KR20150127298A - 온간 가공성이 우수한 고강도 강판 및 그 제조 방법 - Google Patents
온간 가공성이 우수한 고강도 강판 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20150127298A KR20150127298A KR1020157031295A KR20157031295A KR20150127298A KR 20150127298 A KR20150127298 A KR 20150127298A KR 1020157031295 A KR1020157031295 A KR 1020157031295A KR 20157031295 A KR20157031295 A KR 20157031295A KR 20150127298 A KR20150127298 A KR 20150127298A
- Authority
- KR
- South Korea
- Prior art keywords
- less
- steel sheet
- temperature
- hot
- tensile
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 125
- 239000010959 steel Substances 0.000 title claims abstract description 125
- 238000005098 hot rolling Methods 0.000 title claims abstract description 16
- 238000000034 method Methods 0.000 title claims description 33
- 238000004519 manufacturing process Methods 0.000 title abstract description 13
- 230000008569 process Effects 0.000 title description 5
- 238000010438 heat treatment Methods 0.000 claims abstract description 38
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 29
- 239000000956 alloy Substances 0.000 claims abstract description 29
- 238000012360 testing method Methods 0.000 claims abstract description 27
- 239000011159 matrix material Substances 0.000 claims abstract description 18
- 238000005096 rolling process Methods 0.000 claims abstract description 10
- 239000000203 mixture Substances 0.000 claims abstract description 9
- 229910001566 austenite Inorganic materials 0.000 claims abstract description 8
- 238000004804 winding Methods 0.000 claims abstract description 3
- 238000009864 tensile test Methods 0.000 claims description 25
- 229910000859 α-Fe Inorganic materials 0.000 claims description 14
- 238000007747 plating Methods 0.000 claims description 11
- 238000005246 galvanizing Methods 0.000 claims description 9
- 239000012535 impurity Substances 0.000 claims description 7
- 230000000977 initiatory effect Effects 0.000 claims description 6
- 238000005275 alloying Methods 0.000 claims description 3
- 239000000463 material Substances 0.000 abstract description 17
- 229910052750 molybdenum Inorganic materials 0.000 abstract description 7
- 229910052796 boron Inorganic materials 0.000 abstract description 6
- 229910052719 titanium Inorganic materials 0.000 abstract description 5
- 229910052721 tungsten Inorganic materials 0.000 abstract description 5
- 229910052720 vanadium Inorganic materials 0.000 abstract description 5
- 229910052758 niobium Inorganic materials 0.000 abstract description 4
- 229910000601 superalloy Inorganic materials 0.000 abstract 1
- 238000000465 moulding Methods 0.000 description 17
- 230000000694 effects Effects 0.000 description 10
- 150000001247 metal acetylides Chemical class 0.000 description 10
- 238000001556 precipitation Methods 0.000 description 10
- 238000001816 cooling Methods 0.000 description 8
- 239000002244 precipitate Substances 0.000 description 8
- 238000010791 quenching Methods 0.000 description 8
- 229910000734 martensite Inorganic materials 0.000 description 7
- 238000005728 strengthening Methods 0.000 description 6
- 239000013078 crystal Substances 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 230000000171 quenching effect Effects 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 230000006872 improvement Effects 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 230000010485 coping Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 229910052718 tin Inorganic materials 0.000 description 2
- 230000009466 transformation Effects 0.000 description 2
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 229910001035 Soft ferrite Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229910011214 Ti—Mo Inorganic materials 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 229910001563 bainite Inorganic materials 0.000 description 1
- 230000006399 behavior Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/013—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of an iron alloy or steel, another layer being formed of a metal other than iron or aluminium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0426—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0431—Warm rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
- C21D8/0463—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/022—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by heating
- C23C2/0224—Two or more thermal pretreatments
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
- C23C2/024—Pretreatment of the material to be coated, e.g. for coating on selected surface areas by cleaning or etching
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Abstract
온간 가공성이 우수한 고강도 강판 및 그 제조 방법을 제공한다. 질량% 로, C:0.01 ∼ 0.2 %, Si:0.5 % 이하, Mn:2 % 이하, P:0.03 % 이하, S:0.01 % 이하, Al:0.07 % 이하, N:0.01 % 이하를 함유하고, 추가로 Ti, Nb, V, Mo, W, B 중에서 선택된 1 종 또는 2 종 이상을 함유하는 조성을 갖는 강 소재를, 오스테나이트 단상 온도역으로 가열한 후, 마무리 압연 종료 온도:860 ℃ 이상으로 하는 열간 압연을 실시하고, 권취 온도:400 ℃ 이상 600 ℃ 미만에서 권취하는 열연 공정과, 650 ∼ 750 ℃ 의 온도역에서 열처리를 실시하는 열처리 공정을 순차 실시한다. 이에 의하여, 시험 온도 : 400 ℃ 이상에서 국부 신장이 균일 신장 보다 큰 인장 특성과, 시험 온도 : 400 ℃ 미만에서 균일 신장이 전체 신장에 대한 비율로 40 % 이상인 인장 특성을 겸비하고, 또한 실질적으로 페라이트상 단상의 매트릭스와 그 매트릭스 중에 크기가 10 ㎜ 미만인 합금 탄화물이 베어리언트 선택이 없는 상태에서 분산 석출된 조직을 갖는, 온간 가공성이 우수한 강판이 된다.
Description
본 발명은 수송용 기재, 건축용 기재용 등으로서 바람직한 고강도 강판에 관한 것이고, 특히 자동차 부품용으로서 온간 가공성의 향상, 상세하게는 온간 프레스 성 형성의 향상에 관한 것이다. 또한, 여기서 말하는 「고강도」 란 인장 강도 TS : 590 ㎫ 이상, 바람직하게는 780 ㎫ 이상의 고강도를 구비하는 경우를 말하는 것으로 한다.
최근, 지구 환경의 보전이라는 요망으로부터 자동차의 연비 향상이 강하게 요구되어 자동차의 차체 경량화가 진행되고 있다. 이와 같은 자동차 차체의 경량화를 위해서 자동차 부품용 강재의 박육화가 강하게 요구되어, 고강도 강판의 사용량이 증가하고 있다.
고강도 강판으로는 페라이트에, 예를 들어 마텐자이트 등의 저온 변태 생성물을 적정량 복합시켜 고강도화를 도모하는, 각종 변태 조직 강화형의 고강도 강판이 제안되어 있다. 그러나, 일반적으로 이와 같은 고강도 강판은 연강이나 저강도의 강판에 비해, 소성 변형이 억제되어 연성 (신장) 이 저하되고 있어, 냉간에서 복잡한 형상으로의 프레스 성형을 실시하면, 균열 등이 생길 위험성이 높아, 프레스 성형이 어렵다는 문제가 있다. 또 나아가서는 이와 같은 고강도 강판은 고강도이기 때문에, 냉간에서의 프레스 성형에 있어서는 스프링백에 의한 성형품의 형상 정밀도가 저하된다는 문제도 있다.
변태 조직 강화형의 고강도 강판과는 별도로, 예를 들어 특허문헌 1 에는, 중량% 로, C : 0.1 % 이하, Mo : 0.05 ∼ 0.6 %, Ti : 0.02 ∼ 0.10 % 를 함유하고, 실질적으로 페라이트 조직에 원자비로 Ti/Mo : 0.1 이상을 만족하는 범위에서 Ti 및 Mo 를 함유하는 탄화물이 분산 석출되어 이루어지는 재질 균일성이 우수한 고성형성 고장력 열연 강판이 제안되어 있다. 특허문헌 1 에 기재된 열연 강판은 바람직하게는 C : 0.06 % 이하, Si : 0.3 % 이하, Mn : 1 ∼ 2 %, P : 0.06 % 이하, S : 0.005 % 이하, Al : 0.06 % 이하, N : 0.006 % 이하, Cr : 0.04 ∼ 0.5 %, Mo : 0.05 ∼ 0.5 %, Ti : 0.02 ∼ 0.10 %, Nb: 0.08 % 이하를 함유하고, 원자비로 Ti/Mo 를 0.1 이상을 만족하도록 함유하는 조성의 강을 오스테나이트 단상역의 온도로 가열한 후, 880 ℃ 이상에서 마무리 압연을 완료하고, 550 ∼ 700 ℃ 에서 권취하는 제조 방법에 의해 제조할 수 있다고 하고 있다. 이 고강도 강판은 인장 강도 TS : 590 ㎫ 이상의 고강도를 갖고 있는데, 고성형성을 갖고, 특히 냉간에서의 프레스 성형시의 단면 형상이 복잡한 부재의 프레스 성형이 가능하다고 하고 있다.
고강도 강판의 냉간에서의 프레스 성형에 있어서의 문제를 해결하는 한 방법으로서 다이퀀치 공법이 제안되어 있다. 이 다이퀀치 공법은 피가공재인 강판을 열간의, 예를 들어 900 ℃ 이상의 오스테나이트 온도역으로 가열한 후, 프레스 금형을 사용하여 원하는 부품 형상으로 프레스 성형하는 성형 방법인데, 성형과 동시에 금형에서 강판 (부품) 을 급랭시킬 수 있다. 이로써, 원하는 부품 형상으로 성형할 수 있음과 함께, 금형에 의한 급냉에 의해 조직을 마텐자이트 주체의 조직으로 할 수 있고, 고강도 부품을 용이하게, 게다가 형상 정밀도 양호하게 제조할 수 있다고 되어 있다. 그러나, 다이퀀치 공법에서는 열간에서 가열, 성형하기 때문에 표면에 산화 스케일이 발생하여, 표면 성상이 저하되는 것이나, 또한 도금 강판의 경우에는 고온에 노출되어 도금층이 열화되는 등의 문제를 피할 수 없다. 또 나아가서는 다이퀀치 공법에서는 강판을 금형으로 충분히 급랭시키기 위해서 금형 내에서 10 s 이상의 유지가 필요하다. 이 때문에 다이퀀치 공법에 의한 부품의 생산성이 극단적으로 저하된다는 문제가 있다.
이와 같은 문제에 대하여, 예를 들어 피가공재인 강판을, 200 ℃ 정도로 가열하여 프레스 성형하는, 종래부터의 온간 프레스 공법이 있다. 그러나, 이 공법에서는 가열 온도가 낮고 프레스 성형시의 강판 강도의 저하량이 적으며, 연성의 상승량이 적기 때문에 프레스 성형시의 균열 발생을 회피할 때까지 도달하지 않음과 함께, 스프링백량도 냉간에서의 프레스 성형과 큰 차이는 없다.
그래서, 피가공재인 강판을 200 ℃ 를 초과하고, 바람직하게는 300 ℃ 이상 850 ℃ 정도까지의 온간 영역으로 가열하고, 프레스 성형하는 방법이 종래의 온간 프레스 공법의 문제를 해결하는 공법이라고 생각된다.
이와 같은, 종래 실시되고 있는 것보다도 고온에서의 온간 프레스 성형을 이용하여 고강도의 프레스 부품을 얻는 방법이, 예를 들어 특허문헌 2 에 기재되어 있다.
특허문헌 2 에 기재된 고강도 프레스 성형체의 제조 방법은 강판을 200 ∼ 850 ℃ 의 온도로 가열한 후, 강도가 필요한 부위에 2 % 이상의 소성 변형을 부여하는 온간 성형을 실시하는 방법이다. 이 방법에 의하면, 강판에 소정 온도역으로의 가열과 소정량의 소성 변형 부여를 함께 실시함으로써, 원하는 고강도를 확보할 수 있다고 하고 있다. 또한, 특허문헌 2 에 기재된 기술에서 사용하는 강판은 질량% 로, C : 0.01 ∼ 0.20 %, Si : 0.01 ∼ 3.0 %, Mn : 0.01 ∼ 3.0 %, P : 0.002 ∼ 0.2 %, S : 0.001 ∼ 0.020 %, Al : 0.005 ∼ 2.0 %, N : 0.002 ∼ 0.01 %, Mo :0.01 ∼ 1.5 % 를 함유하고, 추가로 Cr : 0.01 ∼ 1.5 %, Nb : 0.005 ∼ 0.10 %, Ti : 0.005 ∼ 0.10 %, V : 0.005 ∼ 0.10 %, B : 0.0003 ∼ 0.005 % 중 1 종 또는 2 종 이상을 함유하고, Si, P, Mo, Cr, Nb, Ti, V, B 함유량 사이의 특정 관계식이 소정값 이하 (140 이하) 인 식 (A) 를 만족하는 조성을 갖는 강판이다.
마텐자이트 등의 저온 변태 생성물을 강화 인자로 하는 종래의 각종 변태 조직 강화형의 고강도 강판에 200 ℃ 를 초과하고 850 ℃ 정도까지의 온도로 가열하여, 프레스 성형하는 온간 프레스 공법을 적용하면, 제조시의 온도보다 고온으로 가열되기 때문에 강판 강도가 저하되어, 프레스 성형은 용이해지지만, 가열시에 마텐자이트 등의 강화 조직 인자가 분해되기 때문에, 온간 프레스 후 상온으로 냉각된 때에는 원하는 고강도를 유지할 수 없게 된다는 문제가 있다.
또, 특허문헌 1 에 기재된 기술에 의해 제조된 강판에 이와 같은 온간 프레스 공법을 적용하면, 장출 성형 부위가 쉽게 균열된다는 문제가 있다.
또한, 특허문헌 2 에 기재된 기술에서는 강판에 소정 온도역으로의 가열과 소정량 이상의 소성 변형 부여를 함께 실시하는 것을 필수로 하여, 강도 상승을 도모하고 있다. 따라서, 이 기술에서는 가공 성형량이 소정값 미만인 부품에서는 원하는 고강도를 확보할 수 없다. 또한, 일반적으로 부품 내부라도 부위 (위치) 에 따라 변화량이 상이한 점에서, 한결같이 강도가 증가한다고 한정되지는 않고, 실용시에 매우 한정된다고 하는 문제도 있다.
본 발명은 이와 같은 종래 기술의 문제를 해결하고, 온간 가공성이 우수하여, 200 ℃ 초과 850 ℃ 정도까지의 온도로 가열하고, 그 온도에서 프레스 성형하는 온간 프레스 공법을 적용할 수 있고, 또한 가공시에 금형 내에서 장시간의 유지를 필요로 하지 않고, 또 온간 가공량에 상관없이 원하는 고강도의 부품을 제조할 수 있는 인장 강도 TS : 590 ㎫ 이상, 바람직하게는 780 ㎫ 이상의 고강도를 구비하는 고강도 강판 및 그 제조 방법을 제공하는 것을 목적으로 한다.
본 발명자들은 상기한 목적을 달성하기 위하여 온간 프레스 성형시의 강판의 변형 거동에 대하여 예의 연구하였다. 그 결과, 온간 프레스 성형시에 피성형재인 강판의, 먼저 금형 (펀치) 과 접촉하는 부위에서는 금형 (펀치) 과의 접촉에 의해 온도가 급격하게 저하되어, 비교적 저온 (400 ℃ 미만) 에서 장출 성형되고, 한편 금형과 접촉하지 않는 부위에서는 강판의 온도 저하는 없어, 고온 (400 ℃ 이상) 에서 신장 플랜지 성형되는 것을 지견하였다. 즉, 200 ℃ 초과 850 ℃ 정도까지의 온도로 가열되는 온간 프레스 성형법에서는 1 회의 성형으로 동일 강판 내에서 상이한 온도역에서의 가공이 동시에 실시되기 때문에, 온간 프레스 성형용 강판으로는 상이한 온도역에서의 가공에 대응할 수 있는 특성을 갖는 강판인 것이 필요하다.
그래서, 추가적인 검토의 결과 400 ℃ 미만의 저온에서는 균일 신장이 높고, 400 ℃ 이상의 고온에서는 국부 신장이 높다는 인장 특성을 갖고, 또한 온간 프레스 성형 후 상온에서의 인장 강도 TS : 590 ㎫ 이상, 바람직하게는 780 ㎫ 이상의 고강도를 구비하는 재료 (강판) 이면, 온간 프레스 성형을 적용하여 복잡한 형상의 고강도 자동차 부품이 제조 가능해진다는 결론에 이르렀다.
즉, 본 발명자들은 온간 프레스 성형에 적절한 강판으로는 다음과 같은 인장 특성을 갖는 강판이 바람직하다는 지견을 얻었다.
온간 프레스 성형에 적절한 강판은 금형 (펀치) 과 닿아 비교적 저온 (400 ℃ 미만) 에서의 장출 성형을 받는 부위에 대응되고, 비교적 저온 (400 ℃ 미만) 에서 균일 신장 (여기서는, 최고 하중을 나타내기까지의 변형량으로 한다) 이 큰 것, 금형과 접촉하지 않고 고온 (400 ℃ 이상) 에서 신장 플랜지 성형을 받는 부위에 대응되고, 고온 (400 ℃ 이상) 에서의 국부 신장 (여기서는, 최고 하중을 나타낸 후 파단까지의 변형량으로 한다) 이 큰 것을 겸비하는 인장 특성을 갖는 강판인 것을 새롭게 알아냈다.
그리고, 본 발명자들의 추가적인 검토에 의하면, 상기한 바와 같은 인장 특성을 갖는 강판은 실질적으로 페라이트상 단상인 매트릭스, 즉 페라이트 분율 95 % 이상, 바람직하게는 98 % 이상의 매트릭스를 갖고, 그 매트릭스 중에 10 ㎜ 미만의 합금 탄화물 (석출물) 이 모상에 대하여 모든 베어리언트로 석출물이 석출된, 이른바 베어리언트 선택이 없는 상태로 분산 석출된 조직을 갖는 강판인 것을 신규로 알아냈다.
여기서, 「베어리언트 선택이 없는 상태」 로 분산 석출된 석출물이란 석출물의 결정 방위가 모상에 대하여 일정하지는 않은, 석출 가능한 베어리언트가 모두 선택되어 있는 상태인 경우를 말한다. 한편, 「베어리언트 선택이 있는 상태」 란 석출물의 결정 방위가 모상에 대하여 하나의 방향으로 정렬되어 석출된 경우, 예를 들어 상계면 석출과 같은 경우를 말한다.
본 발명자들의 추가적인 연구에 의하면, 상기한 바와 같은 조직을 갖는 강판 (열연 강판) 은 소정의 열간 압연 종료 후, 권취 온도를 600 ℃ 미만으로하여 권취한 후, 650 ∼ 750 ℃ 의 온도역에서 열처리를 실시함으로써 얻어지는 것을 지견하였다.
본 발명은 이러한 지견에 기초하여 더욱 검토를 더하여 완성된 것이다. 즉, 본 발명의 요지는 다음과 같다.
(1) 인장 강도 : 590 ㎫ 이상의 고강도를 갖는 고강도 강판으로서, 시험 온도 : 400 ℃ 이상에서 실시한 인장 시험으로 얻어진, 최고 하중을 나타낸 후 파단까지의 변형량이 인장 개시부터 그 최고 하중을 나타내기 전까지의 변형량보다 크고, 또한 시험 온도 : 400 ℃ 미만에서 실시한 인장 시험으로 얻어진, 인장 개시부터 최고 하중을 나타내기 전까지의 변형량이 인장 개시부터 파단까지의 전체 변형량에 대한 비율로 40 % 이상인 인장 특성과, 페라이트상의 면적율이 95 % 이상인 실질적으로 페라이트상 단상의 매트릭스와 그 매트릭스 중에 크기가 10 ㎜ 미만인 합금 탄화물이 베어리언트 선택이 없는 상태에서 분산 석출한 조직을 갖는 것을 특징으로 하는 온간 가공성이 우수한 고강도 강판.
(2) (1) 에 있어서, 상기 고강도 강판이 질량% 로, C : 0.01 ∼ 0.2 %, Si : 0.5 % 이하, Mn : 2 % 이하, P : 0.03 % 이하, S : 0.01 % 이하, Al : 0.07 % 이하, N : 0.01 % 이하를 함유하고, 추가로 Ti : 0.005 ∼ 0.3 %, Nb : 0.005 ∼ 0.6 %, V : 0.005 ∼ 1.0 %, Mo : 0.005 ∼ 0.5 %, W : 0.01 ∼ 1.0 %, B : 0.0005 ∼ 0.0040 % 중에서 선택된 1 종 또는 2 종 이상을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성을 갖는 것을 특징으로 하는 고강도 강판.
(3) (1) 또는 (2) 에 있어서, 상기 고강도 강판이 표면에 도금층을 갖는 것을 특징으로 하는 고강도 강판.
(4) (3) 에 있어서, 상기 도금층이 용융 아연 도금층 또는 합금화 용융 아연 도금층인 것을 특징으로 하는 고강도 강판.
(5) 질량% 로, C : 0.01 ∼ 0.2 %, Si : 0.5 % 이하, Mn : 2 % 이하, P : 0.03 % 이하, S : 0.01 % 이하, Al : 0.07 % 이하, N : 0.01 % 이하를 함유하고, 추가로 Ti : 0.005 ∼ 0.3 %, Nb : 0.005 ∼ 0.6 %, V : 0.005 ∼ 1.0 %, Mo : 0.005 ∼ 0.5 %, W : 0.01 ∼ 1.0 %, B : 0.0005 ∼ 0.0040 % 중에서 선택된 1 종 또는 2 종 이상을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성을 갖는 강 소재를, 오스테나이트 단상 온도역으로 가열한 후, 마무리 압연 종료 온도 : 860 ℃ 이상으로 하는 열간 압연을 실시하고, 권취 온도 : 400 ℃ 이상 600 ℃ 미만에서 권취하여, 열연판으로 하는 열연 공정과, 이어서 그 열연판의 표면 스케일을 제거한 후, 그 열연판에 650 ∼ 750 ℃ 의 온도역에서 열처리를 실시하는 열처리 공정을 순차 실시하는 것을 특징으로 하는 인장 강도 : 590 ㎫ 이상을 갖고, 온간 가공성이 우수한 고강도 강판의 제조 방법.
(6) (5) 에 있어서, 상기 열처리 공정을 실시된 열연판에 추가로 도금 처리를 실시하는 것을 특징으로 하는 고강도 강판의 제조 방법.
(7) (5) 에 있어서, 상기 열처리 공정에 이어서 용융 아연 도금 처리, 혹은 추가로 합금화 처리를 실시하는 것을 특징으로 하는 고강도 강판의 제조 방법.
본 발명에 의하면, 온간 가공성이 우수한 고강도 강판을 용이하게, 게다가 저렴하게 제조할 수 있어 산업상 각별한 효과를 나타낸다. 또, 본 발명에 의하면, 온간 프레스 성형을 적용하여 원하는 고강도와 원하는 형상 정밀도를 갖는 자동차용 고강도 부품 등을 용이하게, 게다가 저렴하게 제조할 수 있다는 효과도 있다.
본 발명 강판은, 인장 강도 : 590 ㎫ 이상의 고강도를 갖고, 온간 프레스 성형에 적절한 인장 특성, 특히 온간 프레스 성형에 합치한 신장 특성을 갖는 강판이다. 본 발명 강판은 시험 온도가 400 ℃ 미만의 저온인 경우에는, 균일 신장이 국부 신장에 비해 큰 인장 특성을, 즉 균일 신장이 전체 신장에 대한 비율로 40 % 이상이 되는 신장 특성을 갖고, 한편 시험 온도가 400 ℃ 이상의 고온인 경우에는, 국부 신장이 균일 신장에 비해 큰, 즉 국부 신장과 균일 신장의 비가 1.0 을 초과하는 신장 특성을 갖는다. 이로써, 상기한 바와 같은 온간 프레스 성형시의 강판 각부위의 온도 이력과 금형 (펀치) 에 의한 강판 각 부위의 성형 형태에 충분히 대응 가능한 변형 특성을 갖는 강판, 요컨대 온간 가공성이 우수한 강판이 된다.
200 ℃ 초과 850 ℃ 정도까지의 온도로 가열되고, 금형에 접하여 강판 온도가 저하되고 장출 성형되는 부위에서는, 저온에서의 전체 신장에 대하여 균일 신장이 높은 편이 양호하게 장출 성형을 할 수 있다. 한편, 신장 플랜지 성형되는 부위는 금형과 접하지 않고 강판 온도가 높은 상태가 유지되기 때문에, 고온에서의 국부 신장이 균일 신장보다도 높은 편이 양호하게 신장 플랜지 성형을 할 수 있고, 이들 저온, 고온에서의 신장 특성을 겸비하는 것이 온간 프레스 성형에 의해 복잡한 원하는 형상의 부품으로의 성형을 용이하게 한다. 이 저온, 고온에서의 신장 특성 중, 어느 쪽을 만족시킬 수 없는 강판에서는 온간 프레스 성형에 의해 원하는 복잡 형상을 갖는 부품의 제조를 할 수 없다.
또한, 여기서 「균일 신장」 이란 시험 온도에 의존하지 않고, 인장 시험에 의해 얻어지는 하중 - 신장 곡선으로부터 구해지는, 인장 개시부터 최고 하중을 나타내기까지의 변형량 (표점간 거리에 대한 비율) 을 말하는 것으로 하고, 또 「국부 신장」 이란 시험 온도에 의존하지 않고, 인장 시험에 의해 얻어지는 하중 - 신장 곡선으로부터 구해지는, 최고 하중을 나타낸 후부터 파단까지의 변형량 (표점간 거리에 대한 비율) 을 말하는 것으로 한다. 또, 「전체 신장」 이란 인장 시험에 의해 얻어지는 하중 - 신장 곡선으로부터 구해지는, 이른바 전체 신장인 인장 개시부터 파단까지의 전체 변형량 (표점간 거리에 대한 비율) 을 말하는 것으로 한다.
또, 「시험 온도가 400 ℃ 미만의 저온」이란 시험 온도 : 300 ℃ 에서, 또 「시험 온도가 400 ℃ 이상의 고온」 이란 시험 온도 : 500 ℃ 에서 실시하고, 그 온도 영역의 인장 특성을 대표해도 된다.
또한, 시험 온도 : 400 ℃ 미만인 경우의 신장 특성은 강판으로부터 JIS G 0567 에 규정되는 I 형 시험편 (평행부 폭 : 10 ㎜, GL : 50 ㎜) 을 채취하고, 400 ℃ 미만의 시험 온도 (예를 들어 300 ℃) 에서 JIS G 0567 의 규정에 준거하여 인장 시험을 실시하고, 얻어진 하중 - 신장 곡선으로부터 전체 신장, 국부 신장 및 균일 신장을 구하는 것으로 한다. 또한, 인장 속도는 10 ㎜/min 으로 한다.
한편, 시험 온도 : 400 ℃ 이상인 경우의 신장 특성은 강판으로부터 JIS G 0567 에 규정되는 I 형 시험편 (평행부 폭 : 10 ㎜, GL : 50 ㎜) 을 채취하고, 400 ℃ 이상의 시험 온도 (예를 들어 500 ℃) 로 가열하고, JIS G 0567 의 규정에 준거하여, 인장 속도 : 10 ㎜/min 으로 고온 인장 시험을 실시하고, 얻어진 하중 - 신장 곡선으로부터 전체 신장, 균일 신장, 국부 신장을 산출하는 것으로 한다.
상기한, 인장 특성 (인장 신장 특성) 을 만족시키기 위해서는 실질적으로 페라이트상 단상의 매트릭스와 그 매트릭스 중에 크기가 10 ㎚ 미만의 합금 탄화물이 베어리언트 선택이 없는 상태로 분산 석출된 조직을 갖는 강판으로 한다.
본 발명 강판에서는 조직 (매트릭스) 을 실질적으로 페라이트상 단상으로 한다. 조직을 연성이 풍부한 페라이트상으로 함으로써, 원하는 온간 프레스 성형성을 유지 할 수 있는데다가, 마텐자이트 등 저온 변태 생성물을 강화 인자로 하는 변태 조직 강화형 강판과 같은 온간 프레스 성형 온도로 가열하는 것에 의한 대폭적인 강도 저하는 없고, 온간 프레스 성형 후에도 원하는 고강도를 유지할 수 있다. 또한, 여기서 말하는 「실질적으로 페라이트상 단상」 이란 면적율로 5 % 까지의 제 2 상을 함유하는 경우도 허용한다. 즉, 페라이트상이 조직 전체에 대한 면적율로 95 % 이상인 것을 의미한다. 5 % 까지의 제 2 상이면, 특히 온간 프레스 성형 온도로 가열하는 것에 의한 대폭적인 강도 저하는 확인되지 않아, 발명의 효과를 발휘할 수 있다. 또한, 제 2 상은 바람직하게는 2 % 이하이다. 또한, 본 발명 강판은 상기한 매트릭스 중에 크기가 10 ㎚ 미만의 합금 탄화물이 분산 석출된 조직을 갖는다. 매트릭스 중에 석출되는 합금 탄화물의 크기가 10 ㎚ 이상으로 커지면, 탄화물이 조대화되고, 강도가 저하됨과 함께, 국부가 작아지고 온간 가공성이 저하된다. 또한, 크기가 10 ㎚ 미만의 합금 탄화물의 분산 개수는 5×1011 개/㎣ 이상으로 하는 것이 바람직하다. 또, 여기서 말하는 합금 탄화물이란 Ti, Nb, V 등의 탄화물이다. 또한, 이들의 복합으로 되어 있어도 된다.
또, 본 발명 강판에서는 매트릭스 중에 분산 석출되는 크기가 10 ㎚ 미만의 합금 탄화물은 베어리언트 선택이 없는 상태로 분산 석출시킨다. 또한, 「베어리언트 선택이 없는 상태」 란 모상의 결정 방위와 합금 탄화물의 결정 방위의 관계가 일정하지 않고, 석출 가능한 방위가 1 개로 정해져 있지 않은 경우를 말한다.
미세한 합금 탄화물이 베어리언트 선택이 없는 상태로 분산 석출됨으로써, 고온에서의 인장 시험에서 국부 신장이 균일 신장에 비해 커지고, 또한 저온에서의 인장 시험에서 균일 신장이 국부 신장에 비해 커져서, 온간 프레스 성형에 적절한 강판으로 할 수 있다. 한편, 미세한 합금 탄화물이 베어리언트 선택이 있는 상태로 분산 석출된 강판의 경우에는 특히 고온에서, 국부 신장이 균일 신장에 비해 커지는 인장 특성 (신장 특성) 을 확보할 수 없게 된다.
다음으로 본 발명 강판의 바람직한 조성의 한정 이유에 대하여 설명한다.
본 발명 강판은 바람직하게는 질량% 로, C : 0.01 ∼ 0.2 %, Si : 0.5 % 이하, Mn : 2 % 이하, P : 0.03 % 이하, S : 0.01 % 이하, Al : 0.07 % 이하, N : 0.01 % 이하를 함유하고, 추가로 Ti : 0.005 ∼ 0.3 %, Nb : 0.005 ∼ 0.6 %, V : 0.005 ∼ 1.0 %, Mo : 0.005 ∼ 0.5 %, W : 0.01 ∼ 1.0 %, B : 0.0005 ∼ 0.0040 % 중에서 선택된 1 종 또는 2 종 이상을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성을 갖는다. 이하, 특별히 언급하지 않는 한 질량% 는 간단히 % 라고 적는다.
C : 0.01 ∼ 0.2 %
C 는 탄화물을 형성하고, 강판의 강도를 증가시키는 가장 중요한 원소이다. 본 발명에서는 C 는 온간 프레스 성형의 성형 가공 전까지의 공정, 특히 열간 압연 후의 열처리로 매트릭스 중에 미세 탄화물로서 석출되어, 부품의 고강도화에 기여한다. 이와 같은 효과를 얻기 위해서는 0.01 % 이상 함유하는 것이 바람직하다. 한편, 0.2 % 를 초과하는 함유는 매트릭스를 실질적으로 페라이트 단상으로 하는 것이 어려워지고, 연성의 저하가 현저해진다. 이 때문에, C 는 0.01 ∼ 0.2 % 의 범위로 한정하는 것이 바람직하다. 또한, 보다 바람직하게는 0.18 % 이하이다. 또, 원하는 강도 레벨에 따라, 대체로 C 량을 규정할 수 있다. 예를 들어, 인장 강도 TS : 590 ㎫ 급에서는 C 는 0.01 % 이상 ∼ 0.03 % 이하로 하는 것이 바람직하고, 또 인장 강도 TS : 780 ㎫ 급에서는 C 는 0.03 % 초과 ∼ 0.06 % 이하로 하는 것이 바람직하고, 또 인장 강도 TS : 980 ㎫ 급에서는 C 는 0.06 % 초과 ∼ 0.09 % 이하로 하는 것이 바람직하고, 또 인장 강도 TS : 1180 ㎫ 급에서는 C 는 0.09 % 초과 ∼ 0.2 % 이하로 하는 것이 바람직하다.
Si : 0.5 % 이하
Si 는 일반적으로 템퍼링 연화 저항을 높이는 원소인 점에서 적극적으로 첨가되지만, 본 발명에서는 표면 성상의 열화나 합금 탄화물의 베어리언트 선택한 석출을 촉진시키기 때문에, 가능한 한 저감하는 것이 바람직하다. 또, Si 는 온간에서는 변형 저항을 높이기 때문에, 신장의 상승을 저해한다. 이와 같은 점에서, 본 발명에서는 Si 는 0.5 % 이하로 한정하는 것이 바람직하다. 또한, 보다 바람직하게는 0.3 % 이하, 더욱 바람직하게는 0.1 % 이하이다.
Mn : 2 % 이하
Mn 은 고용되어 강판 강도를 증가시키는 작용을 갖는 원소이고, 이와 같은 효과를 얻기 위해서는 0.1 % 이상 함유하는 것이 바람직한데, 2 % 를 초과하여 함유하면, 편석이 현저해짐과 함께, 퀀칭 (quenching) 성이 증대되어 조직을 페라이트상 단상으로 하는 것이 곤란해진다. 이 때문에, Mn 은 2 % 이하로 한정하는 것이 바람직하다. 또한, 보다 바람직하게는 0.1 ∼ 1.6 % 이다.
P : 0.03 % 이하
P 는 고용 강화에 의해 강판의 강도 증가에 유효하게 기여하는 원소이지만, 입계에 쉽게 편석되고, 가공시에 현저한 균열을 발생시킨다. 이 때문에, 본 발명에서는 가능한 한 저감하는 것이 바람직하지만, 0.03 % 이하 정도까지 저감하면, 이와 같은 악영향은 허용할 수 있는 정도까지 저감된다. 이와 같은 점에서, P 는 0.03 % 이하로 하는 것이 바람직하다. 또한, 보다 바람직하게는 0.02 % 이하이다.
S : 0.01 % 이하
S 는 MnS 를 형성하고 성형시에 보이드의 발생을 촉진시키고, 온간 가공성을 저하시킨다. 이 때문에, S 는 가능한 한 저감하는 것이 바람직하다. 0.01 % 이하 정도로 저감하면, 이와 같은 악영향은 허용할 수 있는 정도까지 저감할 수 있다. 이 때문에, S 는 0.01 % 이하로 한정하는 것이 바람직하다. 또한, 보다 바람직하게는 0.002 % 이하이다.
Al : 0.07 % 이하
Al 은 탈산제로서 작용하는 원소이고 이와 같은 효과를 얻기 위해서는 0.01 % 이상 함유하는 것이 바람직하지만, 0.07 % 를 초과하는 함유는 산화물계 개재물이 쉽게 증가하고, 강의 청정도를 저하시킴과 함께, 온간 가공성을 저하시킨다. 이 때문에, Al 은 0.07 % 이하로 한정하는 것이 바람직하다. 또한, 보다 바람직하게는 0.03 ∼ 0.06 % 이다.
N : 0.01 % 이하
N 은 TiN 의 조대 석출에 의한 국부 신장 저하라고 하는 악영향을 미치는 원소로, 본 발명에서는 가능한 한 저감하는 것이 바람직하다. 0.01 % 를 초과하는 함유는 조대한 질화물을 형성하여, 성형성을 저하시킨다. 이 때문에, N 은 0.01 % 이하로 한정하는 것이 바람직하다. 또한, 보다 바람직하게는 0.005 % 이하이다.
Ti : 0.005 ∼ 0.3 %, Nb : 0.005 ∼ 0.6 %, V : 0.005 ∼ 1.0 %, Mo : 0.005 ∼ 0.5 %, W : 0.01 ∼ 1.0 %, B : 0.0005 ∼ 0.0040 % 중에서 선택된 1 종 또는 2 종 이상 Ti, Nb, V, Mo, W, B 는 모두 미세한 탄화물을 구성하는 원소 또는 석출을 촉진시키는 작용을 갖는 원소로, 선택하여 1 종 또는 2 종 이상 함유하는 것이 바람직하다. 이와 같은 효과를 얻기 위해서는, Ti : 0.005 % 이상, Nb : 0.005 % 이상, V : 0.005 % 이상, Mo : 0.005 % 이상, W : 0.01 % 이상, B : 0.0005 % 이상, 각각 함유하는 것이 바람직하다. 한편, Ti : 0.3 %, Nb : 0.6 %, V : 1.0 %, Mo : 0.5 %, W : 1.0 %, B : 0.0040 % 를 각각 초과하는 함유는 고용 강화에 의해 온간 가공성을 저하시킨다. 이 때문에, 함유하는 경우에는 각각, Ti : 0.005 ∼ 0.3 %, Nb : 0.005 ∼ 0.6 %, V : 0.005 ∼ 1.0 %, Mo : 0.005 ∼ 0.5 %, W : 0.01 ∼ 1.0 %, B : 0.0005 ∼ 0.0040 % 의 범위로 한정하는 것이 바람직하다.
또한, 미세한 탄화물 (합금 탄화물) 을 형성하는 조합으로는, Ti-Mo, Nb-Mo, Ti-Nb-Mo, Ti-W, Ti-Nb-Mo-W 의 조합이 보다 바람직하다. 또 특히, V 와 Ti 를 함께 함유하는 경우에는 질량비로 V/Ti 를 1.75 이하로 함으로써, 본 발명이 목적으로 하는 미세한 탄화물이 쉽게 얻어진다.
상기한 성분 이외의 잔부는 Fe 및 불가피적 불순물로 이루어진다. 또한, 불가피적 불순물로는, 예를 들어 Cu : 0.1 % 이하, Ni : 0.1 % 이하, Sn : 0.1 % 이하, Mg : 0.01 % 이하, Sb : 0.01 % 이하, Co : 0.01 % 이하가 각각 허용된다.
다음으로, 본 발명 강판의 바람직한 제조 방법에 대하여 설명한다.
본 발명에서는 상기한 조성을 갖는 강 소재를 출발 소재로 한다. 또한, 강 소재의 제조 방법은 본 발명에서는 특별히 한정할 필요는 없고, 통상 공지된 제조 방법을 모두 적용할 수 있다. 예를 들어, 상기한 조성의 용강을 전로 등으로 용제하고, 연속 주조법 등의 주조 방법에 의해 슬래브 등의 강 소재로 하는 것이 바람직하지만, 본 발명에서는 이것에 한정되지 않는다. 또, 연속 주조 후, 슬래브 등의 강 소재를 실온까지 냉각시키지 않고, 가열로에 장입하여 열간 압연해도, 또 가열하지 않고 직접 열간 압연하는 직송 압연을 실시해도 문제는 없다.
강 소재는 먼저 강 소재 중의 합금 탄화물 등을 충분히 재고용시키기 위하여, 바람직하게는 1150 ℃ 이상의 오스테나이트 단상 온도역으로 가열된다. 가열 온도가 1150 ℃ 미만에서는 변형 저항이 지나치게 높아서 열간 압연기에 대한 부하가 커져, 열간 압연이 곤란해지는 경우가 있다. 또한, 1300 ℃ 를 초과하여 고온이 되면, 결정립의 조대화가 현저하고, 또 산화 스케일의 생성이 현저해져서 산화 로스가 크고 수율의 저하가 현저해지기 때문에, 가열 온도는 1300 ℃ 이하로 하는 것이 바람직하다. 이 때문에, 강 소재의 가열 온도는 1150 ∼ 1300 ℃ 로 하는 것이 바람직하다.
상기한 바와 같이, 오스테나이트 단상 온도역으로 가열된 강 소재는 이어서 열연 공정 처리를 한다. 열연 공정에서는 강 소재에 압연 종료 온도가 850 ℃ 이상이 되는 열간 압연을 실시하여, 열연판으로 하여, 400 ℃ 이상 600 ℃ 미만의 권취 온도에서 권취한다.
압연 종료 온도가 850 ℃ 미만에서는 표층 조직이 조대화되고, 온간 가공성이 저하된다. 이 때문에, 압연 종료 온도는 850 ℃ 이상으로 하는 것이 바람직하다. 또한, 보다 바람직하게는 880 ∼ 940 ℃ 이다.
압연 종료 후, 권취 온도 : 400 ℃ 이상 600 ℃ 미만에서 권취한다. 권취 온도가 400 ℃ 미만에서는 마텐자이트상이 생성되고, 실질적으로 페라이트상 단상의 조직으로 할 수 없는데다가, 합금 탄화물이 쉽게 조대화되고, 미세 탄화물을 얻기 어려워진다. 한편, 권취 온도가 600 ℃ 이상에서는 베어리언트 선택한 합금 탄화물이 강판 중에 생성되어, 원하는 온간 가공성을 확보할 수 없게 된다. 또한, 바람직하게는 550 ℃ 미만, 더욱 바람직하게는 530 ℃ 이하이다.
또한, 본 발명 범위 내의 열연 조건이면 열연 공정 후에는 미세한 (10 ㎚ 미만의) 합금 탄화물의 석출은 거의 없고, 또 베어리언트 선택이 없는 상태에서의 분산 석출도 확인되지 않는다.
열연 공정 후, 열연판은 산세 등에 의해 표면 스케일이 제거된다. 그리고, 그 후 열처리 공정을 실시한다. 열처리 공정에서는 가열 온도 : 650 ∼ 750 ℃ 에서, 바람직하게는 유지 시간 : 10 ∼ 300 s 동안 유지하는 열처리를 실시한 후, 냉각된다. 냉각은 특별히 한정할 필요는 없지만 공랭, 방랭으로 하는 것이 바람직하다. 열처리 공정에서는 650 ∼ 750 ℃ 에서의 열처리에 의해 원하는 합금 탄화물을 석출시킨다. 가열 온도가 650 ℃ 미만에서는 합금 탄화물의 석출이 늦고, 원하는 10 ㎚ 미만의 합금 탄화물의 베어리언트 선택이 없는 상태에서의 분산 석출은 확인받지 않는다. 또, 베이나이트가 일부에 잔류함으로써, 페라이트 단상의 매트릭스를 얻기 어려워진다. 한편, 750 ℃ 를 초과하는 고온에서는 석출이 빠르고, 조대한 합금 탄화물이 되어 원하는 고강도를 확보할 수 없게 된다. 또, 조직의 일부가 오스테나이트로 변태되고, 냉각 후에 페라이트 + 마텐자이트 조직이 된다.
또한, 상기한 열처리는 가열 온도가 중복되면, 온간 프레스 성형시의 가열 처리로 대용할 수 있다. 본 발명 강판에서는 10 ㎚ 미만의 합금 탄화물은 성형 가공 후에 석출되는 것이 아니라, 온간 프레스 성형시의 성형 가공 전까지 이미 석출되어 있다.
또한, 열처리 공정을 실시된 강판은 추가로 표면에 도금층을 부착시키는 도금 처리를 실시하여, 도금 강판으로 해도 된다. 도금층으로는 용융 아연 도금층, 전기 아연 도금층, 용융 알루미늄 도금층 등이 모두 예시될 수 있다.
또한, 열연판 표면에 용융 아연 도금층을 형성하는 경우에는, 예를 들어 바람직하게는 연속 용융 아연 도금 라인을 이용하여 상기한 열처리 공정을 실시한 후, 500 ℃ 이하 정도의 소정의 온도까지 냉각하고, 이어서 470 ℃ 정도의 소정 온도로 유지된 용융 아연 도금욕 중에 연속적으로 침지하는 용융 아연 도금 처리를 실시하여, 용융 아연 도금층을 강판 표면에 형성해도 된다. 또한, 연속 용융 아연 도금 라인 이외의, 상용적인 도금 라인을 이용해도 아무런 문제는 없다. 또, 예를 들어 원하는 크기로 절단한 강판 1 장마다 아연을 도포해도 문제는 없다.
또, 용융 아연 도금 처리 후에 추가로 통상적인 도금층의 합금화 처리를 실시하여, 합금화 용융 아연 도금층으로 해도 아무런 문제는 없다.
이하, 실시예에 기초하여 더욱 본 발명을 상세하게 설명한다.
실시예
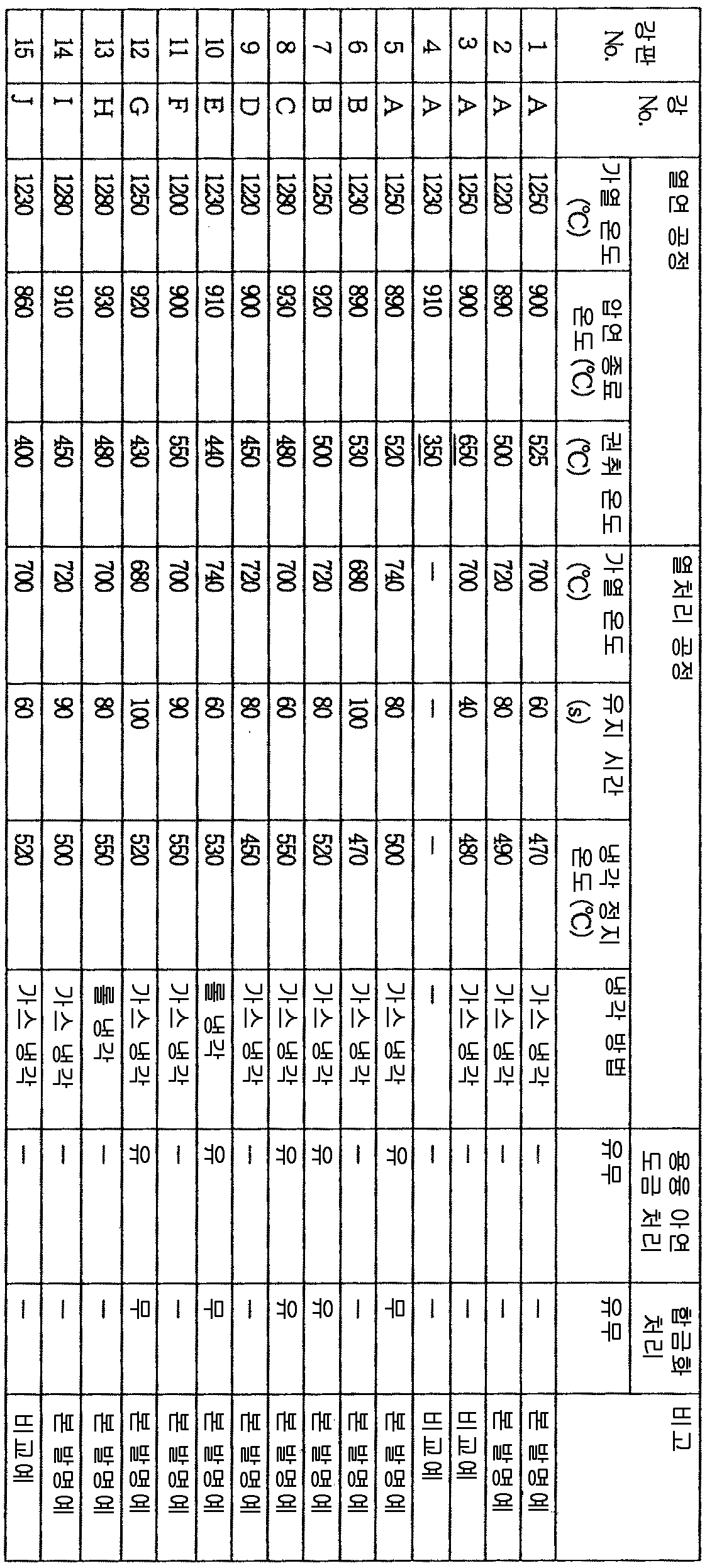
표 1 에 나타낸 조성의 강 소재 (슬래브) 에 표 2 에 나타내는 조건의 가열 온도, 마무리 압연 종료 온도, 권취 온도로, 판 두께 : 1.6 ㎜ 의 열연판으로 하는 열연 공정을 실시하고, 이어서 산세하여 열연판 표면의 스케일을 제거한 후, 표 2 에 나타내는 조건의 가열 온도, 유지 시간, 냉각 조건의 열처리를 실시하는 열처리 공정을 실시하였다. 일부의 열연판에서는, 상기한 열처리 공정으로 실온까지 냉각시키지 않고 표 2 에 나타내는 냉각 정지 온도까지 냉각시키고, 이어서 액온 : 470 ℃ 의 용융 아연 도금욕에 침지하는 용융 아연 도금 처리를 실시하고, 혹은 추가로 합금화 처리 (520 ℃) 를 실시하여, 표면에 용융 아연 도금층, 혹은 합금화 용융 아연 도금층을 형성하여, 도금판으로 하였다. 또한, 도금 부착량은 45 g/㎡ 로 하였다.
얻어진 열연판, 혹은 도금판으로부터 시험편을 채취하여 조직 관찰, 인장 시험을 실시하였다. 시험 방법은 다음과 같다.
(1) 조직 관찰
얻어진 강판으로부터 조직 관찰용 시험편을 채취하고, 압연 방향과 평행한 단면 (L 단면) 에 대하여 연마하고, 나이탈 부식시켜서 광학 현미경 (배율 : 400 배) 및 주사형 전자 현미경 (배율 : 5000 배) 으로 조직을 관찰하고, 촬상하여 화상 해석 장치를 사용하여, 종류의 동정 및 각 상의 조직 분율을 측정하였다. 또한, 강판으로부터 채취한 박막을 이용해서 에너지 분산형 X 선 분광 장치 (EDX) 가 설치된 투과형 전자 현미경에 의해, 매트릭스 중에 석출된 석출물 중에 함유되는 성분을 분석하고, 석출물의 종류 (합금 탄화물) 를 동정함과 함께, 석출물 (합금 탄화물) 의 크기와 그 분산 상태를 조사하였다. 또한, 분산 상태는 베어리언트 선이 없는 석출인지, 혹은 베어리언트 선택이 있는 석출인지로 분류하였다.
(2) 인장 시험
얻어진 강판으로부터 JIS G 0567 에 규정되는 I 형 시험편 (평행부 폭 : 10 ㎜, GL : 50 ㎜) 을 채취하고, 실온 (20 ℃) 에서 JIS Z 2241 의 규정에 준거하여, 인장 시험을 실시하고 인장 특성 (항복 강도 YS, 인장 강도 TS, 신장 El) 을 측정하였다. 또, 400 ℃ 미만의 시험 온도 (300 ℃) 에서, JIS G 0567 의 규정에 준거하여, 인장 시험을 실시하고 얻어진 하중 - 신장 곡선으로부터, 전체 신장으로서 인장 개시부터 파단까지의 전체 신장 및 균일 신장으로서 인장 개시부터 최고 하중을 나타내기 전까지의 변형량을 구하여 (균일 신장)/(전체 신장) 을 산출하였다.
또, 얻어진 강판으로부터 JIS G 0567 에 규정되는 I 형 시험편 (평행부 폭 : 10 ㎜, GL : 50 ㎜) 을 채취하고, 400 ℃ 이상의 시험 온도 (500 ℃) 에서 JIS G 0567 의 규정에 준거하여 고온 인장 시험을 실시하였다. 얻어진 하중 - 신장 곡선으로부터, 균일 신장으로서 인장 개시부터 최고 하중을 나타내기 전까지의 변형량과, 국부 신장으로서 최고 하중을 나타낸 후 파단까지의 변형량을 구하여 국부 신장/균일 신장을 산출하였다. 또한, 시험 온도는 시험편의 평행부 중앙에 장착한 열전대로 측정한 값으로 하고, 인장 속도 : 10 ㎜/min 으로 실시하였다.
또한, 400 ℃ 미만의 시험 온도 (300 ℃) 에서 실시한 인장 시험에서 균일 신장/전체 신장이 40 % 이상이고, 또한 400 ℃ 이상의 시험 온도 (500 ℃) 에서 실시한 인장 시험에서 국부 신장/균일 신장이 1.0 초과인 경우를 ○ 로 하고, 온간 프레스 성형성이 우수하다고 평가하였다. 그 이외의 경우에는 × 로 하고, 온간 프레스 성형성이 떨어진다고 평가하였다.
또한, 얻어진 강판으로부터 인장 시험편을 채취하고, 가열 온도 : 700 ℃ 에서, 유지 시간 : 3 min 간 유지한 후, 가공하지 않고, 공랭시키는 온간 프레스 성형의 열이력을 시뮬레이트하고, 실온에서 인장 시험을 실시하여 인장 강도 TS 를 측정해서 온간 프레스 성형 가열에 의한 강도의 변화를 보았다.
얻어진 결과를 표 3 에 나타낸다.


본 발명예는 모두 590 ㎫ 이상의 고강도를 갖고, 또한 400 ℃ 미만의 시험 온도 (300 ℃) 에서 실시한 인장 시험에서, (균일 신장)/(전체 신장) 이 40 % 이상이고, 또한 400 ℃ 이상의 시험 온도 (500 ℃) 에서 실시한 인장 시험에서, (국부 신장)/(균일 신장) 이 1.0 초과이고, 온간 프레스 성형성이 우수하고, 게다가 온간 프레스 성형시의 가열에 의해, 큰 강도의 변화는 확인되지 않는다.
한편, 본 발명의 범위를 벗어나는 비교예는 400 ℃ 미만의 시험 온도 (300 ℃) 에서 실시한 인장 시험에서 (균일 신장)/(전체 신장) 이 40 % 미만이거나, 혹은 400 ℃ 이상의 시험 온도 (500 ℃) 에서 실시한 인장 시험에서 (국부 신장)/(균일 신장) 이 1.0 이하이고, 온간 프레스 성형성이 저하되어 있거나, 혹은 온간 프레스 성형시의 가열에 의하여 인장 강도가 크게 저하되고 있다.
Claims (7)
- 인장 강도:590 ㎫ 이상의 고강도를 갖는 고강도 강판으로서, 시험 온도:400 ℃ 이상에서 실시한 인장 시험으로 얻어진, 최고 하중을 나타낸 후 파단까지의 변형량이 인장 개시부터 그 최고 하중을 나타내기 전까지의 변형량보다 크고, 또한 시험 온도:400 ℃ 미만에서 실시한 인장 시험으로 얻어진, 인장 개시부터 최고 하중을 나타내기 전까지의 변형량이 인장 개시부터 파단까지의 전체 변형량에 대한 비율로 40 % 이상인 인장 특성과, 페라이트상의 면적률이 95 % 이상인 실질적으로 페라이트상 단상의 매트릭스와 그 매트릭스 중에 크기가 10 ㎚ 미만인 합금 탄화물이 베어리언트 선택이 없는 상태에서 분산 석출된 조직을 갖는 것을 특징으로 하는 온간 가공성이 우수한 고강도 강판.
- 제 1 항에 있어서,
질량% 로,
C:0.01 ∼ 0.2 %, Si:0.5 % 이하,
Mn:2 % 이하, P:0.03 % 이하,
S:0.01 % 이하, Al:0.07 % 이하,
N:0.01 % 이하
를 함유하고, 추가로 Ti:0.005 ∼ 0.3 %, Nb:0.005 ∼ 0.6 %, V:0.005 ∼ 1.0 %, Mo:0.005 ∼ 0.5 %, W:0.01 ∼ 1.0 %, B:0.0005 ∼ 0.0040 % 중에서 선택된 1 종 또는 2 종 이상을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성을 갖는 것을 특징으로 하는 고강도 강판. - 제 1 항 또는 제 2 항에 있어서,
상기 고강도 강판이 표면에 도금층을 갖는 것을 특징으로 하는 고강도 강판. - 제 3 항에 있어서,
상기 도금층이 용융 아연 도금층 또는 합금화 용융 아연 도금층인 것을 특징으로 하는 고강도 강판. - 질량% 로,
C:0.01 ∼ 0.2 %, Si:0.5 % 이하,
Mn:2 % 이하, P:0.03 % 이하,
S:0.01 % 이하, Al:0.07 % 이하,
N:0.01 % 이하
를 함유하고, 추가로 Ti:0.005 ∼ 0.3 %, Nb:0.005 ∼ 0.6 %, V:0.005 ∼ 1.0 %, Mo:0.005 ∼ 0.5 %, W:0.01 ∼ 1.0 %, B:0.0005 ∼ 0.0040 % 중에서 선택된 1 종 또는 2 종 이상을 함유하고, 잔부 Fe 및 불가피적 불순물로 이루어지는 조성을 갖는 강 소재를, 오스테나이트 단상 온도역으로 가열한 후, 마무리 압연 종료 온도:860 ℃ 이상으로 하는 열간 압연을 실시하고, 권취 온도:400 ℃ 이상 600 ℃ 미만에서 권취하여, 열연판으로 하는 열연 공정과, 이어서 그 열연판의 표면 스케일을 제거한 후, 그 열연판에 650 ∼ 750 ℃ 의 온도역에서 열처리를 실시하는 열처리 공정을 순차 실시하는 것을 특징으로 하는 인장 강도:590 ㎫ 이상을 갖고, 온간 가공성이 우수한 고강도 강판의 제조 방법. - 제 5 항에 있어서,
상기 열처리 공정이 실시된 열연판에 추가로 도금 처리를 실시하는 것을 특징으로 하는 고강도 강판의 제조 방법. - 제 5 항에 있어서,
상기 열처리 공정에 이어서 용융 아연 도금 처리, 혹은 추가로 합금화 처리를 실시하는 것을 특징으로 하는 고강도 강판의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2010-090796 | 2010-04-09 | ||
| JP2010090796A JP5609223B2 (ja) | 2010-04-09 | 2010-04-09 | 温間加工性に優れた高強度鋼板およびその製造方法 |
| PCT/JP2011/059459 WO2011126154A1 (ja) | 2010-04-09 | 2011-04-11 | 温間加工性に優れた高強度鋼板およびその製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127026949A Division KR20120135521A (ko) | 2010-04-09 | 2011-04-11 | 온간 가공성이 우수한 고강도 강판 및 그 제조 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150127298A true KR20150127298A (ko) | 2015-11-16 |
Family
ID=44763082
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157031295A KR20150127298A (ko) | 2010-04-09 | 2011-04-11 | 온간 가공성이 우수한 고강도 강판 및 그 제조 방법 |
| KR1020127026949A KR20120135521A (ko) | 2010-04-09 | 2011-04-11 | 온간 가공성이 우수한 고강도 강판 및 그 제조 방법 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127026949A KR20120135521A (ko) | 2010-04-09 | 2011-04-11 | 온간 가공성이 우수한 고강도 강판 및 그 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20130192725A1 (ko) |
| EP (1) | EP2557193B1 (ko) |
| JP (1) | JP5609223B2 (ko) |
| KR (2) | KR20150127298A (ko) |
| CN (1) | CN102834539B (ko) |
| CA (1) | CA2795714C (ko) |
| TW (1) | TWI485261B (ko) |
| WO (1) | WO2011126154A1 (ko) |
Families Citing this family (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012169639A1 (ja) | 2011-06-10 | 2012-12-13 | 株式会社神戸製鋼所 | 熱間プレス成形品、その製造方法および熱間プレス成形用薄鋼板 |
| JP5754279B2 (ja) * | 2011-07-20 | 2015-07-29 | Jfeスチール株式会社 | 温間成形用高強度鋼板およびその製造方法 |
| WO2013061543A1 (ja) * | 2011-10-25 | 2013-05-02 | Jfeスチール株式会社 | 高張力熱延鋼板およびその製造方法 |
| JP5321672B2 (ja) * | 2011-11-08 | 2013-10-23 | Jfeスチール株式会社 | 材質均一性に優れた高張力熱延鋼板およびその製造方法 |
| JP5321671B2 (ja) * | 2011-11-08 | 2013-10-23 | Jfeスチール株式会社 | 強度と加工性の均一性に優れた高張力熱延鋼板およびその製造方法 |
| JP5887903B2 (ja) * | 2011-12-15 | 2016-03-16 | Jfeスチール株式会社 | 溶接性に優れた高強度熱延鋼板およびその製造方法 |
| JP5957878B2 (ja) * | 2011-12-27 | 2016-07-27 | Jfeスチール株式会社 | 温間成形用高強度熱延鋼板およびその製造方法 |
| JP5884476B2 (ja) * | 2011-12-27 | 2016-03-15 | Jfeスチール株式会社 | 曲げ加工性に優れた高張力熱延鋼板およびその製造方法 |
| KR101668638B1 (ko) * | 2012-01-05 | 2016-10-24 | 제이에프이 스틸 가부시키가이샤 | 합금화 용융 아연 도금 강판 |
| WO2013115205A1 (ja) * | 2012-01-31 | 2013-08-08 | Jfeスチール株式会社 | 発電機リム用熱延鋼板およびその製造方法 |
| CN104159681B (zh) * | 2012-03-06 | 2016-02-24 | 杰富意钢铁株式会社 | 温热压制成型方法和汽车骨架部件 |
| WO2013132823A1 (ja) * | 2012-03-06 | 2013-09-12 | Jfeスチール株式会社 | 温間プレス成形方法および自動車骨格部品 |
| JP5870825B2 (ja) * | 2012-04-06 | 2016-03-01 | 新日鐵住金株式会社 | 合金化溶融亜鉛めっき熱延鋼板およびその製造方法 |
| MX2014012798A (es) * | 2012-04-23 | 2015-04-14 | Kobe Steel Ltd | Metodo de fabricacion de hoja de acero galvanizado para estampacion en caliente, hoja de acero galvanizado y recocido por inmersion en caliente para estampacion en caliente y metodo de fabricacion de las mismas, y componente estampado en caliente. |
| JP5994356B2 (ja) * | 2012-04-24 | 2016-09-21 | Jfeスチール株式会社 | 形状凍結性に優れた高強度薄鋼板およびその製造方法 |
| BR112014027992B1 (pt) * | 2012-05-08 | 2019-09-17 | Tata Steel Ijmuiden Bv | Chapa de aço laminada à quente e método de fabricação da mesma |
| JP5915412B2 (ja) * | 2012-06-29 | 2016-05-11 | Jfeスチール株式会社 | 曲げ性に優れた高強度熱延鋼板およびその製造方法 |
| EP2927339B1 (en) * | 2013-01-24 | 2016-11-02 | JFE Steel Corporation | Hot-rolled steel plate for high-strength line pipe |
| ES2698105T3 (es) * | 2013-02-11 | 2019-01-31 | Tata Steel Ijmuiden Bv | Una banda o lámina de acero laminado en caliente de alta resistencia con excelente conformabilidad y rendimiento de fatiga y un método para fabricar dicha banda o lámina de acero |
| CN103205639B (zh) * | 2013-03-14 | 2015-02-18 | 长安大学 | 一种装载机铲刀刃及其制备方法 |
| JP6052504B2 (ja) * | 2013-03-29 | 2016-12-27 | Jfeスチール株式会社 | 高強度熱延鋼板とその製造方法 |
| JP6052503B2 (ja) * | 2013-03-29 | 2016-12-27 | Jfeスチール株式会社 | 高強度熱延鋼板とその製造方法 |
| JP5904342B2 (ja) * | 2013-03-29 | 2016-04-13 | Jfeスチール株式会社 | 高強度熱延鋼板とその製造方法 |
| KR102084867B1 (ko) * | 2015-08-19 | 2020-03-04 | 제이에프이 스틸 가부시키가이샤 | 고강도 강판 및 그 제조 방법 |
| MX2018001947A (es) * | 2015-08-19 | 2018-06-19 | Jfe Steel Corp | Lamina de acero de alta resistencia y metodo para la produccion de la misma. |
| KR101899677B1 (ko) * | 2016-12-20 | 2018-09-17 | 주식회사 포스코 | 가공성이 우수한 용융도금강재 및 그 제조방법 |
| CN110806725B (zh) * | 2019-11-07 | 2021-03-12 | 山西太钢不锈钢股份有限公司 | 拉伸试样的加工方法及装置 |
| CN110951956B (zh) * | 2019-12-19 | 2021-07-27 | 中北大学 | 一种超高塑性twip钢的生产方法 |
| CN115595505B (zh) * | 2022-10-28 | 2024-03-19 | 武汉钢铁有限公司 | 具有耐高温高扩孔率的600MPa级桥壳钢及生产方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3233743B2 (ja) * | 1993-06-28 | 2001-11-26 | 株式会社神戸製鋼所 | 伸びフランジ性に優れた高強度熱延鋼板 |
| JP3962186B2 (ja) | 1998-12-11 | 2007-08-22 | 新日本製鐵株式会社 | 熱処理硬化能に優れた薄鋼板及びその鋼板を用いた高強度プレス成形体の製造方法 |
| JP3725367B2 (ja) * | 1999-05-13 | 2005-12-07 | 株式会社神戸製鋼所 | 伸びフランジ性に優れた超微細フェライト組織高強度熱延鋼板およびその製造方法 |
| WO2002036840A1 (fr) * | 2000-10-31 | 2002-05-10 | Nkk Corporation | Tole d"acier laminee a chaud presentant une resistance elevee a la traction et procede de fabrication |
| JP3888128B2 (ja) | 2000-10-31 | 2007-02-28 | Jfeスチール株式会社 | 材質均一性に優れた高成形性高張力熱延鋼板ならびにその製造方法および加工方法 |
| JP3775337B2 (ja) * | 2002-04-26 | 2006-05-17 | Jfeスチール株式会社 | 材質均一性に優れた高成形性高張力熱延鋼板ならびにその製造方法および加工方法 |
| TWI248977B (en) * | 2003-06-26 | 2006-02-11 | Nippon Steel Corp | High-strength hot-rolled steel sheet excellent in shape fixability and method of producing the same |
| CA2546009A1 (en) * | 2004-03-31 | 2005-10-13 | Jfe Steel Corporation | High-rigidity high-strength thin steel sheet and method for producing same |
| BRPI0610540B1 (pt) * | 2005-04-20 | 2017-01-17 | Nippon Steel & Sumitomo Metal Corp | método de produção de chapa de aço recozida após galvanização de imersão a quente |
| CN101238234B (zh) * | 2005-08-05 | 2010-12-08 | 杰富意钢铁株式会社 | 高强度钢板及其制造方法 |
| JP5040197B2 (ja) * | 2006-07-10 | 2012-10-03 | Jfeスチール株式会社 | 加工性に優れ、かつ熱処理後の強度靭性に優れた熱延薄鋼板およびその製造方法 |
| JP4955497B2 (ja) * | 2007-09-28 | 2012-06-20 | 株式会社神戸製鋼所 | 疲労特性及び伸びフランジ性バランスに優れた熱延鋼板 |
| WO2009118945A1 (ja) * | 2008-03-26 | 2009-10-01 | 新日本製鐵株式会社 | 疲労特性と伸びフランジ性に優れた熱延鋼板およびその製造方法 |
-
2010
- 2010-04-09 JP JP2010090796A patent/JP5609223B2/ja not_active Expired - Fee Related
-
2011
- 2011-04-08 TW TW100112401A patent/TWI485261B/zh not_active IP Right Cessation
- 2011-04-11 EP EP11766051.4A patent/EP2557193B1/en active Active
- 2011-04-11 US US13/639,272 patent/US20130192725A1/en not_active Abandoned
- 2011-04-11 CN CN201180018211.2A patent/CN102834539B/zh active Active
- 2011-04-11 KR KR1020157031295A patent/KR20150127298A/ko not_active Application Discontinuation
- 2011-04-11 KR KR1020127026949A patent/KR20120135521A/ko active Application Filing
- 2011-04-11 WO PCT/JP2011/059459 patent/WO2011126154A1/ja active Application Filing
- 2011-04-11 CA CA2795714A patent/CA2795714C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP2557193B1 (en) | 2020-04-01 |
| CN102834539B (zh) | 2015-04-08 |
| CN102834539A (zh) | 2012-12-19 |
| WO2011126154A1 (ja) | 2011-10-13 |
| JP2011219826A (ja) | 2011-11-04 |
| TWI485261B (zh) | 2015-05-21 |
| TW201215685A (en) | 2012-04-16 |
| KR20120135521A (ko) | 2012-12-14 |
| JP5609223B2 (ja) | 2014-10-22 |
| CA2795714C (en) | 2015-11-24 |
| CA2795714A1 (en) | 2011-10-13 |
| EP2557193A4 (en) | 2017-04-19 |
| US20130192725A1 (en) | 2013-08-01 |
| EP2557193A1 (en) | 2013-02-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5609223B2 (ja) | 温間加工性に優れた高強度鋼板およびその製造方法 | |
| CN108431264B (zh) | 高强度钢板及其制造方法 | |
| JP5333298B2 (ja) | 高強度鋼板の製造方法 | |
| KR101621639B1 (ko) | 강판, 도금 강판 및 그들의 제조 방법 | |
| CN109154051B (zh) | 具有奥氏体基体的twip钢板 | |
| CN107923013B (zh) | 高强度钢板及其制造方法 | |
| JP2017048412A (ja) | 溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、およびそれらの製造方法 | |
| JP2005139485A (ja) | 熱間成形加工用鋼板 | |
| JP2021021145A (ja) | オーステナイト微細構造を有するtwip鋼板の製造方法 | |
| CN111684091B (zh) | 高强度冷轧钢板、高强度镀敷钢板以及它们的制造方法 | |
| CN113710823B (zh) | 钢板及其制造方法 | |
| JP2008308732A (ja) | 焼入れ鋼板部材および焼入れ用鋼板とそれらの製造方法 | |
| JP5857913B2 (ja) | 熱間成形鋼板部材およびその製造方法ならびに熱間成形用鋼板 | |
| RU2705826C1 (ru) | Способ изготовления листовой твип-стали, включающей аустенитную матрицу | |
| CN115461482B (zh) | 钢板、部件及其制造方法 | |
| JP2013185240A (ja) | 高張力冷延鋼板および高張力めっき鋼板ならびにそれらの製造方法 | |
| JP3870868B2 (ja) | 伸びフランジ性、強度−延性バランスおよび歪時効硬化特性に優れた複合組織型高張力冷延鋼板およびその製造方法 | |
| JP4293020B2 (ja) | 穴広げ性に優れる高強度鋼板の製造方法 | |
| JP4867338B2 (ja) | 超高強度鋼板およびその製造方法 | |
| JP4367205B2 (ja) | 鋼板の歪時効処理方法および高強度構造部材の製造方法 | |
| JP4826694B2 (ja) | 薄鋼板の耐疲労特性改善方法 | |
| JP4292986B2 (ja) | 高張力冷延鋼板およびその製造方法 | |
| CN111315907B (zh) | 钢板 | |
| CN115151672A (zh) | 钢板、构件和它们的制造方法 | |
| CN114945690B (zh) | 钢板及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |