JP6724813B2 - ガラス製造方法、及びガラス供給管の予熱方法 - Google Patents
ガラス製造方法、及びガラス供給管の予熱方法 Download PDFInfo
- Publication number
- JP6724813B2 JP6724813B2 JP2017024254A JP2017024254A JP6724813B2 JP 6724813 B2 JP6724813 B2 JP 6724813B2 JP 2017024254 A JP2017024254 A JP 2017024254A JP 2017024254 A JP2017024254 A JP 2017024254A JP 6724813 B2 JP6724813 B2 JP 6724813B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- glass supply
- supply pipe
- closing
- closing member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B7/00—Distributors for the molten glass; Means for taking-off charges of molten glass; Producing the gob, e.g. controlling the gob shape, weight or delivery tact
- C03B7/08—Feeder spouts, e.g. gob feeders
- C03B7/094—Means for heating, cooling or insulation
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B5/00—Melting in furnaces; Furnaces so far as specially adapted for glass manufacture
- C03B5/16—Special features of the melting process; Auxiliary means specially adapted for glass-melting furnaces
- C03B5/42—Details of construction of furnace walls, e.g. to prevent corrosion; Use of materials for furnace walls
- C03B5/435—Heating arrangements for furnace walls
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B7/00—Distributors for the molten glass; Means for taking-off charges of molten glass; Producing the gob, e.g. controlling the gob shape, weight or delivery tact
- C03B7/08—Feeder spouts, e.g. gob feeders
- C03B7/094—Means for heating, cooling or insulation
- C03B7/096—Means for heating, cooling or insulation for heating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D13/00—Apparatus for preheating charges; Arrangements for preheating charges
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Glass Melting And Manufacturing (AREA)
- Furnace Details (AREA)
Description
本発明は、ガラス製造方法、及びガラス供給管の予熱方法に関する。
周知のように、液晶ディスプレイ(LCD)、有機ELディスプレイ(OLED)などのフラットパネルディスプレイ(FPD)用のガラス基板に代表されるように、各種分野に利用される板ガラスには、表面欠陥やうねりに対して厳しい製品品位が要求されるのが実情である。
このような要求を満たすために、板ガラスの製造方法としてダウンドロー法が広く利用されている。このダウンドロー法としては、オーバーフローダウンドロー法やスロットダウンドロー法が公知である。
オーバーフローダウンドロー法は、断面が略くさび形の成形体の上部に設けられたオーバーフロー溝に溶融ガラスを流し込み、このオーバーフロー溝から両側に溢れ出た溶融ガラスを成形体の両側の側壁部に沿って流下させながら、成形体の下端部で融合一体化し、一枚の板ガラスを連続成形するというものである。また、スロットダウンドロー法は、溶融ガラスが供給される成形体の底壁にスロット状の開口部が形成され、この開口部を通じて溶融ガラスを流下させることにより一枚の板ガラスを連続成形するというものである。
特にオーバーフローダウンドロー法では、成形された板ガラスの表裏両面が、成形過程において、成形体の如何なる部位とも接触せずに成形されるので、非常に平面度がよく傷等の欠陥のない火造り面となる。
オーバーフローダウンドロー法を用いる板ガラス製造装置としては、特許文献1に開示されるように、成形体を内部に有する成形槽と、成形槽の下方に設置される徐冷炉と、徐冷炉の下方に設けられる冷却部及び切断部とを備えたものがある。この板ガラス製造装置は、成形体の頂部から溶融ガラスを溢れさせると共に、その下端部で融合させることで板ガラス(ガラスリボン)を成形し、この板ガラスを徐冷炉に通過させてその内部歪みを除去し、冷却部で室温まで冷却した後に、切断部で所定寸法に切断するように構成されている。
上記の板ガラス製造装置では、成形槽の上流側に配置されるガラス溶解槽において、ガラス原料を溶解させて溶融ガラスとし、この溶融ガラスを下流側の成形槽に供給する。溶解槽と成形槽との間には、溶融ガラスを成形槽に移送するためのガラス供給路が設けられる。このガラス供給路は、例えば白金等の金属により構成される複数のガラス供給管を接続してなる。
ガラス供給路によって移送される溶融ガラスは、例えば1600℃以上の高温となる。ガラス供給路が低温であると供給路内で溶融ガラスが流動し難くなり、また変質してしまうため、ガラス製造装置の操業にあたり、ガラス供給路を事前に加熱(予熱)しておく必要がある。この場合において、各ガラス供給管を連結した状態で加熱すると、各ガラス供給管の膨張により、その連結部分が変形及び損傷するおそれがある。このため、ガラス供給路の加熱は、ガラス供給管毎に分離して行うことが望ましい。
この場合において、ガラス供給管は筒状に構成されることから、加熱中に内部の熱がその開口部を通じて外部に放射されることによる熱損失が大きくなり、予熱を効率良く行うことができないという問題があった。
本発明は上記の事情に鑑みて為されたものであり、ガラス供給管の予熱を効率良く行うことを技術的課題とする。
本発明は上記の課題を解決するためのものであり、ガラス原料を溶解して溶融ガラスを生成する溶解工程と、前記溶融ガラスを成形する成形工程と、複数のガラス供給管を連結してなるガラス供給路によって前記溶融ガラスを溶解工程から成形工程へと移送するガラス供給工程と、を備えるガラス製造方法において、前記ガラス供給工程の前に、予め前記ガラス供給管を分離した状態で通電加熱する予熱工程と、前記予熱工程後に、前記ガラス供給管を接続して前記ガラス供給路を構成するガラス供給路形成工程と、をさらに備え、 前記予熱工程は、前記ガラス供給管の開口部の少なくとも一部を閉塞部材により塞ぐ閉塞工程を備えることを特徴とする。
上記のように、予熱工程において、ガラス供給管の開口部の少なくとも一部を閉塞部材によって塞いた状態で当該ガラス供給管を通電加熱する。したがって、開口部を通じてガラス供給管内の熱が放射することによる熱損失を可及的に低減できるため、ガラス供給管の予熱を効率良く実行できる。
上記のガラス製造方法において、前記閉塞部材は、可撓耐熱性部材から成ることが望ましく、例えば耐熱繊維からなるブランケットにより構成され得る。これに限らず、前記閉塞部材は、例えば、耐火ボード等の耐火性の板部材により構成可能である。これにより、予熱工程における閉塞部材の取り扱いが容易になる。
また、前記ガラス供給管は、ケーシングに収容される筒状の本体部と、前記本体部の端部に形成されるフランジ部とを備え、前記閉塞工程において、前記閉塞部材は、前記フランジ部に接触した状態で前記ガラス供給管の前記開口部を閉塞するとともに、固定部材を介して前記ケーシングに支持されることが望ましい。
これによれば、ガラス供給管の本体部をケーシングで覆うとともに、ガラス供給管の開口部を閉塞部材により閉塞することで、ガラス供給管を効率良く加熱できる。しかも、閉塞部材は、固定部材を介してケーシングに支持されることで、開口部を安定的に閉塞できる。
前記予熱工程では、前記ガラス供給管における前記本体部の外周面を耐火物により包囲することが望ましい。これによれば、ガラス供給管における本体部の外周面からの熱の放射による熱損失を低減できる。したがって、ガラス供給管の予熱をより一層効率良く実行できる。
また、本発明に係るガラス供給管の予熱方法は、複数のガラス供給管を通電加熱する予熱工程と、予熱工程後に、前記ガラス供給管を接続してガラス供給路を構成するガラス供給路形成工程と、を備え、前記予熱工程は、前記ガラス供給管の開口部の少なくとも一部を閉塞部材により塞ぐ閉塞工程を備えることを特徴とする。
本発明によれば、ガラス供給管の予熱を効率良く行うことが可能になる。
以下、本発明を実施するための形態について図面を参照しながら説明する。図1乃至図6は、本発明に係るガラス製造装置及びガラス製造方法の第一実施形態を示す。
図1に示すように、本実施形態に係るガラス製造装置は、上流側から順に、溶解槽1と、清澄槽2と、均質化槽3と、状態調整槽4と、成形槽5と、各槽1〜5を連結するガラス供給路6a〜6dとを備える。この他、ガラス製造装置は、成形槽5により成形された板ガラスGRの除歪処理を行う徐冷炉(図示せず)及び除歪処理後に板ガラスGRを切断する切断装置(図示せず)を備え得る。
溶解槽1は、投入されたガラス原料を溶解して溶融ガラスGMを生成する溶解工程を行うための容器である。溶解槽1は、ガラス供給路6aを介して清澄槽2に接続されている。清澄槽2は、溶解槽1から供給された溶融ガラスGMを清澄剤等の作用により脱泡する清澄工程を行うための容器である。清澄槽2は、ガラス供給路6bを介して均質化槽3に接続されている。
均質化槽3は、清澄された溶融ガラスGMを攪拌翼等により攪拌し、均一化する均質化工程を行うための容器である。均質化槽3は、ガラス供給路6cを介して状態調整槽4に接続されている。状態調整槽4は、溶融ガラスGMを成形に適した状態に調整する状態調整工程を行うための容器である。状態調整槽4は、ガラス供給路6dを介して成形槽5に接続されている。
成形槽5は、溶融ガラスGMを所望の形状に成形するための容器である。本実施形態では、成形槽5は、オーバーフローダウンドロー法によって溶融ガラスGMを板状に成形する。詳細には、成形槽5は、断面形状(図1の紙面と直交する断面形状)が略楔形状を成しており、この成形槽5の上部には、オーバーフロー溝(図示せず)が形成されている。
成形槽5は、ガラス供給路6dによって溶融ガラスGMがオーバーフロー溝に供給された後、溶融ガラスGMをオーバーフロー溝から溢れ出させて、成形槽5の両側の側壁面(紙面の表裏面側に位置する側面)に沿って流下させる。成形槽5は、流下させた溶融ガラスGMを側壁面の下端部で融合させ、板ガラスGRに成形する。
成形された板ガラスGRは、例えば、厚みが0.01〜10mmであって、液晶ディスプレイや有機ELディスプレイなどのフラットパネルディスプレイ、有機EL照明、太陽電池などの基板や保護カバーに利用される。なお、成形槽5は、スロットダウンドロー法などの他のダウンドロー法を実行するものであってもよい。
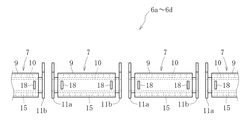
ガラス供給路6a〜6dは、溶融ガラスGMを上流側の溶解槽1から下流側の成形槽5に移送するガラス供給工程を行うための構成要素である。図2に示すように、ガラス供給路6a〜6dは、複数のガラス供給管7を連結してなる。ガラス供給路6a〜6dを構成する複数のガラス供給管7は、絶縁部材8を介して相互に連結される。絶縁部材8は中央部に開口部を有する環状に構成される。
図3に示すように、ガラス供給路6a〜6dは、ガラス供給管7毎に分離できる。ガラス供給管7は、白金又は白金合金により構成される。ガラス供給管7は、長尺状のケーシング9に被覆される。ガラス供給管7は、溶融ガラスGMを移送する長尺状の本体部10と、本体部10の端部に設けられる通電加熱部11a,11bとを備える。
本体部10は、筒状(例えば円筒状)に構成されるが、この形状に限定されない。本体部10は、ケーシング9よりも長く構成される。このため、本体部10の各端部は、ケーシング9と端部から長手方向に突出している。
通電加熱部11a,11bは、本体部10の一端部に設けられる第一通電加熱部11aと、本体部10の他端部に設けられる第二通電加熱部11bとを含む。各通電加熱部11a,11bは、本体部10の端部における外周面を囲むように構成されるフランジ部12と、このフランジ部12の上部に一体に構成される電極部13とを有する。各通電加熱部11a,11bは、電極部13に所定の電圧を印加することで本体部10を直接的に通電加熱する。
フランジ部12は、円板状に構成されるが、この形状に限定されない。電極部13は、フランジ部12の上部から上方に突出する矩形状の板部であるが、この形状に限定されない。
フランジ部12の表面(外面)には、冷却部14が設けられる。冷却部14は、冷却媒体を流通させることが可能な配管により構成される。冷却部14は、溶接その他の手段により、フランジ部12の表面に固定されている。冷却部14は、銅、ニッケル合金その他の金属により構成される。冷却部14は、フランジ部12に配される第一の部分14aと、電極部13に配される第二の部分14bとを有する。
第一の部分14aは、円板状に構成されるフランジ部12の縁部に沿うように円形に構成される。第二の部分14bは、電極部13の長手方向(上下方向)に沿うように直線状に構成される。第二の部分14bは、第一の部分14aに冷却媒体を供給する流入部14cと、第一の部分14aを通過した冷却媒体を取り出す排出部14dとを含む。なお、冷却部14を流通する冷却媒体としては、水、空気その他の各種流体が使用される。
ケーシング9は、鋼その他の金属により円筒体として構成されるが、この形状に限定されない。ケーシング9は、ガラス供給管7の本体部10の外周面を包囲するように配される耐火物(例えば耐火煉瓦)15を収容する。ケーシング9の内径は、ガラス供給管7における本体部10の外径よりも大きく設定される。これにより、ケーシング9と本体部10との間には、耐火物15を収容可能な空間が形成される。なお、ケーシング9は、ガラス製造装置が配置される工場等の建屋内において、図示しない架台等により位置変更可能に支持されている。
以下、上記構成のガラス製造装置を使用して板ガラスGRを製造する方法について説明する。
本方法は、溶解槽1にて原料ガラスを溶解させ(溶解工程)、溶融ガラスGMを得た後、この溶融ガラスGMに対し、順に清澄槽2による清澄工程、均質化槽3による均質化工程、及び状態調整槽4による状態調整工程を実施する。その後、この溶融ガラスGMを成形槽5に移送し、成形槽5により溶融ガラスGMから板ガラスGRを成形する(成形工程)。溶融ガラスGMは、溶解槽1から成形槽5まで、ガラス供給路6a〜6dによって移送される(ガラス供給工程)。成形工程後に、徐冷炉により板ガラスGRの内部歪みが除去される(徐冷工程)。徐冷工程後に、板ガラスGRは、所定寸法に切断され(切断工程)、あるいはロール状に巻き取られる(巻取工程)。
以上のような一連の工程を実行するにあたり、事前にガラス供給路6a〜6d及び他の構成要素1〜5を加熱する必要がある(予熱工程)。予熱工程は、各ガラス供給路6a〜6dを、その構成要素であるガラス供給管7に分離した状態で、各ガラス供給管7に対して実行される。
以下、ガラス供給管7の予熱工程(予熱方法)について、図4乃至図6を参照しながら詳細に説明する。予熱工程は、ガラス供給管7の端部における開口部7aを閉塞する工程(閉塞工程)と、ガラス供給管7を加熱する工程(加熱工程)とを備える。
閉塞工程では、閉塞部材16によってガラス供給管7の開口部7aを閉塞する。閉塞部材16は、例えば、耐熱繊維からなるブランケットや耐火ペーパー等の耐熱性および可撓変形性を有する部材により構成されることが好ましい。閉塞部材16は、例えばアルミナ繊維等のセラミックス繊維により構成されるが、この構成に限定されない。なお、閉塞部材16は、耐火ボードや、耐火煉瓦、その他耐熱性を有する板状部材により構成され得る。閉塞部材16の形状は、開口部7aの形状に応じた形状とすることができ、例えば、開口部7aの相似形とすることができる。本実施形態では、閉塞部材16は、円形状の主面を有する厚肉シート状に構成される。閉塞部材16の直径は、ガラス供給管7の開口部7aよりも大きく、冷却部14における第一の部分14a(円形部分)の直径よりも小さい。これにより、閉塞部材16は、冷却部14に接触することなく、フランジ部12の表面(外面)に接触する。なお、閉塞部材16の形状は、上記形状に限らず、矩形状、楕円状等の形状として良い。
閉塞部材16は、固定部材17を介してケーシング9に支持される。固定部材17は、耐熱性を有する線状部材により構成される。固定部材17は、本体部10等の膨張に応じて伸縮するよう、伸縮性を有する材質から成ることが好ましい。具体的には、固定部材17としては、例えばセラミックファイバを撚り合わせたロープ等を用いることができる。ケーシング9は、固定部材17を係止する複数(図例では四個)の支持部18を有する。各支持部18は、ケーシング9の外周面から突出する板部であるが、この形状に限定されない。
支持部18は、固定部材17を係止する部分(係止部)18aを有する。固定部材17は、閉塞部材16をフランジ部12に接触させて本体部10の開口部7aを閉塞した状態で、当該閉塞部材16に巻き付けられる。固定部材17は、係止部18aに係止されることにより、閉塞部材16をフランジ部12に固定する。
閉塞工程が終了すると、加熱工程に移行する。加熱工程では、電極部13に電圧を印加し、加熱を開始する。加熱工程では、冷却部14に冷却媒体を流通させ、各通電加熱部11a,11bを冷却しつつ、本体部10を加熱する。閉塞部材16は、溶融ガラスGMを移送するに足る温度にまで加熱された後、ガラス供給管7から取り外される。閉塞部材16が取り外されたガラス供給管7は、他のガラス供給管7に接続される。複数のガラス供給管7を接続することにより、ガラス供給路6a〜6dが構成される(ガラス供給路形成工程)。なお、ガラス供給路形成工程においては、接続されるガラス供給管7各々の開口部7aが互いに対向するよう予め隣接させた状態で閉塞部材16を取り外し、即座に各ガラス供給管7を接続することが好ましい。このような接続方法によれば、ガラス供給管7を高温に維持しつつガラス供給路6a〜6dを形成可能である。
その後、ガラス供給路6a〜6dを、対応する他の構成要素1〜5に接続し、ガラス製造装置を組み立てる(ガラス製造装置の組立工程)。なお、ガラス供給路6a〜6dを除く他の構成要素1〜5には、要所に通電加熱部が設けられている。各構成要素1〜5には、ガラス供給管7の予熱と同時期に、通電加熱部による加熱工程が実行される。
その後、既述の溶解工程、清澄工程、均質化工程、状態調整工程、及び成形工程等が実行され、板ガラスGRが製造される。
以上説明した本実施形態に係るガラス製造方法(ガラス供給管7の予熱方法)では、予熱工程において、ガラス供給管7の開口部7aを閉塞部材16によって閉塞することで、本体部10内を外部から遮蔽する。これにより、本体部10の熱が内部から開口部7aを通じて外部に放射することによる熱損失を可及的に低減できる。これにより、ガラス供給管7の予熱を効率良く行うことが可能になる。
また、閉塞部材16は、各通電加熱部11a,11bの冷却部14に接触することなく、フランジ部12に固定される。したがって、閉塞部材16が冷却部14に接触して当該冷却部14が過剰に加熱されることを防止できる。
図7及び図8は、本発明の第二実施形態を示す。上記の第一実施形態では、閉塞部材16が円板状に構成されていたが、本実施形態では、矩形状に構成される。閉塞部材16の寸法は、冷却部14における第一の部分14aの直径よりも大きく設定されている。したがって、閉塞部材16は、第一実施形態と比較して、より広範囲で各通電加熱部11a,11bを被覆する。これにより、ガラス供給管7(本体部10)の開口部7aからの熱の放射を防止するとともに、フランジ部12の表面からの熱の放射をも阻止する。これにより、ガラス供給管7の予熱を効率良く行うことができる。
図9及び図10は、本発明の第三実施形態を示す。本実施形態において、閉塞部材16は、ガラス供給管7の開口部7aの開口面積とほぼ同じ面積を有する円形の板部材又はブロック材である。閉塞部材16は、ガラス供給管7の開口部7aに挿入されることで当該開口部7aを閉塞する。この場合、閉塞部材16は、ガラス供給管の開口部7aの内面に保持されることから、第一実施形態で例示した固定部材17及びケーシング9の支持部18を要しない。
なお、本発明は、上記実施形態の構成に限定されるものではなく、上記した作用効果に限定されるものでもない。本発明は、本発明の要旨を逸脱しない範囲で種々の変更が可能である。
上記の実施形態では、ガラス供給路6a〜6dのガラス供給管7における開口部7aを閉塞部材16で閉塞する例を示したが、これに限定されない。ガラス製造装置における他の構成要素、すなわち溶解槽1、清澄槽2、均質化槽3、状態調整槽4、成形槽5においても、溶融ガラスGMを移送する機能を有しており、これらをガラス供給管7と見做すことができる。
例えば、清澄槽2には、溶融ガラスGMの脱泡処理により発生するガスを排出するベント部が設けられる。本発明では、予熱工程の実施にあたり、清澄槽2における溶融ガラスGMの流出入に係る開口部に加え、ベント部の開口部を閉塞部材16によって閉塞することが望ましい。このように、予熱が必要な構成要素の開口部を閉塞部材16によって閉塞することで、予熱工程を効率良く実施できる。
上記の実施形態では、閉塞部材16を線状の固定部材17によって通電加熱部11a,11bのフランジ部12に固定する例を示したが、この構成限定されない。例えばクランプその他の固定手段によって閉塞部材16をフランジ部12に固定してもよい。
上記の実施形態では、ガラス製造方法として、板ガラス、及び板ガラスをロール状に巻き取って構成されるガラスロールを製造する方法を示したが、これに限定されない。本発明は、ガラス管、ガラスブロックその他の各種ガラス製品を製造する方法に適用される。
上記の実施形態では、ガラス供給管7の開口部7aの全部を閉塞部材16により閉塞した例を示したが、これに限定されず、開口部7aの一部を閉塞して予熱工程を行ってもよい。すなわち、閉塞部材16によって開口部7aの一部が閉塞された場合に、開口部7aには若干の隙間が生じてもよい。
6a ガラス供給路
6b ガラス供給路
6c ガラス供給路
6d ガラス供給路
7 ガラス供給管
7a 開口部
9 ケーシング
10 本体部
12 フランジ部
16 閉塞部材
17 固定部材
GM 溶融ガラス
GR 板ガラス
6b ガラス供給路
6c ガラス供給路
6d ガラス供給路
7 ガラス供給管
7a 開口部
9 ケーシング
10 本体部
12 フランジ部
16 閉塞部材
17 固定部材
GM 溶融ガラス
GR 板ガラス
Claims (7)
- ガラス原料を溶解して溶融ガラスを生成する溶解工程と、前記溶融ガラスを成形する成形工程と、複数のガラス供給管を連結してなるガラス供給路によって前記溶融ガラスを溶解工程から成形工程へと移送するガラス供給工程と、を備えるガラス製造方法において、
前記ガラス供給工程の前に、予め前記ガラス供給管を分離した状態で通電加熱する予熱工程と、前記予熱工程後に、前記ガラス供給管を接続して前記ガラス供給路を構成するガラス供給路形成工程と、をさらに備え、
前記予熱工程は、前記ガラス供給管の開口部の少なくとも一部を閉塞部材により塞ぐ閉塞工程を備えることを特徴とする、ガラス製造方法。 - 前記閉塞部材は、可撓耐熱性部材から成る、請求項1に記載のガラス製造方法。
- 前記閉塞部材は、耐熱繊維からなるブランケットである、請求項2に記載のガラス製造方法。
- 前記閉塞部材は、耐火性の板部材である、請求項1に記載のガラス製造方法。
- 前記ガラス供給管は、ケーシングに収容される筒状の本体部と、前記本体部の端部に形成されるフランジ部とを備え、
前記閉塞工程において、前記閉塞部材は、前記フランジ部に接触した状態で前記ガラス供給管の前記開口部を閉塞するとともに、固定部材を介して前記ケーシングに支持される、請求項1から4のいずれか一項に記載のガラス製造方法。 - 前記予熱工程では、前記ガラス供給管の外周面を耐火物により包囲する、請求項1から5のいずれか一項に記載のガラス製造方法。
- 複数のガラス供給管を通電加熱する予熱工程と、予熱工程後に、前記ガラス供給管を接続してガラス供給路を構成するガラス供給路形成工程と、を備え、
前記予熱工程は、前記ガラス供給管の開口部の少なくとも一部を閉塞部材により塞ぐ閉塞工程を備えることを特徴とする、ガラス供給管の予熱方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017024254A JP6724813B2 (ja) | 2017-02-13 | 2017-02-13 | ガラス製造方法、及びガラス供給管の予熱方法 |
| KR1020197015247A KR102331496B1 (ko) | 2017-02-13 | 2017-11-24 | 유리 제조 방법 및 유리 공급관의 예열 방법 |
| PCT/JP2017/042273 WO2018146908A1 (ja) | 2017-02-13 | 2017-11-24 | ガラス製造方法、及びガラス供給管の予熱方法 |
| CN201780086195.8A CN110291048B (zh) | 2017-02-13 | 2017-11-24 | 玻璃制造方法以及玻璃供给管的预热方法 |
| TW106142650A TWI727124B (zh) | 2017-02-13 | 2017-12-06 | 玻璃製造方法、及玻璃供應管的預熱方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017024254A JP6724813B2 (ja) | 2017-02-13 | 2017-02-13 | ガラス製造方法、及びガラス供給管の予熱方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018131345A JP2018131345A (ja) | 2018-08-23 |
| JP6724813B2 true JP6724813B2 (ja) | 2020-07-15 |
Family
ID=63107328
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017024254A Active JP6724813B2 (ja) | 2017-02-13 | 2017-02-13 | ガラス製造方法、及びガラス供給管の予熱方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6724813B2 (ja) |
| KR (1) | KR102331496B1 (ja) |
| CN (1) | CN110291048B (ja) |
| TW (1) | TWI727124B (ja) |
| WO (1) | WO2018146908A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020068570A1 (en) * | 2018-09-27 | 2020-04-02 | Corning Incorporated | Assembly for supporting an electrical flange in a glass manufacturing apparatus |
| JP7465864B2 (ja) | 2018-09-27 | 2024-04-11 | コーニング インコーポレイテッド | モジュール式の溶融ガラス供給装置 |
| CN113165930B (zh) * | 2018-09-27 | 2023-05-05 | 康宁公司 | 包括模块化玻璃澄清系统的玻璃形成装置 |
| JP7136015B2 (ja) * | 2019-06-17 | 2022-09-13 | 日本電気硝子株式会社 | ガラス移送装置 |
| WO2024038740A1 (ja) * | 2022-08-19 | 2024-02-22 | 日本電気硝子株式会社 | ガラス物品の製造方法及びガラス物品の製造装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4711171B2 (ja) * | 2004-12-28 | 2011-06-29 | 日本電気硝子株式会社 | 板ガラス製造装置及び板ガラス製造方法 |
| US8196434B2 (en) * | 2007-08-08 | 2012-06-12 | Corning Incorporated | Molten glass delivery apparatus for optical quality glass |
| JP5656080B2 (ja) | 2010-03-23 | 2015-01-21 | 日本電気硝子株式会社 | ガラス基板の製造方法 |
| KR101907227B1 (ko) * | 2011-03-31 | 2018-10-11 | 아반스트레이트 가부시키가이샤 | 글래스 기판의 제조 방법 |
| JP5731438B2 (ja) * | 2012-04-06 | 2015-06-10 | AvanStrate株式会社 | ガラス板の製造方法および製造装置 |
| JP5752647B2 (ja) * | 2012-06-29 | 2015-07-22 | AvanStrate株式会社 | ガラス基板の製造方法 |
| JP2014019629A (ja) * | 2012-07-20 | 2014-02-03 | Nippon Electric Glass Co Ltd | ガラス板製造装置及びその組立方法 |
| JP5976863B2 (ja) * | 2014-03-31 | 2016-08-24 | AvanStrate株式会社 | ガラス基板の製造方法およびガラス基板の製造装置 |
-
2017
- 2017-02-13 JP JP2017024254A patent/JP6724813B2/ja active Active
- 2017-11-24 KR KR1020197015247A patent/KR102331496B1/ko active IP Right Grant
- 2017-11-24 CN CN201780086195.8A patent/CN110291048B/zh active Active
- 2017-11-24 WO PCT/JP2017/042273 patent/WO2018146908A1/ja active Application Filing
- 2017-12-06 TW TW106142650A patent/TWI727124B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| CN110291048A (zh) | 2019-09-27 |
| JP2018131345A (ja) | 2018-08-23 |
| TW201829327A (zh) | 2018-08-16 |
| TWI727124B (zh) | 2021-05-11 |
| KR20190113755A (ko) | 2019-10-08 |
| CN110291048B (zh) | 2021-07-06 |
| KR102331496B1 (ko) | 2021-11-26 |
| WO2018146908A1 (ja) | 2018-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6724813B2 (ja) | ガラス製造方法、及びガラス供給管の予熱方法 | |
| JP5701391B2 (ja) | エネルギー効率の良い高温精製 | |
| TWI486319B (zh) | 用於熱調節熔融玻璃之方法與設備 | |
| JP2011168482A (ja) | 溶融ガラスを搬送する槽間の結合部を封止する装置 | |
| WO2017110212A1 (ja) | 板ガラス製造装置及び板ガラス製造方法 | |
| WO2018110217A1 (ja) | ガラス供給管の支持構造、板ガラス製造装置、板ガラス製造方法、及びガラス供給管の予熱方法 | |
| JP7223329B2 (ja) | ガラス移送装置及びガラス物品の製造方法 | |
| TWI564256B (zh) | 用於玻璃製作製程中熱脫離形成主體的設備 | |
| WO2020129528A1 (ja) | ガラス物品の製造方法 | |
| JP7174360B2 (ja) | ガラス物品の製造方法、溶解炉及びガラス物品の製造装置 | |
| WO2019035327A1 (ja) | ガラス物品の製造方法及び溶融炉 | |
| JP7136015B2 (ja) | ガラス移送装置 | |
| JP7138843B2 (ja) | ガラス物品の製造方法 | |
| JP6597613B2 (ja) | ガラス溶融物製造装置、ガラス溶融物製造方法、ガラス物品製造装置およびガラス物品製造方法 | |
| US20220298048A1 (en) | Apparatus for transferring molten glass, apparatus for producing glass article, and method for producing glass article | |
| WO2020045016A1 (ja) | ガラス物品の製造装置及び製造方法 | |
| WO2022131205A1 (ja) | ガラス物品の製造装置 | |
| WO2022270555A1 (ja) | ガラス物品の製造装置及び製造方法 | |
| WO2023106093A1 (ja) | ガラス移送装置、ガラス物品の製造装置及びガラス物品の製造方法 | |
| WO2024048298A1 (ja) | ガラス物品の製造装置及び製造方法 | |
| WO2012114842A1 (ja) | 板ガラス製造装置および板ガラス製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190731 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200526 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6724813 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |