KR20170103840A - 강화된 입자 증착 시스템 및 방법 - Google Patents
강화된 입자 증착 시스템 및 방법 Download PDFInfo
- Publication number
- KR20170103840A KR20170103840A KR1020177020740A KR20177020740A KR20170103840A KR 20170103840 A KR20170103840 A KR 20170103840A KR 1020177020740 A KR1020177020740 A KR 1020177020740A KR 20177020740 A KR20177020740 A KR 20177020740A KR 20170103840 A KR20170103840 A KR 20170103840A
- Authority
- KR
- South Korea
- Prior art keywords
- burners
- workpiece
- deposition
- burner
- distance
- Prior art date
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/018—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD] by glass deposition on a glass substrate, e.g. by inside-, modified-, plasma-, or plasma modified- chemical vapour deposition [ICVD, MCVD, PCVD, PMCVD], i.e. by thin layer coating on the inside or outside of a glass tube or on a glass rod
- C03B37/01807—Reactant delivery systems, e.g. reactant deposition burners
- C03B37/01815—Reactant deposition burners or deposition heating means
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01486—Means for supporting, rotating or translating the preforms being formed, e.g. lathes
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/01413—Reactant delivery systems
- C03B37/0142—Reactant deposition burners
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/012—Manufacture of preforms for drawing fibres or filaments
- C03B37/014—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD]
- C03B37/018—Manufacture of preforms for drawing fibres or filaments made entirely or partially by chemical means, e.g. vapour phase deposition of bulk porous glass either by outside vapour deposition [OVD], or by outside vapour phase oxidation [OVPO] or by vapour axial deposition [VAD] by glass deposition on a glass substrate, e.g. by inside-, modified-, plasma-, or plasma modified- chemical vapour deposition [ICVD, MCVD, PCVD, PMCVD], i.e. by thin layer coating on the inside or outside of a glass tube or on a glass rod
- C03B37/01853—Thermal after-treatment of preforms, e.g. dehydrating, consolidating, sintering
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/025—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from reheated softened tubes, rods, fibres or filaments, e.g. drawing fibres from preforms
- C03B37/027—Fibres composed of different sorts of glass, e.g. glass optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C25/00—Surface treatment of fibres or filaments made from glass, minerals or slags
- C03C25/10—Coating
- C03C25/104—Coating to obtain optical fibres
- C03C25/105—Organic claddings
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C25/00—Surface treatment of fibres or filaments made from glass, minerals or slags
- C03C25/10—Coating
- C03C25/24—Coatings containing organic materials
- C03C25/26—Macromolecular compounds or prepolymers
- C03C25/28—Macromolecular compounds or prepolymers obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C03C25/285—Acrylic resins
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2207/00—Glass deposition burners
- C03B2207/50—Multiple burner arrangements
- C03B2207/52—Linear array of like burners
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2207/00—Glass deposition burners
- C03B2207/60—Relationship between burner and deposit, e.g. position
- C03B2207/66—Relative motion
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2207/00—Glass deposition burners
- C03B2207/70—Control measures
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacture, Treatment Of Glass Fibers (AREA)
- Glass Melting And Manufacturing (AREA)
Abstract
공작물 상에 화학 증기 증착을 수행하기 위한 복수의 구성요소를 가지는 증착 챔버를 포함하는, 공작물 상에 화학 증기를 증착하기 위한 증착 시스템이 개시된다. 상기 공작물은 공작물 상에 실리카 수트를 증착하는 화학 버너에 대해 공작물을 회전하는 선반에 의해 홀딩된다. 증착 시스템은 증착 챔버로의 가스 및 증기의 유동을 조절하기 위한 가스 패널, 및 증착 챔버 내의 가스 패널 및 구성요소의 작동을 제어하기 위한 컴퓨터를 갖는다. 다수의 세트의 화학 버너는 공작물의 길이를 따라 종방향으로 배치된다. 각각의 세트의 버너는 다른 세트로부터 분리되어, 각각의 세트의 버너가 다른 세트로부터 분리되어 각각의 세트의 버너가 공작물의 대체로 상이한 부분 상으로 실리카 입자를 증착한다. 각각의 부분은 겹침 세그먼트를 포함하고 겹침 세그먼트에서 하나의 버너 세트로부터 하나 또는 그 초과의 버너가 다른 세트로부터 하나 또는 그 초과의 버너와 동일한 공작물의 부분 상에 실리카 입자를 증착한다.
Description
본 개시물은 공작물(workpiece) 상으로 화학물질을 증착하기 위한 시스템 및 방법, 및 그로부터 제조된 물건에 관한 것이다. 더욱 상세하게는, 광학 섬유 예비 성형품(preform), 용융 실리카 로드(rod), 및 다른 광학 구성요소를 제조하기 위한 스타트 로드(start rod) 상에 실리카 수트(silica soot)를 증착하기 위한 시스템 및 방법이 개시된다.
용융 실리카(SiO2)의 오늘날의 통신급 광학 섬유는 3개의 기본 단계에 따라 제조된다: 1) 코어 예비 성형품 또는 "스타트 로드" 제조, 2) 클래딩 구비 코어 예비 성형품(core-with-cladding preform) 제조, 및 3) 섬유 인발. 예비 성형품의 코어 및 클래딩은 그 비율 및 기하학에 있어서 예비 성형품으로부터 인발되는 궁극적인 유리 섬유의 코어 및 클래딩에 대응한다.
제 1 단계는 스타트 로드를 제조하여 이 스타트 로드를 결국 섬유의 코어가 되고 일부의 경우에는 또한 섬유의 클래딩 층의 부분이 되는 유리로 형성한다. 스타트 로드는 실리카(Si02)로 제조된 유리 로드이고 코어를 포함하는 스타트 로드의 부분은 작은 양의 도펀트, 전형적으로 게르마니아(GeO2)로 도핑된다. 코어 내에 도펀트의 존재는 주변 외측(클래딩) 층에 비해 유리 물질의 굴절률을 증가시킨다. 제 2 단계에서, 클래딩 층은 스타트 로드 상에 제조된다. 이러한 단계의 결과는 코어 및 클래딩을 갖는 예비 성형품이며, 이 예비 성형품은 보편적으로 직경이 약 160 mm이고 길이가 약 1 미터이다. 제 3 단계는 섬유 인발인데, 여기서 예비 성형품은 가열 및 신장되고, 전형적으로 약 400 km의 광학 섬유를 획득한다.
유리 예비 성형품을 제조하기 위한 1차 원료 성분은 대체적으로 액체 형태인 사염화규소(SiCl4)이다. 그러나, 전술된 바와 같이, 전형적으로 유리 수트의 형태인 Si02는 스타트 로드 상에 증착된다. 유리 수트의 형성에 포함되는 화학 반응은 SiCl4, 산소, O2, 및 연료 가스 연소 생성물을 포함하며 복잡하다. 모든 기술에서, 실리카(Si02)는 대체로 아래 반응에 따른 예비 성형품의 클래딩을 포함한다:
SiCl4 + 02 = Si02 + 2Cl2.
대체로, 코어 예비 성형품을 제조하기 위한 4개의 구별되는 기술이 있다. 이러한 기술은 변형된 화학 증기 증착(Modified Chemical Vapor Deposition; MCVD), 외부 증기 증착(Outside Vapor Deposition; OVD), 증기 축 증착(Vapor Axial Deposition; VAD), 및 플라즈마 화학 증기 증착(Plasma Chemical Vapor Deposition; PCVD)을 포함한다. 이러한 기술 모두에 대한 결과적인 생성물은 대체로 동일하며, 이는 대체로 길이가 1 미터 정도이고 직경이 20 mm 정도인 "스타트 로드"이다. 코어는 대체로 직경이 약 5 mm이다.
유사하게, 대체로 클래딩을 부가하는 단계를 수행하기 위한 4개의 기술이 있다. 이러한 기술들은 튜브 슬리브 연결(tube sleeving)(개념적으로 MCVD에 대응), OVD 수트 오버클래딩(개념적으로 OVD에 대응), VAD 수트 오버클래딩(개념적으로, VAD에 대응), 및 플라즈마(개념적으로 PCVD에 대응)를 포함한다. 이러한 단계에서, 순수한 또는 실질적으로 순수한 용융 실리카의 부가 클래딩 층은 스타트 로드 상에 증착되어 섬유 인발을 위해 준비될 수 있는 최종 예비 성형품을 제조한다.
MCVD에서, 스타트 로드를 제조하는 단계는 튜브의 내부에 수행된다. 유사하게, 클래딩 단계가 수행될 때, 더 큰 튜브가 스타트 로드 상으로 슬리브 연결되어 스타트 로드에 용융된다. 현재, 회사, Heraeus는 스타트 로드를 생산하고 예비 성형품을 제조하기 위해 스타트 로드 상으로 슬리브 연결되어 스타트 로드와 융용하기 위해 사용되는 튜브를 제조한다.
OVD에서, 스타트 로드를 제조할 때, 유리는 "수트" 증착 공정에서 회전하는 맨드렐 상으로 증착된다. 스타트 로드는 먼저 게르마늄-도핑 코어 및 그리고나서 순수한 실리카 층을 증착함으로써 천천히 제조된다. 코어 증착이 완료되면, 전형적으로, 맨드렐이 제거되고 이어서 남아있는 몸체는 유리의 스타트 로드 내로 소결된다.
제조된 스타트 로드 상으로 클래딩이 증착되는 OVD 수트 오버클래딩의 공정에서, 스타트 로드는 회전하고 선반 위로 횡단하여 수트의 다수의 얇은 층이 일정 기간 동안 화학물 증착 버너로부터의 스트림에서 로드 상으로 증착된다. 비록 SiO2가 증기로서 스타트 로드 상에 증착되지 않고, 오히려 SiO2 입자로서 증착되지만, SiO2를 형성하기 위하여 버너와 스타트 로드 사이의 스트림에서 반응하는 SiCl4가 증기로서 버너로 입력되기 때문에 공정은 본 기술 분야에서 "화학 증기 증착" 공정으로서 공지된다. OVD 수트 오버클래딩 공정으로부터 초래되는 다공성 예비 성형품은 전형적으로 약 1500℃에서 헬륨 분위기에서 고체의 기포 없는 유리 블랭크(blank)로 소결된다. 본 명세서에서 전체로서 설명된 것과 마찬가지로 참조로서 포함되는, SarKar에게 발행된 미국 특허 제 4,599,098호는 OVD 및 OVD 수트 오버클래딩에 대한 시스템 및 기술에 대한 추가 배경을 제공한다.
상술된 기술에 대해, 전형적으로 코어 제조 기술들 중 어느 하나는 클래딩 제조 기술들 중 어느 하나와 조합될 수 있어 섬유를 인발하기 위해 사용될 수 있는 예비 성형품을 생성한다.
OVD 수트 오버클래딩 공정에서, 다른 가용 기술에 비해 경제성의 중요한 척도들 중 하나는 공작물 상의 SiO2의 증착율이다. 예를 들면, 광학 섬유 제조에 관련된 일부 회사들은 섬유 제조 공정에서 스타트 로드를 오버클래딩하는 단계를 수행하는 가장 비용 효율적인 방법을 선택한다. 공정에서 이러한 단계에 대해, 클래딩 튜브의 구입 또는 클래딩을 부가하기 위한 증착 공정의 수행 중 어느 하나를 선택한다.
다른 접근법을 고려하여, 경제성은 종종 회사가 고려하고 있는 특별한 증기 증착 시스템이 증착율-대-비용 비율을 최대화하는지 여부에 대한 질문으로 축소된다. 증착율은 예를 들면 완료까지(즉, 소결 준비된 광학 섬유 예비 성형품) 스타트 로드 상에 증착될 수 있는 실리카 수트의 평균 그램/분으로 규정될 수 있다. 소정의 평균 증착율 이상, 수트 오버클래딩 공정의 수행은 클래딩 튜브를 구입하는 것보다 회사에는 경제적으로 더 매력적이기 쉽다. 수트 오버클래딩을 수행하기 위한 시스템을 제조하는 회사는 섬유 인발을 위해 생산되는 예비 성형품의 품질을 저하시키지 않으면서 최고로 가능한 증착율을 달성하고 비용 효율적이 되는데 초점을 맞춘다.
증착 시스템의 증착율을 결정하는 인자는 화학 증기 전달 속도 및 공작물 상으로의 화학 증기 증착 효율이다. 증기 전달에 대해, 주요 쟁점은 대체로 장기간의 기간(예를 들면, 2시간 초과)에 걸쳐 높은 전달 속도(예를 들면, 200 그램/분 초과)를 연속적으로 그리고 효율적으로 유지하는 것을 포함한다. 수개의 방법들은 캐리어 가스에 비말 동반된 증기화된 소스 물질의 실질적으로 일정한 유동을 갖는 가수 분해 버너를 공급하기 위해 선행 기술에서 설명되어 있다. 예를 들면, Blankenship("Blankenship 참고문헌")에게 발행된 미국 특허 제 4,314,837호에서, 반응 생성물 성분을 위한 액체를 각각 포함하는 수 개의 밀폐 저장부를 포함하는 시스템이 설명된다. 액체는 각각의 저장부 내에서 미리 결정된 증기 압력을 유지하기에 충분한 온도로 가열된다. 계량 장치는 제어된 유량으로 액체의 증기를 전달하기 위해 각각의 저장부에 결합된다. 각각의 저장부로부터 각각의 증기는 그 뒤 증기가 버너에 전달하기 전에 조합된다.
유효한 증착율을 개선하기 위한 공작물에 대한 Si02의 증착 효율의 강화에 대해, 버너로부터 반응실 내의 공작물의 표면으로의 화학 증기의 유동을 특징화하는 연구가 수행되어 왔다. 이러한 쟁점에 관한 하나의 참고문헌은 Li, Tingye, Fiber Fabrication, pp. 75-77, Optical Fiber Communications, (Academic Press, Inc. 1985)이다. 상기 참고문헌에서 논의된 바와 같이, 형성된 유리 입자의 작은 크기 때문에, 운동량은 공작물의 표면상으로 입자의 밀착을 유발하지 않는다. 유리 입자의 작은 크기는 예비 성형품 표면에서가 아닌, 예비 성형품 표면 둘레로 가스 스트림을 따르도록 입자를 강제하는 경향이 있다. 오히려, 열 영동 현상이 예비 성형품의 표면상의 수집을 위한 주요 메커니즘이다. 고온 가스 스트림 및 유리 입자가 공작물 둘레로 이동함에 따라, 열적 구배가 예비 성형품의 표면 근처에 생성된다. 바람직하게는, 열적 구배가 가파르고 예비 성형품을 향한 열 영동력에 의해 유리 입자를 효과적으로 당기는 것이다.
열 영동력의 생성 및 유지를 기초로 하여 증착 효율을 증가시키기 위한 다양한 방법이 제안되었다. 하나의 방법은 버너와 공작물 사이의 거리를 변화시키는 것이다. H. C, Tsai, R. Greif and S. Job, A Study of Thermophoretic Transport In a Reacting Flow With Application To External Chemical Vapor Deposition Processes, Int. J. Heat Mass Transfer, v. 38, pp. 1901-1910 (1995) 참조. Dabby 등에게 발행되고 전체로서 본원에 설명된 것과 마찬가지로 본원에 참조로 포함되는 미국 특허 제 6,789,401호, 제 7,451,623호 및 제 7,451,624호에 개시된 다른 방법의 집합은 다양한 임계 속도 이상, 예를 들면 분당 1.4 미터 초과로 버너를 공작물에 대해 선택적으로 병진 이동시키는 것을 포함한다. 더 높은 속도는 더 적은 열이 공작물 상의 주어진 지점에 인가되는 것을 의미한다. 따라서, 공작물은 더 저온으로 유지되어 이는 열적 구배를 증가시키는 경향이 있다. 그럼에도 불구하고, 이러한 방법이 적용되어도, 더 높은 증착율에 대한 요구가 충족되지 않았다.
증착율을 더 증가시키기 위해, 몇몇은 다수의 수트-증착 버너의 어레이를 제공하는 것을 제안하였다. 이러한 부가 버너는 예를 들면 선반의 종방향 축선을 따라 버너 블록 상에 위치되는 것이 제안되었으며 버너 블록 상에서 각각의 버너는 공작물 상에 화학적 수트를 증착한다. 구체적으로, Schaper 등에게 발행되고 전체로서 본원에 설명한 것과 마찬가지로 본원에 참조로 포함되는 미국 특허 제 6,047,564호는 12개의 등간격으로 이격된 화학 버너의 열이 버너 블록 상에 장착되고 각각의 이 같은 버너가 수트를 증착하는 증기 증착 시스템을 개시한다. 버너 블록은 공작물의 종방향 축선을 따라 전방 및 후방으로 이동한다. 버너 블록의 운동의 진폭은 대체로 버너들 사이의 거리에 대응하여 각각의 버너가 전체 공작물의 지정된 세그먼트 상에 수트를 증착한다.
유사하게, Abbott 등에게 발행되고 전체로서 본원에 설명한 것과 마찬가지로 본원에 참조로 포함되는 미국 특허 제 5,116,400호 및 5,211,732호는 화학 버너의 어레이를 포함하는 증착 시스템을 개시한다. Schaper 등의 특허에서와 같이, Abbott 등의 특허는 예비 성형품의 사용가능한 길이의 부분 상에만 화학 버너 어레이 내의 각각의 버너가 수트를 증착하는 증착 공정을 개시한다. Abbott 특허는 서로 약 4인치 만큼 균일하게 이격되는 것이 바람직한 11 개의 버너의 어레이를 개시한다. 버너 어레이는 총 거리 2J, 버너 어레이의 중앙 위치로부터 각 방향으로 거리 J를 통하여 진동된다. Abbott 등의 특허는 바람직하게는 증착의 균일성을 보장하기 위해 진동 진폭이 버너 간격(d)과 동일하거나 버너 간격보다 약간 더 큰 것을 개시한다. 따라서, 각각의 버너는 예비 성형품의 길이의 약 20%를 횡단한다. 증착 효율을 개선하기 위하여 버너의 개수 및 버너들의 간격의 변화를 논의하는데 있어서, Abbott 등의 특허는 이의 구성에 대해, 버너의 개수가 증가될 때 증착 효율이 개선되는 것을 개시한다.
Schaper 등 및 Abbott 등의 특허에서 개시된 바와 같은 이 같은 다중 버너 구성은 부분적으로 상업적으로 매력적이지 않으며, 이는 증착율에서의 예상된 개선이 실현되지 않기 때문이다. 화학 버너들의 서로간의 근접성은 열 영동 효과를 저하시켜 증착 효율을 상당히 감소시킨다. 공작물의 길이에 걸쳐 위치되는 화학적 버너의 근접성은 공작물의 영역이 다른 버너가 상기 동일 영역에 수트를 전달하기 전에 냉각하기에 충분히 시간을 갖지 못하게 한다. 더욱이, 수트를 증착하는 다수의 버너를 가짐으로써 유발된 챔버 내에 발생된 화학 물질 스트림의 개수 및 열의 양은 공작물 둘레의 바람직한 층류 유동을 감소시켜 열 영동이 발생하기 위해 필요한 열적 구배를 감소시킨다. 버너와 공작물 사이의 최적 온도 구배 없이, 열 영동이 약해져서, 이는 증착 효율을 감소시키고 이에 의해 전체 증착율이 감소된다.
이 같은 다중 버너 구성과 관련된 비용은 또한 터무니없다. 이러한 비용은 부가 화학 버너들과 관련된 비용뿐 아니라, 증발기, 예열기 및 증발기 및 예열기를 지원하기 위해 필요한 다른 장비, 및 스크러버 및 버너가 생성하는 부가 폐시 증착 재료 및 열을 취급하기 위해 필요한 다른 장비의 비용도 포함한다. 더욱이, 수용가능한 증착율을 달성하도록 버너 구성이 방대한 양의 화학 물질을 요구하기 때문에, 각각의 예비 성형품을 제조하기 위해 필요한 화학 물질의 비용이 증가된다. 따라서 이러한 다중 버너 구성은 이에 따라 재료가 과도하게 낭비되고 불필요하게 비싼 "브루트 포스(brute force)" 접근들을 특징으로 한다.
결과적으로, 증착 효율, 화학적 전달 그리고 이에 따른 화학적 증기의 전체 증착율에 대한 추가 개선을 제공하는 시스템 및 방법에 대한 요구가 있다. 또한 동일한 증착 공간에서 더 큰 예비 성형품의 제조 및 이에 따른 비용 효율적인 광학 섬유를 포함하는 광학 섬유 예비 성형품의 비용 효과적인 제조를 제공하는 시스템 및 방법에 대한 요구가 있다. 또한 더 높은 증착율 및 효율을 제공하기 위해 필요한 열 영동을 유지하는 화학적 증기 증착 시스템 및 공정에서의 다중-버너 공정에 대한 요구가 있다.
하나의 양태에서, 아래의 개시물은 대체로 광학 섬유로 인발하기 위해 이용 가능한 예비 성형품을 제조하기 위해 스타트 로드 상으로 SiCl4 증기로부터 Si02의 증착과 같은 공작물 상으로 화학 물질의 효과적인 증착율을 강화하기 위한 시스템 및 방법을 제공한다.
본원에 기재된 바와 같은 제 2의 별개의 양태에서, 순수 용융 실리카, 광학 섬유 예비 성형품, 실리카 튜브, 광학 섬유 및 용융된 실리카 로드를 포함하는 실리카 로드를 제조하기 위한 시스템 및 방법이 개시된다.
본원에 기재된 바와 같은 제 3의 별개의 양태에서, 실리카 입자를 공작물 상으로 증착하기 위한 증착 시스템은 실리카 입자를 공작물의 제 1 부분 상으로 증착하기 위한 제 1 세트의 버너, 실리카 입자를 공작물의 제 2 부분 상으로 증착하기 위한 제 2 세트의 버너, 및 공작물을 홀딩하고 제 1 및 제 2 세트의 버너에 대해 공작물을 회전시키기 위한 선반을 포함한다. 공작물의 제 1 및 제 2 부분이 서로 겹쳐져서 겹침 세그먼트를 형성한다. 바람직하게는, 임의의 세트의 두 개의 근접 버너들 내의 증착 버너들 사이의 최장 거리는 상이한 세트들 내의 버너들 사이의 최단 거리 미만이다.
본원에 기재된 바와 같은 제 4의 별개의 양태에서, 광학 섬유를 제조하기 위한 방법은 스타트 로드를 획득하는 단계, 및 광학 섬유 예비 성형품을 생산하도록 스타트 로드 상에 용융 실리카를 증착하는 단계를 포함한다. 상기 증착 단계는 약 d의 거리만큼 서로로부터 분리된 제 1 쌍의 버너를 사용하여 스타트 로드의 제 1 부분 상에 실리카를 증착하는 단계, 및 약 d의 거리만큼 서로로부터 분리된 제 2 쌍의 버너를 사용하여 스타트 로드의 제 2 부분 상에 실리카를 증착하는 단계를 포함한다. 제 1 및 제 2 부분은 서로 겹쳐지고 상기 겹침부는 바람직하게는 약 d의 폭을 갖는다. 더욱이, 제 1 쌍 및 제 2 쌍의 버너는 바람직하게는 거리 T만큼 분리되고, 여기서 T는 바람직하게는 d의 3배를 초과한다.
본원에 기재된 제 5의 별개의 양태에서, 공작물 상으로 실리카 입자를 증착하기 위한 증착 시스템은 공작물의 제 1 부분 상으로 실리카 입자를 증착하기 위한 제 1 세트의 버너, 공작물의 제 2 부분 상으로 실리카 입자를 증착하기 위한 제 2 세트의 버너, 공작물의 제 3 부분 상으로 실리카 입자를 증착하기 위한 제 3 세트의 버너, 및 공작물을 홀딩하고 공작물을 제 1, 제 2, 및 제 3 세트의 버너에 대해 회전시키기 위한 선반을 포함한다. 공작물의 제 1 및 제 2 부분은 바람직하게는 서로 겹쳐져서 제 1 겹침 세그먼트를 형성하고 제 1 겹침 세그먼트 상으로 제 1 세트 버너들로부터의 하나의 버너 및 제 2 세트의 버너들로부터의 제 2 버너가 실질적으로 실리카 입자를 증착한다. 유사하게, 공작물의 제 2 및 제 3 부분은 바람직하게는 서로 겹쳐져서 제 2 겹침 세그먼트를 형성하고 상기 제 2 겹침 세그먼트 상으로 제 2 세트 및 제 3 세트의 버너들 각각으로부터의 하나의 버너가 실리카 입자를 실질적으로 증착한다. 이러한 구성에서, 임의의 세트의 버너들 내의 증착 버너들 사이의 가장 먼 거리는 상이한 세트들 내의 버너들 사이의 최단 거리 미만이다.
본원에 기재된 바와 같은 제 6의 별개의 양태에서, 광학 섬유를 제조하는 방법은 스타트 로드를 획득하는 단계, 및 광학 섬유 예비 성형품을 형성하도록 스타트 로드 상에 용융 실리카를 증착하는 단계를 포함한다. 상기 증착 단계는 바람직하게는 각각 제 1, 제 2 및 제 3 쌍의 버너들을 이용하여 스타트 로드의 제 1, 제 2, 및 제 3 부분 상에 실리카를 증착하는 단계를 포함한다. 각각의 쌍에서의 버너들은 바람직하게는 약 d의 거리 만큼 서로로부터 분리되며, 여기서 d는 바람직하게는 약 80 mm를 초과한다. 스타트 로드의 제 1 및 제 2 부분은 서로 겹쳐지고 상기 겹침부는 약 d의 폭을 가지며, 제 2 및 제 3 부분은 서로 겹쳐지고 겹침부는 또한 약 d의 폭을 갖는다. 이러한 구성에서, 제 1 쌍의 버너들 중 하나의 버너와 제 2 쌍의 버너들 중 하나의 버너 사이의 최단 거리는 d를 초과하고 제 2 쌍의 버너들 중 하나의 버너와 제 3 쌍의 버너들 중 하나의 버너 사이의 최단 거리는 또한 d를 초과한다.
추가 실시예 및 수정, 변형 및 강화가 또한 여기서 설명된다.
도 1은 화학적 증기 증착 시스템의 바람직한 실시예의 사시도의 개략도이며,
도 2는 화학적 증기 증착 시스템의 바람직한 실시예의 기능 지향도이며,
도 3은 화학 버너의 기능을 표시하는 도면이며,
도 4는 도 1 및 도 2에 도시된 바와 같은 화학 증기 증착 시스템에서 공작물을 홀딩 및 이동시키기 위해 도 2에 일반적으로 도시된 것과 같은 선반의 바람직한 실시예의 사시도를 제공하는 개략도이며,
도 5는 공작물에 대해 화학 버너의 종래의 구성(500)을 도시하며,
도 6a는 화학 증기 증착 공정에서 다중-버너 구성(600)의 바람직한 실시예를 도시하며,
도 6b는 화학 증기 증착 공정에서 다중-버너 구성(600)의 또 다른 바람직한 실시예를 도시하며,
도 7은 도 1에 예시된 화학 증기 증착 시스템에 의해 수행될 수 있는 바와 같이 화학 증기 증착을 수행하는 공정의 바람직한 실시예를 예시하는 공정 흐름도이다.
도 2는 화학적 증기 증착 시스템의 바람직한 실시예의 기능 지향도이며,
도 3은 화학 버너의 기능을 표시하는 도면이며,
도 4는 도 1 및 도 2에 도시된 바와 같은 화학 증기 증착 시스템에서 공작물을 홀딩 및 이동시키기 위해 도 2에 일반적으로 도시된 것과 같은 선반의 바람직한 실시예의 사시도를 제공하는 개략도이며,
도 5는 공작물에 대해 화학 버너의 종래의 구성(500)을 도시하며,
도 6a는 화학 증기 증착 공정에서 다중-버너 구성(600)의 바람직한 실시예를 도시하며,
도 6b는 화학 증기 증착 공정에서 다중-버너 구성(600)의 또 다른 바람직한 실시예를 도시하며,
도 7은 도 1에 예시된 화학 증기 증착 시스템에 의해 수행될 수 있는 바와 같이 화학 증기 증착을 수행하는 공정의 바람직한 실시예를 예시하는 공정 흐름도이다.
도 1은 광학 섬유 예비 성형품, 광학 섬유, 순수 용융 실리카, 용융 실리카 튜브, 코어 예비 성형품, 실리카 웨이퍼, 실리카 기판 및 실리카 잉곳의 제조에 이용가능한, 화학 증기 증착 시스템(100)의 바람직한 실시예를 도시한다. 화학 증기 증착 시스템(100)은 바람직하게는 반응 또는 증착 챔버(102), 및 증착 챔버(102)를 위한 인클로저(enclosure; 104), 컴퓨터(106) 및 다른 전자 구성요소, 컴퓨터(106) 및 다른 전자 구성요소를 위한 인클로저(106), 파워 분배 부시스템(110), 파워 분배 부시스템(110)을 위한 인클로저(112), 가스 패널(114), 가스 패널 인클로저(116) 및 주 배기부(118) 및 보조 배기부(112 및 123)를 포함하는 흡입 및 배기 부시스템을 포함한다.
증착 챔버(102)는 공작물 또는 스타트 로드 상으로 입자(예를 들면, 실리카 수트의 입자)의 증착의 공정을 수용하도록 구조화된다. 증착 챔버(102) 및 증착 시스템(100)은 일반적으로 후속하는 인발 공정에서 광학 섬유를 제조하기 위해 이용될 수 있는 광학 섬유 예비 성형품을 생산하기 위해 사용될 수 있다. 증착 시스템(100)은 또한 순수 용융 실리카 로드를 포함하는 용융 실리카 로드를 제조하기 위해 사용될 수 있다. 이러한 적용을 위해, 증착 시스템(100)은 일반적으로 실리카 수트를 실질적으로 순수한 용융 실리카의 초기 스타트 로드에 인가한다. 이러한 증착 공정의 생성물, 순수 용융 실리카 예비 성형품은 이어서 소결되어 순수 용융 실리카 로드를 형성하고 실리카 웨이퍼 또는 기판, 다중-모드 광학 섬유, 및 다양한 적용을 위한 다른 광학 구성요소를 제조(예를 들면, 인발, 슬라이싱 또는 다르게는 순수 용융 실리카 로드의 재성형에 의해)하기 위해 이용될 수 있다.
증착 챔버(102)의 다른 부시스템 및 구성요소는 일반적으로 증착 공정을 지원하기 위해 제공된다. 한 양태에서, 일반적으로 사염화규소(SiCl4)의 증기 및 산소(O2)를 포함하는 증착 재료는 증착 챔버(102)의 증착 영역(146)에서 광학 섬유 예비 성형품을 제조하기 위한 공정에서 화학 버너로부터 방출된다. 증착 영역(146)에는, 화학 버너, 버너로부터의 화학 스트림, 및 공작물을 포함하며 상기 스트림은 버너로부터 공작물을 향하여 지향된다. 버너는 또한 바람직하게는 수소 및 산소의 스트림을 발생시키고 점화시킨다. 결과적인 화염은 화학 성분을 대체로 약 1000℃를 초과하는 온도로 가열한다. 수소, 산소 및 SiCl4와의 화학 반응은 스트림에서 발생하고, 화학 반응에서 이 스트림 내의 SiCl4가 산화되어 이산화규소(이후 공작물 상에 증착됨)의 입자 및 염화수소(HCl)의 부산물을 생성한다. 선택적으로, 메탄은 증착 챔버(102)에서 필요한 열, 및 이산화규소를 생성하기 위한 규소의 소스를 위한 옥타메틸 실리카 및 실란(옥토메티사이클로테트라실록산(octomethycyclotetrasiloxane))을 발생시키기 위해 이용될 수 있다.
증착 챔버(102)는 바람직하게는 공작물 둘레의 증착 영역에 공기의 층류를 제공한다. 제공된 층류는 바람직하게는 버너로부터 공작물을 향하여 열 및 화학 증기의 집중된 스트림을 유지하는 것을 보조한다. 화염의 좁고 타이트한 스트림은 SiO2 입자가 고온이 되고 공작물의 표면이 상대적으로 보다 낮은 온도로 유지되기 때문에, SiO2 입자를 공작물로 당기는 열 영동 효과를 강화한다.
전형적으로 수소(H2) 또는 천연 가스 형태의 많은 양의 연료 가스 및 산소(O2)는 증착 챔버(102)를 통과하여 SiCl4를 공작물 상으로 층으로 증착되는 SiO2 수트로 변환하는 증착 공정을 가능하게 한다.
도 2는 일반적으로 도 1에 도시된 화학 물질 증기 증착 시스템(100)의 기능도를 도시하는 도면이다. 도 2에 도시된 바와 같이, 화학 증기 증착 시스템(200)은 바람직하게는 증기 증착 시스템(200)을 위한 원료로서 SiCl4 소스(202), 질소(N2) 소스(204), 산소(O2), 수소(206), 및 H2 소스(208)를 포함한다. 대안적으로, N2, O2, 및 H2 소스(204, 206, 및 208)는 외부 장소로부터 파이프로 운반된다. 증착 시스템(200)은 바람직하게는 증착 공정을 위해 이용되는 재료의 유동을 제어하기 위한 컴퓨터(20), 가스 패널(212), 예열기(214), 및 증발기(216)를 더 포함한다.
바람직하게는, 증착 시스템(200)은 바람직하게는 4개 또는 그 초과의 화학 증착 버너(220)를 둘러싸는 증착 챔버 또는 캐비넷(218), 공작물(224)을 홀딩하고 공작물(224)을 4개 또는 그 초과의 화학 버너(220)에 대해 회전식으로 및 선택적으로 병진 운동식으로 이동시키기 위한 선반(222)을 포함한다. 증착 챔버(218)는 바람직하게는 공작물(224)의 단부 근처에 위치되고 바람직하게는 공작물(224)과 이동하는(또는 정지되어 있는) 하나 또는 둘 이상의 엔드-토치(end-torch; 미도시)를 둘러싼다. 엔드 토치는 바람직하게는 공작물(224)이 파손 및/또는 균열되는 것을 방지하기 위하여 공작물(224)의 단부로 열을 지향시킨다. 바람직하게는, 공작물(224) 및 엔드 토치는 화학 버너(220) 둘레의 배기물이 상대적으로 일정하게 유지되도록 이동한다. 대안적으로, 화학 버너(220)는 이동하고 있고 공작물(224) 및 엔드 토치는 정지되어 있다(공작물(224)의 회전 제외). 증착 시스템(200)은 바람직하게는 스크러버(미도시)를 포함하는 공기 흡입 및 배기 부시스템(226)을 더 포함한다.
컴퓨터(210)는 바람직하게는 각각의 구성요소의 기능을 자동적으로 제어하기 위해 증발기(216), 가스 패널(212), 및 증착 캐비넷(218)으로의 전자적 연결을 포함한다. 컴퓨터(106 및 210)는 바람직하게는 사용자에게 증착 시스템(200)의 작동 제어를 제공하기 위한 키보드, 터치 스크린, 노브, 버튼, 스위치, 마우스 및/또는 음성 활성화 명령 입력을 위한 마이크로폰과 같은 사용자-입력 장치로의 연결을 더 포함한다. 더욱이, 컴퓨터(210)는 바람직하게는 시스템의 상태를 제공하기 위한 디스플레이 모니터 또는 스피커와 같은 사용자 출력 장치를 포함한다.
원료 증착 재료의 소스(202, 204, 206, 및 208)는 바람직하게는 각각의 성분 재료를 담기 위한 상업적으로 입수가능한 가압 탱크일 수 있는 저장부이다. 바람직하게는 SiCl4는 바람직하게는 상온에서, 액체 형태로 저장부에 담겨진다. SiCl4 소스(202)는 바람직하게는 파이프 또는 라인에 의해 예열기(214)에 연결되어, SiCl4가 액체로서 예열기(214)로 이송될 수 있다. 바람직하게는, SiCl4 소스(202) 위에는 SiCl4 소스(202)로부터 SiCl4가 누출되는 경우 SiCl4를 오염 제어 시스템(미도시)으로 이송하기 위한 배기 포트(203)가 위치된다. 가열된 SiCl4 액체를 예열기(224)로부터 증발기(216)로 전달하기 위해 예열기(214)가 증발기(216)에 연결된다.
증발기(216)는 상당한 용적의 SiCl4를 담기 위한 용기, 용기 내의 SiCl4을 가열하기 위한 가열 요소 및 증발기(216) 안으로 및 밖으로의 재료의 유동을 조절하기 위한 다수의 밸브(미도시)를 포함한다. 증발기(216)는 바람직하게는 컴퓨터(210)에 전자식으로 연결된다. 이러한 전자 연결을 통하여, 증발기(216) 내의 SiCl4의 용적은 바람직하게는 미리 결정된 최대 및 최소 레벨 사이에서 조절되어 유지된다. 컴퓨터(210)는 바람직하게는 솔레노이드 밸브(217)로부터 SiCl4 소스(202)로부터 증발기(216)로의 SiCl4 액체의 유동을 제어한다. 증발기(216)는 또한 바람직하게는 N2 소스(204)로 라인에 의해 공기압식으로 연결된다. 컴퓨터(210)로부터의 제어를 통하여 SiCl4 소스(202), 예열기(214) 및 증발기(216)는 바람직하게는 증발기(216)로부터 증착 캐비넷(218) 내의 버너(220)로 기화된 SiCl4의 일정하고 자동적이고 연장된 유동을 제공한다.
가스 소스(204, 206, 및 208)는 바람직하게는 가스 패널(212)에 공기압식으로 연결된다. 가스 패널(212)은 가스 소스(204, 206, 및 208)로부터 가스의 유동을 조절하도록 밸브 및 질량유량계를 포함한다. 가스 패널(212) 내의 밸브의 제어는 가스 패널(212)에 전자적으로 연결되는 컴퓨터(210)에 의해 제공된다. O2 및 H2를 위한 라인은 바람직하게는 가스 패널(212) 및 증착 캐비넷(218) 내의 버너(220)를 공기압식으로 연결하도록 제공된다. 또한, 별개의 라인이 바람직하게는 증발된 SiCl4를 버너(220)로 운반하는 라인으로 O2를 이송하기 위해 제공된다. 이에 따라, "T" 피팅(fitting; 219)에서, 기화된 SiCl4 및 O2가 혼합되고 이들의 버너(220)로의 운반에서 혼합물로서 연속된다.
따라서, 4개의 별개의 라인, 즉 증발된 SiCl4 및 O2의 혼합물을 이송하는 라인, H2 또는 다른 알맞은 연료 가스를 이송하는 라인, 수소의 연소를 위해 O2를 이송하는 라인, 및 SiCl4 및 O2의 혼합물을 차폐하기 위한 O2를 이송하는 라인은 바람직하게는 버너(220)로 입력된다. 이러한 구성은 바람직하게는 임의의 주어진 시점에서 4개의 화학 버너 각각으로부터 동일한 용적의 SiCl4 입자에 적어도 근접하는 것을 보장한다.
도 3은 증착 시스템에서의 이용을 위한 버너(300)의 바람직한 실시예를 도시한다. 버너(300)는 바람직하게는 4개의 스트림(각각의 입력 라인에 대해 하나씩)을 수용하고 바람직하게는 버너 면(302)으로부터 4개의 스트림을 방출하며, 각각의 스트림은 방출 홀의 적어도 4개의 동심 링(304, 306, 308, 및 310) 중 적어도 하나로부터 방출된다.
구성물이 버너(300)로부터 방출될 때, 연료 가스 및 산소가 점화된다. SiCl4 입자는 버너(300)의 면으로부터 떨어진 제어된 거리에서 화염 내에서 반응한다. 화염을 통과하는 SiCl4 입자는 산화되어 초기에 스타트 로드의 형태 또는 스타트 로드일 수 있는 공작물(224)을 향하여 지향된 스트림에서 계속되는 실리카 수트를 형성한다. 실리카 수트가 공작물(24)에 도달할 때, 실리카 수트는 약 1100 ℃ 정도의 온도를 갖는다. 염소는 바람직하게는 다른 재료로부터 분리되고 궁극적으로 염화수소 연기(HCl)를 형성하도록 수소와 조합한다. 이러한 반응은 일반적으로 광학 섬유 예비 성형품 상의 클래딩을 위한 증착 공정에 적용된다. 다른 구성물은 본원에 기재된 화학 증기 증착 시스템의 상이한 실시예 및 양태를 적용하는 다른 적용 분야를 위한 화학 증기 증착에 이용될 수 있다.
도 2를 다시 참조하면, 실리카 수트는 연속적으로 이동하는 공작물(224) 상에 층으로 증착된다. 공작물(224)은 바람직하게는 버너(220)에 대해 공작물(224)을 회전시키고 병진 운동시키는 선반(222) 상에 장착된다. 도 4에 도시된 바와 같이, 선반(400)은 바람직하게는 단부 홀더(402)를 포함하고 단부 홀더 내로 공작물(224)(예를 들면, 스타트 로드)의 단부가 삽입된다. 선반(400)은 버너(220)에 대해 공작물(224)을 회전식으로 그리고 선택적으로 병진 운동식으로 이동하기 위해 적어도 하나 및 선택적으로 두 개의 모터(404 및 406)를 더 포함한다. 모터(404 및 406)는 바람직하게는 공작물(224) 상의 증착 공정의 과정 전체에 걸쳐 공작물(224)의 회전 및 병진 운동의 속도를 제어하기 위해 도 2에 도시된 바와 같이 컴퓨터(210)에 의해 제어된다.
증착 공정에서, 버너에 대한 공작물(224)의 병진 운동 속도가 저속(예를 들면 분당 1미터)과 고속(예를 들면 분당 5미터 초과) 사이에서 교번될 수 있다(예를 들면, 우측 대 좌측으로의 속도). 고속 패스(pass)는 저속 패스(예를 들면 공작물의 좌측 단부에서)의 단부에서의 증착이 공작물의 우측 단부에서 시작하는 저속 패스로 효과적으로 재개되도록 수행될 수 있다. 이 같은 운동 프로파일은 좌측으로의 저속 패스의 결과로, 공작물이 최저 온도인, 본 예에서는, 대부분의 시간이 냉각에 제공되는 위치인 우측 단부에서 열 영동력이 가장 강하기 때문에 유리할 수 있다. 상당한 고속 패스(예를 들면, 분당 20 미터 초과)가 공작물 상의 최저온 지점에서 시작하는 다른 저속 패스를 위한 버너를 신속히 위치시키는 목적을 위해 주로 채용될 수 있다. 이러한 접근은 또한 본원에 인용되는 Dabby 등의 특허에서 논의되는 "풋볼(footballing)" 효과를 최소화하는데 도움이 된다.
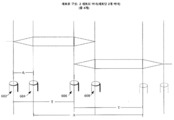
도 5는 그 위에 실리카 수트가 증착되는 공작물에 대해 화학 버너의 종래의 구성(500)을 도시한다. 두 개의 버너(502)는 거리(d)만큼 분리되고 공작물(504)에 대해 종방향 경로를 횡단한다. 상기 구성은 또한 바람직하게는 공작물이 굽혀지거나 균열되는 것을 방지하도록 공작물의 단부를 가열하고 고체화하는 토치(미도시)를 포함한다. 토치는 토치가 전형적으로 공작물 상에 수트를 증착하지 않는다는 점에서 버너와 구별된다. 증착 공정에서, 한 쌍의 버너(502)는 공작물(504)의 종방향 길이를 따라 거리(T)를 횡단하는 동안 공작물은 선반 상에서 회전하고 있다. 한 쌍의 버너(502)는 일 방향에서 횡방향으로의 단부 지점(503)에 도달한다. 이어서, 한 쌍의 버너(502)는 반대 방향으로 본질적으로 동일한 종방향 경로를 따라 복귀한다. 증착 공정 동안, 단부 지점(503)은 패스마다 약간 변화할 수 있어 예비 성형품의 표면 상에 리플 효과(rippling effect)가 생성되는 것을 회피한다. 횡방향으로의 단부 지점(503)에서, 대략 d의 폭을 갖는 공작물의 일 부분은 한 쌍의 두 개의 버너(502)들 중 하나(양 버너(502)가 아님)로부터 증착을 수용하며, 여기서 d는 화학 버너(502)들 사이의 거리이다. 공작물의 단부 상으로 단지 하나의 버너만이 수트를 증착하도록 하는 결과로서, 테이퍼 영역(506)에 의해 도시된 바와 같이 이의 단부 지점에서의 공작물의 어떠한 테이퍼링도 증폭될 수 있다.
상대적으로 매우 근접한 두 개의 버너의 구성은 이와 같이 구성된 두 개의 버너가 전형적으로 공작물의 동일한 영역에 증착하지 않기 때문에 열 영동의 관점으로부터 적합하다. 증착 공정 동안, 공작물이 연속적으로 회전하기 때문에, 한 쌍의 제 2 버너가 전형적으로 한 쌍의 제 1 버너가 증착되는 측부와 마주하는 공작물의 방사상 측부에 증착한다. 제 3 근접 버너가 버너 구성에 부가되면, 열 영동은 제 3 버너가 전형적으로 일반적으로 제 1 버너가 수트를 증착한 동일한 영역 상에 증착하기 때문에, 열 영동은 영향을 받는다. 다른 두 개의 버너에 대한 제 3 버너의 근접성 때문에, 예비 성형품의 영역은 열 영동이 적절하게 발생하도록 냉각하기에 충분한 시간을 갖지 않는다.
도 6a는 부가 버너들의 이용을 통하여 강화된 증착율을 제공하면서 선행 기술의 서로 근접한 3개 또는 그 초과의 버너의 사용 결과로서 약해진 열 영동력의 단점을 극복하는 화학 증기 증착 공정의 다중-버너 구성(600)을 도시한다. 새로운 다중-버너 구성에서, 열 영동은 실질적으로 저하되지 않아서 강화된 증착 효율 및 매우 강화된 증착율 및 증착 재료의 실용적 사용을 초래한다. 도 6a는 제 1 세트의 화학 버너(602 및 604) 및 제 2 세트의 화학 버너(606 및 608)를 도시한다. 각각의 세트의 버너는 바람직하게는 거리(dl)(예를 들면, 80 mm 내지 150 mm)만큼 서로로부터 이격되고 dl은 바람직하게는 화학 버너의 양 세트에 대해 동일하다. 버너들의 세트들 간의 평균 거리는 T이고, 여기서 T는 바람직하게는 한 쌍의 버너가 다른 쌍의 버너에 의한 예비 성형품의 영역 상의 증착에 뒤이어 상기의 영역 상에 증착할 때 열 영동이 일어나기에 충분한 거리(예를 들면, 40 cm)이다. 일정한 열 영동력을 설정하기 위하여, 버너 쌍들 사이의 거리는 소정의 한계값을 초과하여 상이한 쌍의 버너에 의한 증착들 사이에 충분한 시간이 경과되도록 해야 한다. 바람직하게는 상기 쌍들의 버너 사이의 거리(T)는 대체로 d1보다 더 크다(예를 들면, 3배). 이러한 구성에서, 거리(T)는 또한 버너(602, 604, 606, 및 608)가 각각의 방향으로 종방향으로 횡단하는 거리와 대략적으로 동일하다. T의 값은 공작물(610)의 길이(L)의 일 부분만을 나타내서 두 개의 세트의 버너들 각각은 공작물(610)의 대략 절반 상의 증착을 담당한다. 공작물(610)의 중간에서, 양 세트의 버너는 겹침 세그먼트(612)를 담당하고 각각의 세트의 버너는 일반적으로 도 6a에 도시된 삼각형에 따른 증착에 기여한다. 이러한 다중 버너 구성에서, L은 대체로 약 2T+d와 동일하다. 도 6a에서, 한 세트의 버너가 담당하는 공작물(610)의 각각의 부분이 별도로 단순히 설명의 명료성을 위해 도시된다. 물론, 실제로 두 개의 부분은 하나의 연속 공작물(610)을 형성한다.
증착 공정에서, 화학 버너가 공작물(610)을 횡단하면서 화학 버너는 대체로 서로로부터 고정된 거리에 남아 있다. 예를 들면, 화학 버너(602 및 604)가 공작물(610)의 좌측부를 따라 우측으로 횡단하는 동안, 화학 버너(606 및 608)는 공작물(610)의 우측 반부를 따라 우측으로 횡단한다. 유사하게, 화학 버너(602 및 604)가 공작물(610)의 좌측부를 따라 좌측으로 횡단하는 동안, 화학 버너(606 및 608)는 공작물(610)의 우측 반부를 따라 좌측으로 횡단한다. 이러한 방식으로, 버너가 각각 담당하는 공작물(10)의 부분 상에 수트를 증착할 때 각각의 세트의 버너는 다른 세트와 간섭하지 않는다.
도 6a에 도시된 버너 구성에서, 4개의 화학 버너(602, 604, 606, 및 608) 각각은 바람직하게는 임의의 주어진 시점에 거의 동일한 양의 실리카 수트를 흘린다. 실제로, 양 세트의 버너는 바람직하게는 동일한 공급원으로부터 화학 물질을 수용하여 양 세트의 버너가 임의의 주어진 시간에 동일한 용적의 실리카 수트를 흘리는 것을 보장하는 것을 돕는다. 공작물(610) 상의 임의의 주어진 지점에서, 일반적으로 두 개의 버너가 공작물(610)의 단부를 제외하고 공작물(610) 상에 실리카 수트를 증착할 수 있으며, 좌측 단부에서 최좌측 버너(602)만이 실리카 수트를 증착하고 우측 단부에서 최우측 버너(608) 만이 수트를 증착할 것이다. 그러나, 단부들 사이에서 두 개의 버너가 공작물(610) 상에 실리카 수트를 증착한다. 두 개의 세트의 버너들 사이의 증착의 경계면에서, 좌측 버너 세트의 버너(604) 및 우측 버너 세트의 버너(606)는 실리카 수트를 증착하여, 심지어 경계면에서도, 두 개의 버너가 공작물 상에 실리카 수트를 증착하고 있다. 이 같은 증착은 각각의 세트의 화학 버너로부터의 증착에 의해 형성된 예비 성형품의 부분들 사이의 대체로 이음새 없는 전이부를 구비한 예비 성형품의 형성을 가능하게 한다. 이러한 공정의 결과는 공작물(610)의 단부들 사이의 도 6a에 도시된 바와 같은 완전히 이용가능한 부분(A)을 구비한 예비 성형품의 형성이다.
도 6b는 선행 기술의 다중 버너를 이용할 때 약해진 열 영동력의 단점을 극복하는 다른 다중 버너 구성(640)을 도시한다. 이러한 대안적인 다중 버너 구성에서, 열 영동이 저하되지 않고 이는 따라서 강화된 증착 효율을 제공한다. 도 6b는 한 세트의 화학 버너(642 및 644), 제 2 세트의 화학 버너(646 및 648), 및 제 3 세트의 화학 버너(650 및 652)를 도시한다. 각각의 세트의 버너는 바람직하게는 거리(dl)(예를 들면, 80 mm 내지 150 mm)만큼 서로로부터 이격되고, dl은 바람직하게는 각각의 세트의 화학 버너에 대해 동일하다. 제 1 세트의 버너와 제 2 세트의 버너 사이의 평균 거리(T1)는 바람직하게는 제 2 세트의 버너와 제 3 세트의 버너 사이의 평균 거리(T2)와 동일하여 T1=T2이다. 또한, 상이한 세트에서 버너들 사이의 최단 거리는 동일한 세트에서의 증착 버너들 사이의 최장 거리보다 길다. 매개변수(T1 및 T2)는 대체로 d1을 상당히 초과하는(예를 들면, 3배) 거리(예를 들면, 30 cm)이고 T1 및 T2는 단지 공작물(654)의 길이(L)의 일 부분만을 나타내며 바람직하게는 L이 거의 3T1+d1(또는 3T2+d1)과 동일하다. 이전의 구성에서와 같이, 공작물에 대해 각각의 방향으로 버너에 의해 이동되는 종방향 거리는 가장 근접한 세트의 버너들 사이의 평균 거리와 거의 동일하다.
증착 공정에서, 버너는 대체로 서로로부터 이러한 고정 거리에 남아 있으면서 공작물(654)을 횡단한다. 예를 들면, 화학 버너(642 및 644)가 공작물(654)의 최좌측 부분을 따라 우측으로 횡단하는 동안, 화학 버너(646 및 648)는 공작물(654)의 중간 부분을 따라 우측으로 횡단하고 화학 버너(650 및 652)는 공작물(654)의 최우측 부분을 따라 우측으로 횡단한다. 유사하게, 화학 버너(642 및 644)가 공작물(654)의 좌측을 따라 좌측으로 횡단하는 동안, 화학 버너(646 및 648)는 공작물(654)의 중간 부분을 따라 좌측으로 횡단하고 화학 버너(650 및 652)는 공작물(654)의 최우측 부분을 따라 좌측으로 횡단한다. 이러한 방식으로, 세 개의 세트의 버너는 서로 간섭하지 않으면서 각각의 세트가 담당하는 공작물(654)의 부분 상에 증착한다.
이러한 구성에서, 6개의 화학 버너 각각은 바람직하게는 임의의 주어진 시간에 동일한 양의 실리카 수트를 흘린다. 더욱이, 이전의 실시예에서와 같이, 3개의 세트의 버너는 바람직하게는 동일한 공급원으로부터 화학 물질을 수용한다. 공작물(654)의 임의의 특별한 지점에서, 대체로 두 개의 버너가 공작물(654)의 단부를 제외하고 공작물(654) 상에 실리카 수트를 증착하는데, 여기에서, 좌측 단부(656)에서 최좌측 버너(642) 만이 실리카 수트를 증착하고 우측 단부(658)에서, 최우측 버너(652) 만이 공작물(654)의 상기 부분에 증착할 것이다. 그러나, 단부들 사이에서, 두 개의 버너가 실리카 수트를 공작물 상에 증착한다. 각각의 세트의 버너들 사이의 증착의 경계면(660 및 662)에서, 두 개의 버너가 대체로 수트를 증착할 것이다. 경계면(660)에서, 좌측 버너 세트의 버너(64) 및 중간 버너 세트의 버너(646)가 실리카 수트를 증착하여 경계면에서, 두 개의 버너가 공작물(654) 상에 실리카 수트를 증착한다. 유사하게 중간 버너 세트의 버너(648) 및 우측 버너 세트의 버너(650)가 실리카 수트를 증착하여, 경계면(662)에서 두 개의 버너가 공작물(654) 상에 실리카 수트를 증착하고 있다. 이 같은 증착은 각각의 세트의 화학 버너로부터의 증착에 의해 형성된 예비 성형품의 부분들 사이에 대체로 이음새 없는 전이부를 구비한 예비 성형품의 형성을 가능하게 한다. 이러한 공정의 결과는 공작물의 단부들 사이에 도 6b에 도시된 바와 같은 완전히 사용가능한 부분(A)을 구비한 예비 성형품의 형성이다.
대안적인 구성에서, 도 6a의 버너(602, 604, 및 606, 및 606)과 같은, 4개의 버너는 길이(L)의 예비 성형품을 생산하기 위해 사용될 수 있으며, 여기서 L은 도 6b에 도시된 바와 같이 약 3T+d1과 동일하다. 이러한 구성에서, 4개의 버너는 바람직하게는 약 2T의 거리만큼 공작물에 대해 이동한다.
증착 시스템의 설계에서, 공작물이 물리적으로 병진 운동하여 정지되어 있는 (또는 거의 정지되어 있는) 버너의 정면을 통과하는지 여부 또는 버너가 병진 운동하여 정지되어 있는 (또는 거의 정지되어 있는) 공작물을 따라 통과하는지 여부의 선택과 관련된 다른 문제와 제약이 있다. 물리적으로 이동하는 버너의 경우, 열 및 증착 재료의 소스가 챔버 내에서 이동하고 있는 사실에 의해 증착 챔버로부터 열 및 증착 재료의 일정한 배출을 유지하는 것과 관련된 심각한(대체로 극복가능하지만 값비싼) 문제가 존재한다. 한편, 정지되어 있는 버너에 대해 공작물을 물리적으로 병진 운동하는 것은 공작물의 예상된 크기 및 챔버 내에서의 공작물의 병진 운동의 거리가 챔버 자체의 최소 길이를 규정하게 한다. 더 길고 더 큰 챔버는 더 큰 점유 공간을 가질 뿐만 아니라 제조하기에 더 고가이다. 비록 양 대안예에 장단점이 있으나, 제조자는 전형적으로 공작물의 소정의 양의 병진 운동을 제공하도록 증착 챔버를 설계하여 배기 및 이동하는 증착 버너를 갖는 것과 관련된 다른 설계 문제를 최소화한다. 본원에 개시된 버너 구성을 이용하여, 증착 챔버의 최소 길이가 감소될 수 있는데, 이는 공작물의 필요한 병진 운동 거리가 도 5에 도시된 구성과 같은, 종래의 구성에 비해 상당히 감소되기 때문이다. 예를 들면, 도 5의 구성을 이용하면, 한 쌍의 버너(502)가 전체 공작물 상에 증착하는 것을 허용하기 위해 2미터 공작물이 각각의 방향으로 2미터 병진 이동되어야 한다. 결과적으로, 공작물의 병진 운동 거리 및 길이는 4 미터 이상의 길이를 가지는 챔버를 실질적으로 요구한다.
대조적으로, 두 쌍의 증착 버너를 가지는 도 6A의 구성을 이용하면, 2미터 공작물은 각각의 방향으로 1미터만 병진 이동될 수 있다. 공작물의 병진 이동 거리 및 길이는 증착 챔버의 최소 길이를 3미터로 실질적으로 감소시킨다. 세 쌍의 증착 버너를 갖는 도 6b의 구성에 대해, 2미터 공작물은 각각의 방향으로 약 1/2 미터의 병진 운동을 요구한다. 공작물의 병진 운동 거리 및 길이는 증착 챔버의 최소 길이를 2.5 미터로 실질적으로 감소시킨다. 역으로, 미리 결정된 길이의 증착 챔버가 주어진 경우, 증착 챔버 안에서 제조될 수 있는 예비 성형품의 최대 길이는 본원에 개시된 새로운 버너 구성을 실시함으로써 증가된다.
도 7은 도 1에 예시된 화학 증기 증착 시스템(100)에 의해 수행될 수 있는 바와 같이 화학 증기 증착을 수행하는 공정(700)의 바람직한 실시예를 도시한다. 선택적으로, 제 1 단계(702)에서, 스타트 로드가 획득된다. 증착 공정에서, 스타트 로드용 길이가 설정된다. 증기 증착 시스템의 상이한 실행(run)에서, 바람직하게는 약 0.8 미터와 약 4 미터 사이의 다양한 길이의 스타트 로드가 이용될 수 있다. 바람직하게는, 스타트 로드의 길이는 조작자 단자에 입력되고 컴퓨터에 전달된다. 이어서 컴퓨터는 스타트 로드 길이에 종속하는 기능을 갖는 증착 시스템의 구성요소와 통신한다. 구체적으로, 선반은 증착 공정(700)의 특별한 실행에 대해 사용되는 스타트 로드의 길이에 따라 프로그래밍될 수 있다. 선반이 컴퓨터로부터 길이 값을 수신할 때, 선반의 일 단부에서 토치는 바람직하게는 로드의 일 단부에 열을 인가하도록 자동적으로 재위치된다. 다른 토치는 바람직하게는 정지되어 있다. 더욱이, 로드의 병진 운동을 제어하는 모터는 스타트 로드의 입력된 길이를 반영하는 횡방향 운동 프로파일을 실행한다.
다음 단계(704)에서, 실리카 수트는 공작물을 따른 패스에서 증착되고 두 개, 세 개 또는 그 초과의 세트의 버너(공작물의 최대로 가능한 길이에 따라) 각각은 겹침 세그먼트를 포함하는 공작물의 각각의 부분 상에 수트를 증착한다. 실리카 수트를 증착하는 제 1 패스는 바람직하게는 SiCl4의 유동에 비해 화학 버너로부터 연료 가스 및 산소의 높은 유동으로 수행된다. 더욱이, 이러한 제 1 패스 상에서 횡방향 속도는 상대적으로 낮다(예를 들면, 분당 1 미터). 이러한 제 1 패스 상의 수트 스트림 및 공작물의 결과적인 고열은 스타트 로드와 후속적으로 증착되는 클래딩 층 사이의 초기 계면 층을 경화하여, 바람직하게는 스타트 로드 위의 경계면 결함 및 수트의 미끄러짐을 방지한다.
제 1 패스 동안 그리고 증착 공정(700)의 실행에 걸쳐, 소정의 매개변수가 바람직하게는 실행에 걸쳐 고정된다. 구체적으로, 스타트 로드의 각각의 단부에서 단부 토치는 바람직하게는 열의 소스를 제공하는 화염을 제공한다. 단부 토치는 단부가 더 밀집되고 핸들 글래스(handle glass)에 타이트하게 부착되는 것을 유지함으로써 공작물의 단부에 열을 제공하여 수트가 균열되는 것을 방지하고 소결 동안 스타트 로드 위에서 수트의 미끄러짐을 제거한다. 로드는 수트의 단부를 스타트 로드 상의 특별한 지점에 부착하기에 충분하도록 고온이어야 한다. 그러나, 단부 버너가 너무 많은 열을 제공하면, 일반적으로 스타트 로드가 굽혀진다. 더욱이, 유효 증착율을 강화하기 위하여, 버너/토치와 공작물 사이의 거리는 바람직하게는 공작물이 실행에 걸쳐 직경이 증가함에 따라 근접하는 것이 허용된다. 공작물의 직경의 자연적인 증가를 통한 버너/토치와 공작물 사이의 거리의 이러한 근접은 이의 연속적으로 증가하는 크기 및 질량에 의해 공작물에 인가되는 열의 양을 증가시키기 위한 요구를 효과적으로 충족한다. 이에 따라, 공작물의 직경이 증가할 때, 화학 버너는 바람직하게는 정지되어 있다.
증착 공정에서 및 본원에 설명된 실시예에 따라, 하나의 세트의 버너가 공작물의 일 부분 상에 수트를 증착하는 동안 동시에 다른 세트의 버너는 공작물의 다른 부분에 증착한다. 증착 공정에 걸쳐, 버너의 세트는 대체로 서로로부터 등간격으로 유지되고 실제로 공작물에 대해 버너의 병진 운동을 수행할 수 있는 동일한 버너 블록에 부착될 수 있다. 버너의 세트가 서로로부터 상대적으로 먼 이 같은 구성을 통해, 하나의 버너가 겹침 부분에 증착할 때, 다른 세트의 버너가 동일한 부분 상에 증착하기 전에 충분한 시간이 지나간다. 상기 시간은 겹침 세그먼트가 증착이 상기 세그먼트 상에 수행될 때마다 강한 열 영동력이 용이하게 발휘되도록 충분히 냉각하는 것을 허용한다.
증착 공정이 광학 섬유 예비 성형품을 형성하기 위해 완료되면, 다음 단계(706)에서, 예비 성형품은 노 내에서 소결되고 나서 다음 단계(708)에서 광학 섬유로 인발된다. 다음 단계(710)에서, 바람직하게는 아크릴레이트를 포함하는 보호 코팅이 인발된 광학 섬유에 도포되고 이어서 바람직하게는 코팅을 경화하기 위하여 UV-경화된다. 최종 단계에서, 보호된 광학 섬유는 대체로 1OO개 또는 그 초과의 광학 섬유를 홀딩할 수 있는 튜브 내에 배치되어 원격 통신 적용 분야에서 사용할 준비가 되는 광학 섬유 케이블을 형성한다.
본 발명의 바람직한 실시예가 본원에 설명되고 첨부하는 자료에서 추가로 설명되지만, 본 발명의 개념 및 범위 안에서 다수의 변형이 가능하다. 이 같은 변형은 상세한 설명 및 도면의 검토 후 당업자에게 명확하게 될 것이다. 따라서, 본 발명은 임의의 첨부된 청구범위의 취지 및 범위를 제외하고 제한되어선 안 된다.
Claims (21)
- 실리카 입자를 공작물 상에 증착하기 위한 증착 시스템으로서,
상기 공작물의 제 1 부분 상으로 실리카 입자를 증착하기 위한 제 1 세트의 화학 증착 버너로서, 제 1 버너 및 제 2 버너를 갖는, 제 1 세트의 화학 증착 버너;
상기 공작물의 제 2 부분 상으로 실리카 입자를 증착하기 위한 제 2 세트의 화학 증착 버너로서, 제 3 버너 및 제 4 버너를 가지는, 제 2 세트의 화학 증착 버너; 및
상기 공작물을 홀딩하고 상기 제 1 세트의 버너 및 상기 제 2 세트의 버너에 대해 상기 공작물을 회전시키기 위한 선반을 포함하고,
상기 공작물의 제 1 및 제 2 부분이 겹침 세그먼트에서 서로 겹쳐지고 상기 겹침 세그먼트 상에 각각의 세트에서 하나의 버너가 실질적으로 실리카 입자를 증착하고,
임의의 세트 내의 증착 버너 사이의 최장 거리가 상이한 세트의 버너 사이의 최단 거리 미만인,
증착 시스템. - 제 1 항에 있어서,
상기 제 1 및 제 2 버너는 서로로부터 대략 거리 d만큼 이격되고, 제 3 및 제 4 버너는 서로로부터 대략 거리 d만큼 이격되고, 상기 제 1 세트의 버너와 상기 제 2 세트의 버너 사이의 평균 거리 T는 3×d를 초과하고, 상기 겹침 세그먼트는 약 d의 폭을 갖는,
증착 시스템. - 제 1 항에 있어서,
상기 공작물의 길이L는 약 80 cm를 초과하고, d는 약 80 mm 내지 약 150 mm 사이인,
증착 시스템. - 제 3 항에 있어서,
L은 2×T를 초과하는,
증착 시스템. - 제 1 항에 있어서,
상기 증착의 부분 동안, 상기 제 1, 제 2, 제 3, 및 제 4 버너가 공통 소스로부터 화학 물질을 수용하고, 대략 동일한 속도로 수트(soot)를 흘리는,
증착 시스템. - 제 1 항에 있어서,
화학 증착 버너의 총 개수는 4개인,
증착 시스템. - 광학 섬유를 제조하는 방법으로서,
스타트 로드를 획득하는 단계; 및
광학 섬유 예비 성형품을 생성하도록 상기 스타트 로드 상에 용융 실리카를 증착하는 단계를 포함하고,
상기 증착하는 단계는:
약 d의 거리만큼 서로로부터 분리된 제 1 쌍의 버너를 사용하여 상기 스타트 로드의 제 1 부분 상에 실리카를 증착하는 단계,
약 d의 거리만큼 서로로부터 분리된 제 2 쌍의 버너를 사용하여 상기 스타트 로드의 제 2 부분 상에 실리카를 증착하는 단계를 포함하고,
상기 제 1 및 제 2 부분은 서로 겹쳐지고 겹쳐진 부분은 약 d의 폭을 가지며,
상기 제 1 쌍 및 제 2 쌍의 버너는 거리 T만큼 분리되고 T는 d의 3배를 초과하는,
방법. - 제 7 항에 있어서,
상기 광학 섬유 예비 성형품을 소결하고 상기 광학 섬유 예비 성형품을 광학 섬유로 인발하는 단계를 더 포함하는,
방법. - 제 8 항에 있어서,
보호된 광학 섬유를 형성하도록 보호 코팅을 상기 광학 섬유에 도포하는 단계를 더 포함하는,
방법. - 제 9 항에 있어서,
광학 섬유 케이블을 형성하도록 상기 보호된 광학 섬유를 튜브 내에 배치하는 단계를 더 포함하는,
방법. - 제 10 항에 있어서,
d는 약 80 mm를 초과하는,
방법. - 실리카 입자를 공작물 상에 증착하기 위한 증착 시스템으로서,
상기 공작물의 제 1 부분 상으로 실리카 입자를 증착하기 위한 제 1 세트의 버너;
상기 공작물의 제 2 부분 상으로 실리카 입자를 증착하기 위한 제 2 세트의 버너;
상기 공작물의 제 3 부분 상으로 실리카 입자를 증착하기 위한 제 3 세트의 버너; 및
상기 공작물을 홀딩하고 상기 제 1, 제 2, 및 제 3 세트의 버너에 대해 상기 공작물을 회전시키기 위한 선반을 포함하고,
상기 공작물의 제 1 및 제 2 부분은 서로 겹쳐져서 제 1 겹침 세그먼트를 형성하고 상기 제 1 겹침 세그먼트 상으로 상기 제 1 세트 및 제 2 세트의 버너에서 하나의 버너가 실질적으로 실리카 입자를 증착하고,
상기 공작물의 제 2 및 제 3 부분은 서로 겹쳐져서 제 2 겹침 세그먼트를 형성하고 상기 제 2 겹침 세그먼트 상으로 상기 제 2 세트 및 상기 제 3 세트의 버너 각각에서 하나의 버너가 실질적으로 실리카 입자를 증착하고,
임의의 세트 내의 증착 버너 사이의 최장 거리는 상이한 세트의 버너 사이의 최단 거리 미만인,
증착 시스템. - 제 12 항에 있어서,
상기 제 1 세트의 버너는 제 1 및 제 2 버너를 포함하고, 상기 제 2 세트의 버너는 제 3 및 제 4 버너를 포함하고, 상기 제 3 세트의 버너는 제 5 및 제 6 버너를 포함하고, 상기 각각의 세트 내의 버너 사이의 간격은 대략 거리 d이고, 상기 제 1 세트의 버너와 상기 제 2 세트의 버너 사이 및 상기 제 2 세트의 버너와 상기 제 3 세트의 버너 사이의 평균 거리 T는 3×d를 초과하고 상기 겹침 세그먼트는 약 d의 폭을 갖는,
증착 시스템. - 제 12 항에 있어서,
상기 공작물의 길이 L는 약 80 cm를 초과하고, d는 약 80 mm와 약 150 mm 사이인,
증착 시스템. - 제 14 항에 있어서,
L은 3T를 초과하는,
증착 시스템. - 제 12 항에 있어서,
상기 증착의 부분 동안, 상기 제 1, 제 2, 제 3, 제 4, 제 5 및 제 6 버너는 공통 소스로부터 화학 물질을 수용하고 대략 동일한 속도로 상기 공작물에 수트를 흘리는,
증착 시스템. - 광학 섬유를 제조하는 방법으로서,
스타트 로드를 획득하는 단계;
광학 섬유 예비 성형품을 생성하도록 상기 스타트 로드 상에 용융 실리카를 증착하는 단계를 포함하며,
상기 증착하는 단계는:
약 d의 거리만큼 서로로부터 분리된 제 1 쌍의 버너를 사용하여 상기 스타트 로드의 제 1 부분 상에 실리카를 증착하는 단계,
약 d의 거리만큼 서로로부터 분리된 제 2 쌍의 버너를 사용하여 상기 스타트 로드의 제 2 부분 상에 실리카를 증착하는 단계, 및
약 d의 거리만큼 서로로부터 분리된 제 3 쌍의 버너를 사용하여 상기 스타트 로드의 제 3 부분 상에 실리카를 증착하는 단계를 포함하고,
상기 제 1 및 제 2 부분은 서로 겹쳐지고 겹쳐지는 부분은 약 d의 폭을 가지며,
상기 제 2 및 제 3 부분은 서로 겹쳐지고 겹쳐지는 부분은 약 d의 폭을 가지며,
상기 제 1 쌍의 버너 중 하나의 버너와 상기 제 2 쌍의 버너 중 하나의 버너 사이의 최단 거리는 d를 초과하고,
상기 제 2 쌍의 버너 중 하나의 버너와 상기 제 3 쌍의 버너 중 하나의 버너 사이의 최단 거리는 d를 초과하는,
방법. - 제 17 항에 있어서,
상기 광학 섬유 예비 성형품을 소결하고 상기 광학 섬유 성형품을 광학 섬유로 인발하는 단계를 더 포함하는,
방법. - 제 18 항에 있어서,
보호된 광학 섬유를 형성하도록 상기 광학 섬유에 보호 코팅을 도포하는 단계를 더 포함하는,
방법. - 제 19 항에 있어서,
광학 섬유 케이블을 형성하도록 상기 보호된 광학 섬유를 튜브 내에 배치하는 단계를 더 포함하는,
방법. - 제 20 항에 있어서,
d는 약 80 mm를 초과하는,
방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/595,871 US10464838B2 (en) | 2015-01-13 | 2015-01-13 | Enhanced particle deposition system and method |
| US14/595,871 | 2015-01-13 | ||
| PCT/US2016/013210 WO2016115227A1 (en) | 2015-01-13 | 2016-01-13 | Enhanced particle deposition system and method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170103840A true KR20170103840A (ko) | 2017-09-13 |
Family
ID=56367042
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177020740A KR20170103840A (ko) | 2015-01-13 | 2016-01-13 | 강화된 입자 증착 시스템 및 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US10464838B2 (ko) |
| EP (1) | EP3245011B1 (ko) |
| JP (3) | JP6700307B2 (ko) |
| KR (1) | KR20170103840A (ko) |
| CN (2) | CN113264671B (ko) |
| WO (1) | WO2016115227A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102388688B1 (ko) * | 2020-10-23 | 2022-04-20 | 비씨엔씨 주식회사 | 합성 쿼츠 제조 방법 |
| KR102612252B1 (ko) * | 2023-03-14 | 2023-12-11 | 비씨엔씨 주식회사 | 예비 버너를 이용한 대구경 실리카 수트의 크랙을 제어할 수 있는 장치 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6694915B2 (ja) * | 2018-06-12 | 2020-05-20 | 株式会社フジクラ | 多孔質ガラス微粒子体の製造方法および光ファイバ母材の製造方法 |
| EP3924308A1 (en) * | 2019-02-13 | 2021-12-22 | Corning Incorporated | Vaporizers and apparatuses for forming glass optical fiber preforms comprising the same |
Family Cites Families (59)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4314837A (en) | 1979-03-01 | 1982-02-09 | Corning Glass Works | Reactant delivery system method |
| US4378985A (en) * | 1981-06-04 | 1983-04-05 | Corning Glass Works | Method and apparatus for forming an optical waveguide fiber |
| US4388094A (en) * | 1981-12-21 | 1983-06-14 | Corning Glass Works | Method and apparatus for producing tubular glass article |
| US4568370A (en) | 1982-09-29 | 1986-02-04 | Corning Glass Works | Optical fiber preform and method |
| EP0150247B1 (en) * | 1984-01-31 | 1988-10-19 | Nippon Telegraph And Telephone Corporation | Method of fabricating optical fiber preforms |
| US4599098A (en) | 1984-02-13 | 1986-07-08 | Lightwave Technologies, Inc. | Optical fiber and method of producing same |
| JPS60191028A (ja) * | 1984-03-07 | 1985-09-28 | Sumitomo Electric Ind Ltd | 高純度ガラス体の製造方法 |
| US4636239A (en) * | 1985-01-02 | 1987-01-13 | Gte Laboratories Incorporated | Method of fluidic support of a heat softened glass tube |
| JP2622182B2 (ja) | 1990-03-29 | 1997-06-18 | 信越化学工業株式会社 | 光ファイバプリフォーム母材の製造方法 |
| US5116400A (en) | 1990-09-20 | 1992-05-26 | Corning Incorporated | Apparatus for forming a porous glass preform |
| US5211732A (en) * | 1990-09-20 | 1993-05-18 | Corning Incorporated | Method for forming a porous glass preform |
| JP2928618B2 (ja) | 1990-10-23 | 1999-08-03 | 株式会社フジクラ | 光ファイバ母材の製造装置 |
| JPH0692670A (ja) | 1992-09-11 | 1994-04-05 | Fujikura Ltd | ガラス母材の製造装置 |
| GB9312634D0 (en) * | 1993-06-18 | 1993-08-04 | Tsl Group Plc | Improvements in vitreous silica manufacture |
| US5894537A (en) * | 1996-01-11 | 1999-04-13 | Corning Incorporated | Dispersion managed optical waveguide |
| DE19628958C2 (de) | 1996-07-18 | 2000-02-24 | Heraeus Quarzglas | Verfahren zur Herstellung von Quarzglaskörpern |
| BR9808072A (pt) * | 1997-03-27 | 2000-03-28 | Samsung Electronics Co Ltd | Aparelho para sobre-revestimento de uma haste de fibra ótica e processos para sobre-revestimento de uma haste de pré forma de fibra ótica e para estiramento de fibra ótica |
| US6018605A (en) * | 1997-12-31 | 2000-01-25 | Siecor Operations | Photoinitiator--tuned optical fiber and optical fiber ribbon and method of making the same |
| US6215092B1 (en) * | 1999-06-08 | 2001-04-10 | Alcatel | Plasma overcladding process and apparatus having multiple plasma torches |
| DE60019029T2 (de) * | 1999-07-02 | 2006-02-16 | Shin-Etsu Chemical Co., Ltd. | Verfahren und Vorrichtung zum herstellen einer Vorform aus Glas für optische Fasern mittels des Aussenabscheidungsverfahrens |
| US6366353B1 (en) * | 1999-11-05 | 2002-04-02 | Corning Incorporated | Method to determine the identity of a material in an object |
| EP1325891A4 (en) * | 2000-07-31 | 2005-07-13 | Shinetsu Chemical Co | DEVICE AND METHOD FOR PRODUCING GLASS-BASED MATERIAL |
| JP3521891B2 (ja) | 2000-09-21 | 2004-04-26 | 住友電気工業株式会社 | 光ファイバプリフォームの製造方法 |
| AU774859B2 (en) * | 2000-10-30 | 2004-07-08 | Sumitomo Electric Industries, Ltd. | Method of manufacturing optical fiber preform |
| AU1847502A (en) * | 2000-11-24 | 2002-06-03 | Sumitomo Electric Industries, Ltd. | Method and device for manufacturing glass particulate sedimented body |
| JP3521897B2 (ja) | 2000-11-24 | 2004-04-26 | 住友電気工業株式会社 | 多孔質ガラス母材の製造方法及び装置 |
| EP1211227B1 (en) * | 2000-11-29 | 2005-01-26 | Sumitomo Electric Industries, Ltd. | Method of producing a preform for optical fibres by outside vapour deposition |
| CN100390593C (zh) * | 2000-12-28 | 2008-05-28 | 普雷斯曼电缆及系统能源有限公司 | 制造具有降低的偏振模式色散的光纤远程通信光缆的方法 |
| JP2002338258A (ja) * | 2001-03-06 | 2002-11-27 | Sumitomo Electric Ind Ltd | ガラス微粒子堆積体の製造方法及び装置 |
| US6789401B1 (en) | 2001-06-28 | 2004-09-14 | Asi/Silica Machinery, Llc | Particle deposition system and method |
| US20050199014A1 (en) * | 2001-07-18 | 2005-09-15 | Motonori Nakamura | Apparatus for producing glass particles deposit |
| EP1284246A3 (en) * | 2001-08-09 | 2004-02-04 | Sumitomo Electric Industries, Ltd. | Method and apparatus for producing porous glass soot body |
| JP3512027B2 (ja) * | 2001-09-20 | 2004-03-29 | 住友電気工業株式会社 | 多孔質母材の製造方法 |
| JP4057304B2 (ja) | 2002-02-01 | 2008-03-05 | 古河電気工業株式会社 | 光ファイバ母材の製造方法 |
| JP4370798B2 (ja) * | 2002-04-18 | 2009-11-25 | 住友電気工業株式会社 | 多孔質ガラス母材の製造方法 |
| KR100496449B1 (ko) * | 2002-06-28 | 2005-06-20 | 엘에스전선 주식회사 | 광섬유모재 제조를 위한 외부기상 증착장치 및 이를 이용한 광섬유모재 제조방법 |
| JP2005060148A (ja) * | 2003-08-08 | 2005-03-10 | Sumitomo Electric Ind Ltd | 光ファイバ用母材の製造方法及び光ファイバ用母材並びに光ファイバの製造方法及び光ファイバ |
| US20050092030A1 (en) * | 2003-10-31 | 2005-05-05 | Jitendra Balakrishnan | Method and apparatus for depositing glass soot |
| JP4140839B2 (ja) * | 2003-11-19 | 2008-08-27 | 信越化学工業株式会社 | 光ファイバ母材の製造方法 |
| US7383704B2 (en) * | 2004-02-02 | 2008-06-10 | Nextrom Oy | Apparatus for deposition by flame hydrolysis |
| JP2005225702A (ja) * | 2004-02-12 | 2005-08-25 | Sumitomo Electric Ind Ltd | ガラス微粒子堆積体の製造方法 |
| US7404302B2 (en) * | 2004-05-27 | 2008-07-29 | Corning Incorporated | Method of depositing glass soot |
| KR100606053B1 (ko) * | 2004-11-24 | 2006-07-31 | 삼성전자주식회사 | 광섬유 모재 제조 장치 |
| DE102005012232B4 (de) * | 2005-03-15 | 2007-04-05 | Heraeus Tenevo Gmbh | Verfahren und Vorrichtung zur Herstellung eines Glaskörpers |
| US7517561B2 (en) * | 2005-09-21 | 2009-04-14 | Ford Global Technologies, Llc | Method of coating a substrate for adhesive bonding |
| KR101035432B1 (ko) * | 2008-02-27 | 2011-05-18 | 신에쓰 가가꾸 고교 가부시끼가이샤 | 광섬유 모재의 제조 방법 |
| EP2226301A1 (en) * | 2009-02-22 | 2010-09-08 | Silitec Fibers SA | Method for producing and processing a preform, preform and optical fiber |
| JP2011095507A (ja) | 2009-10-29 | 2011-05-12 | Sumitomo Electric Ind Ltd | イメージファイバの製造方法 |
| JP5793338B2 (ja) * | 2011-05-02 | 2015-10-14 | 株式会社フジクラ | 光ファイバ用ガラス母材の製造方法及び製造装置 |
| EP2815259B1 (en) * | 2012-02-13 | 2019-07-24 | Corning Optical Communications LLC | Fiber optic cable sub-assemblies and methods of making said sub-assemblies |
| DE102012008848B4 (de) * | 2012-04-17 | 2022-05-05 | J-Fiber Gmbh | Verfahren und Vorrichtung zur Herstellung von Glasfaser-Preformen |
| JP6006186B2 (ja) * | 2012-09-28 | 2016-10-12 | 信越化学工業株式会社 | 光ファイバ用多孔質ガラス堆積体の製造方法 |
| CN103951183A (zh) * | 2014-04-22 | 2014-07-30 | 上海大学 | 拉制与极化一体化的极化石英光纤制作装置 |
| US9540272B2 (en) * | 2014-05-22 | 2017-01-10 | Corning Incorporated | Burner shield to reduce soot buildup |
| JP6245648B2 (ja) * | 2014-06-16 | 2017-12-13 | 信越化学工業株式会社 | 光ファイバ母材の製造方法 |
| US9581779B2 (en) * | 2014-06-23 | 2017-02-28 | Corning Optical Communications LLC | Optical fiber cable |
| WO2016111250A1 (ja) * | 2015-01-08 | 2016-07-14 | 古河電気工業株式会社 | 気体分岐装置及びそれを用いたガラス微粒子堆積体の製造方法 |
| US20160266343A1 (en) * | 2015-03-09 | 2016-09-15 | Ofs Fitel, Llc | Optical-Fiber Ribbon With Reduced-Diameter Optical Fibers |
| JP6570489B2 (ja) * | 2016-08-16 | 2019-09-04 | 信越化学工業株式会社 | ガラス微粒子堆積体の製造装置 |
-
2015
- 2015-01-13 US US14/595,871 patent/US10464838B2/en active Active
-
2016
- 2016-01-13 JP JP2017556514A patent/JP6700307B2/ja active Active
- 2016-01-13 EP EP16737800.9A patent/EP3245011B1/en active Active
- 2016-01-13 CN CN202110598072.0A patent/CN113264671B/zh active Active
- 2016-01-13 WO PCT/US2016/013210 patent/WO2016115227A1/en active Application Filing
- 2016-01-13 KR KR1020177020740A patent/KR20170103840A/ko unknown
- 2016-01-13 CN CN201680005449.4A patent/CN107107102B/zh active Active
-
2019
- 2019-09-24 US US16/580,890 patent/US11370691B2/en active Active
-
2020
- 2020-04-30 JP JP2020079942A patent/JP7021286B2/ja active Active
-
2022
- 2022-02-03 JP JP2022015573A patent/JP2022048348A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102388688B1 (ko) * | 2020-10-23 | 2022-04-20 | 비씨엔씨 주식회사 | 합성 쿼츠 제조 방법 |
| KR102612252B1 (ko) * | 2023-03-14 | 2023-12-11 | 비씨엔씨 주식회사 | 예비 버너를 이용한 대구경 실리카 수트의 크랙을 제어할 수 있는 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113264671A (zh) | 2021-08-17 |
| EP3245011A1 (en) | 2017-11-22 |
| US20160200622A1 (en) | 2016-07-14 |
| EP3245011B1 (en) | 2021-04-07 |
| CN107107102B (zh) | 2021-06-22 |
| US20200262737A1 (en) | 2020-08-20 |
| WO2016115227A1 (en) | 2016-07-21 |
| US20200255322A1 (en) | 2020-08-13 |
| JP6700307B2 (ja) | 2020-05-27 |
| CN113264671B (zh) | 2023-05-23 |
| US10464838B2 (en) | 2019-11-05 |
| EP3245011A4 (en) | 2018-08-22 |
| JP7021286B2 (ja) | 2022-02-16 |
| US11370691B2 (en) | 2022-06-28 |
| JP2020114801A (ja) | 2020-07-30 |
| JP2018503594A (ja) | 2018-02-08 |
| JP2022048348A (ja) | 2022-03-25 |
| CN107107102A (zh) | 2017-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11370691B2 (en) | Enhanced particle deposition system and method | |
| EP1001912B1 (en) | Apparatus and method for overcladding optical fiber preform rod and optical fiber drawing method | |
| US8635888B2 (en) | Particle deposition system and method | |
| EP0067050A1 (en) | Method of forming an optical waveguide fiber | |
| EP2166271A2 (en) | Hydrogen supply equipment | |
| US6220060B1 (en) | Optical fiber manufacture | |
| US20070289332A1 (en) | Method for Overcladding an Optical Fiber Preform | |
| WO2012008406A1 (ja) | ガラス微粒子堆積体製造方法およびガラス体製造方法 | |
| KR20070065245A (ko) | 광섬유 제조 방법들 | |
| EP0072069B1 (en) | Method of producing preforms for drawing optical fibres and apparatus for the continuous production of optical fibres | |
| US11993532B2 (en) | Enhanced particle deposition system and method | |
| WO2004014812A1 (en) | Method and apparatus for manufacturing optical fiber preforms, using the outside vapor deposition process | |
| JPH10203842A (ja) | 光ファイバ母材製造方法 | |
| EP0530917B1 (en) | Method of manufacturing an optical fibre | |
| US20060185399A1 (en) | Apparatus for fabricating optical fiber preform through external vapor deposition process | |
| CN1951849B (zh) | 用于制造烟灰预制棒的装置 | |
| KR100306363B1 (ko) | 광섬유 모재의 테이퍼 형성 방지 장치 | |
| KR100755131B1 (ko) | 수정 화학 기상 증착법에 의한 광섬유 모재 제조용 로 및제조방법 | |
| JP5962382B2 (ja) | ガラス微粒子堆積体の製造方法およびガラス母材の製造方法 | |
| JP3017724B1 (ja) | シリカガラスの製造装置 |