지층, 폴리염화비닐 수지층 및 알루미늄 호일층으로 이루어진 군으로부터 선택된 2종 이상일 수 있다. 예를 들어, 상기 기재층은 폴리에스터 수지층 및 알루미늄 호일층, 폴리올레핀 수지층 및 알루미늄 호일층, 또는 폴리염화비닐 수지층 및 알루미늄 호일층의 적층 시트일 수 있고, 폴리에스터 수지층 및 상기 알루미늄 호일층의 적층 시트가 바람직하나, 이에 한정되는 것은 아니다. 이러한 기재층의 두께는 6 ㎛ 내지 150㎛, 15 ㎛ 내지 150 ㎛ 또는 25 ㎛ 내지 150㎛ 일 수 있다.
일 구현예에 따르면, 상기 제2 시트(200)는 상기 기재층(230)의 적어도 일면(상면 또는 하면)에 형성된 적어도 하나의 기능층(220)을 추가로 포함할 수 있다. 예를 들어, 상기 기재층의 상면 또는 하면에 기능층이 위치하거나, 상기 기재층의 상면 및 하면 모두에 기재층이 위치할 수 있다.
일 구현예에 따르면, 상기 기능층은 인쇄층, 칼라층, 패턴층 및 알루미늄 증착층으로 이루어진 군으로부터 선택될 수 있다. 이와 같은 기능층은 라미네이트 강판에 도안, 색상, 무늬 등을 도입하여 외관을 개선시킬 수 있다.
또한, 상기 제2 시트(200)는, 상기 제1 시트(100)와의 접착성을 높이기 위한 접착제층(210)을 추가로 포함할 수 있다. 상기 접착제층(210)은 광학적으로 투명한 접착제를 포함할 수 있다.
상기 접착제는 상기 제1 시트(특히, 아크릴 수지층)와 제2 시트(기능층 또는 기재층)와의 결합력이 부여되도록 개질된 것 또는 시중에 판매되는 것을 사용할 수 있다.
강판
상기 강판(340)은 전기아연도금강판, 용융아연도금강판, 냉연강판, 스테인리스강판, 갈바륨강판, 알루미늄코일 등을 포함할 수 있다.
상기 강판(340)의 일면에는 전처리층(330), 하도도막층(320) 및 접착제층(310) 중 적어도 하나의 층이 형성될 수 있다.
상기 전처리층(330)은 상기 강판 표면의 이물질을 제거하여 강판에 하도도막층을 형성하는 공정이 용이하도록 강판의 표면을 개질하는 역할을 한다.
상기 하도도막층(320)은 강판의 내구성을 높이고, 강판과 다른 층의 계면의 결합력을 증가시켜 공정이 원활하게 진행될 수 있도록 할 수 있다.
상기 접착제층(310)은 상기 제2 시트(200)와의 접착성을 높이기 위한 것이며, 광학적으로 투명한 접착제를 포함할 수 있다.
적층 구성예
일 구현예에 따르면, 상기 라미네이트 강판은 강판, 전처리층, 하도도막층, 접착제층, 기재층, 기능층, 접착제층, 아크릴 수지층 및 불소화 고분자 수지층의 순서로 적층되고, 상기 기재층은 폴리에스터 수지층, 폴리올레핀 수지층, 폴리염화비닐 수지층 및 알루미늄 호일층으로 이루어진 군에서 선택되며, 상기 기능층이 인쇄층, 칼라층, 패턴층 및 알루미늄 증착층으로 이루어진 군으로부터 선택될 수 있다.
또한, 상기 적층 구성에서 상기 기재층과 상기 기능층은 서로 적층 순서(즉, 상하 관계)가 바뀔 수 있다.
라미네이트 강판의 제조 방법
도 2 및 3은 각각 일 구현예에 따른 라미네이트 강판의 제조 방법을 나타낸 것이다.
도 2 및 3을 참조하여, 일 구현예에 따른 라미네이트 강판(10)의 제조 방법은, 아크릴 수지 및 불소화 고분자 수지를 공압출(co-extrusion)하여 제1 시트(100)를 제조하는 단계; 상기 제1 시트(100)를 폴리에스터 수지층, 폴리올레핀 수지층, 폴리염화비닐 수지층, 알루미늄 호일층 및 이들의 조합으로 이루어진 군에서 선택되는 기재층(230)을 포함하는 제2 시트(200)와 라미네이션하여 복합 시트(11)를 제조하는 단계; 및 상기 복합 시트(11)를 강판(340)과 라미네이션하는 단계를 포함한다.
제1 시트를 제조하는 단계
먼저, 아크릴 수지 및 불소화 고분자 수지를 공압출하여 제1 시트(100)를 제조한다.
상기 공압출에 의해, 불소화 고분자 수지층(110)과 아크릴 수지층(120)이 별도의 접착제나 고온 라미네이션 공정 없이도 일체로 형성될 수 있다.
이와 달리, 접착제를 이용할 경우 시트 내에 접착제가 스며들어 반사율 등 광학적 물성을 저하시키는 문제를 발생시킬 수 있고, 고온 라미네이션 공정을 이용할 경우 시트의 물성이 저하되는 문제가 발생할 수 있다. 또한, 접착제나 고온 라미네이션 공정을 이용할 경우 별도의 추가 공정이 요구되므로 비용 면에서 바람직하지 않다.
도 3은 공압출에 의해 제1 시트를 제조하는 공정예를 나타낸 것이다.
도 3을 참조하여, 2대의 압출기 또는 2개의 노즐을 구비한 1대의 압출기(20)에 의해, 아크릴 수지 및 불소화 고분자 수지를 동시에 압출함으로써, 용융 상태에서 불소화 고분자 수지층(110)과 아크릴 수지층(120)이 일체로 접합된 제1 시트(100)를 제조할 수 있다.
상기 공압출에는 튜불라(tubula) 또는 다이(die)를 이용한 방법을 사용할 수 있으며, 상기 다이는 피드블록 타입 적용 평판형 다이(예컨대, T 다이, 코우트 행어(coat hanger) 다이 등), 직선형 다이, 원형 다이(크로스 헤드(cross head) 다이 등), 매니폴드 타입 등이 바람직하게 사용될 수 있으나, 이에 한정되는 것은 아니다.
본 발명에서 사용 가능한 압출기는, 단축 또는 다축 압출기뿐만 아니라, 복수 압출기로 이루어진 탠덤(tandem) 압출기일 수 있다. 또한, 압출기를 다이로 통하게 하는 어댑터(adapter)에 무동작 혼합기 또는 이에 상당하는 기기를 삽입함으로써 균일한 수지 온도를 유지할 수 있다.
복합 시트를 제조하는 단계
다음으로, 상기 제1 시트(100)를 상기 기재층(230)을 포함하는 제2 시트(200)와 라미네이션하여 복합 시트(11)를 제조한다.
상기 제1 시트와 제2 시트의 라미네이션은 접착제를 이용하여 수행되거나, 열 라미네이션 공정으로 수행될 수 있다. 상기 접착제는 통상적인 접착제를 사용할 수 있다.
상기 제1 시트와 제2 시트의 라미네이션은 60℃ 내지 160℃에서 수행될 수 있다. 예를 들어, 상기 기재층이 폴리에스터 수지층 또는 폴리올레핀 수지층일 경우, 상기 제1 시트와 제2 시트의 라미네이션은 60℃ 내지 90℃에서에서 수행될 수 있다. 구체적으로, 상기 기재층이 폴리에스터 수지층 또는 폴리올레핀 수지층일 경우, 상기 제1 시트와 제2 시트의 라미네이션은 접착제를 이용하여 60℃ 내지 90℃에서 수행될 수 있다. 다른 예로서, 상기 기재층이 폴리염화비닐 수지층일 경우, 상기 제1 시트와 제2 시트의 라미네이션은 150℃ 내지 160℃에서 수행될 수 있다. 구체적으로, 상기 기재층이 폴리염화비닐 수지층일 경우, 상기 제1 시트와 제2 시트의 라미네이션은 150℃ 내지 160℃에서 열 라미네이션으로 수행될 수도 있다.
또한, 상기 제1 시트와 제2 시트의 라미네이션 시에 미관 향상 등의 목적을 위해 표면 엠보처리를 함께 수행하거나, 내스크래치성을 향상시키기 위해 불소화 고분자 수지층의 상면에 아크릴 우레탄게 하드코팅을 적용할 수 있다.
복합시트를 강판과 라미네이션 하는 단계
이후, 상기 복합 시트(11)를 강판(340)과 라미네이션한다.
일 구현예에 따르면, 상기 복합 시트와 상기 강판의 라미네이션이 150℃ 이상의 온도에서 수행될 수 있다.
구체적으로, 복합 시트를 단단한 강판과 접합하기 위해서는 고온의 라미네이션 공정이 요구된다. 예를 들어, 상기 복합 시트와 상기 강판의 라미네이션은 150℃ 이상, 170℃ 이상 또는 200℃ 이상의 온도에서 수행될 수 있다. 보다 구체적으로, 상기 복합 시트와 상기 강판의 라미네이션은 150℃ 내지 300℃의 온도, 또는 170℃ 내지 230℃의 온도에서 수행될 수 있다.
상기 복합 시트와 상기 강판의 라미네이션은 온도 조절이 가능한 스틸 롤 및 러버 롤 사이를 통과시켜 수행될 수 있으며, 라미네이션의 압력은 1 kgf/m2 내지 10 kgf/m2 범위일 수 있고, 이후 냉각 단계를 거칠 수 있다.
또한, 상기 복합 시트와 상기 강판의 라미네이션은 층간 밀착성, 도막 경도, 내식성 및 내화학성의 향상을 도모하기 위해, 상기 강판의 일면에 전처리층, 하도도막층 및 접착제층 중 적어도 하나의 층을 형성한 뒤 수행될 수 있다. 예를 들어, 상기 강판에 접착제를 도포한 뒤 수행될 수 있다.
상기 라미네이트 강판의 제조 방법에 따르면, 상기 불소화 고분자 수지층과 강판 사이에 내열성이 우수한 기재층이 삽입됨으로써, 내열성이 부족한 불소화 고분자 수지층이 고온의 라미네이션 공정에서 변형되는 것을 방지할 수 있다.
또한, 라미네이트 강판의 제조 방법에 따르면, 공압출에 의해 상기 아크릴 수지층과 불소화 고분자 수지층이 라미네이션되어 이들 사이에 별도의 접착제가 필요 없다. 또한, 공압출된 필름은 표면 조도의 차이가 거의 없으므로, 고온에서의 변형이 보다 확실히 억제될 수 있다.
일 구현예에 따른 시트는 아크릴 수지 및 불소화 고분자 수지를 공압출하여 형성된 아크릴 수지층 및 불소화 고분자 수지층을 포함할 수 있다.
상기 아크릴 수지층 및 불소화 고분자 수지층에 대한 내용은 전술한 바와 동일하다.
일 구현예에 따르면, 상기 시트는 300 nm 내지 400 nm 파장의 광에 1500 W/m2 및 70℃의 조건으로 96시간 동안 노출되었을 때 3.0 이하의 색차(△E)를 갖는다.
실시예
상기 내용을 하기 실시예에 의하여 더욱 상세하게 설명한다. 단, 하기 실시예는 본 발명을 예시하기 위한 것일 뿐, 실시예의 범위가 이들만으로 한정되는 것은 아니다.
실시예 1-1: PVdF/PMMA 공압출 필름의 제조
PVdF 수지층의 원료로서 호모 PVdF 수지(Kynar720, Arkema사) 100 중량부를 이용하고, PMMA 수지층의 원료로서 개질된 PMMA 수지(SKC사) 97 중량부에 벤조트리아졸계 UV 흡수제 3 중량부가 첨가된 것을 이용하여, 이축 혼련기에서 230℃ 온도 조건으로 컴파운딩하여 각각의 펠렛을 제조하였다.
65 mm 단축의 제1 압출기 및 90 mm 단축의 제2 압출기에 앞서 제조한 PVdF 수지층과 PMMA 수지층의 원료의 펠렛을 각각 넣고, 약 230℃에서 용융 혼련하면서 2층 피드블록 방식의 T-다이를 이용하여, PVdF/PMMA 수지층의 공압출을 수행하였다. 이때, 토출된 공압출 필름을 가열 롤과 엠보싱 처리된 러버롤 사이를 통과시켜 가열 롤에 대한 접지력을 향상시키면서 공압출 멜트에 표면 조도를 부여하였다.
공압출된 필름의 총 두께는 33 ㎛이었으며, 층별 두께는 PVdF 수지층은 8 ㎛이고, PMMA 수지층은 25 ㎛이었다.
비교예 1-1: PVdF 단층 필름의 제조
PVdF 수지층의 원료로서 호모 PVdF 수지(Kynar720, Arkema사) 97 중량부에 벤조트리아졸계 UV 흡수제 3 중량부를 첨가한 것을 사용하여, 이축 혼련기에서 230℃ 온도 조건으로 컴파운딩하여 펠렛을 제조하였다. 65 mm 단축 압출기에 앞서 제조한 펠렛을 넣고, 약 230℃에서 용융 혼련하면서 T-다이로 PVdF 필름을 압출하였다. 이때, 토출된 필름을 가열 롤과 엠보싱 처리된 러버 롤 사이를 통과시켜, 가열 롤에 대한 접지력을 향상시키면서 멜트에 표면 조도를 부여하여, 두께 25 ㎛의 PVdF 필름을 제조하였다.
비교예 1-2: PMMA 단층 필름의 제조
65 mm 단축 압출기에 개질된 PMMA 수지(SKC사) 펠렛을 넣고, 약 230℃에서 용융 혼련하면서 T-다이로 PMMA 필름을 압출하였다. 이때, 토출된 필름을 가열 롤과 엠보싱 처리된 러버롤 사이를 통과시켜, 가열 롤에 대한 접지력을 향상시키면서 멜트에 표면 조도를 부여하여, 두께 50㎛의 PMMA 필름을 제조하였다.
비교예 1-3: PMMA 단층 필름의 제조
상기 비교예 1-2와 동일한 절차를 반복하되, 필름 원료로서 개질된 PMMA 수지(SKC사) 97 중량부에 벤조트리아졸계 UV 흡수제 3 중량부를 첨가한 것을 사용하여, 두께 50㎛의 PMMA 필름을 제조하였다.
| 구 분 | 층별 두께(㎛) | UV흡수제 함량 (PMMA층)(중량%) |
|
| PVdF층 | PMMA층 | ||
| 실시예 1-1 | 8 | 25 | 3 |
| 비교예 1-1 | 25 | 0 | 3 |
| 비교예 1-2 | 0 | 50 | 0 |
| 비교예 1-3 | 0 | 50 | 3 |
시험예 1
상기 실시예 및 비교예에서 얻은 필름에 대해, 아래와 같은 항목을 평가하여 그 결과를 표 2에 나타내었다.
(1) 내화학성(내용매성)
샘플 표면에 메틸에틸케톤(MEK)을 적가하고 25℃에서 24시간 동안 유지한 후 외관을 관찰하였다.
O: 외관 변화 없음
X: 백화 등 외관 변형 관찰됨
(2) 내오염성
샘플 표면에 유성 매직을 적용하고 25℃에서 24시간 동안 유지한 후, 헝겊으로 닦으면서 유성 매직이 잘 제거되는지 확인하였다.
O: 매직 제거 용이
X: 매직 제거 어려움
(3) 표면 외관
샘플 표면에 첨가제가 용출되었는지 여부를 확인하였다.
O: 표면에 용출이 확인되지 않음
X: 표면에 용출이 확인됨
| 구 분 | 내화학성 | 내오염성 | 표면 외관 |
| 실시예 1-1 | O | O | O |
| 비교예 1-1 | O | - | X |
| 비교예 1-2 | X | X | O |
| 비교예 1-3 | X | X | O |
상기 표 2에서 보듯이, 상기 실시예 1-1의 PVdF/PMMA 공압출 필름은, 내화학성, 내오염성 및 표면 외관 특성이 모두 우수하였다. 반면, 상기 비교예 1-1 내지 1-3의 PVdF 또는 PMMA 단층 필름은 내화학성, 내오염성 및 표면 외관 특성 중 적어도 하나의 특성이 저조하였다.
실시예 2-1: 복합시트의 제조
유색 인쇄된 PET 필름에 우레탄계 접착제를 5 ㎛ 두께로 도포하여 90℃ 이상에서 건조한 뒤, 통상적인 드라이 라미네이션 설비를 이용하여 상기 실시예 1-1에서 제조한 PVdF/PMMA 공압출 필름과 라미네이션하여 복합시트를 제조하였다. 이때, 라미네이션은 약 6 kgf/m2의 압력 및 30 m/hr의 속도의 조건으로 수행되었다.
비교예 2-1 내지 2-3: 복합시트의 제조
비교예 1-1 내지 1-3에서 제조된 필름을 사용한 것을 제외하고, 상기 실시예 2-1과 동일한 방법으로 복합시트를 제조하였다.
시험예 2
상기 실시예 및 비교예에서 얻은 복합시트에 대해, 상기 시험예 1의 내화학성, 내오염성 및 표면 외관, 및 아래와 같은 방법으로 내UV성을 평가하여 그 결과를 표 3에 나타내었다.
내UV성
샘플에 파장 300 nm 내지 400 nm 범위의 메탈할라이드 램프를 이용하여 1500 W/m2 및 70℃의 조건으로 96시간 동안 조사하였다. 색차계를 이용하여 샘플의 초기 대비 내후성 시험 이후의 색차(△E)를 측정하였다.
O: △E ≤ 3
X: △E > 3 (황변발생)
| 구 분 | 내UV성 | 내화학성 | 내오염성 | 표면 외관 |
| 실시예 2-1 | O | O | O | O |
| 비교예 2-1 | X | O | - | X |
| 비교예 2-2 | X | X | X | O |
| 비교예 2-3 | O | X | X | O |
상기 표 3에서 보는 바와 같이, 상기 실시예 2-1의 복합시트는 상기 비교예 2-1 내지 2-3에 비하여 내UV성, 내화학성, 내오염성 및 표면 외관 특성이 모두 우수하였다.
특히, 상기 실시예 2-1의 복합시트는 내UV성 평가결과 △E가 약 0.66으로 측정된 반면, 상기 비교예 2-2의 복합시트는 △E가 약 30.06으로 측정되어, 현저한 차이를 나타내었다.
구체적으로, 실시예 2-1의 복합시트는 상기 실시예 1-1에서 제조된 PVdF/PMMA 공압출 필름을 사용하여 제조되고, 상기 필름은 공압출에 의해 PVdF 수지층과 PMMA 수지층이 접하게 되어 서로 간에 상용성이 매우 강하므로, 계면에서의 밀착 및 상호 작용이 극대화될 수 있어서 높은 결합력을 구현할 수 있다. 이와 같은 공압출된 필름의 층간 결합력은 PVdF 필름과 PMMA 필름을 따로 제조한 뒤 접착제에 의해 합지하는 경우에 비해 현저히 높다. 만약, 접착제 이용하여 PVdF 필름과 PMMA 필름을 합지하는 경우, 대개 장기간의 보관 과정에서 고온 또는 UV에 노출 시 접착제가 성능이 떨어지게 되고, 그에 따라 층간에 국부적으로 들뜨거나, 서로 박리될 수 있으며, 또는 접착제의 황변으로 인해 제품 품질에 악영향을 끼칠 수 있다.
그러나, 상기 실시예 2-1과 같이 PVdF 수지층과 PMMA 수지층의 2층 공압출 시에는 상기와 같은 문제를 해결할 수 있다. 특히, PMMA 수지층을 PVdF 수지층으로 보호해줌으로써 내후성을 극대화할 수 있고, PMMA 수지층에 UV 흡수제를 첨가할 경우 PMMA 수지층의 변색 및 변형을 더욱 효과적으로 방지할 수 있다. 따라서, 상기 실시예 2-1의 복합시트는 내UV성이 우수하여 종래의 인쇄층이 변성되는 것을 효과적으로 방지할 수 있다. 또한, 내열특성이 우수한 PMMA를 포함함으로써 후공정에서 열 라미네이션 공정시에도 내화학성, 내오염성 및 표면 외관 특성이 우수하다.
반면, 비교예 2-1의 복합시트와 같이 PVDF 단층 필름을 사용하는 경우, 후공정에서 열 라미네이션이 불가능하고, 내오염성 및 표면외관 특성이 저조하다. 또한, 비교예 2-1과 같이 PVDF 단층 필름에 UV흡수제를 첨가한 경우, 시간의 경과에 따라 UV흡수제가 표면으로 이동(migration)하여 표면 외관 특성이 저해될 수 있다.
또한, 비교예 2-2와 같은 PMMA 단층 필름의 경우, UV에 의한 하부 접착제 및기재 필름(PET 필름)의 황변 또는 변형을 야기할 수 있다. 이를 해결하기 위해 비교예 2-3과 같이 PMMA 단층 필름에 UV 흡수제를 첨가하는 경우, UV 성능은 개선될 수 있으나 PMMA 자체의 낮은 내화학성 및 내오염성의 문제는 여전히 존재했다.
실시예 3-1: 라미네이트 강판의 제조
1 mm 용융아연도금 강판을 전처리(알칼리 처리)하여 표면의 불순물을 제거한 후, 그 위에 폴리에스테르계 하도도막층을 5 ㎛ 두께로 형성하였다. 상기 하도도막층 위에 층간 접착력 부여를 위한 접착제 조성물을 5 ㎛ 두께로 코팅한 후 건조하였다. 이때, 상기 접착제 조성물은 폴리에스테르 수지 60 중량% 및 톨루엔 용매 40 중량%로 구성되었다.
이상의 공정을 거친 강판을, 상기 실시예 2-1에서 제조한 복합시트와 함께 낮은 온도로 조절이 가능한 스틸 롤 및 러버 롤 사이를 통과시켜 라미네이션하였다. 이때, 라미네이션은 약 200℃의 강판 표면 온도, 약 7 kgf/m2 이내의 압력 및 30m/hr의 속도의 조건으로 수행되었다.
비교예 3-1 내지 3-3: 라미네이트 강판의 제조
비교예 2-1 내지 2-3에서 제조된 복합시트를 사용한 것을 제외하고, 상기 실시예 3-1과 동일한 방법으로 라미네이트 강판을 제조하였다.
시험예 3
상기 실시예 및 비교예에서 얻은 라미네이트 강판에 대해, 상기 시험예 1 및 2의 내화학성, 내오염성, 표면 외관 및 내UV성, 및 아래와 같은 방법으로 표면 내구성을 평가하여 그 결과를 표 4에 나타내었다.
표면 내구성
상기 강판의 표면을 십자 모양으로 크로스컷(Cross-cut)하고, 8mm로 에릭센(Erichsen)한 후, 자외선(UVB)에서 1000시간 동안 방치한 후 강판의 표면이 박리되었는지 여부를 확인하였다.
O: 표면이 박리되지 않음.
X: 표면이 박리됨.
| 구 분 | 내UV성 | 내화학성 | 내오염성 | 표면 외관 | 표면 내구성 |
| 실시예 3-1 | O | O | O | O | O |
| 비교예 3-1 | X | O | - | X | X |
| 비교예 3-2 | X | X | X | O | X |
| 비교예 3-3 | O | X | X | O | X |
상기 표 4에서 보는 바와 같이, 상기 실시예 3-1의 라미네이트 강판은 상기 비교예 3-1 내지 3-3에 비하여 내UV성, 내화학성, 내오염성, 표면 외관 및 표면 내구성의 특성이 모두 우수하였다.
구체적으로, 상기 실시예 3-1의 라미네이트 강판은 고온의 라미네이션 공정 과정에서도 PVDF 수지층이 변형되는 문제가 발생하지 않았고, 따라서 표면 내구성이 우수하였다.
10: 라미네이트 강판
11: 복합 시트
20: 압출기
100: 제1 시트
110: 불소화 고분자 수지층
120: 아크릴 수지층
200: 제2 시트
210: 접착제층
220: 기능층
230: 기재층
310: 접착제층
320: 하도도막층
330: 전처리층
340: 강판
11: 복합 시트
20: 압출기
100: 제1 시트
110: 불소화 고분자 수지층
120: 아크릴 수지층
200: 제2 시트
210: 접착제층
220: 기능층
230: 기재층
310: 접착제층
320: 하도도막층
330: 전처리층
340: 강판
Claims (15)
- 강판; 및
상기 강판 상에 배치된 제1 시트를 포함하며,
상기 제1 시트가 아크릴 수지층 및 상기 아크릴 수지층의 일면에 직접 형성된 불소화 고분자 수지층을 포함하는, 라미네이트 강판. - 제1항에 있어서,
상기 라미네이트 강판이 상기 강판과 상기 제1 시트 사이에 폴리에스터 수지층, 폴리올레핀 수지층, 폴리염화비닐 수지층, 알루미늄 호일층 및 이들의 조합으로 이루어진 군에서 선택되는 기재층을 포함하는 제2 시트를 추가로 포함하는, 라미네이트 강판. - 제1항에 있어서,
상기 불소화 고분자 수지층이 상기 라미네이트 강판의 최외곽층으로 배치되는, 라미네이트 강판. - 제1항에 있어서,
상기 제1 시트는 공압출(co-extrusion)에 의해 형성된, 라미네이트 강판. - 제1항에 있어서,
상기 아크릴 수지층과 상기 불소화 고분자 수지층의 표면 조도(Ra)가 각각 0.01 ㎛ 내지 2.0 ㎛인, 라미네이트 강판. - 제5항에 있어서,
상기 아크릴 수지층의 표면 조도(Ra)와 상기 불소화 고분자 수지층의 표면 조도(Ra)의 차가 0.3 ㎛ 이하인, 라미네이트 강판. - 제2항에 있어서,
상기 제2 시트가 상기 기재층의 적어도 일면에 형성된 적어도 하나의 기능층을 추가로 포함하는, 라미네이트 강판. - 제7항에 있어서,
상기 기능층이 인쇄층, 칼라층, 패턴층 및 알루미늄 증착층으로 이루어진 군으로부터 선택되는, 라미네이트 강판. - 제1항에 있어서,
상기 라미네이트 강판이 강판, 전처리층, 하도도막층, 접착제층, 기재층, 기능층, 접착제층, 아크릴 수지층 및 불소화 고분자 수지층의 순서로 적층되고,
상기 기재층이 폴리에스터 수지층, 폴리올레핀 수지층, 폴리염화비닐 수지층, 알루미늄 호일층, 및 이들의 조합으로 이루어진 군으로부터 선택되며,
상기 기능층이 인쇄층, 칼라층, 패턴층 및 알루미늄 증착층으로 이루어진 군으로부터 선택되는, 라미네이트 강판. - 아크릴 수지 및 불소화 고분자 수지를 공압출(co-extrusion)하여 제1 시트를 제조하는 단계;
상기 제1 시트를 폴리에스터 수지층, 폴리올레핀 수지층, 폴리염화비닐 수지층, 알루미늄 호일층, 및 이들의 조합으로 이루어진 군에서 선택되는 기재층을 포함하는 제2 시트와 라미네이션하여 복합 시트를 제조하는 단계; 및
상기 복합 시트를 강판과 라미네이션하는 단계를 포함하는, 라미네이트 강판의 제조 방법. - 제10항에 있어서,
상기 복합 시트와 상기 강판의 라미네이션이 150℃ 이상의 온도에서 수행되는, 라미네이트 강판의 제조 방법. - 아크릴 수지 및 불소화 고분자 수지를 공압출하여 형성된 아크릴 수지층 및 불소화 고분자 수지층을 포함하는, 시트.
- 제12항에 있어서,
상기 불소화 고분자 수지층의 두께가 3 ㎛ 내지 15 ㎛이고,
상기 아크릴 수지층의 두께가 10 ㎛ 내지 50 ㎛인, 시트. - 제12항에 있어서,
상기 아크릴 수지층과 상기 불소화 고분자 수지층의 표면 조도(Ra)가 각각 0.01 ㎛ 내지 2.0 ㎛이고,
상기 아크릴 수지층의 표면 조도(Ra)와 상기 불소화 고분자 수지층의 표면 조도(Ra)의 차가 0.7 ㎛ 이하인, 시트. - 제12항에 있어서,
상기 시트가 300 nm 내지 400 nm 파장의 광에 1500 W/m2 및 70℃의 조건으로 96시간 동안 노출되었을 때 3.0 이하의 색차(△E)를 갖는, 시트.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19822154.1A EP3812146A4 (en) | 2018-06-20 | 2019-05-30 | LAMINATED STEEL PLATE, PROCESS FOR ITS PRODUCTION AND SHEET METAL USED THEREOF |
| PCT/KR2019/006481 WO2019245184A1 (ko) | 2018-06-20 | 2019-05-30 | 라미네이트 강판, 이의 제조 방법 및 이에 사용되는 시트 |
| US17/251,901 US11667108B2 (en) | 2018-06-20 | 2019-05-30 | Laminated steel plate, manufacturing method therefor, and sheet to be used therefor |
| CN201910532629.3A CN110614816A (zh) | 2018-06-20 | 2019-06-19 | 层压钢板、其制造方法及使用于其的片材 |
| TW108121335A TWI744651B (zh) | 2018-06-20 | 2019-06-19 | 層壓鋼板、其製造方法及使用於其的片材 |
| CN201920926568.4U CN211031529U (zh) | 2018-06-20 | 2019-06-19 | 层压钢板及使用于其的片材 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR20180070767 | 2018-06-20 | ||
| KR1020180070767 | 2018-06-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190143362A true KR20190143362A (ko) | 2019-12-30 |
| KR102174324B1 KR102174324B1 (ko) | 2020-11-04 |
Family
ID=69103386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190063082A KR102174324B1 (ko) | 2018-06-20 | 2019-05-29 | 라미네이트 강판, 이의 제조 방법 및 이에 사용되는 시트 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11667108B2 (ko) |
| KR (1) | KR102174324B1 (ko) |
| CN (1) | CN211031529U (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102158172B1 (ko) * | 2020-02-12 | 2020-09-22 | 주식회사 디에스피 | 금속마감재 및 그의 제조방법 |
| WO2020204370A1 (ko) * | 2019-04-05 | 2020-10-08 | 에스케이씨에코솔루션즈(주) | 불소 함유 시트 및 이를 포함하는 라미네이트 강판 |
| CN113912326A (zh) * | 2021-10-29 | 2022-01-11 | 浙江晶通新材料集团有限公司 | 一种无卤改性高填充可回收塑胶板材及其成型方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019245184A1 (ko) * | 2018-06-20 | 2019-12-26 | 에스케이씨에코솔루션즈(주) | 라미네이트 강판, 이의 제조 방법 및 이에 사용되는 시트 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012056146A (ja) * | 2010-09-07 | 2012-03-22 | Dainippon Printing Co Ltd | 不燃性化粧シート及びこれを用いた不燃性化粧鋼板 |
| KR20160053417A (ko) * | 2014-11-04 | 2016-05-13 | 동국제강주식회사 | 고기능성 라미나 칼라강판 및 그 제조 방법 |
| JP2016147391A (ja) * | 2015-02-10 | 2016-08-18 | 凸版印刷株式会社 | 化粧シート、及び金属化粧板 |
| KR20170107968A (ko) * | 2015-01-27 | 2017-09-26 | 도판 인사츠 가부시키가이샤 | 불연성 화장 시트, 금속 화장 부재, 및 금속 화장 부재의 제조 방법 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05261853A (ja) | 1992-03-17 | 1993-10-12 | Toppan Printing Co Ltd | フッ素樹脂化粧鋼板とその製造方法 |
| JP2943962B2 (ja) | 1993-07-14 | 1999-08-30 | 凸版印刷株式会社 | 耐候性化粧シート |
| JPH1148401A (ja) * | 1997-07-30 | 1999-02-23 | Nkk Corp | フッ素樹脂系フィルムラミネート鋼板 |
| JP2004066456A (ja) | 2002-08-01 | 2004-03-04 | Mitsubishi Materials Corp | フッ素樹脂フィルム及びその製造方法並びにこれを用いたフッ素樹脂フィルムラミネート金属板 |
| FR2896445B1 (fr) * | 2006-01-25 | 2010-08-20 | Arkema | Film flexible a base de polymere fluore |
| KR101831901B1 (ko) | 2011-02-07 | 2018-02-27 | 에스케이씨 주식회사 | 내후성 다층 필름 및 이의 제조방법 |
| US9886110B2 (en) * | 2012-03-30 | 2018-02-06 | Teijin Limited | Transparent electroconductive laminate |
| CN107107593B (zh) * | 2015-01-27 | 2019-11-19 | 凸版印刷株式会社 | 不燃性装饰片材、金属装饰部件及金属装饰部件的制造方法 |
| JP6740656B2 (ja) | 2016-03-23 | 2020-08-19 | 凸版印刷株式会社 | 化粧シート及び化粧材 |
-
2019
- 2019-05-29 KR KR1020190063082A patent/KR102174324B1/ko active IP Right Grant
- 2019-05-30 US US17/251,901 patent/US11667108B2/en active Active
- 2019-06-19 CN CN201920926568.4U patent/CN211031529U/zh active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012056146A (ja) * | 2010-09-07 | 2012-03-22 | Dainippon Printing Co Ltd | 不燃性化粧シート及びこれを用いた不燃性化粧鋼板 |
| KR20160053417A (ko) * | 2014-11-04 | 2016-05-13 | 동국제강주식회사 | 고기능성 라미나 칼라강판 및 그 제조 방법 |
| KR20170107968A (ko) * | 2015-01-27 | 2017-09-26 | 도판 인사츠 가부시키가이샤 | 불연성 화장 시트, 금속 화장 부재, 및 금속 화장 부재의 제조 방법 |
| JP2016147391A (ja) * | 2015-02-10 | 2016-08-18 | 凸版印刷株式会社 | 化粧シート、及び金属化粧板 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020204370A1 (ko) * | 2019-04-05 | 2020-10-08 | 에스케이씨에코솔루션즈(주) | 불소 함유 시트 및 이를 포함하는 라미네이트 강판 |
| KR102158172B1 (ko) * | 2020-02-12 | 2020-09-22 | 주식회사 디에스피 | 금속마감재 및 그의 제조방법 |
| CN113912326A (zh) * | 2021-10-29 | 2022-01-11 | 浙江晶通新材料集团有限公司 | 一种无卤改性高填充可回收塑胶板材及其成型方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11667108B2 (en) | 2023-06-06 |
| CN211031529U (zh) | 2020-07-17 |
| KR102174324B1 (ko) | 2020-11-04 |
| US20210122141A1 (en) | 2021-04-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102174324B1 (ko) | 라미네이트 강판, 이의 제조 방법 및 이에 사용되는 시트 | |
| JP4846777B2 (ja) | 積層樹脂シート、エンボス付与シート及び被覆基材 | |
| CA3077188A1 (en) | Multilayer polymeric structures | |
| CN111093946B (zh) | 真空成型用树脂薄膜 | |
| US20120328808A1 (en) | Multilayer structures containing biopolymers | |
| JP4976762B2 (ja) | フッ化ビニリデン系樹脂積層フィルム及びその製造方法 | |
| US20220193976A1 (en) | Fluorine-containing sheet and laminated steel sheet comprising same | |
| JP4480834B2 (ja) | フッ化ビニリデン系樹脂フィルム | |
| EP3398772B1 (en) | Resin laminate film, method for manufacturing same, and melamine decorative panel | |
| TWI744651B (zh) | 層壓鋼板、其製造方法及使用於其的片材 | |
| JP2000094577A (ja) | 耐候性樹脂被覆金属板 | |
| US20080199675A1 (en) | Laminate film | |
| JPH0790152A (ja) | 艶消しフッ化ビニリデン系樹脂フィルム | |
| JP2001315255A (ja) | 耐候性樹脂被覆金属板 | |
| JP7000690B2 (ja) | 樹脂積層フィルム及びその製造方法、並びにメラミン化粧板 | |
| KR20230036911A (ko) | 높은 투과도 및 내구성을 가지고, 인체에 무해한 불소계 은 항균 필름 | |
| JP2634650B2 (ja) | フツ素樹脂系フイルム被覆積層体、パラボラアンテナ及びその製造方法 | |
| CN117715757A (zh) | 层叠膜 | |
| KR20200116922A (ko) | 열가소성 수지 필름, 및 그 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) |