KR20190113755A - 유리 제조 방법 및 유리 공급관의 예열 방법 - Google Patents
유리 제조 방법 및 유리 공급관의 예열 방법 Download PDFInfo
- Publication number
- KR20190113755A KR20190113755A KR1020197015247A KR20197015247A KR20190113755A KR 20190113755 A KR20190113755 A KR 20190113755A KR 1020197015247 A KR1020197015247 A KR 1020197015247A KR 20197015247 A KR20197015247 A KR 20197015247A KR 20190113755 A KR20190113755 A KR 20190113755A
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- supply pipe
- glass supply
- preheating
- closing
- Prior art date
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B7/00—Distributors for the molten glass; Means for taking-off charges of molten glass; Producing the gob, e.g. controlling the gob shape, weight or delivery tact
- C03B7/08—Feeder spouts, e.g. gob feeders
- C03B7/094—Means for heating, cooling or insulation
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/42—Details of construction of furnace walls, e.g. to prevent corrosion; Use of materials for furnace walls
- C03B5/435—Heating arrangements for furnace walls
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B7/00—Distributors for the molten glass; Means for taking-off charges of molten glass; Producing the gob, e.g. controlling the gob shape, weight or delivery tact
- C03B7/08—Feeder spouts, e.g. gob feeders
- C03B7/094—Means for heating, cooling or insulation
- C03B7/096—Means for heating, cooling or insulation for heating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D13/00—Apparatus for preheating charges; Arrangements for preheating charges
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Glass Melting And Manufacturing (AREA)
- Furnace Details (AREA)
Abstract
유리 제조 방법은 유리 공급 공정 전에 미리 유리 공급관(7)을 유리 공급로(6a~6d)로부터 분리한 상태에서 통전 가열하는 예열 공정과, 예열 공정 후에 유리 공급관(7)을 접속하여 유리 공급로(6a~6d)를 구성하는 유리 공급로 형성 공정을 구비한다. 예열 공정은 유리 공급관(7)의 개구부(7a)의 적어도 일부를 폐색 부재(16)에 의해 막는 폐색 공정을 구비한다.
Description
본 발명은 유리 제조 방법 및 유리 공급관의 예열 방법에 관한 것이다.
주지하는 바와 같이, 액정 디스플레이(LCD), 유기 EL 디스플레이(OLED) 등의 플랫 패널 디스플레이(FPD)용의 유리 기판으로 대표되는 바와 같이, 각종 분야에 이용되는 판유리에는 표면 결함이나 물결침에 대하여 엄격한 제품 품위가 요구되는 것이 실정이다.
이러한 요구를 충족시키기 위해 판유리의 제조 방법으로서 다운드로우법이 널리 이용되고 있다. 이 다운드로우법으로서는 오버플로우 다운드로우법이나 슬롯 다운드로우법이 공지이다.
오버플로우 다운드로우법은 단면이 대략 쐐기형인 성형체의 상부에 형성된 오버플로우홈에 용융 유리를 유입시키고, 이 오버플로우홈으로부터 양측으로 넘쳐 나온 용융 유리를 성형체의 양측의 측벽부를 따라서 유하시키면서, 성형체의 하단부에서 융합 일체화하여 1장의 판유리를 연속 성형한다는 것이다. 또한, 슬롯 다운드로우법은 용융 유리가 공급되는 성형체의 바닥벽에 슬롯 형상의 개구부가 형성되고, 이 개구부를 통해서 용융 유리를 유하시킴으로써 1장의 판유리를 연속 성형한다는 것이다.
특히, 오버플로우 다운드로우법에서는 성형된 판유리의 표리 양면이 성형 과정에 있어서, 성형체의 어떠한 부위와도 접촉하지 않고 성형되므로 매우 평면도가 좋아 상처 등의 결함이 없는 파이어 폴리싱면이 된다.
오버플로우 다운드로우법을 이용하는 판유리 제조 장치로서는 특허문헌 1에 개시되는 바와 같이, 성형체를 내부에 갖는 성형 탱크와, 성형 탱크의 하부에 설치되는 서냉로와, 서냉로의 하방에 설치되는 냉각부 및 절단부를 구비한 것이 있다. 이 판유리 제조 장치는 성형체의 최상부로부터 용융 유리를 넘치게 함과 아울러, 그 하단부에서 융합시킴으로써 판유리(유리 리본)를 성형하고, 이 판유리를 서냉로에 통과시켜 그 내부 왜곡을 제거하고, 냉각부에서 실온까지 냉각한 후에 절단부에서 소정 치수로 절단하도록 구성되어 있다.
상기 판유리 제조 장치에서는 성형 탱크의 상류측에 배치되는 유리 용해 탱크에 있어서, 유리 원료를 용해시켜 용융 유리로 하고, 이 용융 유리를 하류측의 성형 탱크에 공급한다. 용해 탱크와 성형 탱크 사이에는 용융 유리를 성형 탱크에 이송하기 위한 유리 공급로가 설치된다. 이 유리 공급로는, 예를 들면 백금 등의 금속에 의해 구성되는 복수의 유리 공급관을 접속하여 이루어진다.
유리 공급로에 의해서 이송되는 용융 유리는, 예를 들면 1600℃ 이상의 고온이 된다. 유리 공급로가 저온이면 공급로 내에서 용융 유리가 유동하기 어려워지고, 또한 변질되어 버리기 때문에 유리 제조 장치의 작업에 있어서 유리 공급로를 사전에 가열(예열)해 둘 필요가 있다. 이 경우에 있어서, 각 유리 공급관을 연결한 상태에서 가열하면, 각 유리 공급관의 팽창에 의해 그 연결 부분이 변형 및 손상될 우려가 있다. 이 때문에, 유리 공급로의 가열은 유리 공급관마다 분리하여 행하는 것이 바람직하다.
이 경우에 있어서, 유리 공급관은 통 형상으로 구성되기 때문에 가열 중에 내부의 열이 그 개구부를 통해 외부로 방사되는 것에 의한 열손실이 커져서 예열을 효율적으로 행할 수 없다는 문제가 있었다.
본 발명은 상기 사정을 감안하여 이루어진 것이며, 유리 공급관의 예열을 효율적으로 행하는 것을 기술적 과제로 한다.
본 발명은 상기 과제를 해결하기 위한 것이며, 유리 원료를 용해하여 용융 유리를 생성하는 용해 공정과, 상기 용융 유리를 성형하는 성형 공정과, 복수의 유리 공급관을 연결하여 이루어지는 유리 공급로에 의해서 상기 용융 유리를 용해 공정으로부터 성형 공정으로 이송하는 유리 공급 공정을 구비하는 유리 제조 방법에 있어서, 상기 유리 공급 공정 전에 미리 상기 유리 공급관을 분리한 상태에서 통전 가열하는 예열 공정과, 상기 예열 공정 후에 상기 유리 공급관을 접속하여 상기 유리 공급로를 구성하는 유리 공급로 형성 공정을 더 구비하고, 상기 예열 공정은 상기 유리 공급관의 개구부의 적어도 일부를 폐색 부재에 의해 막는 폐색 공정을 구비하는 것을 특징으로 한다.
상기와 같이 예열 공정에 있어서, 유리 공급관의 개구부의 적어도 일부를 폐색 부재에 의해 막힌 상태에서 당해 유리 공급관을 통전 가열한다. 따라서, 개구부를 통해서 유리 공급관 내의 열이 방사하는 것에 의한 열손실을 가급적 저감할 수 있기 때문에 유리 공급관의 예열을 효율적으로 실행할 수 있다.
상기 유리 제조 방법에 있어서, 상기 폐색 부재는 가요 내열성 부재로 이루어지는 것이 바람직하고, 예를 들면 내열 섬유로 이루어지는 블랭킷에 의해 구성될 수 있다. 이것에 한정되지 않고, 상기 폐색 부재는, 예를 들면 내화 보드 등의 내화성의 판부재에 의해 구성 가능하다. 이것에 의해, 예열 공정에 있어서의 폐색 부재의 취급이 용이해진다.
또한, 상기 유리 공급관은 케이싱에 수용되는 통 형상 본체부와, 상기 본체부의 단부에 형성되는 플랜지부를 구비하고, 상기 폐색 공정에 있어서 상기 폐색 부재는 상기 플랜지부에 접촉한 상태에서 상기 유리 공급관의 상기 개구부를 폐색함과 아울러, 고정 부재를 통해서 상기 케이싱에 지지되는 것이 바람직하다.
이것에 의하면, 유리 공급관의 본체부를 케이싱으로 덮음과 아울러, 유리 공급관의 개구부를 폐색 부재에 의해 폐색함으로써 유리 공급관을 효율적으로 가열할 수 있다. 또한, 폐색 부재는 고정 부재를 통해서 케이싱에 지지됨으로써 개구부를 안정적으로 폐색할 수 있다.
상기 예열 공정에서는 상기 유리 공급관에 있어서의 상기 본체부의 외주면을 내화물에 의해 포위하는 것이 바람직하다. 이것에 의하면, 유리 공급관에 있어서의 본체부 외주면으로부터의 열의 방사에 의한 열손실을 저감할 수 있다. 따라서, 유리 공급관의 예열을 보다 효율적으로 실행할 수 있다.
또한, 본 발명에 의한 유리 공급관의 예열 방법은 복수의 유리 공급관을 통전 가열하는 예열 공정과, 예열 공정 후에 상기 유리 공급관을 접속하여 유리 공급로를 구성하는 유리 공급로 형성 공정을 구비하고, 상기 예열 공정은 상기 유리 공급관의 개구부의 적어도 일부를 폐색 부재에 의해 막는 폐색 공정을 구비하는 것을 특징으로 한다.
(발명의 효과)
본 발명에 의하면, 유리 공급관의 예열을 효율적으로 행하는 것이 가능해진다.
도 1은 제 1 실시형태에 의한 유리 제조 장치의 측면도이다.
도 2는 유리 공급로의 일부를 나타내는 측면도이다.
도 3은 유리 공급로를 유리 공급관마다 분리한 상태를 나타내는 측면도이다.
도 4는 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 사시도이다.
도 5는 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 측면도이다.
도 6은 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 정면도이다.
도 7은 제 2 실시형태에 의한 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 측면도이다.
도 8은 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 정면도이다.
도 9는 제 3 실시형태에 의한 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 측면도이다.
도 10은 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 정면도이다.
도 2는 유리 공급로의 일부를 나타내는 측면도이다.
도 3은 유리 공급로를 유리 공급관마다 분리한 상태를 나타내는 측면도이다.
도 4는 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 사시도이다.
도 5는 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 측면도이다.
도 6은 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 정면도이다.
도 7은 제 2 실시형태에 의한 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 측면도이다.
도 8은 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 정면도이다.
도 9는 제 3 실시형태에 의한 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 측면도이다.
도 10은 유리 제조 방법의 일 공정을 나타내는 유리 공급관의 정면도이다.
이하, 본 발명을 실시하기 위한 형태에 대해서 도면을 참조하면서 설명한다.도 1 내지 도 6은 본 발명에 의한 유리 제조 장치 및 유리 제조 방법의 제 1 실시형태를 나타낸다.
도 1에 나타내는 바와 같이, 본 실시형태에 의한 유리 제조 장치는 상류측으로부터 순서대로 용해 탱크(1)와, 청징 탱크(2)와, 균질화 탱크(3)와, 상태 조정 탱크(4)와, 성형 탱크(5)와, 각 탱크(1~5)를 연결하는 유리 공급로(6a~6d)를 구비한다. 이 밖에, 유리 제조 장치는 성형 탱크(5)에 의해 성형된 판유리(GR)의 왜곡 제거 처리를 행하는 서냉로(미도시) 및 왜곡 제거 처리 후에 판유리(GR)를 절단하는 절단 장치(미도시)를 구비할 수 있다.
용해 탱크(1)는 투입된 유리 원료를 용해하여 용융 유리(GM)를 생성하는 용해 공정을 행하기 위한 용기이다. 용해 탱크(1)는 유리 공급로(6a)를 통해서 청징 탱크(2)에 접속되어 있다. 청징 탱크(2)는 용해 탱크(1)로부터 공급된 용융 유리(GM)를 청징제 등의 작용에 의해 탈포하는 청징 공정을 행하기 위한 용기이다. 청징 탱크(2)는 유리 공급로(6b)를 통해서 균질화 탱크(3)에 접속되어 있다.
균질화 탱크(3)는 청징된 용융 유리(GM)를 교반 날개 등에 의해 교반하여 균일화하는 균질화 공정을 행하기 위한 용기이다. 균질화 탱크(3)은 유리 공급로(6c)를 통해 상태 조정 탱크(4)에 접속되어 있다. 상태 조정 탱크(4)는 용융 유리(GM)를 성형에 적합한 상태로 조정하는 상태 조정 공정을 행하기 위한 용기이다. 상태 조정 탱크(4)는 유리 공급로(6d)를 통해 성형 탱크(5)에 접속되어 있다.
성형 탱크(5)는 용융 유리(GM)를 소망의 형상으로 성형하기 위한 용기이다. 본 실시형태에서는 성형 탱크(5)는 오버플로우 다운드로우법에 의해서 용융 유리(GM)를 판형상으로 성형한다. 상세하게는, 성형 탱크(5)는 단면 형상(도 1의 지면과 직교하는 단면 형상)이 대략 쐐기 형상을 이루고 있고, 이 성형 탱크(5)의 상부에는 오버플로우홈(도시하지 않음)이 형성되어 있다.
성형 탱크(5)는 유리 공급로(6d)에 의해 용융 유리(GM)가 오버플로우홈에 공급된 후, 용융 유리(GM)를 오버플로우홈으로부터 넘쳐 나오게 해서 성형 탱크(5)의 양측의 측벽면(지면의 표리면측에 위치하는 측면)을 따라 유하시킨다. 성형 탱크(5)는 유하시킨 용융 유리(GM)를 측벽면의 하단부에 융합시켜 판유리(GR)로 성형한다.
성형된 판유리(GR)는, 예를 들면 두께가 0.01~10㎜이고, 액정 디스플레이나 유기 EL 디스플레이 등의 플랫 패널 디스플레이, 유기 EL 조명, 태양 전지 등의 기판이나 보호 커버로 이용된다. 또한, 성형 탱크(5)는 슬롯 다운드로우법 등의 다른 다운드로우법을 실행하는 것이어도 좋다.
유리 공급로(6a~6d)는 용융 유리(GM)를 상류측의 용해 탱크(1)로부터 하류측의 성형 탱크(5)로 이송하는 유리 공급 공정을 행하기 위한 구성 요소이다. 도 2에 나타내는 바와 같이, 유리 공급로(6a~6d)는 복수의 유리 공급관(7)을 연결하여 이루어진다. 유리 공급로(6a~6d)를 구성하는 복수의 유리 공급관(7)은 절연 부재(8)를 통해서 서로 연결된다. 절연 부재(8)는 중앙부에 개구부를 갖는 환상으로 구성된다.
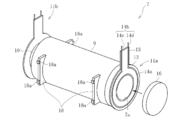
도 3에 나타내는 바와 같이, 유리 공급로(6a~6d)는 유리 공급관(7)마다 분리할 수 있다. 유리 공급관(7)은, 백금 또는 백금 합금에 의해 구성된다. 유리 공급관(7)은 장척 형상의 케이싱(9)으로 피복된다. 유리 공급관(7)은 용융 유리(GM)를 이송하는 장척 형상의 본체부(10)와, 본체부(10)의 단부에 설치되는 통전 가열부(11a, 11b)를 구비한다.
본체부(10)는 통 형상(예를 들면, 원통 형상)으로 구성되지만, 이 형상에 한정되지 않는다. 본체부(10)는 케이싱(9)보다도 길게 구성된다. 이 때문에, 본체부(10)의 각 단부는 케이싱(9)과 단부로부터 길이 방향으로 돌출되어 있다.
통전 가열부(11a, 11b)는 본체부(10)의 일단부에 설치되는 제 1 통전 가열부(11a)와, 본체부(10)의 타단부에 설치되는 제 2 통전 가열부(11b)를 포함한다. 각 통전 가열부(11a, 11b)는 본체부(10)의 단부에 있어서의 외주면을 둘러싸도록 구성되는 플랜지부(12)와, 이 플랜지부(12)의 상부에 일체로 구성되는 전극부(13)를 갖는다. 각 통전 가열부(11a, 11b)는 전극부(13)에 소정의 전압을 인가함으로써 본체부(10)를 직접적으로 통전 가열한다.
플랜지부(12)는 원판 형상으로 구성되지만, 이 형상에 한정되지 않는다. 전극부(13)는 플랜지부(12)의 상부로부터 상방으로 돌출하는 직사각 형상의 판부이지만, 이 형상에 한정되지 않는다.
플랜지부(12)의 표면(외면)에는 냉각부(14)가 설치된다. 냉각부(14)는 냉각 매체를 유통시키는 것이 가능한 배관에 의해 구성된다. 냉각부(14)는 용접 그 외의 수단에 의해, 플랜지부(12)의 표면에 고정되어 있다. 냉각부(14)는 구리, 니켈 합금 그 외의 금속에 의해 구성된다. 냉각부(14)는 플랜지부(12)에 배치되는 제 1 부분(14a)과 전극부(13)에 배치되는 제 2 부분(14b)을 갖는다.
제 1 부분(14a)은 원판 형상으로 구성되는 플랜지부(12)의 가장자리부를 따르도록 원형으로 구성된다. 제 2 부분(14b)은 전극부(13)의 길이 방향(상하 방향)을 따르도록 직선상으로 구성된다. 제 2 부분(14b)은 제 1 부분(14a)에 냉각 매체를 공급하는 유입부(14c)와, 제 1 부분(14a)을 통과한 냉각 매체를 인출하는 배출부(14d)를 포함한다. 또한, 냉각부(14)를 유통하는 냉각 매체로서는 물, 공기 그 외의 각종 유체가 사용된다.
케이싱(9)은 강 그 외의 금속에 의해 원통체로서 구성되지만, 이 형상에 한정되지 않는다. 케이싱(9)은 유리 공급관(7)의 본체부(10)의 외주면을 둘러싸도록 배치되는 내화물(예를 들면, 내화 벽돌)(15)을 수용한다. 케이싱(9)의 내경은 유리 공급관(7)에 있어서의 본체부(10)의 외경보다도 크게 설정된다. 이것에 의해, 케이싱(9)과 본체부(10) 사이에는 내화물(15)을 수용 가능한 공간이 형성된다. 또한, 케이싱(9)은 유리 제조 장치가 배치되는 공장 등의 건물 내에 있어서 도시하지 않은 가대(架台) 등에 의해 위치 변경 가능하게 지지되어 있다.
이하, 상기 구성의 유리 제조 장치를 사용하여 판유리(GR)를 제조하는 방법에 대해서 설명한다.
이 방법은 용해 탱크(1)에서 원료 유리를 용해시키고(용해 공정), 용융 유리(GM)를 얻은 후, 이 용융 유리(GM)에 대해 순서대로 청징 탱크(2)에 의한 청징 공정, 균질화 탱크(3)에 의한 균질화 공정 및 상태 조정 탱크(4)에 의한 상태 조정 공정을 실시한다. 그 후, 이 용융 유리(GM)를 성형 탱크(5)로 이송하고, 성형 탱크(5)에 의해 용융 유리(GM)로부터 판유리(GR)를 성형한다(성형 공정). 용융 유리(GM)는 용해 탱크(1)로부터 성형 탱크(5)까지 유리 공급로(6a~6d)에 의해 이송된다(유리 공급 공정). 성형 공정 후에, 냉각로에 의해 판유리(GR)의 내부 왜곡이 제거된다(서냉 공정). 서냉 공정 후에, 판유리(GR)는 소정 치수로 절단되거나(절단 공정) 또는 롤 형상으로 권취된다(권취 공정).
이상과 같은 일련의 공정을 실행함에 있어서, 사전에 유리 공급로(6a~6d) 및 다른 구성 요소(1~5)를 가열할 필요가 있다(예열 공정). 예열 공정은 각 유리 공급로(6a~6d)를 그 구성 요소인 유리 공급관(7)에 분리한 상태에서 각 유리 공급관(7)에 대하여 실행된다.
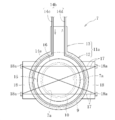
이하, 유리 공급관(7)의 예열 공정(예열 방법)에 대해서, 도 4 내지 도 6을 참조하면서 상세하게 설명한다. 예열 공정은 유리 공급관(7)의 단부에 있어서의 개구부(7a)를 폐색하는 공정(폐색 공정)과, 유리 공급관(7)을 가열하는 공정(가열 공정)을 구비한다.
폐색 공정에서는 폐색 부재(16)에 의해 유리 공급관(7)의 개구부(7a)를 폐색한다. 폐색 부재(16)는, 예를 들면 내열 섬유로 이루어지는 블랭킷이나 내화 페이퍼 등의 내열성 및 가요 변형성을 갖는 부재에 의해 구성되는 것이 바람직하다. 폐색 부재(16)는, 예를 들면 알루미나 섬유 등의 세라믹 섬유에 의해 구성되지만, 이 구성에 한정되지 않는다. 또한, 폐색 부재(16)는 내화 보드나, 내화 벽돌, 기타 내열성을 갖는 판상 부재에 의해 구성될 수 있다. 폐색 부재(16)의 형상은 개구부(7a)의 형상에 따른 형상으로 할 수 있고, 예를 들면 개구부(7a)의 상이형으로 할 수 있다. 본 실시형태에서는 폐색 부재(16)는 원 형상의 주면을 갖는 후육 시트 형상으로 구성된다. 폐색 부재(16)의 직경은 유리 공급관(7)의 개구부(7a)보다도 크고, 냉각부(14)에 있어서의 제 1 부분(14a)(원형 부분)의 직경보다도 작다. 이것에 의해, 폐색 부재(16)는 냉각부(14)에 접촉하지 않고 플랜지부(12)의 표면(외면)에 접촉한다. 또한, 폐색 부재(16)의 형상은 상기 형상에 한정하지 않고, 직사각 형상, 타원 형상 등의 형상으로 해도 좋다.
폐색 부재(16)는 고정 부재(17)를 통해 케이싱(9)에 지지된다. 고정 부재(17)는 내열성을 갖는 선상 부재에 의해 구성된다. 고정 부재(17)는 본체부(10) 등의 팽창에 따라 신축하도록 신축성을 갖는 재질로 이루어지는 것이 바람직하다. 구체적으로는, 고정 부재(17)로서는, 예를 들면 세라믹 화이버를 합쳐 꼬은 로프 등을 이용할 수 있다. 케이싱(9)은 고정 부재(17)를 록킹하는 복수(도면예에서는 4 개)의 지지부(18)를 갖는다. 각 지지부(18)는 케이싱(9)의 외주면으로부터 돌출하는 판부이지만, 이 형상에 한정되지 않는다.
지지부(18)는 고정 부재(17)를 록킹하는 부분(록킹부)(18a)을 갖는다. 고정 부재(17)는 폐색 부재(16)를 플랜지부(12)에 접촉시켜 본체부(10)의 개구부(7a)를 폐색한 상태에서 당해 폐색 부재(16)에 감겨있다. 고정 부재(17)는 록킹부(18a)에 록킹됨으로써 폐색 부재(16)를 플랜지부(12)에 고정한다.
폐색 공정이 완료되면 가열 공정으로 이행한다. 가열 공정에서는 전극부(13)에 전압을 인가하고, 가열을 개시한다. 가열 공정에서는 냉각부(14)에 냉각 매체를 유통시키고, 각 통전 가열부(11a, 11b)를 냉각하면서 본체부(10)를 가열한다. 폐색 부재(16)는 용융 유리(GM)를 이송하기에 충분한 온도까지 가열된 후, 유리 공급관(7)으로부터 분리된다. 폐색 부재(16)가 분리된 유리 공급관(7)은 다른 유리 공급관(7)에 접속된다. 복수의 유리 공급관(7)을 접속함으로써, 유리 공급로(6a~6d)가 구성된다(유리 공급로 형성 공정). 또한, 유리 공급로 형성 공정에 있어서는 접속되는 유리 공급관(7) 각각의 개구부(7a)가 서로 대향하도록 미리 인접시킨 상태에서 폐색 부재(16)를 분리하고, 즉시 각 유리 공급관(7)을 접속하는 것이 바람직하다. 이러한 접속 방법에 의하면, 유리 공급관(7)을 고온으로 유지하면서 유리 공급로(6a~6d)를 형성 가능하다.
그 후, 유리 공급로(6a~6d)를 대응하는 다른 구성 요소(1~5)에 접속하고, 유리 제조 장치를 조립한다(유리 제조 장치의 조립 공정). 또한, 유리 공급로(6a~6d)를 제외한 다른 구성 요소(1~5)에는 요소에 통전 가열부가 설치되어 있다. 각 구성 요소(1~5)에는 유리 공급관(7)의 예열과 동 시기에 통전 가열부에 의한 가열 공정이 실행된다.
그 후, 이미 설명한 용해 공정, 청징 공정, 균질화 공정, 상태 조정 공정 및 성형 공정 등이 실행되고, 판유리(GR)가 제조된다.
이상, 설명한 본 실시형태에 의한 유리 제조 방법(유리 공급관(7)의 예열 방법)에서는, 예열 공정에 있어서 유리 공급관(7)의 개구부(7a)를 폐색 부재(16)에 의해 폐색함으로써 본체부(10) 내를 외부로부터 차폐한다. 이것에 의해, 본체부(10)의 열이 내부로부터 개구부(7a)를 통해서 외부로 방사하는 것에 의한 열손실을 가급적 저감할 수 있다. 이것에 의해, 유리 공급관(7)의 예열을 효율적으로 행하는 것이 가능해진다.
또한, 폐색 부재(16)는 각 통전 가열부(11a, 11b)의 냉각부(14)에 접촉하지 않고, 플랜지부(12)에 고정된다. 따라서, 폐색 부재(16)가 냉각부(14)에 접촉하여 당해 냉각부(14)가 과잉으로 가열되는 것을 방지할 수 있다.
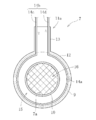
도 7 및 도 8은 본 발명의 제 2 실시형태를 나타낸다. 상기 제 1 실시형태에서는 폐색 부재(16)가 원판 형상으로 구성되어 있었지만, 본 실시형태에서는 직사각 형상으로 구성된다. 폐색 부재(16)의 치수는 냉각부(14)에 있어서의 제 1 부분(14a)의 직경보다도 크게 설정되어 있다. 따라서, 폐색 부재(16)는 제 1 실시형태와 비교해서 보다 넓은 범위에서 각 통전 가열부(11a, 11b)를 피복한다. 이것에 의해, 유리 공급관(7)(본체부(10))의 개구부(7a)로부터의 열의 방사를 방지함과 아울러, 플랜지부(12)의 표면으로부터의 열의 방사도 저지한다. 이것에 의해, 유리 공급관(7)의 예열을 효율적으로 행할 수 있다.
도 9 및 도 10은 본 발명의 제 3 실시형태를 나타낸다. 본 실시형태에 있어서, 폐색 부재(16)는 유리 공급관(7)의 개구부(7a)의 개구 면적과 거의 같은 면적을 갖는 원형의 판부재 또는 블록재이다. 폐색 부재(16)는 유리 공급관(7)의 개구부(7a)에 삽입됨으로써 당해 개구부(7a)를 폐색한다. 이 경우, 폐색 부재(16)는 유리 공급관의 개구부(7a)의 내면에 유지되기 때문에 제 1 실시형태에서 예시한 고정 부재(17) 및 케이싱(9)의 지지부(18)를 요하지 않는다.
또한, 본 발명은 상기 실시형태의 구성에 한정되는 것은 아니고, 상기한 작용 효과에 한정되는 것도 아니다. 본 발명은 본 발명의 요지를 일탈하지 않는 범위에서 다양한 변경이 가능하다.
상기 실시형태에서는 유리 공급로(6a~6d)의 유리 공급관(7)에 있어서의 개구부(7a)를 폐색 부재(16)에 의해 폐색하는 예를 나타냈지만, 이것에 한정되지 않는다. 유리 제조 장치에 있어서의 다른 구성 요소, 즉 용해 탱크(1), 청징 탱크(2), 균질화 탱크(3), 상태 조정 탱크(4), 성형 탱크(5)에 있어서도 용융 유리(GM)를 이송하는 기능을 갖고 있으며, 이것들을 유리 공급관(7)이라고 간주할 수 있다.
예를 들면, 청징 탱크(2)에는 용융 유리(GM)의 탈포 처리에 의해 발생되는 가스를 배출하는 벤트부가 설치된다. 본 발명에서는 예열 공정의 실시에 있어서, 청징 탱크(2)에 있어서의 용융 유리(GM)의 유출입에 의한 개구부에 추가하여 벤트부의 개구부를 폐색 부재(16)에 의해 폐색하는 것이 바람직하다. 이와 같이, 예열이 필요한 구성 요소의 개구부를 폐색 부재(16)에 의해 폐색함으로써 예열 공정을 효율 좋게 실시할 수 있다.
상기 실시형태에서는 폐색 부재(16)를 선상의 고정 부재(17)에 의해 통전 가열부(11a, 11b)의 플랜지부(12)에 고정하는 예를 나타냈지만, 이 구성 한정되지 않는다. 예를 들면, 클램프 그 외의 고정 수단에 의해 폐색 부재(16)를 플랜지부(12)에 고정해도 좋다.
상기 실시형태에서는 유리 제조 방법으로서, 판유리 및 판유리를 롤형상으로 권취하여 구성되는 유리 롤을 제조하는 방법을 나타냈지만, 이것에 한정되지 않는다. 본 발명은 유리관, 유리 블록 그 외의 각종 유리 제품을 제조하는 방법에 적용된다.
상기 실시형태에서는 유리 공급관(7)의 개구부(7a)의 전부를 폐색 부재(16)에 의해 폐색한 예를 나타냈지만, 이것에 한정되지 않고, 개구부(7a)의 일부를 폐색하여 예열 공정을 행해도 좋다. 즉, 폐색 부재(16)에 의해 개구부(7a)의 일부가 폐색된 경우에, 개구부(7a)에는 약간의 간극이 생겨도 좋다.
6a 유리 공급로 6b 유리 공급로
6c 유리 공급로 6d 유리 공급로
7 유리 공급관 7a 개구부
9 케이싱 10 본체부
12 플랜지부 16 폐색 부재
17 고정 부재 GM 용융 유리
GR 판유리
6c 유리 공급로 6d 유리 공급로
7 유리 공급관 7a 개구부
9 케이싱 10 본체부
12 플랜지부 16 폐색 부재
17 고정 부재 GM 용융 유리
GR 판유리
Claims (7)
- 유리 원료를 용해하여 용융 유리를 생성하는 용해 공정과, 상기 용융 유리를 성형하는 성형 공정과, 복수의 유리 공급관을 연결하여 이루어지는 유리 공급로에 의해서 상기 용융 유리를 용해 공정으로부터 성형 공정으로 이송하는 유리 공급 공정을 구비하는 유리 제조 방법에 있어서,
상기 유리 공급 공정 전에 미리 상기 유리 공급관을 분리한 상태에서 통전 가열하는 예열 공정과, 상기 예열 공정 후에 상기 유리 공급관을 접속하여 상기 유리 공급로를 구성하는 유리 공급로 형성 공정을 더 구비하고,
상기 예열 공정은 상기 유리 공급관의 개구부의 적어도 일부를 폐색 부재에 의해 막는 폐색 공정을 구비하는 것을 특징으로 하는 유리 제조 방법. - 제 1 항에 있어서,
상기 폐색 부재는 가요 내열성 부재로 이루어지는 유리 제조 방법. - 제 2 항에 있어서,
상기 폐색 부재는 내열 섬유로 이루어지는 블랭킷인 유리 제조 방법. - 제 1 항에 있어서,
상기 폐색 부재는 내화성의 판부재인 유리 제조 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 유리 공급관은 케이싱에 수용되는 통 형상의 본체부와, 상기 본체부의 단부에 형성되는 플랜지부를 구비하고,
상기 폐색 공정에 있어서, 상기 폐색 부재는 상기 플랜지부에 접촉한 상태에서 상기 유리 공급관의 상기 개구부를 폐색함과 아울러 고정 부재를 통해서 상기 케이싱에 지지되는 유리 제조 방법. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 예열 공정에서는 상기 유리 공급관의 외주면을 내화물에 의해 포위하는 유리 제조 방법. - 복수의 유리 공급관을 통전 가열하는 예열 공정과, 예열 공정 후에 상기 유리 공급관을 접속하여 유리 공급로를 구성하는 유리 공급로 형성 공정을 구비하고,
상기 예열 공정은 상기 유리 공급관의 개구부의 적어도 일부를 폐색 부재에 의해 막는 폐색 공정을 구비하는 것을 특징으로 하는 유리 공급관의 예열 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-024254 | 2017-02-13 | ||
| JP2017024254A JP6724813B2 (ja) | 2017-02-13 | 2017-02-13 | ガラス製造方法、及びガラス供給管の予熱方法 |
| PCT/JP2017/042273 WO2018146908A1 (ja) | 2017-02-13 | 2017-11-24 | ガラス製造方法、及びガラス供給管の予熱方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190113755A true KR20190113755A (ko) | 2019-10-08 |
| KR102331496B1 KR102331496B1 (ko) | 2021-11-26 |
Family
ID=63107328
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197015247A KR102331496B1 (ko) | 2017-02-13 | 2017-11-24 | 유리 제조 방법 및 유리 공급관의 예열 방법 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6724813B2 (ko) |
| KR (1) | KR102331496B1 (ko) |
| CN (1) | CN110291048B (ko) |
| TW (1) | TWI727124B (ko) |
| WO (1) | WO2018146908A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020068750A1 (en) | 2018-09-27 | 2020-04-02 | Corning Incorporated | Modular molten glass delivery apparatus |
| CN113490647B (zh) * | 2018-09-27 | 2023-02-03 | 康宁公司 | 用于在玻璃制造设备中支撑电凸缘的组件 |
| CN113165930B (zh) * | 2018-09-27 | 2023-05-05 | 康宁公司 | 包括模块化玻璃澄清系统的玻璃形成装置 |
| JP7136015B2 (ja) * | 2019-06-17 | 2022-09-13 | 日本電気硝子株式会社 | ガラス移送装置 |
| WO2024038740A1 (ja) * | 2022-08-19 | 2024-02-22 | 日本電気硝子株式会社 | ガラス物品の製造方法及びガラス物品の製造装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012197185A (ja) | 2010-03-23 | 2012-10-18 | Nippon Electric Glass Co Ltd | ガラス基板の製造方法及びガラス基板 |
| JP2014009125A (ja) * | 2012-06-29 | 2014-01-20 | Avanstrate Inc | ガラス基板の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4711171B2 (ja) * | 2004-12-28 | 2011-06-29 | 日本電気硝子株式会社 | 板ガラス製造装置及び板ガラス製造方法 |
| US8196434B2 (en) * | 2007-08-08 | 2012-06-12 | Corning Incorporated | Molten glass delivery apparatus for optical quality glass |
| CN102869623B (zh) * | 2011-03-31 | 2016-07-27 | 安瀚视特控股株式会社 | 玻璃基板的制造方法及玻璃基板的制造装置 |
| JP5731438B2 (ja) * | 2012-04-06 | 2015-06-10 | AvanStrate株式会社 | ガラス板の製造方法および製造装置 |
| JP2014019629A (ja) * | 2012-07-20 | 2014-02-03 | Nippon Electric Glass Co Ltd | ガラス板製造装置及びその組立方法 |
| JP5976863B2 (ja) * | 2014-03-31 | 2016-08-24 | AvanStrate株式会社 | ガラス基板の製造方法およびガラス基板の製造装置 |
-
2017
- 2017-02-13 JP JP2017024254A patent/JP6724813B2/ja active Active
- 2017-11-24 KR KR1020197015247A patent/KR102331496B1/ko active IP Right Grant
- 2017-11-24 CN CN201780086195.8A patent/CN110291048B/zh active Active
- 2017-11-24 WO PCT/JP2017/042273 patent/WO2018146908A1/ja active Application Filing
- 2017-12-06 TW TW106142650A patent/TWI727124B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012197185A (ja) | 2010-03-23 | 2012-10-18 | Nippon Electric Glass Co Ltd | ガラス基板の製造方法及びガラス基板 |
| JP2014009125A (ja) * | 2012-06-29 | 2014-01-20 | Avanstrate Inc | ガラス基板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110291048A (zh) | 2019-09-27 |
| TW201829327A (zh) | 2018-08-16 |
| JP6724813B2 (ja) | 2020-07-15 |
| KR102331496B1 (ko) | 2021-11-26 |
| JP2018131345A (ja) | 2018-08-23 |
| WO2018146908A1 (ja) | 2018-08-16 |
| CN110291048B (zh) | 2021-07-06 |
| TWI727124B (zh) | 2021-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20190113755A (ko) | 유리 제조 방법 및 유리 공급관의 예열 방법 | |
| JP6969573B2 (ja) | ガラス製造装置、ガラス製造方法、ガラス供給管及び溶融ガラス搬送方法 | |
| WO2017110212A1 (ja) | 板ガラス製造装置及び板ガラス製造方法 | |
| KR102518115B1 (ko) | 유리 물품의 제조 방법 및 제조 장치 | |
| KR102331492B1 (ko) | 유리 공급관의 지지 구조, 판 유리 제조 장치, 판 유리 제조 방법, 및 유리 공급관의 예열 방법 | |
| KR20220021921A (ko) | 유리 이송 장치 | |
| TWI564256B (zh) | 用於玻璃製作製程中熱脫離形成主體的設備 | |
| CN112912348B (zh) | 玻璃物品的制造方法 | |
| KR20200090731A (ko) | 유리 물품의 제조 방법 및 제조 장치 | |
| KR102662482B1 (ko) | 유리 이송 장치 | |
| WO2019035327A1 (ja) | ガラス物品の製造方法及び溶融炉 | |
| JP6597613B2 (ja) | ガラス溶融物製造装置、ガラス溶融物製造方法、ガラス物品製造装置およびガラス物品製造方法 | |
| KR102250965B1 (ko) | 판유리 제조 장치 및 판유리 제조 방법 | |
| JP7138843B2 (ja) | ガラス物品の製造方法 | |
| JP2017014059A (ja) | 溶融ガラス供給装置、ガラス板の製造装置、およびガラス板の製造方法 | |
| WO2012114842A1 (ja) | 板ガラス製造装置および板ガラス製造方法 | |
| JP2023130739A (ja) | ガラス物品の製造装置及び製造方法 | |
| TW202332657A (zh) | 玻璃搬送裝置、玻璃製品的製造裝置及玻璃製品的製造方法 | |
| CN117881636A (zh) | 玻璃物品的制造装置以及玻璃物品的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |