KR20180098643A - 직렬연결된 멀티 커터 홀더를 이용하여 연속적으로 성형되는 재료를 동기적으로 고정 길이로 절단하는 새로운 방법 - Google Patents
직렬연결된 멀티 커터 홀더를 이용하여 연속적으로 성형되는 재료를 동기적으로 고정 길이로 절단하는 새로운 방법 Download PDFInfo
- Publication number
- KR20180098643A KR20180098643A KR1020187021810A KR20187021810A KR20180098643A KR 20180098643 A KR20180098643 A KR 20180098643A KR 1020187021810 A KR1020187021810 A KR 1020187021810A KR 20187021810 A KR20187021810 A KR 20187021810A KR 20180098643 A KR20180098643 A KR 20180098643A
- Authority
- KR
- South Korea
- Prior art keywords
- cutter
- cutter holder
- holder
- cutting
- speed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D21/00—Machines or devices for shearing or cutting tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/0807—Tube treating or manipulating combined with, or specially adapted for use in connection with tube making machines, e.g. drawing-off devices, cutting-off
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F11/00—Cutting wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B3/00—General-purpose turning-machines or devices, e.g. centre lathes with feed rod and lead screw; Sets of turning-machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B5/00—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor
- B23B5/14—Cutting-off lathes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D23/00—Machines or devices for shearing or cutting profiled stock
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D25/00—Machines or arrangements for shearing stock while the latter is travelling otherwise than in the direction of the cut
- B23D25/02—Flying shearing machines
- B23D25/04—Flying shearing machines in which a cutting unit moves bodily with the work while cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D31/00—Shearing machines or shearing devices covered by none or more than one of the groups B23D15/00 - B23D29/00; Combinations of shearing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D33/00—Accessories for shearing machines or shearing devices
- B23D33/006—Accessories for shearing machines or shearing devices for obtaining pieces of a predetermined length, e.g. control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2215/00—Details of workpieces
- B23B2215/72—Tubes, pipes
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shearing Machines (AREA)
- Sawing (AREA)
Abstract
Description
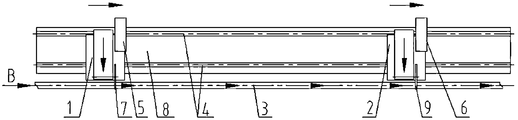
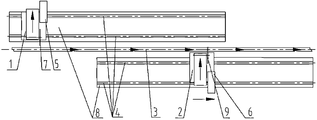
도 2는 본 발명의 특정 실시예에 있어서 커터 홀더(1) 및 커터 홀더(2)가 재료(3)를 추적하여 절단하는 것을 나타내는 개략도이다.
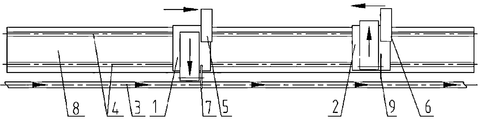
도 3은 본 발명의 특정 실시예에 있어서 커터 홀더(1)가 재료(3)를 추적하여 절단하고, 커터 홀더(2)가 절단 종료 후 되돌아가는 것을 나타내는 개략도다.
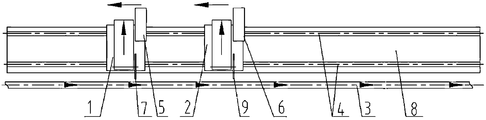
도 4는 본 발명의 특정 실시예에 있어서 커터 홀더(1) 및 커터 홀더(2)가 절단 종료 후 되돌아가는 것을 나타내는 개략도이다.
도 5는 본 발명이 다른 레일을 갖는 것을 나타내는 개략도이다.
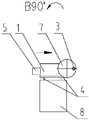
도 6은 커터 홀더(1)의 커터가 절단하지 않을 때의 모습을 나타낸 개략도이다.
도 7은 커터 홀더(1)의 커터가 절단할 때의 모습을 나타낸 개략도이다.
Claims (1)
- 강관, 형강 등 재료를 연속적으로 성형하는 생산 라인 분야에서 직렬연결된 멀티 커터 홀더가 연속적으로 성형된 재료를 동기적으로 고정 길이로 절단하는 새로운 방법으로서,
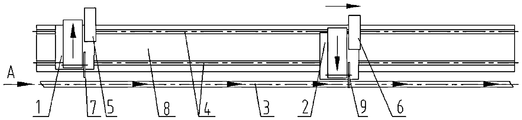
재료에 평행한 레일에 직렬로 설치되고, 각 구동장치의 구동에 의해, 설정된 절차에 따라 레일 위를 왕복 이동하여, 재료의 속도와 동기화된 상태에서, 설정된 길이로 재료를 절단하는 2대 이상의 커터 홀더를 구비하고, 상기 방법의 특별한 예로서, 직렬연결된 더블 커터 홀더 동기화 고정길이 절단기의 동작 사이클은,
재료(3)가 커터 홀더(2)의 절단 범위에 진입하여 설정된 길이가 되면, 구동장치(6)가 동작 개시하여, 커터 홀더(2)를 구동시켜 시작점에서부터 가속화하여, 커터 홀더(2)의 속도가 재료(3)의 속도와 동기화되면, 커터 홀더(2)의 커터(9)가 재료(3)를 절단하기 시작하고,
재료(3)가 계속 앞으로 이동하여 커터 홀더(1)의 절단 범위에 진입하여 설정된 길이가 되면, 구동장치(5)가 동작을 개시하여, 커터 홀더(1)를 구동시켜 시작점에서부터 가속화하여, 커터 홀더(1)의 속도가 재료(3)의 속도와 동기화되면, 커터 홀더(1)의 커터(7)가 재료(3)를 절단하고,
커터 홀더(2)는 재료(3)를 절단한 후 시작점으로 되돌아가고,
커터 홀더(1)는 재료(3)를 절단한 후 시작점으로 되돌아가고,
커터 홀더의 수량이 2대 이상인 경우 동작 사이클은 상기 규칙에 따르며, 각 커터 홀더는 설정된 순서에 따라 동작 개시, 가속, 재료 절단, 되돌아가는 동작을 하는
것을 특징으로 하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201610018663.5A CN105458301B (zh) | 2016-01-12 | 2016-01-12 | 一种多车串联同步定尺切断连续成型物料的新方法 |
| CN201610018663.5 | 2016-01-12 | ||
| PCT/CN2016/074532 WO2017121013A1 (zh) | 2016-01-12 | 2016-02-25 | 一种多车串联同步定尺切断连续成型物料的新方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180098643A true KR20180098643A (ko) | 2018-09-04 |
Family
ID=55596704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187021810A Ceased KR20180098643A (ko) | 2016-01-12 | 2016-02-25 | 직렬연결된 멀티 커터 홀더를 이용하여 연속적으로 성형되는 재료를 동기적으로 고정 길이로 절단하는 새로운 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20190039143A1 (ko) |
| EP (1) | EP3235578A4 (ko) |
| JP (1) | JP2019505404A (ko) |
| KR (1) | KR20180098643A (ko) |
| CN (1) | CN105458301B (ko) |
| RU (1) | RU2691448C1 (ko) |
| WO (1) | WO2017121013A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102855835B1 (ko) * | 2025-02-04 | 2025-09-05 | 주식회사 이와 | 열교환기용 동파이프 가공장치 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107838313B (zh) * | 2017-12-08 | 2024-06-18 | 东莞市乐天制罐有限公司 | 快速抓取薄板工件的机械手及协同工作方法 |
| CN109967660A (zh) * | 2017-12-27 | 2019-07-05 | 核工业西南物理研究院 | 一种自动切割电热丝的装置 |
| CN109926653A (zh) * | 2019-03-15 | 2019-06-25 | 大连富地重工机械制造有限公司 | 夹钳和锯切装置 |
| CN110843008A (zh) * | 2019-12-16 | 2020-02-28 | 宁波江北慎裕工贸有限公司 | 一种改进的吸管加工装置 |
| CN113290285A (zh) * | 2020-02-21 | 2021-08-24 | 苏州工业园区良裕科技有限公司 | 一种用于自动切管机的管道跟随切割的方法 |
| CN113927091A (zh) | 2020-06-29 | 2022-01-14 | 蒂森克虏伯罗特艾德有限公司 | 用于生产圆块的装置 |
| CN111890050A (zh) * | 2020-07-31 | 2020-11-06 | 沈阳康特机电设备有限公司 | 一种直缝焊管在线定尺切割方法和装置 |
| CN112872457A (zh) * | 2021-01-13 | 2021-06-01 | 广州唯友斯工程机械配件有限公司 | 一种定长切断精确高的智能化不锈钢管生产加工装置 |
| CN113399740A (zh) * | 2021-07-20 | 2021-09-17 | 大连富地重工机械制造有限公司 | 一种锯切夹钳 |
| CN114160863B (zh) * | 2021-11-01 | 2022-12-20 | 燕山大学 | 一种在线切割装置及方法 |
| CN116213827A (zh) * | 2023-02-06 | 2023-06-06 | 大连富地重工机械制造有限公司 | 一种多锯头切断机 |
| CN116673546A (zh) * | 2023-06-28 | 2023-09-01 | 中铁十一局集团桥梁有限公司 | 自动切断成型机 |
| CN117733641A (zh) * | 2024-01-03 | 2024-03-22 | 振石集团华智研究院(浙江)有限公司 | 一种型材的裁切方法及系统 |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU452444A1 (ru) * | 1971-11-16 | 1974-12-05 | Предприятие П/Я А-1621 | Устройство дл непрерывной резки |
| GB1485168A (en) * | 1974-04-04 | 1977-09-08 | Schumag Schumacher Metallwerke | Parting device |
| DE3020321C2 (de) * | 1980-05-29 | 1982-10-07 | Gebrüder Linck Maschinenfabrik und Eisengießerei Gatterlinck, 7602 Oberkirch | Verfahren und Vorrichtung zur spanenden Zerlegung von Baumstämmen in Hauptware und Seitenbretter |
| SU1268333A1 (ru) * | 1984-08-14 | 1986-11-07 | Государственный Проектно-Конструкторский Институт Технологии Монтажа Промышленного Оборудования "Гипротехмонтаж" | Устройство дл резки труб |
| US4727783A (en) * | 1986-06-17 | 1988-03-01 | Westinghouse Electric Corp. | Flying cutoff apparatus |
| JPS63191596A (ja) * | 1987-02-02 | 1988-08-09 | 東洋製罐株式会社 | プラスチック棒状体切断装置 |
| DE3718886A1 (de) * | 1987-06-05 | 1988-12-22 | Zeller Karl Heinz | Trennvorrichtung fuer ein aus einer produktionsanlage kontinuierlich herauslaufendes rohr, eine profilstange oder dgl. |
| DE4238961C1 (de) * | 1992-11-13 | 1994-03-03 | Mannesmann Ag | Trennverfahren und Vorrichtung zum Ablängen von kaltgepilgerten Rohren |
| RU2056981C1 (ru) * | 1992-12-02 | 1996-03-27 | Иван Петрович Барков | Устройство для резки непрерывно движущихся труб |
| JP2850993B2 (ja) * | 1993-03-30 | 1999-01-27 | 宇部興産株式会社 | 長尺材の定寸鋸断方法 |
| JP2850992B2 (ja) * | 1993-03-30 | 1999-01-27 | 宇部興産株式会社 | 長尺材の定寸鋸断方法 |
| DE19637175C2 (de) * | 1995-09-13 | 2001-12-06 | Aisin Seiki | Vorrichtung zum Schneiden eines gekrümmten, kontinuierlich zugeführten Werkstücks |
| CN2302069Y (zh) * | 1997-03-14 | 1998-12-30 | 吴保洲 | 钢筋拉直装置 |
| DE10000469C2 (de) * | 2000-01-07 | 2003-07-03 | Schott Spezialglas Gmbh | Verfahren zum fortlaufenden Ablängen von Zuschnitten aus einem kontinuierlich bewegten Endlosmaterial und zugehörige Vorrichtung |
| US6923101B2 (en) * | 2002-05-10 | 2005-08-02 | Mid-South Engineering Co., Inc | Continuous log bucking saw system and method |
| CN2640656Y (zh) * | 2003-07-16 | 2004-09-15 | 龙显前 | 一种高速同步飞剪的剪切机构 |
| JP2008114316A (ja) * | 2006-11-01 | 2008-05-22 | Hoshi Kogyo Kk | 切断装置 |
| DE102007007061A1 (de) * | 2007-02-08 | 2008-08-14 | Schumag Ag | Trenneinrichtung für im Wesentlichen lineare Werkstücke und Verfahren zum Trennen von im Wesentlichen linearen Werkstücken |
| DE102007022698A1 (de) * | 2007-05-11 | 2008-11-13 | Reinhardt, Christof | Kappvorrichtung |
| EP2008749B1 (en) * | 2007-06-27 | 2011-08-10 | Sica S.P.A. | Method for cutting a continuously extruded tube into segments of lesser and predetermined length |
| US8312798B2 (en) * | 2010-05-18 | 2012-11-20 | Eastman Kodak Company | Slitter with translating cutting devices |
| ITMO20120082A1 (it) * | 2012-03-28 | 2013-09-29 | Oto S P A | Metodo per il taglio al volo di manufatti. |
| JP5736010B2 (ja) * | 2013-07-17 | 2015-06-17 | 川崎重工業株式会社 | 板材の切断装置 |
| CN103909182B (zh) * | 2014-03-12 | 2016-09-21 | 长葛市新世纪机电有限公司 | 切断机 |
| CN104259547B (zh) * | 2014-08-11 | 2016-08-24 | 苏州胜禹材料科技股份有限公司 | 一种高精度模式飞剪系统 |
-
2016
- 2016-01-12 CN CN201610018663.5A patent/CN105458301B/zh active Active
- 2016-02-25 WO PCT/CN2016/074532 patent/WO2017121013A1/zh not_active Ceased
- 2016-02-25 US US16/069,713 patent/US20190039143A1/en not_active Abandoned
- 2016-02-25 EP EP16837971.7A patent/EP3235578A4/en not_active Withdrawn
- 2016-02-25 KR KR1020187021810A patent/KR20180098643A/ko not_active Ceased
- 2016-02-25 JP JP2018554611A patent/JP2019505404A/ja active Pending
- 2016-02-25 RU RU2018126995A patent/RU2691448C1/ru active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102855835B1 (ko) * | 2025-02-04 | 2025-09-05 | 주식회사 이와 | 열교환기용 동파이프 가공장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3235578A4 (en) | 2018-04-18 |
| WO2017121013A1 (zh) | 2017-07-20 |
| JP2019505404A (ja) | 2019-02-28 |
| CN105458301B (zh) | 2018-07-20 |
| CN105458301A (zh) | 2016-04-06 |
| EP3235578A1 (en) | 2017-10-25 |
| US20190039143A1 (en) | 2019-02-07 |
| RU2691448C1 (ru) | 2019-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20180098643A (ko) | 직렬연결된 멀티 커터 홀더를 이용하여 연속적으로 성형되는 재료를 동기적으로 고정 길이로 절단하는 새로운 방법 | |
| US20170136642A1 (en) | Method and device for alternately cutting off material by back-and-forth movement of multiple vehicles | |
| CN115365574B (zh) | 一种双工位切管机 | |
| CN204160522U (zh) | 一种scr催化剂湿料双同步旋转切割设备 | |
| CN115592202A (zh) | 一种在线多切割头循环切割方法及装置 | |
| US2484854A (en) | Cutoff mechanism | |
| CN104742233A (zh) | 一种泡沫混凝土保温板用直线式切割机 | |
| CN101905350B (zh) | 小型h型钢在线剪切装置 | |
| CN103273639B (zh) | 全自动中空吹塑机 | |
| CN220921510U (zh) | 一种用于高铁侧墙板集铣削钻加工一体化的数控装置 | |
| JP2004136681A (ja) | 熱可塑性プラスチック材料から六角形ハニカム構造を有するブロック要素およびパネル要素を製造するための設備 | |
| CN104690918B (zh) | 水口自动剪切机构 | |
| CN105200654A (zh) | 一种三维编织复合材料的编织工艺及所用编织机 | |
| EP2830800B1 (en) | A method for cutting moving manufactured articles | |
| CN204622276U (zh) | 一种泡沫混凝土保温板用直线式切割机 | |
| CN204622277U (zh) | 一种全自动直线式切割机 | |
| CN202922659U (zh) | 用于鸡爪切割机的输送装置 | |
| CN107553704B (zh) | 制砖切坯机 | |
| CN203330683U (zh) | 集装箱底侧梁的自动在线冲缺和切断的设备 | |
| CN213536783U (zh) | 一种横挤出料系统 | |
| CN104148946B (zh) | 底侧梁的生产方法及其自动在线冲缺和切断的方法与设备 | |
| CN121514904A (zh) | 一种不停机换锯片的铣锯机 | |
| CN103552102A (zh) | 一种保温板流水线的切断机 | |
| CN103008795A (zh) | 一种齿条锯、钻、铣机组 | |
| GB2130136A (en) | Cutoff machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20180727 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20180727 Comment text: Request for Examination of Application |
|
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200203 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20201008 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20200203 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |