JP7490694B2 - 工作機械 - Google Patents
工作機械 Download PDFInfo
- Publication number
- JP7490694B2 JP7490694B2 JP2022030396A JP2022030396A JP7490694B2 JP 7490694 B2 JP7490694 B2 JP 7490694B2 JP 2022030396 A JP2022030396 A JP 2022030396A JP 2022030396 A JP2022030396 A JP 2022030396A JP 7490694 B2 JP7490694 B2 JP 7490694B2
- Authority
- JP
- Japan
- Prior art keywords
- workpiece
- tool
- spindle
- spindle head
- guide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000007246 mechanism Effects 0.000 claims description 43
- 238000003754 machining Methods 0.000 description 41
- 239000000463 material Substances 0.000 description 19
- 238000012545 processing Methods 0.000 description 13
- 238000005520 cutting process Methods 0.000 description 11
- 238000005553 drilling Methods 0.000 description 10
- 238000000034 method Methods 0.000 description 8
- 238000003801 milling Methods 0.000 description 6
- 238000012546 transfer Methods 0.000 description 5
- 230000002265 prevention Effects 0.000 description 4
- 238000013459 approach Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 238000003825 pressing Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images










Landscapes
- Jigs For Machine Tools (AREA)
- Drilling And Boring (AREA)
- Machine Tool Units (AREA)
Description
ワークを固定するワーク固定装置と、
前記ワーク固定装置に固定された前記ワークの表側に対して接離可能な第1主軸部と、
前記第1主軸部の接離方向において前記第1主軸部と前記ワークを挟んだ反対側に設けられ、前記ワーク固定装置に固定された前記ワークの裏側に対して前記第1主軸部の接離方向に沿って接離可能な第2主軸部と、
を備え、
前記第1主軸部及び前記第2主軸部には、前記ワークへの接離方向と平行な軸線を中心に回転して前記ワークを加工する工具がそれぞれ装着され、前記ワークをその表裏両側から加工可能としたことを特徴とする。
前記接離方向は鉛直方向であり、
前記第1主軸部は前記ワークの上方に設けられ、
前記第2主軸部は前記ワークの下方に設けられていることを特徴とする。
前記第2主軸部を鉛直方向に昇降させる昇降機構を備え、
前記昇降機構は、
水平方向に移動可能なくさび下部体と、
前記くさび下部体の傾斜上面と合わさる傾斜下面を有し、鉛直方向へ移動可能であって、前記第2主軸部が設けられるくさび上部体と、
前記くさび上部体及び第2主軸部の一体的な昇降を案内するガイド機構と、
を備えており、
前記ガイド機構は、
鉛直方向に立設された縦柱に設けられたガイドレールと、
前記くさび上部体及び前記第2主軸部の少なくとも一方に設けられ、前記ガイドレールに沿って移動可能なスライダと、
を備えていることを特徴とする。
前記くさび上部体及び前記第2主軸部の少なくとも一方には、水平方向の両脇にそれぞれ張り出す張出し部がそれぞれ設けられており、
前記スライダは前記張出し部のそれぞれに設けられ、
前記ガイドレールは、前記張出し部のそれぞれと相対向するように設けられた一対の前記縦柱に設けられていることを特徴とする。
前記第1主軸部又は前記第2主軸部の少なくとも一方に装着される工具は、複数の工具から選択されるものであり、
前記複数の工具には、前記ワーク固定装置によって前記ワークが固定される前に当該ワークの芯出しをする芯出し工具が含まれており、
前記芯出し工具は、芯出し用の基準孔を備えたワークを芯出し対象とし、
前記基準孔は、前記芯出し工具と相対向する側の開口縁に形成されたテーパ部とその奥のストレート部とを有しており、
前記芯出し工具は、前記テーパ部に当接して芯出しする当接面を有していることを特徴とする。
基準孔Kであるシャフト取付け孔Wcの内面にテーパ部Wdが設けられている場合、テーパ部Wdとストレート部Weとの境の角部に、テーパ部Wdを形成した時などにできるバリが存在していることがある。また、シャフト取付け孔Wcの開口縁部にもバリが存在していることがある。円錐台状をなす当接部を備えた従前の芯出し工具を用いて芯出しする場合、開口縁部や前記角部に当接部の円錐面を当接させて芯出しを行っていた。しかし、開口縁部や前記角部にバリが存在していると、そのバリが円錐面にあたり、芯出しが不十分となるおそれがあった。これに対し、本実施形態の芯出し工具80では、その当接面83を、基準孔Kの開口縁部や前記角部ではなくテーパ部Wd(テーパ面)に当接させることで芯出しが行われるため、開口縁部や前記角部にバリが存在していたとしても、芯出しにおけるバリの影響を少なくすることができる。
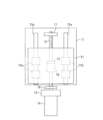
(a)上記実施の形態では、第3リニアガイド67がワーク固定装置21の架台30を構成する後縦柱32と、昇降機構60の上部移動体62に設けられた張出し部66との間に設けられている。これに代えて、図10に示すように、下側主軸ヘッド51にワーク支持台40の縦板材41と相対向する張出し部91が設けられ、この張出し部91と縦板材41との間に第3リニアガイド67が設けられた構成を採用してもよい。この構成によれば、下側主軸ヘッド51の昇降が第3リニアガイド67によって直接ガイドされる。なお、後縦柱32と上部移動体62の張出し部66との間と、下側主軸ヘッド51の張出し部91と縦板材41との間との両方において、第3リニアガイド67が設けられた構成を採用してもよい。
Claims (3)
- ワークを固定するワーク固定装置と、
前記ワーク固定装置に固定された前記ワークの表側に対して接離可能な第1主軸部と、
前記第1主軸部の接離方向において前記第1主軸部と前記ワークを挟んだ反対側に設けられ、前記ワーク固定装置に固定された前記ワークの裏側に対して前記第1主軸部の接離方向に沿って接離可能な第2主軸部と、
を備え、
前記第1主軸部及び前記第2主軸部には、前記ワークへの接離方向と平行な軸線を中心に回転して前記ワークを加工する工具がそれぞれ装着され、前記ワークをその表裏両側から加工可能とし、
前記接離方向は鉛直方向であり、
前記第1主軸部は前記ワークの上方に設けられ、
前記第2主軸部は前記ワークの下方に設けられており、
前記第2主軸部を鉛直方向に昇降させる昇降機構を備え、
前記昇降機構は、
水平方向に移動可能なくさび下部体と、
前記くさび下部体の傾斜上面と合わさる傾斜下面を有し、鉛直方向へ移動可能であって、前記第2主軸部が設けられるくさび上部体と、
前記くさび上部体及び第2主軸部の一体的な昇降を案内するガイド機構と、
を備えており、
前記ガイド機構は、
鉛直方向に立設された縦柱に設けられたガイドレールと、
前記くさび上部体及び前記第2主軸部の少なくとも一方に設けられ、前記ガイドレールに沿って移動可能なスライダと、
を備え、
前記くさび上部体及び前記第2主軸部の少なくとも一方には、水平方向の両脇にそれぞれ張り出す張出し部がそれぞれ設けられており、
前記スライダは前記張出し部のそれぞれに設けられ、
前記ガイドレールは、前記張出し部のそれぞれと相対向するように設けられた一対の前記縦柱に設けられていることを特徴とする工作機械。 - 前記ガイド機構は、前記張出し部の張出し方向からみた場合に、前記第2主軸部の回転中心軸線と略重なって設けられていることを特徴とする請求項1に記載の工作機械。
- 前記一対の縦柱同士の間に架け渡される横行部材が設けられていることを特徴とする請求項1又は2に記載の工作機械。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022030396A JP7490694B2 (ja) | 2022-02-28 | 2022-02-28 | 工作機械 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022030396A JP7490694B2 (ja) | 2022-02-28 | 2022-02-28 | 工作機械 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023125990A JP2023125990A (ja) | 2023-09-07 |
| JP7490694B2 true JP7490694B2 (ja) | 2024-05-27 |
Family
ID=87887439
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022030396A Active JP7490694B2 (ja) | 2022-02-28 | 2022-02-28 | 工作機械 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7490694B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070075473A1 (en) | 2005-09-30 | 2007-04-05 | Z. Bavelloni S.P.A. | Machine for working on glass sheets |
| JP2010153644A (ja) | 2008-12-25 | 2010-07-08 | Hiihaisuto Seiko Kk | 昇降テーブル |
| JP2015157336A (ja) | 2014-02-24 | 2015-09-03 | Dmg森精機株式会社 | 工作機械の移動体案内機構 |
| CN211661166U (zh) | 2019-12-13 | 2020-10-13 | 长沙汉堃环保科技有限公司 | 一种用于门窗的铣削加工设备 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4980996U (ja) * | 1972-10-31 | 1974-07-12 | ||
| JPH0560748U (ja) * | 1992-01-20 | 1993-08-10 | 安田工業株式会社 | 工作機械のスピンドルヘッドの駆動装置 |
| JP2518580B2 (ja) * | 1992-02-10 | 1996-07-24 | ミサワホーム株式会社 | 型材の穴開け装置 |
-
2022
- 2022-02-28 JP JP2022030396A patent/JP7490694B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070075473A1 (en) | 2005-09-30 | 2007-04-05 | Z. Bavelloni S.P.A. | Machine for working on glass sheets |
| JP2010153644A (ja) | 2008-12-25 | 2010-07-08 | Hiihaisuto Seiko Kk | 昇降テーブル |
| JP2015157336A (ja) | 2014-02-24 | 2015-09-03 | Dmg森精機株式会社 | 工作機械の移動体案内機構 |
| CN211661166U (zh) | 2019-12-13 | 2020-10-13 | 长沙汉堃环保科技有限公司 | 一种用于门窗的铣削加工设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023125990A (ja) | 2023-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7451533B2 (en) | NC automatic lathe | |
| JP6917135B2 (ja) | 工作機械 | |
| US4555844A (en) | Part turnover attachment for automatic machine tool | |
| JP2010030011A (ja) | 研削盤および研削盤のエクステンション・スピンドル交換方法 | |
| US7024974B2 (en) | Vertical machine tool with a movable main spindle | |
| JP2024510360A (ja) | 複数の部品を独立的に加工できる多軸式マシニングセンタ | |
| US7013543B2 (en) | Vertical machining center | |
| JP7490694B2 (ja) | 工作機械 | |
| JP2009178804A (ja) | ボーリングバーマガジンを有する工作機械およびボーリングバーマガジン | |
| JP2019181590A (ja) | 工作機械 | |
| JP3985998B2 (ja) | 複合加工用工作機械 | |
| KR101891576B1 (ko) | 자동 팔레트 교환장치를 갖는 수직형 머시닝 센터 | |
| JPS624504A (ja) | 工作機械 | |
| JP2008105158A (ja) | 立形工作機械 | |
| JP3165158U (ja) | ボーリングバーマガジンを有する工作機械 | |
| US6387025B1 (en) | Machining device equipped with spindle position interchanger and method for interchanging spindle positions | |
| JPH0688189B2 (ja) | 自動工具交換装置の工具交換方法 | |
| JP2003145301A (ja) | 工作機械 | |
| JP2002011601A (ja) | 旋 盤 | |
| JP3910847B2 (ja) | 小型高速nc旋盤 | |
| JPS6165743A (ja) | 工具交換を容易とした加工機械の主軸ヘツド | |
| JPS643611Y2 (ja) | ||
| JPH1034473A (ja) | Cnc三次元加工ユニット | |
| JP2002103115A (ja) | 複合加工用工作機械 | |
| JP3236397B2 (ja) | コラム移動型横型工作機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230314 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231212 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240515 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7490694 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |