JP7635757B2 - 燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉 - Google Patents
燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉 Download PDFInfo
- Publication number
- JP7635757B2 JP7635757B2 JP2022112326A JP2022112326A JP7635757B2 JP 7635757 B2 JP7635757 B2 JP 7635757B2 JP 2022112326 A JP2022112326 A JP 2022112326A JP 2022112326 A JP2022112326 A JP 2022112326A JP 7635757 B2 JP7635757 B2 JP 7635757B2
- Authority
- JP
- Japan
- Prior art keywords
- combustion
- air ratio
- flow rate
- door
- combustion zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Regulation And Control Of Combustion (AREA)
- Tunnel Furnaces (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Furnace Details (AREA)
Description
(構成)
本実施形態の連続式加熱炉100は、被加熱体がスラブ2の場合を例に説明する。
本実施形態の連続式加熱炉100は、図1に示すように、加熱するスラブ2の搬送方向(パスライン)に沿って配置された複数の燃焼帯を有する炉体1を有する。炉体1には、スラブ2を装入するための装入扉1Aと、加熱後のスラブ2を抽出するための抽出扉1Bを備える。本実施形態では、上記複数の燃焼帯として、装入側(上流側)から抽出側(下流側)に向けて、予熱帯Z1、加熱帯Z2、及び均熱帯Z3の3種類の燃焼帯が例示されている。図1では、加熱帯Z2及び均熱帯Z3がそれぞれ1つずつの場合を例示しているが、加熱帯Z2及び均熱帯Z3がそれぞれ2以上設けられていても良い。
本実施形態では、加熱帯Z2及び均熱帯Z3の2つの燃焼帯を、調整対象の燃焼帯とする。予熱帯Z1も調整対象の燃焼帯としても良い。
また、各燃焼帯にはそれぞれ、複数のバーナー3が設けられている。図1の例では、各燃焼帯において、バーナー3が、スラブ2の搬送位置よりも上側の上部位置及び下側の下部位置にそれぞれ配置されている。
予熱帯Z1で、スラブ2の予熱を行う。本実施形態では、予熱帯Z1では、予め設定した比率の流量で、燃料ガスと燃焼空気とをバーナー3に供給して、予熱帯Z1での加熱を実行する。符号7は、予熱帯Z1用のバーナー制御部である。この予熱帯Z1のバーナー制御については説明を省略する。
本実施形態では、予熱帯Z1以外の燃焼帯、つまり加熱帯Z2及び均熱帯Z3で、スラブ2の最適な燃焼を維持する。このために、本実施形態では、バーナー3に供給する燃料ガス流量と燃焼空気流量の比率を用いて、バーナー3に供給する燃料ガスと空気の流量制御を行う。
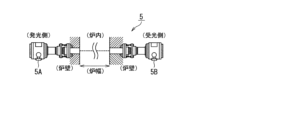
本実施形態のレーザー式ガス分析計5は、図3に示すように、レーザーを照射する発光器5Aとレーザーを受ける受光器5Bが燃焼帯(加熱帯Z2及び均熱帯Z3)の炉幅方向で対向する位置に設置されて構成される。そして、レーザー式ガス分析計5は、炉幅方向における、炉内の複数箇所における酸素濃度、及び一酸化炭素濃度の平均値を測定することができる。このようにレーザー式ガス分析計5を設置して、燃焼帯の炉幅方向にレーザーを照射することで、上下方向にレーザーを照射する構成に比べ、レーザーが搬送中のスラブ2に干渉することを抑制することができる。この結果、本構成では、濃度測定の精度を高めることができる。
連続式加熱炉100は、加熱帯Z2、均熱帯Z3用のバーナー制御部8X、8Yを備える。加熱帯Z2、均熱帯Z3用のバーナー制御部8X、8Yを総称して記載する場合には、バーナー制御部8と記載する。
バーナー制御部8は、燃焼帯毎に設けられている。なお、複数の燃焼帯Z2、Z3のバーナー制御を一のバーナー制御部で実行しても良いし、各バーナー制御部8の処理の一部を共通の処理部で処理を行うように構成しても良い。
ここでは、加熱帯Z2用のバーナー制御部8Xを想定して説明するが、均熱帯Z3用のバーナー制御部8Yも同じ構成となる。
各バーナー制御部8は、図4に示すように、測定データ入力部8A、空気比算出部8B、空気比設定部8C、燃焼空気流量調整部8Dを備える。
測定データ入力部8Aは、対象とする燃焼帯Z内の雰囲気ガス濃度を測定するセンサからの検出信号を入力する。具体的には、対象とする燃焼帯Zに設けられた酸素濃度計、一酸化炭素濃度計を構成するレーザー式ガス分析計5、及び温度計6からの検出信号を、予め設定されたサンプリング周期で入力する。
空気比算出部8Bは、予め設定されたサンプリング周期で、対象とする燃焼帯Zで測定した酸素濃度及び一酸化炭素濃度から、対象とする燃焼帯Zでの炉内の空気比を算出する処理を行う。空気比とは、燃料が完全燃焼するのに理論的に必要な空気量に対し、どれぐらい過剰に空気を投入しているか(空気過剰率)を意味し、(空気流量)/(燃料流量×燃料の理論空気量)で表される。

O2:炉内の酸素濃度
CO:炉内の一酸化炭素濃度
A0 :理論空気量
G’:実際排ガス量
G0’:理論排ガス量
α’:空気比初期値(=目標空気比)
である。
空気比設定部8Cは、炉体1に設けられたスラブ2の出し入れ用の扉(装入扉1A又は抽出扉1B)が開に変化したと判定すると、次の処理を実行する。すなわち、空気比設定部8Cは、扉が開に変化したと判定してから予め設定した時間経過するまで、扉が開く直前に空気比算出部8Bが算出した空気比を、燃焼空気流量調整部8Dで用いる空気比として選択する。また、それ以外の場合、空気比設定部8Cは、空気比算出部8Bが算出する最新の空気比を、燃焼空気流量調整部8Dで用いる空気比として選択する。
なお、扉が開に変化したと判定してから予め設定した時間経過するまで、空気比算出部8Bの処理を中断しても良い。
また、空気比設定部8Cは、扉が開き始めたと判定してから所定の時間経過する間以外では、連続的に空気比算出部8Bが算出した空気比を、順次、燃焼空気流量調整部8Dに供給する。
なお、空気比を一定に保持する所定時間において、その所定時間の間、扉が開いたままであっても、すぐに扉が閉じた場合であっても構わない。
ただし、所定時間の途中で、一度閉じた扉が開いた場合や、もう一方の扉が開に変化した場合には、最新の扉の開を起点として、所定時間のカウント設定を再度実行する。
所定時間は、例えば10秒~60秒の範囲の時間であり、下記の実施例では30秒とした。
まずステップS10にて、測定した酸素濃度と一酸化炭素濃度とから、上記モデル式で空気比を算出する。本明細書では、算出した空気比を算出空気比と呼ぶ。
ここで、タイマーは、初期値がゼロであり、所定時間に対応する所定値がセットされると、時間の経過に伴い数字がゼロに向けてカウントダウンする構成となっている。
続いてステップS50にて、最新の算出空気比を選択し、ステップS10で算出した空気比を出力する。そして、処理を終了する。ここで、空気比を出力するとしているが、選択した空気比の記憶エリアを、燃焼空気流量調整部8Dが参照する構成でも構わない。その他の処理でも同様である。
ステップS70では、タイマーに所定値をセットして、ステップS60に移行する。
そして、以上の処理が、繰り返し実行される。
第2の例では、図6に示す処理を、所定サンプリング周期で実行する。
ここで、タイマーは、初期値がゼロであり、所定時間に対応する所定値がセットされると、時間の経過に伴い数字がゼロに向けてカウントダウンする構成となっている。
ステップS160では、タイマーに所定値をセットして、ステップS150に移行する。
以上の処理が、周期的に実行される。
燃焼空気流量調整部8Dは、空気比設定部8Cから取得した空気比に基づき、対象とする燃焼帯の燃焼空気が目標空気比となるように、対象の燃焼帯Zに設けられたバーナー3への燃焼空気流量を調整する。すなわち、現在の炉内の空気比が目標空気比となる目標燃焼空気流量を求め、その目標燃焼空気流量となるように、燃焼空気用の空気流量調整弁13を調整する。
(変形例)
本実施形態では、本開示の燃焼空気流量の制御方法を採用した連続式加熱炉100によってスラブ2(厚板)を目標温度に加熱し、加熱したスラブ2を図示しない圧延機によって圧延することによって鋼板を製造する。ここで、金属板として鋼板を例示したが、アルミニウム合金その他の金属板の製造に適用してもよい。
ここで、空気比算出部8Bは、算出工程を構成する。空気比設定部8Cは、空気比設定工程を構成する。燃焼空気流量調整部8Dは、調整工程を構成する。
本実施形態では、扉が開いて炉内のガス濃度が急激に変化することも考慮にいれて、炉内の空気比を算出しない。このため、本実施形態では、空気比の算出負荷を低減することができると共に、燃焼空気流量の調整に使用する空気比を安定して求めることが出来る。
そして、炉内のガス濃度が安定した状態での、炉内のガス濃度で算出した空気比を使用して、燃焼空気流量を調整するので、本実施形態では、算出精度が良い空気比で燃焼空気流量を調整可能となる。
本開示は、次の構成も取り得る。
(1) 被加熱体の搬送方向に沿って配列する複数の燃焼帯を備える炉体と、各燃焼帯に設置された複数のバーナーとを備える連続式加熱炉における、上記バーナーへ供給される燃焼空気流量の制御方法であって、
上記複数の燃焼帯から選択した1又は2以上の燃焼帯である調整対象の燃焼帯に配置されたバーナーへ供給される燃焼空気流量の制御について、
上記調整対象の燃焼帯毎に、
調整対象の燃焼帯で測定された酸素濃度及び一酸化炭素濃度から、燃焼帯内の空気比を算出する算出工程と、
上記燃焼帯内の空気比から、燃焼帯内の空気比を目標空気比となるように上記バーナーの燃焼空気流量を調整する調整工程と、
上記炉体が有する上記被加熱体の出し入れ用の扉が開くと判定すると、上記扉が開くと判定してから予め設定した時間経過するまで、上記扉が開く直前に上記算出工程が算出した空気比を、上記調整工程で用いる燃焼帯内の空気比とする空気比設定工程と、
を備える。
(2) 上記複数の燃焼帯は、装入側から抽出側に向けて、予熱帯、1又は2以上の加熱帯、及び1又は2以上の均熱帯がこの順に配置され、
上記調整対象の燃焼帯は、上記加熱帯及び上記均熱帯である。
(3) 上記空気比設定工程の処理は、上記炉体に設けられた扉のうちの開いた扉に一番近い調整対象の燃焼帯でのみ実行する。
(4) 上記算出工程でする酸素濃度及び一酸化炭素濃度は、それぞれ、対象とする燃焼帯内における複数箇所での測定値の平均値とする。
(5) 上記酸素濃度及び一酸化炭素濃度の測定は、レーザー式ガス分析計を用いて実行され、
上記レーザー式ガス分析計は、対象とする燃焼帯内における、複数箇所での酸素濃度及び一酸化炭素濃度を測定する。
(6) 本開示の燃焼空気流量の制御方法で燃焼空気流量の制御が実行される連続式加熱炉によって上記被加熱体であるスラブを加熱する加熱工程を含む、金属板の製造方法。
(8) 被加熱体の搬送方向に沿って配列する複数の燃焼帯を備える炉体と、各燃焼帯に設置された複数のバーナーとを備える連続式加熱炉であって、
上記複数の燃焼帯から選択した1又は2以上の燃焼帯である調整対象の燃焼帯について、
上記調整対象の燃焼帯毎に、
対象とする燃焼帯内の酸素濃度を測定する酸素濃度計と、
対象とする燃焼帯内の一酸化炭素濃度を測定する一酸化炭素濃度計と、
上記酸素濃度計で測定された酸素濃度及び上記一酸化炭素濃度計で測定された一酸化炭素濃度とに基づき、燃焼帯内の空気比を算出する空気比算出部と、
上記算出した燃焼帯内の空気比に基づき、燃焼帯内の空気比を目標空気比となるように上記バーナーの燃焼空気流量を調整する燃焼空気流量調整部と、
上記炉体が有する上記被加熱体の出し入れ用の扉が開くと判定すると、上記扉が開くと判定してから予め設定した時間経過するまで、上記扉が開く直前に上記空気比算出部が算出した空気比を、上記燃焼空気流量調整部で用いる、上記算出した燃焼帯内の空気比とする空気比設定部と、
を備える。
(9) 上記空気比設定部の処理は、上記炉体に設けられた扉のうちの開いた扉に一番近い調整対象の燃焼帯でのみ実行される。
(10) 各調整対象の燃焼帯毎に設置される、上記酸素濃度計及び上記一酸化炭素濃度計は、レーザー式ガス分析計で構成される。
図7から分かるように、比較例では、混合ガス成分の変動による理論空気量の変化に適応できなかったが、本開示を適用することで、ガス成分に依存せず最適な燃焼制御を行うことが可能となることが分かった。
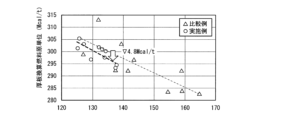
図8から分かるように、本開示の燃焼制御技術を用いることで、燃料原単位を削減することができることが分かった。
スケール性疵とは、鋼板表面のスケールに起因する疵を指す。
図9から分かるように、本開示を適用することで、鋼板の不合格率を低減することが分かった。
1A 装入扉
1B 抽出扉
2 スラブ(被加熱体)
3 バーナー
4A、4B 開閉センサ
5 ガス分析計(酸素濃度計、一酸化炭素濃度計)
6 温度計
8、8X、8Y バーナー制御部
8A 測定データ入力部
8B 空気比算出部
8C 空気比設定部
8D 燃焼空気流量調整部
11 空気流量計
12 ガス流量計
13 空気流量調整弁
14 ガス流量調整弁
100 連続式加熱炉
Z 調整対象の燃焼帯
Z1 予熱帯
Z2 加熱帯
Z3 均熱帯
Claims (9)
- 被加熱体の搬送方向に沿って配列する複数の燃焼帯を備える炉体と、各燃焼帯に設置された複数のバーナーとを備える連続式加熱炉における、上記バーナーへ供給される燃焼空気流量の制御方法であって、
上記複数の燃焼帯から選択した1又は2以上の燃焼帯である調整対象の燃焼帯に配置されたバーナーへ供給される燃焼空気流量の制御について、
上記調整対象の燃焼帯毎に、
調整対象の燃焼帯で測定された酸素濃度及び一酸化炭素濃度から、燃焼帯内の空気比を算出する算出工程と、
上記燃焼帯内の空気比から、燃焼帯内の空気比を目標空気比となるように上記バーナーの燃焼空気流量を調整する調整工程と、
上記炉体が有する上記被加熱体の出し入れ用の扉が開くと判定すると、上記扉が開くと判定してから予め設定した所定時間が経過するまで、上記扉が開く直前に上記算出工程が算出した空気比を、上記調整工程で用いる燃焼帯内の空気比とする空気比設定工程と、
を備え、
上記空気比設定工程は、上記所定時間の経過前に上記扉が閉じても、該所定時間が経過するまで、上記扉が開く直前に上記算出工程が算出した空気比を、上記調整工程で用いる燃焼帯内の空気比とし、かつ、上記所定時間の経過前に上記扉が閉じて再度扉が開く場合、上記所定時間のカウント開始を上記扉が再度開いたときに設定変更する、
ことを特徴とする、燃焼空気流量の制御方法。 - 上記複数の燃焼帯は、装入側から抽出側に向けて、予熱帯、1又は2以上の加熱帯、及び1又は2以上の均熱帯がこの順に配置され、
上記調整対象の燃焼帯は、上記加熱帯及び上記均熱帯である、
ことを特徴とする請求項1に記載した燃焼空気流量の制御方法。 - 上記空気比設定工程の処理は、上記炉体に設けられた扉のうちの開いた扉に一番近い調整対象の燃焼帯でのみ実行することを特徴とする請求項2に記載した燃焼空気流量の制御方法。
- 上記算出工程でする酸素濃度及び一酸化炭素濃度は、それぞれ、対象とする燃焼帯内における複数箇所での測定値の平均値とする、
ことを特徴とする請求項1~請求項3のいずれか1項に記載した燃焼空気流量の制御方法。 - 上記酸素濃度及び一酸化炭素濃度の測定は、レーザー式ガス分析計を用いて実行され、
上記レーザー式ガス分析計は、対象とする燃焼帯内における、複数箇所での酸素濃度及び一酸化炭素濃度を測定する、
ことを特徴とする請求項4に記載した燃焼空気流量の制御方法。 - 請求項1に記載の燃焼空気流量の制御方法で燃焼空気流量の制御が実行される連続式加熱炉によって上記被加熱体であるスラブを加熱する加熱工程を含む、金属板の製造方法。
- 被加熱体の搬送方向に沿って配列する複数の燃焼帯を備える炉体と、各燃焼帯に設置された複数のバーナーとを備える連続式加熱炉であって、
上記複数の燃焼帯から選択した1又は2以上の燃焼帯である調整対象の燃焼帯について、
上記調整対象の燃焼帯毎に、
対象とする燃焼帯内の酸素濃度を測定する酸素濃度計と、
対象とする燃焼帯内の一酸化炭素濃度を測定する一酸化炭素濃度計と、
上記酸素濃度計で測定された酸素濃度及び上記一酸化炭素濃度計で測定された一酸化炭素濃度とに基づき、燃焼帯内の空気比を算出する空気比算出部と、
上記算出した燃焼帯内の空気比に基づき、燃焼帯内の空気比を目標空気比となるように上記バーナーの燃焼空気流量を調整する燃焼空気流量調整部と、
上記炉体が有する上記被加熱体の出し入れ用の扉が開くと判定すると、上記扉が開くと判定してから予め設定した所定時間が経過するまで、上記扉が開く直前に上記空気比算出部が算出した空気比を、上記燃焼空気流量調整部で用いる、上記算出した燃焼帯内の空気比とする空気比設定部と、
を備え、
上記空気比設定部は、上記所定時間の経過前に上記扉が閉じても、該所定時間が経過するまで、上記扉が開く直前に上記空気比算出部が算出した空気比を、上記燃焼空気流量調整部で用いる燃焼帯内の空気比とし、かつ、上記所定時間の経過前に上記扉が閉じて再度扉が開く場合、上記所定時間のカウント開始を上記扉が再度開いたときに設定変更する、
ことを特徴とする連続式加熱炉。 - 上記空気比設定部の処理は、上記炉体に設けられた扉のうちの開いた扉に一番近い調整対象の燃焼帯でのみ実行される、
ことを特徴とする請求項7に記載した連続式加熱炉。 - 各調整対象の燃焼帯毎に設置される、上記酸素濃度計及び上記一酸化炭素濃度計は、レーザー式ガス分析計で構成される、
ことを特徴とする請求項7又は請求項8に記載した連続式加熱炉。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022112326A JP7635757B2 (ja) | 2022-07-13 | 2022-07-13 | 燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022112326A JP7635757B2 (ja) | 2022-07-13 | 2022-07-13 | 燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2024010812A JP2024010812A (ja) | 2024-01-25 |
| JP7635757B2 true JP7635757B2 (ja) | 2025-02-26 |
Family
ID=89622268
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022112326A Active JP7635757B2 (ja) | 2022-07-13 | 2022-07-13 | 燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7635757B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009133552A (ja) | 2007-11-30 | 2009-06-18 | Jfe Steel Corp | 加熱炉のダイリューションファンの制御方法 |
| JP2013095982A (ja) | 2011-11-02 | 2013-05-20 | Nippon Steel & Sumitomo Metal Corp | 連続式加熱炉の炉温設定方法及び炉温制御システム、連続式加熱炉、並びに金属材料の製造方法 |
| JP2016176640A (ja) | 2015-03-19 | 2016-10-06 | 三菱日立パワーシステムズ株式会社 | ボイラ及びボイラの燃焼制御方法 |
| JP2019060588A (ja) | 2017-09-27 | 2019-04-18 | 株式会社神戸製鋼所 | 燃焼空気流量の制御方法及び連続多帯式加熱炉 |
| JP2020148426A (ja) | 2019-03-14 | 2020-09-17 | Jfeスチール株式会社 | 連続式鋼材加熱炉及び連続式鋼材加熱炉の空気比制御方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6051607B2 (ja) * | 1979-12-05 | 1985-11-14 | 日本鋼管株式会社 | 加熱炉における燃焼制御装置 |
| JPS60159515A (ja) * | 1984-01-27 | 1985-08-21 | Hitachi Ltd | 火炉システム |
| JPH03102115A (ja) * | 1989-09-14 | 1991-04-26 | Toshiba Corp | 燃焼制御空気過剰率設定装置 |
-
2022
- 2022-07-13 JP JP2022112326A patent/JP7635757B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009133552A (ja) | 2007-11-30 | 2009-06-18 | Jfe Steel Corp | 加熱炉のダイリューションファンの制御方法 |
| JP2013095982A (ja) | 2011-11-02 | 2013-05-20 | Nippon Steel & Sumitomo Metal Corp | 連続式加熱炉の炉温設定方法及び炉温制御システム、連続式加熱炉、並びに金属材料の製造方法 |
| JP2016176640A (ja) | 2015-03-19 | 2016-10-06 | 三菱日立パワーシステムズ株式会社 | ボイラ及びボイラの燃焼制御方法 |
| JP2019060588A (ja) | 2017-09-27 | 2019-04-18 | 株式会社神戸製鋼所 | 燃焼空気流量の制御方法及び連続多帯式加熱炉 |
| JP2020148426A (ja) | 2019-03-14 | 2020-09-17 | Jfeスチール株式会社 | 連続式鋼材加熱炉及び連続式鋼材加熱炉の空気比制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024010812A (ja) | 2024-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101876449B (zh) | 加热炉内氧量气氛场的控制方法 | |
| RU2553783C2 (ru) | Способ и устройство управления давлением в печи отжига непрерывного действия | |
| JP5582105B2 (ja) | 転炉吹錬制御方法 | |
| JP7635757B2 (ja) | 燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉 | |
| JP7214940B2 (ja) | 加熱炉の空気量制御方法 | |
| JP4998655B2 (ja) | 連続式加熱炉の燃焼制御方法 | |
| JP5314946B2 (ja) | 加熱炉制御装置 | |
| US6955730B2 (en) | Method for enhancing the metallurigcal quality of products treated in a furnace | |
| JP2809925B2 (ja) | 連続焼鈍炉の板温制御方法 | |
| CN112016198A (zh) | 一种基于耦合迭代的加热炉出钢温度预测方法 | |
| JPH06274231A (ja) | 転炉吹錬制御装置及び制御方法 | |
| JP2003293030A (ja) | 鋼板の冷却方法 | |
| KR102608524B1 (ko) | 금속 제품의 열처리 방법 | |
| TWI413554B (zh) | Furnace pressure control method | |
| KR102441323B1 (ko) | 가열 방법 및 장치 | |
| JP7207335B2 (ja) | 板温制御方法、加熱制御装置、及び金属板の製造方法 | |
| JPH09316545A (ja) | 連続焼鈍炉の板温制御方法 | |
| JP2005076935A (ja) | 鋼片加熱炉およびその操業方法 | |
| JPH0472022A (ja) | 連続焼鈍炉板温制御方法および装置 | |
| JPH0754055A (ja) | 連続焼鈍炉における鋼ストリップの板温制御方法 | |
| JPH08199248A (ja) | 連続焼鈍設備の温度制御装置 | |
| JP4815837B2 (ja) | 連続式加熱炉の燃焼制御方法 | |
| JP2981290B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| JPH0293056A (ja) | 溶融亜鉛めっき合金化炉の燃料制御方法 | |
| JP2025164355A (ja) | 連続式加熱炉における燃焼空気流量の制御方法、金属板の製造方法、及び連続式加熱炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20241011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241022 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7635757 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |