JP7294882B2 - 再生炭素繊維を含有する成形体および成形体の製造方法 - Google Patents
再生炭素繊維を含有する成形体および成形体の製造方法 Download PDFInfo
- Publication number
- JP7294882B2 JP7294882B2 JP2019095502A JP2019095502A JP7294882B2 JP 7294882 B2 JP7294882 B2 JP 7294882B2 JP 2019095502 A JP2019095502 A JP 2019095502A JP 2019095502 A JP2019095502 A JP 2019095502A JP 7294882 B2 JP7294882 B2 JP 7294882B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- composite material
- molded article
- raw material
- fiber composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/375—Plasticisers, homogenisers or feeders comprising two or more stages
- B29C48/385—Plasticisers, homogenisers or feeders comprising two or more stages using two or more serially arranged screws in separate barrels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
- B29B7/426—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix with consecutive casings or screws, e.g. for charging, discharging, mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/482—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws provided with screw parts in addition to other mixing parts, e.g. paddles, gears, discs
- B29B7/483—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws provided with screw parts in addition to other mixing parts, e.g. paddles, gears, discs the other mixing parts being discs perpendicular to the screw axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/487—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws with consecutive casings or screws, e.g. for feeding, discharging, mixing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
- B29B7/488—Parts, e.g. casings, sealings; Accessories, e.g. flow controlling or throttling devices
- B29B7/489—Screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
- B29B7/726—Measuring properties of mixture, e.g. temperature or density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/84—Venting or degassing ; Removing liquids, e.g. by evaporating components
- B29B7/845—Venting, degassing or removing evaporated components in devices with rotary stirrers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/58—Details
- B29C45/60—Screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/51—Screws with internal flow passages, e.g. for molten material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/68—Barrels or cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/74—Bypassing means, i.e. part of the molten material being diverted into downstream stages of the extruder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/76—Venting, drying means; Degassing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/042—Coating with two or more layers, where at least one layer of a composition contains a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/06—Elements
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/9258—Velocity
- B29C2948/9259—Angular velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0005—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fibre reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/26—Scrap or recycled material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0094—Geometrical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/016—Additives defined by their aspect ratio
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/62—Plastics recycling; Rubber recycling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Moulding By Coating Moulds (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
そこで、本発明は、高い強度および弾性を備えた再生炭素繊維を含有する炭素繊維複合材料およびその製造方法を提供することを目的とする。
本発明の成形体は、樹脂および再生炭素繊維を含有する炭素繊維複合材料を射出成形することにより成形されたものであり、前記炭素繊維複合材料における前記再生炭素繊維の含有量が58~70重量%であり、射出成形時における流れ方向をMD、前記流れ方向に対する直角方向をTDとしたとき、引張強度の比(TD/MD)が0.75以上、および/または引張弾性の比(TD/MD)が0.85以上であることを特徴としている。
本発明の炭素繊維複合材料は、樹脂および50~70重量%の再生炭素繊維を含有している。連続式高せん断加工装置を用いる本発明の製造方法により、50~70重量%の高濃度の再生炭素繊維が良好な状態で分散された炭素繊維複合材料を製造することが可能になる。再生炭素繊維を高濃度で含有することにより、強度および弾性などの機械的特性が良好な炭素繊維複合材料となる。本発明において、数値範囲「A~B」は「A以上B以下」を意味する。
再生炭素繊維を高濃度で含有する炭素繊維複合材料は、一般的に固く、溶融粘度が高いため、射出成形に向いていない。しかし、本実施形態の炭素繊維複合材料には、高濃度の再生炭素繊維が分散性良く配合されているから、適度な流動性を備えている。このため、射出成形により成形体を形成することが可能である。
上述した本発明の炭素繊維複合材料は、樹脂および再生炭素繊維を含む原料を溶融混練して連続的に吐出する連続式高せん断加工装置を用いて、内部に通路を備えたスクリュ本体の外周面に沿って、再生炭素繊維を50~70重量%含有する原料を搬送する際、外周面に設けられた障壁部により原料の搬送を制限して、スクリュ本体により原料にせん断力を加えるとともに、外周面に設けられた通路の入口から通路の出口へ通過させて原料に伸長力を加えることによって製造できる。
図1には、第1の実施形態に係る連続式高せん断加工装置(混練装置)1の構成が概略的に示されている。高せん断加工装置1は、第1の押出機(処理機)2、第2の押出機3および第3の押出機(脱泡機)4を備えている。第1の押出機2、第2の押出機3および第3の押出機4は、互いに直列に接続されている。
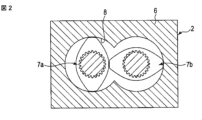
図5、図6に示すように、第2の押出機3のバレル20は、真っ直ぐな筒状であって、水平に配置されている。バレル20は、複数のバレルエレメント31に分割されている。
なお、バレル20の供給口34は、スクリュ本体37の基端の側に配置された搬送部81に向けて開口している。
図1~図11を参照して実施の形態で説明した連続式高せん断加工装置を用いて、再生炭素繊維(適宜、RCFという)と熱可塑性樹脂原料を混練して炭素繊維複合材料を製造した。表1に示すように、再生炭素繊維には市販品(カーボンリサイクル工業(株)製、東レT800相当のグレード-1次加熱品)を使用して、熱可塑性樹脂として、ポリアミド6樹脂(PA6、商品名:アミランCM1017、東レ(株)製)またはポリフェニレンサルファイド樹脂(PPS、商品名:トレリナA900B1、東レ(株)製)を用いた。
スクリュ径(外径):48mm
スクリュ有効長(L/D):6.25~18.75
原料供給量:10kg/時間
バレル設定温度:250℃
入口、出口および通路本体の断面形状:直径4mmの円形
<引張強度>
JIS K 7161に準拠して測定した。
試験片は射出成形により、中央幅が10mm、長さが175mm、厚み4mmのダンベル形状の試験片を作製した。試験片の形状はダンベル状1A号形とした。引張試験は、卓上形精密万能試験機(島津製作所(株)製オートグラフAG-50kN型)を用い、クロスヘッド速度を5mm/分とし、試験片の破断まで荷重を負荷した。引張強度について以下の計算式から算出した。
F=P/W×D
F:強度(MPa)
P:破壊荷重(MPa)
W:試験片の幅(mm)
D:試験片の厚さ(mm)
引張試験は,JIS K 7161に準拠して実施した。引張弾性率は、試験で得られた応力-歪の関係から、ε1及びε2の歪み2点間に対応する応力/歪み曲線の傾きから求めた。尚、歪は測定前に校正した伸び計(イプシロン社製)にて計測した。
E=((σ2-σ1)/(ε2-ε1))/1000
E:弾性率(GPa)
ε1:歪み0.1%(0.001)
ε2:歪み0.3%(0.003)
σ1:ε1における応力(MPa)
σ2:ε2における応力(MPa)
JIS K 7171に準拠して測定した。
試験片は射出成形により、幅が10mm、長さが80mm、厚み4mmのダンベル形状の試験片を作製した。曲げ試験は3点曲げとし、卓上形精密万能試験機(島津製作所(株)製オートグラフAG-50kN型)を用いて試験した。クロスヘッド速度を2mm/分とし、試験片の破断まで荷重を負荷した。曲げ強度について以下の計算式から算出した。
F=3×P×L/2×W×D2
F:強度(MPa)
P:破壊荷重(MPa)
L:支点間距離 64mm
W:試験片の幅(mm)
D:試験片の厚さ(mm)
曲げ試験は,JIS K 7171に準拠して実施した。曲げ弾性率は、試験で得られた応力-歪み(伸び)の関係から、ε1及びε2の歪み2点間に対応する応力/歪み曲線の傾きから求めた。
E=((σ2-σ1)/(ε2-ε1))/1000
E:弾性率(GPa)
ε1:歪み0.05%(0.0005)
ε2:歪み0.25%(0.0025)
σ1:ε1における応力(MPa)
σ2:ε2における応力(MPa)
各条件で得られた混練物を500℃以上の不活性雰囲気下で樹脂を飛ばし、炭素繊維を採取した。得られた炭素繊維をレーザ回折・散乱式粒子径分布測定装置(マイクロトラックベル社製MT3300II)に投入して、繊維分布を測定しメジアン径(D50)を求め、画像解析して、円相当径と長径を測定しアスペクト比を求めた。


実施例1(RCF:50重量%)と同じ原料を用いた場合、炭素繊維複合材料(比較例2)を調製することができ、引張強度が265(MPa)、引張弾性率が31(GPa)であったが、試験中はタブ部での破壊が多かった。また、製造中も吐出した炭素繊維複合材料が途中で切れてしまうなど、安定した連続製造はできなかった。結果、一般的なTEM二軸混練押出機では、実施例1~3(RCF:50~65重量%)と同じ原料を用いた炭素繊維複合材料は、連続して製造することができなかった(比較例2~4)。このように、本発明の炭素繊維複合材料は、一般的なTEM二軸混練押出機を用いて製造することは困難であった。
原料にせん断力を付与するための通路の数を増やすことにより、炭素繊維複合材料の引張強度が向上する傾向が認められた。引張強度が高い炭素繊維複合材料を製造するためには、通路を複数設けて、高せん断加工時の回転数を低くすることが好ましい。
引張強度および引張弾性率が良好な炭素繊維複合材料は、曲げ強度および曲げ弾性率も良好であった。
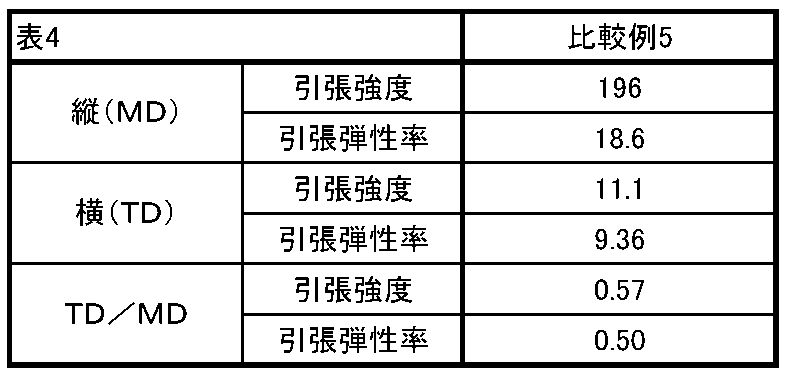
射出成形により、200mm×200mmの厚み4mmの平板を作製し、金型内を溶融樹脂が流れる方向(MD)および、その直角方法(TD)に、中央部分から引張試験に用いたダンベル形状の試験片を機械加工にて切出し、上述した方法により引張強度(JIS K 7161)および引張弾性率(JIS K 7161)を測定した。
実施例12の炭素繊維複合材料の代わりに、市販の炭素繊維複合材料(製品名:PYLOFIL、三菱ケミカル(株)製、未使用炭素繊維が30%、PA6が70%)を用いて射出成形により同じ形状の平板を作製し、実施例12と同様の条件・方法により異方性を測定した。測定結果を表4に示す。

上述した実施例12、14の成形品の曲げ弾性率、引張強度、比剛性および比強度を測定した。また、未使用炭素繊維:30%とPA6:70%との炭素繊維複合材料(比較例5)、ガラス繊維とPPSとの複合材料(比較例6)、PPSの成形品(比較例7)、アルミダイキャスト(比較例8、Al-DC)およびマグネシウムダイキャスト(比較例9、Mg-DC)それぞれの成形品についても同様にして、曲げ弾性率、引張強度、比剛性および比強度を測定した。これらの曲げ弾性率、引張強度、比剛性および比強度とあわせて、表5、図12(a)および図12(b)に示す。比剛性は、曲げ弾性率の3乗根を比重で割って規格化した値であり、比強度は引張強度を比重で割って規格化した値である。
実施例12および比較例5の炭素繊維複合材料の導電率をJIS K 7194に準拠して測定した。結果を表5に示す。
導電率測定では、測定用の試験片として、射出成形により平板を作製した。導電率は、低抵抗抵抗率計を用いて各試験片について5点測定した。1個の試験片から5個の抵抗率が算出されるので、15個の抵抗率が算出される。この15個の抵抗率を平均した値を導電率とした。
作製条件:温度260℃、
試験片 :長さ60mm、幅60mm、厚み4mm

繊維複合材料の約40倍という極めて高い導電性を実現できたといえる。
6:バレル 7a,7b:スクリュ 8:シリンダ部 9:供給口 11:フィード部
12:混練部 13:ポンピング部 14:フライト 15:ディスク 16:フライト
20:バレル 21:スクリュ 22:バレル 23:ベントスクリュ
24:シリンダ部 25:ベント口 26:真空ポンプ 27:ヘッド部 28:吐出口
29:フライト 31:バレルエレメント 32:貫通孔 33:シリンダ部
34:供給口 35:冷媒通路 36:ヘッド部 36a:吐出口 37:スクリュ本体
38:回転軸 39:筒体 40:第1の軸部 41:第2の軸部 42:継手部
43:ストッパ部 44:第1のカラー 45a,45b:キー
49a,49b:キー溝 51:第2のカラー 52:固定ねじ 53:搬送路
81:搬送部 82:障壁部 84,86:フライト
88,88a,88b,88c,88d:通路 89:壁面 91:入口 92:出口
93:通路本体 O1:軸線
Claims (7)
- 樹脂および再生炭素繊維を含有する炭素繊維複合材料を射出成形することにより成形された成形体であって、
前記炭素繊維複合材料における前記再生炭素繊維の含有量が58~70重量%であり、
射出成形時における流れ方向をMD、前記流れ方向に対する直角方向をTDとしたとき、引張強度の比(TD/MD)が0.75以上、および/または引張弾性の比(TD/MD)が0.85以上であることを特徴とする成形体。 - 前記再生炭素繊維のアスペクト比の平均が3.4~4.0である
請求項1に記載の成形体。 - 前記再生炭素繊維の繊維長(D50)が100~150μmである
請求項2に記載の成形体。 - 前記樹脂が、熱可塑性樹脂である
請求項3に記載の成形体。 - 内部に通路を備えたスクリュ本体の外周面に沿って、再生炭素繊維を58~70重量%含有する原料を搬送する際、
前記外周面に設けられた障壁部により前記原料の搬送を制限して、前記スクリュ本体により前記原料にせん断力を加えるとともに、前記外周面に設けられた前記通路の入口から前記通路の出口へ通過させて前記原料に伸長力を加えて炭素繊維複合材料とし、
前記炭素繊維複合材料を射出成形して請求項1に記載の成形体とする、成形体の製造方法。 - 前記通路が、前記スクリュ本体の内部に並行して複数設けられている
請求項5に記載の成形体の製造方法。 - 前記スクリュ本体の回転数が200~500(回転/分間)であり、前記原料の搬送を制限する回数が2~4回である
請求項5に記載の成形体の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019095502A JP7294882B2 (ja) | 2019-05-21 | 2019-05-21 | 再生炭素繊維を含有する成形体および成形体の製造方法 |
| TW109116445A TWI754935B (zh) | 2019-05-21 | 2020-05-18 | 含有再生碳纖維的碳纖維複合材料、成形體及碳纖維複合材料的製造方法 |
| PCT/JP2020/019673 WO2020235533A1 (ja) | 2019-05-21 | 2020-05-18 | 再生炭素繊維を含有する炭素繊維複合材料、成形体および炭素繊維複合材料の製造方法 |
| US17/612,559 US20220305704A1 (en) | 2019-05-21 | 2020-05-18 | Carbon fiber composite material containing recycled carbon fibers, molded body, and method for producing carbon fiber composite material |
| CN202080036449.7A CN113840711B (zh) | 2019-05-21 | 2020-05-18 | 一种成形体及其制造方法 |
| KR1020217040993A KR102693417B1 (ko) | 2019-05-21 | 2020-05-18 | 재생 탄소 섬유를 함유하는 탄소 섬유 복합 재료, 성형체 및 탄소 섬유 복합 재료의 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019095502A JP7294882B2 (ja) | 2019-05-21 | 2019-05-21 | 再生炭素繊維を含有する成形体および成形体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020189916A JP2020189916A (ja) | 2020-11-26 |
| JP7294882B2 true JP7294882B2 (ja) | 2023-06-20 |
Family
ID=73453389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019095502A Active JP7294882B2 (ja) | 2019-05-21 | 2019-05-21 | 再生炭素繊維を含有する成形体および成形体の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220305704A1 (ja) |
| JP (1) | JP7294882B2 (ja) |
| KR (1) | KR102693417B1 (ja) |
| CN (1) | CN113840711B (ja) |
| TW (1) | TWI754935B (ja) |
| WO (1) | WO2020235533A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6639800B2 (ja) * | 2014-05-08 | 2020-02-05 | 東芝機械株式会社 | 押出機用スクリュ並びに押出機および押出方法 |
| JP6639798B2 (ja) * | 2014-05-08 | 2020-02-05 | 東芝機械株式会社 | 押出機用スクリュ並びに押出機および押出方法 |
| JP6446234B2 (ja) * | 2014-10-27 | 2018-12-26 | 東芝機械株式会社 | 押出機用スクリュ、スクリュエレメント、押出機および押出方法 |
| JP7382047B2 (ja) * | 2021-08-31 | 2023-11-16 | 芝浦機械株式会社 | 繊維強化複合材料の製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000318004A (ja) | 1999-05-10 | 2000-11-21 | Mitsubishi Heavy Ind Ltd | 射出成形機の射出装置 |
| JP2012533503A (ja) | 2009-07-17 | 2012-12-27 | カーボン ファイバー プリフォームズ リミテッド | 繊維マトリックス及び繊維マトリックスの作成方法 |
| JP2015007212A (ja) | 2013-05-30 | 2015-01-15 | エフテックス有限会社 | ポリエステル・炭素繊維共重合体の製造方法 |
| JP2015214143A (ja) | 2014-04-24 | 2015-12-03 | 東芝機械株式会社 | 押出機用スクリュ並びに押出機および押出方法 |
| JP2015227051A (ja) | 2014-05-08 | 2015-12-17 | 東芝機械株式会社 | 押出機用スクリュ並びに押出機および押出方法 |
| JP2016521295A (ja) | 2013-03-28 | 2016-07-21 | イーエルジー カーボン ファイバー インターナショナル ゲーエムベーハー | 炭素繊維含有樹脂から炭素繊維を回収するための熱分解システム及び方法 |
| JP2020143228A (ja) | 2019-03-07 | 2020-09-10 | 住友ベークライト株式会社 | ねじ止め用成形体 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010107022A1 (ja) * | 2009-03-16 | 2010-09-23 | 東レ株式会社 | 繊維強化樹脂組成物、成形材料および繊維強化樹脂組成物の製造方法 |
| JP6047569B2 (ja) * | 2011-07-21 | 2016-12-21 | インテグリス・インコーポレーテッド | ナノチューブ及び微粉砕炭素繊維ポリマー複合組成物ならびに作製方法 |
| CN103709703A (zh) * | 2013-12-11 | 2014-04-09 | 上海交通大学 | 回收碳纤维再生利用增强热塑性树脂复合材料及其制备方法 |
| CN104861563A (zh) * | 2014-10-17 | 2015-08-26 | 青岛欣展塑胶有限公司 | 一种改性ptt/碳纤维复合材料及其制备方法 |
| US20180016420A1 (en) * | 2015-01-25 | 2018-01-18 | Ftex Incorporated | Method for producing modified polyester resin reinforced with carbon fiber |
| JP6764225B2 (ja) | 2015-10-23 | 2020-09-30 | カーボンファイバーリサイクル工業株式会社 | 再生炭素繊維の製造方法 |
| CN105199379B (zh) * | 2015-10-27 | 2017-12-19 | 北京纳盛通新材料科技有限公司 | 一种连续长碳纤维增强热塑性树脂基纳米复合材料及其制备方法和应用 |
| WO2018011131A1 (de) * | 2016-07-13 | 2018-01-18 | Ems-Patent Ag | Leitfähige thermoplastische polyamidformmasse |
| CN108807786B (zh) * | 2017-05-04 | 2020-05-15 | 宁波昌祺微滤膜科技有限公司 | 一种用于电池隔离的增强膜及其制备方法 |
-
2019
- 2019-05-21 JP JP2019095502A patent/JP7294882B2/ja active Active
-
2020
- 2020-05-18 TW TW109116445A patent/TWI754935B/zh active
- 2020-05-18 WO PCT/JP2020/019673 patent/WO2020235533A1/ja active Application Filing
- 2020-05-18 US US17/612,559 patent/US20220305704A1/en active Pending
- 2020-05-18 CN CN202080036449.7A patent/CN113840711B/zh active Active
- 2020-05-18 KR KR1020217040993A patent/KR102693417B1/ko active IP Right Grant
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000318004A (ja) | 1999-05-10 | 2000-11-21 | Mitsubishi Heavy Ind Ltd | 射出成形機の射出装置 |
| JP2012533503A (ja) | 2009-07-17 | 2012-12-27 | カーボン ファイバー プリフォームズ リミテッド | 繊維マトリックス及び繊維マトリックスの作成方法 |
| JP2016521295A (ja) | 2013-03-28 | 2016-07-21 | イーエルジー カーボン ファイバー インターナショナル ゲーエムベーハー | 炭素繊維含有樹脂から炭素繊維を回収するための熱分解システム及び方法 |
| JP2015007212A (ja) | 2013-05-30 | 2015-01-15 | エフテックス有限会社 | ポリエステル・炭素繊維共重合体の製造方法 |
| JP2015214143A (ja) | 2014-04-24 | 2015-12-03 | 東芝機械株式会社 | 押出機用スクリュ並びに押出機および押出方法 |
| JP2015227051A (ja) | 2014-05-08 | 2015-12-17 | 東芝機械株式会社 | 押出機用スクリュ並びに押出機および押出方法 |
| JP2020143228A (ja) | 2019-03-07 | 2020-09-10 | 住友ベークライト株式会社 | ねじ止め用成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102693417B1 (ko) | 2024-08-09 |
| WO2020235533A1 (ja) | 2020-11-26 |
| CN113840711A (zh) | 2021-12-24 |
| TWI754935B (zh) | 2022-02-11 |
| US20220305704A1 (en) | 2022-09-29 |
| JP2020189916A (ja) | 2020-11-26 |
| KR20220010521A (ko) | 2022-01-25 |
| TW202043003A (zh) | 2020-12-01 |
| CN113840711B (zh) | 2023-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7294882B2 (ja) | 再生炭素繊維を含有する成形体および成形体の製造方法 | |
| TWI818021B (zh) | 導電性複合材料的混煉方法 | |
| JP7093681B2 (ja) | 混練方法および混練物 | |
| KR101335048B1 (ko) | 플라스틱원료의 가소화 혼련압출기 | |
| JP4786648B2 (ja) | 繊維状充填剤高濃度配合樹脂組成物の製造方法及び樹脂組成物ペレット | |
| WO2017203943A1 (ja) | 繊維含有粒状樹脂構造物、繊維含有粒状樹脂構造物の製造方法、繊維強化樹脂硬化物、及び繊維強化樹脂成形品 | |
| Zander et al. | Rubber toughened recycled polyethylene terephthalate for material extrusion additive manufacturing | |
| WO2019198479A1 (ja) | 混練方法および混練物 | |
| US20050063246A1 (en) | Mixing and kneading device for polymer compositions | |
| TWI496675B (zh) | Glass fiber reinforced thermoplastic synthetic resin composites for the production of compressed products | |
| JP7382047B2 (ja) | 繊維強化複合材料の製造方法 | |
| TWI850725B (zh) | 纖維強化複合材料的製造方法 | |
| JP5032244B2 (ja) | 繊維強化熱可塑性樹脂組成物の製造装置およびその製造方法 | |
| JPH09235382A (ja) | 電磁波シールド材用原料およびその製造方法 | |
| TWI854674B (zh) | 熱可塑性樹脂組合物的製造方法 | |
| US20130072627A1 (en) | Just-in-time compounding in an injection molding machine | |
| JP2023138391A (ja) | 炭素繊維強化熱可塑性樹脂成形品 | |
| EP0241590B1 (en) | Mixing mechanism for compounding filled plastics | |
| TW202404785A (zh) | 熱可塑性樹脂組合物的製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220405 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230523 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7294882 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |