JP7535922B2 - フレキシブル回路基板の成形装置及び成形方法 - Google Patents
フレキシブル回路基板の成形装置及び成形方法 Download PDFInfo
- Publication number
- JP7535922B2 JP7535922B2 JP2020196206A JP2020196206A JP7535922B2 JP 7535922 B2 JP7535922 B2 JP 7535922B2 JP 2020196206 A JP2020196206 A JP 2020196206A JP 2020196206 A JP2020196206 A JP 2020196206A JP 7535922 B2 JP7535922 B2 JP 7535922B2
- Authority
- JP
- Japan
- Prior art keywords
- circuit board
- flexible circuit
- molding
- jig
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






















Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/0277—Bendability or stretchability details
- H05K1/028—Bending or folding regions of flexible printed circuits
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0011—Working of insulating substrates or insulating layers
- H05K3/0014—Shaping of the substrate, e.g. by moulding
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Manufacturing & Machinery (AREA)
- Structure Of Printed Boards (AREA)
- Production Of Multi-Layered Print Wiring Board (AREA)
- Manufacturing Of Printed Wiring (AREA)
Description
熱可塑性樹脂からなる複数の絶縁層を積層させたフレキシブル回路基板を成形する、フレキシブル回路基板の成形装置であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具と挟持して前記フレキシブル回路基板が塑性変形しない第1温度で前成形する、第1成形治具と、
前記前成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具と挟持して前記第1温度よりも高温であり前記フレキシブル回路基板が塑性変形する第2温度で成形する、第2成形治具と、を備えることを特徴とする。
前記第2成形治具は、前記成形を行う前に前記第2温度に昇温されていてもよい。
前記第1温度は、約20℃乃至約30℃であり、
前記第2温度は、約120℃乃至約200℃であってもよい。
前記第2成形治具は、
前記第2載置治具とともに前記フレキシブル回路基板を挟み込む成形ブロックと、
前記成形ブロックを支持する支持部と、
前記第2載置治具と前記成形ブロックに挟持されたフレキシブル回路基板の温度を測定する熱電対と、
前記成形ブロックを加熱するヒータと、
を備えていてもよい。
前記第2載置治具は、ヒータを備えていてもよい。
前記第2載置治具に載置された前記フレキシブル回路基板の曲げ状態を維持する抑え治具を、さらに備えていてもよい。
前記第2載置治具に載置された前記フレキシブル回路基板の曲げ状態を維持している前記抑え治具を、前記第2載置治具に固定する抑え治具留め部を、さらに備えていてもよい。
前記抑え治具は、前記第2成形治具が前記フレキシブル回路基板に当接するための開口部を、さらに備えていてもよい。
前記第1載置治具と前記第2載置治具は、それぞれ別の載置治具であってもよい。
前記第1載置治具と前記第2載置治具は、同一の載置治具であってもよい。
前記熱可塑性樹脂は液晶ポリマーからなってもよい。
熱可塑性樹脂からなる複数の絶縁層を積層させたフレキシブル回路基板を成形する、フレキシブル回路基板の成形装置であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具と挟持して前記フレキシブル回路基板が塑性変形する第1温度で成形する、第1成形治具と、
前記成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具と挟持して前記第1温度よりも低温であり前記フレキシブル回路基板が塑性変形しない第2温度で後成形する、第2成形治具と、を備えることを特徴とする。
前記第1成形治具は、前記成形を行う前に前記第1温度に昇温され、
前記第2成形治具は、前記後成形を行う前に前記第2温度に冷却されていてもよい。
前記第1温度は、約120℃乃至約200℃であり、
前記第2温度は、約20℃乃至約50℃であってもよい。
熱可塑性樹脂からなる複数の絶縁層を積層させたフレキシブル回路基板を成形する、フレキシブル回路基板の成形装置であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具と挟持して前記フレキシブル回路基板が塑性変形しない第1温度で前成形する、第1成形治具と、
前記前成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具と挟持して前記第1温度よりも高温であり前記フレキシブル回路基板が塑性変形する第2温度で成形する、第2成形治具と、
前記成形され、第3載置治具に載置された前記フレキシブル回路基板を、前記第3載置治具と挟持して前記第2温度よりも低温であり前記フレキシブル回路基板が塑性変形しない第3温度で後成形する、第3成形治具と、を備えることを特徴とする。
前記第2成形治具は、前記成形を行う前に前記第2温度に昇温され、
前記第3成形治具は、前記後成形を行う前に前記第3温度に冷却されていてもよい。
前記第1温度は、約20℃乃至約30℃であり、
前記第2温度は、約120℃乃至約200℃であり、
前記第3温度は、約20℃乃至約50℃であってもよい。
前記第1乃至第3載置治具のうち少なくとも一つは別の載置治具であってもよい。
前記第1乃至第3載置治具は、同一の載置治具であってもよい。
前記フレキシブル回路基板の前記複数の絶縁体は、接着剤層を介して積層されていてもよい。
熱可塑性樹脂からなる複数の絶縁層を積層させたフレキシブル回路基板を成形する、フレキシブル回路基板の成形方法であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具及び第1成形治具とで挟持してフレキシブル回路基板が塑性変形しない第1温度で前成形する、第1工程と、
前記前成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具及び第2成形治具とで挟持して前記第1温度よりも高温であり前記フレキシブル回路基板が塑性変形する第2温度で成形する、第2工程と、を備えることを特徴とする。
熱可塑性樹脂からなる複数の絶縁層を積層させたフレキシブル回路基板を成形する、フレキシブル回路基板の成形方法であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具及び第1成形治具とで挟持して前記フレキシブル回路基板が塑性変形する第1温度で成形する、第1成形治具と、
前記成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具及び第2成形治具とで挟持して前記第1温度よりも低温であり前記フレキシブル回路基板が塑性変形しない第2温度で後成形する、第2工程と、を備えることを特徴とする。
熱可塑性樹脂からなる複数の絶縁層を積層させたフレキシブル回路基板を成形する、フレキシブル回路基板の成形方法であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具及び第1成形治具とで挟持して前記フレキシブル回路基板が塑性変形しない第1温度で前成形する、第1工程と、
前記前成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具及び第2成形治具とで挟持して前記第1温度よりも高温であり前記フレキシブル回路基板が塑性変形する第2温度で成形する、第2工程と、
前記成形され、第3載置治具に載置された前記フレキシブル回路基板を、前記第3載置治具及び第3成形治具とで挟持して前記第2温度よりも低温であり前記フレキシブル回路基板が塑性変形しない第3温度で後成形する、第3工程と、を備えることを特徴とする。
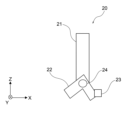
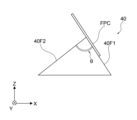
図1~4を参照して、本実施形態に係るフレキシブル回路基板の成形装置(FPC成形装置)1に係る構成を説明する。図1は、FPC成形装置1の全体の構成図である。図2は、FPC成形装置1の第1成形治具10の側面図であり、図3は、第2成形治具20の側面図である。そして、図4は、載置治具40の側面図である。
図4に示すように、載置治具40は、斜面40F1及び斜面40F2を有する。この両方の斜面が、成形ブロック12又は成形ブロック22に対向して、フレキシブル回路基板FPCを挟持する。
図5は、本実施形態に係るフレキシブル回路基板FPCの成形方法の一連の流れを示すフローチャートである。
次に、本発明の第2の実施形態について説明する。上述した第1の実施形態においては、フレキシブル回路基板FPCの成形において、塑性変形しない温度で前成形した後、塑性変形する温度で成形した。第2の実施形態においては、前成形を行わず、塑性変形する温度で成形した後、冷却しつつ後成形する。以下、第1の実施形態と異なる部分を中心に説明する。
次に、上述したFPC成形装置1Aによるフレキシブル回路基板FPCの成形方法について説明する。図16は、第2の実施形態に係るフレキシブル回路基板FPCの成形方法の一連の流れを示すフローチャートである。
次に、本発明の第3の実施形態について説明する。上述した第1の実施形態においては、フレキシブル回路基板FPCの成形において、塑性変形しない温度で前成形した後、塑性変形する温度で成形した。第3の実施形態においては、塑性変形しない温度で前成形した後、塑性変形する温度で成形し、その後、冷却しつつ後成形する。以下、第1の実施形態と異なる部分を中心に説明する。
次に、上述したFPC成形装置1Bによるフレキシブル回路基板FPCの成形方法について説明する。図21は、第3の実施形態に係るフレキシブル回路基板FPCの成形方法の一連の流れを示すフローチャートである。
上述した第1の実施形態~第3の実施形態に適用できる抑え治具44について、図22~図24を参照して説明する。
上述した抑え治具44に適用できる抑え治具留め部について、図25~図27を参照して説明する。抑え治具留め部は、抑え治具44がフレキシブル回路基板FPCをより確実に抑えるための機構である。
上述した抑え治具44が、さらに開口部A1を有する場合について、図28~図30を参照して説明する。
上述した第3の実施形態により、実際にフレキシブル回路基板FPCを成形した実施例について、図31~図33を参照して説明する。
10、20、30 成形治具
11、21、31 支持部
12、22、32 成形ブロック
13、23、33 熱電対
24 ヒータ
34 冷却部
35 流入ホース
36 流出ホース
40 載置治具
40F1、40F2 斜面
42a、42b、42c 固定ガイドピン
44 抑え治具
44a、44b 抑え治具板
44aF1、44bF1 表面
44aF2、44bF2 裏面
46、46a、46b、46c 抑え治具留めピン
50 筐体
60 レール
FPC フレキシブル回路基板
P1、P2、P3 フレキシブル回路基板の固定点
E1、E2、E3、E4、E5、E6 曲げ加工部
H1、H2、H3、H4 抑え治具留め孔
A1 開口部
LCP1、LCP2 液晶ポリマー
CF1、CF2、CF3 銅箔層
F1、F2 カバーフィルム
Ad 接着剤層
θ 曲げ角度
Claims (24)
- 熱可塑性樹脂からなる絶縁層および銅箔層を含むフレキシブル回路基板を成形する、フレキシブル回路基板の成形装置であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具と挟持して前記フレキシブル回路基板が塑性変形しない第1温度で前成形する、第1成形治具と、
前記前成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具と挟持して前記第1温度よりも高温であり前記フレキシブル回路基板が塑性変形する第2温度で成形する、第2成形治具と、
を備える、フレキシブル回路基板の成形装置。 - 前記第2成形治具は、前記成形を行う前に前記第2温度に昇温されている、
請求項1に記載のフレキシブル回路基板の成形装置。 - 前記第1温度は、約20℃乃至約30℃であり、
前記第2温度は、約120℃乃至約200℃である、
請求項1又は2に記載のフレキシブル回路基板の成形装置。 - 前記第2成形治具は、
前記第2載置治具とともに前記フレキシブル回路基板を挟み込む成形ブロックと、
前記成形ブロックを支持する支持部と、
前記第2載置治具と前記成形ブロックに挟持されたフレキシブル回路基板の温度を測定する熱電対と、
前記成形ブロックを加熱するヒータと、
を備える、請求項1乃至3のいずれか一項に記載のフレキシブル回路基板の成形装置。 - 前記第2載置治具は、ヒータを備える、請求項1乃至4のいずれか一項に記載のフレキシブル回路基板の成形装置。
- 前記第2載置治具に載置された前記フレキシブル回路基板の曲げ状態を維持する抑え治具を、さらに備える、請求項1乃至5のいずれか一項に記載のフレキシブル回路基板の成形装置。
- 前記第2載置治具に載置された前記フレキシブル回路基板の曲げ状態を維持している前記抑え治具を、前記第2載置治具に固定する抑え治具留め部を、さらに備える、請求項6に記載のフレキシブル回路基板の成形装置。
- 前記抑え治具は、前記第2成形治具が前記フレキシブル回路基板に当接するための開口部を、さらに備える、請求項6又は7に記載のフレキシブル回路基板の成形装置。
- 前記第1載置治具と前記第2載置治具は、それぞれ別の載置治具である、請求項1乃至8のいずれか一項に記載のフレキシブル回路基板の成形装置。
- 前記第1載置治具と前記第2載置治具は、同一の載置治具である、請求項1乃至8のいずれか一項に記載のフレキシブル回路基板の成形装置。
- 前記熱可塑性樹脂は液晶ポリマーからなる、請求項1乃至10のいずれか一項に記載のフレキシブル回路基板の成形装置。
- 熱可塑性樹脂からなる絶縁層および銅箔層を含むフレキシブル回路基板を成形する、フレキシブル回路基板の成形装置であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具と挟持して前記フレキシブル回路基板が塑性変形する第1温度で成形する、第1成形治具と、
前記成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具と挟持して前記第1温度よりも低温であり前記フレキシブル回路基板が塑性変形しない第2温度で後成形する、前記第1成形治具とは別の第2成形治具と、
を備える、フレキシブル回路基板の成形装置。 - 前記第1成形治具は、前記成形を行う前に前記第1温度に昇温されており、
前記第2成形治具は、前記後成形を行う前に前記第2温度に冷却されている、
請求項12に記載のフレキシブル回路基板の成形装置。 - 前記第1温度は、約120℃乃至約200℃であり、
前記第2温度は、約20℃乃至約50℃である、
請求項12又は13に記載のフレキシブル回路基板の成形装置。 - 前記第2成形治具は、
前記第2載置治具とともに前記フレキシブル回路基板を挟み込む成形ブロックと、
前記成形ブロックを支持する支持部と、
前記第2載置治具と前記成形ブロックに挟持されたフレキシブル回路基板の温度を測定する熱電対と、
前記第1成形治具で加熱されたフレキシブル回路基板を冷却する冷却部と、
を備える、請求項12乃至14のいずれか一項に記載のフレキシブル回路基板の成形装置。 - 前記第2成形治具は、冷却媒体が流通し前記冷却部に接続された流入ホースおよび流出ホースを備える、請求項15に記載のフレキシブル回路基板の成形装置。
- 熱可塑性樹脂からなる絶縁層および銅箔層を含むフレキシブル回路基板を成形する、フレキシブル回路基板の成形装置であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具と挟持して前記フレキシブル回路基板が塑性変形しない第1温度で前成形する、第1成形治具と、
前記前成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具と挟持して前記第1温度よりも高温であり前記フレキシブル回路基板が塑性変形する第2温度で成形する、第2成形治具と、
前記成形され、第3載置治具に載置された前記フレキシブル回路基板を、前記第3載置治具と挟持して前記第2温度よりも低温であり前記フレキシブル回路基板が塑性変形しない第3温度で後成形する、前記第2成形治具とは別の第3成形治具と、
を備える、フレキシブル回路基板の成形装置。 - 前記第2成形治具は、前記成形を行う前に前記第2温度に昇温されており、
前記第3成形治具は、前記後成形を行う前に前記第3温度に冷却されている、
請求項17に記載のフレキシブル回路基板の成形装置。 - 前記第1温度は、約20℃乃至約30℃であり、
前記第2温度は、約120℃乃至約200℃であり、
前記第3温度は、約20℃乃至約50℃である、
請求項17又は18に記載のフレキシブル回路基板の成形装置。 - 前記第1乃至第3載置治具のうち少なくとも一つは別の載置治具である、請求項17乃至19のいずれか一項に記載のフレキシブル回路基板の成形装置。
- 前記第1乃至第3載置治具は、同一の載置治具である、請求項17乃至19のいずれかに記載のフレキシブル回路基板の成形装置。
- 熱可塑性樹脂からなる絶縁層および銅箔層を含むフレキシブル回路基板を成形する、フレキシブル回路基板の成形方法であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具及び第1成形治具とで挟持してフレキシブル回路基板が塑性変形しない第1温度で前成形する、第1工程と、
前記前成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具及び第2成形治具とで挟持して前記第1温度よりも高温であり前記フレキシブル回路基板が塑性変形する第2温度で成形する、第2工程と、
を備える、フレキシブル回路基板の成形方法。 - 熱可塑性樹脂からなる絶縁層および銅箔層を含むフレキシブル回路基板を成形する、フレキシブル回路基板の成形方法であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具及び第1成形治具とで挟持して前記フレキシブル回路基板が塑性変形する第1温度で成形する、第1成形治具と、
前記成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具及び前記第1成形治具とは別の第2成形治具とで挟持して前記第1温度よりも低温であり前記フレキシブル回路基板が塑性変形しない第2温度で後成形する、第2工程と、
を備える、フレキシブル回路基板の成形方法。 - 熱可塑性樹脂からなる絶縁層および銅箔層を含むフレキシブル回路基板を成形する、フレキシブル回路基板の成形方法であって、
第1載置治具に載置されたフレキシブル回路基板を、前記第1載置治具及び第1成形治具とで挟持して前記フレキシブル回路基板が塑性変形しない第1温度で前成形する、第1工程と、
前記前成形され、第2載置治具に載置された前記フレキシブル回路基板を、前記第2載置治具及び第2成形治具とで挟持して前記第1温度よりも高温であり前記フレキシブル回路基板が塑性変形する第2温度で成形する、第2工程と、
前記成形され、第3載置治具に載置された前記フレキシブル回路基板を、前記第3載置治具及び前記第2成形治具とは別の第3成形治具とで挟持して前記第2温度よりも低温であり前記フレキシブル回路基板が塑性変形しない第3温度で後成形する、第3工程と、
を備える、フレキシブル回路基板の成形方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020196206A JP7535922B2 (ja) | 2020-11-26 | 2020-11-26 | フレキシブル回路基板の成形装置及び成形方法 |
| CN202110968931.0A CN114554677B (zh) | 2020-11-26 | 2021-08-23 | 柔性电路板的成形装置和柔性电路板的成形方法 |
| TW110134376A TWI900655B (zh) | 2020-11-26 | 2021-09-15 | 柔性電路板的成形裝置和柔性電路板的成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020196206A JP7535922B2 (ja) | 2020-11-26 | 2020-11-26 | フレキシブル回路基板の成形装置及び成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022084366A JP2022084366A (ja) | 2022-06-07 |
| JP7535922B2 true JP7535922B2 (ja) | 2024-08-19 |
Family
ID=81668621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020196206A Active JP7535922B2 (ja) | 2020-11-26 | 2020-11-26 | フレキシブル回路基板の成形装置及び成形方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7535922B2 (ja) |
| CN (1) | CN114554677B (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005096408A (ja) | 2003-09-03 | 2005-04-14 | Tomojiro Sakurai | 折り曲げ形加工装置 |
| JP2012023133A (ja) | 2010-07-13 | 2012-02-02 | Nippon Mektron Ltd | フレキシブル回路基板の成形用治具、及びそれを用いた成形方法 |
| JP2018010967A (ja) | 2016-07-13 | 2018-01-18 | 日本メクトロン株式会社 | フレキシブルプリント配線板及びその製造方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61297125A (ja) * | 1985-06-26 | 1986-12-27 | Shin Kobe Electric Mach Co Ltd | プリント回路板の製造法 |
| US6499217B1 (en) * | 1999-03-26 | 2002-12-31 | Mitsubishi Plastics Inc. | Method of manufacturing three-dimensional printed wiring board |
| JP4356346B2 (ja) * | 2003-04-16 | 2009-11-04 | 株式会社デンソー | 多層配線基板の製造方法 |
| JP2007134473A (ja) * | 2005-11-10 | 2007-05-31 | Matsushita Electric Ind Co Ltd | フレキシブル配線基板およびその製造方法 |
| JP5463205B2 (ja) * | 2010-05-27 | 2014-04-09 | 日本メクトロン株式会社 | フレキシブル回路基板 |
| JP5546571B2 (ja) * | 2012-03-29 | 2014-07-09 | Jx日鉱日石金属株式会社 | 銅箔、銅張積層体、フレキシブル配線板及び立体成型体 |
| US8998454B2 (en) * | 2013-03-15 | 2015-04-07 | Sumitomo Electric Printed Circuits, Inc. | Flexible electronic assembly and method of manufacturing the same |
| US10165689B1 (en) * | 2017-08-30 | 2018-12-25 | Xerox Corporation | Method for forming circuits for three-dimensional parts and devices formed thereby |
-
2020
- 2020-11-26 JP JP2020196206A patent/JP7535922B2/ja active Active
-
2021
- 2021-08-23 CN CN202110968931.0A patent/CN114554677B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005096408A (ja) | 2003-09-03 | 2005-04-14 | Tomojiro Sakurai | 折り曲げ形加工装置 |
| JP2012023133A (ja) | 2010-07-13 | 2012-02-02 | Nippon Mektron Ltd | フレキシブル回路基板の成形用治具、及びそれを用いた成形方法 |
| JP2018010967A (ja) | 2016-07-13 | 2018-01-18 | 日本メクトロン株式会社 | フレキシブルプリント配線板及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN114554677B (zh) | 2025-11-25 |
| CN114554677A (zh) | 2022-05-27 |
| TW202231179A (zh) | 2022-08-01 |
| JP2022084366A (ja) | 2022-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7229293B2 (en) | Connecting structure of circuit board and method for manufacturing the same | |
| KR101491473B1 (ko) | 곡면 디스플레이장치용 샤시 제조 장치 및 방법 | |
| US7240426B2 (en) | Equipment for bonding printed circuit boards | |
| JP7535922B2 (ja) | フレキシブル回路基板の成形装置及び成形方法 | |
| CN107623981A (zh) | 柔性印刷线路板及其制造方法 | |
| JP4385895B2 (ja) | ボンディング装置 | |
| TW201126220A (en) | Image-capturing lens | |
| JP5273204B2 (ja) | 熱圧着装置及び熱圧着方法 | |
| TWI900655B (zh) | 柔性電路板的成形裝置和柔性電路板的成形方法 | |
| KR101561767B1 (ko) | 기판 예열 장치 및 이의 제조 방법 | |
| CN101227797A (zh) | 电子器件的制造方法 | |
| JP2000223864A (ja) | フレキシブル基板の曲げ成形方法および曲げ成形装置、ならびにヒータボード付きフレキシブル基板を組み込んだ液体噴射記録ヘッド | |
| JP5820915B2 (ja) | 多層配線板の製造方法 | |
| US8018737B2 (en) | Connecting structure of circuit board, connecting part of circuit board and electronic device | |
| KR20180009070A (ko) | 자재 성형 장치 | |
| JPH08181417A (ja) | 回路材の製造方法 | |
| JP2004235459A (ja) | フレキシブルプリント配線板の製造方法 | |
| JP2006156908A (ja) | プリント基板の製造方法 | |
| JP2009028996A (ja) | スタンパ及びスタンパ取り付け方法 | |
| JP4673912B2 (ja) | プラスチックレンズの製造方法 | |
| JPH1058534A (ja) | 加熱加圧成形装置及びその方法 | |
| JP3414273B2 (ja) | 積層体の製造方法 | |
| CN101964308B (zh) | 制造半导体器件的方法、半导体器件以及半导体制造设备 | |
| JP2012179768A (ja) | レンズアレイの製造方法 | |
| JP5369008B2 (ja) | 基板の接続装置及び接続方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230522 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240322 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240516 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240604 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240709 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240806 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7535922 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |