JP7334200B2 - 二次電池用電極および該電極の製造方法 - Google Patents
二次電池用電極および該電極の製造方法 Download PDFInfo
- Publication number
- JP7334200B2 JP7334200B2 JP2021031944A JP2021031944A JP7334200B2 JP 7334200 B2 JP7334200 B2 JP 7334200B2 JP 2021031944 A JP2021031944 A JP 2021031944A JP 2021031944 A JP2021031944 A JP 2021031944A JP 7334200 B2 JP7334200 B2 JP 7334200B2
- Authority
- JP
- Japan
- Prior art keywords
- electrode
- active material
- coating film
- electrode active
- material layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/36—Selection of substances as active materials, active masses, active liquids
- H01M4/362—Composites
- H01M4/366—Composites as layered products
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/043—Processes of manufacture in general involving compressing or compaction
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/043—Processes of manufacture in general involving compressing or compaction
- H01M4/0435—Rolling or calendering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0471—Processes of manufacture in general involving thermal treatment, e.g. firing, sintering, backing particulate active material, thermal decomposition, pyrolysis
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/131—Electrodes based on mixed oxides or hydroxides, or on mixtures of oxides or hydroxides, e.g. LiCoOx
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
- H01M4/1391—Processes of manufacture of electrodes based on mixed oxides or hydroxides, or on mixtures of oxides or hydroxides, e.g. LiCoOx
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/021—Physical characteristics, e.g. porosity, surface area
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/025—Electrodes composed of, or comprising, active material with shapes other than plane or cylindrical
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/026—Electrodes composed of, or comprising, active material characterised by the polarity
- H01M2004/028—Positive electrodes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Composite Materials (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Inert Electrodes (AREA)
Description
電極活物質層の低密領域は、固形分同士が適度な隙間(空隙)を有しており、Liイオンの挿入/脱離経路が形成されている状態である。また、電極活物質層の高密領域においては固形分同士の接触性が相対的に高くなっており、導電パスが好適に行われる状態である。電極の表面部がすべて緻密化された状態ではなく、低密領域と高密領域とが所定のパターンで形成されることによって、電極活物質層全体を電気化学反応に効率よく寄与させることができる。これにより、電極活物質層内でのイオン拡散性が向上した電極を実現することができる。
低密領域は上述したようにLiイオンの挿入/脱離経路として機能する領域であり、かかる低密領域が上層から下層にかけて密度差が少ない状態で形成されていることによって、集電体付近に存在する電極活物質にまでLiイオンを好適に導入することができる。これにより、イオン拡散性がより向上した電極を提供することができる。
かかる構成によれば、イオン拡散性を効果的に向上することができる。
かかる構成によれば、集電体付近の電極活物質までLiイオンがより拡散しやすくなり、Liイオンの拡散性が向上する。
かかる構成によれば、上述した特性を備える好適な電極を製造することができる。また、かかる電極は乾燥工程前に凹凸形成工程を実施することによって実現することができる。このため、塗布工程や乾燥工程を複数回行う従来の製造方法よりも生産コストを抑制することが可能である。
かかる構成によれば、気相を有することにより塗膜の展延性が向上し、より好適に凹凸形成工程を実施することができる。
かかる構成によれば、より好適に高品質な電極を製造することができる。
かかる構成によれば、所望する凹凸形状を過剰な荷重を負荷することなく塗膜の表面に凹凸を形成することが可能である。
本明細書において特に言及している事項以外の事柄であって実施に必要な事柄は、当該分野における従来技術に基づく当業者の設計事項として把握され得る。ここで開示される技術の内容は、本明細書に開示されている内容と当該分野における技術常識とに基づいて実施することができる。
また、寸法関係(長さ、幅、高さ等)は実際の寸法関係を反映するものではない。
なお、本明細書において範囲を示す「A~B(ただし、A、Bは任意の値。)」の表記は、A以上B以下を意味するものとする。
固形分の主成分である電極活物質としては、従来の二次電池(ここではリチウムイオン二次電池)の負極活物質あるいは正極活物質として採用される組成の化合物を使用することができる。例えば、負極活物質としては、黒鉛、ハードカーボン、ソフトカーボン等の炭素材料が挙げられる。また、正極活物質としては、LiNi1/3Co1/3Mn1/3O2、LiNiO2、LiCoO2、LiFeO2、LiMn2O4、LiNi0.5Mn1.5O4等のリチウム遷移金属複合酸化物、LiFePO4等のリチウム遷移金属リン酸化合物が挙げられる。電極活物質の平均粒径は、特に限定されないが、0.1μm~50μm程度が適当であり、1~20μm程度が好ましい。なお、本明細書において、「平均粒径」とは、一般的なレーザ回析・光散乱法に基づく体積基準の粒度分布において、粒径が小さい微粒子側からの累積頻度50体積%に相当する粒径(D50、メジアン径ともいう。)をいう。
溶媒としては、例えば、N-メチル-2-ピロリドン(NMP)や、水系溶媒(水または水を主体とする混合溶媒)等を好ましく用いることができる。
なお、本明細書において、「固形分」とは、上述した各材料のうち溶媒を除く材料(固形材料)のことをいい、「固形分率」とは、各材料すべてを混合した電極材料のうち、固形分が占める割合のことをいう。
なお、上層、中間層および下層の電極密度は、例えば、電極の真密度に該当範囲(すなわち上層、中間層および下層のいずれか)の充填率を乗ずることによって求めることができる。電極の真密度は、例えば、構成成分の密度と含有割合に基づいて算出される値である。該当範囲の充填率は、例えば、走査型電子顕微鏡(SEM)による電極活物質層の断面観察において二値化処理を行うことによって算出することができる。具体的には、該断面画像を複数取得し、オープンソースであり、パブリックドメインの画像処理ソフトウェアとして著名な画像解析ソフト「ImageJ」を用いて、該当範囲に存在する固相部分を白色、気相(空隙)部分を黒色とする二値化処理を行う。これにより、固相が存在する部分(白色部分)の面積をS1、空隙部分(黒色部分)の面積をS2として、「S1/(S1+S2)×100」から算出することができる。
なお、電極活物質層14が、表面に凹凸形状を有している場合には、凹部および凸部においてそれぞれ電極活物質層14を厚さ方向に均等に上層、中間層および下層の3つの層に区分する。
図3に示すようにここに開示される電極の製造方法は、大まかに言って、以下の5つの工程:(1)湿潤粉体(電極材料)を用意する工程(S1);(2)湿潤粉体からなる塗膜を成膜する工程(S2);(3)塗膜に凹凸を形成する工程(S3);(4)凹凸形成後の塗膜を乾燥する工程(S4);(5)乾燥後の塗膜(電極活物質層)をプレスする工程(S5);を包含しており、気相を残した状態で塗膜を成膜し乾燥工程前に凹凸を形成する点において特徴づけられている。したがって、その他の工程は特に限定されず、従来この種の製造方法と同様の構成でよい。以下、各工程について説明する。
電極材料30は、上述した電極活物質、溶媒、バインダ樹脂、その他の添加物等の材料を従来公知の混合装置を用いて、混合することによって用意することができる。かかる混合装置としては、例えば、プラネタリーミキサー、ボールミル、ロールミル、ニーダ、ホモジナイザー等が挙げられる。
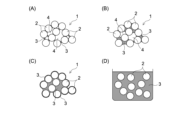
湿潤粉体を構成する凝集粒子における固形分(固相)、溶媒(液相)および空隙(気相)の存在形態(充填状態)に関しては、「ペンジュラー状態」、「ファニキュラー状態」、「キャピラリー状態」および「スラリー状態」の4つに分類することができる。
ここで「ペンジュラー状態」は、図5の(A)に示すように、凝集粒子1中の活物質粒子(固相)2間を架橋するように溶媒(液相)3が不連続に存在する状態であり、活物質粒子(固相)2は相互に連なった(連続した)状態で存在し得る。図示されるように溶媒3の含有率は相対的に低く、その結果として凝集粒子1中に存在する空隙(気相)4の多くは、連続して存在し、外部に通じる連通孔を形成している。そしてペンジュラー状態では、電子顕微鏡観察(SEM観察)において凝集粒子1の外表面の全体にわたって連続した溶媒の層が認められないことが特徴として挙げられる。
ファニキュラー状態は、ペンジュラー状態とキャピラリー状態との間の状態であり、ペンジュラー状態寄りのファニキュラーI状態(即ち、比較的溶媒量が少ない状態のもの)とキャピラリー状態寄りのファニキュラーII状態(即ち、比較的溶媒量が多い状態のもの)とに区分したときのファニキュラーI状態では、依然、電子顕微鏡観察(SEM観察)において凝集粒子1の外表面に溶媒の層が認められない状態を包含する。
「スラリー状態」は、図5の(D)に示すように、もはや活物質粒子2は、溶媒3中に懸濁した状態であり、凝集粒子とは呼べない状態となっている。気相はほぼ存在しない。
以下、ここで開示される上記(1)および(2)の要件を具備する湿潤粉体を「気相制御湿潤粉体」という。
なお、ここに開示される気相制御湿潤粉体は、少なくとも50個数%以上の凝集粒子が上記(1)および(2)の要件を具備することが好ましい。
また、最小の溶媒で活物質間の液架橋を実現するために、使用する粉体材料の表面と使用する溶媒には、適度な親和性があることが望ましい。
好ましくは、ここで開示される好適な気相制御湿潤粉体として、電子顕微鏡観察で認められる三相の状態がペンジュラー状態若しくはファニキュラー状態(特にファニキュラーI状態)であって、さらに、得られた湿潤粉体を所定の容積の容器に力を加えずにすり切りに入れて計測した実測の嵩比重である、緩め嵩比重X(g/mL)と、気相が存在しないと仮定して湿潤粉体の組成から算出される比重である、原料ベースの真比重Y(g/mL)とから算出される「緩め嵩比重Xと真比重Yとの比:Y/X」が、1.2以上、好ましくは1.4以上(さらには1.6以上)であって、好ましくは2以下であるような湿潤粉体が挙げられる。
ここに開示される製造方法においては、電極材料30の気相(空隙)を残した状態で塗膜32を成膜することを特徴としている。電極材料30からなる塗膜32の成膜は、例えば、図7に模式的に示すような成膜装置40を用いて行うことができる。成膜装置40は、第1の回転ロール41(以下「供給ロール41」という。)と、第2の回転ロール42(以下「転写ロール42」という。)とからなる一対の回転ロール41、42を備えている。供給ロール41の外周面と転写ロール42の外周面は互いに対向しており、これら一対の回転ロール41、42は、図7の矢印に示すように逆方向に回転することができる。また、供給ロール41と転写ロール42とは、電極集電体12上に成膜する塗膜32の所望の厚さに応じた距離だけ離れている。すなわち、供給ロール41と転写ロール42との間には、所定の幅(厚さ)のギャップがあり、かかるギャップのサイズにより、転写ロール42の表面に付着させる電極材料30からなる塗膜32の厚さを制御することができる。また、かかるギャップのサイズを調整することにより、供給ロール41と転写ロール42との間を通過する電極材料30を圧縮する力を調整することもできる。このため、ギャップサイズを比較的大きくとることによって、電極材料30(具体的には凝集粒子のそれぞれ)の気相を維持した状態で成膜することができる。
本実施形態に係る成膜装置40では、転写ロール42の隣に第3の回転ロールとしてバックアップロール43が配置されている。バックアップロール43は、電極集電体12を転写ロール42まで搬送する役割を果たす。転写ロール42とバックアップロール43は、図7の矢印に示すように、逆方向に回転する。
なお、図7では、供給ロール41、転写ロール42、バックアップロール43は、それぞれの回転軸が水平に並ぶように配置されているが、これに限られるものではない。
本実施形態に係る成膜部120では、図示されるように、転写ロールが連続的に複数備えられている。この例では、供給ロール121に対向する第1転写ロール122、該第1転写ロール122に対向する第2転写ロール123、および、該第2転写ロール123に対向し、且つ、バックアップロール125にも対向する第3転写ロール124を備えている。
このように各回転ロール間で集電体搬送方向(進行方向)に沿って回転速度を少しずつ上げていくことによって、図7の成膜装置40とは異なる多段ロール成膜を行うことができる。
塗膜32に対する凹凸形成は、例えば、図4に示すような凹凸転写ロール132とバックアップロール134とを用いて行うことができる。ここに開示される電極の製造方法においては、空隙(気相)を残した状態で成膜された塗膜32に対して凹凸形成工程S3を実施することを特徴とする。かかる塗膜32の平均空隙率(気相率)は、少なくとも1%以上であることが好ましく、例えば1%以上55%以下、典型的には5%以上55%以下であってよい。気相を残した状態で凹凸を形成することにより、展延性が向上しているため、従来よりも小さい荷重で塗膜32に対して所望する凹凸形状を付与することができる。また、凹凸を形成するために荷重がかけられたとしても、塗膜32の表面部において局所的な密度の上昇(緻密化)することなく凹凸形状を形成することができる。
図4に示すように、本実施形態に係る電極製造装置100の塗膜加工部130よりも搬送方向の下流側には、乾燥部140として図示しない加熱器(ヒータ)を備えた乾燥室142が配置され、塗膜加工部130から搬送されてきた塗膜32を乾燥して、電極集電体12の表面上に電極活物質層14を形成する。乾燥の方法については、特に限定されるものではないが、例えば、熱風乾燥、赤外線乾燥等の手法が挙げられる。なお、乾燥工程S4は、従来のこの種の電極製造装置における乾燥工程と同様でよく、特に本教示を特徴付けるものではないため、これ以上の詳細な説明は省略する。
乾燥工程S4の後、プレス部150において電極活物質層16の目付量や電極密度を調整することを目的として、プレス工程S5を実施する。かかるプレス工程は、ロール圧延機や平板圧延機を用いて、従来公知の方法に従って行うことができる。
図8および図9は、乾燥工程S4の後に実施されるプレス工程の過程について模式的に示す図である。図8および図9の(A)は乾燥工程後の状態を示し、(B)はプレス工程の状態を示し、(C)はプレス工程後の状態を示す。以下、図8および図9を参照しながら、プレス工程S5について説明する。
こうして製造されたシート状電極は、通常のこの種のシート状正極または負極としてリチウムイオン二次電池の構築に用いられる。
図10に示すリチウムイオン二次電池200は、密閉可能な箱型電池ケース50に、扁平形状の捲回電極体80と、非水電解質(図示せず)とが、収容されて構築される。電池ケース50には、外部接続用の正極端子52および負極端子54と、電池ケース50の内圧が所定レベル以上に上昇した場合に該内圧を開放するように設定された薄肉の安全弁56とが設けられている。また、電池ケース50には、非水電解質を注入するための注入口(図示せず)が設けられている。正極端子52と正極集電板52aは、電気的に接続されている。負極端子54と負極集電板54aは、電気的に接続されている。電池ケース50の材質は、高強度であり軽量で熱伝導性が良い金属製材料が好ましく、このような金属材料として、例えば、アルミニウムやスチール等が挙げられる。
なお、上記非水電解質は、本発明の効果を著しく損なわない限りにおいて、上述した非水溶媒、支持塩以外の成分、例えば、ガス発生剤、被膜形成剤、分散剤、増粘剤等の各種添加剤を含み得る。
体を電極合材として用いた場合の幾つかの実施例を説明するが、ここで開示される技術をかかる実施例に示すものに限定することを意図したものではない。
正極材料として好適に使用し得る気相制御湿潤粉体を作製し、次いで、該作製された湿潤粉体(正極材料)を用いてアルミ箔上に正極活物質層を形成した。
本実施例では、正極活物質としてレーザ回折・散乱方式に基づく平均粒子径(D50)が20μmであるリチウム遷移金属酸化物(LiNi1/3Co1/3Mn1/3O2)、バインダ樹脂としてポリフッ化ビニリデン(PVDF)、導電材とてアセチレンブラック、非水溶媒としてNMPを用いた。
具体的には、混合羽根を有する撹拌造粒機内で混合羽根の回転速度を4500rpmに設定し、15秒間の撹拌分散処理を行い、上記固形分からなる粉末材料の混合物を得た。得られた混合物に、固形分率が90重量%となるように溶媒であるNMPを添加し、300rpmの回転速度で30秒間の撹拌造粒複合化を行い、次いで4500rpmの回転速度で2秒間撹拌し微細化を行った。これにより本実施例に係る湿潤粉体(正極材料)を作製した。
次いで、上記得られた気相制御湿潤粉体(正極材料)を、上記電極製造装置の成膜部に供給し、別途用意したアルミ箔からなる正極集電体の表面に塗膜を転写した(実施例1)。
その結果、実施例1の塗膜の平均空隙率は55%であった。
上記作製した実施例1および各比較例1の電極を用いて、評価用リチウムイオン二次電池を作製した。
負極としては、スラリー状態の電極材料からなる電極を用意した。
また、セパレータシートとしては、PP/PE/PPの三層構造を有する多孔性ポリオレフィンシートを2枚用意した。
かかる注入口から非水電解液を注入し、該注入口を封口蓋により気密に封止した。なお、非水電解液としては、エチレンカーボネート(EC)とジメチルカーボネート(DMC)とエチルメチルカーボネート(EMC)とを1:1:1の体積比で含む混合溶媒に、支持塩としてのLiPF6を1.0mol/Lの濃度で溶解させたものを用いた。以上のようにして、評価用リチウムイオン二次電池を得た。
25℃の環境下で、各評価用リチウムイオン二次電池の活性化処理(初回充電)を行った。活性化処理は、定電流-定電圧方式とし、1/3Cの電流値で4.2Vまで定電流充電を行った後、電流値が1/50Cになるまで定電圧充電を行うことで満充電状態にした。その後、1/3Cの電流値で電圧が3.0Vになるまで定電流放電を行った。
活性化処理後の各評価用リチウムイオン二次電池をSOC(State of charge)60%に調整した後、25℃の温度環境下に置いた。1Cの電流値で10秒間放電し、電圧降下量(ΔV)を求めた。かかる電圧降下量ΔVを放電電流値(1C)で除して、電池抵抗を算出し、これを初期抵抗とした。なお、かかる初期抵抗が小さくなるにつれて出力特性が良好であると評価することができる。結果を表1に示す。

また、実施例1においては、低密領域の上層の電極密度dL1および下層の電極密度dL3において、(dL1/dL3)<1.1を満たすことがわかる。
電極材料と形成する凹凸形状のピッチの条件を変更して、第2の試験を実施した。具体的には、負極材料として好適に使用し得る気相制御湿潤粉体を作製し、該作製された湿潤粉体(負極材料)を用いて銅箔上に負極活物質層を形成した。
本実施例では、負極活物質としてレーザ回折・散乱方式に基づく平均粒子径(D50)が10μmである黒鉛粉、バインダ樹脂としてスチレンブタジエンゴム(SBR)、増粘剤としてカルボキシメチルセルロース(CMC)、溶媒として水を用いた。
具体的には、回転羽根を有する撹拌造粒機内で回転羽根の回転速度を4500rpmに設定し、15秒間の撹拌分散処理を行い、上記固形成分からなる粉末材料の混合物を得た。得られた混合物に、固形分率が90質量%となるように溶媒である水を添加し、300rpmの回転速度で30秒間の撹拌造粒複合化処理を行い、次いで1000rpmの回転速度で2秒間撹拌微細化処理を続けた。これにより本実施例に係る湿潤粉体(負極材料)を作製した。混合撹拌処理および微細化を行い、本実施例に係る湿潤粉体(負極材料)を作製した。
次いで、上記得られた気相制御湿潤粉体(負極材料)を、上記電極製造装置の成膜部に供給し、別途用意した銅箔からなる負極集電体の表面に塗膜を転写した(実施例2)。

するものではない。請求の範囲に記載の技術には、以上に例示した具体例を様々に変形、
変更したものが含まれる。
2 活物質粒子(固相)
3 溶媒(液相)
4 空隙(気相)
10 電極
12 電極集電体
14 電極活物質層
22 低密領域
24 高密領域
26 ピッチ
30 電極材料
32 塗膜
40 成膜装置
64 正極活物質層
74 負極活物質層
80 捲回電極体
90 セパレータ
100 電極製造装置
110 撹拌造粒機
112 混合容器
114 混合羽根
118 モータ
120 成膜部
130 塗膜加工部
132 凹凸転写ロール
150 プレス部
200 リチウムイオン二次電池
Claims (6)
- 二次電池の正負極いずれかの電極であって、
電極集電体と、該電極集電体上に形成された電極活物質層と、を備えており、
前記電極活物質層の膜厚は200μm以上300μm以下であり、
前記電極活物質層の表面には所定のパターンと一定のピッチで繰り返される凹凸形状を有しており、
前記凹凸形状の凹部には、電極密度が相対的に低密度である低密領域が形成され、
前記凹凸形状の凸部には、相対的に高密度である高密領域が形成されており、
前記低密領域と前記高密領域のピッチは、250μm以上5mm以下で繰り返されており、
前記凹部の凹部深さは10μm以上100μm以下であり、
ここで、前記電極活物質層を、該活物質層の表面から前記集電体に至る厚み方向に上層、中間層および下層の3つの層に均等に区分し、
前記低密領域の該上層、該中間層、該下層の前記電極密度(g/cm3)を、それぞれ、dL1、dL2、dL3、
前記高密領域の該上層、該中間層、該下層の前記電極密度(g/cm3)を、それぞれ、dH1、dH2、dH3、としたときに、
(dH3/dL3)<(dH1/dL1)
の関係を具備する、二次電池用電極。 - 前記電極活物質層において、前記低密領域上層dL1と下層dL3とは、
(dL1/dL3)<1.1
の関係を具備する、請求項1に記載の二次電池用電極。 - 正負極いずれかの電極集電体および電極活物質層を有する電極の製造方法であって、以下の工程:
電極活物質とバインダ樹脂と溶媒とを少なくとも含有した凝集粒子によって形成される湿潤粉体を用意する工程、
ここで、前記湿潤粉体は少なくとも50個数%以上の前記凝集粒子が、固相と液相と気相とがペンジュラー状態またはファニキュラー状態を形成していること;
前記湿潤粉体を一対の回転ロールの間に通すことによって、電極集電体上に該湿潤粉体からなる塗膜を、該塗膜の気相を残した状態で成膜する工程;
前記気相を残した状態で成膜された塗膜の表面部に、所定のパターンと一定のピッチで凹凸を形成する工程;
前記凹凸が形成された前記塗膜を乾燥させて電極活物質層を形成する工程;および、
前記電極活物質層をプレスする工程;
を包含する、電極の製造方法。 - 前記凹凸形成工程における前記塗膜は、前記塗膜の断面SEM像において、前記塗膜の単位断面積に対して気相が占める面積の割合の平均値が55%以下である、請求項3に記載の電極の製造方法。
- 前記湿潤粉体を用意する工程において用意される湿潤粉体が、所定の容積(mL)の容器に力を加えずにすり切りに湿潤粉体(g)を入れて計測した嵩比重を緩め嵩比重X(g/mL)とし、
気相が存在しないと仮定して湿潤粉体の組成から算出される比重を真比重Y(g/mL)としたときに、
緩め嵩比重Xと真比重Yとの比:Y/Xが、1.2以上である、請求項3または4に記載の電極の製造方法。 - 前記凹凸形成工程は、前記塗膜を有する集電体の該塗膜の表面に、所定のパターンが表面に形成された回転ロールを押し当てることによって行われる、請求項3~5のいずれか一項に記載の電極の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021031944A JP7334200B2 (ja) | 2021-03-01 | 2021-03-01 | 二次電池用電極および該電極の製造方法 |
| EP22155170.8A EP4053931A3 (en) | 2021-03-01 | 2022-02-04 | Secondary battery electrode and method for producing the electrode |
| US17/672,897 US20220278315A1 (en) | 2021-03-01 | 2022-02-16 | Secondary battery electrode and method for producing the electrode |
| KR1020220024076A KR20220123589A (ko) | 2021-03-01 | 2022-02-24 | 이차 전지용 전극 및 해당 전극의 제조 방법 |
| CN202210181509.5A CN115000340B (zh) | 2021-03-01 | 2022-02-25 | 二次电池用电极和该电极的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021031944A JP7334200B2 (ja) | 2021-03-01 | 2021-03-01 | 二次電池用電極および該電極の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022133084A JP2022133084A (ja) | 2022-09-13 |
| JP7334200B2 true JP7334200B2 (ja) | 2023-08-28 |
Family
ID=80218734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021031944A Active JP7334200B2 (ja) | 2021-03-01 | 2021-03-01 | 二次電池用電極および該電極の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220278315A1 (ja) |
| EP (1) | EP4053931A3 (ja) |
| JP (1) | JP7334200B2 (ja) |
| KR (1) | KR20220123589A (ja) |
| CN (1) | CN115000340B (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007328977A (ja) | 2006-06-07 | 2007-12-20 | Matsushita Electric Ind Co Ltd | 非水系二次電池用電極板とその製造方法および非水系二次電池 |
| JP2013008523A (ja) | 2011-06-23 | 2013-01-10 | Hitachi Vehicle Energy Ltd | 電池用電極及びその製造方法 |
| JP2017100103A (ja) | 2015-12-04 | 2017-06-08 | トヨタ自動車株式会社 | 造粒体の製造装置および製造方法 |
| JP2017212088A (ja) | 2016-05-25 | 2017-11-30 | トヨタ自動車株式会社 | 電極体の製造方法および電池の製造方法 |
| JP2018137187A (ja) | 2017-02-23 | 2018-08-30 | パナソニックIpマネジメント株式会社 | リチウムイオン二次電池およびその製造方法 |
| JP2019046765A (ja) | 2017-09-07 | 2019-03-22 | 三洋化成工業株式会社 | リチウムイオン電池用電極の製造方法及びリチウムイオン電池用電極の製造装置 |
| JP2020061282A (ja) | 2018-10-10 | 2020-04-16 | 三洋化成工業株式会社 | リチウムイオン電池及びその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3745594B2 (ja) * | 2000-06-29 | 2006-02-15 | 三菱電機株式会社 | 電池及びこの電池の電極成形装置 |
| JP4055671B2 (ja) | 2003-07-31 | 2008-03-05 | 日産自動車株式会社 | 非水電解質電池 |
| JP5573922B2 (ja) * | 2012-11-06 | 2014-08-20 | 日産自動車株式会社 | 電池用電極の製造方法 |
| JP6135916B2 (ja) * | 2013-04-04 | 2017-05-31 | トヨタ自動車株式会社 | 非水電解液二次電池および該電池の製造方法 |
| JP5991551B2 (ja) * | 2014-01-08 | 2016-09-14 | トヨタ自動車株式会社 | 非水電解質二次電池 |
| JP2015138619A (ja) * | 2014-01-21 | 2015-07-30 | パナソニックIpマネジメント株式会社 | 非水電解質二次電池の負極の製造方法、および非水電解質二次電池の負極の製造装置 |
| JP6917907B2 (ja) * | 2016-02-12 | 2021-08-11 | 株式会社エンビジョンAescジャパン | リチウムイオン二次電池用正極及びリチウムイオン二次電池、並びにリチウムイオン二次電池用正極の製造方法及び評価方法、及びリチウムイオン二次電池の製造方法 |
| JP2019212464A (ja) * | 2018-06-04 | 2019-12-12 | 三洋化成工業株式会社 | リチウムイオン電池の製造方法 |
| KR20200059057A (ko) * | 2018-11-20 | 2020-05-28 | 삼성전자주식회사 | 전극 구조체 및 그 제조방법과, 전극 구조체를 포함하는 이차 전지 |
-
2021
- 2021-03-01 JP JP2021031944A patent/JP7334200B2/ja active Active
-
2022
- 2022-02-04 EP EP22155170.8A patent/EP4053931A3/en active Pending
- 2022-02-16 US US17/672,897 patent/US20220278315A1/en active Pending
- 2022-02-24 KR KR1020220024076A patent/KR20220123589A/ko unknown
- 2022-02-25 CN CN202210181509.5A patent/CN115000340B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007328977A (ja) | 2006-06-07 | 2007-12-20 | Matsushita Electric Ind Co Ltd | 非水系二次電池用電極板とその製造方法および非水系二次電池 |
| JP2013008523A (ja) | 2011-06-23 | 2013-01-10 | Hitachi Vehicle Energy Ltd | 電池用電極及びその製造方法 |
| JP2017100103A (ja) | 2015-12-04 | 2017-06-08 | トヨタ自動車株式会社 | 造粒体の製造装置および製造方法 |
| JP2017212088A (ja) | 2016-05-25 | 2017-11-30 | トヨタ自動車株式会社 | 電極体の製造方法および電池の製造方法 |
| JP2018137187A (ja) | 2017-02-23 | 2018-08-30 | パナソニックIpマネジメント株式会社 | リチウムイオン二次電池およびその製造方法 |
| JP2019046765A (ja) | 2017-09-07 | 2019-03-22 | 三洋化成工業株式会社 | リチウムイオン電池用電極の製造方法及びリチウムイオン電池用電極の製造装置 |
| JP2020061282A (ja) | 2018-10-10 | 2020-04-16 | 三洋化成工業株式会社 | リチウムイオン電池及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115000340A (zh) | 2022-09-02 |
| CN115000340B (zh) | 2024-03-01 |
| EP4053931A3 (en) | 2022-10-19 |
| EP4053931A2 (en) | 2022-09-07 |
| US20220278315A1 (en) | 2022-09-01 |
| JP2022133084A (ja) | 2022-09-13 |
| KR20220123589A (ko) | 2022-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115084425B (zh) | 二次电池用电极和具备该二次电池用电极的二次电池 | |
| JP7334202B2 (ja) | 二次電池用電極の製造方法および該電極 | |
| JP7334200B2 (ja) | 二次電池用電極および該電極の製造方法 | |
| JP7334201B2 (ja) | 二次電池用電極および該電極の製造方法 | |
| JP7301083B2 (ja) | 非水電解液二次電池用電極および該電極の製造方法ならびに該電極を備える非水電解液二次電池 | |
| JP7229289B2 (ja) | 二次電池用電極の製造方法 | |
| JP7258064B2 (ja) | 二次電池用電極および該電極の製造方法 | |
| JP7320010B2 (ja) | 二次電池用電極の製造方法および電極ならびに該電極を備える二次電池 | |
| JP7208281B2 (ja) | 二次電池用電極の製造方法 | |
| JP7214765B2 (ja) | 二次電池用電極の製造方法 | |
| JP7297005B2 (ja) | 電極の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230131 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230224 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230803 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230816 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7334200 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |