JP7704635B2 - ポリスチレン系樹脂組成物の押出成形時の目ヤニ発生抑制方法 - Google Patents
ポリスチレン系樹脂組成物の押出成形時の目ヤニ発生抑制方法 Download PDFInfo
- Publication number
- JP7704635B2 JP7704635B2 JP2021160520A JP2021160520A JP7704635B2 JP 7704635 B2 JP7704635 B2 JP 7704635B2 JP 2021160520 A JP2021160520 A JP 2021160520A JP 2021160520 A JP2021160520 A JP 2021160520A JP 7704635 B2 JP7704635 B2 JP 7704635B2
- Authority
- JP
- Japan
- Prior art keywords
- polystyrene resin
- polystyrene
- resin composition
- polypropylene wax
- extrusion molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
即ち、本発明は、ポリスチレン系樹脂に重量平均分子量27,000~45,000のポリプロピレンワックスを配合することを特徴とするポリスチレン系樹脂組成物の押出成形時の目ヤニ発生抑制方法、からなっている。
[測定条件]
カラム:TSKgelカラム(東ソー社製)×4
温度:140℃
溶離液:o-ジクロロベンゼン
流速:1.0mL/min
サンプル濃度:0.15mg/mL
換算標準:ポリスチレン
(1)原材料
1)ポリスチレン系樹脂(商品名:トーヨースチロールHRM‐12;汎用ポリスチレン;東洋スチレン社製)
2)ポリプロピレンワックス1(商品名:ビスコール330P;重量平均分子量40,000;三洋化成工業社製)
3)ポリプロピレンワックス2(商品名:ハイワックスNP805;重量平均分子量32,600;三井化学社製)
4)ポリプロピレンワックス3(商品名:ビスコール440P;重量平均分子量30,000;三洋化成工業社製)
5)ポリプロピレンワックス4(商品名:LICOCENE PP 2602;メタロセン系ポリプロピレンワックス;重量平均分子量29,700;クラリアントケミカルズ社製)
6)ポリプロピレンワックス5(商品名:ハイワックスNP505;重量平均分子量25,700;三井化学社製)
7)ポリプロピレンワックス6(商品名:ハイワックスNP105;重量平均分子量11,200;三井化学社製)
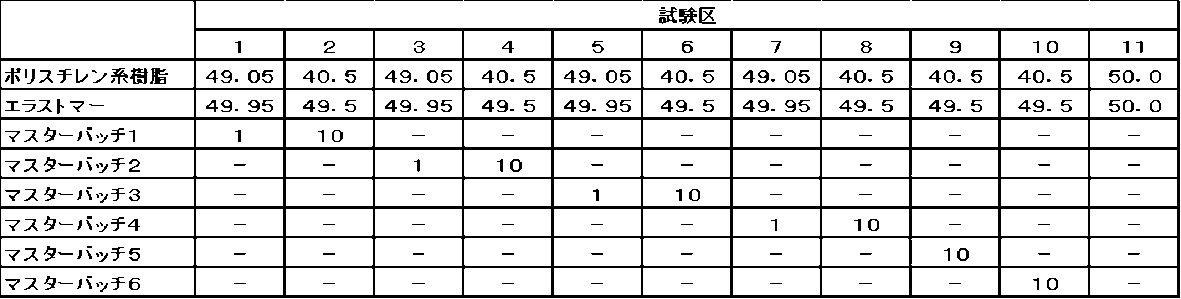
上記原材料を用いて作成したマスターバッチの配合を表1に示す。

表1に記載の原材料の合計が1000gとなるように量り取り、二軸同方向回転噛み合わせ型押出機(型式:KZW15TW‐45MG‐NH;スクリュー直径=15mm;L/D=45;テクノベル社製)を用いて、バレル(C1~C6、H/D)温度を140~220℃(C1=140℃、C2~C6=220℃)、スクリュー回転数300rpmにて加熱混練し、ワックス成分を含有するポリスチレン系樹脂組成物を押出成形した。ストランド状に押し出されたポリスチレン系樹脂組成物をペレタイザーでカットして円柱状(直径3mm、長さ3mm)のマスターバッチ1~6を製造した。
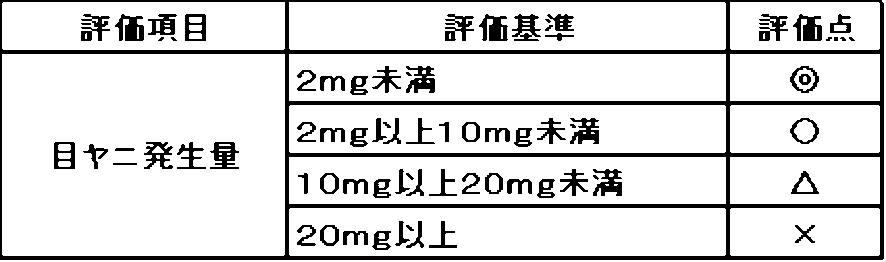
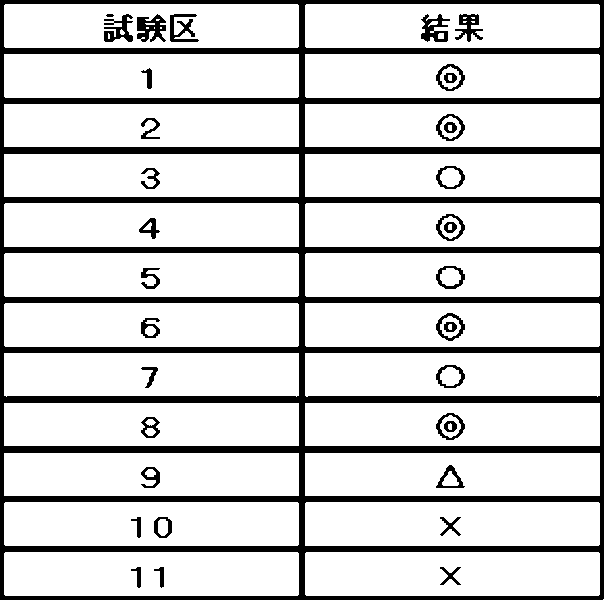
ポリスチレン系樹脂(商品名:トーヨースチロールHRM‐12;汎用ポリスチレン;東洋スチレン社製)、エラストマー(商品名:JSR‐RB810;1,2‐ポリブタジエン;JSR社製)、マスターバッチ1~6のいずれかを、表2の配合にて合計2000gとなるように量り取り、これらの原材料をビニール袋に入れて手で持ち、30秒間均一になるよう混合した。得られた混合物を二軸同方向回転噛み合わせ型押出機(型式:MFU15TW‐60HG‐NH;スクリュー直径=15mm;L/D=60;テクノベル社製)を用いて、バレル(C1~C6、H/D)温度140~220℃(C1=140℃、C2~C6=220℃)、スクリュー回転数300rpm、押出量3kg/hの条件で、20分間加熱混練し、ポリスチレン系樹脂組成物の押出成形を行った。20分経過時点で、ダイス口付近に発生していた目ヤニをヘラで全て除去し、更に20分間加熱混練して、ポリスチレン系樹脂組成物の押出成形を行い、試験区1~11とした。各試験区につき、ダイス口付近に発生していた目ヤニをピンセットで採取して質量を測定し、下記表3の評価基準で評価した。結果を表4に示す。
Claims (1)
- あらかじめポリスチレン系樹脂に対して重量平均分子量27,000~45,000のポリプロピレンワックスを配合したマスターバッチを作製し、
該マスターバッチをポリスチレン系樹脂に配合することを特徴とするポリスチレン系樹脂組成物の押出成形時の目ヤニ発生抑制方法であって、該マスターバッチ100質量%中の該ポリプロピレンワックスの配合量が5~40質量%である、ポリスチレン系樹脂組成物の押出成形時の目ヤニ発生抑制方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021160520A JP7704635B2 (ja) | 2021-09-30 | 2021-09-30 | ポリスチレン系樹脂組成物の押出成形時の目ヤニ発生抑制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021160520A JP7704635B2 (ja) | 2021-09-30 | 2021-09-30 | ポリスチレン系樹脂組成物の押出成形時の目ヤニ発生抑制方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023050430A JP2023050430A (ja) | 2023-04-11 |
| JP7704635B2 true JP7704635B2 (ja) | 2025-07-08 |
Family
ID=85805915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021160520A Active JP7704635B2 (ja) | 2021-09-30 | 2021-09-30 | ポリスチレン系樹脂組成物の押出成形時の目ヤニ発生抑制方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7704635B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004323635A (ja) | 2003-04-23 | 2004-11-18 | Asahi Kasei Chemicals Corp | スチレン系樹脂組成物および成形体 |
| JP2006335849A (ja) | 2005-06-01 | 2006-12-14 | Daicel Polymer Ltd | 白色マーキング用熱可塑性樹脂組成物 |
-
2021
- 2021-09-30 JP JP2021160520A patent/JP7704635B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004323635A (ja) | 2003-04-23 | 2004-11-18 | Asahi Kasei Chemicals Corp | スチレン系樹脂組成物および成形体 |
| JP2006335849A (ja) | 2005-06-01 | 2006-12-14 | Daicel Polymer Ltd | 白色マーキング用熱可塑性樹脂組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023050430A (ja) | 2023-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6364490B2 (ja) | ブロー成形に適する高耐熱abs樹脂組成物及びその調製方法 | |
| US5654365A (en) | Styrenic polymer composition | |
| CN111825801B (zh) | 一种增韧剂组合物及其制备方法 | |
| EP0293490B1 (en) | Heat and impact resistant resin composition | |
| JP7704635B2 (ja) | ポリスチレン系樹脂組成物の押出成形時の目ヤニ発生抑制方法 | |
| JP2006045487A5 (ja) | ||
| JP4105814B2 (ja) | 熱可塑性樹脂組成物の製造方法 | |
| JPH1067901A (ja) | 熱可塑性重合体組成物 | |
| JPH0253454B2 (ja) | ||
| JP6235301B2 (ja) | 樹脂組成物およびそれからなる成形体 | |
| JPH10217325A (ja) | 木目模様を有する板状樹脂成形品の製造方法 | |
| CN114149642B (zh) | 一种高刚韧性玻璃体abs合金材料及其制备方法和应用 | |
| JP2005219398A (ja) | 成形機用洗浄剤 | |
| JP2004509193A (ja) | 熱可塑性成形組成物の製造方法 | |
| JP4090129B2 (ja) | スチレン系樹脂成形体の製造方法 | |
| JP3500265B2 (ja) | スチレン系樹脂組成物 | |
| JP4484126B2 (ja) | ゴム強化樹脂、その組成物、およびシート・ブロー成形用材料 | |
| JP3549718B2 (ja) | スチレン系樹脂組成物の製造方法 | |
| JPH10330500A (ja) | 木目模様を有する板状樹脂成形品の製造方法 | |
| JPH0241541B2 (ja) | ||
| JPS5915942B2 (ja) | 熱可塑性樹脂組成物 | |
| JP4722237B2 (ja) | 熱可塑性樹脂組成物及びこれを用いた異型押出し成形品 | |
| JP3107607B2 (ja) | 熱可塑性樹脂組成物 | |
| JPH0912838A (ja) | 流動性に優れた樹脂組成物 | |
| JP3163730B2 (ja) | 熱可塑性樹脂組成物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240709 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20250226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20250311 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250624 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250626 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7704635 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |