KR20170106323A - 수윤활식 베어링 재료 - Google Patents
수윤활식 베어링 재료 Download PDFInfo
- Publication number
- KR20170106323A KR20170106323A KR1020177019127A KR20177019127A KR20170106323A KR 20170106323 A KR20170106323 A KR 20170106323A KR 1020177019127 A KR1020177019127 A KR 1020177019127A KR 20177019127 A KR20177019127 A KR 20177019127A KR 20170106323 A KR20170106323 A KR 20170106323A
- Authority
- KR
- South Korea
- Prior art keywords
- water
- resin
- bearing material
- lubricated bearing
- ptfe
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M107/00—Lubricating compositions characterised by the base-material being a macromolecular compound
- C10M107/38—Lubricating compositions characterised by the base-material being a macromolecular compound containing halogen
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63H—MARINE PROPULSION OR STEERING
- B63H23/00—Transmitting power from propulsion power plant to propulsive elements
- B63H23/32—Other parts
- B63H23/34—Propeller shafts; Paddle-wheel shafts; Attachment of propellers on shafts
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/06—Elements
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L27/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers
- C08L27/02—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L27/12—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a halogen; Compositions of derivatives of such polymers not modified by chemical after-treatment containing fluorine atoms
- C08L27/18—Homopolymers or copolymers or tetrafluoroethene
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M125/00—Lubricating compositions characterised by the additive being an inorganic material
- C10M125/02—Carbon; Graphite
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M147/00—Lubricating compositions characterised by the additive being a macromolecular compound containing halogen
- C10M147/04—Monomer containing carbon, hydrogen, halogen and oxygen
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M169/00—Lubricating compositions characterised by containing as components a mixture of at least two types of ingredient selected from base-materials, thickeners or additives, covered by the preceding groups, each of these compounds being essential
- C10M169/04—Mixtures of base-materials and additives
- C10M169/044—Mixtures of base-materials and additives the additives being a mixture of non-macromolecular and macromolecular compounds
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F9/00—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments
- D01F9/08—Artificial filaments or the like of other substances; Manufacture thereof; Apparatus specially adapted for the manufacture of carbon filaments of inorganic material
- D01F9/12—Carbon filaments; Apparatus specially adapted for the manufacture thereof
- D01F9/14—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments
- D01F9/145—Carbon filaments; Apparatus specially adapted for the manufacture thereof by decomposition of organic filaments from pitch or distillation residues
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C17/00—Sliding-contact bearings for exclusively rotary movement
- F16C17/12—Sliding-contact bearings for exclusively rotary movement characterised by features not related to the direction of the load
- F16C17/14—Sliding-contact bearings for exclusively rotary movement characterised by features not related to the direction of the load specially adapted for operating in water
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/20—Sliding surface consisting mainly of plastics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/02—Parts of sliding-contact bearings
- F16C33/04—Brasses; Bushes; Linings
- F16C33/20—Sliding surface consisting mainly of plastics
- F16C33/201—Composition of the plastic
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/66—Special parts or details in view of lubrication
- F16C33/6637—Special parts or details in view of lubrication with liquid lubricant
- F16C33/6688—Lubricant compositions or properties, e.g. viscosity
- F16C33/6692—Liquids other than oil, e.g. water, refrigerants, liquid metal
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/04—Elements
- C10M2201/041—Carbon; Graphite; Carbon black
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2213/00—Organic macromolecular compounds containing halogen as ingredients in lubricant compositions
- C10M2213/06—Perfluoro polymers
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2213/00—Organic macromolecular compounds containing halogen as ingredients in lubricant compositions
- C10M2213/06—Perfluoro polymers
- C10M2213/062—Polytetrafluoroethylene [PTFE]
- C10M2213/0623—Polytetrafluoroethylene [PTFE] used as base material
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/06—Oiliness; Film-strength; Anti-wear; Resistance to extreme pressure
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/02—Bearings
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2050/00—Form in which the lubricant is applied to the material being lubricated
- C10N2050/08—Solids
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2210/00—Fluids
- F16C2210/10—Fluids water based
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2326/00—Articles relating to transporting
- F16C2326/30—Ships, e.g. propelling shafts and bearings therefor
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Ocean & Marine Engineering (AREA)
- Combustion & Propulsion (AREA)
- Inorganic Chemistry (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Sliding-Contact Bearings (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
수윤활식 베어링에 있어서 우수한 내마모성 및 슬라이딩 특성을 가지는 베어링 재료를 제공하는 것을 목적으로 한다. 본 발명의 수윤활식 베어링 재료는 12중량%~25중량%의 테트라플루오로에틸렌-퍼플루오로알킬바이닐에터 공중합 수지(PFA 수지), 18중량%~33중량%의 탄소섬유 및 잔부가 폴리테트라플루오로에틸렌(PTFE) 수지 및/또는 변성 PTFE 수지로 이루어진다.
Description
본 발명은 미끄럼 베어링 재료, 특히 선박용 선미관에 있어서의 수윤활식 베어링 재료에 관한 것으로, 구체적으로는 PTFE 또는 변성 PTFE 수지와 PFA 수지로 이루어지는 수지 원료에 탄소섬유가 배합된 수지 조성물에 의해 구성되는 수윤활식 베어링 재료에 관한 것이다.
미끄럼 베어링은 그 윤활 방식에 따라 무윤활 방식, 고체 윤활 방식 및 유체 윤활 방식으로 크게 구별되고, 유체 윤활 방식은 또한 수(해수 또는 담수)윤활식 베어링과 유윤활식 베어링으로 나뉜다. 유윤활식 베어링의 경우는 마찰이나 점도의 조정제 등을 배합한 윤활유에 의해 베어링의 슬라이딩면에 안정된 유막을 형성함으로써, 마찰이나 마모, 눌어붙음이 어느 정도 방지된다. 또 수윤활식 베어링의 경우는 윤활제로서 작용하는 물의 동점도가 윤활유와 비교하여 훨씬 낮기 때문에, 슬라이딩면의 상대재와의 직접 접촉에 의한 심한 마모나 눌어붙음이 발생하기 쉽다. 그 때문에 수윤활식 베어링 재료에는 보다 우수한 내마모성 등의 슬라이딩 특성이 요구된다.
그러한 이유로부터 종래는 유윤활식 베어링이 주류였지만, 최근 베어링으로부터의 윤활유 유출에 의한 하천이나 해양의 환경의 오염을 방지하기 위해서 수윤활식 베어링을 채용하고자 하는 니즈가 높아지고 있다. 예를 들면, 하천에서의 수력발전용의 수차 등의 수차의 베어링으로서 유윤활식 베어링을 사용한 경우에는, 그 윤활유의 유출에 의한 하천 오염이 문제가 되고 있고, 또 선박의 선미관 내의 프로펠러 축 또는 다축선에 있어서의 선미관축을 지지하는 선미관 베어링으로서 유윤활식 베어링을 사용한 경우에는, 그 윤활유의 유출에 의한 해양 오염이 문제가 되고 있다.
이와 같은 수윤활식 베어링에 있어서의 슬라이딩면에 사용하기 위해서 개발된 내수성, 자기윤활성과 함께 내마모성도 우수한 수지 재료로서는 폴리에틸렌 왁스를 첨가한 폴리유레테인 수지 재료(특허문헌 1), 폴리에터에터케톤 수지 등의 열가소성 수지 재료(특허문헌 2), 탄소섬유 함유 폴리페닐렌설파이드(PPS) 수지 재료(특허문헌 3~6) 외에 나이트릴계 고무, 초고분자 폴리에틸렌(PE), 가교 PE, 폴리프로필렌(PP) 등의 수지 재료(특허문헌 7)를 들 수 있다.
한편 폴리테트라플루오로에틸렌(PTFE) 수지는 자기윤활성, 내열성, 내부식성이 높고 가공 특성도 우수하기 때문에, 탄소섬유(CF)를 함유시켜 내마모성을 높인 CF 함유 PTFE 수지가 각종 베어링 재료로서 사용되고 있다.
그러나 PTFE 수지 재료는 상기 서술한 각 수지 재료와 비교하여 내마모성이 낮고, CF를 충전제로서 함유시킨 경우에도 가혹한 수윤활식 베어링용 수지 재료로서는 충분하지 않았다. CF 함유 PTFE 수지를 사용한 태양도 보고되어 있는데(특허문헌 8), 이것은 상대재가 되는 고정 부재 슬라이딩면이 질화 타이타늄(TiN)막으로 형성되어 있는 특수한 조건하에서의 사용이다.
또 무순환 방식의 복층계 베어링 재료에 있어서의 스테인레스강 표면에 형성된 다공질의 청동 분말층용 함침 피복 조성물로서, PTFE를 주성분으로 하는 수지 재료에 탄소섬유(CF)와 함께 황화 몰리브덴, 평균 입자 직경 1~50μm의 입상 무기 충전제 또는 모스 경도 4 이하의 위스커를 배합한 수지 조성물을 사용하는 것이 보고되어 있다(특허문헌 9~11). 그러나 당해 수지 조성물은 황화 몰리브덴 등의 입상의 광물 등의 고체 윤활제의 배합을 필수로 하는 것일 뿐만아니라, 복층계 베어링의 다공질 청동 분말층의 함침용 수지 조성물로서 사용된 것이며, 수지 조성물 단독으로 베어링 슬라이딩면을 형성시키는 것은 상정되어 있지 않다.
이상의 점에서 미끄럼 베어링 재료, 특히 선미관 베어링 재료 등의 수윤활식 베어링 재료로 한 경우에, 자기마모를 충분히 막을 수 있고 우수한 슬라이딩 특성을 가지는 CF 함유 PTFE 수지 조성물의 제공이 요구되고 있었다.
본 발명은 이와 같은 문제에 대처하기 위해서 이루어진 것으로, 수윤활식 베어링 재료, 특히 수윤활용 선미관 베어링 재료로서도 사용 가능한 우수한 내마모성 등의 슬라이딩 특성을 가지는 PTFE 수지 조성물로 이루어지는 수윤활식 베어링 재료를 제공하는 것을 목적으로 한다.
본 발명의 수윤활식 베어링 재료는 폴리테트라플루오로에틸렌(PTFE) 수지 또는 변성 PTFE 수지, 탄소섬유(CF) 및 테트라플루오로에틸렌-퍼플루오로알킬바이닐에터 공중합 수지(PFA)를 함유하여 이루어지는 수지 조성물에 의해 구성되는 베어링 재료로서, PFA 및 탄소섬유(CF)를 비교적 다량으로 배합하는 것을 특징으로 하는 것이며, PFA 및 탄소섬유(CF)를 비교적 다량으로 배합함으로써 무기 충전제나 황화 몰리브덴 등의 고체 윤활제를 배합하지 않고, 충분한 내마모성이 얻어지는 것을 특징으로 하는 것이다. 즉 본 발명은 13중량%~30중량%의 PFA 수지, 18중량%~35중량%의 탄소섬유 및 잔부가 폴리테트라플루오로에틸렌(PTFE) 수지 및/또는 변성 PTFE 수지를 함유하여 이루어지는 수윤활식 베어링 재료에 관한 것이다.
보다 상세하게는 본 발명은 이하의 태양을 포함하고 있다.
[1] 12중량%~25중량%의 테트라플루오로에틸렌-퍼플루오로알킬바이닐에터 공중합 수지(PFA 수지), 18중량%~33중량%의 탄소섬유 및 잔부가 폴리테트라플루오로에틸렌(PTFE) 수지 및/또는 변성 PTFE 수지를 함유하여 이루어지는 수윤활식 베어링 재료.
[2] 탄소섬유가 피치계의 탄소섬유인 상기 [1]에 기재된 수윤활식 베어링 재료.
[3] 탄소섬유가 만곡·비틀림 형상 탄소섬유인 상기 [1] 또는 [2]에 기재된 수윤활식 베어링 재료.
[4] 만곡·비틀림 형상 탄소섬유의 곡률반경이 50~1500μm의 범위인 상기 [3]에 기재된 수윤활식 베어링 재료.
[5] 탄소섬유의 길이가 70~200μm인 상기 [1] 내지 [4] 중 어느 한 항에 기재된 수윤활식 베어링 재료.
[6] 선박용 수순환식 시일 시스템용 베어링에 사용되어 이루어지는 상기 [1] 내지 [5]에 기재된 수윤활식 베어링 재료.
[7] 변성 PTFE가 테트라플루오로에틸렌과, 플루오로알킬트라이플루오로에틸렌, 에틸렌 및 프로필렌으로 이루어지는 군으로부터 선택되는 불포화 화합물과의 공중합체인 상기 [1] 내지 [6]에 기재된 수윤활식 베어링 재료.
[8] PFA가 ASTMD3307에 준거한 멜트 플로우 레이트값(MFR)이 15g/10min 미만의 PFA인 상기 [1] 내지 [7] 중 어느 한 항에 기재된 수윤활식 베어링 재료.
[9] 금속 부재의 내측에 설치되어 이루어지는 상기 [1] 내지 [8] 중 어느 한 항에 기재된 수윤활식 베어링 재료.
본 발명의 수윤활식 베어링 재료는 PTFE 또는 변성 PTFE 수지에 13중량%~30중량%의 PFA수지 및 18중량%~35중량%의 탄소섬유를 블렌드함으로써, 우수한 내마모성, 저상대공격성을 가지고 슬라이딩 발열량도 낮다는 우수한 슬라이딩 특성을 가지고 있다. 또 본 발명의 수윤활식 베어링 재료는 PFA 및 탄소섬유를 비교적 다량으로 함유시킴으로써, 황화 몰리브덴이나 무기 충전제 등의 고체 윤활제를 함유시키지 않아도, 우수한 내마모성 및 우수한 슬라이딩 특성을 가지고 있고, 간편한 조성으로 우수한 베어링 재료로서 사용할 수 있다.
또한 본 발명의 수윤활식 베어링 재료는 내마모성에 더해 내수성도 우수하여, 수윤활식 베어링의 베어링 재료로서 특히 적합하다. 그리고 선박용 청수 윤활 시일 시스템용 베어링 재료로서 유용하다.
도 1은 필러 비율에 따른 비마모량(DRY)의 측정 결과를 나타내는 도면이다.
도 2는 수지 원료 중의 배합 비율에 따른 비마모량(DRY)의 측정 결과를 나타내는 도면이다.
도 3은 수지 원료 중의 배합 비율에 따른 상대공격성의 측정 결과를 나타내는 도면이다.
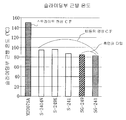
도 4는 배합하는 탄소섬유 형상의 차이에 따른 슬라이딩 발열의 측정 결과를 나타내는 도면이다.
도 2는 수지 원료 중의 배합 비율에 따른 비마모량(DRY)의 측정 결과를 나타내는 도면이다.
도 3은 수지 원료 중의 배합 비율에 따른 상대공격성의 측정 결과를 나타내는 도면이다.
도 4는 배합하는 탄소섬유 형상의 차이에 따른 슬라이딩 발열의 측정 결과를 나타내는 도면이다.
본 발명의 PTFE 수지로서는 -(CF2-CF2)n-로 표시되는 일반의 PTFE 수지(융점 327℃)를 사용할 수 있다.
본 발명에 있어서, 변성 PTFE 수지로서는 2중량% 이하의 공중합 가능한 단량체, 예를 들면 퍼플루오로알킬에터기, 플루오로알킬기 또는 그 밖의 플루오로알킬기를 가지는 측쇄기로 변성된 PTFE의 공중합체가 사용된다. 전형적인 변성 PTFE 수지는 테트라플루오로에틸렌과, 플루오로알킬트라이플루오로에틸렌, 에틸렌 및 프로필렌으로 이루어지는 군으로부터 선택되는 불포화 화합물과의 공중합체라고 표현할 수 있다. 변성 PTFE 수지는 일반적으로 내압축 특성이 PTFE 수지보다 우수하기 때문에 적합하게 사용할 수 있다. 또한 일반의 PTFE 수지와 변성 PTFE 수지를 병용해도 된다.
이들 PTFE 수지 및 변성 PTFE 수지는 수 평균 분자량(Mn)이 약500,000~10,0000,000이 바람직하고, 500,000~3,000,000이 더욱 바람직하다. PTFE 수지의 시판품으로서는 테프론(등록상표) 7J(미츠이·듀폰플루오로케미컬사제)를 사용할 수 있고, 또 변성 PTFE 수지의 시판품으로서는 테프론(등록상표) NXT70(미츠이·듀폰플루오로케미컬사제) 외에 테프론(등록상표) TG70J(미츠이·듀폰플루오로케미컬사제), 폴리프론 M111, 폴리프론 M112(다이킨코교사제), 호스타프론 TFM1600, 호스타프론 TFM1700(훼히스트사제) 등을 예시할 수 있다.
PTFE 수지 원료에 배합하는 열가소성 수지의 PFA 공중합 수지는 분기 구조가 있기 때문에, 탄소섬유와의 상용성이 좋고, 매트릭스의 보강 효과가 있으며, 배합에 의해 내마모성도 향상되고 상대공격성도 저하된다.
본 발명의 PFA 공중합 수지로서는 MFR(멜트 플로우 레이트)값(ASTMD3307에 준거하여 측정)이 작은(분자량이 큰) 쪽이 탄소섬유와의 상용성이 좋고, 15g/10min 미만의 PFA 수지인 것이 바람직하다. 4~8g/10min이 보다 바람직하고, 5~7g/10min인 것이 특히 바람직하다.
구체적인 PFA 수지 시판품으로서는 ACX21(다이킨코교제) 등을 예시할 수 있다.
PFA 공중합 수지의 배합량은 전체 수지 원료(100중량%)에 대하여 18~30중량%, 특히 20~25중량%인 것이 바람직하다. 이 범위 내이면 슬라이딩 특성이 우수하고 또한 상대공격성이 낮은 PTFE 제품을 제조할 수 있는 것을 기대할 수 있다. PFA 수지의 배합량이 18중량% 미만에서는 매트릭스의 보강 효과가 얻어지지 않고, 30중량%가 넘게 사용되면 슬라이딩 발열이 커짐으로써 내마모성이 악화한다. 또한 전체 수지 조성물 당 바람직한 배합량은 전체 수지 조성물 100중량%에 대하여 13~30중량%, 바람직하게는 15~23중량%가 된다.
본 발명에서 사용하는 탄소섬유는 탄소섬유를 분쇄 처리하여 단섬유화한 밀드 파이버로서, 평균 섬유 직경이 5~20μm, 평균 섬유 길이가 약70~200μm의 피치계의 단섬유가 수지 조성물에 있어서의 분산성이 우수하여 바람직하다. 또 통상의 약1000℃정도의 소성품(탄화품)보다 2000℃ 이상의 온도에서의 고온 소성품(흑연화품) 쪽을 적합하게 사용할 수 있다. 탄소섬유로서는 섬유 직경 또는 섬유 길이 등에 대해서는 평균 섬유 직경이 5~20μm, 평균 섬유 길이가 약70~200μm의 피치계의 것이 사용된다. 바람직하게는 고흑연화 피치계의 것이 사용된다. 피치계 탄소섬유로서는 제조 원료에 따라 광학적 등방성 피치와 광학적 이방성 피치(메소페이즈 피치)로 나뉘는데, 본 발명의 피치계 탄소섬유로서는 광학적 이방성 피치(메소페이즈 피치) 쪽이 사이징 후의 강도가 높고, 탄성력도 높으므로 바람직하다.
또 형상에 대해서는 스트레이트 형상이 아니라, 곡률반경 50~1500μm의 범위인 만곡·비틀림 형상의 것이 사용된다. 곡률반경이 50μm 미만에서는 PTFE 재료의 압축 성형 과정에서 탄소섬유가 꺾여, 적정한 섬유 길이를 유지할 수 없다. 곡률반경 1500μm 이상에서는 PTFE와의 서로 얽힘이 불충분하여 탄소섬유의 탈락을 충분히 억제할 수 없다. 또한 곡률반경은 전자현미경(니혼덴시 제품 JSM-5900LV)으로 촬영한 2차 전자상을 화상 해석 소프트(MediaCybernetics제품, Image-Pro Plus version 7.0)에 의해 측정했다.
이렇게 하여 선택한 만곡·비틀림 형상의 탄소섬유는 슬라이딩 발열에 의해 베어링재가 연화하여 탄소섬유 유지력이 저하되어도 만곡·비틀림 부분이 PTFE와 서로 얽혀 있기 때문에 탈락하기 어렵다.
구체적인 만곡·비틀림 형상의 탄소섬유의 시판품으로서는 탄소질 그레이드의 S-2404N, S249K 및 S-241(오사카가스케미컬사제) 등, 고흑연화 그레이드의 SG-249 및 SG-241(오사카가스케미컬사제) 등을 예시할 수 있다.
또한 탄소섬유로서는 피치계 탄소섬유 이외에 PAN계 탄소섬유가 범용적으로 사용되고 있는데, PAN계여도 상기 곡률반경 50~1500μm의 만곡·비틀림 형상의 탄소섬유이면 마찬가지로 사용할 수 있다.
만곡·비틀림 형상 탄소섬유의 배합량(필러 비율)은 전체 수지 조성물 100중량%에 대하여 18~35중량%인 것이 요구되고, 특히 20~30중량%인 것이 바람직하다. 탄소섬유는 슬라이딩으로부터 수지 조성물을 지키는 역할을 하고 있기 때문에, 배합량이 적으면 연한 수지의 노출이 늘어나 마모되기 쉬워지고, 배합량이 지나치게 많으면 수지가 탄소섬유를 붙들기 어려워진다.
CF 배합량이 20중량% 미만에서는 수지 조성물의 내마모성이 낮아지고, CF 배합량이 35중량%를 넘으면 깨짐이 발생하여 바람직하지 않다.
이상의 점에서 탄소섬유의 전체 수지 조성물 중의 배합량은 전체 수지 조성물(100중량%)에 대하여 18~35중량%, 바람직하게는 20~30중량%이며, PFA 수지 배합량은 전체 수지 조성물(100중량%)에 대하여 12~25중량%, 바람직하게는 14~20중량%가 되고, 잔량이 PTFE 또는 변성 PTFE 배합량이 된다.
또한 잔량 부분은 불가피한 다른 재료가 배합되어 있어도 된다.
PTFE(변성 PTFE) 수지 및 PFA 수지의 혼합, 및 수지 원료로의 탄소 섬유의 배합은 2종류의 수지 원료 및 필러의 탄소섬유의 삼자의 양호한 분산 상태가 얻어지는 방법이면 임의의 블렌드 방법을 채용할 수 있고, 일반적으로는 헨셀 믹서, 수퍼 믹서 등의 혼합기를 사용하여 블렌드가 행해진다. 배합 순서도 적당히 설정할 수 있다.
본 발명의 수지 조성물을 사용한 베어링재의 가공 방법은 일반적인 CF 함유 PTFE(또는 변성 PTFE) 수지 조성물에 의한 베어링의 제조 방법을 적용할 수 있다. 구체적으로는 상기 블렌드물을 약70~80MPa의 압력으로 성형하고, 또한 약360~390℃에서 3시간정도 가열 처리한 후, 절삭 가공하는 것 등의 방법에 의해 행해진다.
실시예
이하에 실시예에 의해 본 발명을 보다 상세하게 설명하는데, 본 발명은 이들 실시예에 의해 한정되는 것이 아니다.
본 발명에 있어서의 그 밖의 용어나 개념은 당해 분야에 있어서 관용적으로 사용되는 용어의 의미에 기초하는 것이며, 본 발명을 실시하기 위해서 사용하는 다양한 기술은 특별히 그 출전을 명시한 기술을 제외하고는 공지의 문헌 등에 기초하여 당업자이면 용이하고 또한 확실하게 실시 가능하다. 또한 시험예 중의 %는 모두 중량%를 나타낸다.
(시험예 1) 필러 비율에 따른 비마모량(DRY)의 측정
PTFE 수지 원료로서 변성 PTFE(미츠이듀폰플루오로케미컬 제품 NXT70)를 탄소섬유(CF)로서 피치계, 고흑연화 탄소섬유(CF)(오사카가스케미컬제 SG-249)를 사용하여 PTFE 수지에 대한 CF의 배합 비율(필러 비율)이 10%, 15%, 20%, 25%, 30%, 35% 및 40%가 되도록 배합하고, 헨셀 믹서(형식 FM20C/I)를 사용하여 잘 혼합한 후, 60~70MPa로 압축 성형했다. 이어서 소성로에서 360~390℃에서 3시간 소성하여 원반 형상의 시험편(외경 40mm, 두께 2mm)을 제조했다.
슬라이딩 특성(동마찰계수) 시험은 JISK7218A 규격에 따른 링 온 디스크법을 사용하여 비마모량을 측정했다. 상대재(링재)는 S45C(탄소 함유율 0.45% 탄소강)(외경 25.6mm, 내경 20mm, 높이 15mm)를 사용하고, 드라이 환경에서 압력 0.8Mpa, 속도 0.5m/s로 24시간 원반 형상의 시험편을 회전시켰다.
그 결과, CF의 배합 비율(필러 비율)이 18~33%정도, 특히 20~30%의 범위 내인 경우가 비마모량이 낮고, 슬라이딩 특성이 우수한 것을 알 수 있었다(도 1).
(시험예 2) PFA 블렌드 비율에 따른 비마모량(DRY)의 측정
시험예 1의 결과에 기초하여 PTFE 수지에 대한 CF의 필러 비율을 25%로 고정하고, PTFE 수지 원료 중의 변성 PTFE와 PFA의 블렌드 비율을 바꾸어 비마모량의 값을 측정하고, 시험예 1과 마찬가지의 슬라이딩 특성 시험을 행했다.
구체적으로는 시험예 1과 마찬가지의 피치계, 고흑연화 CF 25%에 대하여 75%의 PTFE 수지 원료를 배합할 때, 변성 PTFE(NXT70)에 대하여 PFA(다이킨코교제 ACX21)를 전체 수지 원료량의 0%, 10%, 15%, 20%, 25%, 30% 및 35%의 블렌드 비율로 배합하고, 시험예 1과 마찬가지의 방법으로 원반 형상의 시험편을 제조했다.
이어서 시험예 1과 마찬가지의 링 온 디스크법(JISK7218A 규격)을 사용하여 드라이 환경하에서 상대재 S45C에 대한 비마모량을 측정했다.
그 결과, 전체 수지 원료량에 대한 PFA의 블렌드 비율이 18~35%정도, 특히 20~30%의 범위 내이면, 비마모량이 낮고, 슬라이딩 특성이 우수한 것을 알 수 있었다(도 2).
(시험예 3) PFA 블렌드 비율에 따른 상대공격성의 측정
시험예 2과 마찬가지로 CF의 필러 비율을 25%로 고정하고, PTFE 원료 중의 변성 PTFE와 PFA의 블렌드 비율을 바꾸어 상대공격성 시험을 행했다.
구체적으로는 시험예 2와 마찬가지로 전체의 75%의 PTFE 수지 원료 중에서의 PFA의 배합 비율을 전체 수지 원료량의 0%, 10%, 15%, 20%, 25% 및 30%의 블렌드 비율로 하고, 시험예 1과 마찬가지의 방법으로 원반 형상의 시험편을 제조했다.
이어서 PFA 블렌드 비율이 상이한 시험편마다 JIS0601-1976 표면 거칠기의 규격에 준거하여 상대재의 Rz(10점 평균 거칠기)의 변화율(%)을 드라이 환경하에서 측정함으로써 상대공격성 시험을 행했다.
상대재로서는 시험예 1, 2에서 사용한 것과 동일한 탄소강 S45C를 사용했다. 시험 전의 표면 거칠기를 JIS0601-1976 촉침식 표면 거칠기 측정기에 의해 측정하고, Rz를 산출하면 Rz 1.5μm였다.
시험은 시험예 1, 2와 마찬가지로 드라이 환경에서 압력 0.8Mpa, 속도 0.5m/s로 24시간 원반 형상의 각 시험편을 회전시킨 후에 Rz값을 측정하고, 시험 전의 Rz 1.5μm와 비교한 상대 거칠기 변화율(%)을 측정했다.
여기서 상대 거칠기 변화율(%)은 마이너스로 표시되는데, 제로에 가까울수록 저공격성이라고 평가된다.
그 결과, PFA 블렌드 비율이 18~30%정도, 특히 20~25%인 경우가 저공격성인 것을 알 수 있었다(도 3).
시험예 2 및 시험예 3의 결과를 합치면, 전체 PTFE 원료중에서의 PFA의 블렌드 비율은 18~30%정도, 특히 20~25%이면, 슬라이딩 특성이 우수하고 또한 상대공격성이 낮은 PTFE 제품을 제조할 수 있는 것을 기대할 수 있다. 시험예 1로부터는 CF의 최적 필러 비율이 18~33%, 특히 20~30%인 것이 요구되어 있으므로, 슬라이딩 특성이 우수하고 또한 상대공격성이 낮은 PTFE 제품의 전체에서의 PFA의 배합 비율은 12~25%, 바람직하게는 14~20%가 된다. PTFE는 PFA 및 CF의 잔량이 되므로, PFA:CF:PTFE=12~25:18~33:잔부이며, 바람직한 경우가 PFA:CF:PTFE=14~20:20~30:잔부가 된다.
(시험예 4) 탄소섬유(CF)의 종류에 따른 슬라이딩 발열의 차이
본 시험에서는 PTFE 수지 원료에 배합하는 CF로서 보다 슬라이딩 발열성이 낮은 CF를 선택하기 위해서, PTEF 수지 70%에 대한 CF의 필러 비율을 30%로 고정하고, 배합하는 CF의 종류를 바꾼 원반 형상 시험편을 시험예 1과 마찬가지의 방법으로 제조했다.
여기서 PTFE 수지로서는 PTFE(미츠이·듀폰플루오로케미컬사제 테프론 7J)를 사용하고, 배합하는 탄소섬유(CF)로서는 피치계 CF 중 스트레이트 형상 CF(쿠레하제 M2007SA), 비틀림 형상 CF의 탄소질 그레이드(오사카가스케미컬제 S-2404N, S249K 및 S-241), 비틀림 형상 고흑연화 그레이드(오사카가스케미컬제 SG-249 및 SG-241)를 사용했다.
슬라이딩 발열 시험은 시험예 1~3과 마찬가지로 상대재로서 S45C 탄소강을 사용하고, 드라이 환경에서 압력 0.8Mpa, 속도 0.5m/s로 24시간 원반 형상의 시험편을 회전시킨 후에, 슬라이딩부 근방 온도를 측정하여 행했다(도 4). 또한 슬라이딩 시험 전의 슬라이딩부 근방 온도는 실온(25℃)으로 조정하여 행해졌다.
그 결과 피치계 탄소섬유(CF) 중에서 스트레이트 형상의 경우는 슬라이딩부 근방 온도가 약150℃까지 상승하고, 슬라이딩 발열이 높아 사용에 견디지 못하는데, 비틀림 형상의 CF이면 모두 슬라이딩 발열은 100℃ 미만으로 억제되어 충분히 사용 가능한 것을 알 수 있었다. 특히 고흑연화되어 있는 CF를 사용하면 슬라이딩 발열이 낮아, 보다 바람직한 것을 알 수 있었다.
(실시예 1)
변성 PTFE(미츠이듀폰플루오로케미컬 제품 NXT70) 55중량부, PFA(다이킨코교 제품 ACX21) 20중량부 및 피치계 만곡·비틀림 형상 탄소섬유(오사카가스케미컬 제품 S-249;평균 섬유 직경 13μm, 평균 섬유 길이 90μm) 25중량부를 헨셀 믹서(형식 FM20C/I)를 사용하여 혼합한 후, 프레스 등에 의해 60~70MPa로 압축 성형했다. 이어서 소성로에서 360~390℃에서 3시간 소성했다.
그 후 절삭 가공에 의해 시험용 NZ-7280형 베어링을 제작하고, 베어링 운전을 168h 행하고, 베어링 기능 특성 평가 시험을 실시하여, 이하의 제품 평가 기준에 따라 평가했다.
<평가 항목>
1. 내마모성 :
시험 후의 베어링 슬라이딩면의 마모량을 ISK7214K 규격에 따라 측정하고, 비마모량이 2.0×10-12mm2/N 미만인 것을 ◎, 2.0~4.0×10-12mm2/N인 것을 ○, 4.0×10-12mm2/N 이상인 것을 ×로 했다.
2. 제품의 깨짐 :
베어링 운전 후의 시험 제품을 육안에 의해 관찰하고, 균열의 존재를 확인한 것을 「깨짐 있음」으로 했다.
이들 평가 결과를 하기 (표 1)에 나타낸다.
(실시예 2)
실시예 1에 있어서 변성 PTFE량이 65중량부로, PFA가 20중량부, 피치계 만곡·비틀림 형상 탄소섬유량이 15중량부로 각각 변경되어 사용되었다.
이들 평가 결과를 하기 (표 1)에 나타낸다.
(실시예 3)
실시예 1에 있어서 변성 PTFE량이 60중량부로, PFA가 15중량부, 피치계 만곡·비틀림 형상 탄소섬유량이 25중량부로 각각 변경되어 사용되었다.
이들 평가 결과를 하기 (표 1)에 나타낸다.
(비교예 1)
실시예 1에 있어서 변성 PTFE량이 45중량부로, PFA가 20중량부, 피치계 만곡·비틀림 형상 탄소섬유량이 35중량부로 각각 변경되어 사용되었다.
이들 평가 결과를 하기 (표 1)에 나타낸다.
(비교예 2)
실시예 1에 있어서 변성 PTFE량이 45중량부로, PFA가 30중량부, 피치계 만곡·비틀림 형상 탄소섬유량이 25중량부로 각각 변경되어 사용되었다.
이들 평가 결과를 하기 (표 1)에 나타낸다.
(비교예 3)
실시예 1에 있어서 PFA는 배합하지 않고, 변성 PTFE량이 75중량부, 피치계 만곡·비틀림 형상 탄소섬유량이 25중량부로 각각 변경되어 사용되었다.
이들 평가 결과를 하기 (표 1)에 나타낸다.
| 배합 비율 |
실시예 | 비교예 | |||||
| 1 | 2 | 3 | 1 | 2 | 3 | ||
| PTFE (중량부) | 55 | 65 | 60 | 45 | 45 | 75 | |
| PFA (중량부) | 20 | 20 | 15 | 20 | 30 | - | |
| CF (중량부) | 25 | 15 | 25 | 35 | 25 | 25 | |
| 평가 항목 |
내마모성 | ◎ | ○ | ○ | ◎ | × | × |
| 제품 깨짐 | 없음 | 없음 | 없음 | 있음 | 없음 | 없음 | |
이상의 결과로부터 CF의 배합 비율이 전체 조성물(100중량%) 중의 35중량%를 넘으면 제품 깨짐이 발생하여 바람직하지 않고, PFA 수지 배합 비율이 30중량%를 넘으면 내마모성이 나빠지는 것이 확인되었다.
Claims (9)
12중량%~25중량%의 테트라플루오로에틸렌-퍼플루오로알킬바이닐에터 공중합 수지(PFA 수지), 18중량%~33중량%의 탄소섬유 및 잔부가 폴리테트라플루오로에틸렌(PTFE) 수지 및/또는 변성 PTFE수지를 함유하여 이루어지는 수윤활식 베어링 재료.
제 1 항에 있어서, 탄소섬유가 피치계의 탄소섬유인 것을 특징으로 하는 수윤활식 베어링 재료.
제 1 항 또는 제 2 항에 있어서, 탄소섬유가 만곡·비틀림 형상 탄소섬유인 것을 특징으로 하는 수윤활식 베어링 재료.
제 3 항에 있어서, 만곡·비틀림 형상 탄소섬유의 곡률반경이 50~1500μm의 범위인 것을 특징으로 하는 수윤활식 베어링 재료.
제 1 항 내지 제 4 항 중 어느 한 항에 있어서, 탄소섬유의 길이가 70~200μm인 것을 특징으로 하는 수윤활식 베어링 재료.
제 1 항 내지 제 5 항 중 어느 한 항에 있어서, 선박용 수순환식 시일 시스템용 베어링에 사용되어 이루어지는 것을 특징으로 하는 수윤활식 베어링 재료.
제 1 항 내지 제 6 항 중 어느 한 항에 있어서, 변성 PTFE가 테트라플루오로에틸렌과, 플루오로알킬트라이플루오로에틸렌, 에틸렌 및 프로필렌으로 이루어지는 군으로부터 선택되는 불포화 화합물과의 공중합체인 것을 특징으로 하는 수윤활식 베어링 재료.
제 1 항 내지 제 7 항 중 어느 한 항에 있어서, PFA가 ASTMD3307에 준거한 멜트 플로우 레이트값(MFR)이 15g/10min 미만의 PFA인 것을 특징으로 하는 수윤활식 베어링 재료.
제 1 항 내지 제 8 항 중 어느 한 항에 있어서, 금속 부재의 내측에 설치되어 이루어지는 것을 특징으로 하는 수윤활식 베어링 재료.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015007305 | 2015-01-17 | ||
| JPJP-P-2015-007305 | 2015-01-17 | ||
| PCT/JP2016/050621 WO2016114244A1 (ja) | 2015-01-17 | 2016-01-12 | 水潤滑式軸受材料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170106323A true KR20170106323A (ko) | 2017-09-20 |
| KR102418834B1 KR102418834B1 (ko) | 2022-07-11 |
Family
ID=56405790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177019127A KR102418834B1 (ko) | 2015-01-17 | 2016-01-12 | 수윤활식 베어링 재료 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10196576B2 (ko) |
| EP (1) | EP3246583B1 (ko) |
| JP (1) | JP6606513B2 (ko) |
| KR (1) | KR102418834B1 (ko) |
| CN (1) | CN107110212B (ko) |
| TW (1) | TW201627584A (ko) |
| WO (1) | WO2016114244A1 (ko) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014185291A1 (ja) * | 2013-05-13 | 2014-11-20 | イーグル工業株式会社 | Ptfe樹脂組成物 |
| CN108612762B (zh) * | 2018-04-28 | 2020-05-05 | 天津大学 | 一种具有全寿命表面织构的自润滑滑动轴承 |
| JP6645606B2 (ja) | 2018-05-22 | 2020-02-14 | ダイキン工業株式会社 | 樹脂組成物 |
| JP6750645B2 (ja) * | 2018-05-22 | 2020-09-02 | ダイキン工業株式会社 | ポリテトラフルオロエチレン組成物 |
| JP7136734B2 (ja) * | 2019-03-28 | 2022-09-13 | 大同メタル工業株式会社 | 摺動部材 |
| CN110951519B (zh) * | 2019-12-06 | 2022-09-30 | 平湖市凯丰机械制造有限公司 | 水润滑固体润滑柱及其制作方法 |
| CN111378333B (zh) * | 2020-05-17 | 2022-02-15 | 广西大学 | 一种复合改性聚四氟乙烯涂层的制备方法 |
| DE112020003968T5 (de) | 2020-06-25 | 2022-05-12 | Mikasa Corporation | Lager für Antriebswelle eines Schiffes |
| JP7539280B2 (ja) * | 2020-09-18 | 2024-08-23 | 三井・ケマーズ フロロプロダクツ株式会社 | 圧縮成形用組成物、その製造方法、および成形品 |
| CN114382633B (zh) * | 2021-12-31 | 2024-10-01 | 杭州诚德发电设备有限公司 | 一种水润滑水导轴承装置及其应运于其中的环保水润滑除锈剂 |
| WO2023162991A1 (ja) * | 2022-02-28 | 2023-08-31 | 東レ株式会社 | 成形基材、多孔質体、スキン-コア構造体および構造部材 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4655944A (en) * | 1982-12-03 | 1987-04-07 | Daido Metal Company Ltd. | Sliding and bearing material having superior wear resisting property |
| JPH05131570A (ja) | 1991-11-13 | 1993-05-28 | Nishikawa Rubber Co Ltd | 大型船用水潤滑セグメントタイプ軸受ストリツプの製造法 |
| JPH10184692A (ja) | 1996-02-20 | 1998-07-14 | Ebara Corp | 水潤滑軸受又は水潤滑シール |
| JP2000055054A (ja) | 1998-08-11 | 2000-02-22 | Ntn Corp | 複層軸受 |
| JP2001124070A (ja) | 1999-10-21 | 2001-05-08 | Hitachi Ltd | 水潤滑軸受装置 |
| JP2002327750A (ja) | 2001-04-27 | 2002-11-15 | Ntn Corp | 複層軸受 |
| JP2007247478A (ja) | 2006-03-15 | 2007-09-27 | Hitachi Engineering & Services Co Ltd | 水潤滑パッド型軸受装置及び水車 |
| JP2008202649A (ja) | 2007-02-19 | 2008-09-04 | Hitachi Engineering & Services Co Ltd | パッド型軸受装置及び横軸水車 |
| JP2009257590A (ja) | 2009-07-13 | 2009-11-05 | Hitachi Ltd | 水潤滑セグメント型軸受装置および水車 |
| JP2010007805A (ja) | 2008-06-30 | 2010-01-14 | Hitachi Engineering & Services Co Ltd | パッド型軸受装置及び横軸水車 |
| JP2010159808A (ja) | 2009-01-07 | 2010-07-22 | Ntn Corp | 複層軸受 |
| JP2013007006A (ja) | 2011-06-27 | 2013-01-10 | Nok Corp | 水潤滑式軸受材料 |
| WO2014185291A1 (ja) * | 2013-05-13 | 2014-11-20 | イーグル工業株式会社 | Ptfe樹脂組成物 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60258297A (ja) * | 1984-06-05 | 1985-12-20 | Daido Metal Kogyo Kk | 耐摩耗性にすぐれた摺動材料 |
| JP2948393B2 (ja) * | 1991-12-10 | 1999-09-13 | 日東電工株式会社 | 摺動材およびその成形に使用できる組成物 |
| JPH0823033B2 (ja) * | 1992-01-17 | 1996-03-06 | 大同メタル工業株式会社 | 複合摺動部材 |
| JPH07268126A (ja) | 1994-03-31 | 1995-10-17 | Ntn Corp | 潤滑性樹脂組成物 |
| JP3213193B2 (ja) * | 1995-02-01 | 2001-10-02 | 大同メタル工業株式会社 | 摺動用組成物及ぴその摺動部材 |
| JP3472050B2 (ja) | 1995-10-02 | 2003-12-02 | 大同メタル工業株式会社 | 湿式スラスト軸受用摺動部材 |
| JP3668748B2 (ja) * | 1995-11-08 | 2005-07-06 | ダイキン工業株式会社 | 摺動部品用非付着性成形材料、分離爪及び排紙コロ |
| JP3045472B2 (ja) * | 1996-05-31 | 2000-05-29 | 大同メタル工業株式会社 | スラスト軸受用摺動部材 |
| JP3149377B2 (ja) | 1997-01-22 | 2001-03-26 | 大同メタル工業株式会社 | 湿式ラジアル軸受用摺動部材 |
| JP3660123B2 (ja) * | 1997-06-30 | 2005-06-15 | Ntn株式会社 | 耐圧摺動性四フッ化エチレン樹脂組成物 |
| GB2382556B (en) | 2001-11-30 | 2005-03-09 | Railko Ltd | Propeller shaft bearing |
| US7703983B2 (en) * | 2004-06-10 | 2010-04-27 | Ntn Corporation | Sliding material and sliding bearing |
| DE602005016337D1 (de) * | 2004-06-29 | 2009-10-15 | Asahi Glass Co Ltd | Trennfolie für die Einkapselung von Halbleiterchips |
| CN100504091C (zh) * | 2007-09-11 | 2009-06-24 | 嘉兴中达自润轴承工业有限公司 | 一种聚合物自润滑薄层复合轴套及其制备方法 |
| US8247486B2 (en) * | 2008-07-01 | 2012-08-21 | E.I. Du Pont De Nemours And Company | Creep resistant fluoropolymer |
| JP4932884B2 (ja) * | 2009-05-01 | 2012-05-16 | アクロス株式会社 | 摺動部材用被膜組成物 |
| JP2014109292A (ja) * | 2012-11-30 | 2014-06-12 | Sumitomo Denko Shoketsu Gokin Kk | 摺動部材 |
| KR20150039548A (ko) * | 2013-10-02 | 2015-04-10 | 가부시키가이샤 시마노 | 접동 부재, 접동 부재를 이용한 자전거용 부품, 접동 부재를 이용한 낚시구용 부품, 및 접동 부재의 제조 방법 |
-
2016
- 2016-01-12 TW TW105100728A patent/TW201627584A/zh unknown
- 2016-01-12 US US15/542,403 patent/US10196576B2/en active Active
- 2016-01-12 CN CN201680004881.1A patent/CN107110212B/zh active Active
- 2016-01-12 KR KR1020177019127A patent/KR102418834B1/ko active IP Right Grant
- 2016-01-12 WO PCT/JP2016/050621 patent/WO2016114244A1/ja active Application Filing
- 2016-01-12 JP JP2016569349A patent/JP6606513B2/ja active Active
- 2016-01-12 EP EP16737315.8A patent/EP3246583B1/en active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4655944A (en) * | 1982-12-03 | 1987-04-07 | Daido Metal Company Ltd. | Sliding and bearing material having superior wear resisting property |
| JPH05131570A (ja) | 1991-11-13 | 1993-05-28 | Nishikawa Rubber Co Ltd | 大型船用水潤滑セグメントタイプ軸受ストリツプの製造法 |
| JPH10184692A (ja) | 1996-02-20 | 1998-07-14 | Ebara Corp | 水潤滑軸受又は水潤滑シール |
| JP2000055054A (ja) | 1998-08-11 | 2000-02-22 | Ntn Corp | 複層軸受 |
| JP2001124070A (ja) | 1999-10-21 | 2001-05-08 | Hitachi Ltd | 水潤滑軸受装置 |
| JP2002327750A (ja) | 2001-04-27 | 2002-11-15 | Ntn Corp | 複層軸受 |
| JP2007247478A (ja) | 2006-03-15 | 2007-09-27 | Hitachi Engineering & Services Co Ltd | 水潤滑パッド型軸受装置及び水車 |
| JP2008202649A (ja) | 2007-02-19 | 2008-09-04 | Hitachi Engineering & Services Co Ltd | パッド型軸受装置及び横軸水車 |
| JP2010007805A (ja) | 2008-06-30 | 2010-01-14 | Hitachi Engineering & Services Co Ltd | パッド型軸受装置及び横軸水車 |
| JP2010159808A (ja) | 2009-01-07 | 2010-07-22 | Ntn Corp | 複層軸受 |
| JP2009257590A (ja) | 2009-07-13 | 2009-11-05 | Hitachi Ltd | 水潤滑セグメント型軸受装置および水車 |
| JP2013007006A (ja) | 2011-06-27 | 2013-01-10 | Nok Corp | 水潤滑式軸受材料 |
| WO2014185291A1 (ja) * | 2013-05-13 | 2014-11-20 | イーグル工業株式会社 | Ptfe樹脂組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201627584A (zh) | 2016-08-01 |
| EP3246583A4 (en) | 2018-09-05 |
| US20170362526A1 (en) | 2017-12-21 |
| CN107110212A (zh) | 2017-08-29 |
| KR102418834B1 (ko) | 2022-07-11 |
| JP6606513B2 (ja) | 2019-11-13 |
| CN107110212B (zh) | 2019-09-10 |
| EP3246583B1 (en) | 2020-07-01 |
| JPWO2016114244A1 (ja) | 2017-10-26 |
| US10196576B2 (en) | 2019-02-05 |
| WO2016114244A1 (ja) | 2016-07-21 |
| EP3246583A1 (en) | 2017-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102418834B1 (ko) | 수윤활식 베어링 재료 | |
| JP5635352B2 (ja) | 複合滑り軸受 | |
| JP5076276B2 (ja) | 複層摺動部材 | |
| JP5702385B2 (ja) | 樹脂組成物および成形品 | |
| JP5342883B2 (ja) | 複層軸受 | |
| US20100290726A1 (en) | Plain bearing | |
| JPH07268126A (ja) | 潤滑性樹脂組成物 | |
| WO2015119231A1 (ja) | すべり軸受 | |
| JPWO2013047625A1 (ja) | シールリング | |
| JP5925553B2 (ja) | 可変容量型アキシャルピストンポンプのクレイドルガイドおよび可変容量型アキシャルピストンポンプ | |
| JP2012251616A (ja) | 複層軸受、スラスト複層軸受、スラスト複層軸受装置 | |
| JP2013155846A (ja) | シールリング | |
| JP5806363B2 (ja) | 複合滑り軸受の製造方法 | |
| JP5841186B2 (ja) | 複合滑り軸受 | |
| CN112154188B (zh) | 树脂组合物 | |
| JP2006225433A (ja) | 摺動部材用樹脂組成物および摺動部材 | |
| WO2023167117A1 (ja) | 摺動用樹脂組成物及び摺動部材 | |
| JP3973619B2 (ja) | 複層摺動部材 | |
| JP2010156398A (ja) | 摺動材 | |
| JP6199196B2 (ja) | すべり軸受 | |
| JP2013040628A (ja) | 摺動ナットおよびすべりねじ装置 | |
| JP2005232196A (ja) | テトラフルオロエチレン−エチレン共重合体樹脂組成物 | |
| JP2011241308A (ja) | 変性ポリテトラフルオロエチレン組成物 | |
| JPH04331819A (ja) | 転がり軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |