KR20180098583A - 성형 툴 - Google Patents
성형 툴 Download PDFInfo
- Publication number
- KR20180098583A KR20180098583A KR1020187020354A KR20187020354A KR20180098583A KR 20180098583 A KR20180098583 A KR 20180098583A KR 1020187020354 A KR1020187020354 A KR 1020187020354A KR 20187020354 A KR20187020354 A KR 20187020354A KR 20180098583 A KR20180098583 A KR 20180098583A
- Authority
- KR
- South Korea
- Prior art keywords
- tool
- holder
- spacer
- slider
- blank holder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/04—Blank holders; Mounting means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
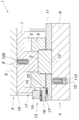
도 1은 금속 판이 삽입된 성형 툴의 개방 상태를 도시한 개략적인 측면도이다.
도 2는 상기 성형 툴의 부분적으로 폐쇄된 상태를 도시한다.
도 3은 상기 성형 툴의 폐쇄된 상태를 도시한다.
도 4는 상기 성형 툴이 개방 상태로 복귀하는 모습을 도시한다.
Claims (8)
- 툴 상부 부재(5) 및 이동 가능하게 삽입된 블랭크 홀더(7)를 포함하는 다이(6)를 포함하고, 상기 블랭크 홀더(7)는 제1 가압 수단(8)에 의해 상기 툴 상부 부재(5)에 대하여 지지되는, 제1 툴 부재(3);
툴 하부 부재(9), 상기 다이(6)와 공동 성형 작업하는 펀치(10), 및 이동 가능한 시트 홀더(11)를 포함하고, 상기 시트 홀더는 제2 가압 수단(12)에 의해 상기 툴 하부 부재(9)에 대하여 지지되는, 제2 툴 부재(4); 및
상기 시트 홀더(11)와 상기 블랭크 홀더(7) 사이에 구비되는 하나의 잠금 장치(13)를 포함하는 성형 툴로서, 상기 잠금 장치는 적어도 하나의 스페이서(14)를 포함하고, 이 때 상기 스페이서(14)는, 성형 툴(1)의 폐쇄시 발생하는 상대적 이동에 기반하여 정지 위치(15)로부터 작업 위치(16)로 이동 가능하게 장착되며, 상기 성형 툴(1)의 개방 시, 상기 시트 홀더(11)와 상기 블랭크 홀더(7) 사이의 간격을 결정하는, 성형 툴로서,
상기 잠금 장치(13)는 슬라이더(18) 및 드라이버(19)를 포함하는 적어도 하나의 쐐기 드라이브(17)를 구비하고,
상기 스페이서(14)를 포함하는 상기 슬라이더(18)는 상기 성형 툴(1)의 폐쇄 시 상기 시트 홀더(11)와 상기 툴 상부 부재(5) 사이에서 발생하는 상대적 이동에 기초하여 상기 드라이버(19)에 접촉한 상태로 이동 가능하게 장착됨으로써 상기 스페이서(14)를 스페이서의 작업 위치(16)로 이동시키는 것을 특징으로 하는 성형 툴. - 제1항에 있어서, 상기 스페이서(14)는 상기 작업 위치(16)에서 상기 블랭크 홀더(7) 및/또는 상기 시트 홀더(11)를 위한 방지 장치(24)를 형성함으로써 상기 시트 홀더(11)와 상기 블랭크 홀더(7)의 간격을 결정하는 것을 특징으로 하는 성형 툴.
- 제2항에 있어서, 상기 블랭크 홀더(7)는 상기 다이(6)에 방사상으로 돌출되고 상기 스페이서(14)의 상기 방지 장치(24)에 대한 역방지 장치(26)를 형성하는 하나의 숄더(25)를 포함하는 것을 특징으로 하는 성형 툴.
- 제1, 2, 또는 3항에 있어서, 상기 드라이버(19)는 상기 툴 상부 부재(5)에 고정되고, 상기 슬라이더(18)는 상기 시트 홀더(11)에 이동 가능하게 장착되는 것을 특징으로 하는 성형 툴.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 슬라이더(18)는 상기 드라이버(19)에 접촉한 상태로 제1 스프링(21)의 작용에 대하여 이동 가능하게 장착되는 것을 특징으로 하는 성형 툴.
- 제5항에 있어서, 상기 스페이서는(14)는 제2 스프링(28)의 작용에 대하여 이동 가능하게 상기 슬라이더(18)에 장착되고, 상기 스페이서의 작용 방향(29)은 상기 제1 스프링(21)의 작용 방향(30)과 반대인 것을 특징으로 하는 성형 툴.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 슬라이더(18)는 상기 스페이서(14)의 상기 작업 위치(16)에서 상기 다이(6)에 대하여 가장 가까운 위치(23)를 확보하도록 이동 가능하게 장착되는 것을 특징으로 하는 성형 툴.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 제1, 2 가압 수단(8, 12)은 가스 가압 스프링(108, 112)으로서 구현되는 것을 특징으로 하는 성형 툴.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020247000853A KR102775970B1 (ko) | 2015-12-30 | 2016-12-23 | 제1 툴 부재와 제2 툴 부재를 포함하는 성형 툴용 잠금 장치 및 이를 포함하는 성형 툴 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15203211.6 | 2015-12-30 | ||
| EP15203211.6A EP3187276A1 (de) | 2015-12-30 | 2015-12-30 | Umformwerkzeug |
| PCT/EP2016/082601 WO2017114790A1 (de) | 2015-12-30 | 2016-12-23 | Umformwerkzeug |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020247000853A Division KR102775970B1 (ko) | 2015-12-30 | 2016-12-23 | 제1 툴 부재와 제2 툴 부재를 포함하는 성형 툴용 잠금 장치 및 이를 포함하는 성형 툴 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180098583A true KR20180098583A (ko) | 2018-09-04 |
| KR102624949B1 KR102624949B1 (ko) | 2024-01-15 |
Family
ID=55027613
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020247000853A Active KR102775970B1 (ko) | 2015-12-30 | 2016-12-23 | 제1 툴 부재와 제2 툴 부재를 포함하는 성형 툴용 잠금 장치 및 이를 포함하는 성형 툴 |
| KR1020187020354A Active KR102624949B1 (ko) | 2015-12-30 | 2016-12-23 | 성형 툴 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020247000853A Active KR102775970B1 (ko) | 2015-12-30 | 2016-12-23 | 제1 툴 부재와 제2 툴 부재를 포함하는 성형 툴용 잠금 장치 및 이를 포함하는 성형 툴 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US11389852B2 (ko) |
| EP (2) | EP3187276A1 (ko) |
| JP (1) | JP6811780B2 (ko) |
| KR (2) | KR102775970B1 (ko) |
| CN (1) | CN108883454B (ko) |
| BR (1) | BR112018013023B1 (ko) |
| CA (1) | CA3010420C (ko) |
| ES (1) | ES2789757T3 (ko) |
| MX (1) | MX392908B (ko) |
| SI (1) | SI3397408T1 (ko) |
| WO (1) | WO2017114790A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102908393B1 (ko) * | 2024-10-07 | 2026-01-12 | 주식회사 티앤지 | 부싱좌 결합 홀이 일체로 형성되는 주상변압기 외함 제조방법 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3074704B1 (fr) * | 2017-12-07 | 2019-11-29 | Adm28 S.Ar.L | Dispositif d’emboutissage incremental par magneto-formage et procede associe |
| US10786842B2 (en) * | 2018-09-12 | 2020-09-29 | Fca Us Llc | Draw-in control for sheet drawing |
| FR3095358B1 (fr) * | 2019-04-24 | 2022-05-27 | Psa Automobiles Sa | Presse d’emboutissage de plaques métalliques, à pièce de verrouillage mécanique |
| US12138675B2 (en) * | 2020-01-09 | 2024-11-12 | Magna International Inc. | Adjustable balancing block for closed loop die control |
| WO2024259459A1 (de) * | 2023-06-21 | 2024-12-26 | Voestalpine Camtec Gmbh | Verfahren zur herstellung eines umformteils, umformwerkzeug und verriegelungseinrichtung |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060101888A1 (en) * | 2004-11-16 | 2006-05-18 | Umix Co., Ltd. | Stabilizer of drawing die and stabilizer unit of the same |
| DE102011116714A1 (de) * | 2011-10-22 | 2013-04-25 | Volkswagen Aktiengesellschaft | Werkzeug und Verfahren zum Warmformen und Schneiden, insbesondere zum Presshärten und Schneiden, eines Blechmaterials |
| US20140007640A1 (en) * | 2010-12-21 | 2014-01-09 | Showa Denko K.K. | Forging device |
| EP2754509A1 (en) * | 2011-09-09 | 2014-07-16 | M's Inc. | Press molding method and press molding device |
| US20150336619A1 (en) * | 2013-01-07 | 2015-11-26 | Nippon Steel & Sumitomo Metal Corporation | Press component and method and device for manufacturing same |
| US20160271682A1 (en) * | 2013-10-24 | 2016-09-22 | Nippon Steel & Sumitomo Metal Corporation | Hat-shaped cross-section component manufacturing apparatus and manufacturing method |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1569055A1 (ru) * | 1988-08-30 | 1990-06-07 | Институт сверхтвердых материалов АН УССР | Матрица дл выт жки |
| FR2646623A1 (en) * | 1989-05-03 | 1990-11-09 | Peugeot | Press tool for deep-drawing slightly shaped workpieces |
| JPH07214185A (ja) * | 1994-02-09 | 1995-08-15 | Kojima Press Co Ltd | 絞り型 |
| JP3410613B2 (ja) * | 1996-09-12 | 2003-05-26 | 本田技研工業株式会社 | 薄板状ワークのプレス成形方法およびその装置 |
| JP2005095909A (ja) * | 2003-09-22 | 2005-04-14 | Jfe Steel Kk | プレス成形方法 |
| DE102004059598B4 (de) * | 2004-12-09 | 2014-02-27 | Volkswagen Ag | Vorrichtung zum Umformen und Härten eines Bleches |
| DE102009028769A1 (de) * | 2009-08-21 | 2011-02-24 | Ford Global Technologies, LLC, Dearborn | Doppeltwirkende Tiefziehvorrichtung |
| DE102011120789B4 (de) * | 2011-12-10 | 2018-07-19 | Audi Ag | Verfahren zur Endbearbeitung eines Platinen-Umformwerkzeuges |
| CN102717028B (zh) * | 2012-07-05 | 2014-06-18 | 无锡鹰普精密铸造有限公司 | 压蜡机模具 |
| CN202985956U (zh) * | 2012-12-21 | 2013-06-12 | 安徽中铁施封锁有限公司 | 紧定式施封锁锁体包塑模具 |
| JP2014217870A (ja) * | 2013-05-10 | 2014-11-20 | トヨタ自動車東日本株式会社 | プレス成形機 |
| CN105682819B (zh) * | 2013-09-24 | 2017-10-13 | 新日铁住金株式会社 | 帽型截面部件的制造装置 |
| CN203649140U (zh) * | 2013-10-11 | 2014-06-18 | 广东骏汇汽车科技股份有限公司 | 钢背压斜边精冲连续模 |
| FR3021239B1 (fr) * | 2014-05-20 | 2016-12-23 | Peugeot Citroen Automobiles Sa | Dispositif de commande adapte a etre utilise dans un outil principal d'emboutissage et pourvu d'un coulisseau d'emboutissage auxiliaire |
| CN203917636U (zh) * | 2014-06-24 | 2014-11-05 | 蚌埠国威滤清器有限公司 | 一种压筋及翻边复合模 |
| KR101611735B1 (ko) | 2014-10-13 | 2016-04-14 | 주식회사 포스코 | 프레스 성형 장치 및 방법 |
| HUE044534T2 (hu) * | 2015-03-09 | 2019-10-28 | Autotech Eng Sl | Sajtoló rendszerek és eljárások |
| FR3047680B1 (fr) * | 2016-02-12 | 2018-07-13 | Peugeot Citroen Automobiles Sa | Presse destinee a mettre en forme par un procede d’emboutissage un flan de tole et procede d’emboutissage correspondant |
| KR20170133955A (ko) * | 2016-05-27 | 2017-12-06 | 주식회사 성우하이텍 | 드로우 프레스 장치 |
-
2015
- 2015-12-30 EP EP15203211.6A patent/EP3187276A1/de not_active Withdrawn
-
2016
- 2016-12-23 SI SI201630719T patent/SI3397408T1/sl unknown
- 2016-12-23 JP JP2018533787A patent/JP6811780B2/ja active Active
- 2016-12-23 EP EP16828948.6A patent/EP3397408B1/de active Active
- 2016-12-23 WO PCT/EP2016/082601 patent/WO2017114790A1/de not_active Ceased
- 2016-12-23 MX MX2018008188A patent/MX392908B/es unknown
- 2016-12-23 KR KR1020247000853A patent/KR102775970B1/ko active Active
- 2016-12-23 CN CN201680077374.0A patent/CN108883454B/zh active Active
- 2016-12-23 BR BR112018013023-0A patent/BR112018013023B1/pt active IP Right Grant
- 2016-12-23 US US16/067,607 patent/US11389852B2/en active Active
- 2016-12-23 KR KR1020187020354A patent/KR102624949B1/ko active Active
- 2016-12-23 CA CA3010420A patent/CA3010420C/en active Active
- 2016-12-23 ES ES16828948T patent/ES2789757T3/es active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060101888A1 (en) * | 2004-11-16 | 2006-05-18 | Umix Co., Ltd. | Stabilizer of drawing die and stabilizer unit of the same |
| US20140007640A1 (en) * | 2010-12-21 | 2014-01-09 | Showa Denko K.K. | Forging device |
| EP2754509A1 (en) * | 2011-09-09 | 2014-07-16 | M's Inc. | Press molding method and press molding device |
| DE102011116714A1 (de) * | 2011-10-22 | 2013-04-25 | Volkswagen Aktiengesellschaft | Werkzeug und Verfahren zum Warmformen und Schneiden, insbesondere zum Presshärten und Schneiden, eines Blechmaterials |
| US20150336619A1 (en) * | 2013-01-07 | 2015-11-26 | Nippon Steel & Sumitomo Metal Corporation | Press component and method and device for manufacturing same |
| US20160271682A1 (en) * | 2013-10-24 | 2016-09-22 | Nippon Steel & Sumitomo Metal Corporation | Hat-shaped cross-section component manufacturing apparatus and manufacturing method |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102908393B1 (ko) * | 2024-10-07 | 2026-01-12 | 주식회사 티앤지 | 부싱좌 결합 홀이 일체로 형성되는 주상변압기 외함 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190009322A1 (en) | 2019-01-10 |
| US11389852B2 (en) | 2022-07-19 |
| BR112018013023B1 (pt) | 2021-11-03 |
| CA3010420A1 (en) | 2017-07-06 |
| KR20240014576A (ko) | 2024-02-01 |
| CN108883454B (zh) | 2020-09-11 |
| EP3187276A1 (de) | 2017-07-05 |
| JP2019500219A (ja) | 2019-01-10 |
| EP3397408B1 (de) | 2020-02-05 |
| CN108883454A (zh) | 2018-11-23 |
| BR112018013023A2 (pt) | 2018-12-04 |
| WO2017114790A1 (de) | 2017-07-06 |
| MX392908B (es) | 2025-03-21 |
| SI3397408T1 (sl) | 2020-07-31 |
| JP6811780B2 (ja) | 2021-01-13 |
| KR102624949B1 (ko) | 2024-01-15 |
| ES2789757T8 (es) | 2022-02-28 |
| KR102775970B1 (ko) | 2025-03-04 |
| EP3397408A1 (de) | 2018-11-07 |
| CA3010420C (en) | 2024-01-09 |
| MX2018008188A (es) | 2018-11-09 |
| ES2789757T3 (es) | 2020-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20180098583A (ko) | 성형 툴 | |
| KR101779688B1 (ko) | 프레스 성형 방법 및 프레스 성형 장치 | |
| JP4994985B2 (ja) | 翼体保護部材製造用の二次プレス金型 | |
| KR101846760B1 (ko) | 프레스 성형 장치, 이 성형 장치를 이용한 프레스 성형품의 제조 방법, 및 프레스 성형품 | |
| JP5423302B2 (ja) | ワークの製造装置及び製造方法 | |
| CN104368681B (zh) | 斜楔机构 | |
| CN112496137B (zh) | 具有弯曲凸部的帽型截面部件的制造装置及制造方法 | |
| KR102003631B1 (ko) | 프레스 성형 방법 및 프레스 성형 금형 | |
| CN107150093A (zh) | 加工板材件的装置和可用于该装置的可调节的间隔设备 | |
| JP5938074B2 (ja) | 絞り成形方法及び装置 | |
| CN104275381A (zh) | 可防止印痕的模切造模装置 | |
| US11498108B2 (en) | Manufacturing apparatus and manufacturing method for hat-shaped cross-section component | |
| KR101963065B1 (ko) | 절단 가공 장치 및 절단 가공 방법 | |
| CN106334758B (zh) | 起伏剧烈冲压件整形模具 | |
| KR101647211B1 (ko) | 가변금형장치 및 이를 이용한 성형방법 | |
| KR101432776B1 (ko) | 임팩트 프레스기의 성형품 분리장치 | |
| KR101748964B1 (ko) | 소재 절곡기 | |
| JP2016034647A (ja) | プレス成形方法及びプレス成形装置 | |
| KR101461793B1 (ko) | 프레스 장치 | |
| JP2010000541A6 (ja) | 安全装置部品を成形するためのプレス装置 | |
| JP2010000541A (ja) | 安全装置部品を成形するためのプレス装置 | |
| JP2007118017A (ja) | ダブルアクションプレス装置とプレス方法 | |
| JP5933299B2 (ja) | プレス成形装置 | |
| KR101401761B1 (ko) | 플랜지 허브의 벤딩 성형방법 및 성형장치 | |
| JP2014184464A (ja) | 多段プレス装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20180716 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| N231 | Notification of change of applicant | ||
| PN2301 | Change of applicant |
Patent event date: 20190426 Comment text: Notification of Change of Applicant Patent event code: PN23011R01D |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20211123 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230515 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20231010 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20240110 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20240110 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |