KR100322317B1 - 비대칭강파일판과그의제조방법 - Google Patents
비대칭강파일판과그의제조방법 Download PDFInfo
- Publication number
- KR100322317B1 KR100322317B1 KR1019970703571A KR19970703571A KR100322317B1 KR 100322317 B1 KR100322317 B1 KR 100322317B1 KR 1019970703571 A KR1019970703571 A KR 1019970703571A KR 19970703571 A KR19970703571 A KR 19970703571A KR 100322317 B1 KR100322317 B1 KR 100322317B1
- Authority
- KR
- South Korea
- Prior art keywords
- coefficient
- steel pile
- pile plate
- asymmetric
- inward
- Prior art date
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
- B21B1/082—Piling sections having lateral edges specially adapted for interlocking with each other in order to build a wall
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02D—FOUNDATIONS; EXCAVATIONS; EMBANKMENTS; UNDERGROUND OR UNDERWATER STRUCTURES
- E02D5/00—Bulkheads, piles, or other structural elements specially adapted to foundation engineering
- E02D5/02—Sheet piles or sheet pile bulkheads
- E02D5/03—Prefabricated parts, e.g. composite sheet piles
- E02D5/04—Prefabricated parts, e.g. composite sheet piles made of steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/08—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling structural sections, i.e. work of special cross-section, e.g. angle steel
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02D—FOUNDATIONS; EXCAVATIONS; EMBANKMENTS; UNDERGROUND OR UNDERWATER STRUCTURES
- E02D2600/00—Miscellaneous
- E02D2600/20—Miscellaneous comprising details of connection between elements
Landscapes
- Engineering & Computer Science (AREA)
- Structural Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Composite Materials (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Paleontology (AREA)
- Civil Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Bulkheads Adapted To Foundation Construction (AREA)
- Metal Rolling (AREA)
Abstract
파일판벽의 계수부가 평탄한 완부와 동일평면상에 오게하여 철부(凸部)를 형성케하고 한편으로는 계수굽힘의 성형시에 있어서도 압연자세의 불안정 불완전한 계수성형의 발생없이 양호한 계수형상을 얻을 수가 있는 비대칭 강파일판과 그의 제조방법, 또한 이를 위한 코너 강파일판과 그의 제조방법을 제공한다.
비대칭 계수형상을 한쪽은 상향, 다른쪽은 하향의 계수형상으로 하여 좌우의 계수 굽힘성형을 편측마다 각각 다르게 공형롤을 사용, 마무리 굽힘을 행한다. 그때 한쪽의 계수 굽힘성형을 마무리하는 사이 다른 쪽의 계수는 롤공형내에서 구속할 뿐 굽힘성형을 하지 않거나, 또는 도중굽힘만 해도 된다.
코너 강파일판은 상기 비대칭 강파일판의 내향과 외향중 어느것의 계수부를 상하반대방향으로 향하게 고정위치를 바꾸어 제조한다. 별도의 방법으로서는 어느 하나의 계수를 내측으로 절곡하여 제조할 수도 있다.
Description
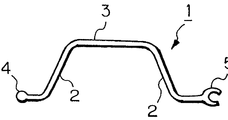
강파일판으로서는 여러종류가 있는 바, 그 중에서도 일반적인 것은 단면이 제형(梯形)인 U형강파일판이다. 아래에서도 강파일판에 대하여는 U형강파일판을 예를들어 설명한다. 최근 종래의 U형강파일판을 사용한 벽체형성시의 문제점 즉, 한 장마다 강파일판을 상하 역방향으로 하여 타설(打設)하지 않으면 안되기 때문에 벽체의 시공기간이 길어지기도 하고 또한 벽체의 두께(폭)가 소형의 H형강을 사용한 시공법에 비하여 크게 되어서 토지의 유효활용적인 관점에서 볼 때 인접지(隣接地)와의 근접시공(近接施工)이 요구되는 도시근교부의 시공에는 적합치가 않다는 문제가 생기고 있다. 이러한 문제점을 해결하기 위하여 본 출원은 일본국 공개특허 특개평 5-140928호 공보로 전혀 새로운 비대칭계수의 U형강파일판을 공개하였다. 도1은 상기 공보에 게재되어 있는 좌우비대칭의 계수형상(繼手形狀)을 한 강파일판(1)의 약식 단면도로서 이로부터 알다시피 강파일판은 플렌지부(2), 웨브부(3), 그리고 양측에 비대칭으로 설치된 계수부(繼手部)(4, 5)로 구성되어 있다.
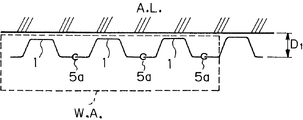
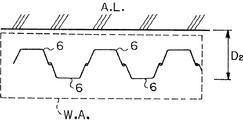
도 2a 는 상술한 바와 같은 비대칭 강파일판(1)을 실제로 인접지(A. L.)에 근접하여 토방지지벽(土防支持壁)등에 사용된 경우의 조합된 예를 도식적으로 보여 주는 설명으로 종래의 대칭강파일판(6)을 사용한 경우를 보여주는 도 2와 비교하여 공간의 효율적인 이용을 도모하는 것을 알 수 있다. 도면에서 파선(破線)으로 표시한 영역은 기계점유면적(W.A.)으로 이정도의 작업영역이 확보될수만 있으면 강파일판의 현장에서의 땅속에 타입( )이 가능한 영역을 보이고 있다. 또한 파일판 벽의 두께(D1, D2)는 도 2(a)의 경우가 매우 좁아져 있는 것을 알 수 있다.
)이 가능한 영역을 보이고 있다. 또한 파일판 벽의 두께(D1, D2)는 도 2(a)의 경우가 매우 좁아져 있는 것을 알 수 있다.
이와 같이 상기의 비대칭 U형강파일판에 의하면 도 2(a)에 있는바와 같이 파일판벽의 형성에 있어서 강파일판을 동일 방향으로 연속하여 타설 할 수가 있으며, 또한 이와 같이 하여 형성된 벽체는 종래의 대칭 U형강파일판을 사용한 경우와 동등이상의 단면강성(斷面剛性)을 가지고 있다. 그러나 도시(圖示)한 바와 같이 연속적으로 타설(打設)하여 벽면을 형성하면 계수부(繼手部)에 있어서 철부(凸部) 5a의 형성이 불가피하다.
그런데 주지하는 바와 같이 U형강파일판은 그의 양단(兩端)의 계수(繼手)를 교대로 결합시켜서 땅속에 타설하여 연속된 토방(土防)이 이루어 지는 바, 그의 벽면 방향을 변경하는 경우에 모퉁이(구석)는 타의 부분과는 다른 단면을 가지는 코너용의 강파일판이 사용된다. 이하에서 이것을 코너(corner)강파일판이라 칭한다.
종래부터 이러한 코너 강파일판은 일본국 특허공고 특공소64-8139, 특공고2-60807호 공보, 특공평6-9682호 공보 등에 얼마간 공개되어 있으며, 또한 그의 제조방법에 있어서도 일본국 특허공고 특공소64-10281호 공보, 특공평6-9682호 공보에 공개되어 있는 방법이 있다.
전술한 바와같이 새로운 비대칭계수를 가지는 U형강파일판을 연속적으로 타입하는 경우에도 종래의 대칭강파일판벽과 동일하게 코너부에는 특수한 형상의 코너강파일판을 사장하지 않을 수 없다.
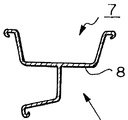
도 3(a) 및 4(a)는 종래의 코너강파일판을 보여주는 것이다. 즉 도 3(a)에서 보여주는 바와 같이 U형강파일판(7)의 웨브배면(背面)(8)에 동일한 U형강파일판을 웨브부에서 절단하여 그의 반을 용접으로 고착한 타입(이하 T형이라 칭한다), 또는 도 4(a)처럼 U형강파일판(7)의 웨브부(9)의 중심에 굽힘가공을 하여 그의 안 구석에 적당한 용접을한 타입(이하 W형이라 칭한다)이 고려될 수 있다. 도 3(b), 또는 도4(b)는 각각의 코너강파일판의 코너부에 있어서의 타입( )의 형태를 본보기로 보인 약식 설명도이다.
)의 형태를 본보기로 보인 약식 설명도이다.
그러나 T형은 그의 중량을 약 1.5배로 증가시켜 이러한 종류의 강파일판을 타입하는데 일박적으로 사용되는 바이브로 파일 햄머(vibro pile hammer)의 척(chuck)에 물리기가 곤란하며 더우기 싸놓을 수가 없어서 보관이나 운반에 불편하다. 또한 한편으로는 W형은 보강용접을 한다 할지라도 오히려 단면계수가 아주 적게되므로서 코너부에 있어서, 토방지지벽의 안전을 기하기가 어려우며 T형과 같이 바이브로파일 햄머의 물림이나 타입방법에 있어서 제한을 받을 경우도 있다.
그런데 상술한 바와 같은 비대칭 U형강파일판의 제조방법에 있어서는 용접으로 하는 방법이 보통인데, 예컨대 열간압연의 경우 각 계수부를 복수의 공형(孔形) 롤(grooved roll)에 의하여 복수패스(pass)로 조금씩 성형(成形)을 하므로서 종래의 대칭 U형강과 동일하게 제조하고 있었다. 이로 인하여 제품에 이르는 변형과정은 좌우대칭으로 진행하도록 되어 있어서 롤공형도 이와 같이 좌우대칭으로 설계되어 있다. 계수굽힘 성형과정에 있어서도 이와 같은데 압연의 최종단계에 있어서 좌우대칭형상의 공형롤에 의하여 동일 패스내에서 좌우동시에 계수굽힘성형이 행해진다.
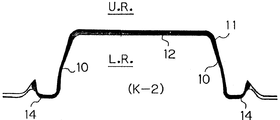
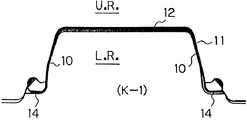
도 5(a), (b)는 일반적인 좌우대칭 형상의 U형강파일판의 열간압연용 롤공형의 경우 각각 상롤(U.R), 하롤(L.R)로 이루어지는 굽힘마무리전의 공형(K-2)과 굽힘마무리공형(K-1)인 것이다. 도중에 양 프렌지부(10)와 웨브부(12)와 또한 양단의 계수부(14)로 이루어지는 U형강파일판인 압연재료(11)는 도 5(a)의 단계로 공형(K-2)에 의하여 계수두께와 계수높이를 조정하는 것으로 계수부의 굽힘성형을 제외하고 열간압연은 대략 끝낸다. 이어서 도 5(b)의 공형(K-1)으로 계수굽힘성형이 이루어져서 제품형상으로 마무리된다.
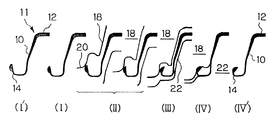
도 6은 공형(K-1)에 있어서 계수굽힘 성형과정을 더욱 상세하게 보여준 것으로서 그의 과정은 크게 다음의 4단계로 나뉜다. 압연재료인 U형강파일판(11)으로서는 플렌지부(10), 웨브부(12), 계수부(14)의 각 부위만을 보여준다.
도면중에 공정(I' )에서는 U형강파일판(11)은 공형(K-2)을 나온 경우의 모습을 보여주며 공정( I )에서는 롤이 물려질때의 U형강파일판의 전방부분의 영향에의하여 롤접촉 이전의 변형이 행하여지며, 이것은 주로 강파일판의 폭 감소를 초래한다. 다만 『폭』 은 U형강파일판 전체의 폭이다.
공정( Ⅱ )에서는 상롤(18)의 칼라부(20)가 계수외면에 접촉함에 의하여 폭의 감소와 계수굽힘이 시작된다.
다음에 공정 ( Ⅲ )에서는 하롤(22)과 계수부와의 접촉이 발생하며 공정(Ⅳ)에 이른다. 그리고, 상 ·하롤(18, 22)의 계수부압(繼手部壓)에 의하여 굽힘성형이 완료되며 공정( Ⅳ' )으로 표시된 단계에서 K-1을 분리 강파일판제품이 얻어진다.
도 5 및 도 6에서 보여준 바와 같이 압연재료 및 제품형상이 좌우대칭인 경우에는 상술한 굽힘 성형과정도 좌우대칭인 바 이로인하여 롤이 물려지는 전후에 있어서 압연재료의 자세가 좌우에서 차이가 나지 않는다.
그러나, 압연재료및 제품형상이 좌우비대칭인 경우 특히 계수부가 좌우비대칭으로 되어 있는 경우에 있어서는 압연방향에 수직인 단면내에 있어서 압연재료의 굽힘변형은 좌우대칭이 안된다. 따라서 롤이 물려지는 전후에 있어서 압연재료의 자세에 좌우로 차이가 생겨 압연자세의 불안정 또는 불완전한 계수굽힘성형의 발생 원인이 된다.
[발명의 공개(公開)]
여기에서 본 발명의 과제는 횡단면형상이 좌우비대칭인 계수부형상을 가지는 강파일판에 있어서 연속 타설하는 경우에 파일판벽의 계수부에 철부(凸部)가 형성되지 않은 단면형상을 갖춘 비대칭 강파일판을 제공하기 위한 것이다.
본 발명의 또 하나의 과제는 계수굽힘성형을 함에 있어서 압연자세의 불안정, 불완전한 계수성형이 발생하지 않는 횡단면형상이 좌우비대칭 강파일판의 열간압연에 의한 제조방법을 제공하는 데 있다.
본 발명의 또 다른 과제는 파일햄머의 척(chuck)에 의한 물림이나 강파일판의 운반시나 보관시에 쌓아 놓을 수 있다. 비대칭계수를 가진 U형강파일판에 적용이 가능한 코너 강파일판과 그의 제조방법을 제공하는 것이다.
여기에서 본 발명자들은 좌우비대칭인 계수형상을 한 쪽은 하향, 다른 쪽은 상향으로 구성하는 것으로서 프랫트(flat)의 연장선상에 있어서 좌우의 계수결합이 가능하게 되어 벽면에 철부가 형성되지 않는 것을 발견 하였다.
그런데 비대칭강파일판을 열간압연법으로 제조하는 경우에는 계수부의 굽힘성형에 이르기 까지에는 비대칭형으로 하여도 열간압연에 의하여 동시에 압연성형을 하여도 특히, 지장을 초래하지 않지만 마무리 압연공정인 굽힘성형의 단계에서는 이것을 공형롤을 사용하여 좌우 동시에 행하면 계수부가 좌우대칭인 것으로 하여 상술한 바와 같이 압연자세의 불안정으로 인한 불완전한 굽힘성형을 하게 되므로서 생산저하를 가져온다.
물론 이와 같은 과제를 해결하려면 양측의 비대칭계수부의 굽힘성형을 다단계로 조금씩 행함으로서 상술한 바와 같은 압연자세의 문제는 해결이 되지만, 다수의 패스를 가지고 조금 씩 압연을 행하는 것은 경제적이 못됨으로 실용적이라고 말 할수 없다.
그래서 발명자는 이와 같은 비대칭계수 강파일판의 제조에 있어서도 좌우의 계수 굽힘성형을 각각 다른 롤공형을 사용하여 1회로 하면 유리하다는 것에 유의하였으며, 따라서 본 발명에 있어서는 종래에 좌우동시에 1회로 행한 굽힘성형을 별도로 각각 나누어서 하므로서 전술한 바와 같은 문제점이 효과적으로 해소되는 것을 알게 되어 본 발명을 완성한 것이다.
또한 본 발명자들은 상기 새로운 계수형상을 가진 비대칭 U형강파일판에 대하여 여러 가지의 코너 강파일판을 시작(試)하여 타설시험을 한 결과, 계수의 어느 한쪽을 내측으로 굽힘으로서 T형강파일판 등의 특수한 코너파일판을 사용하지 않고서도 강파일판벽을 수직방향으로 변경시킬 수가 있다는 것을 알게되어 본 발명을 완성하였다.
여기에 본 발명의 요지는 다음과 같다.
(1) 강파일판 본체를 구성하는 주부위(主部位)와 2개의 비대칭계수, 그리고 상기 주부위 및 비대칭계수를 각각 접속하는 완부(腕部=팔부분)를 설치하여 한 쪽의 계수는 외향으로 다른 쪽의 계수는 내향으로 각각 형성되어 있는 것을 특징으로 하는 비대칭 강파일판.
(2) 상기 완부가 타설법선(他設法線), 또는 계수 끼워맞춤축선에 대하여 평행으로 뻗어 있으며 동시에 상기 완부 및 비대칭계수가 파일판벽의 최내측의 동일선상에 위치하도록 구성되어 있는 상기(1) 기재의 비대칭강파일판.
(3) 비대칭 계수형상을 한 강파일판의 열간압연에 있어서 계수 굽힘성형을 하는데 있어서 계수 굽힘성형을 한쪽씩 각각 다른 공형롤러를 사용하여 마무새를 하는것을 특징으로 하는 비대칭 강파일판의 제조방법.
(4) 한쪽 계수의 굽힘성형을 마무리 하는 동안 다른쪽 계수는 롤공형내에서구속할 뿐 굽힘성형을 행하지 않는 것을 특징으로 하는 상기(3)에 기재한 비대칭 강파일판의 제조방법.
(5) 상기 내향계수, 또는 외향계수의 어느 한 쪽을 내측으로 굽혀서 코너강파일판으로 사용하는 상기(1) 기재의 비대칭 강파일판.
(6) 상기 내향계수의 연결측 내벽과 당해 비대칭 강파일판의 타설법선이 평행이 되거나, 또는 상기 외향계수 연결측의 내벽과 당해 비대칭 강파일판의 타설법선과 수직인 것을 특징으로 하는 상기(5) 기재의 비대칭 강파일판.
(7) 한쪽이 내향계수를 가지며 다른 쪽이 외향계수를 가진 비대칭 코너 강파일판의 제조방법에 있어서 열간압연에 의하여 비대칭계수를 가진 강파일판을 성형한 후해 강파일판의 내향계수, 또는 외향계수의 어느 것이던 편측(片側)만을 내측에 굽힘공정을 가지는 것을 특징으로 하는 코너 강파일판의 제조방법.
(8) 한 쪽이 내향계수를 가지며 다른 쪽이 외향계수를 가진 비대칭 코너 강파일판의 제조방법에 있어서 열간압연에 의하여 비대칭계수를 가진 강파일판을 성형한 후 당해 강파일판의 내향계수 또는 외향계수의 어느 것이던 편측만을 당해 계수와 완부의 경계부에서 절단후 당해 계수를 내향으로 배치하여 그런 연후에 상기 계수와 상기 완부를 용접에 의하여 결합하는 것을 특징으로 하는 코너강파일판의 제조방법.
본 발명은 예컨대 토목, 건축에 사용되는 강판파일(Steel Sheet Piles)과 그의 제조방법, 특히 좌우비대칭(左右非對稱)의 계수형상(繼手形狀)을한 강판(鋼板)파일(이하 비대칭 강파일판이라 한다)과 그의 열간압연(熱間壓延)에 의한 제조방법에 관한 것이다.
본 발명은 또한 강(鋼)파일판벽(板壁)의 코너부에 사용되는 코너 강파일판과 그의 제조방법에 관한 것이다.
도 1은 종래의 비대칭 U형강파일판의 약식단면도이다.
도 2(a)는 제 1도의 종래의 비대칭강파일판, 도 2(b)는 종래의 비대칭 강파일판의 각각 사용예를 본보기로 하는 설명도이다.
도 3(a)은 종래의 코너 강파일판의 예를 보여주는 도면이며, 도 3(b)는 그의 사용예의 보기로 하는 설명도이다.
도 4(a)는 종래의 다른 코너 강파일판의 예를 보여주며, 도 4(b)는 그의 사용예를 본보기로 하는 설명도이다.
도 5(a)는 일반적인 U형강 파일판압연용 롤공형에 있어서 마무리전 공형(K-2), 무리한 공형(K-1)의 본보기 설명도이다.
도 6은 공형(K-1)에 있어서 계수굽힘 성형과정의 본보기의 설명도이다.
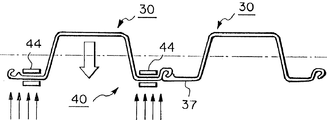
도 7은 본 발명에 관계되는 비대칭 U형강파일판의 약식단면도이다.
도 8은 도 7의 실시형태에 대응하는 계수부의 연결상태를 보여주는 평면도이다.
도 9는 평탄부의 척킹(물림)에 의한 타설방법을 설명하기 위한 평면도이다.
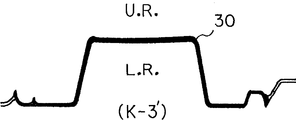
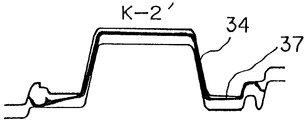
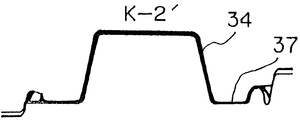
도 10(a)는 좌우비대칭형상의 U형강 파일판 압연용 롤공형에 있어서의 계수굽힘 성형전 공형(K-3'), 도 10(b), 및 (c)는 계수굽힘 성형공형(K-2', K-1')의 본보기의 설명도이다.
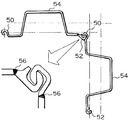
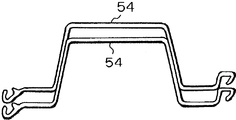
도 11은 본 발명의 코너 강파일판의 예를 보여주는 약식 단면도이다.
도 12는 본 발명의 다른 코너 강파일판의 예를 보여주는 약식 단면도이다.
도 13(a)는 본 발명의 코너 강파일판의 타설예를 보여주는 설명도이며, 도 13(b)는 그의 부분확대도이다.
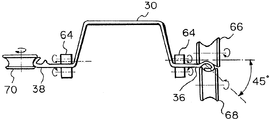
도 14는 본 발명의 코너 강파일판의 제조방법의 한 예의 설명도이다.
도 15는 본 발명의 코너 강파일판의 제조방법의 다른 예를 보여주는 도면이다.
도 16은 본 발명의 코너 강파일판의 파일링 상황설명이며, 도 16(a)는 내향계수를 내측으로 굽힌 코너 강파일판의 경우이고, 도 16(b)는 외향계수를 내측으로 굽힌코너 강파일판의 경우이다.
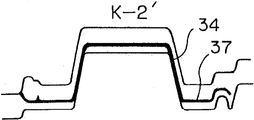
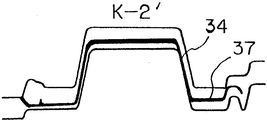
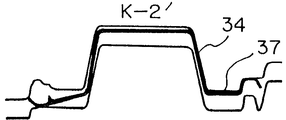
도 17(a)∼(f)는 2차원 유한요소법(2次元有限要索法)에 의한 공형(K-2)에 있어서의 압연재료의 변형 시무레이숀(simulation)결과를 보여주는 본보기 설명도이다.
도 18은 계수부 각 부위의 설명도이다.
도 19는 본 발명에 관한 비대칭 강파일판 및 코너 강파일판의 시공예를 보이는 설명도이다.
[발명을 실시하기위한 최량의 형태]
여기에 첨부도면을 참조해가며 본 발명에 관한 비대칭 강파일판 및 그의 제조방법에 관하여 설명하고, 다음에 코너강파일판 그리고 그의 제조방법에 대하여 설명한다.
도 7은 본 발명에 관한 비대칭 U형강파일판의 한 실시형태에 있어서의, 강파일판(30)의 전체형상을, 도 8은 그의 계수부를, 도 9는 비대칭 U형강파일판을 연속적으로 타설하므로서 이루어진 파일판벽(40)을 보인 것이다.
도 7에 예시되어 있는 바와같이 비대칭 U형강파일판(30)은 웨브부(32), 플렌지부(34)로 된 강파일판 본체를 구성하는 주부위의 형상을 U형으로 하고 양단의 계수(36, 38)의 계수형상을 좌우비대칭으로 하여 예컨대 계수(36)를 내향계수, 계수(38)를 외향계수로 하여 각각 횡단면형상의 철부(凸部)측을 도시예에 있어서는 U자측 이라는 표현대로 동일방향으로 나란히 배열한 양 완부(37)를 결합하는 직선상으로 다시말하여 타설벽면 상으로 결합 가능하다고 되어있다.
즉, 완부(37)는 타설법선(도면중 3점쇄선으로 표시)과 동일방향이 되도록 설치되어 있으며 계수(36)와 계수(38)가 서로 결합되는 계수부는 이 완부(37)와 함께 파일판벽(40)의 가장 안쪽(35)(도면중 1점 쇄선으로 표시)과 동일 직선상에 위치하도록 되어있다.
또한, 본 실시양태에 있어서 한 쪽의 계수(38)는 파일판벽(40)의 가장 안쪽(굴삭측 전면에 해당함)(35)에 대하여 외향으로 다른쪽의 계수(36)는 내향으로 형성되어 있으며, 도 8에서 보인바와 같이 파일판벽(40)의 벽면에 돌출되지 않은 형으로 서로 걸어 맞출수 있도록 되어있다.
또한 외향의 계수(38)측에는 계수부에 있어서 회전을 억제하기위하여 돌기(突起)(39)가 붙어 있다.
본 발명의 비대칭 U형강파일판(30)에 있어서는, 강파일판(30)을 유압식 프레스나 바이브로 파일햄머(vibro pile hammer)로 타설하는 데 있어서, 도 9에 표현된 바와같이 완부(37)를 처킹(물림)해서 타설할 수 있게 된다. 이러한 완부(37)는 타설 법선방향에 대하여 평행하게 뻗어 있으며, 또한 계수부와 동일 선상 즉, 끼워맞춤 축선상(도 7에서는 2점쇄선으로 표시함)에 위치한다. 즉 타설시에 발생하는 회전의 중심이 되는 계수부는 완부(37)와 동일 평면상에 있기 때문에처킹부(물림부)(44)에 작용하는 타설력에 의한 강파일판(30)의 회전을 방지할 수가 있다.
또한, 땅속에 자갈등과 같은 장애물이 있는 경우에도 동일하게 도 9에 표시한 바와 같이 본 발명에 관한 비대칭 U형강파일판(30)은 완부(37)가 땅속에서 회전방향의 작용력(도중에 백색 화살표로 표시)에 대하여 저항력(도면중 흑색화살표로 표시)을 가지게 되어 땅속에 있어서 U형강파일판의 회전 진동발생을 억제하는 효과가 있다.
도 10(a)∼(c)는 본 발명에 의한 좌우비대칭형상의 U형강 파일판의 열간압연을 행하는 롤공형의 한가지 예로서 계수굽힘성형 전(前)공형(K-3' ) 및 계수굽힘 성형공형(K-2', K-1' )을 보여준다.
본 발명에 관한 열간굽힘 성형법을 도 10에 의하여 설명하면 다음과 같다.
우선 도 10(a)에서 보여주는 바와 같이 종래법과 동일하게 공형압연을 행하여 얻은 비대칭파일판(30)에 대하여 상롤(U.R.) 과 하롤(L.R.)을 구비한 공형(K-3' )으로 계수 두께며 계수 높이를 조정한 후, 도 10(b)에 표시한 바와 같이 동일하게 상롤(U.R.)과 하롤(L.R.)을 구비한 공형(K-2' )으로 예컨대 좌측의 계수 굽힘성형을 한다. 이때 압연방향에 수직인 단면내에 있어서 강파일판(30)의 변형은 좌우대칭이 안되어 롤물림 전후에서 압연자세의 좌 ·우차가 발생하는 바, 우측의 계수 굽힘성형의 힘을 받지 않음으로 롤하사점 부근에서의 무리한 변형이 억제되며, 압연자세 특히 출구측에서의 자세가 안정된다. 이로 인하여 좌측에서 양호한 계수형상굽힙이 되며 우측에서는 공형(K-3')을 떠날때의 형상이 유지된다.
다음에 도 10(c)에서 보인바와 같이 공형(K-1' )에서 우측계수의 굽힘성형을 하는 경우에도 좌측롤공형상을 공형(K-2' )과 동일하게 하므로서 상기 이유와 동일하게 압연자세가 안정되며 결과적으로 좌우 공히 모두 양호한 계수형상을 얻을 수 있다.
여기에서 본 발명의 다른 하나의 실시양태에 의하면 한 쪽 계수의 굽힘성형을 마무리하는 동안에 다른쪽 계수에 어느 정도의 굽힘성형도 가능하며 이와 같은 굽힘성형을 본 명세서에서는 「도중(途中) 굽힘」이라고 한다.
「도중 굽힘」이라함은 예컨대 도 6에서 예를 들면 계수부의 선단(先端)이 위로 굽혀 질 때 까지의 굽힘 공정(공정 Ⅱ)이다. 이러한 정도의 굽힘에서 압연자세에 미치는 영향은 적다.
또한, 도 10의 경우를 말하자면, 도 10(b)의 공형(K-2')의 경우와 같이 압연자세의 불안정도가 허용범위내에 들어가는 정도에서 굽힙성형이 진행됨을 말한다.
즉, 본 발명에 있어서 좌우의 계수 굽힘성형은 각각 실질적인 굽힘성형을 좌우 동시에 행하지 않는다는 조건하에서 하면 좋다.
본 발명에 관하여 열간에 의한 계수 굽힘성형이 행하여 지는 비대칭 강파일판으로서는 대표적인 예로서 계수부가 비대칭의 U형강 파일판을 들고 있는 바, 강파일판 본체를 구성하는 주부위가 각각 Z형, I형, 관상(管狀)으로 된 Z형강파일판, I형강파일판, 관상강파일판 등에 있어서도 동일하게 열간압연에 의하여 비대칭 계수부를 마무리 성형단계로 굽힘성형이 가능한 것은 당업자들에게는 잘 알려져 있다.
다음에 본 발명에 관한 코너강파일판과 그의 제조방법에 대하여 상세히 설명한다.
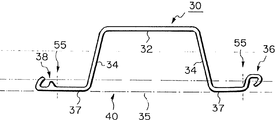
도 11및 도 12는 본 발명에 관한 내향계수(50) 및 외향계수(52)를 가진 코너 강파일판(54)의 예를 표시한다. 도 11은 내향계수(50)를 용접에 의하여 45° 내향으로 가공한 코너 강파일판(54)의 약식 단면도이며, 도 12는 외향계수(52)를 용접에 의하여 45° 내향으로 가공한 코너강파일판(54)의 약식 단면도이다. 각각에 있어서 용접개소(56)는 흑색으로 표시되어 있다.
본 발명에 관한 코너강파일판(54)은 도 7에 표시되어있다. 한 쪽이 내향계수(36)(하향)를 가지며 다른 쪽은 외향계수(38)(상향)를 가지는데, 횡단면형상을 동일 방향에 배열하여 직선상으로 결합 가능한 비대칭 U형강파일판(30)을 기준하여 도 7, 도 11, 도 12에서 표시한 바와 같이 이의 강판파일(30)의 계수(36, 38)중의 어느 한쪽을 당해 강파일판의 평탄한 완부(37)와 계수의 경계부(55)에서 내향(하방)으로 45° 굽힘형상을 가진다. 더구나 도 7에 있어서 경계부(55)를 점선으로 표시하고 있는바, 이것은 용접법으로 제조하는 경우의 용접개소에도 해당된다.
도 13(a)는 본 발명에 관한 코너 강파일판, 즉 내향계수를 내향으로 굽힌 형과 외향계수를 내향으로 굽힌 형의 양 강파일판을 계수부에서 끼워맞춤하여 타설되는 상황을 설명한다. 도 13(b)는 그의 부분 확대도이다.
내향계수(50) 접촉단(51)의 내벽(51a)과 강파일판(54)의 타설법선(도 11에서 2점쇄선으로 표시), 또는 끼워맞춤 축선(도 11에서 1점쇄선으로 표시)과는 평행하다.
또한 도 12에서 보인 바와 같이 외향계수(52)를 45° 내향으로 굽힘에 의하여 외향계수(52)의 걸어맞춤 가장자리(53)의 내벽(53a)과 강파일판(54)의 타설법선(도 12에서 2점쇄선으로 표시), 또는 연결축선(도 12에서 1점쇄선으로 표시)과는 수직이다.
이에 의하여 도 13(a), (b)에서 표시한 바와 같이 상기 2종류의 코너 강파일판을 각각 굽힘가공한 계수끼리 끼워맞춘 상태로는, 각각의 강파일판의 타설법선 또는 끼워맞춘 축선이 직각으로 교차하여 강파일판벽의 코너부로서 이용이 가능하다.
이상의 설명에서는 내향 또는 외향계수의 내측으로 절곡(折曲) 가공을 용접에 의하여 행한 경우에 대하여 기술하였는 바, 그의 가공방법으로서는 모두가 거의 도 7에서 표시한 바와 같이 한쪽이 외향계수, 또한 또 한쪽이 내향계수를 가지는 비대칭 U형강파일판을 열간압연으로 제조하며, 그런다음에 어느 한쪽 계수와 완부의 경계부(도 7의 점선부)를 절단 후 당해계수를 내향으로 배치하여 상기 계수와 상기 완부의 절단개소를 용접에 의하여 접합한 것이다, 이로인하여 종래의 용접으로 제작한 T형코너 강파일판의 경우와는 다른 출발재(시작재)인 U형강 파일판의 경우 낭비되는 부분이 거의 없이 수율이 높은 제조가 가능하다.
또한, 본 발명의 코너 강파일판은 비대칭계수부를 가지는 U형강파일판의 어느 한쪽의 계수를 내측으로 굽힘가공을 하면 되고, 이에 따라 열간압연, 또는 열간 또는 온간(溫間) 성형가공에 의하여 제조할 수 있다.
도 14는 본 발명의 코너 강파일판의 제조방법중, 열간압연에 의하여 외향계수(joint)를 내향으로 절곡하는 경우를 예시하고 있으며, 상롤(60)과 하롤(62)로서 공형롤(grooved rolls)을 구성하고, 피압연재로서는 미리성형된 도 7에서 표시한 바와 같은 비대칭 U형강파일판(30)을 사용하고, 상하롤(60,62)로 당해 강파일판(30)의 상하면을 구속하면서, 동시에 예컨대 외향계수(38)를 상방으로 부터 압압하므로서 1회 패스로 성형하는 것이다. 공형롤에 물려지므로서 계수(38)의 굽힘가공이 이루어진다.
또한, 도 15는 본 발명의 코너 강파일판의 제조방법으로서 열간, 또는 온간성형가공에 의하여 내향계수를 내측으로 절곡하는 경우를 예시한 것으로 출발 소재로서는 도 7에 표시한 바와 같은 비대칭 U형강파일판(30)을 사용하며, 강파일판(30)의 주위에 이것을 끼워두도록 롤러가이드(64)를 배치하고, 상하롤러(66, 68)로 당해 강파일판(30)의 상하면을 좌측단의 롤러(70)로 외향계수(38)의 측면을 구속하면서, 동시에 우측단의 상롤러(66)에서 내향계수(36)를 상방으로 부터 압압함에 의하여 1패스로 성형하는 것이다. 이러한 성형용의 롤러가이드(64)는 비대칭 강파일판(30)의 열간 사상압연기의 후방 바로가까이에 설치하여 굽힘성형을 용이하게 하는 것이 바람직하다.
본 발명의 코너 강파일판을 타설하는 때에는, 도 7에 표시한 바와 같이 본 발명에 관한 비대칭형 U형강판과 동일하게 시공이 가능하며, 범용의 타설기에 의한 강파일판의 척킹시는 웨브부, 또는 완부의 척킹이 가능하며, 종래의 T형이나 W형 코너강파일판과 같이 일반 척킹으로는 될 수 없는 문제가 발생하지 않는다.
또한, 강파일판벽의 굴곡각도(강파일판의 타설법선의 교차하는 각도)는 보통 직각이 가장 큰 것인바, 시공장소에 의하여 직각 이외의 경우도 있을 수가 있다. 그러나 본 발명의 코너 강파일판의 제조방법에 의하면 마무리(仕上)압연기 근방, 또는 마무리압연기 직후에 배치된 롤러가이드에서 한쪽 계수를 굽힘가공하는 때의 각도를 변화시켜서 직각 이외의 코너에도 사용할 수 있는 코너 강파일판을 제조할 수도 있다.
도 16(a), (b)에는 본 발명의 코너 강파일판(54)을 쌓아 놓은 상태를 예시하고 있다. 도 16(a)는 내향계수가, 도 16(b)는 외향계수가 각각 내측으로 절곡되어 있는 코너 강파일판을 표시한다. 본 도면으로 부터 알수 있는 바와 같이 적재시의 계수부가 서로 간섭하지 않으며 이에 따라서 몇장을 쌓아도 적재 자세가 불안정한 문제는 없다.
다음에 본 발명에 관한 비대칭 강파일판 및 코너 강파일판의 제조방법에 대한 실시예를 설명한다.
(실시예 1)
본 발명에 의한 효과를 확인하기 위하여 2차원 유한요소법(2D-FEM)에 의한 시무레이숀 및 실제 압연기를 사용한 시험 압연 하였다.
도 17은 2D-FEM에 의한 공형 K-2' (도 10을 참조)에 있어서 압연재료의 변형을 나타낸 것이다.
도 17(a)∼(f)에 나타낸 결과에 의하면 공형K-2' 의 압연의 진행에 있어서굽힘성형하지 않은 측(도 17을 향한 우수측)의 계수부가 플렌지부(34), 완부(37)를 포함하여 롤바이트 내에 구속(물려짐)되여 당초 형상을 유지하고 있는 것을 알 수 있다.
이것을 정량적으로 정리하면 양측의 비대칭계수부를 동시에 압연한 때(비교예)와 비교한 경우 아래 표 1과 같다. 또한, 동표에 있는 「계수부높이(H)」, 「계수부두께(T)」, 그리고 「계수부간격(G)」은 도 18에서 설명한 바와 같다.
이로부터 본 발명에 의한 비대칭 계수부의 굽힘성형을 각각 하는것이 강편 전장에 걸쳐서 양호한 계수부형상을 얻는 점이 특히 유효함을 알 수 있다. 또한 계수부에 있어 롤의 내 소부성의 점에 있어서도 본 발명은 유효하다.
표 1

또, 본 발명에 의한 열간압연법에 의해 실제로 압연기를 사용하여 압연을 시험한 결과 상술한 도 7에서 나타낸 바와 같이 좌우 모두 양호한 계수형상의 제품의 수율을 좋게 얻을 수 있다.
(실시예2)
본 발명에 관한 비대칭 강파일판 및 코너 강파일판을 도 10및 도 15에 관련시켜서 설명한 바와 같이 열간압연 성형에 따라 제조하여 도 7에 나타낸 비대칭 U형강파일판과, 도 11및 도 12에 나타낸 코너 강파일판과를 조합하여 타설하고 주택전용 지하실의 벽체로 하였다. 우선 가열로(爐)에서 1280℃로 가열된 250㎜두께 × 700㎜폭의 연속주조 스라브를 2중식 수평롤로 된 브레이크 다운밀(mill)(조압연기:粗壓延機), 중간밀, 또한 마무리(仕上)밀의 3기(基)의 밀로 열간 압연을 하였다. 각 밀의 롤에는 각각 4개, 3개, 3개의 공형을 배치하였다. 이러한 3기의 밀을 통하여 리버스(reverse)압연을 통하여 피압연재는 도 7에 표시한 비대칭 U형강파일판의 형으로 마무리된다. 코너 강파일판의 제조는 도 15에 나타낸 바와 같이 마무리 밀의 후방에 배치한 롤러가이드 및 성형롤을 써서 외향계수를 내향 45° 굽힘성형한 타입의 코너 강파일판(A타입, 도 12 참조)과 내향계수를 내향으로 45° 굽힘성형한 타입의 코너강파일판(B타입, 도 11 참조)의 2종 강파일판을 제조하였다.
한편, 상기 롤러가이드 및 롤러의 궤도를 넓혀서 상기 마무리밀로 압연된 채 강파일판도 동일한 찬스로 제조하였다.
이와 같이 하여 본 발명의 방법으로 각각 제조한 A타입의 코너 강파일판 4장, B타입의 코너 강파일판 4장, 또한 벽면본체를 구성하는 비대칭 U형강파일판 30장을 조합시켜 타설하였다. 주택용의 지하실로 사용할 피트의 토방용 벽체를 시공한 것이다. 도 19에서 시공결과를 나타낸다. 도면중 A타입과 B타입의 코너 강파일판은 A, B로 간단히 표시하였다. 그밖에는 도 7에서 보인 비대칭 강파일판이다.
도 19에서 알수 있는 바와 같이 종방향 6장(그중 2장은 코너강파일판), 횡방항에 13장(그중 2장이 코너강파일판), 어느 것이나 시공상의 문제없이 순조롭게 타설할 수 있었다.
[산업상의 이용가능성]
본 발명에 의하면 계수부와 평탄한 완부를 파일판벽의 최내측과 동일 평면상에 배치되는 비대칭 U형강파일판이 얻어지며, 또한 그와같은 비대칭의 계수형상을 가진 U형강 파일판을 열간압연에 의하여 제조할때 압연자세의 불안정 불완전한 계수성형이 생기지 않고 양호한 계수형상을 얻을 수 있다.
또한, 본 발명에 관한 비대칭 U형강파일판과 코너 강파일판은 타설시의 처킹(물림)문제나 강파일판의 운반시, 보관시에도 문제가 없으며 동시에 동일 방향으로 연속하여 타설이 가능한 강파일판이므로 시공능률의 향상에 의한 에너지절감이나 시공비용의 삭감에 유효하다. 더구나 코너강 파일판을 제조하는 경우에 있어서는 비대칭 U형강파일판의 일부를 절단하여 다시 이것을 용접하면 코너 강파일판으로 전용할 수가 있으므로 대규모 설비개조를 수반함이 없이 압연롤의 일부수정이나, 또는 롤러가이드의 추가만으로 제조할 수 있는 점, 산업상 이용가치가 매우 높은 큰 발명이다.
Claims (8)
- 강파일판 본체를 구성하는 주부위(主部位)와 2개의 비대칭 계수(繼手)와 상기 주부위 및 비대칭 계수를 각각 접속하는 완부(腕部)를 구비하고 한쪽의 계수는 외향으로, 다른쪽 계수는 내향으로 각각 형성되며, 상기 완부가 타설법선 또는 계수의 끼워맞춤 결합 축선(軸線)에 대하여 평행으로 뻗어 있고 상기 완부 및 비대칭 계수가 파일판 벽면의 가장 안쪽의 가장자리에서 동일 선상으로 위치되도록 비대칭 계수는 파일판벽의 벽면으로 돌출되지 않는 형태에서 서로 결합할 수 있게 구성되며, 상기 외향의 계수에는 계수부에서 회전 방지용 돌기가 설치된 것을 특징으로 하는 비대칭 강파일판.
- 비대칭의 계수형상을 가진 강파일판의 열간 압연에 있어서, 계수 굽힘성형을 할 때 내향 계수나 외향 계수의 어느 한쪽마다 각각 다른 공형(孔型) 롤(roll)을 사용하여 마무리 하는 것을 특징으로 하는 비대칭 강파일판의 제조방법.
- 제2항에 있어서, 한쪽 계수의 굽힘성형을 마무리하는 동안 다른 쪽의 계수는 롤 공형 내에 구속하는 것만으로 굽힘성형은 하지 않는 것을 특징으로 하는 비대칭 강파일판의 제조방법.
- 제1항에 있어서, 상기의 내향계수나 외향계수의 어느 한쪽을 45도 내측으로절곡하여 코너강파일판으로 사용하는 것을 특징으로 하는 비대칭 강파일판.
- 제4항에 있어서, 상기 내향 계수의 결합 연부의 내벽과 그 비대칭 강파일판의 타설법선이 평행인 것을 특징으로 하는 비대칭 강파일판.
- 제4항에 있어서, 상기 외향계수의 결합연부의 내벽과 당해 비대칭 강파일판의 타설법선이 수직인 것을 특징으로 하는 비대칭 강파일판.
- 제2항에 있어서, 한쪽은 내향계수를 가지며 다른 쪽은 외향계수를 가지는 비대칭 코너강파일판의 제조방법은 열간압연에 의하여 비대칭의 계수를 가진 강파일판을 성형한 후에 그 강파일판의 내향 계수나 외향계수의 어느 편측만을 45도 내측으로 절곡하는 공정을 가지는 것을 특징으로 하는 코너강파일판의 제조방법.
- 제2항에 있어서, 한쪽은 내향계수를 가지며 다른 쪽은 외향계수를 가지는 비대칭 코너강파일판의 제조방법은 열간 압연에 의해 비대칭의 계수를 가지는 강파일판을 성형한 후 그 강파일판의 내향 계수나 외향계수의 어느 한쪽만을 그 계수와 완부의 경계부에서 절단후 상기 계수를 45도 내향으로 배치한 연후 상기 계수와 완부를 용접하여 결합하는 것을 특징으로 하는 코너 강파일판의 제조방법.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP95-253275 | 1995-09-29 | ||
| JP25327595 | 1995-09-29 | ||
| JP7286198A JP2964933B2 (ja) | 1995-07-31 | 1995-11-02 | 地下構造体、非対称u型鋼矢板および非対称u型鋼矢板の打設方法 |
| JP95-286198 | 1995-11-02 | ||
| JP96-164761 | 1996-06-25 | ||
| JP16476196 | 1996-06-25 | ||
| PCT/JP1996/002775 WO1997013039A1 (fr) | 1995-09-29 | 1996-09-26 | Palplanche metallique asymetrique, et son procede de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR980700494A KR980700494A (ko) | 1998-03-30 |
| KR100322317B1 true KR100322317B1 (ko) | 2002-06-24 |
Family
ID=27322382
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019970703571A KR100322317B1 (ko) | 1995-09-29 | 1996-09-26 | 비대칭강파일판과그의제조방법 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0795649B1 (ko) |
| KR (1) | KR100322317B1 (ko) |
| CN (1) | CN1088486C (ko) |
| AU (1) | AU695771B2 (ko) |
| DE (1) | DE69631950T2 (ko) |
| MY (1) | MY120907A (ko) |
| TW (1) | TW320573B (ko) |
| WO (1) | WO1997013039A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102253815B1 (ko) * | 2020-12-02 | 2021-05-20 | 건창산업(주) | 3방향 엄지말뚝 보강형 자립식 흙막이 |
| KR102261191B1 (ko) * | 2020-12-03 | 2021-06-03 | 김규학 | 가설 흙막이 구조체 |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19725143C2 (de) | 1997-06-13 | 2000-09-21 | Georg Wall | Verbindungselement für Spundbohlen |
| AU2012202472B2 (en) * | 1999-12-21 | 2012-09-27 | Tristanagh Pty Ltd | Earth Retention and Piling Systems |
| EP1474631A4 (en) * | 2002-02-14 | 2006-07-19 | Chin Chai Ong | INTERCONNECTS |
| CN101024955B (zh) * | 2002-10-31 | 2010-05-26 | 住友金属工业株式会社 | 钢板桩 |
| DE102004024103B3 (de) * | 2004-05-14 | 2006-01-05 | Pilepro Llc | Strangförmiges Verbindungsprofil zum Anschließen von Spundbohlen an Trägerelemente |
| DE502005010168D1 (de) * | 2005-02-02 | 2010-10-14 | Contexo Ag | Kombi-Spundwand |
| DE202006021127U1 (de) * | 2005-08-09 | 2012-11-23 | Pilepro Llc | Anordnung aus Spundwandabschnitten |
| DE202006020607U1 (de) * | 2006-01-17 | 2009-03-19 | Arcelormittal Commercial Rps S.A.R.L. | Spundbohle in Doppel-T-Form |
| DE102007015455C5 (de) | 2007-03-30 | 2017-08-10 | Contexo Ag | Verfahren zur Herstellung von Spundwandkomponenten sowie Spundwandkomponente |
| JP2011084938A (ja) * | 2009-10-15 | 2011-04-28 | Nippon Kankyo Seizo Kk | 山留め壁及びその施工方法 |
| CN101954397B (zh) * | 2010-05-31 | 2011-06-29 | 南京万汇新材料科技有限公司 | Z型钢板桩的辊式连续冷弯成型制造方法 |
| JP5764909B2 (ja) * | 2010-10-28 | 2015-08-19 | Jfeスチール株式会社 | 鋼矢板及び該鋼矢板によって形成された鋼矢板壁 |
| KR20140139050A (ko) * | 2012-05-16 | 2014-12-04 | 제이에프이 스틸 가부시키가이샤 | Z형강 시트 파일, 당해 z형강 시트 파일로 형성된 강 시트 파일벽 |
| WO2015159434A1 (ja) * | 2014-04-18 | 2015-10-22 | 新日鐵住金株式会社 | 鋼矢板 |
| MX2014012034A (es) * | 2014-10-06 | 2016-04-06 | Armando Javier Ramírez Rascón | Tablestaca permeable y pantalla para drenaje del agua subterranea y para la captacion y la conduccion de agua superficial y subterranea. |
| CN110475623A (zh) * | 2017-04-03 | 2019-11-19 | 日本制铁株式会社 | 具有凸缘的钢板桩的制造方法和制造设备 |
| CN106981350B (zh) * | 2017-05-11 | 2019-06-21 | 江苏瑞恩电气股份有限公司 | 一种变压器 |
| CN109183779A (zh) * | 2018-11-08 | 2019-01-11 | 大连大学 | 一种钢管钢板组合桩围护结构 |
| CN109530431A (zh) * | 2018-11-27 | 2019-03-29 | 武汉钢铁有限公司 | 钢板桩稳定成型的过渡轧制方法 |
| JP6791466B1 (ja) * | 2019-05-30 | 2020-11-25 | Jfeスチール株式会社 | 鋼矢板の圧延機のガイド及び鋼矢板の製造方法 |
| CN111021336A (zh) * | 2019-12-31 | 2020-04-17 | 南京图信新材料科技有限公司 | 一种垂直焊接桩及其制造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54141007A (en) * | 1978-04-24 | 1979-11-01 | Shinmei Kk | Method of construction of stopping of hill with corner portion and steel sheettpile for corner |
| JPS6085326U (ja) * | 1983-11-10 | 1985-06-12 | 日本鋼管株式会社 | U形鋼矢板 |
| JPS62125136U (ko) * | 1986-01-27 | 1987-08-08 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR664775A (fr) * | 1927-12-02 | 1929-09-07 | Dispositif de liaison pour palplanches en fer | |
| FR1461552A (fr) * | 1965-10-25 | 1966-02-25 | Wendel & Cie De | Palplanche profilée à froid |
| JPS59166301A (ja) * | 1983-03-11 | 1984-09-19 | Kawasaki Steel Corp | ラルゼン型非対称u形鋼矢板の圧延方法 |
| JPH069682B2 (ja) * | 1987-11-19 | 1994-02-09 | 住友金属工業株式会社 | コーナ鋼矢板とその製造方法 |
| JPH0675726B2 (ja) * | 1988-07-25 | 1994-09-28 | 新日本製鐵株式会社 | 非対称異形ボックス孔型による形鋼の圧延方法 |
| JPH02240319A (ja) * | 1989-03-13 | 1990-09-25 | Nkk Corp | 美化装鋼矢板 |
| JPH06280251A (ja) * | 1993-03-29 | 1994-10-04 | Sumitomo Metal Ind Ltd | 地中連続壁用鋼製部材 |
| JP3223364B2 (ja) * | 1993-12-30 | 2001-10-29 | 株式会社シンコーコーポレーション | 構築用矢板 |
-
1996
- 1996-09-26 DE DE69631950T patent/DE69631950T2/de not_active Expired - Lifetime
- 1996-09-26 KR KR1019970703571A patent/KR100322317B1/ko not_active IP Right Cessation
- 1996-09-26 WO PCT/JP1996/002775 patent/WO1997013039A1/ja active IP Right Grant
- 1996-09-26 EP EP96931991A patent/EP0795649B1/en not_active Expired - Lifetime
- 1996-09-26 CN CN96191138A patent/CN1088486C/zh not_active Expired - Lifetime
- 1996-09-26 AU AU70953/96A patent/AU695771B2/en not_active Expired
- 1996-09-27 MY MYPI96004017A patent/MY120907A/en unknown
- 1996-10-01 TW TW085111968A patent/TW320573B/zh not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54141007A (en) * | 1978-04-24 | 1979-11-01 | Shinmei Kk | Method of construction of stopping of hill with corner portion and steel sheettpile for corner |
| JPS6085326U (ja) * | 1983-11-10 | 1985-06-12 | 日本鋼管株式会社 | U形鋼矢板 |
| JPS62125136U (ko) * | 1986-01-27 | 1987-08-08 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102253815B1 (ko) * | 2020-12-02 | 2021-05-20 | 건창산업(주) | 3방향 엄지말뚝 보강형 자립식 흙막이 |
| KR102261191B1 (ko) * | 2020-12-03 | 2021-06-03 | 김규학 | 가설 흙막이 구조체 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE69631950T2 (de) | 2005-02-10 |
| EP0795649B1 (en) | 2004-03-24 |
| EP0795649A1 (en) | 1997-09-17 |
| EP0795649A4 (en) | 2000-04-26 |
| CN1172517A (zh) | 1998-02-04 |
| DE69631950D1 (de) | 2004-04-29 |
| AU7095396A (en) | 1997-04-28 |
| TW320573B (ko) | 1997-11-21 |
| AU695771B2 (en) | 1998-08-20 |
| WO1997013039A1 (fr) | 1997-04-10 |
| KR980700494A (ko) | 1998-03-30 |
| MY120907A (en) | 2005-12-30 |
| CN1088486C (zh) | 2002-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100322317B1 (ko) | 비대칭강파일판과그의제조방법 | |
| JP3457362B2 (ja) | H形鋼用中間粗形鋼片の製造方法 | |
| JP3173389B2 (ja) | 非対称鋼矢板とその熱間圧延方法 | |
| JPS5936580Y2 (ja) | 熱間圧延形鋼 | |
| WO1997013039A9 (ko) | ||
| JP2702605B2 (ja) | 内向き継手を有する直線型形鋼およびその製造方法 | |
| JPH0489102A (ja) | 連続継手型形鋼の圧延成形法 | |
| JP2520528B2 (ja) | 連続継手型形鋼の圧延方法 | |
| JP2702594B2 (ja) | 連続継手型形鋼およびその圧延成形方法 | |
| JP2571308B2 (ja) | 左右非対称継手を有する直線型形鋼およびその製造方法 | |
| JP2702592B2 (ja) | 連続継手型形鋼の圧延方法 | |
| JP2681536B2 (ja) | 溝形鋼の圧延装置列 | |
| JPH069682B2 (ja) | コーナ鋼矢板とその製造方法 | |
| JPH07124602A (ja) | Z型鋼矢板用粗形鋼片の圧延方法 | |
| JPH0475702A (ja) | 連続継手型形鋼の圧延方法 | |
| JP3254869B2 (ja) | 鋼製連壁用形鋼の製造方法 | |
| JPH09195268A (ja) | 左右非対称継手を有する連続継手型形鋼およびその圧延方法 | |
| JP6531653B2 (ja) | H形鋼の製造方法 | |
| JPS6410281B2 (ko) | ||
| JP2861831B2 (ja) | 外法一定平行フランジ溝形鋼の圧延方法 | |
| JP3658433B2 (ja) | 連続継手型形鋼の圧延方法 | |
| JPH05329502A (ja) | 連続壁用形鋼の圧延方法 | |
| JPH0767562B2 (ja) | 連続継手型形鋼の圧延方法 | |
| JPH04306312A (ja) | 直線型形鋼およびその製造方法 | |
| JPH09216001A (ja) | 連続継手型形鋼の圧延方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20121227 Year of fee payment: 12 |
|
| FPAY | Annual fee payment |
Payment date: 20131218 Year of fee payment: 13 |
|
| FPAY | Annual fee payment |
Payment date: 20141230 Year of fee payment: 14 |
|
| FPAY | Annual fee payment |
Payment date: 20151217 Year of fee payment: 15 |
|
| EXPY | Expiration of term |