JP7112330B2 - 基材上に硬質材料層を製造するための方法、硬質材料層、切削工具及び被膜源 - Google Patents
基材上に硬質材料層を製造するための方法、硬質材料層、切削工具及び被膜源 Download PDFInfo
- Publication number
- JP7112330B2 JP7112330B2 JP2018546658A JP2018546658A JP7112330B2 JP 7112330 B2 JP7112330 B2 JP 7112330B2 JP 2018546658 A JP2018546658 A JP 2018546658A JP 2018546658 A JP2018546658 A JP 2018546658A JP 7112330 B2 JP7112330 B2 JP 7112330B2
- Authority
- JP
- Japan
- Prior art keywords
- crtan
- altin
- substrate
- layer
- deposited
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000576 coating method Methods 0.000 title claims description 109
- 239000011248 coating agent Substances 0.000 title claims description 92
- 239000000758 substrate Substances 0.000 title claims description 65
- 239000000463 material Substances 0.000 title claims description 54
- 238000005520 cutting process Methods 0.000 title claims description 36
- 238000004519 manufacturing process Methods 0.000 title claims description 24
- 239000010410 layer Substances 0.000 claims description 142
- 238000000034 method Methods 0.000 claims description 48
- 239000000203 mixture Substances 0.000 claims description 42
- 238000005240 physical vapour deposition Methods 0.000 claims description 41
- 239000002131 composite material Substances 0.000 claims description 38
- 239000000843 powder Substances 0.000 claims description 23
- 238000000151 deposition Methods 0.000 claims description 21
- 229910052751 metal Inorganic materials 0.000 claims description 18
- 239000002184 metal Substances 0.000 claims description 18
- 230000008021 deposition Effects 0.000 claims description 16
- 239000013078 crystal Substances 0.000 claims description 15
- 229910052715 tantalum Inorganic materials 0.000 claims description 14
- 229910052804 chromium Inorganic materials 0.000 claims description 10
- 238000000280 densification Methods 0.000 claims description 8
- 238000007731 hot pressing Methods 0.000 claims description 7
- 239000011247 coating layer Substances 0.000 claims description 6
- 229910004525 TaCr Inorganic materials 0.000 claims description 5
- 239000002245 particle Substances 0.000 claims description 5
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 claims description 4
- 238000001513 hot isostatic pressing Methods 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 3
- 239000011651 chromium Substances 0.000 description 22
- 239000002356 single layer Substances 0.000 description 12
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 10
- 239000010936 titanium Substances 0.000 description 9
- 238000005259 measurement Methods 0.000 description 7
- 238000005245 sintering Methods 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- 229910052757 nitrogen Inorganic materials 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000002149 energy-dispersive X-ray emission spectroscopy Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 238000003801 milling Methods 0.000 description 5
- 229910052710 silicon Inorganic materials 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 4
- 229910052735 hafnium Inorganic materials 0.000 description 4
- 230000003647 oxidation Effects 0.000 description 4
- 238000007254 oxidation reaction Methods 0.000 description 4
- 238000004544 sputter deposition Methods 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 4
- 229910052720 vanadium Inorganic materials 0.000 description 4
- 238000007740 vapor deposition Methods 0.000 description 4
- 238000004040 coloring Methods 0.000 description 3
- 230000001419 dependent effect Effects 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 150000001247 metal acetylides Chemical class 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- 229910052750 molybdenum Inorganic materials 0.000 description 3
- 238000002490 spark plasma sintering Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 238000005979 thermal decomposition reaction Methods 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical group [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 239000008186 active pharmaceutical agent Substances 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 239000011195 cermet Substances 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 238000001755 magnetron sputter deposition Methods 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 238000010587 phase diagram Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 239000011364 vaporized material Substances 0.000 description 2
- 239000002347 wear-protection layer Substances 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910004479 Ta2N Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical group [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005219 brazing Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000008199 coating composition Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010891 electric arc Methods 0.000 description 1
- 230000005684 electric field Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000001336 glow discharge atomic emission spectroscopy Methods 0.000 description 1
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 1
- 238000000168 high power impulse magnetron sputter deposition Methods 0.000 description 1
- 239000008240 homogeneous mixture Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052758 niobium Inorganic materials 0.000 description 1
- 239000010955 niobium Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000000053 physical method Methods 0.000 description 1
- 238000004663 powder metallurgy Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000003870 refractory metal Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical group [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 description 1
- 238000001238 wet grinding Methods 0.000 description 1
- 229910052845 zircon Inorganic materials 0.000 description 1
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/347—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with layers adapted for cutting tools or wear applications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/148—Composition of the cutting inserts
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/045—Alloys based on refractory metals
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0635—Carbides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0641—Nitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0688—Cermets, e.g. mixtures of metal and one or more of carbides, nitrides, oxides or borides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/3407—Cathode assembly for sputtering apparatus, e.g. Target
- C23C14/3414—Metallurgical or chemical aspects of target preparation, e.g. casting, powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/042—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material including a refractory ceramic layer, e.g. refractory metal oxides, ZrO2, rare earth oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/048—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material with layers graded in composition or physical properties
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/341—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one carbide layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/40—Coatings including alternating layers following a pattern, a periodic or defined repetition
- C23C28/42—Coatings including alternating layers following a pattern, a periodic or defined repetition characterized by the composition of the alternating layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
- B22F2003/1051—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding by electric discharge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2224/00—Materials of tools or workpieces composed of a compound including a metal
- B23B2224/24—Titanium aluminium nitride
Description


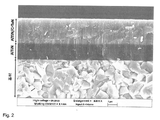
BL: AlTiN/CrTaN二重層。ここで、基材上に厚さ2μmのAlTiNが堆積され、その上に厚さ2.9μmのCrTaNが堆積された。
ML: AlTiNの基層被膜とその上に構築されたCrTaN/AlTiN多層被膜系。ここで、AlTiN基層は厚さ1.8μmに、CrTaN/AlTiN多層被膜系は厚さが3μmに施された。多層被膜系の個々の被膜は厚さが約15nmであった。
ML+DS: AlTiN基層の上にAlTiN/CrTaN多層被膜系が構築され、その上にCrTaN被覆層が堆積された。CrTAN被覆層の厚さは1.1μm、AlTiN/CrTaN多層被膜系の厚さは2μm、AlTiN基層の厚さは1.9μmであった。多層被膜系の個々の被膜の厚さは約15nmであった。
SL: 層厚が2.5μmのCrTaN単層
Ref.1-PM: 厚さ2.8μmの60Al/40Ti複合ターゲットから堆積されたAlTiN単層から成る参照被膜
Ref.2-CC: 厚さ3μmの60Al/40TiNプラグターゲットから堆積されたAlTiN単層から成る参照被膜





2 Ta又はTa混合結晶相
3 TaCr2相
Claims (20)
- 物理気相蒸着(PVD)によってCrTaNとAlTiNとを交互に堆積することにより基材上に多層被膜系が施されることを特徴とする基材上に硬質材料層を製造するための方法であって、
AlTiNが、原子組成AlxTi1-xN(0.2≦x≦0.9)で基材上に施され、
CrTaNが原子組成Cr1-yTayN(0.01≦y≦0.65)で基材上に施され、
前記多層被膜系の個々の層が、5~200ナノメータの厚さで堆積され、ここで、10~5,000の数の層が交互に堆積される、
方法。 - CrTaNが、複合ターゲットから堆積されることを特徴とする請求項1に記載の方法。
- AlTiNが、複合ターゲットから堆積されることを特徴とする請求項1又は2記載の方法。
- AlTiNが、原子組成AlxTi1-xN(式中、GDOES又はEDXで測定して、0.4≦x≦0.8である。)で前記基材上に施されることを特徴とする請求項1~3のいずれか1項に記載の方法。
- CrTaNが原子組成Cr1-yTayN(式中、GDOES又はEDXで測定して、0.2≦y≦0.4である。)で前記基材上に施されることを特徴とする請求項1~4のいずれか1項に記載の方法。
- 前記多層被膜系の個々の層が、10~100ナノメータの厚さで堆積されることを特徴とする請求項1~5のいずれか1項に記載の方法。
- 前記多層被膜系において、25~1,000の数の層が交互に堆積されることを特徴とする請求項1~6のいずれか1項に記載の方法。
- 前記基材上に、先ず、物理気相蒸着(PVD)によりAlTiN基層が堆積され、このAlTiN基層の上にCrTaN層とAlTiN層との交互堆積により前記多層被膜系が施されることを特徴とする請求項1~7のいずれか1項に記載の方法。
- 物理気相蒸着(PVD)により前記多層被膜系の上に、TiN又はCrTaNから成る被覆層が、0.1~10μmの厚さで施されることを特徴とする請求項1~8のいずれか1項に記載の方法。
- 基材上に物理気相蒸着(PVD)層としてのCrTaN層とAlTiN層とが交互に堆積された多層被膜系を含み、
前記AlTiN層の原子組成はAl x Ti 1-x N(0.2≦x≦0.9)であり、
前記CrTaN層の原子組成はCr 1-y Ta y N(0.01≦y≦0.65)であり、
前記CrTaN層および前記AlTiN層の個々の層が、5~200ナノメータの厚さであり、10~5,000の数の層が交互に堆積されている、
硬質材料層。 - 多層被膜系が、物理気相蒸着(PVD)によって基材上に交互に堆積されたCrTaN層とAlTiN層とを有することを特徴とする、硬質金属から成る基材を有する切削工具であって、
AlTiNが、原子組成AlxTi1-xN(0.2≦x≦0.9)であり、
CrTaNが、原子組成Cr1-yTayN(0.01≦y≦0.65)であり、
前記多層被膜系の個々の層が、5~200ナノメータの厚さであり、ここで、10~5,000の数の層が交互に堆積されている、
切削工具。 - AlTiN基層が、前記基材と前記CrTaN/AlTiN多層被膜系との間に設けられていることを特徴とする請求項11に記載の切削工具。
- TiN又はCrTaNから成る少なくとも1つの被覆層が、前記CrTaN/AlTiN多層被膜系の上に施されることを特徴とする請求項11又は12に記載の切削工具。
- 請求項1~9のいずれか1項に記載の方法において基材上にCrTaNを物理気相蒸着(PVD)するための被膜源の製造方法であって、純Cr粉末と純Ta粉末とから成る粉末混合物が用意され、前記被膜源がこの粉末混合物の熱間高密度化により賦形される方法。
- 前記被膜源が、純Cr又はCr混合結晶の相1、純Ta又はTa混合結晶の相2、及びTaCr 2 の相3、からなる3つの相を含むように前記熱間高密度化を行う、請求項14に記載の方法。
- 前記粉末混合物が1~60原子%のTa含有量を有することを特徴とする請求項14又は15に記載の方法。
- Cr粉末又はTa粉末の粒径が45μm以下であることを特徴とする請求項14~16のいずれか1項に記載の方法。
- 前記熱間高密度化が、ホットプレス、直接通電型プレス、又は熱間等方圧プレス(HIP)により実施されることを特徴とする請求項14~17のいずれか1項に記載の方法。
- 前記ホットプレスが1,100~1,750℃の温度範囲で行なわれることを特徴とする請求項18に記載の方法。
- 前記ホットプレスの処理時間が1時間内であることを特徴とする請求項19に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATGM49/2016 | 2016-03-07 | ||
| ATGM49/2016U AT15220U1 (de) | 2016-03-07 | 2016-03-07 | Verfahren zur Herstellung einer Hartstoffschicht auf einem Substrat, Hartstoffschicht, Zerspanwerkzeug sowie Beschichtungsquelle |
| PCT/AT2017/000010 WO2017152196A1 (de) | 2016-03-07 | 2017-03-03 | Verfahren zur herstellung einer hartstoffschicht auf einem substrat, hartstoffschicht, zerspanwerkzeug sowie beschichtungsquelle |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019509399A JP2019509399A (ja) | 2019-04-04 |
| JP2019509399A5 JP2019509399A5 (ja) | 2020-03-05 |
| JP7112330B2 true JP7112330B2 (ja) | 2022-08-03 |
Family
ID=58264126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018546658A Active JP7112330B2 (ja) | 2016-03-07 | 2017-03-03 | 基材上に硬質材料層を製造するための方法、硬質材料層、切削工具及び被膜源 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10920325B2 (ja) |
| EP (2) | EP3426816A1 (ja) |
| JP (1) | JP7112330B2 (ja) |
| CN (1) | CN108884551A (ja) |
| AT (1) | AT15220U1 (ja) |
| WO (1) | WO2017152196A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6814758B2 (ja) * | 2018-02-19 | 2021-01-20 | 山陽特殊製鋼株式会社 | スパッタリングターゲット |
| JP7274121B2 (ja) * | 2019-03-05 | 2023-05-16 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐摩耗性および耐剥離性を発揮する表面被覆切削工具 |
| US10484940B1 (en) * | 2019-05-21 | 2019-11-19 | Motorola Mobility Llc | Network association based on network performance capabilities |
| CN111441024A (zh) * | 2020-04-29 | 2020-07-24 | 金堆城钼业股份有限公司 | 一种钨表面阻氧膜及其制备方法 |
| CN112247145B (zh) * | 2020-10-28 | 2022-11-04 | 湖南华曙高科技股份有限公司 | 一种制备金属制件的间接成型方法及设备 |
| CN112264619B (zh) * | 2020-10-28 | 2022-11-01 | 湖南华曙高科技股份有限公司 | 一种制备金属制件的间接成型方法 |
| CN112276111B (zh) * | 2020-10-28 | 2022-11-01 | 湖南华曙高科技股份有限公司 | 一种用于选择性激光烧结的高层厚低温烧结方法及设备 |
| CN112296356B (zh) * | 2020-10-28 | 2022-11-04 | 湖南华曙高科技股份有限公司 | 一种用于选择性激光烧结的高层厚烧结方法及设备 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001277010A (ja) | 2000-03-29 | 2001-10-09 | Ngk Spark Plug Co Ltd | 被覆工具 |
| JP2003326415A (ja) | 2002-03-20 | 2003-11-18 | Seco Tools Ab | 切削工具インサート、その製造方法およびそれを用いたフライス加工方法 |
| JP2008093760A (ja) | 2006-10-10 | 2008-04-24 | Nachi Fujikoshi Corp | ドライ加工で優れた性能を発揮する硬質被膜 |
| JP2008279563A (ja) | 2007-05-11 | 2008-11-20 | Sumitomo Electric Ind Ltd | 表面被覆切削工具 |
| JP2012130948A (ja) | 2010-12-22 | 2012-07-12 | Sumitomo Electric Ind Ltd | 回転ツール |
| CN102978576A (zh) | 2012-12-03 | 2013-03-20 | 苏州晶纯新材料有限公司 | 一种高致密铬合金靶材的生产方法 |
| JP2014077201A (ja) | 2006-10-10 | 2014-05-01 | Oerlikon Trading Truebbach | 少なくとも1つの複酸化物混合結晶皮膜を有する皮膜システム |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10133216A (ja) * | 1996-11-01 | 1998-05-22 | Hitachi Ltd | アクティブマトリクス型液晶表示装置 |
| KR100846384B1 (ko) * | 2002-06-29 | 2008-07-15 | 주식회사 하이닉스반도체 | 반도체 장치의 제조방법 |
| US20090186230A1 (en) * | 2007-10-24 | 2009-07-23 | H.C. Starck Inc. | Refractory metal-doped sputtering targets, thin films prepared therewith and electronic device elements containing such films |
| US7947363B2 (en) * | 2007-12-14 | 2011-05-24 | Kennametal Inc. | Coated article with nanolayered coating scheme |
| US20110117344A1 (en) | 2008-07-14 | 2011-05-19 | Tungaloy Corporation | Coated Material |
| IT1397559B1 (it) * | 2010-01-15 | 2013-01-16 | Scattolon | Stampo perfezionato per la piegatura della lamiera |
| CN102985584B (zh) * | 2010-04-23 | 2016-01-20 | 苏舍梅塔普拉斯有限责任公司 | 用于金属机械加工的pvd涂层 |
| CN102560344A (zh) * | 2010-12-24 | 2012-07-11 | 鸿富锦精密工业(深圳)有限公司 | 硬质薄膜、具备硬质薄膜的产品及该产品的制作方法 |
| JP2013221215A (ja) * | 2012-04-19 | 2013-10-28 | Ihi Corp | 表面被覆部材及びその製造方法、並びに、表面被覆部材の被覆方法 |
| US9103036B2 (en) | 2013-03-15 | 2015-08-11 | Kennametal Inc. | Hard coatings comprising cubic phase forming compositions |
| WO2015034203A1 (ko) * | 2013-09-09 | 2015-03-12 | 한국야금 주식회사 | 절삭공구용 경질피막 |
| CN115094390A (zh) * | 2014-09-30 | 2022-09-23 | 捷客斯金属株式会社 | 溅射靶用母合金和溅射靶的制造方法 |
| JP6814758B2 (ja) * | 2018-02-19 | 2021-01-20 | 山陽特殊製鋼株式会社 | スパッタリングターゲット |
-
2016
- 2016-03-07 AT ATGM49/2016U patent/AT15220U1/de unknown
-
2017
- 2017-03-03 CN CN201780015393.5A patent/CN108884551A/zh active Pending
- 2017-03-03 WO PCT/AT2017/000010 patent/WO2017152196A1/de active Application Filing
- 2017-03-03 JP JP2018546658A patent/JP7112330B2/ja active Active
- 2017-03-03 EP EP17718326.6A patent/EP3426816A1/de active Pending
- 2017-03-03 US US16/083,058 patent/US10920325B2/en active Active
- 2017-03-03 EP EP21189586.7A patent/EP3929325A1/de active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001277010A (ja) | 2000-03-29 | 2001-10-09 | Ngk Spark Plug Co Ltd | 被覆工具 |
| JP2003326415A (ja) | 2002-03-20 | 2003-11-18 | Seco Tools Ab | 切削工具インサート、その製造方法およびそれを用いたフライス加工方法 |
| JP2008093760A (ja) | 2006-10-10 | 2008-04-24 | Nachi Fujikoshi Corp | ドライ加工で優れた性能を発揮する硬質被膜 |
| JP2014077201A (ja) | 2006-10-10 | 2014-05-01 | Oerlikon Trading Truebbach | 少なくとも1つの複酸化物混合結晶皮膜を有する皮膜システム |
| JP2008279563A (ja) | 2007-05-11 | 2008-11-20 | Sumitomo Electric Ind Ltd | 表面被覆切削工具 |
| JP2012130948A (ja) | 2010-12-22 | 2012-07-12 | Sumitomo Electric Ind Ltd | 回転ツール |
| CN102978576A (zh) | 2012-12-03 | 2013-03-20 | 苏州晶纯新材料有限公司 | 一种高致密铬合金靶材的生产方法 |
Non-Patent Citations (1)
| Title |
|---|
| Yung -I Chen, 他,Preparation and annealing study of CrTaN coatings Technology on WC-Co,Surface & Coatings Technology,vol.206,2011年06月17日,p.1640 - p.1647,doi:10.1016/j.surfcoat.2011.06.012 |
Also Published As
| Publication number | Publication date |
|---|---|
| AT15220U1 (de) | 2017-03-15 |
| US20190062924A1 (en) | 2019-02-28 |
| EP3929325A1 (de) | 2021-12-29 |
| WO2017152196A1 (de) | 2017-09-14 |
| EP3426816A1 (de) | 2019-01-16 |
| JP2019509399A (ja) | 2019-04-04 |
| US10920325B2 (en) | 2021-02-16 |
| CN108884551A (zh) | 2018-11-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7112330B2 (ja) | 基材上に硬質材料層を製造するための方法、硬質材料層、切削工具及び被膜源 | |
| EP3269479B1 (en) | Surface-coated cutting tool and method for manufacturing same | |
| KR101685446B1 (ko) | 절삭 공구 | |
| KR20150045425A (ko) | 표면 피복 절삭 공구 | |
| JP4748450B2 (ja) | 高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP2010099735A (ja) | 塑性加工用被覆金型 | |
| CN108998758A (zh) | 具有涂层的钻头 | |
| JP3460288B2 (ja) | 耐摩耗性に優れた表面被覆部材 | |
| JP4793750B2 (ja) | 高硬度鋼の高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆サーメット製切削工具 | |
| CN112055632B (zh) | 包覆切削工具及其制造方法 | |
| JP5035980B2 (ja) | 高速ミーリング加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具およびその製造方法 | |
| CN114761606B (zh) | 其上形成有硬质涂膜的切削工具 | |
| JP5035979B2 (ja) | 高速ミーリング加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具およびその製造方法 | |
| JP2008229759A (ja) | 高速切削加工で硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具およびその製造方法 | |
| JP4645820B2 (ja) | 高硬度鋼の高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具 | |
| JP4244379B2 (ja) | 高速切削加工で表面被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具 | |
| JP2008049454A (ja) | 硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具 | |
| CN112805109A (zh) | 切削工具及其制造方法 | |
| CN112262007B (zh) | 切削工具 | |
| JP2009279694A (ja) | 高速重切削加工で硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具 | |
| JP2010105137A (ja) | 表面被覆切削工具 | |
| JP2008260097A (ja) | 表面被覆切削工具 | |
| JP2008173750A (ja) | 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 | |
| JP2008049455A (ja) | 硬質被覆層がすぐれた耐チッピング性と耐摩耗性を発揮する表面被覆切削工具 | |
| CN112262006A (zh) | 切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200120 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210216 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210517 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20210517 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210715 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210816 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220414 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220712 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220722 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7112330 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |