JP7535397B2 - 減速機、減速機付き流体モータ、建設機械、及び、減速機の製造方法 - Google Patents
減速機、減速機付き流体モータ、建設機械、及び、減速機の製造方法 Download PDFInfo
- Publication number
- JP7535397B2 JP7535397B2 JP2020116066A JP2020116066A JP7535397B2 JP 7535397 B2 JP7535397 B2 JP 7535397B2 JP 2020116066 A JP2020116066 A JP 2020116066A JP 2020116066 A JP2020116066 A JP 2020116066A JP 7535397 B2 JP7535397 B2 JP 7535397B2
- Authority
- JP
- Japan
- Prior art keywords
- sun gear
- hardening treatment
- face
- reducer
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H1/00—Toothed gearings for conveying rotary motion
- F16H1/28—Toothed gearings for conveying rotary motion with gears having orbital motion
- F16H1/32—Toothed gearings for conveying rotary motion with gears having orbital motion in which the central axis of the gearing lies inside the periphery of an orbital gear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
- B21D28/14—Dies
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/06—Surface hardening
- C21D1/09—Surface hardening by direct application of electrical or wave energy; by particle radiation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0068—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for particular articles not mentioned below
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/32—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for gear wheels, worm wheels, or the like
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02F—DREDGING; SOIL-SHIFTING
- E02F3/00—Dredgers; Soil-shifting machines
- E02F3/04—Dredgers; Soil-shifting machines mechanically-driven
- E02F3/28—Dredgers; Soil-shifting machines mechanically-driven with digging tools mounted on a dipper- or bucket-arm, i.e. there is either one arm or a pair of arms, e.g. dippers, buckets
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02F—DREDGING; SOIL-SHIFTING
- E02F9/00—Component parts of dredgers or soil-shifting machines, not restricted to one of the kinds covered by groups E02F3/00 - E02F7/00
- E02F9/20—Drives; Control devices
- E02F9/22—Hydraulic or pneumatic drives
-
- E—FIXED CONSTRUCTIONS
- E02—HYDRAULIC ENGINEERING; FOUNDATIONS; SOIL SHIFTING
- E02F—DREDGING; SOIL-SHIFTING
- E02F9/00—Component parts of dredgers or soil-shifting machines, not restricted to one of the kinds covered by groups E02F3/00 - E02F7/00
- E02F9/20—Drives; Control devices
- E02F9/22—Hydraulic or pneumatic drives
- E02F9/2253—Controlling the travelling speed of vehicles, e.g. adjusting travelling speed according to implement loads, control of hydrostatic transmission
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/06—Use of materials; Use of treatments of toothed members or worms to affect their intrinsic material properties
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Structural Engineering (AREA)
- Civil Engineering (AREA)
- Mining & Mineral Resources (AREA)
- Electromagnetism (AREA)
- Retarders (AREA)
- Hydraulic Motors (AREA)
- General Details Of Gearings (AREA)
Description
本実施形態の建設機械1は、走行体3の一形態であるクローラによって走行するショベルである。建設機械1は、走行体3と、走行体3の上に旋回可能に設置された上部旋回体2と、を備えている。また、本実施形態では、減速機付き流体モータ10として減速機付きの油圧モータが採用されている。
走行体3は、減速機付き流体モータ10によって駆動される。
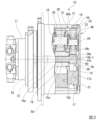
減速機付き流体モータ10は、建設機械1の本体部側に固定される固定ケーシング11と、固定ケーシング11に回転可能に支持された回転ケーシング12と、を備えている。回転ケーシング12は、略筒状に形成され、その外周面にスプロケット50が一体に取り付けられている。スプロケット50は、走行体3の被駆動部に連動可能に接続される。
なお、本実施形態では、第1サンギヤ15及び第1プラネタリギヤ16と、第2サンギヤ19及び第2プラネタリギヤ20が、回転ケーシング12の内歯13とともに遊星歯車式減速部を構成している。
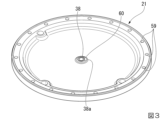
図3は、回転ケーシング12の端部に取り付けられる第1実施形態のカバー部材21を、回転ケーシング12の内部に臨む側(内側)から見た斜視図であり、図4は、図3の一部を拡大した斜視図である。
カバー部材21は、鋳鉄によって略円板状に形成されている。カバー部材21の外周縁部は肉厚に形成され、その肉厚部分に複数のボルト挿通孔59が形成されている。各ボルト挿通孔59には、図2に示すようにボルト53が挿通される。カバー部材21は、ボルト53によって回転ケーシング12の端面に締結固定される。
カバー部材21は、プレス成形や型成形、切削加工等によって外形を造形された後に、凸部38の端面38aにレーザー焼き入れ処理(表面硬化処理)が施される。
また、本実施形態の渦巻状の表面硬化処理部60は、分岐部を持たない一本の線状に形成されている。
さらに、本実施形態のように凸部38の端面38aの外径を、第1サンギヤ15の外歯の形成部よりも小径に形成しておけば、凸部38が第1サンギヤ15の外歯に接触することによる外歯の損傷を未然に防ぐことができる。
図5は、第2実施形態のカバー部材21の一部を拡大した図4と同様の斜視図である。
本実施形態では、第1実施形態と同様にカバー部材21の回転ケーシングの内部に臨む側の端面の中心位置に円形状の凸部38が形成されている。凸部38の平坦な端面38a(カバー端面)には、レーザー焼き入れによって表面硬化処理部60A(レーザー焼き入れ処理部)が形成されている。本実施形態の場合も、カバー部材21は、鋳鉄によって形成されている。
例えば、上記の実施形態では、カバー部材(端部カバー部)の端面にのみ表面硬化処理部が配置されているが、カバー部材(端部カバー部)の端面だけでなく、第1サンギヤの端面にも同様に表面硬化処理部を配置することも可能である。
また、第2実施形態では、カバー部材の端面に、放射状に配置された六本の線となるようにレーザー焼き入れによって表面硬化処理部が形成されているが、レーザー焼き入れによって形成される表面硬化処理部の線は六本に限らずに任意である。
さらに、カバー部材や第1サンギヤの端面に形成するレーザー焼き入れによる表面硬化処理部の形状は、第1実施形態や第2実施形態で示した形状に限定されるものではなく、例えば、ジグザグの折曲線のような形状や、同心円状に配置される径の異なる複数の円のような形状であっても良い。また、カバー部材や第1サンギヤの端面に形成するレーザー焼き入れによる表面硬化処理部の形状は、カバー部材や第1サンギヤの端面の中心に対して点対称な形状や線対称な形状だけでなく、非対称な形状であっても良い。
また、上記の各実施形態の減速機では、リングギヤ(内歯)を有する回転ケーシングの端部に別体のカバー部材(端部カバー部)が取り付けられた構造とされているが、端部カバーが回転ケーシングの軸方向の端部に一体に形成された構造であっても良い。
Claims (6)
- 駆動力が入力されるサンギヤ及び前記サンギヤに噛み合うプラネタリギヤを有する遊星歯車式減速部と、
前記遊星歯車式減速部の前記サンギヤの軸方向の端面に対向して配置される端部カバー部と、を備え、
前記端部カバー部の前記サンギヤの前記端面に対向するカバー端面と、前記サンギヤの前記端面の少なくともいずれか一方は、相互に接触する部位の表面に硬化処理を施した表面硬化処理部を有し、
前記表面硬化処理部は、表面にレーザー焼き入れを施したレーザー焼き入れ処理部であり、
前記レーザー焼き入れ処理部は、前記カバー端面と前記サンギヤの端面のいずれか一方の面に、前記サンギヤの軸心を中心とした放射状に配置された複数の線状部として構成されるとともに、放射状に配置された複数の前記線状部が放射中心において相互に離間して配置されることで、前記放射中心を含む領域に作動油の流動隙間を形成している減速機。 - 前記表面硬化処理部は、前記サンギヤよりも大型で、かつ、前記サンギヤよりも硬度の低い材料から成る前記カバー端面に配置されている請求項1に記載の減速機。
- 前記端部カバー部は、前記サンギヤの前記端面に対向する位置に、当該端面の方向に向かって突出する凸部を有し、
前記表面硬化処理部は、前記カバー端面のうちの前記凸部の端面に配置されている請求項2に記載の減速機。 - 駆動力を発生する流体モータ本体と、
前記流体モータ本体の回転を減速して出力する減速機と、を備え、
前記減速機は、
駆動力が入力されるサンギヤ及び前記サンギヤに噛み合うプラネタリギヤを有する遊星歯車式減速部と、
前記遊星歯車式減速部の前記サンギヤの軸方向の端面に対向して配置される端部カバー部と、を備え、
前記端部カバー部の前記サンギヤの前記端面に対向するカバー端面と、前記サンギヤの前記端面の少なくともいずれか一方は、相互に接触する部位の表面に硬化処理を施した表面硬化処理部を有し、
前記表面硬化処理部は、表面にレーザー焼き入れを施したレーザー焼き入れ処理部であり、
前記レーザー焼き入れ処理部は、前記カバー端面と前記サンギヤの端面のいずれか一方の面に、前記サンギヤの軸心を中心とした放射状に配置された複数の線状部として構成されるとともに、放射状に配置された複数の前記線状部が放射中心において相互に離間して配置されることで、前記放射中心を含む領域に作動油の流動隙間を形成している減速機付き流体モータ。 - 路面に接地して走行する走行体と、
前記走行体を駆動する減速機付き流体モータと、を備え、
減速機付き流体モータは、
駆動力を発生する流体モータ本体と、
前記流体モータ本体の回転を減速して出力する減速機と、を備え、
前記減速機は、
駆動力が入力されるサンギヤ及び前記サンギヤに噛み合うプラネタリギヤを有する遊星歯車式減速部と、
前記遊星歯車式減速部の前記サンギヤの軸方向の端面に対向して配置される端部カバー部と、を備え、
前記端部カバー部の前記サンギヤの前記端面に対向するカバー端面と、前記サンギヤの前記端面の少なくともいずれか一方は、相互に接触する部位の表面に硬化処理を施した表面硬化処理部を有し、
前記表面硬化処理部は、表面にレーザー焼き入れを施したレーザー焼き入れ処理部であり、
前記レーザー焼き入れ処理部は、前記カバー端面と前記サンギヤの端面のいずれか一方の面に、前記サンギヤの軸心を中心とした放射状に配置された複数の線状部として構成されるとともに、放射状に配置された複数の前記線状部が放射中心において相互に離間して配置されることで、前記放射中心を含む領域に作動油の流動隙間を形成している建設機械。 - 駆動力が入力されるサンギヤ及び前記サンギヤに噛み合うプラネタリギヤを有する遊星歯車式減速部と、
前記遊星歯車式減速部の前記サンギヤの軸方向の端面に対向して配置される端部カバー部と、を備えた減速機の製造方法であって、
表面硬化処理を施す対象となる前記端部カバー部と前記サンギヤの少なくとも一方を造形する工程と、
前記端部カバー部の前記サンギヤの前記端面に対向するカバー端面と、前記サンギヤの前記端面の少なくともいずれか一方に対し、前記カバー端面と前記サンギヤの前記端面の相互に接触する部位の表面にレーザー焼き入れ処理を施す工程と、を有し、
前記レーザー焼き入れ処理を施す工程では、前記カバー端面と前記サンギヤの端面のいずれか一方の面に、前記サンギヤの軸心を中心とした放射状に複数の線状部が現出し、かつ、放射状に配置された複数の前記線状部が放射中心において相互に離間することで、前記放射中心を含む領域に作動油の流動隙間が形成されるようにレーザー焼き入れを施す減速機の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020116066A JP7535397B2 (ja) | 2020-07-06 | 2020-07-06 | 減速機、減速機付き流体モータ、建設機械、及び、減速機の製造方法 |
| KR1020210084446A KR20220005394A (ko) | 2020-07-06 | 2021-06-29 | 감속기, 감속기를 구비한 유체 모터, 건설 기계 및 감속기의 제조 방법 |
| CN202110750193.2A CN113898702A (zh) | 2020-07-06 | 2021-07-02 | 减速器、液压马达、施工机械以及减速器的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020116066A JP7535397B2 (ja) | 2020-07-06 | 2020-07-06 | 減速機、減速機付き流体モータ、建設機械、及び、減速機の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022013986A JP2022013986A (ja) | 2022-01-19 |
| JP7535397B2 true JP7535397B2 (ja) | 2024-08-16 |
Family
ID=79187536
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020116066A Active JP7535397B2 (ja) | 2020-07-06 | 2020-07-06 | 減速機、減速機付き流体モータ、建設機械、及び、減速機の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7535397B2 (ja) |
| KR (1) | KR20220005394A (ja) |
| CN (1) | CN113898702A (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117758022A (zh) * | 2023-12-21 | 2024-03-26 | 河南中原特钢装备制造有限公司 | 高压筒体锯齿形螺纹激光淬火辅助设备及淬火方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000065164A (ja) | 1998-08-13 | 2000-03-03 | Kubota Corp | 遊星歯車装置 |
| JP2000507305A (ja) | 1996-03-27 | 2000-06-13 | グリコ―メタル―ウエルケ・グリコ・ベー・ファウ・ウント・コンパニー・コマンディトゲゼルシャフト | 複合層材料および複合層材料の表面硬度を改良する方法 |
| JP2007113768A (ja) | 2005-10-24 | 2007-05-10 | Nidec-Shimpo Corp | 歯車装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5963258U (ja) * | 1982-10-20 | 1984-04-25 | マツダ株式会社 | 差動歯車装置のケ−シング |
| JPS6250023U (ja) * | 1985-09-18 | 1987-03-27 | ||
| JPH0611405Y2 (ja) * | 1989-05-29 | 1994-03-23 | 日立建機株式会社 | 遊星歯車減速装置 |
| JP3686739B2 (ja) | 1995-12-27 | 2005-08-24 | ナブテスコ株式会社 | クローラ駆動ユニット |
| JPH1082430A (ja) * | 1996-09-06 | 1998-03-31 | Tochigi Fuji Ind Co Ltd | 円錐摩擦クラッチと、その円錐面のレーザ焼き入れ方法と、この円錐摩擦クラッチを差動制限機構に用いたデファレンシャル装置 |
| CN107504136A (zh) * | 2017-09-01 | 2017-12-22 | 广东星光传动股份有限公司 | 一种无内齿行星减速机 |
| CN110725902A (zh) * | 2019-09-19 | 2020-01-24 | 西安汇鑫传动控制有限责任公司 | 一种用于混凝土搅拌车的减速器及其使用方法 |
-
2020
- 2020-07-06 JP JP2020116066A patent/JP7535397B2/ja active Active
-
2021
- 2021-06-29 KR KR1020210084446A patent/KR20220005394A/ko active Pending
- 2021-07-02 CN CN202110750193.2A patent/CN113898702A/zh active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000507305A (ja) | 1996-03-27 | 2000-06-13 | グリコ―メタル―ウエルケ・グリコ・ベー・ファウ・ウント・コンパニー・コマンディトゲゼルシャフト | 複合層材料および複合層材料の表面硬度を改良する方法 |
| JP2000065164A (ja) | 1998-08-13 | 2000-03-03 | Kubota Corp | 遊星歯車装置 |
| JP2007113768A (ja) | 2005-10-24 | 2007-05-10 | Nidec-Shimpo Corp | 歯車装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113898702A (zh) | 2022-01-07 |
| JP2022013986A (ja) | 2022-01-19 |
| KR20220005394A (ko) | 2022-01-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3686739B2 (ja) | クローラ駆動ユニット | |
| KR101140794B1 (ko) | 편심 요동형 유성 기어 장치 | |
| CN101517264A (zh) | 偏心摆动型减速器和使用偏心摆动型减速器的稳定器轴旋转装置 | |
| CN101328953B (zh) | 偏心摆动型行星齿轮装置 | |
| CN106895127B (zh) | 差动装置 | |
| TW201804099A (zh) | 齒輪變速器 | |
| JP2003088935A (ja) | 外歯歯車の製造方法 | |
| JP7535397B2 (ja) | 減速機、減速機付き流体モータ、建設機械、及び、減速機の製造方法 | |
| JP7005216B2 (ja) | 歯車支持構造 | |
| US7743679B2 (en) | Power transmission device and method of producing the same | |
| JP4732079B2 (ja) | 減速機 | |
| JP7440218B2 (ja) | 減速機 | |
| WO2018096941A1 (ja) | トロイダル無段変速機 | |
| JP7731224B2 (ja) | 減速機 | |
| JP7005217B2 (ja) | 歯車支持構造 | |
| JP4498823B2 (ja) | 偏心揺動型遊星歯車装置 | |
| JP2009108996A (ja) | プラネタリギヤ装置ならびに車両用トランスアクスル | |
| JP2023063962A (ja) | 波動歯車装置、波動歯車装置の製造方法、ロボット用関節装置及び歯車部品 | |
| JP2022181302A (ja) | 動力伝達装置及びその製造方法 | |
| JP2008095724A (ja) | フェースギア及びこれを用いたデファレンシャル装置 | |
| JP2008095774A (ja) | フェースギア伝動機構及びこれを用いたデファレンシャル装置 | |
| JP2022012340A (ja) | 減速機、減速機付き油圧モータ、建設機械、及び、減速機の製造方法 | |
| JP7335390B1 (ja) | 波動歯車装置、ロボット用関節装置及び歯車部品 | |
| JP6182428B2 (ja) | 遊星歯車減速装置およびその製造方法 | |
| JP3533898B2 (ja) | スプライン結合構造を備えた自動変速機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230601 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240603 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240805 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7535397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |