KR20110112825A - 상이한 기공 크기를 갖는 다중 구역을 갖는 다공성 멤브레인 - Google Patents
상이한 기공 크기를 갖는 다중 구역을 갖는 다공성 멤브레인 Download PDFInfo
- Publication number
- KR20110112825A KR20110112825A KR1020117017580A KR20117017580A KR20110112825A KR 20110112825 A KR20110112825 A KR 20110112825A KR 1020117017580 A KR1020117017580 A KR 1020117017580A KR 20117017580 A KR20117017580 A KR 20117017580A KR 20110112825 A KR20110112825 A KR 20110112825A
- Authority
- KR
- South Korea
- Prior art keywords
- nucleating agent
- zone
- concentration
- extruder
- membrane
- Prior art date
Links
- 239000012528 membrane Substances 0.000 title claims abstract description 196
- 239000011148 porous material Substances 0.000 title claims abstract description 105
- 239000002667 nucleating agent Substances 0.000 claims abstract description 205
- 229920000642 polymer Polymers 0.000 claims abstract description 126
- 239000000203 mixture Substances 0.000 claims description 149
- 239000003085 diluting agent Substances 0.000 claims description 68
- 238000000034 method Methods 0.000 claims description 52
- -1 polypropylene Polymers 0.000 claims description 36
- 239000004743 Polypropylene Substances 0.000 claims description 30
- 229920001155 polypropylene Polymers 0.000 claims description 30
- 229920000098 polyolefin Polymers 0.000 claims description 19
- 238000001816 cooling Methods 0.000 claims description 10
- 230000008018 melting Effects 0.000 claims description 6
- 238000002844 melting Methods 0.000 claims description 6
- 229920001577 copolymer Polymers 0.000 claims description 5
- 238000013461 design Methods 0.000 claims description 5
- 230000008859 change Effects 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 abstract description 6
- 239000000155 melt Substances 0.000 description 62
- 239000010410 layer Substances 0.000 description 44
- 239000007788 liquid Substances 0.000 description 22
- 239000000463 material Substances 0.000 description 22
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 20
- 239000000126 substance Substances 0.000 description 20
- 238000002156 mixing Methods 0.000 description 19
- 239000002480 mineral oil Substances 0.000 description 17
- 235000010446 mineral oil Nutrition 0.000 description 16
- 238000005266 casting Methods 0.000 description 14
- 230000001965 increasing effect Effects 0.000 description 14
- 238000002425 crystallisation Methods 0.000 description 13
- 230000008025 crystallization Effects 0.000 description 13
- 239000012530 fluid Substances 0.000 description 12
- 238000011144 upstream manufacturing Methods 0.000 description 12
- 239000002904 solvent Substances 0.000 description 11
- 230000008569 process Effects 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- 238000000576 coating method Methods 0.000 description 9
- 230000002829 reductive effect Effects 0.000 description 9
- 229910052757 nitrogen Inorganic materials 0.000 description 8
- 239000002245 particle Substances 0.000 description 8
- 229920002959 polymer blend Polymers 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 7
- 238000009792 diffusion process Methods 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 6
- 230000009977 dual effect Effects 0.000 description 6
- 239000002355 dual-layer Substances 0.000 description 6
- 238000001125 extrusion Methods 0.000 description 6
- OHMHBGPWCHTMQE-UHFFFAOYSA-N 2,2-dichloro-1,1,1-trifluoroethane Chemical compound FC(F)(F)C(Cl)Cl OHMHBGPWCHTMQE-UHFFFAOYSA-N 0.000 description 5
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000005191 phase separation Methods 0.000 description 5
- 229920000573 polyethylene Polymers 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 239000000600 sorbitol Substances 0.000 description 5
- 239000004594 Masterbatch (MB) Substances 0.000 description 4
- 230000001276 controlling effect Effects 0.000 description 4
- XCJYREBRNVKWGJ-UHFFFAOYSA-N copper(II) phthalocyanine Chemical compound [Cu+2].C12=CC=CC=C2C(N=C2[N-]C(C3=CC=CC=C32)=N2)=NC1=NC([C]1C=CC=CC1=1)=NC=1N=C1[C]3C=CC=CC3=C2[N-]1 XCJYREBRNVKWGJ-UHFFFAOYSA-N 0.000 description 4
- 229910001873 dinitrogen Inorganic materials 0.000 description 4
- 238000000605 extraction Methods 0.000 description 4
- 238000001914 filtration Methods 0.000 description 4
- 239000003921 oil Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000004695 Polyether sulfone Substances 0.000 description 3
- 239000002216 antistatic agent Substances 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 238000009835 boiling Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000000499 gel Substances 0.000 description 3
- 229910052500 inorganic mineral Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000011707 mineral Substances 0.000 description 3
- 230000006911 nucleation Effects 0.000 description 3
- 238000010899 nucleation Methods 0.000 description 3
- 229920006393 polyether sulfone Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 235000015096 spirit Nutrition 0.000 description 3
- 230000000707 stereoselective effect Effects 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- YWEWWNPYDDHZDI-JJKKTNRVSA-N (1r)-1-[(4r,4ar,8as)-2,6-bis(3,4-dimethylphenyl)-4,4a,8,8a-tetrahydro-[1,3]dioxino[5,4-d][1,3]dioxin-4-yl]ethane-1,2-diol Chemical compound C1=C(C)C(C)=CC=C1C1O[C@H]2[C@@H]([C@H](O)CO)OC(C=3C=C(C)C(C)=CC=3)O[C@H]2CO1 YWEWWNPYDDHZDI-JJKKTNRVSA-N 0.000 description 2
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 150000001336 alkenes Chemical class 0.000 description 2
- 239000004599 antimicrobial Substances 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 239000001055 blue pigment Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000000356 contaminant Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 230000004907 flux Effects 0.000 description 2
- 235000013305 food Nutrition 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 239000012456 homogeneous solution Substances 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 229910010272 inorganic material Inorganic materials 0.000 description 2
- 239000011147 inorganic material Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 230000000670 limiting effect Effects 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 235000010755 mineral Nutrition 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 235000019271 petrolatum Nutrition 0.000 description 2
- 235000019381 petroleum wax Nutrition 0.000 description 2
- 229920001748 polybutylene Polymers 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000010791 quenching Methods 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 239000001993 wax Substances 0.000 description 2
- FMZUHGYZWYNSOA-VVBFYGJXSA-N (1r)-1-[(4r,4ar,8as)-2,6-diphenyl-4,4a,8,8a-tetrahydro-[1,3]dioxino[5,4-d][1,3]dioxin-4-yl]ethane-1,2-diol Chemical compound C([C@@H]1OC(O[C@@H]([C@@H]1O1)[C@H](O)CO)C=2C=CC=CC=2)OC1C1=CC=CC=C1 FMZUHGYZWYNSOA-VVBFYGJXSA-N 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- QXNVGIXVLWOKEQ-UHFFFAOYSA-N Disodium Chemical class [Na][Na] QXNVGIXVLWOKEQ-UHFFFAOYSA-N 0.000 description 1
- 229910001111 Fine metal Inorganic materials 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 229910010413 TiO 2 Inorganic materials 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 150000001559 benzoic acids Chemical class 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- IVVOCRBADNIWDM-UHFFFAOYSA-N bicyclo[2.2.1]heptane-2,3-dicarboxylic acid Chemical compound C1CC2C(C(O)=O)C(C(=O)O)C1C2 IVVOCRBADNIWDM-UHFFFAOYSA-N 0.000 description 1
- 229960000074 biopharmaceutical Drugs 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 229940087101 dibenzylidene sorbitol Drugs 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- 238000000113 differential scanning calorimetry Methods 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- VPWFPZBFBFHIIL-UHFFFAOYSA-L disodium 4-[(4-methyl-2-sulfophenyl)diazenyl]-3-oxidonaphthalene-2-carboxylate Chemical compound [Na+].[Na+].[O-]S(=O)(=O)C1=CC(C)=CC=C1N=NC1=C(O)C(C([O-])=O)=CC2=CC=CC=C12 VPWFPZBFBFHIIL-UHFFFAOYSA-L 0.000 description 1
- FXDGCBFGSXNGQD-FAESFXMKSA-L disodium;(1s,2s,3r,4r)-bicyclo[2.2.1]heptane-2,3-dicarboxylate Chemical compound [Na+].[Na+].C1C[C@H]2[C@@H](C([O-])=O)[C@@H](C(=O)[O-])[C@@H]1C2 FXDGCBFGSXNGQD-FAESFXMKSA-L 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 239000001056 green pigment Substances 0.000 description 1
- 229920006158 high molecular weight polymer Polymers 0.000 description 1
- 239000012510 hollow fiber Substances 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 239000001023 inorganic pigment Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 239000012982 microporous membrane Substances 0.000 description 1
- 235000013379 molasses Nutrition 0.000 description 1
- 235000019198 oils Nutrition 0.000 description 1
- 238000000879 optical micrograph Methods 0.000 description 1
- 239000012188 paraffin wax Substances 0.000 description 1
- 239000013618 particulate matter Substances 0.000 description 1
- 239000002304 perfume Substances 0.000 description 1
- 230000002572 peristaltic effect Effects 0.000 description 1
- 239000000575 pesticide Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 238000012667 polymer degradation Methods 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 238000004626 scanning electron microscopy Methods 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 239000012756 surface treatment agent Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 239000012085 test solution Substances 0.000 description 1
- 238000005979 thermal decomposition reaction Methods 0.000 description 1
- 230000000699 topical effect Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 239000002351 wastewater Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1218—Layers having the same chemical composition, but different properties, e.g. pore size, molecular weight or porosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0002—Organic membrane manufacture
- B01D67/002—Organic membrane manufacture from melts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0002—Organic membrane manufacture
- B01D67/0023—Organic membrane manufacture by inducing porosity into non porous precursor membranes
- B01D67/0025—Organic membrane manufacture by inducing porosity into non porous precursor membranes by mechanical treatment, e.g. pore-stretching
- B01D67/0027—Organic membrane manufacture by inducing porosity into non porous precursor membranes by mechanical treatment, e.g. pore-stretching by stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D67/00—Processes specially adapted for manufacturing semi-permeable membranes for separation processes or apparatus
- B01D67/0081—After-treatment of organic or inorganic membranes
- B01D67/0086—Mechanical after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/02—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor characterised by their properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/1212—Coextruded layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D69/00—Semi-permeable membranes for separation processes or apparatus characterised by their form, structure or properties; Manufacturing processes specially adapted therefor
- B01D69/12—Composite membranes; Ultra-thin membranes
- B01D69/122—Separate manufacturing of ultra-thin membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/26—Polyalkenes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D71/00—Semi-permeable membranes for separation processes or apparatus characterised by the material; Manufacturing processes specially adapted therefor
- B01D71/06—Organic material
- B01D71/26—Polyalkenes
- B01D71/262—Polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/307—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets specially adapted for bringing together components, e.g. melts within the die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/005—Shaping by stretching, e.g. drawing through a die; Apparatus therefor characterised by the choice of materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/12—Specific ratios of components used
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/15—Use of additives
- B01D2323/18—Pore-control agents or pore formers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2323/00—Details relating to membrane preparation
- B01D2323/42—Details of membrane preparation apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/02—Details relating to pores or porosity of the membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/02—Details relating to pores or porosity of the membranes
- B01D2325/0283—Pore size
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2325/00—Details relating to properties of membranes
- B01D2325/08—Patterned membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/755—Membranes, diaphragms
Abstract
결정화가능 중합체 및 제1 핵화제를 포함하는 제1 구역 - 제1 핵화제는 제1 구역에서 제1 농도를 가지며 제1 구역은 제1 평균 기공 크기를 가짐 - ; 및 결정화가능 중합체 및 제2 핵화제를 포함하는 제2 구역 - 제2 핵화제는 제2 구역에서 제2 농도를 가지며, 제2 구역은 제2 평균 기공 크기를 가짐 - 을 포함하며, 결정화가능 중합체는 제1 구역 및 제2 구역에서 동일하고, 제1 평균 기공 크기는 제2 평균 기공 크기와 동일하지 않으며, 제1 핵화제 및 제2 핵화제는 동일하거나 상이하고, 제1 농도 및 제2 농도는 동일하거나 상이하되, 단, 제1 핵화제 및 제1 농도는 제2 핵화제 및 제2 농도와 동일하지 않은, 다공성 멤브레인. 멤브레인의 제조 방법이 또한 개시된다.
Description
본 발명은 상이한 평균 기공 크기를 갖는 적어도 2개의 구역을 갖는 다공성 멤브레인에 관한 것이다.
고가의 폴리에테르설폰 멤브레인에 대한 저가의 대용품을 제공하는, 상대적으로 높은 유량 및 부하 용량(loading capacity)을 갖는 다공성 멤브레인이 본 기술 분야에서 요구된다. 그러한 다공성 멤브레인의 중요한 응용은 더 많은 양의 침전물을 갖는 물의 여과이다.
결정화가능 폴리올레핀 중합체 및 제1 핵화제를 포함하는 제1 구역 - 제1 핵화제는 제1 구역에서 제1 농도를 가지며 제1 구역은 제1 평균 기공 크기를 가짐 - ; 및 결정화가능 폴리올레핀 중합체 및 제2 핵화제를 포함하는 제2 구역 - 제2 핵화제는 제2 구역에서 제2 농도를 가지며, 제2 구역은 제2 평균 기공 크기를 가짐 - 을 포함하며, 결정화가능 중합체는 제1 구역 및 제2 구역에서 동일하고, 제1 평균 기공 크기는 제2 평균 기공 크기와 동일하지 않으며, 제1 핵화제 및 제2 핵화제는 동일하거나 상이하고, 제1 농도 및 제2 농도는 동일하거나 상이하되, 단, 제1 핵화제 및 제1 농도는 제2 핵화제 및 제2 농도와 동일하지 않은, 다공성 멤브레인이 본 명세서에 개시된다.
결정화가능 중합체 및 제1 용융 핵화제를 포함하는 제1 구역 - 제1 용융 핵화제는 제1 구역에서 제1 농도를 가지며 제1 구역은 제1 평균 기공 크기를 가짐 - ; 및 결정화가능 중합체 및 제2 용융 핵화제를 포함하는 제2 구역 - 제2 용융 핵화제는 제2 구역에서 제2 농도를 가지며 제2 구역은 제2 평균 기공 크기를 가짐 - 을 포함하며, 결정화가능 중합체는 제1 구역 및 제2 구역에서 동일하고, 제1 평균 기공 크기는 제2 평균 기공 크기와 동일하지 않으며, 제1 핵화제 및 제2 핵화제는 동일하거나 상이하고, 제1 농도 및 제2 농도는 동일하거나 상이하되, 단, 제1 핵화제 및 제1 농도는 제2 핵화제 및 제2 농도와 동일하지 않은, 다공성 멤브레인이 또한 개시된다.
제1 비에너지 입력(specific energy input)에서 작동하는 제1 압출기에서, 제1 결정화가능 중합체, 제1 핵화제 및 희석제를 포함하고 제1 농도의 제1 핵화제를 갖는 제1 조성물을 형성하는 단계; 제2 비에너지 입력에서 작동하는 제2 압출기에서, 제2 결정화가능 중합체 및 희석제를 포함하는 제2 조성물을 형성하는 단계; 제1 조성물과 제2 조성물을 공압출하여 다층 용품을 형성하는 단계; 결정화가능 중합체로부터 희석제가 상 분리되도록 다층 용품을 냉각시켜 다공성 멤브레인을 형성하는 단계를 포함하며, 제1 비에너지 입력은 제2 비에너지 입력과 동일하지 않은, 다공성 멤브레인의 제조 방법이 또한 개시된다.
제1 압출기에서, 제1 결정화가능 폴리올레핀 중합체, 제1 핵화제 및 희석제를 포함하고 제1 농도의 제1 핵화제를 갖는 제1 조성물을 형성하는 단계; 제2 압출기에서, 제2 결정화가능 폴리올레핀 중합체, 제2 핵화제 및 희석제를 포함하고 제2 농도의 제2 핵화제를 갖는 제2 조성물을 형성하는 단계; 제1 조성물과 제2 조성물을 공압출하여 다층 용품을 형성하는 단계; 및 결정화가능 중합체로부터 희석제가 상 분리되도록 다층 용품을 냉각시켜 다공성 멤브레인을 형성하는 단계를 포함하며, 제1 결정화가능 폴리올레핀 중합체는 제2 결정화가능 폴리올레핀 중합체와 동일하고, 제1 핵화제 및 제2 핵화제는 동일하거나 상이하고, 제1 농도 및 제2 농도는 동일하거나 상이하되, 단, 제1 핵화제 및 제1 농도는 제2 핵화제 및 제2 농도와 동일하지 않은, 다공성 멤브레인의 제조 방법이 또한 개시된다.
본 발명은 본 발명의 다양한 실시 형태에 대한 하기의 상세한 설명을 첨부된 도면과 관련하여 고려하면 보다 완전하게 이해될 수 있다.
도면은 반드시 축척대로 도시된 것은 아니다. 도면에 사용된 유사한 도면 부호는 유사한 구성요소를 지칭한다. 그러나, 주어진 도면에서 구성요소를 지칭하기 위한 도면 부호의 사용은 동일한 도면 부호로 표시된 다른 도면의 구성요소를 제한하고자 하는 것이 아님을 이해할 것이다.
<도 1>
도 1은 본 명세서에 개시된 바와 같은 예시적인 방법의 도면.
<도 2>
도 2는 본 발명에 사용될 수 있는 예시적인 압출기 시스템의 도면.
<도 3>
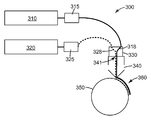
도 3은 2개의 압출기를 이용하는 다른 예시적인 압출기 시스템 구성의 도면.
<도 4>
도 4는 2개의 압출기를 이용하는 다른 예시적인 압출기 시스템 구성의 도면.
<도 5>
도 5는 본 명세서에 개시된 바와 같은 예시적인 2구역 다공성 멤브레인의 도면.
<도 6>
도 6은 본 명세서에 개시된 바와 같은 예시적인 3구역 다공성 멤브레인의 도면.
<도 7>
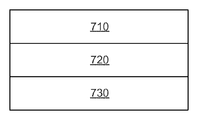
도 7은 본 명세서에 개시된 바와 같은 다른 예시적인 3구역 다공성 멤브레인의 도면.
<도 8a, 도 8b 및 도 8c>
도 8a, 도 8b 및 도 8c는 실시예 1에서 제조된 다공성 멤브레인의 단면(도 8a), 제1 구역(도 8b), 및 제2 구역(도 8c)의 주사 전자 현미경(SEM) 사진.
<도 9a, 9b 및 9c>
도 9a, 9b 및 9c는 실시예 3에서 제조된 다공성 멤브레인의 단면(도 9a), 제1 구역(도 9b), 및 제2 구역(도 9c)의 주사 전자 현미경(SEM) 사진.
<도 9d>
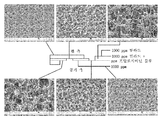
도 9d는 실시예 3의 멤브레인의 3개의 구역 각각의 표면에서 촬영한 일련의 표면 SEM 사진.
<도 10>
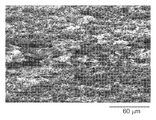
도 10은 실시예 4에서 제조된 다공성 멤브레인의 단면의 SEM 사진(400X 배율).
<도 11>
도 11은 실시예 4에서 설명된 것과 같은 다수의 상이한 멤브레인들의 상류 압력의 함수로서의 처리량의 그래프.
도면은 반드시 축척대로 도시된 것은 아니다. 도면에 사용된 유사한 도면 부호는 유사한 구성요소를 지칭한다. 그러나, 주어진 도면에서 구성요소를 지칭하기 위한 도면 부호의 사용은 동일한 도면 부호로 표시된 다른 도면의 구성요소를 제한하고자 하는 것이 아님을 이해할 것이다.
<도 1>
도 1은 본 명세서에 개시된 바와 같은 예시적인 방법의 도면.
<도 2>
도 2는 본 발명에 사용될 수 있는 예시적인 압출기 시스템의 도면.
<도 3>
도 3은 2개의 압출기를 이용하는 다른 예시적인 압출기 시스템 구성의 도면.
<도 4>
도 4는 2개의 압출기를 이용하는 다른 예시적인 압출기 시스템 구성의 도면.
<도 5>
도 5는 본 명세서에 개시된 바와 같은 예시적인 2구역 다공성 멤브레인의 도면.
<도 6>
도 6은 본 명세서에 개시된 바와 같은 예시적인 3구역 다공성 멤브레인의 도면.
<도 7>
도 7은 본 명세서에 개시된 바와 같은 다른 예시적인 3구역 다공성 멤브레인의 도면.
<도 8a, 도 8b 및 도 8c>
도 8a, 도 8b 및 도 8c는 실시예 1에서 제조된 다공성 멤브레인의 단면(도 8a), 제1 구역(도 8b), 및 제2 구역(도 8c)의 주사 전자 현미경(SEM) 사진.
<도 9a, 9b 및 9c>
도 9a, 9b 및 9c는 실시예 3에서 제조된 다공성 멤브레인의 단면(도 9a), 제1 구역(도 9b), 및 제2 구역(도 9c)의 주사 전자 현미경(SEM) 사진.
<도 9d>
도 9d는 실시예 3의 멤브레인의 3개의 구역 각각의 표면에서 촬영한 일련의 표면 SEM 사진.
<도 10>
도 10은 실시예 4에서 제조된 다공성 멤브레인의 단면의 SEM 사진(400X 배율).
<도 11>
도 11은 실시예 4에서 설명된 것과 같은 다수의 상이한 멤브레인들의 상류 압력의 함수로서의 처리량의 그래프.
하기 설명에서, 본 명세서의 일부를 형성하며, 몇몇 특정 실시예가 예로서 도시되어 있는 첨부 도면을 참조한다. 본 발명의 범주 또는 사상으로부터 벗어남이 없이 다른 실시 형태가 고려되고 이루어질 수 있음을 이해하여야 한다. 따라서, 하기의 상세한 설명은 제한적인 의미로 취해져서는 안 된다.
본 명세서에 사용된 모든 과학적 및 기술적 용어는 달리 명시되지 않는 한 당업계에서 통상적으로 사용되는 의미를 갖는다. 본 명세서에 제공된 정의는 본 명세서에 빈번하게 사용되는 소정 용어들의 이해를 용이하게 하기 위한 것이며 본 발명의 범주를 제한하고자 하는 것은 아니다.
달리 표시되지 않는 한, 본 명세서 및 특허청구범위에 사용되는 특징부의 크기, 양 및 물리적 특성을 표현하는 모든 숫자는 모든 경우에 "약" 이라는 용어로 수식되는 것으로 이해되어야 한다. 따라서, 반대로 표시되지 않는 한, 전술한 명세서 및 첨부된 특허청구범위에 기재된 수치적 파라미터는 당업자가 본 명세서에 개시된 교시를 이용하여 얻고자 하는 원하는 특성에 따라 변할 수 있는 근사치이다.
종점(endpoint)에 의한 수치 범위의 언급은 그 범위 내에 포함되는 모든 수(예를 들어, 1 내지 5는 1, 1.5, 2, 2.75, 3, 3.80, 4 및 5를 포함함)와 그 범위 내의 임의의 범위를 포함한다.
본 명세서 및 첨부된 특허청구범위에서 사용되는 바와 같이, 단수 형태("a", "an" 및 "the")는 그 내용이 명백하게 다르게 지시하지 않는 한 복수의 지시 대상을 갖는 실시예를 포함한다. 본 명세서 및 첨부된 특허청구범위에서 사용되는 바와 같이, "또는"이라는 용어는 일반적으로 그 내용이 명백하게 다르게 지시하지 않는 한 "및/또는"을 포함하는 의미로 이용된다.
다공성 멤브레인 및 다공성 멤브레인의 제조 방법이 본 명세서에 개시된다. 본 명세서에 개시된 것과 같은 다공성 멤브레인의 제조 방법은 열 유도 상 분리(TIPS) 공정을 사용한다. TIPS 방법은 일반적으로 중합체 또는 중합체 블렌드를 희석제 및 핵화제와 용융 블렌딩하는 단계를 포함하는데, 여기서 희석제는 중합체 또는 중합체 블렌드의 용융 온도에서 중합체 또는 중합체 블렌드와 혼화성이지만, 중합체 또는 중합체 블렌드의 상 분리 온도 미만으로 냉각 시에는 상 분리된다. (i) 중합체 또는 중합체 블렌드와 (ii) 희석제 사이의 상 분리는 액체-고체이다.
TIPS 공정의 설명은 그 청구 대상이 전체적으로 본 명세서에 참고로 포함된, 미국 특허 제5,976,686호, 제4,726,989호 및 제4,539,256호와, 미국 특허 출원 공개 제2005/0058821호에서 확인될 수 있다.
예시적인 방법이 도 1에 도시된다. 도 1에 도시된 방법은, 제1 조성물을 형성하는 단계(110) 및 제2 조성물을 형성하는 단계(120)를 포함한다. 제1 및 제2 조성물은 일반적으로는 용융 블렌드로 지칭되며, 또는 더욱 구체적으로는 제1 및 제2 용융 블렌드로 지칭된다. 일반적으로, 제1 조성물 및 제2 조성물은 중합체, 핵화제 및 희석제를 포함한다.
제1 및 제2 조성물은 중합체를 포함한다. 본 명세서에서 사용될 때, 중합체라는 용어는 단일중합체 및 공중합체를 포함한다. 하나의 중합체 또는 하나 초과의 중합체(즉, 중합체 블렌드)가 본 발명에 사용될 수 있다. 일 실시 형태에서, 중합체는 결정질 중합체 상을 형성할 수 있는, 결정화가능 중합체일 수 있다. 본 명세서에서 사용되는 바와 같이, 중합체 성분과 관련하여 "결정질"이라는 용어는 적어도 부분적으로 결정질인 중합체를 포함한다. 일 실시 형태에서, 결정질 중합체는 시차 주사 열량법(Differential Scanning Calorimetry; DSC)에 의해 측정할 때 20 중량% 초과의 결정도(crystallinity)를 가질 수 있다. 사용하기에 적합한 결정화가능 중합체는 잘 알려져 있으며 쉽게 구매가능하다. 유용한 중합체는 통상적인 가공 조건 하에서 용융 가공가능하다. 즉, 이러한 중합체는 가열시 쉽게 연화되고/되거나 용융되어, 용품을 형성하기 위한 통상적인 장비, 예를 들어, 압출기에서의 가공이 가능하다. 제어된 조건 하에서 결정화가능 중합체를 포함하는 용융 블렌드를 냉각하면, 기하학적으로 규칙적이고 정렬된 화학 구조가 자발적으로 형성될 것이다. 일 실시 형태에서, 사용될 수 있는 결정화가능 중합체는 고도의 결정도를 갖는다.
사용될 수 있는 예시적인 결정화가능 중합체는 결정화가능 올레핀 중합체를 포함하지만 이로 한정되지 않는다. 하나 이상의 종류의 올레핀 중합체가 용융 블렌드 중에 사용될 수 있다.
구매가능한 적합한 결정화가능 폴리올레핀의 예에는, 폴리프로필렌, 폴리에틸렌, 폴리프로필렌, 폴리부틸렌, 결정질 세그먼트 및 비결정질 세그먼트를 포함하도록 중합될 수 있는 둘 이상의 그러한 올레핀의 공중합체, 및 그러한 중합체의 입체-특이적(stereo-specific) 변형의 혼합물, 예를 들어, 아이소택틱(isotactic) 폴리프로필렌 및 어택틱(atactic) 폴리프로필렌의 혼합물이 포함되지만 이로 한정되지 않는다. 본 발명자들은 PVDF TIPS 멤브레인 제조 시스템에 대한 유사한 접근법을 이전에 개시하였다. 일 실시 형태에서, 결정화가능 중합체는 폴리올레핀 중합체이다. 일 실시 형태에서, 폴리올레핀 중합체는 폴리프로필렌, 폴리에틸렌, 폴리프로필렌, 폴리부틸렌, 결정질 세그먼트 및 비결정질 세그먼트를 포함하도록 중합될 수 있는 둘 이상의 그러한 올레핀의 공중합체, 및 그러한 중합체의 입체-특이적 변형의 혼합물, 예를 들어, 아이소택틱 폴리프로필렌 및 어택틱 폴리프로필렌의 혼합물로부터 선택된다. 일 실시 형태에서, 결정화가능 폴리올레핀 중합체는 폴리프로필렌이다.
일 실시 형태에서, 중합체는 용융 블렌드의 총 중량을 기준으로 약 20% 이상을 차지할 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량의 약 20 중량% 내지 약 70 중량%의 중합체를 포함할 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량의 약 25 중량% 내지 약 50 중량%의 중합체를 포함할 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량의 약 28 중량% 내지 약 32 중량%의 중합체를 포함할 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량의 약 30 중량%의 중합체를 포함할 수 있다.
제1 및 제2 조성물, 또는 용융 블렌드는 또한 하나 이상의 핵화제를 포함할 수 있다. 핵화제는 액체 상태로부터 중합체의 결정화를 유도하고, 중합체의 결정화가 가속되도록 중합체 결정화 개시 자리를 증강시키는 기능을 담당한다. 따라서, 사용되는 핵화제는 중합체의 결정화 온도에서 중합체 전반에 균일하게 분산되는 이산된 고체 또는 액체 젤이어야 한다. 핵화제는 중합체의 결정화 속도를 증가시키는 역할을 하기 때문에, 핵화제를 포함함으로써 생성되는 중합체 입자 또는 구결정(spherulite)("구결정"이라는 용어는 일반적으로 다공성 멤브레인 내의 부분적으로 결정질인 중합체의 도메인을 지칭함)의 크기가 감소될 수 있다. 핵화제는 이러한 방식으로 기능을 하기 때문에, 포함되는 핵화제의 양을 제어하거나, 아니면 핵화제의 유형을 제어함으로써 다공성 멤브레인의 둘 이상의 구역에서의 기공 크기가 제어될 수 있다.
핵화제는 핵화제를 용융 핵화제 또는 불용성 핵화제일 수 있다. 용융 핵화제는 용융 블렌드의 블렌딩동안 용융하나 중합체가 혼합물로부터 분리되고 결정화되기 전에 재결정화되는 핵화제이다. 예시적인 용융 핵화제에는, 아릴 알칸산 화합물, 벤조산 화합물, 다이카르복실산 화합물, 및 소르비톨 아세탈 화합물이 포함되지만 이로 한정되지 않는다. 용융 핵화제의 구체적인 예에는, 다이벤질리덴 소르비톨, 아디프산, 벤조산 및 상표명 밀라드(MILLAD)(등록상표)로 시판되는 소르비톨 아세탈 화합물, 예를 들어, 1,3:2,4-비스(3,4-다이메틸벤질리덴) 소르비톨 핵화제(밀라드(등록상표) 3988, 미국 사우스캐롤라이나주 스파르탄버그 소재의 밀리켄 케미칼(Milliken Chemical)로부터 입수가능)가 포함되지만 이로 한정되지 않는다.
불용성 핵화제는 용융 블렌드의 블렌딩 동안 용융하지 않는 핵화제이다. 일반적으로, 이산된 입자로서 용융 블렌드 중에 균일하게 분산되고 중합체 성분을 위한 이질적인 핵화 부위로서 작용할 수 있다면, 이러한 물질이 불용성 핵화제로서 유용할 수 있다. 예시적인 불용성 핵화제에는, 예를 들어, 무기 물질 및 안료가 포함되지만 이로 한정되지 않는다. 구체적인 예시적 무기 물질에는, 바이사이클로[2.2.1]헵탄-2,3-다이카르복실산, 다이소듐염(밀리켄 앤드 컴퍼니(Milliken & Company)(미국 사우스캐롤라이나 스파르탄버그 소재)로부터 상표명 하이퍼폼(HYPERFORM)(등록상표) HPN-68L로 구매가능), TiO2, 활석, 미세 금속 입자, 또는 폴리테트라플루오로에틸렌과 같은 중합체 물질의 미세 입자가 포함되지만 이로 한정되지 않는다. 구체적인 안료에는, 예를 들어, 구리 프탈로시아닌 블루 또는 그린 안료 및 D&C 레드 6(다이소듐염)이 포함되지만 이로 한정되지 않는다. 사용되는 특정 핵화제는 사용되는 중합체, 다공성 멤브레인의 특정 구역에서 요구되는 기공 크기, 본 명세서에서 논의되지 않은 다른 인자들, 또는 그 조합에 기초하여 선택될 수 있다.
일 실시 형태에서, 용융 핵화제를 단독으로 사용할 수 있다. 일 실시 형태에서, 불용성 핵화제를 단독으로 사용할 수 있다. 일 실시 형태에서, 용융 핵화제와 불용성 핵화제를 조합하여 사용할 수 있다.
핵화제(들)는 적합한 다공성 멤브레인을 형성하거나 (예를 들어, 멤브레인의 배향에 의해서) 적합한 다공성 멤브레인으로 형성될 수 있는 중합체 구결정성 매트릭스를 생성하기에 충분한 핵화 부위에서 중합체의 결정화를 개시하기에 충분한 양으로 용융 블렌드 중에 존재할 수 있다. 사용되는 핵화제의 양은, 사용되는 특정 중합체, 요구되는 다공도 및 기공 크기, 사용되는 특정 핵화제, 본 명세서에서 논의되지 않은 다른 인자들, 또는 그 조합에 따라, 적어도 부분적으로 좌우될 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량을 기준으로 5% 미만의 핵화제를 포함할 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량을 기준으로 약 100 ppm(part per million) 내지 약 5%의 핵화제를 포함할 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량을 기준으로 2% 미만의 핵화제를 포함할 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량을 기준으로 약 200 ppm 내지 약 2%의 핵화제를 포함할 수 있다.
제1 및 제2 조성물 또는 용융 블렌드는 또한 하나의 희석제 또는 하나 초과의 희석제를 포함할 수 있다. 본 명세서에 사용되는 바와 같이, "희석제"라는 용어는 고체 및 액체 희석제 모두를 포함하려는 것이다. 적합한 희석제는 실온에서 결정화가능 중합체에 대한 용매가 아닌 물질이다. 희석제는 또한 중합체의 용융 온도보다 높은 온도에서는 중합체와 혼화성이나 중합체의 결정화 온도 미만으로 냉각 시에는 중합체로부터 상분리되는 물질로서 설명될 수 있다. 그러나, 결정화가능 중합체의 용융 온도에서, 희석제는 중합체에 대한 양호한 용매가 되고 이를 용해시켜 균질한 용액을 형성한다. 균질한 용액이, 예를 들어, 필름 다이를 통해 압출되고, 결정화가능 중합체의 결정화 온도로 또는 그 미만으로 냉각시 용액이 상 분리되어 상 분리된 필름을 형성한다. 일 실시 형태에서, 적합한 희석제는 대기압에서의 비점이 적어도 중합체의 용융 온도만큼 높다. 그러나, 화합물의 비점을 적어도 중합체의 용융 온도만큼 높은 온도로 올리기 위해 초대기압(superatmospheric pressure)이 사용될 수 있는 경우에는, 더 낮은 비점을 갖는 희석제가 사용될 수 있다. 일반적으로, 적합한 희석제는 용해도 파라미터 및 수소 결합 파라미터를, 중합체에 대한 이러한 동일한 파라미터의 작은 단위의 값 이내에서 갖는다.
예시적인 희석제에는, 예를 들어, 광유, 파라핀유, 바셀린(petroleum jelly), 왁스 및 미네랄 스피릿(mineral spirit)이 포함되지만 이로 한정되지 않는다. 중합체 및 희석제의 조합의 일부 예에는 폴리프로필렌과 광유, 바셀린, 왁스 또는 미네랄 스피릿; 폴리프로필렌-폴리에틸렌 공중합체와 광유; 폴리에틸렌과 광유 또는 미네랄 스피릿; 및 이들의 혼합물 및 블렌드가 포함되지만 이로 한정되지 않는다.
희석제의 양은, 특정 희석제, 특정 중합체, 중합체와 핵화제의 양, 제조되는 구역의 요구되는 다공도 및 기공 크기, 본 명세서에서 논의되지 않은 다른 인자들, 또는 그 조합에 따라 적어도 일부분 좌우될 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량을 기준으로 80% 미만의 희석제를 포함할 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량을 기준으로 75% 미만의 희석제를 포함할 수 있다. 일 실시 형태에서, 용융 블렌드는 용융 블렌드의 총 중량을 기준으로 약 30% 이상의 희석제를 포함할 수 있다.
제1 및 제2 조성물 또는 용융 블렌드는 또한 기타 물질을 포함할수 있다. 그러한 물질은 하기에 설명되는 바와 같이, 용융 블렌드에 첨가되거나, 캐스팅 후에 물질에 첨가되거나, 또는 물질의 선택적인 배향 후에 물질에 첨가될 수 있다. 일 실시 형태에서, 선택적인 성분은 용융 첨가제로서 중합체 및 희석제와 함께 용융 블렌드에 첨가된다. 그러한 용융 첨가제에는 계면활성제, 정전기 방지제, 자외선 방사 흡수제, 항산화제, 안정제, 향료, 가소제, 항미생물제, 난연제, 방오 화합물, 및 그 조합이 포함되지만, 이로 한정되지 않는다.
각각의 선택적인 성분은 일반적으로 핵화 또는 상 분리 공정을 방해하지 않는 양으로 포함된다. 일 실시 형태에서, 각각의 선택적인 성분의 양은 용융 블렌드의 총 중량을 기준으로 약 15% 이하이다. 일 실시 형태에서, 일반적으로 각각의 선택적인 성분의 양은 용융 블렌드의 총 중량을 기준으로 약 5% 이하이다.
일반적으로, 제1 및 제2 조성물은 동일한 중합체 또는 중합체 블렌드를 포함한다. 그러나, 두 조성물 중의 중합체 또는 중합체 블렌드의 양은 동일할 필요가 없음에 주목하여야 한다. 일 실시 형태에서, 제1 용융 블렌드(또는 제1 조성물) 및 제2 용융 블렌드(또는 제2 조성물)는 상이한 핵화제를 가질 수 있다. 일 실시 형태에서, 제1 용융 블렌드 및 제2 구역의 용융 블렌드는 상이한 양의 동일한 핵화제를 가질 수 있다. 일 실시 형태에서, 제1 용융 블렌드는 핵화제를 포함할 수 있는 반면, 제2 용융 블렌드는 핵화제를 포함하지 않는다. 일 실시 형태에서, 제1 용융 블렌드 및 제2 구역의 용융 블렌드는 상이한 양의 상이한 핵화제를 가질 수 있다. 상이한 양, 상이한 핵화제 또는 그 둘 모두가 상이한 기공 크기를 갖는 구역들(제1 용융 블렌드 및 제2 용융 블렌드가 사용되는 경우 2개)을 갖는 최종 용품을 야기한다.
추가의 조성물들이, 즉, 제1 및 제2 조성물보다 많은 조성물들이 형성될 수 있다. 일 실시 형태에서, 2구역 용품이 제1 및 제2 조성물을 사용하여 형성될 수 있다. 일 실시 형태에서, 3구역 용품이 제1 및 제2 조성물을 사용하여 형성될 수 있거나, 또는 3구역 용품이 제1, 제2 및 제3 조성물을 사용하여 형성될 수 있다. 3개 초과의 구역을 갖는 용품이 또한 둘 이상의 조성물을 사용하여 형성될 수 있다.
제1 및 제2 조성물을 형성하는 방법은 본 명세서를 읽은 당업자에게 알려져 있을 것이다. 일 실시 형태에서, 제1 및 제2 조성물은 조성물의 모든 성분들을 단순히 조합함으로써 형성될 수 있다. 일 실시 형태에서, 조성물은 압출기에서 적어도 부분적으로 형성될 수 있다. 압출기에서 조성물을 형성하는 것은 조성물의 모든 성분들을 개별적으로 압출기에 첨가함으로써 달성될 수 있다. 압출기에서 조성물을 형성하는 것은 또한 조성물로부터의 2개의 성분을 압출기 외부에서 조합하고, 2개의 성분의 혼합물을 압출기에 첨가하고 나머지 성분들을 압출기에 첨가하는 것을 포함한다.
예시적인 압출기 시스템(200)이 도 2에 도시된다. 그러한 예시적인 압출기 시스템(200)은 2개의 압출기 장치(10a, 10b)를 포함할 수 있다. 압출기 장치(10a, 10b) 내의 다양한 구성요소는 부호 "a" 및 "b"를 제외하고는 유사하게 번호가 매겨진다. 두 압출기 장치(10a, 10b) 내의 구성요소는 동일할 수 있으나 동일할 필요는 없다. 각각의 구성요소는 포괄적으로 (즉, 예를 들어, "10" 을 지칭함으로써) 설명될 것이며, 이러한 설명은 둘 모두에 동일하게 적용될 수 있는 (즉, "10a" 및 "10b"를 지칭할 수 있는) 것으로 이해된다. 압출기 장치(10)는 호퍼(12) 및 다양한 구역(14 내지 16)을 갖는다. 중합체는 압출기 장치(10)의 호퍼(12) 내로 도입된다. 희석제(13)는 호퍼(12)와 압출기 출구(17) 사이의 압출기 벽의 포트(11)를 통해 압출기(10) 내로 공급된다. 다른 실시 형태에서, 포트(11)는 호퍼(12)에 근접하게 위치될 수 있다. 또한, 핵화제가 희석제와 사전 혼합되어 장치(13) 내로 도입되거나 중합체/핵화제 마스터 배치(master batch)로서 호퍼(12) 내로 공급될 수 있다. 이것은 압출기에서 조성물이 어떻게 형성될 수 있는 지에 대한 예이다. 일 실시 형태에서, 제1 조성물은 제1 압출기(10a)에서 형성될 수 있고, 제2 조성물은 제2 압출기(10b)에서 형성될 수 있다.
일 실시 형태에서, 모든 성분이 조합되기 전에 용융 블렌드의 하나의 성분, 또는 하나 초과의 성분이 다른 성분과 혼합될 수 있다. 그러한 사전 혼합은 최종 조성물을 더욱 균질하게 만들 수 있으며, 이는 더욱 균일한 용품을 야기할 수 있다. 사용된다면, 사전 혼합은 고전단 혼합기 또는 비드 밀(bead mill)을 사용하는 것을 포함하지만 이로 한정되지 않는 공지의 방법을 사용하여 달성될 수 있다. 그러한 장치의 예에는 이카 웍스, 인크.(IKA Works, Inc.)(미국 노스캐롤라이나주 윌밍턴 소재)로부터의 울트라 투랙스(Ultra Turrax)(등록상표) T-25 베이직 고전단 혼합기(Basic high shear mixer) 또는 넷취 유에스에이(NETZSCH USA)(미국 펜실베이니아주 엑스턴 소재)로부터의 미니제타(MiniZETA™) 비드밀이 포함되지만 이로 한정되지 않는다.
일 실시 형태에서, 예를 들어, 핵화제는 나머지 성분들이 첨가되기 전에 희석제 또는 중합체와 함께 사전 혼합될 수 있다. 그러한 사전 혼합 단계가 수행되는 경우, 예를 들어, 핵화제를 희석제 전반에 균일하게 분산시키기에 충분한 기간 동안 핵화제가 희석제와 사전 혼합될 수 있다. 혼합 시간은 희석제/핵화제 블렌드의 부피에 따라 전형적으로 약 2 내지 약 10분의 범위이며, 여기서 2분은 약 1 리터의 배치(batch)에 대해 적절한 혼합 시간일 수 있고 10분은 5리터 배치에 적절한 혼합 시간일 수 있다.
일부 성분의 사전 혼합은 용융 블렌드 (및 최종 생성물) 내의 핵화제의 균일한 분산을 달성하는 데 필수적이지는 않다. 예를 들어, 압출기 조립체가 (예를 들어, 2축 압출기 상에서, 예를 들어, 고전단 혼합 요소를 사용하여) 압출 중에 중합체/희석제 용융물 스트림 내에 핵화제를 균일하게 분포시키는 데 적합한 혼합을 제공하는 경우, 사전 혼합 단계는 제거될 수 있다. 일 실시 형태에서, 사전 혼합 단계가 사용될 수 있다. 희석제 또는 중합체 마스터배치 내에 핵화제의 균일한 사전 분산이 이루어지도록 하는 것은 유일한 혼합 장치로서 최종 압출 공정에 의존할 필요성을 제거할 수 있다.
예시적인 방법의 제2 단계는 제1 및 제2 조성물을 공압출하는 단계(130)이다. 공압출 단계는 도 2에 도시된 바와 같은 압출기 시스템(200)을 사용하여 수행될 수 있다. 압출기(10)는 압출기 출구(17)를 향해 증가하거나, 감소하거나, 또는 동일한 온도에서 각각 가열될 수 있는 적어도 3개의 구역(14, 15, 16)을 가질 수 있다. 약 25 내지 약 2000 마이크로미터의 슬릿 갭(slit gap)을 갖는 슬롯 다이(19)가 압출기(10) 다음에 위치될 수 있다. 적합한 혼합 장치, 예컨대 정적 혼합기(static mixer)(18)가 조성물의 블렌딩을 용이하게 하기 위해, 압출기 출구(17)와 슬롯 다이(19) 사이에 위치될 수 있다. 대안적으로, 용융물 펌프(melt pump)가 압출기 출구(17)와 슬롯 다이(19) 사이에 위치될 수 있다. 압출기(10)를 통과하는 동안, 용융 블렌드는 용융 블렌드의 용융 온도이거나 그보다 약 5℃ 이상 높지만 중합체의 열 분해 온도보다는 낮은 온도로 가열된다. 혼합물은 슬롯 다이(19)를 통해 캐스팅 휠(20) 상에 층(25)으로서 압출되는 용융 블렌드를 형성하도록 혼합된다.
도 3은 압출기 시스템의 다른 예시적인 구성을 나타낸다. 이러한 예시적인 압출기 시스템은 2개의 압출기를 따라 사용될 수 있는 피드블록(feedblock) 압출기 시스템(300)으로 지칭될 수 있다. 도 3의 피드블록 압출기 시스템(300)은 제1 압출기(310) 및 제2 압출기(320)를 포함한다. 압출기 둘 모두는 예를 들어 도 2에 예시된 것과 유사할 수 있다. 피드블록 압출기 시스템(300)은 또한 제1 용융물 펌프(315) 및 제2 용융물 펌프(325)를 포함한다. 제1 및 제2 용융물 펌프(315, 325)는 각각 압출기를 빠져나가는 용융물의 더욱 주요한 제어를 제공하는 기능을 한다. 이는 한편으로는 다이에 대한 배압(back pressure) 및 궁극적으로는 캐스팅된 필름의 두께를 더욱 정밀하게 제어하도록 기능할 수 있다. 피드블록 압출기 시스템(300)은 또한 이중 층 피드블록(dual layer feedblock; 330)을 포함한다. 이중 층 피드블록(330)은 2개의 입력을 취하여 다이(340)로의 하나의 입력을 형성하는 기능을 한다. 제1 조성물은 제1 압출기(310)를 빠져나가서, 제1 용융물 펌프(315)를 통과하고, 이중 층 피드블록(330)에서 제1 액체 층(318)을 형성하며; 제2 조성물은 제2 압출기(320)를 빠져나가서, 제2 용융물 펌프(325)를 통과하고, 이중 층 피드블록(330)에서 제2 액체 층(328)을 형성한다. 제1 액체 층(318) 및 제2 액체 층(328) 둘 모두는 이중 층 패드블록(330)을 빠져나가서 단일 오리피스 다이(340)의 입력부(341)로 들어가고 캐스팅 휠(350) 상에 압출되어 다공성 멤브레인(360)을 형성한다.
도 4는 압출기 시스템의 다른 예시적인 구성인, 매니폴드 압출기 시스템(400)을 나타낸다. 매니폴드 압출기 시스템(400)은, 제1 압출기(410), 제2 압출기(420), 제1 용융물 펌프(415), 제2 용융물 펌프(425) 및 캐스팅 휠(450)을 포함하는, 피드블록 압출기 시스템(300)과 관련하여 상기에서 논의된 다수의 구성요소를 포함한다. 매니폴드 압출기 시스템(400)에서는 피드블록 압출기 시스템(300)의 이중 층 피드블록(330) 및 단일 오리피스 다이(340)가 이중 매니폴드 다이(470)로 대체된다. 이중 매니폴드 다이(470)는 오직 하나의 입력부(341)를 포함한 단일 오리피스 다이(340)와는 대조적으로 제1 입력부(471) 및 제2 입력부(472)를 포함한다. 이중 매니폴드 다이(470)가 2개의 입력부를 포함하기 때문에, 이중 층 피드 블록이 필요하지 않다. 제1 압출기(410)에서 형성된 제1 조성물은 제1 용융물 펌프(415)로부터 이중 매니폴드 다이(470)의 제1 입력부(471)로 펌핑되어 제1 액체 층(417)을 형성하고; 제2 압출기(420)에서 형성된 제2 조성물은 제2 용융물 펌프(425)로부터 이중 매니폴드 다이(470)의 제2 입력부(472)로 펌핑되어 제2 액체 층(427)을 형성한다. 제1 액체 층(417) 및 제2 액체 층(427)은 캐스팅 휠(450) 상으로 압출되어 다공성 멤브레인(460)을 형성한다.
2층 멤브레인을 제조하는 경우 이중 매니폴드 다이(또는 x개의 층을 갖는 멤브레인을 제조하는 경우 x개의 입력부를 갖는 매니폴드 다이)의 사용은, 용해성이며 고도로 이동성인 핵화제가 공압출된 필름의 한 층으로부터 공압출된 필름의 다른 하나의 층으로 이동하여 생길 수 있는 일정한 단점을 감소시키거나 경감시킬 수 있다. 그러한 이동은 두 층이 서로 접촉하여 위치된 후에, 그러나, 용액으로부터 핵화제의 상분리가 일어날 수 있기에 충분히 용융물의 온도가 떨어지기 전에 발생한다. 이러한 이동 효과는 생성되는 다중구역 멤브레인에서 이웃 구역들의 기공 크기들 사이의 차이를 감소시키는 경향이 있다. 이러한 어려움을 최소화시키는 한 가지 방법은 핵화제가 용해되고 고도로 이동성이 되는 고온에 두 용융물 스트림이 있는 동안 두 용융물 스트림 사이의 접촉 시간을 최소화시키는 것이다. 이는 두 층이 고온에서 비교적 장기간 동안 서로 접촉할 수 있는 이중 피드블록보다는 이중 매니폴드 다이를 사용하는 경우에 더욱 쉽게 달성될 수 있다.
도 1에 도시된 예시적인 방법의 다음 단계는 용품을 냉각시키는 단계(140)이다. 이러한 단계의 목적은 용융 블렌드로부터 중합체를 결정화시키기 위하여 용융 블렌드의 온도를 결정화 온도 미만으로 감소시키는 것이다. "결정화 온도"라는 용어는 블렌드 내에 희석제와 함께 존재할 때, 중합체가 결정화될 온도를 지칭한다.
용품은 다수의 방법을 사용하여 냉각될 수 있다. 일 실시 형태에서, 용품은 캐스팅 휠(도 3 및 도 4에서는 캐스팅 휠(350, 450)로, 도 2에서는 캐스팅 휠(20)로 나타남)을 중합체의 결정화 온도 미만의 온도에서 유지함으로써 냉각될 수 있다. 일 실시 형태에서, 용품은 적절한 온도의 급랭 조(quench bath)를 사용하여 냉각될 수 있다. 일 실시 형태에서, 용품은 기체 유동(예컨대, 실온 공기 유동)을 사용하여 냉각될 수 있다. 일 실시 형태에서, 용품은 이를 특정 온도에서 유지되는 캐스팅 휠 상에 캐스팅함으로써 냉각될 수 있다. 용품을 냉각하기 위해 선택되는 특정 방법은 조성물의 성분, 최종 용품의 요구되는 특성, 용융 블렌드의 온도, 및 급랭 매질(예컨대, 휠, 공기 또는 물), 본 명세서에서 논의되지 않은 다른 인자들, 또는 그 조합에 의해 적어도 일부분 좌우될 것이다. 용품을 냉각시키기 위해 캐스팅 휠을 사용하는 실시 형태에서, 캐스팅 휠은 매끄럽거나 패턴화될 수 있다.
도 1에 도시된 예시적인 방법은 2가지 선택 단계, 즉 희석제를 제거하는 단계(150) 및 용품을 배향하는 단계(160)를 포함한다. 일 실시 형태에서, 이러한 단계들 중 어느 것도 수행되지 않거나, 단계들 중 오직 하나만 수행되거나, 또는 두 단계가 모두 수행된다. 또 다른 실시 형태에서는, 이러한 단계 둘 모두가 수행되나, 반대 순서로 수행된다(즉, 용품이 배향된 후에 희석제가 후속하여 제거된다). 단계들 둘 모두 또는 그 중 하나가 중합체 영역에 인접한 공기의 영역을 추가로 생성하도록, 즉, 용품을 다공성으로 또는 더욱 다공성으로 만들도록 기능을 한다.
상기에 언급된 바와 같이, 용품으로부터 희석제를 제거하는 선택 단계(150)는 필수적이지 않으나, 수행될 수 있다. 일 실시 형태에서, 희석제는 적어도 부분적으로 제거될 수 있다. 희석제는, 휘발성 용매, 예를 들어, 듀폰(DuPont)으로부터 입수가능한 버트렐(Vertrel™) HCFC-123을 사용하여 희석제의 사실상 전부를 용품으로부터 추출함으로써 제거될 수 있다(또는 부분적으로 제거될 수 있다). 이어서, 희석제가 있던 곳에 공기 공극을 남기고 용매가 증발된다. 도 2에 예시된 것과 같은 압출기 시스템을 사용하는 실시 형태에서, 냉각된 필름은 캐스팅 휠(20)로부터 희석제 제거 장치(21)로 이동되어 희석제를 제거할 수 있는 용매(27)에 층(25)을 노출시킬 수 있다.
멤브레인을 형성하는 추가의 방법은 압출된 용융물을 패턴화된 롤(냉각되거나 냉각되지 않음) 상으로 캐스팅하여, 블렌드가 롤과 접촉하지 않는 영역을 제공함으로써 다공도가 높은 실질적으로 표피 없는(skinless) 영역 및 다공도가 감소된 표피 있는(skinned) 영역을 제공하는 패턴화된 표면을 갖는 실질적으로 균일한 두께의 멤브레인을 제공하는 것을 포함한다. 이러한 방법은 그 청구 대상이 전체적으로 본 명세서에 참고로 포함된, 미국 특허 제5,120,594호에 설명되어 있다. 이어서, 원한다면, 멤브레인 물질은 배향될 수 있다.
용품을 배향하는 선택 단계(160)는 또한 필수적이지 않으나 수행될 수 있으며 일반적으로 공기 공극 부피를 증가시켜 용품의 다공도를 증가시키는 기능을 한다. 본 명세서에서 사용되는 바와 같이, "배향"은 전형적으로 약 10% 또는 대략 1.1 내지 1.0의 비로서 표현되는, 적어도 길이 증가를 얻기 위한, 용품의 영구 고정(set) 또는 신장을 도입하도록 탄성 한계를 넘어서 연신시키는 것을 지칭한다. 연신은 중합체/핵화제 구결정 및 응집체를 잡아당겨 분리하여, 연속 구역 내의 중합체를 영구적으로 세장화(attenuating)할 수 있어, 그에 의해서 피브릴을 형성하고, 코팅된 구결정과 응집체 사이에 미세한 공극을 형성하고, 상호연결된 미세기공의 네트워크를 생성할 수 있다.
한 방향 또는 두 방향에서 약 10% 내지 약 300% 또는 그 이상의 신장률을 제공하기 위한 연신이 전형적이다. 연신의 실제 양은 필름의 조성 및 요구되는 다공도(예를 들어, 평균 기공 크기)의 정도에 좌우될 것이다. 일 실시 형태에서, 용품은 적어도 하나의 방향으로 연신될 수 있으며, 일 실시 형태에서, 용품은 하나 초과의 방향으로, 예를 들어, 웨브 하류(down-web) 방향(종방향 또는 기계 방향으로도 불림) 및 횡방향(웨브 횡단(cross-web) 방향으로도 불림)의 두 방향 모두로 연신될 수 있다.
연신은, 적어도 한 방향으로 연신을 제공할 수 있고, 하나 초과의 방향, 예를 들어, 기계 및 횡방향 둘 모두로 연신을 제공할 수 있는 임의의 적합한 장치에 의해 제공될 수 있다. 연신은 양 방향으로 순차적으로 또는 동시에 이루어질 수 있다. 예를 들어, 필름은 순차적으로 기계 방향으로, 후속하여 횡방향으로 배향될 수 있고, 또는 기계 및 횡방향 모두로 동시에 배향될 수도 있다. 연신은 균일하고 제어된 다공도를 얻도록 이루어질 수 있다.
도 2에 예시된 것과 같은 압출기 시스템을 이용하는 실시 형태에서, 냉각된 필름은 기계 방향 연신 장치(22) 및 순차적으로 정렬된 횡방향 연신 장치(23)로 직접 진행하고, 이어서 권취 롤러(24)로 진행하여 롤(28)로 감길 수 있다. 또한, 기계 방향 연신 장치(22) 및 횡방향 연신 장치(23) 대신에 단일 2축 연신 유닛(도시 안됨)에서 동시 2축 연신이 수행될 수 있다. 또한, 희석제 제거 장치(21) 또는 다른 희석제 제거 장치가 횡방향 연신 장치(23)와 권취 롤러(24) 사이에 위치되어 하나 이상의 연신 단계 후에 희석제를 제거할 수 있다.
이러한 영구적인 세장화는 전형적으로 용품을 영구적으로 반투명하게 만든다. 또한, 배향 시 희석제가 제거되지 않은 경우, 희석제는, 적어도 부분적으로, 생성되는 중합체/핵화제 입자 또는 구결정의 표면 위에 코팅된 채로 남거나 이를 둘러싼다. 일 실시 형태에서, 다공성 용품은 배향된 필름을 열안정화 온도에서 구속받는 상태에서 가열함으로써 통상적인 주지의 기술에 따라 치수 안정화될 수 있다. 이는 또한 어닐링(annealing)으로 지칭된다.
본 명세서에 개시된 바와 같은 방법은 제1 및 제2 압출기로 투입되는 비에너지(specific energy)를 차별적으로 제어하는 선택 단계를 포함한다. 예를 들어, 일 실시 형태에서, 제1 압출기로의 비에너지 입력은 제2 압출기로의 비에너지 입력과 상이하다. 그러한 차별적인 비에너지 입력은 또한 제1 및 제2 조성물의 상이한 핵화제 또는 상이한 핵화제 농도(또는 둘 모두)와 조합될 수 있다. 일 실시 형태에서, 본 명세서에 개시된 방법은 (i) 제2 핵화제와 상이한 제1 핵화제 또는 (ii) 제2 핵화제 농도와 상이한 제1 핵화제 농도 중 어느 하나를 갖는 제1 및 제2 조성물을 사용하면서, 적어도 제1 및 제2 압출기에 대한 비에너지 입력을 차별적으로 제어하는 것을 포함한다.
압출기로 투입되는 비에너지를 변경시키는 다수의 방법이 있다. 예시적인 방법은, 스크루 속도의 변경, 압출기 온도의 변경, 압출기 처리량의 변경, 스크루 설계 적극성(aggressiveness)의 변경, 압출기 길이/직경(L/D) 비의 변경, 및 압출기 압력의 변경을 포함하지만 이로 한정되지 않는다. 예를 들어, 분당 회전수(rpm)를 증가시키는 스크루 속도의 증가는 압출기로의 비에너지 입력을 증가시킨다. 압출기 온도의 증가는 압출기로의 비에너지 입력을 증가시킨다. 압출기 처리량(예를 들어, lb/hour)의 증가는 압출기로의 비에너지 입력을 감소시킨다. 예를 들어, 더 높은 kwh/kg 등급을 갖는 스크루 설계를 선택하는 스크루 설계 적극성의 증가는 압출기로의 비에너지 입력을 증가시킬 것이다. 압출기 길이/직경 비의 증가는 압출기로의 비에너지 입력을 증가시킬 것이다. 압출기 압력(예컨대, psi)의 증가는 압출기로의 비에너지 입력을 증가시킬 것이다.
제1 및 제2 압출기로의 상이한 비에너지 입력의 사용은 본 명세서에 개시된 바와 같이 형성된 다공성 용품의 제1 구역과 제2 구역 사이의 기공 크기의 차이를 증대시키도록 기능할 수 있다. 상이한 비에너지 입력의 사용은 또한 한 구역으로부터 다른 구역으로의 핵화제의 이동 효과를 감소시키거나 경감시킬 수 있다. 상이한 비에너지 입력(예를 들어, 상이한 스크루 속도)은, 중합체가 용융물로부터 결정화될 때 시각적으로 구별되는 상이한 형태를 형성하는 상태로 중합체를 전단하도록 (또는 가공하도록) 하는 기능을 한다. 즉, 하나의 용융 블렌드로의 비에너지 입력의 증가는 그러한 용융 블렌드 내에서 중합체 분해의 증가를 야기하여 중합체가 결정화되는 능력이 감소된다. 따라서, 모든 다른 파라미터가 동일하다면, 더 높은 비에너지 입력에 노출된 용융 블렌드로부터 형성된 다층 멤브레인의 층이 냉각 시 더 낮은 결정화 속도를 가질 것이며 그에 따라 더 큰 평균 기공 크기를 가질 것이다. 용융 블렌드의 중합체 성분의 확산 속도는 용해된 소분자 핵화제보다 훨씬 더 낮기 때문에, 중합체 성분의 층-대-층 상호확산은, 상당한 기간 동안 고온에서 두 층이 서로 접촉하고 있더라도, 오직 매우 작은 정도로 일어난다. 이는 오직 상이한 핵화제, 핵화제의 상이한 농도, 또는 둘 모두를 사용하는 것에 비해 이점을 제공할 수 있는데, 이는 제1 층의 희석제와 핵화제가 인접 층의 핵화제와, 그로의 또는 그로부터의 이동에 의해, 평형에 도달하려고 할 수 있기 때문에 명확한 경계를 갖는 구별되는 구역들을 생성하는 것이 어려울 수 있기 때문이다. 이는 균일하지 않으며 원하는 것보다 더 두꺼운 큰 기공/작은 기공 구역을 생성할 수 있는 계면 혼합을 야기하여, 멤브레인의 두께를 가로질러 시각적으로 구별되지 않는 물질을 야기할 수 있다. 또한, 핵화제의 이러한 계면 확산은 매우 얇은, 작은 기공 크기 층을 갖는 멤브레인을 생성하는 능력을 감소시킬 수 있다(작은 기공 크기의 매우 얇은 층을 갖는 멤브레인은, 얇은 작은 기공 크기 층이 액체 여과율을 최대화하면서 작은 입자의 보유를 제공하는 역할을 하는 액체 여과 응용에서 유리할 수 있다). 이웃 구역에 비하여 더 낮은 농도의 핵화제를 포함하는 구역에서 더 큰 비에너지 입력(예를 들어, 더 큰 스크루 속도)을 추가로 사용함으로써, 더 적은 핵화제를 포함하는 구역에서 중합체를 다소 분해시켜, 더 높은 농도의 핵화제를 포함하는 이웃 구역에 비해 그의 결정화 온도를 떨어뜨리는 것이 가능하다. 용해성, 저분자량 핵화제와는 달리, 각 층의 고분자량 중합체는 오직 근소한 거리의 이웃 층으로만 확산할 수 있다.
일 실시 형태에서, 두 압출기에서 상이한 스크루 속도를 사용함으로써 비에너지 입력을 두 압출기에서 상이하게 만들 수 있다. 스크루 속도는 변경하기가 단순하나, 두 구역에 유의미하고 효과적인 차이를 제공할 수 있다. 일 실시 형태에서, 약 50% 미만의 스크루 속도의 상대적인 차이(예컨대, 하나의 스크루 속도는 250 rpm이고 두번째 스크루 속도는 125 rpm임)가 사용될 수 있다.
생성되는 미세다공성 멤브레인(또는 필름 또는 다른 형상화된 용품)은 또한 선택적으로 다양한 물질로 흡수되어(imbibed) 다양한 특정 기능들 중 임의의 하나를 제공할 수 있다. 다공성 멤브레인(또는 필름 또는 다른 형상화된 용품)은 희석제를 제거한 후 흡수될 수 있거나, 또는 대안적으로 흡수 공정 전에 희석제가 다공성 멤브레인 (또는 필름 또는 다른 형상화된 용품) 내에 남게 될 수 있다. 다중 딥핑(multiple dipping), 장기간 침지(long soak), 진공, 수압 프레스 및 증발을 포함하지만 이로 한정되지 않는, 다공성 멤브레인(또는 필름 또는 다른 형상화된 용품)을 흡수시키기 위한 몇가지 방법들이 알려져 있다. 본 명세서에 개시된 바와 같은 다공성 멤브레인 내의 기공의 일부를 적어도 부분적으로 충전하는 데 이용될 수 있는 흡수 물질의 예에는 약제, 향료, 항미생물제, 정전기 방지제, 계면활성제, 살충제, 크로마토그래피 기능성 화학물질 및 고체 미립자 물질이 포함되지만, 이에 한정되지 않는다. 정전기 방지제 또는 계면활성제와 같은 소정의 물질은 희석제의 사전 제거 없이 흡수될 수 있다.
다공성 멤브레인(또는 필름 또는 다른 형상화된 용품)은 희석제의 제거 전 또는 후에, 다양한 공지된 코팅 또는 침착 기술들 중 임의의 하나를 사용하여 그 위에 다양한 조성물들 중 임의의 하나를 침착시킴으로써 추가로 개질될 수 있다. 예를 들어, 다공성 멤브레인(또는 필름 또는 다른 형상화된 용품)은 증착 또는 스퍼터링 기술에 의해 금속으로 코팅되거나, 접착제, 수성 또는 용매 기재 코팅 조성물 또는 염료로 코팅될 수 있다. 코팅은 롤 코팅, 분무 코팅, 딥 코팅 또는 임의의 다른 코팅 기술과 같은 통상적인 기술에 의해 수행될 수 있다. 도 2의 예시적인 장치(200)에 도시되지 않았지만, 인-라인 코팅 스테이션(in-line coating station) 및/또는 건조 오븐이, 예를 들어, 횡방향 연신 장치(23)와 권취 롤러(24) 사이에 위치되어 연신된 멤브레인의 한쪽 또는 양쪽 외측 표면 상에 코팅을 제공할 수 있다.
다공성 멤브레인(또는 필름 또는 다른 형상화된 용품)은 다양한 다른 구조물들 중 임의의 하나, 예컨대 다른 시트 재료(예를 들어, 다른 다공성 멤브레인, 천 층(예를 들어, 직조, 부직, 편직, 또는 메시 천), 중합체 필름 층, 금속 포일 층, 폼(foam) 층, 또는 임의의 그 조합)에 적층하여 복합 구조물을 제공할 수 있다. 적층은 접착제 접합, 스팟 용접(spot welding)과 같은 통상적인 기술에 의해, 또는 다공성을 파괴하거나 달리 방해하지 않거나 바람직하지 못한 다공성 또는 천공을 형성하지 않는 다른 기술에 의해 달성될 수 있다.
상기에 개시된 방법을 사용하여 다공성 용품 또는 다공성 멤브레인을 형성할 수 있다. 본 명세서에 개시된 것과 같은 다공성 멤브레인은 일반적으로 적어도 2개의 구역을 포함한다. 도 5는 제1 구역(510) 및 제2 구역(520)을 포함하는 예시적인 다공성 멤브레인을 도시한다. 제1 구역(510)은 제2 구역(520)에 인접할 수 있으며, 일 실시 형태에서는 제2 구역(520)에 직접 인접할 수 있다. 일 실시 형태에서, 도 5에 도시된 것과 같이, 제1 구역(510)은 제2 구역(520) 상에 배치될 수 있다. 다른 실시 형태(예시되지 않음)에서, 제2 구역(520)은 제1 구역(510) 상에 배치될 수 있다.
도 5에 도시된 실시 형태에서, 중합체는 제1 구역(510) 및 제2 구역(520)에서 동일하다. 제1 구역(510)은 제1 평균 기공 크기를 가지며 제2 구역(520)은 제2 평균 기공 크기를 갖는다. 제1 구역(510)은 또한 제1 구역 내에서 제1 농도를 갖는 제1 핵화제를 포함한다. 제2 구역(520)은 또한 제2 농도를 갖는 제2 핵화제를 포함한다. 일 실시 형태에서, 제1 구역에서 제1 핵화제의 양 및 제2 구역에서 제2 핵화제의 양은 특정 구역의 총 중량을 기준으로 약 0.1 중량% 내지 약 5.0 중량%의 범위이다.
일 실시 형태에서, 제1 핵화제는 제2 핵화제와 동일하다. 일 실시 형태에서, 제1 핵화제는 제2 핵화제화 동일하고, 제1 농도는 제2 농도와 동일하지 않다. 일 실시 형태에서, 제1 핵화제는 제2 핵화제와 동일하지 않고 제1 농도는 제2 농도와 동일하지 않다.
제1 구역(510)과 제2 구역(520) 사이의 핵화제의 실체, 핵화제의 농도 또는 둘 모두의 차이가 제1 구역(510)의 제1 평균 기공 크기와 제2 구역(520)의 제2 평균 기공 크기 사이의 차이를 야기한다. 적어도 제1 농도가 제2 농도와 상이하고 제1 구역과 제2 구역의 핵화제의 실체가 동일한 실시 형태에서, 두 구역에서의 상대적인 농도가, 적어도 부분적으로, 두 구역에서의 상대적인 기공 크기에 영향을 줄 수 있다. 예를 들어, 제1 농도는 제2 농도보다 작은 경우, 제1 평균 기공 크기는 제2 평균 기공 크기보다 일반적으로 더 클 것이다. 반대로, 제1 농도가 제2 농도보다 큰 경우, 제1 평균 기공 크기는 제2 평균 기공 크기보다 일반적으로 더 작을 것이다.
본 명세서에 개시된 바와 같은 다공성 멤브레인은 또한 2개를 초과하는 구역을 포함할 수 있다. 도 6에 도시된 예시적인 실시 형태는 3개의 구역, 즉 제1 구역(610), 제2 구역(620) 및 제3 구역(630)을 포함한다. 전체 3개의 구역에서의 중합체는 동일하다. 제1 구역(610)은 제2 구역(620)에 인접할 수 있으며, 일 실시 형태에서는 제2 구역(620)에 직접 인접할 수 있다. 제2 구역(620)은 제3 구역(630)에 인접할 수 있으며, 일 실시 형태에서는 제3 구역(630)에 직접 인접할 수 있다. 도 6에 도시된 것과 같은 실시 형태에서, 제1 구역(610)은 제2 구역(620) 상에 배치될 수 있으며 제2 구역은 제3 구역(630) 상에 배치될 수 있다.
도 6에 도시된 실시 형태에서, 중합체는 제1 구역(610), 제2 구역(620) 및 제3 구역(630)에서 동일하다. 제1 구역(610)은 제1 평균 기공 크기를 가지고 , 제2 구역(620)은 제2 평균 기공 크기를 가지고, 제3 구역(630)은 제3 평균 기공 크기를 갖는다. 제1 구역(610)은 또한 제1 구역 내에서 제1 농도를 갖는 제1 핵화제를 포함한다. 제2 구역(620)은 또한 제2 구역 내에서 제2 농도를 갖는 제2 핵화제를 포함한다. 제3 구역(630)은 또한 제3 구역 내에서 제3 농도를 갖는 제3 핵화제를 포함한다. 일 실시 형태에서, 제1 핵화제는 제2 핵화제 또는 제3 핵화제와 동일하고, 제2 핵화제는 제3 핵화제와 동일하나, 셋은 모두 상이한 양을 갖는다. 일 실시 형태에서, 제1 농도는 제2 농도 또는 제3 농도와 동일하지 않고, 제2 농도는 제3 농도와 동일하지 않다. 일 실시 형태에서, 제1 핵화제는 제2 핵화제 또는 제3 핵화제와 동일하지 않고 제2 핵화제는 제3 핵화제와 동일하지 않고, 제1 농도는 제2 농도 또는 제3 농도와 동일하지 않고 제2 농도는 제3 농도와 동일하지 않다.
도 7에 나타낸 예시적인 다공성 멤브레인은 또한 3개의 구역을 포함한다. 이러한 다공성 멤브레인은 제1 구역(710), 제2 구역(720) 및 제3 구역(730)을 포함한다. 특정 실시 형태는 동일한 2개의 구역(제1 구역(710) 및 제3 구역(730))에 상이한 구역(제2 구역(720))이 개재되어 있는 샌드위치 구조를 갖는다. 전체 3개의 구역에서의 중합체는 동일하다. 제1 구역(710)은 제1 평균 기공 크기를 가지며, 제2 구역(720)은 제2 평균 기공 크기를 가지고, 제3 구역(730)은 제3 평균 기공 크기를 갖는다. 제1 구역(710)은 또한 제1 구역 내에서 제1 농도를 갖는 제1 핵화제를 포함한다. 제2 구역(720)은 또한 동일하거나 제2 구역 내에서 제2 농도를 갖는 제2 핵화제를 포함한다. 제3 구역(730)은 또한 제3 구역 내에서 제3 농도를 갖는 제3 핵화제를 포함한다. 일 실시 형태에서, 제1 핵화제와 제3 핵화제가 동일하나 이들은 제2 핵화제와는 동일하지 않다. 일 실시 형태에서, 제1 농도와 제3 농도가 동일하나 이들은 제2 농도와는 동일하지 않다. 일 실시 형태에서, 제1 핵화제는 제3 핵화제와 동일하나, 이들은 제2 핵화제와는 동일하지 않고, 제1 농도는 제3 농도와 동일하나 이들은 제2 농도와는 동일하지 않다.
3개를 초과하는 구역을 갖는 다공성 멤브레인이 또한 본 발명에 의해 고려될 수 있다. 본 명세서에 개시된 바와 같은 다공성 멤브레인은 그의 의도된 용도에 따라 달라지는 평균 층 두께를 가질 수 있다. 전형적으로, 각각의 다공성 멤브레인 층은 평균 두께가 약 5 마이크로미터 내지 약 500 마이크로미터 범위이다.
본 명세서에 개시된 바와 같은 다공성 멤브레인은 그의 의도된 용도, 공정 조건, 및 사용되는 물질에 따라 달라질 수 있는, 멤브레인을 통한 유체 유동에 대한 일정 정도의 저항성을 가질 수 있다. 다공성 멤브레인을 통한 유체 유동을 측정하는 한 가지 방법은, 본 명세서에서 "걸리 다공도"(Gurley porosity) 또는 "공기 유동에 대한 걸리 저항성"(Gurley resistance to air flow)으로도 지칭되는, ASTM D726-58, 방법 A에 명시된 바와 같은 표준 조건 하에서 주어진 부피의 기체가 표준 면적의 다공성 멤브레인을 통과하는 데 필요한 시간으로 표현되는 바와 같은 다공성 멤브레인을 통한 기체 유동에 대한 저항성을 측정하는 것이다. 공기 유동에 대한 걸리 저항성은 124 mm 물의 압력에서 50 입방센티미터(cc), 또는 다른 특정된 부피의 공기가 6.35 cm2(1 제곱인치)의 다공성 멤브레인을 통과하는 데 걸리는 초 단위의 시간이다.
본 명세서에 개시된 다공성 멤브레인의 다공도는 하기 수학식을 사용하여 (i) 연신된 필름의 측정된 벌크 밀도(dsf) 및 (ii) (a) 연신 전의 순수한 중합체의 측정된 벌크 밀도(dpp) 또는 (ii) (b) 연신 전의 순수한 중합체와 희석제 합의 측정된 벌크 복합 밀도(dcd)에 기초하여, 계산된 다공도 값(Pcal)에 의해 나타내어질 수 있다:
Pcal = [1-( dsf /(dpp) 또는 (dcd))] × 100%.
본 명세서에 개시된 바와 같은 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)은 시트 또는 필름의 형태일 수 있지만, 다른 용품 형상이 고려되고 형성될 수 있다. 예를 들어, 용품은 시트, 튜브, 필라멘트, 또는 중공 섬유의 형태일 수 있다. 본 명세서에 개시된 바와 같은 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)은 자립형(free-standing) 필름(또는 다른 형상화된 용품)일 수 있고, 또는 예를 들어, 적층에 의해, 응용에 따라 중합체, 금속, 셀룰로오스, 세라믹, 또는 임의의 그 조합인 물질로부터 제조된 구조물과 같은 기재에 부착될 수 있다.
본 명세서에 개시된 바와 같은 다공성 멤브레인은 또한 유리한 처리량을 제공할 수 있다. 본 명세서에서 사용되는 바와 같이, 처리량은 멤브레인 통과 한계 압력(limiting trans-membrane pressure)에 도달하기 전에 필터(멤브레인)가 일정한 목표 유량에서 처리하는 유체의 부피를 지칭한다. 처리량은 단위 필터 면적 당 유체 부피의 단위를 가질 수 있다. 멤브레인의 처리량은 멤브레인의 샘플을 적합한 하우징에 장착하고, 예를 들어, 연동 펌프를 사용하여 일정한 유량으로 시험 유체를 멤브레인의 한쪽 면에 공급함으로써 쉽게 측정될 수 있다. 그 다음, 압력 변환기 또는 게이지를 사용하여 멤브레인 상류의 압력을 측정할 수 있고, 멤브레인을 통해 처리된 시험 유체의 양을 질량 저울로 계속하여 모니터링할 수 있다. 일단 멤브레인 상류 압력이 정의된 압력으로 증가되면, 멤브레인으로의 시험 유체의 공급을 중단하고, 멤브레인을 통해 처리된 시험 유체의 전체 질량 또는 부피를 처리량으로서, 전형적으로는 단위 멤브레인 면적당 부피 또는 질량의 단위로 기록한다. 다중구역 멤브레인의 처리량 향상은 그의 처리량을 동일한 기포점(bubble point) 기공 크기를 갖는 대칭 또는 단일 구역 멤브레인의 처리량과 비교하여 평가될 수 있다. 일 실시 형태에서, 다중구역 멤브레인의 처리량은 동일한 기포점 기공 크기를 갖는 대칭 멤브레인의 처리량보다 적어도 50% 더 클 수 있다. 일 실시 형태에서, 다중구역 멤브레인의 처리량은 동일한 기포점 기공 크기를 갖는 대칭 멤브레인의 처리량의 적어도 2배만큼 클 수 있다. 일 실시 형태에서, 다중구역 멤브레인의 처리량은 동일한 기포점 기공 크기를 갖는 대칭 멤브레인의 처리량의 적어도 3배만큼 클 수 있다. 일 실시 형태에서, 다중구역 멤브레인의 처리량은 동일한 기포점 기공 크기를 갖는 대칭 멤브레인의 처리량의 적어도 4배만큼 클 수 있다.
일부 경우에, 상이한 평균 기공 크기를 갖는 인접 구역들 사이에, 즉, 제1 및 제2 구역 사이에, 선명하고 구별되는 경계가 있도록 하는 방식으로 다중구역 멤브레인을 제조하는 것이 유리할 수 있다. 이는, 예를 들어, 작은 입자를 보유하기 위한 작은 평균 기공 크기의 매우 얇고 잘 정의된 구역, 높은 플럭스를 촉진하도록 더 높은 평균 기공 크기를 갖는 멤브레인의 나머지 구역에 의해서 높은 플럭스를 나타내면서 유체 중의 작은 입자를 보유하는 멤브레인의 제조에 있어서 유리할 수 있다. 다른 경우에, 상이한 평균 기공 크기의 인접 구역들 사이의 계면이 확산되고 기공 크기의 구배 - 기공 크기는 제1 구역의 그러한 특징과 인접 제2 구역의 그러한 특징 사이에서 점진적으로 변화함 - 를 특징으로 하도록 하는 방식으로 다중구역 멤브레인을 제조하는 것이 유리할 수 있다. 이는, 예를 들어, 크기의 분포를 갖는 입자를 포함하는 소정 유체에 대하여, 입자 부하 용량, 또는 처리량을 갖는 멤브레인의 제조에서 유리할 수 있다. 구별되는 경계가 바람직한 경우에, 도 4에 개략적으로 나타낸 매니폴드 다이 공압출 접근법을 사용하고/하거나 적어도 하나의 구역에서 불용성 핵화제를 사용하는 것이 유리할 수 있다. 확산 경계가 바람직한 경우에는, 도 3에 개략적으로 나타낸 다층 피드블록 공압출 접근법을 사용하고/하거나 구역들 중 적어도 하나에서 용융 핵화제를 사용하여, 인접 용융 스트림들이 다이 내에 있는 동안 인접 용융 스트림들 사이에서 용해성 핵화제가 상호확산하게 함으로써 확산하는 구역-대-구역 기공 크기 전이를 용이하게 하는 것이 유리할 수 있다.
본 명세서에 개시된 바와 같은 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)은 예를 들어, 생물약제학, 식품 및 음료, 또는 전자 산업에서 유체 스트림의 여과, 살균, 또는 둘 모두를 위한 필터, 물 또는 폐수의 여과 또는 정제를 위한 필터, 젤 제형 및 기능성 코팅을 유지하기 위한 기재, 및 액체/액체 추출 장치를 포함하지만 이로 한정되지 않는 다양한 응용에 사용될 수 있다.
또한, 본 명세서에 개시된 바와 같은 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)은, 본 명세서에 개시된 바와 같은 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)의 외측 및/또는 간극(interstitial) 표면에 기능성을 부여하기 위해, 입자 및/또는 코팅이 본 명세서에 개시된 바와 같은 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)의 다공성 구조 내에 도입되는 더 작은 기공 크기 멤브레인의 형성에 유용할 수 있다. 예를 들어, 국소 코팅, 외측 및/또는 간극 표면 처리제 또는 젤이 본 명세서에 개시된 바와 같은 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)에 기능성(예를 들어, 친수성, 선택적 저결합 특징, 또는 선택적 고결합 특징)을 부여하기 위해, 본 명세서에 개시된 바와 같은 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품) 내로 도입될 수 있다. 더 큰 기공 크기의 멤브레인을 사용하여 시작함으로써, 본 명세서에 개시된 바와 같은 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)은 적합한 코팅/간극 충전 물질을 가지면서도 여전히 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)을 통한 허용가능한 유체 유량이 가능할 수 있는 다양한 특화되고 기능화된 다공성 멤브레인(및 적어도 하나의 다공성 멤브레인을 포함하는 용품)을 생산하기 위한 가공 유연성을 가능하게 할 수 있다. 본 명세서에 개시된 바와 같은 다공성 멤브레인에 기능화된 표면을 제공하기 위한 예시적인 기술 및 물질은 전체적으로 본 명세서에 참고로 포함된, 월러(Waller) 등의 미국 특허 공개 제20070154703호에 기재되어 있다.
실시예
실시예 1
공압출된 2구역 멤브레인을 도 4에 나타낸 것과 유사한 장치를 사용하여 제조하였다. 멤브레인은 두 구역에서 상이한 핵화제 농도 및 상이한 스크루 속도를 가졌다.
용융 블렌드 1번을 다음과 같이 처리하였다. 폴리프로필렌(PP) 중합체 펠렛(미국 펜실베이니아주 필라델피아 소재의 수노코 케미칼스(Sunoco Chemicals)로부터의 F008F)을 225 RPM의 스크루 속도를 갖는 40 mm 동시-회전(co-rotating) 2축 압출기의 호퍼 내로 도입하였다. 각각의 4리터 배치에 대해 약 5분 동안 이카 웍스, 인크.(미국 노스캐롤라이나주 윌밍턴 소재)로부터의 울트라 투랙스(등록상표) T-25 베이직 고전단 혼합기를 사용하여 핵화제(미국 사우스캐롤라이나주 스파르탄버그 소재의 밀리켄 케미칼로부터의 밀라드(등록상표) 3988 핵화제)를 광유 희석제(미네랄 오일 수퍼라 화이트(Mineral Oil Superla White) 31 아모코 루브리컨츠(Amoco Lubricants))와 사전 혼합하였다. PP 중합체/희석제/핵화제의 중량비는 각각 29.72/70.2/0.08이었다. 총 압출 속도는 시간당 약 13.6 킬로그램(kg/hr)이었다. 압출기는 혼합 구역들에서 260℃로, 압출기 출구에서 177℃로 설정된 온도 프로파일을 갖는 8개의 구역을 가졌다.
용융 블렌드 2번을 다음과 같이 처리하였다. 폴리프로필렌(PP) 중합체 펠렛(미국 펜실베이니아주 필라델피아 소재의 수노코 케미칼스로부터의 F008F)을 100 RPM의 스크루 속도를 갖는 25 mm 동시-회전 2축 압출기의 호퍼 내로 또한 도입하였다. 각각의 4리터 배치에 대해 약 5분 동안 이카 웍스, 인크.(미국 노스캐롤라이나주 윌밍턴 소재)로부터의 울트라 투랙스(등록상표) T-25 베이직 고전단 혼합기를 사용하여 핵화제(미국 사우스캐롤라이나주 스파르탄버그 소재의 밀리켄 케미칼로부터의 밀라드(등록상표) 3988 핵화제)를 광유 희석제(미네랄 오일 수퍼라 화이트 31 아모코 루브리컨츠)와 사전 혼합하였다. PP 중합체/희석제/핵화제의 중량비는 각각 29.78/70.2/0.2였다. 총 압출 속도는 시간당 약 2.72 킬로그램(2.72 kg/hr)이었다. 압출기는 177℃로 설정된 온도 프로파일을 갖는 8개의 구역을 가졌다.
이중 구역의 용융 스트림이 25.4 cm 폭의 오리피스를 갖는 다중 매니폴드 다이로부터 단일 시트로서 나왔으며, 후속하여 21℃로 유지된 피라미드 100 패턴화된 캐스팅 휠 상에 4.6 미터/분(m/min)으로 캐스팅하였다. 필름을 용매 세척 공정으로 공급하였고, 여기서 버트렐 HCFC 123(듀폰)을 사용하여 광유를 제거하였다. 이어서, 필름을 주위 조건에서 건조하여 용매를 제거하였다. 건조 후에, 132℃에서 필름을 1.7 × 3.125로 길이 및 폭을 연신시켰다.
단면 및 양쪽 표면의 주사 전자 현미경(SEM) 사진을 촬영하였고, 도 8a 내지 도 8c에서 볼 수 있다. 도 8a는 전체 멤브레인을 11.7 mm × 600의 배율로 나타내고; 도 8b는 큰 기공 크기를 갖는 구역을 11.8 mm × 2500 배율로 나타내고; 도 8c는 작은 기공 크기를 갖는 구역을 11.8 mm × 2500 배율로 나타낸다. 작은 기공 크기 층은 두께의 약 18%인 경우 큰 기공 크기 층과 선명하게 대비된다. 작은 기공 크기 층은, 압출기 내로 들어가는 물질의 질량을 기준으로, 약 17 중량%였으며, 이는 각 층에 대한 제어를 나타내는 실제 두께와의 우수한 상호관련성이 있다.
전체 멤브레인의 두께를 측정하였다. 전방 유동 기포점 압력 장치(forward flow bubble point pressure apparatus)를 사용하여 기포점 기공 크기를 측정하였다. 각 멤브레인의 디스크를 60 중량% 아이소프로필 알코올과 40 중량% 물의 혼합물로 포화시키고 구역 A를 상류쪽으로 하여 90 mm 직경 멤브레인 홀더에 장착하였다. 압력 제어기(유형 640, 엠케이에스 인스트루먼츠, 인크.(MKS Instruments, Inc.)로부터 입수가능)는 멤브레인의 상류쪽으로의 질소 기체의 공급을 조절하였다. 질량 유동 측정기(엠케이에스 인스트루먼츠, 인크.로부터 입수가능한, 매스-플로(Mass-Flo™) 측정기, 모델 번호 179A12CS3BM)를 사용하여 멤브레인의 하류의 기체의 질량 유동을 측정하였다. 시험을 시작할 때, 질소 기체를 10.3 kPa(1.5 psi)의 압력으로 멤브레인의 상류쪽에 공급하였다. 이어서, 압력을 0.2초마다 1.38 kPa(0.2 psi)의 증분으로 증가시켰다. 그 결과, 멤브레인 하류의 측정된 질량 유동이 초기에는, 멤브레인의 액체 충전된 기공을 통한 질소의 확산 유량을 나타내는 값에서 대략 일정하였고, 그 후에 액체가 구역 A의 더 큰 기공으로부터 변위되었을 때, 측정된 질량 유동이 일시적으로 증가하였고, 그 후에 구역 B의 액체 충전된 기공을 통한 질소의 확산 유량을 나타내는 낮은 질량 유동으로 되돌아갔으며, 그 후에 액체가 구역 B의 기공으로부터 변위되었을 때, 측정된 질량 유동이 단조 증가되었다. 구역 A의 기포점 압력은 측정된 질량 유동의 첫 번째 증가의 시작 시 인가된 질소 압력으로서 취하였다. 구역 B의 기포점 압력은 측정된 질량 유동의 두 번째 증가의 시작 시 인가된 질소 압력으로서 취하였다. 멤브레인의, 또는 멤브레인의 구역의 기포점 압력은 라플라스(Laplace) 방정식에 따라 기공 크기 분포 중의 가장 큰 기공 크기와 역으로 연관된다는 것이 당업자에게 잘 알려져 있다.
[표 1]

실시예 2
도 3에 나타낸 것과 유사한 장치를 사용하여 5개의 2구역 멤브레인을 제조하였다. 멤브레인들은 두 구역에서 상이한 핵화제 농도 및 상이한 스크루 속도를 가졌다.
70.2 중량% 광유(시트고(Citgo)로부터 듀오프라임 오일(Duoprime Oil) 300으로 입수가능), 및 29.8 중량%의, 폴리프로필렌(수노코 케미칼스로부터 F008F로 입수가능)과 1,3:2,4-비스(3,4-다이메틸벤질리덴) 소르비톨 핵화제(밀리켄 케미칼로부터 입수가능한 밀라드™ 3988)의 블렌드를 사용하여 각각의 용융 스트림을 제조하였다. 각각의 멤브레인의 구역 A 및 구역 B를 제조하는 데 사용한 밀라드™ 핵화제 농도 및 압출기 스쿠루 속도는 표 2에 나타나있다.
각각의 멤브레인에 대해, 용융 스트림 A를 용융 혼합하고, 용융 혼합 섹션들에서의 271℃로부터 압출기 출구에서의 177℃로 온도가 감소되는 8개의 온도 구역을 갖는 40 mm 2축 압출기로 운송하였다. 용융 스트림 B를 용융 혼합하고, 용융 혼합 섹션들에서의 260℃로부터 압출기 출구에서의 177℃로 감소되는 6개의 온도 구역을 갖는 25 mm 2축 압출기로 운송하였다. 각각의 압출기의 다이 출구와 피드블록 사이에 위치된 용융물 펌프는 용융 스트림 A 및 B의 압출기 출력 속도가 각각 10.9 kg/h 및 3.6 kg/h가 되도록 각각의 압출기로부터 피드블록으로의 물질의 유동을 조절하였다. 피드블록에서 용융 스트림 A 및 B를 함께 합하고 다이로 공급하여 각각 구역 A 및 B를 포함하는 필름을 형성하였다. 피드블록 및 다이 온도는 177℃였다. 구역 B가 냉각 롤(chill roll) 표면과 접촉하도록 2구역 필름을 60℃로 유지된 냉각 롤 상에 드롭-캐스팅(drop-casting)하였다. 이어서, 광유를 추출 용매(듀폰으로부터 입수가능한 버트렐™ HCFC-123)로 세척하여 캐스팅된 필름으로부터 제거하고, 필름을 길이 배향기에서 1.6x 및 텐터(tenter)에서 2.5x로 배향시켜 2구역 멤브레인을 형성하였다.
전방 유동 기포점 압력 장치를 사용하여 각각의 멤브레인의 구역 A 및 구역 B 기포점 압력을 측정하였다. 각 멤브레인의 디스크를 60 중량% 아이소프로필 알코올과 40 중량% 물의 혼합물로 포화시키고 구역 A를 상류쪽으로 하여 90 mm 직경 멤브레인 홀더에 장착하였다. 압력 제어기(유형 640, 엠케이에스 인스트루먼츠, 인크.(MKS Instruments, Inc.)로부터 입수가능)는 멤브레인의 상류쪽으로의 질소 기체의 공급을 조절하였다. 질량 유동 측정기(엠케이에스 인스트루먼츠, 인크.로부터 입수가능한, 매스-플로™ 측정기, 모델 번호 179A12CS3BM)를 사용하여 멤브레인의 하류의 기체의 질량 유동을 측정하였다.
시험을 시작할 때, 질소 기체를 10.3 kPa(1.5 psi)의 압력으로 멤브레인의 상류쪽에 공급하였다. 이어서, 압력을 0.2초마다 1.38 kPa(0.2 psi)의 증분으로 증가시켰다. 그 결과, 멤브레인 하류의 측정된 질량 유동이 초기에는, 멤브레인의 액체 충전된 기공을 통한 질소의 확산 유량을 나타내는 값에서 대략 일정하였고, 그 후에 액체가 구역 A의 더 큰 기공으로부터 변위되었을 때, 측정된 질량 유동이 일시적으로 증가하였고, 그 후에 구역 B의 액체 충전된 기공을 통한 질소의 확산 유량을 나타내는 낮은 질량 유동으로 되돌아갔으며, 그 후에 액체가 구역 B의 기공으로부터 변위되었을 때, 측정된 질량 유동이 단조 증가되었다. 구역 A의 기포점 압력은 측정된 질량 유동의 첫 번째 증가의 시작 시 인가된 질소 압력으로서 취하였다. 구역 B의 기포점 압력은 측정된 질량 유동의 두 번째 증가의 시작 시 인가된 질소 압력으로서 취하였다. 멤브레인의, 또는 멤브레인의 구역의 기포점 압력은 라플라스 방정식에 따라 기공 크기 분포 중의 가장 큰 기공 크기와 역으로 연관된다는 것이 당업자에게 잘 알려져 있다.
[표 2]

표 2는 각각의 멤브레인에 대한 구역 A 및 구역 B 핵화제 농도 및 압출기 스크루 속도, 뿐만 아니라 구역 A 및 구역 B에 대해 측정된 기포점 압력을 나타낸다. 구역 A 및 구역 B에 대해 동일한 용해성 핵화제 농도 및 스크루 속도를 사용하여 실시예 3A를 제조하였고, 그 결과, 구역 A 및 구역 B에서의 기공 크기 사이에는 측정된 차이가 없었다. 구역 A 및 구역 B에서 상이한 핵화제 농도를 사용하여 실시예 3B 및 실시예 3C를 제조하였다. 이러한 멤브레인에 대해, 더 많은 핵화제를 포함하는 구역 B는 구역 A보다 적절히 더 작은 기공 크기를 가졌다. 구역 B에서 더 높은 농도의 핵화제를 사용하고, 추가로 구역 A에 대해 더 높은 스크루 속도를 사용하여 실시예 3E를 제조하였다. 이는 구역 A 및 구역 B에서의 기공 크기 사이에 유의하게 더 큰 차이를 야기하였다. 구역 A 및 구역 B에서 동일한 핵화제 농도를 사용하나, 구역 A에 대해 더 높은 스크루 속도를 사용하여 실시예 3D를 제조하였고, 그 결과, 두 구역에서의 기공 크기 사이에는 측정된 차이가 없었다.
이러한 실시예는 상이한 농도의 용해성 핵화제를 갖는 용융 스트림을 공압출하여 상이한 기공 크기의 구역들을 갖는 다중구역 멤브레인을 제조할 수 있음을 나타낸다. 그러나, 더 낮은 핵화제 농도를 갖는 구역에서 더 높은 스크루 속도를 추가로 사용함으로써, 구역들에서의 기공 크기 사이의 차이를 유의하게 증대시킬 수 있다.
실시예 3
69.0 중량% 광유(펜레코(Penreco)로부터 입수가능한 드라케올(Drakeol) 32), 30.9 중량% 폴리프로필렌(수노코 케미칼스로부터 F008F로 입수가능), 및 0.1 중량% 1,3:2,4-비스(3,4-다이메틸벤질리덴) 소르비톨 핵화제(밀리켄 케미칼로부터 입수가능한 밀라드™ 3988)를 포함하는 혼합물을 용융 혼합하고 40 mm 2축 압출기로 운송하여, 제1 용융 스트림 A를 제조하였다. 40 mm 2축 압출기는 용융 혼합 섹션들에서의 271℃로부터 압출기 출구에서의 177℃로 온도가 감소되는 8개의 온도 구역을 가졌다. 40 mm 2축 압출기의 압출 속도는 14.5 kg/h였다.
69.0 중량% 광유(펜레코로부터 입수가능한 드라케올 32), 28.4 중량% 폴리프로필렌(수노코 케미칼스로부터 F008F로 입수가능), 0.1 중량% 1,3:2,4-비스(3,4-다이메틸벤질리덴) 소르비톨 핵화제(밀리켄 케미칼로부터 입수가능한 밀라드™ 3988), 및 20 중량% 구리 프탈로시아닌 블루 안료를 함유하는 폴리프로필렌-폴리에틸렌 공중합체 마스터배치(도쿄 프린팅 잉크(Tokyo Printing Ink)로부터 입수가능한 마스터배치) 2.5 중량%를 포함하는 혼합물을 용융 혼합하고 25 mm 2축 압출기로 운송하여, 제2 용융 스트림 B를 제조하였다. 25 mm 2축 압출기는 용융 혼합 섹션들에서의 260℃로부터 압출기 출구에서의 177℃로 온도가 감소되는 6개의 온도 구역을 가졌다. 25 mm 2축 압출기의 압출 속도는 1.8 kg/h였다.
용융 스트림 A를 3층 피드블록의 외측 층에 공급하고 용융 스트림 B를 피드블록의 중앙층에 공급하였다. 3개의 층을 피드블록에서 함께 합하고 단일 오리피스 필름 다이에 공급하여 A-B-A 공압출된 3구역 필름을 형성하였다. 피드블록 및 다이 온도는 177℃였다. 구역 B가 냉각 롤 표면과 접촉하도록 3구역 필름을 60℃로 유지된 냉각 롤 상에 드롭-캐스팅하였다. 이어서, 광유를 추출 용매(듀폰으로부터 입수가능한 버트렐™ HCFC-123)로 세척하여 캐스팅된 필름으로부터 제거하고, 필름을 길이 배향기에서 2.0x 및 텐터에서 3.0x로 배향시켜 3구역 멤브레인을 형성하였다.
도 9a는 생성된 3구역 멤브레인의 광학 현미경 사진으로, 색상이 청색이며 2개의 외측 구역과의 선명한 계면을 나타내는, 구별되는 중앙의 두께 관통 구역을 명확하게 보여준다. 중앙 구역의 청색 색상은 그 구역에 구리 프탈로시아닌 블루 안료가 존재하기 때문이다.
도 9b 및 도 9c는 3구역 멤브레인의 2가지 상이한 배율의 단면 SEM 사진이다(도 9b는 1500 배율이고, 도 9c는 3000 배율임). 이러한 현미경 사진에서, 더 큰 기공 크기의 구역이 더 작은 기공 크기의 두 구역 사이에 명확하게 나타날 수 있다.
3구역 멤브레인의 3개의 구역을 박리할 수 있음을 발견하였다. 도 9d는 3개의 구역 각각의 표면에서 촬영한 표면 SEM 사진을 포함한다. 역시, 중앙 구역에서의 기공 크기가 외측의 두 구역에서의 기공 크기보다 상당히 더 크다는 것이 명확하게 나타난다.
자체로 폴리프로필렌에 대한 핵화제로서 작용하는 불용성 구리 프탈로시아닌 블루가 멤브레인의 중앙 구역에서 용해성 밀라드™ 핵화제의 작용을 변경시켜 더 큰 기공 크기를 가져온 것으로 생각된다. 블루의 불용성은 공압출 공정 동안 중앙층으로부터 2개의 외측 층 중 어느 하나로 이동하는 그의 능력을 크게 감소시켜, 멤브레인 구역들 사이에 매우 구별되는 전이를 가져왔다.
실시예 4
도 3에 나타낸 것과 유사한 장치를 사용하여 2구역 폴리프로필렌 멤브레인을 제조하였다. 2개의 개별적인 용융 스트림을, 2개의 스트림을 합하여 단일 오리피스 필름 다이로 공급하는 2층 피드블록으로 공압출하였다.
70.7 중량% 광유(시트고로부터 듀오프라임 오일 300로 입수가능), 29.25 중량% 폴리프로필렌(수노코 케미칼스로부터 F008F로 입수가능), 및 0.05 중량% 1,3:2,4-비스(3,4-다이메틸벤질리덴) 소르비톨 핵화제(밀리켄 케미칼로부터 입수가능한 밀라드™ 3988)를 포함하는 혼합물을 용융 혼합하고 40 mm 2축 압출기로 운송하여, 제1 용융 스트림 A를 제조하였다. 40 mm 2축 압출기는 용융 혼합 섹션들에서의 271℃로부터 압출기 출구에서의 177℃로 온도가 감소되는 8개의 온도 구역을 가졌다.
70.7 중량% 광유(시트고로부터 듀오프라임 오일 300로 입수가능), 28.0 중량% 폴리프로필렌(수노코 케미칼스로부터 F008F로 입수가능), 및 1.3 중량% 1,3:2,4-비스(3,4-다이메틸벤질리덴) 소르비톨 핵화제(밀리켄 케미칼로부터 입수가능한 밀라드™ 3988)를 포함하는 혼합물을 용융 혼합하고 25 mm 2축 압출기로 운송하여, 제2 용융 스트림 B를 제조하였다. 25 mm 2축 압출기는 용융 혼합 섹션들에서의 260℃로부터 압출기 출구에서의 177℃로 온도가 감소되는 6개의 온도 구역을 가졌다. 각각의 압출기의 다이 출구와 피드블록 사이에 위치된 용융물 펌프는 용융 스트림 A 및 B의 압출기 출력 속도가 각각 15.0 kg/h 및 3.2 kg/h가 되도록 각각의 압출기로부터 피드블록으로의 물질의 유동을 조절하였다.
피드블록에서 용융 스트림 A 및 B를 함께 합하고 다이로 공급하여 각각 구역 A 및 B를 포함하는 필름을 형성하였다. 피드블록 및 다이 온도는 177℃였다. 구역 B가 냉각 롤 표면과 접촉하도록 2구역 필름을 60℃로 유지된 냉각 롤 상에 드롭-캐스팅하였다. 이어서, 광유를 추출 용매(듀폰으로부터 입수가능한 버트렐™ HCFC-123)로 세척하여 캐스팅된 필름으로부터 제거하고, 필름을 길이 배향기에서 1.8x 및 텐터에서 2.5x로 배향시켜 2구역 멤브레인을 형성하였고, 이를 샘플 번호 1847-45로 표지하였다. 멤브레인 1847-45의 단면을 SEM으로 영상화하였고 도 10에 나타낸다.
실시예 1 및 실시예 3에 기재된 전방 유동 기포점 압력 장치를 사용하여 4개의 멤브레인 샘플 각각의 기포점 압력을 측정하였다. 멤브레인 샘플은 2구역 폴리프로필렌 멤브레인, 대칭 폴리프로필렌 멤브레인 F100(쓰리엠 컴퍼니(3M Company)로부터 입수가능한 제품 번호 70-0708-1241-1), 대칭 폴리프로필렌 멤브레인 F101(쓰리엠 컴퍼니로부터 입수가능한 제품 번호 70-0708-1241-0), 및 구배된 두께 관통 기공 형태(gradient through-thickness pore morphology)를 갖는 폴리에테르설폰 멤브레인(멤브라나(Membrana)로부터 입수가능한 TM600)이었다. 라플라스 방정식을 사용하여 멤브레인의 기포점 기공 직경을 추산하였고, 도 11의 범례에 나타낸다.
각 멤브레인의 샘플 디스크를 47 mm 멤브레인 홀더 내에 위치시켰다. 당밀(미국 뉴저지주 로즈랜드 소재의 비 앤드 지 푸드, 인크.(B&G Foods, Inc.)로부터 입수가능한 그랜드마스 로버스트(Grandma's Robust))을 탈이온수에 1 g/L의 농도로 현탁시켜서 시험 오염물 용액을 제조하였다. 시험 오염물 용액을 40 mL/min의 일정한 공급 속도로 멤브레인을 통해 여과시켰고, 압력 변환기를 사용하여 멤브레인 상류의 압력을 모니터링하였다. 시험 오염물 용액 중의 물질에 의한 멤브레인 기공의 막힘으로 인해, 압력이 시험 전반에 걸쳐 단조 증가하였다. 멤브레인 상류의 압력이 172.4 kPa(25 psig)의 값에 도달했을 때 시험을 종료하였다.
도 11은 각각의 멤브레인의 2회 반복실험을 통한 시험 용액의 처리량, 또는 누적 용적 유동을 상류 압력의 함수로서 나타낸다. 본 발명의 2구역 폴리프로필렌 멤브레인은, 샘플들 중 가장 작은 기포점 기공 크기를 가짐에도 불구하고, 2가지 대칭 폴리프로필렌 멤브레인보다 실질적으로 더 크며, 구배 기공 폴리에테르설폰 벤치마크 멤브레인과 대략 동일한 처리량을 나타낸다.
따라서, 상이한 기공 크기를 갖는 다중 구역을 갖는 다공성 멤브레인의 실시 형태가 개시된다. 당업자는 본 발명이 개시된 바와는 다른 실시 형태로 실시될 수 있음을 파악할 수 있을 것이다. 개시된 실시 형태는 제한이 아니라 예시를 위하여 제공되며, 본 개시는 하기한 특허청구범위에 의해서만 제한된다.
Claims (31)
- 결정화가능 폴리올레핀 중합체 및 제1 핵화제를 포함하는 제1 구역 - 제1 핵화제는 제1 구역에서 제1 농도를 가지며 제1 구역은 제1 평균 기공 크기를 가짐 - ; 및
결정화가능 폴리올레핀 중합체 및 제2 핵화제를 포함하는 제2 구역 - 제2 핵화제는 제2 구역에서 제2 농도를 가지며, 제2 구역은 제2 평균 기공 크기를 가짐 - 을 포함하며,
결정화가능 중합체는 제1 구역 및 제2 구역에서 동일하고,
제1 평균 기공 크기는 제2 평균 기공 크기와 동일하지 않으며,
제1 핵화제 및 제2 핵화제는 동일하거나 상이하고,
제1 농도 및 제2 농도는 동일하거나 상이하되,
단, 제1 핵화제 및 제1 농도는 제2 핵화제 및 제2 농도와 동일하지 않은, 다공성 멤브레인. - 제1항에 있어서, 제1 핵화제 및 제2 핵화제는 독립적으로 용융 핵화제 또는 비용융 핵화제인 멤브레인.
- 제1항에 있어서, 결정화가능 폴리올레핀 중합체는 폴리프로필렌 또는 그의 공중합체로 이루어진 군으로부터 선택되는 멤브레인.
- 제1항에 있어서, 제1 농도는 제2 농도보다 작으며 제1 평균 기공 크기는 제2 평균 기공 크기보다 큰 멤브레인.
- 제1항에 있어서, 제1 핵화제는 제2 핵화제와 동일한 멤브레인.
- 제1항에 있어서, 제1 핵화제는 제2 핵화제와 상이한 멤브레인.
- 제1항에 있어서, 제1 핵화제의 제1 농도 및 제2 핵화제의 제2 농도는 멤브레인의 총 중량을 기준으로 약 0.1 중량% 내지 약 5.0 중량%인 멤브레인.
- 결정화가능 중합체 및 제1 용융 핵화제를 포함하는 제1 구역 - 제1 용융 핵화제는 제1 구역에서 제1 농도를 가지며 제1 구역은 제1 평균 기공 크기를 가짐 - ; 및
결정화가능 중합체 및 제2 용융 핵화제를 포함하는 제2 구역 - 제2 용융 핵화제는 제2 구역에서 제2 농도를 가지며 제2 구역은 제2 평균 기공 크기를 가짐 - 을 포함하며,
결정화가능 중합체는 제1 구역 및 제2 구역에서 동일하고,
제1 평균 기공 크기는 제2 평균 기공 크기와 동일하지 않으며,
제1 핵화제 및 제2 핵화제는 동일하거나 상이하고,
제1 농도 및 제2 농도는 동일하거나 상이하되,
단, 제1 핵화제 및 제1 농도는 제2 핵화제 및 제2 농도와 동일하지 않은, 다공성 멤브레인. - 제8항에 있어서, 결정화가능 중합체는 폴리올레핀 중합체인 멤브레인.
- 제9항에 있어서, 폴리올레핀 중합체는 폴리프로필렌 또는 그의 공중합체로 이루어진 군으로부터 선택되는 멤브레인.
- 제8항에 있어서, 제1 농도는 제2 농도보다 작으며 제1 평균 기공 크기는 제2 평균 기공 크기보다 큰 멤브레인.
- 제8항에 있어서, 제1 핵화제는 제2 핵화제와 동일한 멤브레인.
- 제8항에 있어서, 제1 핵화제는 제2 핵화제와 상이한 멤브레인.
- 제8항에 있어서, 제1 핵화제의 제1 농도 및 제2 핵화제의 제2 농도는 멤브레인의 총 중량을 기준으로 약 0.1 중량% 내지 약 5.0 중량%인 멤브레인.
- 제1 비에너지 입력(specific energy input)에서 작동하는 제1 압출기에서, 제1 결정화가능 중합체, 제1 핵화제 및 희석제를 포함하고 제1 농도의 제1 핵화제를 갖는 제1 조성물을 형성하는 단계;
제2 비에너지 입력에서 작동하는 제2 압출기에서, 제2 결정화가능 중합체 및 희석제를 포함하는 제2 조성물을 형성하는 단계;
제1 조성물과 제2 조성물을 공압출하여 다층 용품을 형성하는 단계;
결정화가능 중합체로부터 희석제가 상 분리되도록 다층 용품을 냉각시켜 다공성 멤브레인을 형성하는 단계를 포함하며,
제1 비에너지 입력은 제2 비에너지 입력과 동일하지 않은, 다공성 멤브레인의 제조 방법. - 제15항에 있어서, 제1 비에너지 입력 및 제2 비에너지 입력은 제1 압출기 및 제2 압출기의 작동 파라미터인 스크루 속도의 변경, 압출기 온도의 변경, 압출기 처리량의 변경, 스크루 설계 적극성(aggressiveness)의 변경, 압출기 길이/직경(L/D) 비의 변경, 및 압출기 압력의 변경의 하나 이상을 변화시켜 상이하게 되는 방법.
- 제15항에 있어서, 제1 비에너지 입력 및 제2 비에너지 입력은 제1 압출기 및 제2 압출기의 스크루 속도를 변화시켜 상이하게 되는 방법.
- 제15항에 있어서, 제2 조성물은 제2 핵화제를 추가로 포함하고, 제2 핵화제는 제2 조성물 중에 제2 농도로 존재하는 방법.
- 제18항에 있어서, 제1 핵화제의 제1 농도는 제2 핵화제의 제2 농도와 상이한 방법.
- 제18항에 있어서, 제1 조성물 및 제2 조성물은 다층 피드블록을 통해 압출되는 방법.
- 제18항에 있어서, 제1 조성물 및 제2 조성물은 다중 매니폴드 다이를 통해 압출되는 방법.
- 제15항에 있어서, 다공성 멤브레인으로부터 희석제를 적어도 부분적으로 제거하는 단계를 추가로 포함하는 방법.
- 제15항에 있어서, 다공성 멤브레인을 연신시키는 단계를 추가로 포함하는 방법.
- 제1 압출기에서, 제1 결정화가능 폴리올레핀 중합체, 제1 핵화제 및 희석제를 포함하고 제1 농도의 제1 핵화제를 갖는 제1 조성물을 형성하는 단계;
제2 압출기에서, 제2 결정화가능 폴리올레핀 중합체, 제2 핵화제 및 희석제를 포함하고 제2 농도의 제2 핵화제를 갖는 제2 조성물을 형성하는 단계;
제1 조성물과 제2 조성물을 공압출하여 다층 용품을 형성하는 단계; 및
결정화가능 중합체로부터 희석제가 상 분리되도록 다층 용품을 냉각시켜 다공성 멤브레인을 형성하는 단계를 포함하며,
결정화가능 중합체는 제1 구역 및 제2 구역에서 동일하고,
제1 핵화제 및 제2 핵화제는 동일하거나 상이하고,
제1 농도 및 제2 농도는 동일하거나 상이하되,
단, 제1 핵화제 및 제1 농도는 제2 핵화제 및 제2 농도와 동일하지 않은, 다공성 멤브레인의 제조 방법. - 제24항에 있어서, 제1 압출기는 제1 비에너지 입력에서 작동하고, 제2 압출기는 제2 비에너지 입력에서 작동하며, 제1 비에너지 입력은 제2 비에너지 입력과 동일하지 않은 방법.
- 제25항에 있어서, 제1 비에너지 입력 및 제2 비에너지 입력은 제1 압출기 및 제2 압출기의 작동 파라미터인 스크루 속도의 변경, 압출기 온도의 변경, 압출기 처리량의 변경, 스크루 설계 적극성의 변경, 압출기 길이/직경(L/D) 비의 변경, 및 압출기 압력의 변경의 하나 이상을 변화시켜 상이하게 되는 방법.
- 제26항에 있어서, 제1 비에너지 입력 및 제2 비에너지 입력은 제1 압출기 및 제2 압출기의 스크루 속도를 변화시켜 상이하게 되는 방법.
- 제24항에 있어서, 제1 조성물 및 제2 조성물은 다층 피드블록을 통해 압출되는 방법.
- 제24항에 있어서, 제1 조성물 및 제2 조성물은 다중 매니폴드 다이를 통해 압출되는 방법.
- 제24항에 있어서, 다공성 멤브레인으로부터 희석제를 적어도 부분적으로 제거하는 단계를 추가로 포함하는 방법.
- 제24항에 있어서, 다공성 멤브레인을 연신시키는 단계를 추가로 포함하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14205608P | 2008-12-31 | 2008-12-31 | |
| US61/142,056 | 2008-12-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20110112825A true KR20110112825A (ko) | 2011-10-13 |
Family
ID=41650181
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020117017580A KR20110112825A (ko) | 2008-12-31 | 2009-12-28 | 상이한 기공 크기를 갖는 다중 구역을 갖는 다공성 멤브레인 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20110297612A1 (ko) |
| EP (1) | EP2379209B1 (ko) |
| JP (2) | JP2012513898A (ko) |
| KR (1) | KR20110112825A (ko) |
| CN (1) | CN102325585B (ko) |
| BR (1) | BRPI0923737A2 (ko) |
| WO (1) | WO2010078234A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9266066B2 (en) | 2011-12-13 | 2016-02-23 | Pall Corporation | Membrane with localized asymmetries |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010059327A2 (en) * | 2008-11-21 | 2010-05-27 | 3M Innovative Properties Company | Microporous membrane and method for forming |
| BRPI0918358A2 (pt) | 2008-12-19 | 2015-12-15 | 3M Innovative Properties Co | sistema e método para a concentração de amostras |
| BRPI0918357A2 (pt) | 2008-12-19 | 2016-07-26 | 3M Innovative Properties Co | sistema e método para processamento de amostras |
| CN102085457B (zh) * | 2009-12-07 | 2013-01-02 | 广州美能材料科技有限公司 | 一种制备复合多层多孔中空纤维膜的方法及其装置和产品 |
| US9410210B2 (en) | 2010-06-07 | 2016-08-09 | Patrick A. Mach | Filtration methods and devices |
| US9255864B2 (en) | 2011-03-09 | 2016-02-09 | 3M Innovative Properties Company | Apparatus and method for processing a sample |
| US9795933B2 (en) * | 2011-06-10 | 2017-10-24 | Environmental Dynamics International, Inc. | Diffuser membrane and method of manufacture |
| WO2013003308A1 (en) | 2011-06-30 | 2013-01-03 | 3M Innovative Properties Company | Systems and methods for detecting an analyte of interest in a sample using microstructured surfaces |
| US9470612B2 (en) | 2011-06-30 | 2016-10-18 | 3M Innovative Properties Company | Systems and methods for detecting an analyte of interest in a sample using filters and microstructured surfaces |
| AU2012274016B2 (en) * | 2011-12-13 | 2014-09-04 | Cytiva Us Llc | Membrane with localized asymmetries |
| CN102698609B (zh) * | 2012-05-31 | 2014-06-25 | 南京工业大学 | 一种半连续制备复合膜的装置及其复合膜制备工艺 |
| WO2013184398A1 (en) | 2012-06-05 | 2013-12-12 | 3M Innovative Properties Company | Multiwell plate |
| US9428787B2 (en) | 2012-06-05 | 2016-08-30 | 3M Innovative Properties Company | Apparatus and method for processing a sample |
| US20150165388A1 (en) * | 2013-12-17 | 2015-06-18 | Pall Corporation | Skinless polyethersulfone membrane |
| CN105828947B (zh) | 2013-12-20 | 2017-09-29 | 3M创新有限公司 | 用于样品浓缩和检测的系统和方法 |
| WO2015095145A1 (en) | 2013-12-20 | 2015-06-25 | 3M Innovative Properties Company | Systems and methods for sample concentration and detection using a separation liquid |
| US10328389B2 (en) | 2014-04-11 | 2019-06-25 | 3M Innovative Properties Company | Microporous articles with a three-dimensional porous network of acid-sintered interconnected silica nanoparticles and methods of making the same |
| CN105428574B (zh) * | 2015-12-16 | 2018-08-03 | 中国科学技术大学 | 一种锂电池微孔隔膜及其制备方法 |
| CN105599260A (zh) * | 2015-12-21 | 2016-05-25 | 都昌县业达汽车零部件有限公司 | 一种一次挤出成型的护套制作工艺 |
| WO2017116694A1 (en) | 2015-12-29 | 2017-07-06 | 3M Innovative Properties Company | Method and system for detecting microorganisms in large-volume samples |
| WO2017116695A1 (en) | 2015-12-29 | 2017-07-06 | 3M Innovative Properties Company | Assembly and method for field filtration of water samples |
| US11260140B2 (en) | 2016-10-13 | 2022-03-01 | 3M Innovative Properties Company | Microbial indicator device for use with process monitoring systems |
| CN108043228A (zh) * | 2018-01-15 | 2018-05-18 | 深圳市君脉膜科技有限公司 | 一种具有多种不同过滤性能分区的反渗透膜及其制备方法 |
| CN108905638B (zh) * | 2018-06-27 | 2020-06-19 | 中材科技股份有限公司 | 一种高效膜过滤材料的制备方法 |
| US11298663B2 (en) | 2018-08-28 | 2022-04-12 | Molecule Works Inc. | Thin metal/ceramic hybrid membrane sheet and filter |
| EP3887027A4 (en) * | 2018-11-28 | 2022-08-10 | 3M Innovative Properties Company | ULTRAVIOLET TREATMENT OF MEMBRANES AND RESULTING MEMBRANE |
| CN109821424A (zh) * | 2019-03-27 | 2019-05-31 | 苏州交创石墨烯新材料有限公司 | 多孔离子交换膜的制备工艺及装置 |
| JP2022552198A (ja) * | 2019-10-10 | 2022-12-15 | インテグリス・インコーポレーテッド | 多孔質ポリマー膜並びに関連したフィルタ及び方法 |
| CN111497293B (zh) * | 2020-03-31 | 2022-04-05 | 江苏厚生新能源科技有限公司 | 一种高润湿性薄膜的制备方法、高润湿性薄膜及其应用 |
| CN114618322B (zh) * | 2022-02-24 | 2023-04-28 | 北京赛诺膜技术有限公司 | 一种聚偏氟乙烯中空纤维膜及其制备方法和应用 |
| CN114770849B (zh) * | 2022-05-13 | 2023-04-25 | 东莞海博斯新材料科技有限公司 | 一种超临界模压发泡弹性体制备用模压发泡设备 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4539256A (en) | 1982-09-09 | 1985-09-03 | Minnesota Mining And Manufacturing Co. | Microporous sheet material, method of making and articles made therewith |
| JPS61114701A (ja) * | 1984-11-09 | 1986-06-02 | Terumo Corp | 平膜型透過性膜およびその製造方法 |
| US4726989A (en) | 1986-12-11 | 1988-02-23 | Minnesota Mining And Manufacturing | Microporous materials incorporating a nucleating agent and methods for making same |
| US5120594A (en) | 1989-11-20 | 1992-06-09 | Minnesota Mining And Manufacturing Company | Microporous polyolefin shaped articles with patterned surface areas of different porosity |
| US5993954A (en) * | 1997-04-29 | 1999-11-30 | 3M Innovative Properties Company | Temperature-sensitive microporous film |
| US5976686A (en) | 1997-10-24 | 1999-11-02 | 3M Innovative Properties Company | Diffuse reflective articles |
| US6171689B1 (en) * | 1999-01-15 | 2001-01-09 | 3M Innovative Properties Company | Flame retardant microporous materials |
| US6461724B1 (en) * | 1999-08-30 | 2002-10-08 | 3M Innovative Properties Company | Microporous material resistant to capillary collapse |
| US6736971B2 (en) * | 2000-08-07 | 2004-05-18 | Cuno Incorporated | Pre-metered, unsupported multilayer microporous membrane |
| US6994789B2 (en) * | 2000-08-07 | 2006-02-07 | Cuno Incorporated | Pre-metered, unsupported multilayer microporous membrane |
| US7338692B2 (en) | 2003-09-12 | 2008-03-04 | 3M Innovative Properties Company | Microporous PVDF films |
| US20060148915A1 (en) * | 2004-12-30 | 2006-07-06 | Floyd Robert M | Microporous materials and methods of making |
| JP5456227B2 (ja) * | 2005-07-28 | 2014-03-26 | 株式会社キッツ | 中空糸膜モジュールの製造方法とその中空糸膜モジュール |
| EP1968792B1 (en) | 2005-12-30 | 2013-12-11 | 3M Innovative Properties Company | Functionalized substrates |
| JP2008272636A (ja) * | 2007-04-26 | 2008-11-13 | Asahi Kasei Corp | 多層微多孔膜 |
-
2009
- 2009-12-28 CN CN200980157330.9A patent/CN102325585B/zh not_active Expired - Fee Related
- 2009-12-28 JP JP2011544553A patent/JP2012513898A/ja not_active Ceased
- 2009-12-28 EP EP09796579.2A patent/EP2379209B1/en not_active Not-in-force
- 2009-12-28 US US13/142,436 patent/US20110297612A1/en not_active Abandoned
- 2009-12-28 KR KR1020117017580A patent/KR20110112825A/ko not_active Application Discontinuation
- 2009-12-28 WO PCT/US2009/069565 patent/WO2010078234A1/en active Application Filing
- 2009-12-28 BR BRPI0923737A patent/BRPI0923737A2/pt not_active IP Right Cessation
-
2015
- 2015-07-31 JP JP2015151756A patent/JP6141920B2/ja not_active Expired - Fee Related
-
2016
- 2016-07-11 US US15/206,659 patent/US20160317976A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9266066B2 (en) | 2011-12-13 | 2016-02-23 | Pall Corporation | Membrane with localized asymmetries |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012513898A (ja) | 2012-06-21 |
| CN102325585B (zh) | 2014-12-10 |
| EP2379209B1 (en) | 2017-08-30 |
| JP6141920B2 (ja) | 2017-06-07 |
| BRPI0923737A2 (pt) | 2016-01-19 |
| US20160317976A1 (en) | 2016-11-03 |
| WO2010078234A1 (en) | 2010-07-08 |
| EP2379209A1 (en) | 2011-10-26 |
| US20110297612A1 (en) | 2011-12-08 |
| JP2015221439A (ja) | 2015-12-10 |
| WO2010078234A8 (en) | 2010-12-29 |
| CN102325585A (zh) | 2012-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6141920B2 (ja) | 孔径の異なる複数領域を有する多孔性膜 | |
| CA2701832C (en) | Microporous membranes having a relatively large average pore size and methods of making the same | |
| JP5603349B2 (ja) | エチレン−クロロトリフルオロエチレンコポリマーからの微小多孔性材料とその製造方法 | |
| EP1833597B1 (en) | Multilayer porous membrane and process of manufacture | |
| KR100885340B1 (ko) | 미공성 재료 및 그의 제조 방법 | |
| JPS63161035A (ja) | 微孔質材料およびその製造方法 | |
| JP2008527073A (ja) | 微孔性材料および製造方法 | |
| JP2023135799A (ja) | ポリオレフィン微多孔膜および濾過フィルター | |
| JPH01297435A (ja) | 複合多孔質フイルムの製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |