KR101388883B1 - 방음 구조물 및 그 사용 방법 - Google Patents
방음 구조물 및 그 사용 방법 Download PDFInfo
- Publication number
- KR101388883B1 KR101388883B1 KR1020087031683A KR20087031683A KR101388883B1 KR 101388883 B1 KR101388883 B1 KR 101388883B1 KR 1020087031683 A KR1020087031683 A KR 1020087031683A KR 20087031683 A KR20087031683 A KR 20087031683A KR 101388883 B1 KR101388883 B1 KR 101388883B1
- Authority
- KR
- South Korea
- Prior art keywords
- delete delete
- layer
- fibers
- soundproof
- nonwoven web
- Prior art date
Links
Images









Classifications
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/162—Selection of materials
- G10K11/168—Plural layers of different materials, e.g. sandwiches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/12—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with filaments or yarns secured together by chemical or thermo-activatable bonding agents, e.g. adhesives, applied or incorporated in liquid or solid form
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47L—DOMESTIC WASHING OR CLEANING; SUCTION CLEANERS IN GENERAL
- A47L15/00—Washing or rinsing machines for crockery or tableware
- A47L15/42—Details
- A47L15/4209—Insulation arrangements, e.g. for sound damping or heat insulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0815—Acoustic or thermal insulation of passenger compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0815—Acoustic or thermal insulation of passenger compartments
- B60R13/083—Acoustic or thermal insulation of passenger compartments for fire walls or floors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0838—Insulating elements, e.g. for sound insulation for engine compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0861—Insulating elements, e.g. for sound insulation for covering undersurfaces of vehicles, e.g. wheel houses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0884—Insulating elements, e.g. for sound insulation for mounting around noise sources, e.g. air blowers
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Multimedia (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
- Passenger Equipment (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
Abstract
본 출원은 방음 구성과, 음원을 리시버로부터 음향적으로 차단하고 하나 이상의 방음 구성을 포함하는 다층 구성과, 하나 이상의 방음 구성 및/또는 다층 구성을 포함하는 구조와, 음원을 리시버로부터 음향적으로 차단하는 방법을 개시하고 있다. 몇몇 실시 형태에서, 방음 구성은 제1 층 및 제2 층을 포함한다. 제1 층은 적어도 약 0.7 kJ/㎥의 압축일과 10,000 Rayl/m 이하의 기류 저항을 나타내는 접합 섬유 부직 웨브를 포함할 수 있다. 제2 층은 10,000 Rayl/m 초과의 기류 저항을 나타낼 수 있다. 몇몇 실시 형태에서, 방음 방법은 제1 층을 차량의 표면에 결합하여 차량의 적어도 일부에서 음을 감쇠시키는 단계를 포함한다.
방음 구성, 차량, 다층 구성, 부직 웨브, 공기 투과성
Description
본 발명은 방음 구성(sound insulation construction)을 사용하여 음원을 리시버(receiver)로부터 차단하는 것에 관한 것이다.
차량에서, 진동 및 외부 소음, 예컨대 도로 소음, 엔진 소음, 바람 소음 및 차실 내로부터 나오는 소음은 흔히 차량의 여러 구성요소에 결합된 방음 재료를 사용하여 감쇠 및 방음된다. 방음 재료는 차량의 다양한 구성요소 내에 위치되거나 또는 이와 조합되어 승객의 편의 및 안락함을 위해 엔진 소음 및 도로 소음을 감소시켜 왔다.
차량 내에 위치한 개인들이 경험하는 청각적 방해(acoustic disturbance)의 수준을 제한하기 위해 차량과 관련된 방음을 증가시켜야 할 계속적인 필요성이 있다.
발명의 개요
본 발명의 몇몇 실시 형태는 제1 층 및 제2 층을 포함하는 방음 구성을 제공한다. 제1 층은 적어도 약 0.7 kJ/㎥의 압축일(work of compression)과 10,000 Rayl/m 이하의 기류 저항(airflow resistance)을 나타내는 접합 섬유 부직 웨 브(bonded fiber nonwoven web)를 포함할 수 있다. 제2 층은 제1 층에 결합될 수 있고 10,000 Rayl/m 초과의 기류 저항을 가질 수 있다.
본 발명의 몇몇 실시 형태는 구조의 표면에 결합되고 음원을 리시버로부터 음향학적으로 차단하도록 구성된 다층 구성을 제공한다. 이 다층 구성은 방음 구성을 포함할 수 있다.
본 발명의 몇몇 실시 형태에서, 차량이 제공된다. 이 차량은 차량의 구성요소에 의해 적어도 부분적으로 형성된 표면과, 이 표면에 결합된 방음 구성을 포함할 수 있다. 방음 구성은 적어도 약 0.7 kJ/㎥의 압축일과 10,000 Rayl/m 이하의 기류 저항을 나타내는 접합 섬유 부직 웨브를 포함하는 제1 층을 포함할 수 있다.
본 발명의 몇몇 실시 형태에서, 차량의 적어도 일부에서 방음하는 방법이 제공된다. 이 방법은 접합 섬유 부직 웨브를 포함하는 제1 층을 차량의 표면에 결합하는 단계를 포함할 수 있고, 여기서 접합 섬유 부직 웨브는 적어도 약 0.7 kJ/㎥의 압축일과 10,000 Rayl/m 이하의 기류 저항을 나타낸다.
본 발명의 발명자는 충분한 압축일과 충분한 정도의 공기 투과도를 나타내는 접합 섬유 부직 웨브가 원하는 주파수 범위에 따라 우수한 흡음기(sound absorber)가 될 수 있고, 방음 구성에 합체될 때 향상된 방음 특성을 제공할 수 있다는 것을 발견하였다. 본 발명의 방음 구성은 음원 또는 진동에 대해 흡수기, 디커플러(decoupler), 댐퍼, 흡수기-디커플러 및 배리어-디커플러 중 적어도 하나로서 기능할 수 있다. 본 발명은 또한 차량을 포함하지만 이로 한정되지 않는 여러 구성에서 음을 감쇠하기 위한 방음 구성을 사용하는 방법을 특징으로 한다.
이하의 발명의 상세한 설명, 청구의 범위 및 도면을 검토하면 당업자에게 본 발명의 다른 특징 및 태양은 명백하게 될 것이다.
도 1은 본 발명의 방음 구성의 개략적인 사시도.
도 2a는 본 발명의 일 실시 형태에 따른 카페트 라미네이트(carpet laminate) 형태의 다층 구성(방음 구성을 포함하고 차량에 결합됨)의 개략적인 사시도.
도 2b는 도 2a의 다층 구성의 개략적인 단면도.
도 3은 본 발명의 다른 실시 형태에 따른 헤드라이너(headliner) 형태의 다층 구성(방음 구성을 포함하고 차량에 결합됨)의 개략적인 단면도.
도 4는 본 발명의 다른 실시 형태에 따른 방음 구성(트렁크 라이너를 형성하고 차량에 결합됨)의 개략적인 단면도.
도 5는 본 발명의 다른 실시 형태에 따른 방음 구성(휠 웰 라이너(wheel well liner)를 형성하고 차량의 휠 웰에 결합됨)의 개략적인 사시도.
도 6은 본 발명의 다른 실시 형태에 따른 방음 구성(차량의 엔진 커버에 결합됨)의 개략적인 사시도.
도 7은 시험 절차와 실시예 1 내지 3 및 비교예 C1 내지 C4에 기술된 최대 가속도 시험을 수행하기 위해 사용된 장치의 개략적인 단면도.
도 8은 실시예 1 및 비교예 C3의 흡음 시험 결과의 선도.
물질의 음을 감쇠하는 능력은 물질의 음향 전달 손실, 댐핑 성능, 디커플링(decoupling) 성능 및 흡수 성능에 좌우될 수 있다.
공명체는 공명체 또는 그 표면을 따라 진행하는 가속파(acceleration wave)로서 음향(예를 들어, 심벌즈를 타격함으로써 생기는 음향)을 방출한다. 음향 강도는 진행하는 파의 최대 가속도와 관련되고 공명체의 표면에 에너지 흡수 물질을 적용함으로써 감소될 수 있다. 에너지 흡수 물질은 에너자이징 펄스(energizing pulse)(즉, 가속파를 개시하는 이벤트(event))의 전달을 감소시킬 수 있고, 펄스 및 파의 기계적 에너지를 열로 변환함으로써 생성되는 가속파를 감쇠할 수 있다. 만약 펄스 및 파의 에너지의 일부가 열로 변환되면, 더 적은 에너지가 공중음(airborne sound)(즉, 소음)을 생성하는 데 이용될 수 있다.
본 발명의 방음 구성은 에너자이징 펄스 또는 이벤트의 전달을 감소시킬 수 있고, 또한 (예를 들어, 가속파를 감쇠함으로써) 음향의 진행을 억제하고, 음파를 다시 음원을 향해 적어도 부분적으로 반사시키고, 이들 조합을 수행할 수 있으며, 그럼으로써 음원을 리시버로부터 적어도 부분적으로 음향학적으로 차단할 수 있다. 본 명세서에 사용되는 바와 같이, 문구 "음원을 리시버로부터 차단한다"는 광의로 사용되며 음원을 리시버로부터 차단하는 것뿐만 아니라 리시버를 음원으로부터 차단하는 것도 포함하며, 제한적이거나 또는 방향을 암시하는 것을 의미하지 않는다.
도 1은 기류 저항을 나타내는 제2 층(14)에 결합된 공기 투과성의 접합 섬유 부직 웨브를 포함하는 제1 층(12)을 구비하는 본 발명의 방음 구성(10)의 일 예를 예시한다. 방음 구성(10)은 방음 구성(10)의 층의 성질, 소정 환경에서의 방음 구성(10)의 위치, 및 방음 구성(10)이 결합된 구성요소의 유형에 따라 흡수기, 흡수기-디커플러, 디커플러, 댐퍼, 배리어-디커플러 또는 그 조합으로서 기능할 수 있다. 본 명세서에 사용되는 바와 같이,
용어 "접합 섬유 부직 웨브"는 별개의 길이의 섬유, 필라멘트 또는 함께 접합된 그 조합을 포함하는 부직 웨브를 말한다.
용어 "음향 전달 손실"은 물질을 통한 음향 에너지의 흐름을 감소시키는 물질의 능력을 말한다.
용어 "흡수기"는 입사 음향 또는 기계적 에너지의 적어도 일부를 사실상 에너지의 반사 또는 전달 없이 열로 변환하는 물질을 말한다. 주어진 주파수 범위에 대해 흡수기로서 작용하는 물질의 능력은 물질의 두께 및 복소 임피던스에 적어도 부분적으로 좌우된다. 복소 임피던스는 물질의 리액턴스 및 저항의 함수이다. 복소 임피던스의 일 유형인 물질의 고유 음향 임피던스는 물질의 일 지점에서의 음압 대 그 지점에서의 입자 속도에 대한 복소비이고 Rayl (N-s/㎥)의 단위로 표현될 수 있다. 섬유성 물질의 경우, 고유 음향 임피던스는 관심 주파수, 물질의 두께, 물질의 벌크 밀도, 물질의 기류 저항 또는 그 조합에 좌우될 수 있다. 다공성 물질의 흡음 성능은 물질의 표면 기류 저항을 변경시킴으로써 영향을 받을 수 있다. 예를 들어, 본 명세서에 참고로 포함되는 미국 특허 제5,824,973호에 기술된 바와 같이, 얇은 기류 저항 부재가 흡수기에 추가되어 관심 주파수 범위에 대해 음향 임피던스를 조정할 수 있다.
용어 "디커플러"는 음향 에너지원을 리시버로부터 차단시키는 물질을 말한다.
용어 "배리어"는 음파를 적어도 부분적으로 반사시킴으로써 음파의 전달을 방해하는 물질을 말한다.
용어 "흡수기-디커플러"는 음향 에너지원을 흡수하고 음향 에너지원을 리시버로부터 차단시키는 물질을 말한다.
용어 "배리어-디커플러"는 음파의 전달을 방해하고 음향 에너지원을 리시버로부터 차단시키는 물질을 말한다.
용어 "댐퍼"는 진동계의 기계적 에너지를 열로 변환하는 물질을 말한다.
용어 "결합된" 및 그 변형은 광의로 사용되고 직접 결합 및 간접 결합 둘 모두를 포함한다.
층 또는 기재와 같은 요소가 다른 요소 "상에" 있는 것으로 언급되면, 그 요소가 직접적으로 다른 요소 상에 있을 수 있거나 또는 개재 요소가 또한 존재할 수도 있다.
본 명세서에서 일 요소가 다른 요소 "상에 직접적으로" 있는 것으로 언급되면, 개재 요소가 존재하지 않는다.
용어 "차량"은 생물체 및 비생물체를 포함하는 다양한 물체를 수송할 수 있는 장치, 기기 또는 구조를 말한다. 차량은 동력 차량 및 비동력 차량을 포함할 수 있다. 동력 차량은 자동차(예를 들어, 승용차, 트럭, 버스, 밴(van), 레크리에이션용 차량(예컨대, 이동 주택 차량(motor home) 등), 기차, 비행기, 보트, 개인용 배, 모터구동 자전거, 그 조합 및 다양한 다른 적합한 동력 차량을 포함할 수 있지만, 이로 한정되지 않는다. 비동력 차량은 트레일러, 왜건(wagon), 자전거, 그 조합 및 다양한 다른 적합한 비동력 차량을 포함할 수 있지만, 이로 한정되지 않는다. 본 발명의 몇몇 실시 형태에서, 차량은 수송 동안 한 명 이상의 승객이 탈 수 있는 인클로저(enclosure)를 포함할 수 있다.
방음 구성
방음 구성의 제1 및 제2 층은 접착제 조성물을 포함하지만 이로 한정되지 않는 다양한 결합 수단을 사용하여 함께 결합될 수 있다. 몇몇 실시 형태에서, 제1 및 제2 층은 별개의 층들과 함께 단일 구조를 형성한다. 방음 구성은 다양한 특성을 나타낼 수 있다. 예를 들어 흡음하도록 구성되면, 방음 구성은 소정의 주파수 범위에 걸쳐 최대 흡음을 위해 조정될 수 있다. 몇몇 실시 형태에서, 방음 구성은 1,000 헤르쯔(㎐)의 주파수에서 방출 음향의 적어도 약 40%, 1,500 ㎐의 주파수에서 방출 음향의 적어도 약 60% 또는 그 조합을 흡수한다.
제1 층
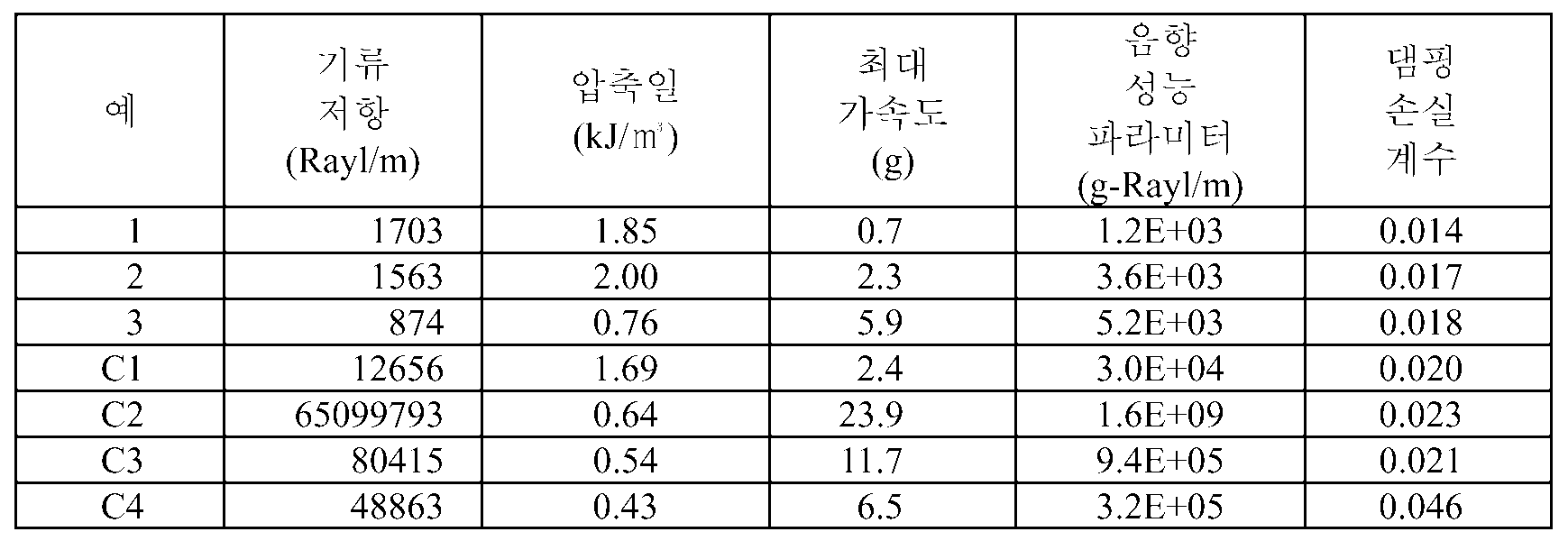
방음 구성의 제1 층은 공기 투과성의 접합 섬유 부직 웨브를 포함한다. 공기 투과성의 접합 섬유 부직 웨브는 방음재(sound insulation)의 원하는 유형 및 양에 따라 적어도 약 0.7 kJ/㎥, 적어도 약 0.8 kJ/㎥, 적어도 약 1 kJ/㎥ 또는 심지어 적어도 약 2 kJ/㎥의 압축일과, 10,000 Rayl/m 이하, 약 5000 Rayl/m 이하, 약 3000 Rayl/m 이하, 약 2000 Rayl/m 이하, 약 1500 Rayl/m 이하, 약 1000 Rayl/m 이하, 또는 심지어 약 800 Rayl/m 이하의 기류 저항을 나타낼 수 있다.
몇몇 실시 형태에서, 제1 층은 댐핑 특성을 나타낼 수 있다. 댐핑의 일 척도는 댐핑 손실 계수(damping loss factor)이다. 유용한 제1 층은 적어도 약 0.012 또는 심지어 적어도 약 0.015의 댐핑 손실 계수를 나타낸다. 댐핑의 다른 척도는 최대 가속도이다. 유용한 제1 층은 약 10 중력가속도(g) 이하, 약 6 g 이하, 약 3 g 이하 또는 심지어 약 2 g 이하의 최대 가속도를 나타낸다.
적합한 제1 층은 이하에서 더 자세히 기술되는 바와 같이 낮은 음향 성능 파라미터를 제공할 만큼 충분히 낮은 기류 저항 및 충분히 낮은 최대 가속도를 나타낸다. 몇몇 실시 형태에서, 제1 층은 약 10,000 g-Rayl/m 이하, 약 6,000 g-Rayl/m 이하, 약 4,000 g-Rayl/m 또는 심지어 약 1,000 g-Rayl/m 이하의 음향 성능 파라미터를 갖는다.
적합한 제1 층은 또한 적어도 약 15 ㎏/㎥, 적어도 약 50 ㎏/㎥ 또는 심지어 적어도 약 100 ㎏/㎥의 밀도와, 적어도 약 0.2 ㎏/㎡, 적어도 약 0.5 ㎏/㎡, 적어도 약 2 ㎏/㎡ 또는 심지어 적어도 약 4 ㎏/㎡의 평량과, 약 0.3 이하, 약 0.2 이하, 약 0.05 이하 또는 심지어 약 0.03 이하의 고형도(solidity)와 그 조합을 포함하지만 이로 한정되지 않는 다양한 다른 특성을 나타낼 수 있다.
제1 층은 적어도 약 5 ㎜, 적어도 약 10 ㎜, 적어도 약 15 ㎜, 적어도 약 20 ㎜ 또는 심지어 적어도 약 30 ㎜의 두께를 포함하는 임의의 적합한 두께를 가질 수 있다.
몇몇 실시 형태에서, 제1 층은 방음 구성에서 디커플러로서 기능한다.
유용한 제1 층 물질의 예는
(I) 섞여 랜덤 배열된 가요성 유기 열가소성 섬유의 균일한 로프티 부직 웨브(그 예는 쓰리엠(3M) 컴퍼니로부터 상표명 스카치 브라이트(SCOTCH BRITE) 시리즈로 구매 가능함),
(II) 제1 및 제2 크림핑된(crimped) 스테이플 유기 열가소성 섬유로 제조된 로프티 개방 부직 웨브(그 예는 쓰리엠 컴퍼니로부터 상표명 스카치 브라이트 시리즈로 구매 가능함),
(III) 탄성 열가소성 중합체의 상호 결합된 연속의 주름잡힌 성긴 필라멘트의 압출 또는 멜트-스펀(melt-spun) 중합체 필라멘트 다발의 부직 웨브(그 예는 쓰리엠 컴퍼니로부터 상표명 노매드(NOMAD)로 구매 가능함),
(IV) 랜덤 혼합되고 랜덤 접합된 소수성 섬유를 포함하는 스펀지형 압축성 부직 웨브(그 예는 쓰리엠 컴퍼니로부터 상표명 버프 퍼프(BUF PUF)로 구매 가능함), 및 그 조합을 포함하지만 이로 한정되지 않는 다양한 접합 섬유 부직 웨브를 포함한다.
유용한 부직 웨브는 또한 스펀본드(spunbond), 멜트 블로운(melt blown), 스펀본드-멜트 블로운, 에어 레이드(air laid), 웨트 레이드(wet laid), 니들 펀칭 및 코일링된 섬유 웨브, 스크림(scrim) 및 그 조합을 형성하는 공정을 포함하지만 이로 한정되지 않는 다양한 공정에 의해 형성된다. 부직 웨브의 각각의 예시적인 유형에 대한 물질 제형(formulation)이 이하에 보다 상세하게 기술된다.
부직 웨브 I
부직 웨브의 유용한 부류의 일 예는 섬유가 서로 교차하고 접촉하는 지점에서 함께 접착식으로 접합되어 3차원으로 일체화된 구조를 갖는 웨브를 형성하는 섬유를 포함하는, 섞여 랜덤 배열된 가요성 유기 열가소성 섬유의 균일한 로프티 부직 웨브를 포함한다. 섬유는 소구체(globule)의 형태로 웨브에 각각 존재하는 2개의 상이한 유형의 결합제(binder)에 의해 교차 지점에서 선택적으로 접합될 수 있다. 연마 입자가 웨브의 전체에 걸쳐 분포되고, 상대적으로 경질의 강성 결합제, 탄성 고무 결합제 또는 그 조합을 포함하지만 이로 한정되지 않는 결합제에 의해 웨브에 견고하게 접합될 수 있다. 웨브의 섬유들 사이의 빈틈은 수지 또는 연마재로 사실상 채워지지 않는다. 하나의 유용한 실시 형태에서, 웨브가 적어도 약 75 체적%의 보이드, 적어도 약 85 체적%의 보이드, 적어도 약 90 체적%의 보이드 또는 심지어 적어도 약 95 체적%의 보이드를 포함하도록 상기 웨브는 상호 연결된 보이드(void)의 3차원 연장 망상 구조(network)를 포함한다. 웨브는 가요성이고 용이하게 압축 가능하며, 압력 해제시 초기의 비압축 형태로 사실상 완전하게 회복될 수 있다. 몇몇 실시 형태에서, 섞여 랜덤 배열된 가요성 유기 열가소성 섬유의 균일한 로프티 부직 웨브는 적어도 5 ㎜, 적어도 약 20 ㎜ 또는 심지어 적어도 약 50 ㎜의 두께와, 약 0.2 ㎏/㎡, 적어도 약 0.3 ㎏/㎡또는 심지어 적어도 약 0.5 ㎏/㎡의 평량을 갖는다.
웨브를 형성하기 위한 유용한 섬유는 크림핑된 섬유를 포함한다. 섬유는 합성 중합체(예를 들어, 나일론, 폴리에스테르, 레이온, 아세트산 셀룰로오스 및 그 조합)를 포함하지만 이로 한정되지 않는 다양한 중합체로부터 형성될 수 있다. 섬유는 또한 유리, 세라믹, 금속 및 그 조합과 같은 무기 물질로부터 형성될 수 있다. 섬유는 약 1 ㎝ 내지 약 10 ㎝ 또는 심지어 약 2.5 내지 약 4 ㎝를 포함하지만 이로 한정되지 않는 임의의 적합한 길이일 수 있다. 섬유는 약 25 ㎛ 내지 약 250 ㎛를 포함하지만 이로 한정되지 않는 임의의 적합한 직경일 수 있다.
유용한 결합제는 페놀 알데히드 수지, 부틸화 우레아 알데히드 수지, 에폭사이드 수지, 폴리에스테르 수지(예를 들어, 말레산 및 프탈산 무수물과 프로필렌 글리콜의 축합 생성물) 및 그 혼합물을 포함하지만, 이로 한정되지 않는다.
섞여 랜덤 배열된 가요성 유기 열가소성 섬유의 균일한 로프티 부직 웨브 및 이를 제조하는 방법의 유용한 예는 본 명세서에 참고로 포함되는 미국 특허 제2,958,593호에 개시된다.
부직 웨브 II
부직 웨브의 유용한 부류의 다른 예는 제1 및 제2 크림핑된 스테이플 유기 열가소성 섬유로 제조된 로프티 개방 부직 웨브를 포함하고, 그 예는 본 명세서에 참고로 포함된 미국 특허 제5,685,935호에 개시된다. 웨브의 제1 및 제2 섬유는 섬유들이 접촉하는 지점들 중 적어도 일부에서 함께 용융 접합된다. 부직 웨브의 하나의 주 표면의 제1 및 제2 섬유 중 적어도 일부는 그에 접합된 연마 코팅을 가질 수 있고, 내부 영역의 제1 및 제2 섬유 중 적어도 일부는 그에 접합된 연마 코팅을 갖지 않는다.
제1 및 제2 크림핑된 스테이플 섬유는 섬유에 데니어당 적어도 1 그램의 강도(tenacity)(즉, 파단 강도)를 부여하기에 충분한 열가소성 물질을 포함한다. 제1 크림핑된 스테이플 섬유는 폴리에스테르, 폴리아미드, 레이온, 폴리올레핀 및 그 혼합물을 포함하지만 이로 한정되지 않는 다양한 중합체로부터 제조될 수 있다. 유용한 폴리아미드는 폴리카프로락탐, 폴리헥사메틸렌아디프아미드(예를 들어, 나일론 6 및 나일론 6,6) 및 그 조합을 포함하지만, 이로 한정되지 않는다. 유용한 폴리올레핀은 폴리프로필렌, 폴리에틸렌 및 그 조합을 포함하지만, 이로 한정되지 않는다. 유용한 폴리에스테르 스테이플 섬유는 크림핑된 폴리에틸렌 테레프탈레이트(PET) 스테이플 섬유를 포함하지만, 이로 한정되지 않는다.
제2 크림핑된 스테이플 섬유는 상이한 열 안정성의 적어도 2가지 물질을 갖는 2성분 섬유이다. 제2 크림핑된 스테이플 유기 열가소성 섬유의 상대적으로 낮은 열 안정 물질의 열 안정성은 제1 크림핑된 섬유의 열 안정성보다 작다. 본 실시 형태를 위해, 용어 "2성분" 섬유는 크림핑된 스테이플 섬유를 기술하는 것으로 여겨지지만, 상기 용어가 상이한 열 안정성의 2가지 성분보다 많은 성분을 갖는 섬유를 포함하는 것으로 이해될 것이다.
유용한 2성분 섬유는, 2성분 섬유의 더 낮은 열안정성의 성분이 용융되어 부직 웨브 구성 내의 다른 섬유에 부착되는 온도가 제1 크림핑된 섬유 또는 2성분 섬유의 제2 성분의 용융 또는 분해 온도보다 낮은 온도이기만 하다면, 종종 폴리프로필렌 또는 다른 낮은 용융점의 중합체(예를 들어, 낮은 열안정성의 폴리에스테르)로 제조된 보다 낮은 열안정성의 성분을 갖는다. 적합한 2성분 섬유는 제1 크림핑된 섬유에 악영향을 주는 온도(들)보다 낮은 상승된 온도에서 활성화될 수 있어야 한다.
2성분 섬유의 유용한 제1 성분의 예는 폴리에스테르(예를 들어, 폴리에틸렌테레프탈레이트, 폴리페닐렌 설파이드), 폴리아미드(예를 들어, 나일론), 폴리이미드(예를 들어, 폴리에테르이미드), 폴리올레핀(예를 들어, 폴리프로필렌) 및 그 조합을 들 수 있다.
몇몇 실시 형태에서, 2성분 섬유의 제2 성분은 적어도 부분적으로 결정성인 적어도 하나의 중합체와 적어도 하나의 비결정성 중합체를 포함하는 블렌드(blend)를 포함하고, 여기서 이 블렌드는 제1 성분의 용융 온도보다 적어도 30℃ 낮은 용융 온도를 갖는다. 추가적으로, 제2 성분의 유용한 용융 온도는 부직 웨브의 형성 동안 섬유가 노출될 처리 조건으로부터 기인하는 과도한 연화(softening)를 피하기 위해 적어도 130℃이다. 이들 처리 조건은 전형적으로 140℃ 내지 150℃ 범위의 온도를 포함한다. 이들 특성을 나타내는 섬유는 폴리에스테르, 폴리올레핀 및 폴리아미드를 포함한다. 결정성 중합체 대 비결정성 중합체의 비는 용융 접합 가능한 섬유를 포함하는 부직 웨브의 수축 정도와 용융 접합 가능한 섬유의 제1 성분과 제2 성분 사이의 접합 정도 둘 모두에 영향을 미친다. 비결정성 중합체 대 부분 결정성 중합체에 대한 적합한 비는 약 15:85 내지 약 90:10이다.
본 명세서에 사용된 바와 같이, 용어 "비결정성 중합체"는 용융 동안 명확한 1차 전이 온도, 즉 용융 온도를 나타내지 않는 용융 압출 가능한 중합체를 말한다. 제2 성분을 형성하는 중합체는 상용성이거나 또는 상용성으로 될 수 있다. 본 명세서에 사용된 바와 같이, 용어 "상용성"은 성분이 단일 상으로 존재하는 블렌드를 말한다. 제2 성분은 제1 성분에 부착될 수 있다. 제2 성분을 포함하는 중합체의 유용한 블렌드는 폴리에스테르와 같은 동일한 일반적인 중합체 유형의 결정성 및 비결정성 중합체를 포함하지만, 이로 한정되지 않는다. 제2 성분으로 사용하기에 적합한 물질은 폴리에스테르, 폴리올레핀 및 폴리아미드를 포함한다.
2성분 섬유의 제1 및 제2 성분은 동일하거나 상이한 중합체 유형의 것, 예를 들어 폴리에스테르 및 폴리아미드일 수 있다.
제1 및 제2 크림핑된 스테이플 유기 열가소성 섬유로 제조된 유용한 저밀도 로프티 개방 부직 웨브는 약 50 중량% 이하 또는 심지어 약 20 내지 약 40 중량%의 2성분 섬유를 포함한다.
몇몇 실시 형태에서, 2성분 섬유는 동심원의 코어 및 외장(sheath)을 갖고, 25 ㎜당 약 6 크림프 내지 약 12 크림프로 스터퍼 박스 크림핑(stuffer box crimped)되었고, 약 25 ㎜ 내지 약 100 ㎜의 절단 스테이플 길이를 갖고, 약 2 g/데니어 내지 약 3 g/데니어의 강도를 갖는다. 다른 유용한 2성분 섬유는 나란한 구성 또는 편심 코어 및 외장 구성을 갖는다. 적합한 2성분 섬유의 예는 본 명세서에 참고로 포함되는 미국 특허 제5,082,720호에 기술된다.
유용한 크림핑된 스테이플 섬유는 역나선형 크림프 섬유, 코일링되고 크림핑된 섬유 및 그 조합을 포함한다. 유용한 나선형으로 크림핑된 섬유는 25 ㎜ 섬유 길이당 약 1 내지 약 15의 완전한 사이클의 크림프를 갖는 반면, 스터퍼 박스 크림핑된 섬유는 25 ㎜ 섬유 길이당 약 3 내지 약 15의 완전한 사이클의 크림프를 갖는다.
섬유 탄성의 척도인 크림프 지수는 나선형으로 크림핑된 섬유에 대해 약 35 내지 약 70% 범위일 수 있고, 이것은 스터퍼 박스 크림핑된 섬유와 대략 동일하다. 완전히 연장될 때의 섬유 길이("연장된 길이")를 측정하고, 섬유가 이완될 때의 섬유 길이("이완된 길이")를 측정하고, 이어서 연장된 길이로부터 이완된 길이를 빼고, 그 결과적인 값을 연장된 길이로 나누고 그 값에 100을 곱함으로써 크림프 지수를 산정할 수 있다. (섬유를 신장시키는 데 사용되는 적합한 하중의 값은 섬유 데니어에 좌우된다. 50 내지 100 데니어를 갖는 본 발명의 섬유의 경우 약 0.1 내지 0.2 그램의 하중이 사용될 수 있고, 약 5 내지 10 그램의 하중이 더 높은 데니어의 섬유에 대해 사용된다.) 섬유를 5 내지 15분 동안 상승된 온도, 예를 들어 135℃ 내지 175℃에 노출시키고, 크림프 지수를 계산하고, 이 값을 열 노출 전의 크림프 지수와 비교함으로써 가열로 인한 크림프 지수의 변화를 또한 산정할 수 있다. 섬유가 5 내지 15분 동안 상승된 온도에 노출된 후 측정된 크림프 지수는 열 노출 전에 측정된 크림프 지수로부터 현저히 변하지 않아야 한다.
크림핑된 스테이플 섬유가 스터퍼 박스 크림핑, 기어 크림핑, (예를 들어, 미국 특허 제4,893,439호에 기술된 바와 같은) 나선형 크림핑 및 그 조합을 포함하지만 이로 한정되지 않는 다양한 기술을 사용하여 형성될 수 있다. (폴레에스테르 섬유를 포함하지만 이로 한정되지 않는) 나선형으로 크림핑된 2성분 섬유를 제조하는 유용한 방법이 미국 특허 제3,595,738호, 제3,868,749호, 제3,619,874호 및 제2,931,089호에 기술되며, 이들 모두는 본 명세서에 포함된다.
크림핑된 스테이플 섬유는 컬레이터 코포레이션(Curlator Corporation)으로부터 상표명 랜도-웨버(RANDO-WEBBER)로 입수 가능한 기계를 포함하지만 이로 한정되지 않는 종래의 웨브-형성 기계에 의해 처리되어 부직 웨브로 인탱글될(entangled) 수 있다. 크림핑된 스테이플 합성 섬유로부터 부직 웨브를 제조하기에 유용한 방법이 후버(Hoover) 등의 미국 특허 제2,958,593호 및 제3,537,121호에 개시되며, 이는 본 명세서에 참고로 포함된다.
웨브-형성 작업에 사용된 섬유의 길이는 부직 개방 웨브가 형성되는 처리 설비의 한계에 좌우된다. 그러나, 설비의 유형에 따라, 상이한 길이의 섬유 및 그 조합이 아마도 본 명세서에 구체적으로 기술된 원하는 궁극적인 특징의 로프티 개방 웨브를 형성하는 데 이용될 수 있다. 적합한 나선형으로 크림핑된 섬유는 약 60 ㎜ 내지 약 150 ㎜의 길이를 갖고 적합한 스터퍼 박스형 섬유는 약 25 ㎜ 내지 약 70 ㎜의 길이를 갖는다.
적합한 섬유는 약 6 내지 약 400, 약 6 내지 약 200, 또는 심지어 약 15 내지 약 70의 데니어(즉, 길이 9000 미터인 섬유의 그램 단위 무게)를 갖는다.
몇몇 실시 형태에서, 제1 및 제2 크림핑된 스테이플 유기 열가소성 섬유로 제조된 로프티 개방 부직 웨브는 적어도 약 0.5 ㎝ 또는 심지어 약 2 ㎝ 내지 약 4 ㎝의 비압축 두께를 갖는다. 몇몇 실시 형태에서, 제1 및 제2 크림핑된 스테이플 유기 열가소성 섬유로 제조된 로프티 개방 부직 웨브는 적어도 5 ㎜, 적어도 약 20 ㎜ 또는 심지어 적어도 약 50 ㎜의 두께와, 적어도 약 0.2 ㎏/㎡, 적어도 약 0.3 ㎏/㎡ 또는 심지어 적어도 약 0.5 ㎏/㎡의 평량을 갖는다.
결합제 조성물
제1 및 제2 크림핑된 스테이플 유기 열가소성 섬유로 제조된 로프티 개방 부직 웨브에 사용하기에 적합한 결합제는 부직 웨브의 제조에 적합한 임의의 열가소성 또는 열경화성 수지를 포함하고, 상기 수지는 최종의 경화된 상태에서 선택 섬유와 상용성이다(또는 상용성으로 되는 것이 가능하다). 유용한 경화 수지가 특정 부직 웨브에서 모든 유형의 섬유에 부착된다. 적합한 경화 수지는 또한 선택적인 연마 입자에 부착될 수 있다. 몇몇 실시 형태에서, 경화 수지는 부직 웨브가 다소 가요성이 될 수 있도록 하기에 충분히 연질이다.
유용한 결합제 수지는 스티렌-부타디엔(SBR) 공중합체, 카르복실화 SBR 공중합체, 멜라민 수지, 페놀-알데히드 수지, 폴리에스테르, 폴리아미드, 폴리우레아, 폴리비닐리덴 클로라이드, 폴리비닐 클로라이드, 아크릴산-메틸메타크릴레이트 공중합체, 아세탈 공중합체, 폴리우레탄, 및 그의 혼합물 및 가교결합 버전과 같은 합성 중합체를 포함하지만, 이로 한정되지 않는다. 결합제 수지의 하나의 유용한 군은 페놀-알데히드 수지인데, 이는 페놀 유도체 및 알데히드의 반응 생성물을 포함한다. 본 명세서에 사용되는 바와 같이, 용어 "페놀 유도체"는 페놀, 크레졸, 자일레놀, p-tert-부틸-페놀, p-페닐페놀 및 노닐페놀을 비롯한 알킬-치환 페놀을 포함하는 것을 의미한다. 레소르시놀(1,3-벤젠다이올) 및 비스페놀-A(비스-A 또는 2,2-비스(4-하이드록시페닐)프로판)를 포함하지만 이로 한정되지 않는 다이페놀이 특수한 특성을 필요로 하는 용도에 있어서 더 적은 양으로 사용된다.
페놀-알데히드 수지를 형성하는 데 유용한 알데히드는 환형, 직쇄 및 분지쇄 알킬 알데히드 및 방향족 알데히드를 포함하지만, 이로 한정되지 않는다. 몇몇 실시 형태에서, 알데히드는 약 300 미만의 분자량을 갖는다. 적합한 알데히드의 예는 포름알데히드, 벤즈알데히드, 프로파날(propanal), 헥사날(hexanal), 사이클로헥산 카르복스알데히드, 아세트알데히드, 부틸알데히드, 발레르알데히드 및 다른 저분자량 알데히드를 포함한다.
부직 웨브 III
본 명세서에 참고로 포함되는 미국 특허 제3,837,988호 및 제4,227,350호에 개시된 바와 같이, 적합한 부직 웨브의 다른 부류는 탄성 열가소성 중합체의 상호 결합된 연속의 주름잡힌 성긴 필라멘트를 포함하는 로프티 개방 웨브를 포함한다. 웨브의 탄성 열가소성 중합체의 상호 결합된 연속의 주름잡힌 성긴 필라멘트는 상호 접촉하는 지점에서 함께 분리 가능하게 접합되어 평평하게 된 적어도 하나의 주 표면에 조작 가능하게 일체화된 구조를 형성하고, 표면에 바로 인접한 웨브의 부분은 웨브의 내부 부분보다 높은 집중 상태(즉, 밀도)의 필라멘트를 포함하고 반대편의 평평하지 않은 표면에 대해 더 큰 접촉 면적을 제공하고, 유기 결합제는 필라멘트의 적어도 일부에 접합된다. 상호 결합된 연속의 주름잡힌 성긴 필라멘트의 웨브는 매끄러운 플레이트 또는 롤의 접촉 표면과 대략적으로 접촉(glancing contact)하게 그리고 냉각조(quench bath) 내로 수직 하방으로 진행하는 자유 유동하는 두꺼운 필라멘트 다발의 형태로 용융 중합체를 압출 또는 용융 방사시킴으로써 준비될 수 있다. 접촉 표면은 냉각조의 표면 바로 위에 유지되어 접촉 표면과 대략적으로 접촉하는 필라멘트가 이후 냉각조로 낙하할 것이다. 필라멘트 다발은 외측 필라멘트의 일부가 접촉면과 그러한 접촉을 하게 하고 그리고 다발 내의 나머지 필라멘트가 냉각조 내로 바로 낙하하게 하도록 정렬되어, 독특한 구조적 특성을 웨브에 부여하는 국부 냉각(differential quenching)을 제공한다. 필라멘트는 용융-방사의 수직 방향으로부터 분기하는 경로로 냉각조의 액체 냉각 매체를 통해 연속적으로 인출된다. 필라멘트의 인출 방향이 수직 방향으로부터 분기하는 지점은 대략 냉각조의 표면으로부터 표면 아래의 소정 거리로 연장하는 구역에 위치된다. 웨브는 압출 속도보다 늦은 속도로 전진하고, 이는 상기 다발의 냉각 부분이 후속 부분을 계속적으로 지지하게 한다. 결과적으로, 평평한 표면과 고도로 확장된 로프티 개방 구조를 갖는 필라멘트형 웨브가 생산된다. 상호 결합된 필라멘트의 인접 표면은 이 공정 동안 효율적으로 접합된다.
상호 결합된 연속의 주름잡힌 필라멘트의 웨브를 형성하기 위한 유용한 중합체는 폴리카르보네이트, 폴리알킬렌, 폴리에스테르, 폴리비닐, 폴리아미드; 아이오노머, 폴리에틸렌, 폴리프로필렌, 폴리비닐 아세테이트 또는 그 공중합체, 및 상승된 온도에서 연질이고 가요성인 연속 필라멘트의 형태로 압출 가능하고 필라멘트의 응집을 가능하게 하기 위해 낮은 온도에서 요구되는 강성, 인성 및 요구되는 다른 물리적 및 화학적 특성을 갖는 다른 수지를 포함하지만, 이로 한정되지 않는다. 중합체는 가소제 또는 연화제와, 착색제, 섬유 강화제, 비섬유 강화제, 안정제, 충전제 및 그 조합을 포함하지만 이로 한정되지 않는 다른 첨가제를 선택적으로 포함할 수 있다.
생성된 웨브는, 수지의 용액, 수지의 현탁액, 접합제 및 코팅제를 포함하지만 이로 한정되지 않는 다양한 제제를 이용하여, 필라멘트를 염색하거나 금속화하는 것에 의해, 또는 연마 입자, 금속 박편, 섬유성 플록(fibrous flock) 및 분쇄된 코르크와 같은 미립자 물질을 추가로 첨가함으로써, 엠보싱, 스카이빙(skiving), 전단(shearing), 라미네이팅(laminating), 부분 융합 및 다른 물리적 처리 및 그 조합에 의해 처리될 수 있다. 플라스틱 스크린 또는 필름이 매트의 접촉 표면에 접합될 수 있어서, 필라멘트의 접촉층에 살짝 접합되게 되어 라미네이트 구조를 형성한다. 플라스틱 스크린 또는 필름이 불투과성이면, 플라스틱 스크린 또는 필름은 방음 구성의 제2 층으로서 기능할 수 있다.
웨브는 약 0.1 ㎜ 내지 약 3 ㎜ (약 5 mil 내지 약 125 mil), 약 0.4 내지 약 0.9 ㎜ (약 15 mil 내지 약 35 mil)를 포함하지만 이로 한정되지 않는 다양한 직경을 갖는 필라멘트를 포함할 수 있다. 약 0.4 내지 약 0.9 ㎜ (15 mil 내지 약 35 mil)의 직경을 갖는 섬유는 우수한 기계적 강도와 함께 높은 정도의 탄성 및 파쇄 저항을 제공한다. 몇몇 실시 형태에서, 상호 결합된 연속의 주름잡힌 필라멘트의 웨브는 적어도 약 5 ㎜, 적어도 약 12 ㎜ 또는 심지어 적어도 약 20 ㎜의 두께를 갖는다.
적합한 상호 결합된 연속의 주름잡힌 필라멘트 웨브 및 그 제조 방법의 예는 본 명세서에 참고로 포함되는 미국 특허 제3,837,988호 및 제4,227,350호에 개시된다.
부직 웨브 IV
부직 웨브의 다른 유용한 부류는 랜덤하게 혼합되고 랜덤하게 접합된 소수성 섬유를 포함하는 스펀지형 압축성 부직 웨브를 포함하고, 그 예는 둘 모두가 본 명세서에 참고로 포함되는 미국 특허 제3,537,121호 및 제3,910,284호에 기술된 그 웨브를 포함한다. 랜덤하게 혼합된 섬유는 섬유가 교차하는 랜덤하게 이격된 지점들에서 융합을 통해 또는 결합제에 의해 함께 접합된다. 웨브의 섬유는 사실상 웨브에 높은 보이드 체적을 부여하는 아주 많은 개방 셀의 벽을 형성한다.
섬유는 폴리에틸렌 테레프탈레이트(예를 들어, 배향된 폴리에틸렌 테레프탈레이트), 나일론-6, 나일론-6,6, 폴리올레핀(예를 들어, 폴리에틸렌 및 폴리프로필렌) 및 그 조합을 포함하지만 이로 한정되지 않는 임의의 적합한 중합체로부터 제조될 수 있다. 웨브는 또한 레이온, 폴리부틸렌 테레프탈레이트, 4-메틸펜텐 공중합체, 다른 폴리아미드 섬유 및 그 조합을 포함하지만 이로 한정되지 않는 다른 섬유를 포함할 수 있다. 유용한 섬유는 약 75 마이크로미터(㎛) 이하, 약 10 ㎛ 내지 약 50 ㎛ 또는 심지어 약 20 ㎛ 내지 약 40 ㎛의 직경과, 적어도 약 3 ㎝, 적어도 약 3.8 ㎝, 약 8 ㎝ 이하, 약 7 ㎝ 이하 또는 심지어 약 3.5 ㎝ 내지 약 5 ㎝의 길이를 갖는다.
결합제는 연질이고(예를 들어, 3 미만의 누프 경도를 갖는 수지), 가요성이고, 강인하고 탄성적이고, 그리고 약간 탄성중합체성인 수지와 연질 광물 충전제를 포함한다. 유용한 결합제의 일 예는 가요성 폴리우레탄이다. 연질 광물 충전제는 약 10 부피% 내지 약 65 부피%, 약 15 부피% 내지 약 50 부피% 또는 심지어 약 33 부피%의 양으로 결합제 내에 존재할 수 있고, 미세하게 나뉘어져 있고, 약 150 이하의 누프 경도를 갖는다. 적합한 충전제는 탄산칼슘, 고령토, 활석 및 그 조합을 포함하지만, 이로 한정되지 않는다.
유용한 스펀지형 압축성 부직 웨브는 적어도 약 2 ㎝, 적어도 약 2.5 ㎝ 또는 심지어 적어도 약 3 ㎝의 두께와, 약 40 ㎏/㎥ 미만, 약 30 ㎏/㎥ 미만 또는 심지어 약 20 ㎏/㎥ 미만의 밀도와, 약 0.02 이하 또는 심지어 약 0.01 이하의 고형도를 갖는다. 스펀지형 압축성 부직 웨브를 제조하는 방법의 유용한 예가 둘 모두가 본 명세서에 포함되는 미국 특허 제3,537,121호(그 실시예 1 내지 7을 포함) 및 제3,910,284호에 개시되어 있다.
제2 층
방음 구성의 제2 층은 10,000 Rayl/m보다 큰, 약 100,000 Rayl/m보다 큰, 약 1,000,000 Rayl/m보다 큰, 약 10,000,000 Rayl/m보다 큰 또는 심지어 약 100,000,000 Rayl/m보다 큰 기류 저항을 가질 수 있고, 공기 투과성 또는 공기 불투과성일 수 있다. 제2 층이 공기 투과성이면, 방음 구성은 방음 구성의 전체 음향 흡수를 최대화하기 위해 최적의 기류 저항을 생성하도록 조정될 수 있거나 또는 특정 음향 주파수 범위 내에서 최대 흡수를 위해 조정될 수 있다. 원하는 흡수 특성을 달성하는 제1 층과 제2 층의 조합을 선택함으로써 조정이 달성될 수 있다. 제2 층이 공기 투과성이면, 방음 구성은 흡수기-디커플러로서 기능할 수 있다. 만약 제2 층이 충분하게 큰 표면 밀도(예를 들어, 자동차 용도의 경우 적어도 약 2 ㎏/㎡)를 갖고 공기 불투과성이면, 제2 층은 배리어로서 기능할 수 있고 방음 구성은 배리어-디커플러로서 기능할 수 있다. 만약 제2 층이 충분히 얇고 공기 불투과성이면, 몇몇 실시 형태에서 방음 구성은 흡수기로서 기능할 수 있다.
차량에서 종종 발견되는 구성요소는 제2 층으로서 사용하기에 아주 적합하다. 유용한 제2 층은 바닥 덮개(예를 들어, 카페트), 트렁크 라이너, 후드 라이너, 엔진실 커버, 엔진실 라이너, 펜더(fender) 라이너, 휠하우스(wheelhouse) 라이너, 페이싱(facing), 대시 라이너(dash liner), 측면 패널(예를 들어, 도어), 스페어 타이어 커버, 패키지 트레이 트림(package tray trim), 필라 트림(pillar trim), 도어 라이너, 리어 게이트 라이너(rear gate liner), 그 구성요소 및 그 조합을 포함하지만 이로 한정되지는 않으며, 그 모두는 공기 투과성이거나 또는 공기 불투과성일 수 있다. 용어 "페이싱"은 차량의 내부로부터 볼 수 있는 외부 장식층을 지칭하기 위해 사용된다. 그러한 페이싱은 대시보드, 측면 패널, 리어 게이트, 천장(예를 들어, 헤드라이너) 및 트렁크(예를 들어, 트렁크 라이너)를 포함하지만 이로 한정되지 않는 차량의 내부 표면 상에 위치된다.
제2 층은 임의의 적합한 두께를 가질 수 있고, 필름, 다층 필름, 필름 라미네이트, 2성분 필름, 포일, 섬유성 물질, 폼(foam)(예를 들어, 개방 셀 폼 및 폐쇄 셀 폼) 및 그 조합을 포함하지만 이로 한정되지 않는 임의의 적합한 형태일 수 있다. 유용한 섬유성 물질은 직조 및 부직 웨브, 매트, 배트(batt), 터프트되고 쌓아 올린 기재(예를 들어, 카페트류)를 포함하지만, 이로 한정되지 않는다. 유용한 부직 웨브는 스펀본드, 멜트 블로운, 스펀본드-멜트블로운, 에어 레이드, 웨트 레이드, 스크림, 니들 펀칭된 섬유 웨브, 코일링된 섬유 웨브 및 그 조합을 포함하지만, 이로 한정되지 않는다. 유용한 직조 웨브는 천, 편물 및 직물을 포함하지만, 이로 한정되지 않는다. 유용한 필름은 연속 필름, 천공 필름 및 그 조합을 포함하지만 이로 한정되지 않는다. 유용한 포일은 알루미늄 코팅 필름 및 구리 코팅 필름을 포함하지만 이로 한정되지 않는 다양한 금속 코팅 필름으로부터 제조된다. 몇몇 실시 형태에서, 금속 코팅은 약 800 옹스트롬 이하의 두께를 갖는다.
용도
방음 구성은 차량, 기구, 기계류, 장비 등을 포함하지만 이로 한정되지 않는 다양한 용도에 사용될 수 있다. 예를 들어, 적합한 차량 위치는 엔진실, 방화벽, 펜더 웰(fender well), 도어, 바닥 패널, 저장 상자(storage bin), 트렁크, 휠하우스, 대시 패널, 측면 패널(예를 들어, 도어), 천장, 스페어 타이어 보관 장소, 필라, 리어 게이트 및 그 조합을 포함하지만, 이로 한정되지 않는다. 몇몇 실시 형태에서, 방음 구성의 적어도 하나의 층은 본 명세서에 기술된 제1 층을 금속층(예를 들어, 차량의 금속체의 표면, 차량의 바닥 또는 천장의 표면 등)에 결합시키는 단계를 포함하는 방음 방법에 사용된다. 몇몇 실시 형태에서, 본 방법은 본 명세서에 기술된 제2 층을 제1 층에 결합하는 단계를 추가로 포함한다. 예를 들어, 몇몇 실시 형태에서, 제1 층은 적어도 0.7 kJ/㎥의 압축일 및 10,000 Rayl/m 이하의 기류 저항을 나타내는 공기 투과성 접합 섬유 부직 웨브를 포함하고, 10,000 Rayl/m 초과의 기류 저항을 나타내는 제2 층에 결합된다.
몇몇 실시 형태에서, 본 방법은 방음 구성의 제1 및 제2 층 중 적어도 하나를 하나 이상의 추가 층에 결합시키는 단계를 추가로 포함한다. 추가 층(들)은 바닥 덮개, 트렁크 라이너, 후드 라이너, 엔진실 커버, 엔진실 라이너, 방화벽, 펜더 라이너, 휠하우스 라이너, 페이싱, 대시 라이너, 측면 패널, 스페어 타이어 커버, 패키지 트레이 트림, 필라 트림, 도어 라이너, 리어 게이트 라이너 및 그 조합을 포함할 수 있지만 이로 한정되지 않는 차량의 구성요소 또는 그 일부를 포함할 수 있다. 예를 들어, 추가 층은 금속, 유향 수지(mastics)(예를 들어, 아스팔트, 타르, 역청(bitumen) 또는 그 조합을 포함하는 조성물), 폼, 쵸핑된 유리섬유, 천, 필름 및 그 조합을 포함할 수 있지만, 이로 한정되지 않는다.
방음 구성은 차량의 내부 및 외부 표면, 차량의 구성요소의 표면, 차량의 다양한 구성요소 사이 및 그 조합을 포함하지만 이로 한정되지 않는 차량의 표면에 결합될 수 있다. 방음 구성은 또한 리시버로부터 음향적으로 음원을 차단하도록 기능하는 다층 구성의 일부일 수 있다. 그러한 다층 구성은 선택적으로 다수의 방음 구성 및 추가 층을 포함한다. 추가 층은 또한 추가 층이 흡수기, 흡수기-디커플러, 디커플러, 댐퍼, 배리어-디커플러 및 그 조합을 포함하지만 이로 한정되지 않는 다양한 기능을 제공하는 것을 가능하게 하는 다양한 특성을 나타낼 수 있다.
방음 구성의 층뿐만 아니라 이 방음 구성이 결합되는 임의의 추가 층 또는 구성요소는 직접 접촉, 외력, 접착제, 점착제, 용융 접합, 압출 접합, 음파 용접, 자석, 기계적 메커니즘(예를 들어, 너트, 볼트, 리벳, 스크루, 스테이플, 못, 후크 및 루프 패스너, 스냅-끼워맞춤 결합 메커니즘, 프레스-끼워맞춤 결합 메커니즘 및 그 조합) 및 그 조합을 포함하지만 이로 한정되지 않는 임의의 적합한 메커니즘을 사용하여 함께 결합될 수 있다.
결과적으로, 본 발명의 방음 구성은 다양한 용도에 사용될 수 있고 다양한 추가 층, 구성요소 및 그 조합에 결합되어 원하는 방음 유형 및 방음량을 달성할 수 있다. 도 2는 방음 구성(20)을 포함하는 다층 구성(11)을 예시한다. 도 2에 예시된 실시 형태의 다층 구성(11)은 차량의 바닥에 사용되어 차량의 내부로부터 발산하는 음을 흡수하고 차량의 내부를 차량의 외부로부터 차단하도록 설계된다. 방음 구성(20)에 추가하여, 다층 구성(11)은 다층 구성이 차량의 바닥에 사용될 수 있게 하는 특성을 갖는 적합한 재료로 형성된 추가 층(도면 부호 24, 25 및 26으로 지시되고 이하에 더 상세히 기술됨)을 포함한다.
방음 구성(20)은 공기 투과성 카페트 라미네이트의 형태인 제2 층(16)에 결합된 공기 투과성 접합 섬유 부직 웨브의 제1 층(18)을 포함한다. 제2 층(16)의 카페트 라미네이트는 지지층(22)(즉, 배킹)으로 터프트된 섬유(2)(예를 들어, 전단된 루프 섬유 또는 전단되지 않은 루프 섬유)에 의해 형성된 노출 섬유성 표면(6)을 포함한다. 지지층(22)은 섬유(2)를 적소에 사실상 고정하는 열가소성 물질을 포함한다.
방음 구성(20)은 충분한 표면 밀도(예를 들어, 적어도 약 2 ㎏/㎡)를 갖는 배리어 층(24)에 결합되어 차량의 바닥을 통해 차량 외부로부터 전달된 음향에 대한 장벽을 제공한다. 적합한 배리어 층(24)의 일 예는 황산바륨-탄산칼슘-복합 에틸렌 비닐 아세테이트(EVA)(예를 들어, 듀퐁 코포레이션(DuPont Corporation)으로부터 상표명 켈닥스(KELDAX)로 입수 가능한 황산바륨(40%)-탄산칼슘(40%)-복합 EVA(20%))이다.
배리어 층(24)은 차량, 특히 차량의 적어도 일부를 형성하는 시트 금속층(28)으로부터 배리어 층(24)을 분리하기 위해 사용된 디커플러 층(25)에 결합된다. 디커플러 층(25)은 본 명세서에 기술된 제1 층, 폼(예를 들어, 개방 셀 또는 폐쇄 셀) 및 그 조합 중 하나 이상으로 형성될 수 있다.
디커플러 층(25)은 선택적으로 유향 수지 층(26)에 결합된다. 유향 수지 층(26)은 아스팔트, 타르, 역청 및 그 조합 중 하나 이상으로 형성될 수 있다.
결과적으로, 배리어 층(24), 디커플러 층(25) 및 유향 수지 층(26)은 다층 구성(11)의 추가 층을 구성한다. 다층 구성(11)은 시트 금속층(28)에 결합된다. 다층 구성(11)은 전술된 바와 같이 차량의 다양한 구성요소 및 그 표면에 결합될 수 있다. 시트 금속층(28)은 단지 예시 목적으로 도 2에 도시되지만, 다층 구성(11)이 차량의 다른 층 또는 구성요소에 결합될 수 있다는 것을 이해하여야 한다. 도 2의 방음 구성(20)은 차량의 내부에서 음향을 흡수하도록 기능한다.
몇몇 실시 형태에서, 도 2에 도시된 바와 같이, 디커플러 층(25)은 본 명세서에 기술된 바와 같이 제1 층, 특히 공기 투과성 접합 섬유 부직 웨브이고, 배리어 층(24) 및 디커플러 층(25)은 차량의 외부로부터 발산되는 음향에 대해 배리어-디커플러로서 기능하는 제2 방음 구성(27)의 제2 층 및 제1 층을 각각 형성한다. 결과적으로, 다층 구성(11)은 제1 방음 구성(20) 및 제2 방음 구성(27)을 포함하고, 제1 및 제2 방음 구성(20, 27)은 본 발명의 방음 구성의 2가지 예시적인 실시 형태를 대표하는 것이다.
몇몇 실시 형태에서, 제2 층(16)은 공기 불투과성인 상대적으로 두꺼운 탄성중합체 배킹 물질을 갖는 매스 백 카페트류(mass back carpeting)이다. 그러한 실시 형태에서, 방음 구성(20)은 배리어-디커플러로서 기능하고 선택적 유향 수지 층(26)을 거쳐(즉, 배리어 층(24) 및 디커플러 층(25) 없이) 시트 금속층(28)에 결합된다.
도 3은 방음 구성(31)을 포함하는 헤드라이너 형태의 다층 구성(30)을 예시한다. 다층 구성(30)은 차량의 천장(35)에 결합된다. 방음 구성(31)은 제2 층(32)에 결합된 제1 층(29)을 포함한다. 제1 층(29)은 또한 다층 구성(30)의 나머지 부분을 형성하는 추가 층(33, 34)에 결합된다. 추가 층(33, 34)은 차량의 천장(35)(예를 들어, 시트 금속층 또는 금속 프레임)에 결합된다. 헤드라이너 구성은 종종 배리어 필름, 쵸핑된 유리섬유 층, 우레탄 함침 개방 셀 폼 층, 쵸핑된 제2 유리섬유 층, 선택적 배리어 층(예를 들어, 필름), 장식 폼 층 및 차량의 내부에 노출된 최종 직물 층(즉, 헤드라이너 직물)을 포함하지만 이로 한정되지 않는 다수의 층을 포함한다. 헤드라이너의 최종 직물 층은 종종 "헤드라이너 페이싱"으로 불린다. 도 3에 예시된 실시 형태에서, 제2 층(32)은 헤드라이너 페이싱의 형태이다. 제2 층(32)이 공기 투과성이고 주어진 주파수 범위에 대해 충분한 기류 저항을 나타내는 실시 형태에서, 방음 구성(31)은 상기의 주어진 주파수 범위에 대해 흡수기로서 기능할 수 있다.
몇몇 실시 형태에서, 만약 헤드라이너 페이싱과 공기 투과성 폼의 조합이 관심 주파수 범위에 대해 충분한 기류 저항을 나타낸다면, 제2 층(32)은 제1 층(29)에 인접하게 위치된 공기 투과성 폼(예를 들어, 개방 셀 폼) 층을 추가로(즉, 헤드라이너 직물에 추가하여) 포함할 수 있다.
도 4는 제1 층(41)이 제2 층(42)에 결합된 트렁크 라이너 형태의 방음 구성(40)을 예시한다. 제1 층(41)은 차량의 트렁크의 내부 표면을 적어도 부분적으로 형성하는 차량의 구성요소(43)(예를 들어, 금속 프레임)에 결합된다. 제2 층(42)은 트렁크 라이너 페이싱의 형태이다. 몇몇 실시 형태에서, 제2 층(42)은 공기 불투과성이고 충분한 표면 밀도를 가져 방음 구성(40)이 배리어-디커플러로서 기능한다. 몇몇 실시 형태에서, 제2 층(42)은 공기 투과성이고 충분한 기류 저항을 가져 방음 구성(40)은 원하는 주파수 범위에 대해 흡수기로서 기능한다.
도 5는 제1 층(45)이 제2 층(46)에 결합된 휠 웰 라이너 형태의 방음 구성(44)을 예시하고, 제2 층(46)은 공기 불투과성 웨브의 형태이다. 제1 층(45)은 차량의 휠 웰의 외부 표면을 적어도 부분적으로 형성하는 차량의 구성요소(48)(예를 들어, 금속 프레임)에 결합된다. 제2 층(46)은 휠 웰 라이너의 외향 층의 형태이다. 제2 층(46)은 충분한 표면 밀도(즉, 원하는 전달 손실을 달성하기에 필요한 표면 밀도)를 가져 방음 구성(44)이 배리어-디커플러로서 기능한다.
도 6은 차량의 엔진 커버의 엔진 대향 플라스틱 층(52)에 결합된 방음 구성(54)을 예시한다. 방음 구성(54)은 제2 층(56)에 결합된 제1 층(55)을 포함하고, 제2 층(56)은 얇은 공기 불투과성 필름의 형태이다. 제2 층(56)은 엔진 커버의 외향 층의 형태이다. 몇몇 실시 형태에서, 제2 층(56)의 필름은 충분히 얇아서(예를 들어, 약 0.1 ㎜ 미만이어서) 방음 구성(54)이 주어진 주파수 범위에 대해 흡수기로서 기능한다.
비록 방음 구성이 차량에서의 용도에 대해 그리고 차량의 적어도 표면 또는 차량의 구성요소에 결합되는 것으로 위에서 기술되었지만, 당업자는 방음 구성이 다양한 구조에서 사용될 수 있고 그들 구조의 다양한 표면(예를 들어, 내부 및 외부 표면)에 결합될 수 있다는 것을 이해하여야 한다. 그러한 구조는 실험 장비(예를 들어, 원심분리기, 교반기, 진탕기 등), 의료 장비(예를 들어, 자기 공명 이미징 장치, 음극선관 이미징 장치 등), 기구(예를 들어, 세탁기, 건조기, 식기세척기, 냉장고, 냉동고, 에어컨, 노, 컴퓨터 등), 동력 공구(예를 들어, 전기 드릴, 톱, 샌더 등), 및 빌딩(예를 들어, 상업용 빌딩, 주거용 빌딩 등)의 다양한 방(예를 들어, 컴퓨터실, 사운드룸 등)의 벽, 바닥 및 천장과 HVAC 덕트 라이너를 포함하는 건축 구조물, 및 음향, 진동 또는 그 조합을 생성 또는 전달하는 다양한 다른 장치, 기기 또는 구조를 포함하지만, 이로 한정되지 않는다.
이하의 실시예는 본 발명의 다양한 특징 및 태양을 예시하며, 예시적이고 비제한적인 것으로 고려하고자 하는 것이다.
시험 절차
실시예에서 사용된 시험 절차는 하기를 포함한다.
최대 가속도 시험 방법
에너지 전달 및 댐핑 특성을 평가하는 시험 장치를 도 7에 도시된 바와 같이 구성하였다. 이 장치는 공명체(62), 지지 베이스(68), 가속도계(66), 다양한 지지 요소를 갖는 타격 앤빌(70)로 이루어진다. 공명체(62)는 1.58 ㎜ 두께의 알루미늄(타입 5052) 시트로 대응하는 원(65)의 중심에 의해 한정된 바와 같이 210도의 아크 각도(α) 및 12.6 ㎝의 반경(β)의 반원형 몸체로 형성된다. 공명체(62)는 길이가 31 ㎝이고 두께 9 ㎜의 41 ㎝ × 47 ㎝ 크기의 합판 베이스(68) 상으로 배치된다. 공명체(62)는 공명체(62)의 전방, 후방 및 중앙에서 공명체(62)의 각 측면에 균일하게 이격된 3개의 플라스틱 와셔(60)에 의해 합판 베이스(68)에 부착되지는 않지만 적소에 유지된다. 공명체(62)는 합판 베이스(68)의 전방 및 후방 에 지로부터 전후방으로 5 ㎝, 제1 측면(61)에서 합판 베이스(68)의 에지로부터 2.2 ㎝ 및 제2 측면(63)에서 합판 베이스(68)의 맞은편 에지로부터 19.6 ㎝에 중심을 둔다. 모델 726 가속도계(66)(미국 매릴랜드주 게터스버그 소재의 윌콕슨 리서치(Wilcoxon Research))가 공명체(62)의 전방으로부터 6 ㎝, 공명체(62)의 제2 측면(63)의 밑면으로부터 측정했을 때 내측 아크를 따라 90도 지점에서 공명체(62)의 내벽에 부착된다. 앤빌(70)은 공명체(62)의 길이를 따라 그 사이의 중간 지점에서 공명체(62)의 최상부 정점 상의 지점에서 공명체(62)를 타격하도록 위치된다. 앤빌(70)은 피벗(72) 둘레를 자유롭게 회전할 수 있는 직경이 12.8 ㎜이고 길이가 23.8 ㎝인 강철 봉(rod)이다. 공명체(62)의 길이에 수직하게 배향된 앤빌(70)은 피벗 지점(72)으로부터 22.7 ㎝ 연장된다. 앤빌이 수평하게 유지된 상태에서, 앤빌(70)과 공명체(62) 사이의 갭은 2.0 ㎝이다. 지지 스탠드(74)가 합판 베이스(68)에 부착되어 피벗(72) 및 앤빌(70)를 지지하고 위치 설정한다.
23℃의 온도로 조절된 6.3 ㎝ × 7.6 ㎝ 시험 샘플(64)을 타격 앤빌(70) 아래의 지점에서 공명체(62)의 최상부 상에 중심을 둠으로써 가속도를 측정한다. 이어서, 타격 앤빌(70)는 회전 상승되어 시험 샘플(64)의 노출면과 타격 앤빌(70)의 바닥 사이의 갭이 5.715 ㎝로 설정된다. 이어서, 타격 앤빌(70)은 피벗(72) 둘레를 자유롭게 회전하여 시험 샘플(64)을 타격한다. 충돌에 기인하는 가속파가 가속도계(66)에 의해 감지되고 휴렛 팩커드(Hewlett Packard) 모델 35670인 FFT 분석기(미국 캘리포니아주 팔로 알토 소재의 휴렛 팩커드)에 의해 기록된다. 최대 가속도가 얻어지고 중력 가속도(g) 단위로 보고된다.
압축일 시험 방법
2 kN 로드 셀을 장착하고 7.62 ㎝ 조 갭(jaw gap)을 가지며 30 ㎝/min의 x-헤드 속도로 작동하는 모델 5544 인스트론(INSTRON™) 만능 시험 기계(미국 매사추세츠주 캔톤 소재의 인스트론 코포레이션(Instron Corp.))를 사용하여 압축 응력-변형 값(가로 좌표의 압축 변형의 값에 대하여 세로 좌표의 대응 압축 응력으로 도시됨)을 측정하였다. 압축 범위에 걸쳐 힘(㎪)과 압축량(% 변형)을 측정하기 위해 2.54 ㎝ × 17.8 ㎝의 직사각형 시험 샘플을 평가하였다. 0 ㎪ 내지 10 ㎪ 사이의 압축 응력-변형 선도 하의 면적이 산정되고 압축일(kJ/㎥)로 보고되었다. 물질의 에너지 흡수 품질의 지표(indicator)인 압축일 파라미터는 다음과 같이 계산된다.

만일 δ가 물질의 두께 L과 압축 변형 ε (m/m)을 이용하는 축방향 변형 (δ=L ε)에 관해 표현되고, F가 샘플의 압축 면적 A와 응력 σ (㎪ 또는 kN/㎡)를 이용하는 축방향 응력 (P=Aσ)으로 표현되면,

댐핑 손실 계수
MB 다이나믹스 모델 모달 50A 셰이커(Modal 50A shaker)(미국 오하이오주 클리블랜드 소재의 엠비 다이나믹스 인크.(MB Dynamics Inc.))에 의해 가진된 알루미늄 플레이트의 가속도 반응을 측정하기 위해, 폴리텍 레이저 진동계 시스템(미국 캘리포니아주 터스틴 소재의 폴리텍 인크.(Polytec Inc.))을 사용하여 댐핑 손실 계수를 측정한다. 알루미늄 플레이트는 크기가 30.5 ㎝ × 45.7 ㎝이고 두께가 0.61 ㎜이며 플레이트의 상부 두 코너의 구멍으로부터 줄에 의해 수직 방향으로 현수된다. 현수 지점은 플레이트의 상부, 즉 폭 30.5 ㎝의 에지로부터 2.7 ㎜ 및 측면, 즉 플레이트의 폭 45.7 ㎝의 에지로부터 2.5 ㎝에 위치된다. 폴리텍 레이저 진동계 시스템은 모델 OFV 055 광학 스캐닝 헤드, 모델 OFV 3001 S 진동 제어기, 및 폴리텍 PSV 버전 8.3 소프트웨어를 실행하는 윈도우즈 컴퓨터로 이루어진다. PCB 모델 208A04 로드 셀(미국 뉴욕주 데퓨 소재의 피씨비 피에조트로닉스 인 크.(PCB Piezotronics Inc))이 플레이트와 셰이커의 스팅어(stinger) 사이에 장착되어 입력 힘을 측정한다. 가속도 반응은 셰이커 가진 구동 지점 바로 근처에서 취해진다. 구동 지점 위치는 플레이트의 긴 에지로부터 대략 8.3 ㎝ 및 알루미늄 플레이트의 짧은 에지로부터 5.3 ㎝이다. 폴리텍 PSV 소프트웨어는 주파수 분석기와 신호 발생기 둘 모두로서 기능한다. 가속도 출력 및 힘 입력의 H1 주파수 응답 함수는 폴리텍 시스템에 의해 계산된다. 폴리텍 PSV 소프트웨어는 6400 라인의 해상도로 820 ㎐ 내지 920 ㎐의 줌 분석을 수행하도록 구성된다. 신호 발생기는 주기함수 가진(periodic chirp excitation)을 사용하여 셰이커를 구동시키도록 구성된다. 3개의 주파수 응답 함수가 수집되고 각각의 시험 구성에 대해 평균을 취한다. 반전력점 방법(half power point method)이 두 모드에 대한 댐핑 손실 계수를 계산하기 위해 사용된다.
30.5 ㎝ × 30.5 ㎝ 크기의 시험 샘플이 감압 접착 테이프를 이용하여 알루미늄 플레이트의 표면(즉, 레이저 스캔의 맞은편 알루미늄 플레이트의 표면)에 테이핑된다. 샘플은 시험 플레이트의 2개의 짧은 에지 사이에 중심을 둔다. 테이프의 2개의 30.5 ㎝ 스트립이 샘플을 플레이트 상에 유지하고, 테이프의 스트립이 샘플 에지의 상부 및 하부에 각각 위치된다. 테이프 폭의 대략 절반 또는 2.5 ㎝가 각 에지 상에서 금속 표면에 부착된다.
주파수 응답 함수로부터의 반전력점 계산이 문헌[Shock and Vibration Handbook, C.M Harris and C.E. Crede, 2nd Edition, McGraw Hill Inc, p 2-15]에 약술되고, 여기서 Δω, 즉 반전력점에서의 주파수 증분에 대한 손실 계수 η(무차 원)가 다음과 같이 주어진다.

흡음 성능
중간 크기의 임피던스 튜브를 사용하여 ASTM E-1050에 따라 흡음 성능을 측정한다. 흡수값이 특정 주파수(㎐)에 대한 방출 음향의 백분율로서 보고된다.
웨브 고형도
웨브 시편의 벌크 밀도를 웨브를 구성하는 물질의 밀도로 나눔으로써 웨브 고형도를 산정한다. 10 ㎝ × 10 ㎝ 웨브 섹션의 무게 및 두께를 먼저 측정함으로써 웨브 시편의 벌크 밀도를 산정한다.
두께
130.6 그램의 질량을 사용하여 각 샘플의 면 상으로 13.8 ㎩ (13.8 N/㎡)을 가함으로써 변경된 ASTM D 5736 표준 시험 방법에 규정된 바와 같이 시편의 두께를 평가한다. 샘플의 크기가 ASTM D 5736에서 추천된 크기 미만의 것으로 제한되면, 압력 푸트(pressure foot) 상의 질량은 13.8 ㎩ (13.8 N/㎡)의 하중력(loading force)을 유지하도록 비례적으로 감소된다. 시편은 먼저 22 +/- 5℃에서 그리고 50% +/- 5% 상대 습도의 주변 환경(atmosphere)에서 미리 조절되고, 결과는 센티미터로 보고된다.
평량
시편의 그램 단위의 무게를 제곱 센티미터 단위의 샘플 면적으로 나눔으로써 시편의 평량을 구한다. 평량은 g/㎠로 보고된다.
벌크 밀도
시편의 평량을 시편의 두께로 나눔으로써 웨브의 벌크 밀도를 산정하고, g/㎤로서 보고한다.
웨브의 벌크 밀도를 웨브를 생성하는 물질(들)의 g/㎤ 단위의 밀도로 나눔으로써 웨브 고형도를 산정한다. 중합체 또는 중합체 성분의 밀도는 공급자가 물질 밀도를 명시하지 않은 경우 표준 방법으로 측정할 수 있다. 고형도는 주어진 시편의 퍼센트 고체 함량의 무차원 분율로 보고되며, 하기와 같이 계산된다:

여기서,

S - 고형도 [=] %
ρ웨브 - 웨브 벌크 밀도 [=] g/㎤
ρ물질 - 웨브를 구성하는 물질의 밀도 [=] g/㎤
ρi - 웨브의 성분 i의 밀도 [=] g/㎤
χi - 웨브 내의 성분 i의 중량 분율 [=] 분율
BW - 웨브 평량 [=] g/㎠
t - 웨브 두께 [=] ㎝
기류 저항 시험 방법
ASTM C522 표준 시험 방법에 규정된 바와 같이 비 기류 저항(specific airflow resistance)을 평가한다. 방음 물질의 비 기류 저항은 음향 흡수 및 음향 전달 특성을 결정하는 특성들 중 하나이다. 비 기류 저항(r)의 값은 mks rayl (㎩·s/m)로서 보고된다. 샘플은 13.33 ㎝ 직경의 원형 샘플을 다이 커팅함으로써 준비된다. 에지가 다이 절단 작업에 의해 약간 압축된다면, 에지는 시험 전에 최초의 또는 본래의 두께로 되돌아가야 한다. 미리 조절된 샘플을 100 ㎠의 표면 면적에 걸쳐 측정된 압력차 및 사전 측정된 두께로 시편 홀더에 배치한다.
음향 성능 파라미터 계산
음향 성능 파라미터는 물질의 최대 가속도(g) 및 기류 저항(Rayl/m)의 곱이다.
실시예 1
실시예 1의 웨브는 BUF-PUF 엑스트라 젠틀 오리지널(Extra Gentle Original) 스펀지 920-06 (미국 미네소타주 세인트 폴 소재의 쓰리엠 컴퍼니)이었다.
두께가 6.72 ㎜인 신형 2005 혼다 오딧세이(Honda Odyssey)의 카페트를 BUF- PUF 스펀지에 결합함으로써 라미네이트를 준비하였다.
실시예 2
실시예 2의 웨브는 E201 후버 포스트 필터 듀얼 V 블랙(Hoover Post Filter Dual V black) 여과 웨브(미국 미네소타주 세인트 폴 소재의 쓰리엠 컴퍼니)이었다. 다음의 공정에 따라 여과 웨브를 형성하였다.
약 3.81 ㎝ 두께 및 대략 제곱미터당 264 그램으로 칭량되는 로프티 부직 웨브를 미국 캔사스주 위치타 소재의 인비스타(Invista)에 의해 판매되는 60%의 15 데니어 (43 마이크로미터 직경) 3.2 ㎝ (연장 길이) 및 40%의 6 데니어 (25.1 마이크로미터 직경) 3.8 ㎝ (연장 길이)의 크림핑된 폴리에스테르 스테이플 섬유로부터 에어 레이드 기계 상에서 형성한다. 이어서, 로프티 부직 웨브를 60-70 경도계로 한 쌍의 수직 적층된 25.4 ㎝ 직경의 고무 롤러 사이를 통과시킴으로써 로프티 부직 웨브를 결합제 용액으로 코팅하였다. 롤은 제로 간극(clearance)으로 설정하였고, 하부 롤은 미국 펜실베이니아주 필라델피아 소재의 롬 앤 하스 컴퍼니(Rohm and Haas Company)의 30% 고형 결합제 수지, 로플렉스(Rhoplex) TR407의 팬 내에서 회전하여 제곱미터당 약 113 그램의 부가 중량(add-on weight)을 생성하였다. 대략 4분의 체류 시간으로 179℃로 가열된 강제 공기 순환식 오븐(forced air oven)을 통해 코팅된 웨브를 통과시킴으로써 코팅을 경화시켜 웨브를 생성하였다.
실시예
3
실시예 3의 웨브는 노매드 카페트 매팅(NOMAD Carpet Matting) 8850 (미국 미네소타주 세인트 폴 소재의 쓰리엠 컴퍼니)이었다.
비교예 C1
비교예 C1은 콜린스 앤 아이크만(Collins & Aikman) (미국 노스 캐롤라이나주 올드 포트 소재)에 의해 제조된 카딩되고(carded) 크로스 래핑된(cross-lapped) 음향 댐핑 물질로 이루어진 신형 2005 혼다 오딧세이로부터 얻은 카페트 밑깔개(carpet underlayment)이었다.
비교예 C2
비교예 C2는 아크시스(Aksys)(미국 조지아주 가스토니아 소재)에 의해 제조되고 페트 펠트 휠 웰 라이너(PET Felt Wheel Well Liner)로 판매되는 펠트이었다.
비교예 C3
비교예 C3는 신형 2005 혼다 오딧세이의 카페트 밑깔개로부터 얻은 그리고 콜린스 앤 아이크만(미국 노스 캐롤라이나주 올드 포트 소재)에 의해 제조된 재생 모직 댐핑 물질이었다.
신형 2005 혼다 오딧세이의 카페트를 재생 모직 댐핑 물질에 결합함으로써 라미네이트를 준비하였다. 카페트는 두께가 6.72 ㎜이었다.
비교예 C4
비교예 C4는 미국 오하이오주 노워크 소재의 제인즈빌-사크너(Janesville-Sackner)에 의해 제조된 신형 2005 혼다 오딧세이의 카페트 밑깔개로부터 얻은 재생 모직 댐핑 물질이었다.
전술한 방법에 따라 실시예 1 내지 3 및 비교예 C1 내지 C4의 웨브의 두께, 밀도, 평량 및 고형도를 측정하고 그 결과를 표 1에 보고하였다.
실시예 1 내지 3 및 비교예 C1 내지 C4의 웨브를 전술한 기류 저항, 압축일, 최대 가속도, 음향 성능 및 댐핑 손실 계수 시험 방법에 따라 시험하였고 그 결과를 표 2에 보고한다.
신형 2005 혼다 오딧세이의 카페트, 실시예 1의 웨브, 비교예 C3의 웨브, 실시예 1 및 비교예 C3의 라미네이트를 전술한 흡음 시험에 따라 시험하였고, 그 결과를 표 3 및 도 8에 기술한다.


본 명세서에 개시된 특허 및 참고 문헌은 전체적으로 본 명세서에 참고로 포함된다.
Claims (33)
- 적어도 0.7 kJ/㎥의 압축일(work of compression)과 10,000 Rayl/m 이하의 기류 저항을 나타내는 접합 섬유 부직 웨브를 포함하는 제1 층과;제1 층에 결합되고, 기류 저항이 10,000 Rayl/m를 초과하며 공기 투과성인 제2 층을 포함하는 방음 구조물.
- 제1항에 있어서, 접합 섬유 부직 웨브는a) 제1 및 제2 크림핑된 스테이플 유기 열가소성 섬유를 포함하는 로프티(lofty) 개방 부직 웨브와,b) 섞여 랜덤 배열된 가요성 유기 열가소성 섬유를 포함하는 균일 로프티 부직 웨브와,c) 탄성 열가소성 중합체의 상호 결합된 연속의 주름잡힌 성긴 필라멘트와,d) 랜덤하게 혼합되고 랜덤하게 접합된 소수성 섬유를 포함하는 스펀지형 압축성 부직 웨브 중 적어도 하나를 포함하는 방음 구조물.
- 적어도 0.7 kJ/㎥의 압축일과 10,000 Rayl/m 이하의 기류 저항을 나타내는 접합 섬유 부직 웨브를 포함하는 제1 층과, 제1 층에 결합되고 기류 저항이 10,000 Rayl/m를 초과하는 제2 층을 포함하는 방음 구조물을 제공하는 단계와,방음 구조물의 제1 층을 추가 층에 결합하는 단계를 포함하는 방음 방법.
- 제3항에 있어서, 추가 층이 유향 수지, 폼, 쵸핑된(chopped) 유리섬유, 천, 필름 및 그 조합으로 이루어진 군으로부터 선택되는 방음 방법.
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US80635506P | 2006-06-30 | 2006-06-30 | |
| US60/806,355 | 2006-06-30 | ||
| US11/743,396 US9922634B2 (en) | 2006-06-30 | 2007-05-02 | Sound insulation constructions and methods of using the same |
| US11/743,396 | 2007-05-02 | ||
| PCT/US2007/071974 WO2008005728A1 (en) | 2006-06-30 | 2007-06-25 | Sound insulation constructions and methods of using the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20090024200A KR20090024200A (ko) | 2009-03-06 |
| KR101388883B1 true KR101388883B1 (ko) | 2014-04-23 |
Family
ID=38875830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020087031683A KR101388883B1 (ko) | 2006-06-30 | 2007-06-25 | 방음 구조물 및 그 사용 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US9922634B2 (ko) |
| EP (1) | EP2035259A4 (ko) |
| JP (1) | JP5329400B2 (ko) |
| KR (1) | KR101388883B1 (ko) |
| CN (1) | CN101484335B (ko) |
| BR (1) | BRPI0713217A2 (ko) |
| MX (1) | MX2008016515A (ko) |
| WO (1) | WO2008005728A1 (ko) |
Families Citing this family (78)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2906637B1 (fr) * | 2006-09-29 | 2009-01-09 | Faurecia Automotive Ind Snc | Composant d'insonorisation pour organe structurel rigide d'automobile. |
| US20080292831A1 (en) * | 2007-03-06 | 2008-11-27 | Futuris Automotive Interiors (Us), Inc. | Tufted pet fiber for automotive carpet applications |
| KR20100015397A (ko) * | 2007-03-06 | 2010-02-12 | 퓨튜리스 오토모티브 인테리어스 (유에스), 인코포레이티드 | 자동차 카펫 용도를 위한 터프티드 페트 섬유 |
| US8091684B2 (en) * | 2007-03-14 | 2012-01-10 | Futuris Automotive Interiors (Us), Inc. | Low mass acoustically enhanced floor carpet system |
| US8984814B2 (en) * | 2007-03-20 | 2015-03-24 | Nemo Equipment, Inc. | Single wall airbeam |
| US8943754B2 (en) * | 2007-03-20 | 2015-02-03 | Nemo Equirment, Inc. | Bending mechanism for air-beams |
| WO2010042993A1 (en) * | 2008-10-16 | 2010-04-22 | I.N.C. Corporation Pty Ltd | Composite sound absorber |
| US20100147621A1 (en) * | 2008-12-16 | 2010-06-17 | Samuel Mark Gillette | Sound attenuating articles having rebulkable nonwoven webs and methods of forming same |
| DE102009000524A1 (de) * | 2009-01-30 | 2010-08-05 | BSH Bosch und Siemens Hausgeräte GmbH | Geschirrspülmaschine mit Schallschutzelement |
| US9682512B2 (en) | 2009-02-06 | 2017-06-20 | Nike, Inc. | Methods of joining textiles and other elements incorporating a thermoplastic polymer material |
| US8906275B2 (en) | 2012-05-29 | 2014-12-09 | Nike, Inc. | Textured elements incorporating non-woven textile materials and methods for manufacturing the textured elements |
| US20100199520A1 (en) * | 2009-02-06 | 2010-08-12 | Nike, Inc. | Textured Thermoplastic Non-Woven Elements |
| US20100199406A1 (en) | 2009-02-06 | 2010-08-12 | Nike, Inc. | Thermoplastic Non-Woven Textile Elements |
| US8850719B2 (en) | 2009-02-06 | 2014-10-07 | Nike, Inc. | Layered thermoplastic non-woven textile elements |
| FR2942437B1 (fr) * | 2009-02-20 | 2012-08-24 | Faurecia Automotive Ind | Ensemble d'insonorisation pour vehicule automobile et element de paroi associe. |
| JP5528540B2 (ja) * | 2009-04-10 | 2014-06-25 | サン−ゴバン パフォーマンス プラスティックス コーポレイション | エラストマー粒子を含む音響減衰組成物 |
| US8028800B2 (en) * | 2009-04-10 | 2011-10-04 | Saint-Gobain Performance Plastics Rencol Limited | Acoustic damping compositions |
| DE102009020995A1 (de) * | 2009-05-12 | 2011-02-10 | Dr. Freist Automotive Bielefeld Gmbh | Leichte, schallisolierende Verkleidung für ein Karosserieteil oder eine Komponente eines Kraftfahrzeugs und Verfahren zu deren Herstellung |
| US8167085B2 (en) * | 2009-08-07 | 2012-05-01 | Smc Australia Pty Ltd | Non-combustible sound-absorbing facing |
| DE202010009501U1 (de) * | 2009-08-28 | 2010-11-25 | Hanno-Werk Gmbh & Co. Kg | Isoliersystem für Rechenzentrum |
| US20110177283A1 (en) * | 2010-01-18 | 2011-07-21 | Futuris Automotive Interiors (Us), Inc. | PET Carpet With Additive |
| DE102010031487A1 (de) * | 2010-07-16 | 2012-01-19 | BSH Bosch und Siemens Hausgeräte GmbH | Verfahren zur Herstellung einer Geschirrspülmaschine mit mindestens einer, insbesondere vorkonfektionierten, Bitumenmatte zur Entdröhnung und/oder Schallbedämmung eines Bauteils |
| DE102010031492A1 (de) * | 2010-07-16 | 2012-01-19 | BSH Bosch und Siemens Hausgeräte GmbH | Haushaltsgerät mit mindestens einer Entdröhnungs- und/oder Schallbedämmungsbeschichtung sowie zugehöriges Herstellungsverfahren |
| US8276708B1 (en) | 2011-03-15 | 2012-10-02 | Toyota Motor Engineering & Manufacturing North America, Inc. | Headliners and vehicles with improved speech transmission characteristics |
| FR2979308B1 (fr) * | 2011-08-24 | 2013-09-27 | Faurecia Automotive Ind | Ensemble d'insonorisation, notamment pour un vehicule automobile |
| US9498384B2 (en) | 2011-12-01 | 2016-11-22 | Leigh E. Wood | Assembled intermediate comprising staple fiber nonwoven web and articles |
| US20130143019A1 (en) | 2011-12-01 | 2013-06-06 | 3M Innovative Properties Company | Method of making coiled-filament nonwoven web and articles |
| US9763837B2 (en) | 2011-12-01 | 2017-09-19 | Sca Hygiene Products Ab | Absorbent article having fluid flow control member |
| US20130143462A1 (en) | 2011-12-01 | 2013-06-06 | 3M Innovative Properties Company | Assembled intermediate comprising a coiled-filament nonwoven web and articles |
| FR2983395B1 (fr) * | 2011-12-02 | 2016-07-22 | Fagorbrandt Sas | Machine a laver et/ou a secher pourvue d'une isolation d'une enceinte de traitement d'objets a laver et/ou a secher |
| FR2986207B1 (fr) * | 2012-01-26 | 2014-02-21 | Faurecia Automotive Ind | Piece d'equipement de vehicule automobile et vehicule automobile associe |
| US20130255103A1 (en) | 2012-04-03 | 2013-10-03 | Nike, Inc. | Apparel And Other Products Incorporating A Thermoplastic Polymer Material |
| WO2014006896A1 (ja) * | 2012-07-04 | 2014-01-09 | 西川ゴム工業株式会社 | 防音材 |
| KR101574380B1 (ko) * | 2012-07-05 | 2015-12-03 | (주)엘지하우시스 | 인테리어성 흡음시트 및 이를 포함하는 흡음형 방음패널 |
| GB2504948B (en) * | 2012-08-13 | 2015-04-29 | Caterpillar Inc | Multilayer sound suppression barrier |
| CN102896867B (zh) * | 2012-10-12 | 2016-01-20 | 无锡吉兴汽车声学部件科技有限公司 | 一种汽车地毯的生产方法 |
| KR101846574B1 (ko) * | 2012-11-26 | 2018-04-06 | 현대자동차주식회사 | 자동차용 복합흡음재 및 그 제조방법 |
| RU2542788C2 (ru) * | 2013-04-12 | 2015-02-27 | Владимир Геннадиевич Васильев | Шумозащитная звукопоглощающая панель |
| CN103430916A (zh) * | 2013-09-09 | 2013-12-11 | 于大国 | 一种带有pwm技术的自动可调撒粉工具 |
| DE102013224145A1 (de) * | 2013-11-26 | 2015-05-28 | Faist Chemtec Gmbh | Schalldämpfende Sandwichplatte |
| US9168814B2 (en) * | 2014-02-20 | 2015-10-27 | Toyota Motor Engineering & Manufacturing North America, Inc. | Tunable sound dampening system |
| US9427133B2 (en) | 2014-03-10 | 2016-08-30 | Owens Corning Intellectual Capital, Llc | Dishwasher insulation blanket |
| US9546439B2 (en) | 2014-05-15 | 2017-01-17 | Zephyros, Inc. | Process of making short fiber nonwoven molded articles |
| US10774845B2 (en) | 2014-06-02 | 2020-09-15 | Carrier Corporation | Acoustic treatment for an indoor HVAC component |
| CN104175661A (zh) * | 2014-08-22 | 2014-12-03 | 无锡吉兴汽车声学部件科技有限公司 | 汽车双层织物挡泥板及其制备工艺 |
| JP2016049130A (ja) * | 2014-08-28 | 2016-04-11 | 株式会社日立メディコ | 磁気共鳴イメージング装置及び磁気共鳴イメージング装置用遮音マット |
| DE102014217819B4 (de) * | 2014-09-05 | 2016-05-25 | BSH Hausgeräte GmbH | Wasserführendes Haushaltsgerät, insbesondere Haushaltsgeschirrspülmaschine |
| EP3230536B1 (en) | 2014-12-08 | 2022-04-27 | Zephyros Inc. | Vertically lapped fibrous flooring |
| EP3245105B1 (en) * | 2015-01-12 | 2021-03-03 | Zephyros Inc. | Acoustic floor underlay system |
| US10755686B2 (en) * | 2015-01-20 | 2020-08-25 | Zephyros, Inc. | Aluminized faced nonwoven materials |
| US9744920B2 (en) * | 2015-04-21 | 2017-08-29 | Mazda Motor Corporation | Noise insulation structure of cabin floor |
| CN107667008A (zh) * | 2015-05-20 | 2018-02-06 | 泽菲罗斯公司 | 多阻抗复合材料 |
| EP3303065B1 (en) * | 2015-06-02 | 2019-08-07 | Lydall, Inc. | Heat shield with sealing member |
| WO2017023242A1 (en) | 2015-07-31 | 2017-02-09 | Kimberly-Clark Worldwide, Inc. | Fibrous laminate floor underlayment with improved acoustical insulation and breathable barrier protection |
| TW201739603A (zh) | 2016-01-27 | 2017-11-16 | 歐拓管理股份公司 | 用於汽車引擎室的吸音襯及具有其之吸音飾板部件 |
| CN107962847B (zh) * | 2016-10-19 | 2020-06-26 | 泽费罗斯股份有限公司 | 声学吸收体复合隔板组件 |
| US10607589B2 (en) | 2016-11-29 | 2020-03-31 | Milliken & Company | Nonwoven composite |
| CA3046271A1 (en) * | 2016-12-14 | 2018-06-21 | Fpinnovations | Sound insulating mat, method of manufacturing the same, noise control system comprising the same and its use |
| US10980391B2 (en) * | 2017-04-28 | 2021-04-20 | Owens Corning Intellectual Capital, Llc | Appliance with acoustically insulated ductwork |
| DE102017004481A1 (de) * | 2017-05-11 | 2018-11-15 | Carl Freudenberg Kg | Textiles Flächengebilde für die Elektroisolation |
| GB2563220A (en) * | 2017-06-05 | 2018-12-12 | Pritex Ltd | Sound attenuation sheet |
| WO2019014096A1 (en) * | 2017-07-10 | 2019-01-17 | Zephyros, Inc. | NONWOVEN POLYMER STRUCTURE FOR HIGH TEMPERATURE APPLICATIONS |
| US11111372B2 (en) | 2017-10-09 | 2021-09-07 | Owens Corning Intellectual Capital, Llc | Aqueous binder compositions |
| KR102594229B1 (ko) | 2017-10-09 | 2023-10-25 | 오웬스 코닝 인텔렉츄얼 캐피탈 엘엘씨 | 수성 결합제 조성물 |
| WO2019083910A1 (en) * | 2017-10-27 | 2019-05-02 | Zephyros, Inc. | ACOUSTIC SANDWICH PANEL INSULATOR |
| FR3078040B1 (fr) * | 2018-02-22 | 2020-03-13 | Faurecia Automotive Industrie | Piece d'insonorisation de vehicule automobile et procede de fabrication associe |
| WO2020026994A1 (ja) * | 2018-08-02 | 2020-02-06 | マクセルホールディングス株式会社 | 防音材 |
| US11421911B2 (en) * | 2018-08-22 | 2022-08-23 | Oneida Air Systems, Inc. | Modular stacking sound filter |
| JP7343516B2 (ja) * | 2018-09-25 | 2023-09-12 | 寿屋フロンテ株式会社 | 自動車用遮音材 |
| DE102018217547A1 (de) * | 2018-10-12 | 2020-04-16 | BSH Hausgeräte GmbH | Haushaltsgerät |
| US20220018121A1 (en) * | 2018-12-21 | 2022-01-20 | Knauf Gips Kg | Panel, system, and use for concealing sound absorbing surface and method of producing of the same |
| US20200384926A1 (en) * | 2019-06-10 | 2020-12-10 | Motus Integrated Technologies | Lightweight noise and vibration dampening glove box |
| US11813833B2 (en) | 2019-12-09 | 2023-11-14 | Owens Corning Intellectual Capital, Llc | Fiberglass insulation product |
| BR112021025563A2 (pt) * | 2019-12-30 | 2022-03-03 | Pimsa Otomotiv Anonim Sirketi | Composição de proteção sub-veicular |
| DE102020003819B4 (de) | 2020-06-25 | 2022-12-22 | Mercedes-Benz Group AG | Unterbodenverkleidungsteil für ein Fahrzeug und Verfahren zu dessen Herstellung |
| CA3196476A1 (en) * | 2020-10-30 | 2022-05-05 | Albert Ortega | Polyamide nonwovens in sound absorbing multi-layer composites |
| DE102021202349A1 (de) * | 2021-03-10 | 2022-09-15 | Autoneum Management Ag | Radhaus mit optimierter radhausverkleidung |
| WO2023097110A1 (en) * | 2021-11-29 | 2023-06-01 | Shaw Industries Group, Inc. | Acoustic article, decorative element, and system comprising same |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5536556A (en) | 1991-02-20 | 1996-07-16 | Indian Head Industries, Inc. | Insulating laminate |
| US20040131836A1 (en) | 2003-01-02 | 2004-07-08 | 3M Innovative Properties Company | Acoustic web |
| WO2005005198A2 (en) | 2003-07-01 | 2005-01-20 | Collins & Aikman Products Co. | Sound absorptive multilayer articles and methods of producing same |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3837988A (en) | 1967-10-19 | 1974-09-24 | Minnesota Mining & Mfg | Composite mat |
| DE3430775A1 (de) | 1984-08-21 | 1986-03-06 | Dr. Alois Stankiewicz GmbH, 3101 Adelheidsdorf | Teppichteil, verfahren zu seiner herstellung und seine verwendung |
| US5824973A (en) * | 1992-09-29 | 1998-10-20 | Johns Manville International, Inc. | Method of making sound absorbing laminates and laminates having maximized sound absorbing characteristics |
| JPH08187805A (ja) * | 1995-01-13 | 1996-07-23 | Kanebo Ltd | 遮音構造体 |
| AU6286996A (en) * | 1995-06-23 | 1997-01-22 | Minnesota Mining And Manufacturing Company | Method of attenuating sound, and acoustical insulation therefor |
| CH692731A5 (de) | 1998-01-09 | 2002-10-15 | Rieter Automotive Int Ag | Ultraleichter, schall- und schockabsorbierender Bausatz. |
| US20050020171A1 (en) * | 1998-09-01 | 2005-01-27 | Kanebo, Ltd. | Non-woven fabrics and production method thereof, production apparatus used for the production method, cushion materials, filters, non-woven fabric structures using the same and non-woven fabric suitable to cushion materials |
| GB9920689D0 (en) | 1999-09-03 | 1999-11-03 | Gaskell Textiles Limited | Modular carpet tile |
| JP4204716B2 (ja) * | 1999-10-15 | 2009-01-07 | 株式会社クラレ | 自立性多孔性繊維集積体およびその製造方法 |
| CN100432127C (zh) * | 2000-03-17 | 2008-11-12 | 陶氏环球技术公司 | 大孔声学泡沫及其用途 |
| US20020056500A1 (en) * | 2000-03-28 | 2002-05-16 | Collison Alan B. | Insulating floor underlayment |
| AUPQ883000A0 (en) * | 2000-07-19 | 2000-08-10 | I.N.C. Corporation Pty Ltd | A thermoformable acoustic sheet |
| US6983822B2 (en) * | 2001-05-22 | 2006-01-10 | Rieter Technologies Ag | Sound absorptive protective mat |
| US6726980B2 (en) * | 2001-11-09 | 2004-04-27 | Owens Corning Fiberglass Technology, Inc. | Acoustic doorliner with integral water barrier |
| US7105069B2 (en) * | 2001-11-26 | 2006-09-12 | Collins & Aikman Products Co. | Sound absorbing/sound blocking automotive trim products |
| US6631785B2 (en) * | 2001-12-20 | 2003-10-14 | Collins & Aikman Products Co. | Sound attenuating composite articles incorporating scrim material and methods of making same |
| US20040002274A1 (en) * | 2002-06-27 | 2004-01-01 | Tilton Jeffrey A. | Decorative laminate for fibrous insulation products |
| US7000729B2 (en) * | 2002-07-08 | 2006-02-21 | Acoustek Nonwovens | Five-layer sound absorbing pad: improved acoustical absorber |
| US20050026527A1 (en) * | 2002-08-05 | 2005-02-03 | Schmidt Richard John | Nonwoven containing acoustical insulation laminate |
| US7070848B2 (en) * | 2002-10-21 | 2006-07-04 | Cascade Engineering, Inc. | Vehicle acoustic barrier |
| US20040077247A1 (en) * | 2002-10-22 | 2004-04-22 | Schmidt Richard J. | Lofty spunbond nonwoven laminate |
| US7320739B2 (en) * | 2003-01-02 | 2008-01-22 | 3M Innovative Properties Company | Sound absorptive multilayer composite |
| US20040231914A1 (en) * | 2003-01-02 | 2004-11-25 | 3M Innovative Properties Company | Low thickness sound absorptive multilayer composite |
| MXPA05007108A (es) * | 2003-01-07 | 2005-08-26 | Teijin Fibers Ltd | Estructuras de fibras de poliester. |
| US20050281999A1 (en) * | 2003-03-12 | 2005-12-22 | Petritech, Inc. | Structural and other composite materials and methods for making same |
| CN1768178A (zh) * | 2003-03-31 | 2006-05-03 | 里特技术股份公司 | 用于汽车衬里的吸声效果的非织造材料 |
| DE10324257B3 (de) | 2003-05-28 | 2004-09-30 | Clion Ireland Ltd., Newton | Schallabsorber, Verfahren zur Herstellung, und Verwendung |
| US6932190B2 (en) * | 2003-07-29 | 2005-08-23 | Carrier Corporation | Sound jacket for noise reduction in refrigeration apparatus |
| US7263028B2 (en) * | 2003-10-09 | 2007-08-28 | United States Of America As Represented By The Secretary Of The Navy | Composite acoustic attenuation materials |
| US20050133973A1 (en) * | 2003-12-22 | 2005-06-23 | Lear Corporation | Vehicle floor covering and method of making the same |
| KR20060123475A (ko) * | 2004-01-12 | 2006-12-01 | 다우 글로벌 테크놀로지스 인크. | 점탄성 발포체를 함유하는 자동차용 대시 인슐레이터 |
| WO2005081226A1 (en) * | 2004-02-25 | 2005-09-01 | I.N.C. Corporation Pty Ltd | Thermoformable acoustic product |
| US20060029788A1 (en) * | 2004-08-04 | 2006-02-09 | Foamex L.P. | Lower density, thermoformable, sound absorbing polyurethane foams |
-
2007
- 2007-05-02 US US11/743,396 patent/US9922634B2/en not_active Expired - Fee Related
- 2007-06-25 CN CN200780024922.4A patent/CN101484335B/zh active Active
- 2007-06-25 KR KR1020087031683A patent/KR101388883B1/ko not_active IP Right Cessation
- 2007-06-25 WO PCT/US2007/071974 patent/WO2008005728A1/en active Application Filing
- 2007-06-25 BR BRPI0713217-4A patent/BRPI0713217A2/pt not_active Application Discontinuation
- 2007-06-25 JP JP2009518478A patent/JP5329400B2/ja not_active Expired - Fee Related
- 2007-06-25 EP EP07812284.3A patent/EP2035259A4/en not_active Withdrawn
- 2007-06-25 MX MX2008016515A patent/MX2008016515A/es not_active Application Discontinuation
-
2018
- 2018-02-06 US US15/889,284 patent/US20180158444A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5536556A (en) | 1991-02-20 | 1996-07-16 | Indian Head Industries, Inc. | Insulating laminate |
| US20040131836A1 (en) | 2003-01-02 | 2004-07-08 | 3M Innovative Properties Company | Acoustic web |
| WO2005005198A2 (en) | 2003-07-01 | 2005-01-20 | Collins & Aikman Products Co. | Sound absorptive multilayer articles and methods of producing same |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0713217A2 (pt) | 2012-04-03 |
| JP5329400B2 (ja) | 2013-10-30 |
| US20080001431A1 (en) | 2008-01-03 |
| JP2009542504A (ja) | 2009-12-03 |
| EP2035259A1 (en) | 2009-03-18 |
| US9922634B2 (en) | 2018-03-20 |
| CN101484335A (zh) | 2009-07-15 |
| EP2035259A4 (en) | 2017-01-25 |
| KR20090024200A (ko) | 2009-03-06 |
| US20180158444A1 (en) | 2018-06-07 |
| CN101484335B (zh) | 2015-06-03 |
| MX2008016515A (es) | 2009-01-20 |
| WO2008005728A1 (en) | 2008-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101388883B1 (ko) | 방음 구조물 및 그 사용 방법 | |
| KR100405073B1 (ko) | 음향을 감쇠시키는 방법 및 그 방법에 이용되는 방음체 | |
| US6631785B2 (en) | Sound attenuating composite articles incorporating scrim material and methods of making same | |
| CA3040474C (en) | Nonwoven composite | |
| US6720068B1 (en) | Sound absorbent thin-layer laminate | |
| KR101624256B1 (ko) | 자동차 방음 트림 부품 | |
| US20060137799A1 (en) | Thermoplastic composites with improved sound absorbing capabilities | |
| JP2021500610A (ja) | 音響物品及び関連方法 | |
| US10294596B2 (en) | Process for forming a nonwoven composite | |
| Tascan et al. | Effect of glass-beads on sound insulation properties of nonwoven fabrics | |
| JP2934480B2 (ja) | 制振防音材 | |
| JP3264761B2 (ja) | ポリプロピレン製サイレンサーパッド | |
| Parikh et al. | Acoustic Properties of Environmentally Benign Automotive Natural Fiber Composites. | |
| Arenas et al. | Composites and biocomposites for noise and vibration control in automotive structures | |
| US20230112198A1 (en) | Noise-resistant assemblies | |
| JP2023534931A (ja) | 騒音軽減及び圧縮抵抗のための繊維ベース組成物 | |
| Yilmaz et al. | Biocomposite Structures as Sound Absorber Materials | |
| JP2006195372A (ja) | 吸遮音構造体 | |
| JPH06247202A (ja) | 自動車用フロアカ−ペット | |
| JPH05156560A (ja) | 自動車用の防音材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20170317 Year of fee payment: 4 |
|
| LAPS | Lapse due to unpaid annual fee |