JP6993700B2 - 連続して供給される製品の伸張性フィルムによる包装方法及び包装機 - Google Patents
連続して供給される製品の伸張性フィルムによる包装方法及び包装機 Download PDFInfo
- Publication number
- JP6993700B2 JP6993700B2 JP2018541613A JP2018541613A JP6993700B2 JP 6993700 B2 JP6993700 B2 JP 6993700B2 JP 2018541613 A JP2018541613 A JP 2018541613A JP 2018541613 A JP2018541613 A JP 2018541613A JP 6993700 B2 JP6993700 B2 JP 6993700B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- annular winding
- bundle
- unit
- continuous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 71
- 238000000034 method Methods 0.000 title claims description 24
- 238000004804 winding Methods 0.000 claims description 125
- 239000004033 plastic Substances 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 9
- 230000007246 mechanism Effects 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 239000000047 product Substances 0.000 claims 25
- 239000012467 final product Substances 0.000 claims 1
- 239000010408 film Substances 0.000 description 58
- 239000002985 plastic film Substances 0.000 description 10
- 229920006255 plastic film Polymers 0.000 description 10
- 230000009471 action Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/008—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material by webs revolving around articles moved along the axis of revolution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/58—Applying two or more wrappers, e.g. in succession
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/24—Enclosing bottles in wrappers
- B65B21/245—Enclosing bottles in wrappers in flexible wrappers, e.g. foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
- B65B61/10—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting using heated wires or cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B21/00—Packaging or unpacking of bottles
- B65B21/02—Packaging or unpacking of bottles in or from preformed containers, e.g. crates
- B65B21/04—Arranging, assembling, feeding, or orientating the bottles prior to introduction into, or after removal from, containers
- B65B21/06—Forming groups of bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2210/00—Specific aspects of the packaging machine
- B65B2210/14—Details of wrapping machines with web dispensers for application of a continuous web in layers onto the articles
- B65B2210/18—Details of wrapping machines with web dispensers for application of a continuous web in layers onto the articles the web dispenser being mounted on a rotary ring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/44—Arranging and feeding articles in groups by endless belts or chains
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Basic Packing Technique (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Description
[技術分野]
本発明は、連続して供給される製品の伸張性フィルムによる包装方法及び包装機に関する。
[関連技術の詳細]
例えばボトルや多様な形状の箱等の各種製品の包装分野では、現在、熱収縮性プラスチック材料からなるフィルムが最も一般的に使用されている。このフィルムは、製品又は一群の製品に巻装され、溶着され、サイズに合わせて切断され、その後、熱収縮オーブンで処理される。こうして製造された包装を安定化させ、製品を安定的に保持する。
一方、伸張性プラスチック材料製のフィルムで包装する場合には、熱収縮オーブンとそれに関連するエネルギーコストが不要になり、より薄くより低コストなフィルムを使用できるが、現時点では最終包装物に至るまでの時間のため、満足できるものではない。
[発明の概要]
本発明の全般的な目的は、上述した公知技術の欠点を、極めて単純な、経済的な、且つとりわけ機能的な方法により解決できる、伸張性フィルムによる製品の包装方法、及び包装機を提供することである。
本発明の別の目的は、伸張性フィルムを使用することによって包装材料に関連するコストを低減する、製品の包装機を提供することである。
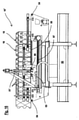
これらの図によると、これらの図には、連続する対の状態で前方に供給される、ボトル又は他の対象物11等の、複数の製品を伸張性フィルムで包装する包装機が示されている。
第1環状巻装ユニット14の後には、第1ユニット14とは反対の第2環状巻装ユニット15が続く。第2環状巻装ユニット15は、第1環状巻装ユニット14とは反対方向に巻装を行い、連続的な包装物、又は束を作製する。第2環状巻装ユニット15の後には切断ユニット16が続き、切断ユニット16は、連続的な包装物を切断して伸張性プラスチック材料17製のフィルムに巻装された最終的な複数群の製品11とし、最終包装物18を形成する。
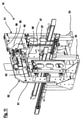
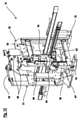
2枚の垂直側刃57は、1つのモータ60によって作動される上下の二重クランク機構59,59’によって、このような動作を行うよう駆動される。
更に、下刃62’は、その上下の往復の動きにおいて、ベルト55内に形成されたオメガ型のループ66内を移動し、オメガ型のループは、スライド53、及び上下切断装置52と共に移動可能である。
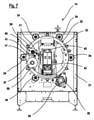
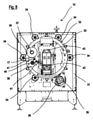
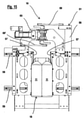
図16及び17は、包装機の一部を形成する切断ユニット16’の別の実施形態を示す側面図及び断面図である。
1つの切断装置51’のみがあり、該切断装置51’は側部切断刃57を提供する。この例では、これらの側部切断刃57が、伸張性フィルムに巻装された2本のボトル11の中間部分に達するまでスライドし、連続的な包装物の、2つの反対側の半分ずつの横方向の切断を実現する。
本発明のこの機械では、新しい包装方法も提供される。つまり、前方に供給される複数の製品(11)を連続する対の隣接する製品の状態で伸張性フィルムで包装する包装方法が、実行される。この方法は、隣接する製品11を連続する2列に整列させ、そうして整列されたボトルを維持するステップを連続して備える。次に、そのように整列された複数の製品を伸張性フィルムの第1環状巻装ユニット14に供給して移送し、複数の製品11に第1のフィルムを巻装するステップが続く。この巻装は、第1の回転方向に行われ、連続した包装物又は束を形成する。第1環状巻装ユニットにおいて第1のフィルムで既に巻装された製品は、その後、前進させられ、伸張性フィルムの第2環状巻装ユニット15に供給される。この巻装は、第2のフィルムで、第1の回転方向とは反対の第2の回転方向に行われ、反対方向に巻装された2層のフィルムを有する連続的な包装物又は束が形成される。続いて、当該連続的な包装物又は束は前進させられ、連続的な包装物又は束と同期して移動する切断ユニット16に供給される。当該切断ユニットは、連続的な包装物又は束を横方向に切断し、最終的な複数群の製品11にする。
また当該包装方法は、2つの環状巻装ユニット14,15のそれぞれに設けられた2つの環状巻装機32のうちの一方によって、2つの環状巻装ユニット14,15において伸張性フィルムで複数の製品を選択的に、且つ交互に巻装するステップを行い、2つの環状巻装ユニット14,15のそれぞれに設けられた2つの環状巻装機32のうち、少なくとも一方のフィルムが空になった段階においても続けて巻装を行う。
既に明記したように、所定のサイズ、及び数を有する包装物として包装されるボトル11又は別の容器は、連続的に整列させられた隣接する2列のコンパクトな対として連続して供給される。このように配置されたボトル11は、包装機に供給するため、コンベアベルト12により整列ユニット13の入口まで前進させられる。
このように通過するにしたがって整列され配置されたボトルは、例えば2つの環状巻装機32のうちの一方が作動する、第1環状巻装ユニット14に送られる。この環状巻装機32のリールのプラスチックフィルムは、棚29上を前方に、且つ対のサイドガイドバー30の間を移動する1つのボトル11群の周囲を回転させられ巻装される。
このように巻装されたボトル11は、第1環状巻装ユニット14を離れ、別の棚29に移送され、後続の第2巻装ユニット15に向かって接続モジュール44に達する。
スライド53と複数のボトル11を含む束との間の相対速度がゼロであるとき、切断は2つの装置によって行われる。
よって、明細書の序文に記載された目的は、有利に達成される。
巻装ユニットに連結された切断ユニットを複数設けて、例えば、時間生産性を向上させてもよい。これは、複数の巻装ユニットを用いること、及び巻装のためのフィルムの供給に介入するのに停止させる必要がないということによって、高速になるため、可能となっている。
本発明の機械及び方法を提供するための構造の形態は、材料及び組立方法と同様に、単に例示的及び非限定的な目的で図面に示されたものとは、当然異なり得る。
Claims (16)
- 前方に供給される複数の製品(11)を連続する対の隣接する製品の状態で伸張性フィルムで包装する包装方法であって、該包装方法は、
連続する2列の隣接する前記製品(11)を整列させ、前記製品を整列した状態に維持するステップと、
整列された前記製品を伸張性フィルムの第1環状巻装ユニット(14)に供給、移送し、前記製品(11)を第1のフィルムで第1の回転方向に巻装し、連続的な包装物又は束を形成する第1の巻装ステップと、
前記第1環状巻装ユニット(14)において第1のフィルムで既に巻装された前記製品を、前記第1の回転方向とは反対の第2の回転方向に、第2のフィルムで巻装する伸張性フィルムの第2環状巻装ユニット(15)へと前進させて供給し、2層のフィルムが反対方向に巻装された連続的な包装物又は束を形成する第2の巻装ステップと、
前記連続的な包装物又は束を切断ユニット(16)へと前進させて供給し、該切断ユニット(16)は前記連続的な包装物又は束と同期して移動し、前記連続的な包装物又は束を横方向に切断して最終的な複数群の製品(11)とするステップとを備える包装方法であって、
前記製品の前記第1の巻装ステップは、前記第1のフィルムで、前記第1環状巻装ユニット(14)に設けられた、2つの環状巻装機(32)から交互に選択される一方によって行われ、前記製品の前記第2の巻装ステップは、前記第2のフィルムで、前記第2環状巻装ユニット(15)に設けられた、2つの環状巻装機(32)から交互に選択される一方によって行われ、それによって、前記第1環状巻装ユニット(14)に設けられた2つの前記環状巻装機(32)の一方において、前記フィルムが空になった段階にあっても、前記第2環状巻装ユニット(15)に設けられた2つの前記環状巻装機(32)の一方において、前記フィルムが空になった段階にあっても、継続的な巻装が得られることを特徴とする包装方法。 - 前記移動可能な切断ユニット(16)は、反対方向に巻装された前記2層のフィルムに包含された隣接し整列された複数の前記製品(11)の前記連続的な包装物又は束の、周縁部の横方向の切断によって、製品の前記連続的な包装物又は束を切断し、前記周縁部の切断は、前記連続的な包装物の2つの垂直部分及び2つの水平部分に沿って行われることを特徴とする請求項1に記載の包装方法。
- 前記第1環状巻装ユニット(14)と前記第2環状巻装ユニット(15)との間の移動は、接続モジュール(44)に配置され、間隔をあけて重ねて配置された下側ベルト(45)及び上側ベルト(46)の2本のコンベアベルトによって行われ、前記接続モジュール(44)は、フレーム(49)内に、隣接して第1のフィルムで巻装された連続する2列の前記製品を受け取るための、サイドガイドバー(30)を提供することを特徴とする、請求項1又は2に記載の包装方法。
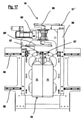
- 前方に供給される複数の製品(11)を、連続する対の隣接する製品の状態で伸張性フィルムで包装する包装機であって、該包装機は、連続する2列の隣接する前記製品(11)を整列した状態で維持する整列ユニット(13)と、第1環状巻装ユニット(14)と、前記第1環状巻装ユニット(14)の巻装方向とは反対方向に巻装を行う第2環状巻装ユニット(15)と、プラスチック製の伸張性フィルムに巻装された最終的な複数群の製品(11)を作製するために形成された前記連続的な包装物を切断し、最終包装物を形成する切断ユニット(16)とを備える包装機であって、
前記第1環状巻装ユニット(14)は、
フレーム(31)と、
前記フレーム(31)の両側に支持される、前記連続的な包装物を形成する、選択的に、且つ交互に作動可能な2つの環状巻装機(32)を備え、
前記第2環状巻装ユニット(15)は、
フレーム(31)と、
前記フレーム(31)の両側に支持される、前記連続的な包装物を形成する、選択的に、且つ交互に作動可能な2つの環状巻装機(32)を備え、
前記第1環状巻装ユニット(14)の2つの前記環状巻装機(32)は、前記第2環状巻装ユニット(15)の2つの前記環状巻装機(32)に対して反対方向に回転することを特徴とする、包装機。 - 前記第1環状巻装ユニット(14)の上流に配置された前記整列ユニット(13)は、垂直軸(22,23)上にそれぞれ配置されたエンドプーリに環状に巻回された2本のベルト(21,21’)を備え、前記軸の一方(22)はモータ駆動され、前記ベルト(21,21’)は、間隔をあけて配置された複数のダボ(26)を有し、該ダボ(26)は、一方のベルト(21)から、反対側の他方のベルト(21’)に向かって突出してこれに対向し、一方のベルト(21)は、少なくとも2つの隣接する製品(11)の寸法と等しい間隔で、反対側の他方のベルト(21’)と離間していることを特徴とする請求項4に記載の包装機。
- 接続モジュール(44)が前記第1環状巻装ユニット(14)と前記第2環状巻装ユニット(15)との間に配置され、該接続モジュール(44)は、フレーム(49)内に、間隔をあけて重ねて配置された、下側ベルト(45)及び上側ベルト(46)の2本のコンベアベルトと、第1のフィルムで巻装された前記連続する2列の隣接する前記製品(11)を受け取るためのサイドガイドバー(30)とを備えることを特徴とする、請求項4又は5に記載の包装機。
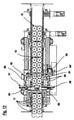
- 前記連続的な包装物を切断する前記切断ユニット(16)は、側部切断装置(51)と上下切断装置(52)とを備え、該側部切断装置(51)と該上下切断装置(52)は互いから離れており、前記複数の製品(11)に巻装されたプラスチック材料の連続的な包装物に作用して、2つの垂直部分及び2つの水平部分の4つの巻装部分に切断を生じ、該4つの部分は前記連続的な包装物の周縁部を形成することを特徴とする、請求項4から6のうちの1つに記載の包装機。
- 前記切断ユニット(16)は、前記側部切断装置(51)及び前記上下切断装置(52)を含むスライド(53)を備え、前記スライド(53)はガイド(67)上に配置され、コンベアベルト(55)の下を前後にスライドし、前進している間、前記コンベアベルト(55)は、螺旋状に交差した2層のフィルムで巻装された、複数の製品(11)の前記連続的な包装物又は束を支持することを特徴とする、請求項7に記載の包装機。
- 前記側部切断装置(51)は、水平ガイド(58)に移動可能に配置された2枚の垂直な側刃(57)を含む門(56)を備え、前記側刃(57)は前記複数の製品(11)に反対方向に巻装された2層のフィルムを備える前記連続的な包装物又は束に向かって、及び前記連続的な包装物又は束から離れるように往復移動し、前記連続的な包装物又は束の両側に位置する前記連続的な包装物又は束の2つの垂直部分の切断を行うように構成されることを特徴とする、請求項7又は8に記載の包装機。
- 前記2枚の垂直刃(57)は、1つのモータ(60)によって作動される上下の二重クランク機構(59,59’)によって駆動されることを特徴とする、請求項9に記載の包装機。
- 前記上下切断装置(52)は、垂直ガイド(63)に移動可能に配置された2枚の水平な上刃(62)と下刃(62’)とを有する門(61)を備え、前記水平な上刃(62)及び下刃(62’)は、前記複数の製品(11)に反対方向に巻装された2層のフィルムを備える、前記連続的な包装物又は束に向かって、及び前記連続的な包装物又は束から離れるように垂直平面上を往復移動し、前記連続的な包装物又は束の両側に位置する前記連続的な包装物の2つの水平部分の切断を行うように構成されることを特徴とする、請求項7又は8に記載の包装機。
- 前記水平な刃(62,62’)は、1つのモータ(65)によって作動される上下の二重クランク機構(64,64’)によって駆動されることを特徴とする、請求項11に記載の包装機。
- 前記連続的な包装物を切断する前記切断ユニット(16’)は、前記複数の製品(11)に巻装された、前記連続的な包装物を形成する前記プラスチック材料に作用する側部切断装置(51’)を備え、前記連続的な包装物の、2つの反対側の半分ずつの横方向の切断を実現することを特徴とする、請求項4から6のうちの1つに記載の包装機。
- 前記切断ユニット(16’)は、前記側部切断装置(51’)を含むスライド(53)を備え、前記スライド(53)はガイド(67)上に配置され、コンベアベルト(55)の下を前後にスライドし、前進している間、前記コンベアベルト(55)は、螺旋状に交差した2層のフィルムで巻装された、複数の製品(11)の前記連続的な包装物又は束を支持することを特徴とする、請求項13に記載の包装機。
- 前記側部切断装置(51’)は、水平ガイド(58)に移動可能に配置された2枚の垂直な側刃(57)を含む門(56)を備え、前記側刃(57)は前記複数の製品(11)に反対方向に巻装された2層のフィルムを備える前記連続的な包装物又は束に向かって、及び前記連続的な包装物又は束から離れるように往復移動し、前記連続的な包装物又は束の、2つの反対側の半分ずつの横方向の切断を実現することを特徴とする、請求項13又は14に記載の包装機。
- 前記2枚の垂直刃(57)は、1つのモータ(60)によって作動される上下の二重クランク機(59,59’)によって駆動されることを特徴とする、請求項15に記載の包装機。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITUB2016A000579A ITUB20160579A1 (it) | 2016-02-09 | 2016-02-09 | Metodo e macchina di imballaggio in pellicola estensibile di prodotti alimentati in continuo |
| IT102016000012911 | 2016-02-09 | ||
| PCT/EP2017/052346 WO2017137318A1 (en) | 2016-02-09 | 2017-02-03 | Packaging method and machine in extensible film of products fed in continuous |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019508328A JP2019508328A (ja) | 2019-03-28 |
| JP2019508328A5 JP2019508328A5 (ja) | 2020-03-05 |
| JP6993700B2 true JP6993700B2 (ja) | 2022-01-13 |
Family
ID=55948959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018541613A Active JP6993700B2 (ja) | 2016-02-09 | 2017-02-03 | 連続して供給される製品の伸張性フィルムによる包装方法及び包装機 |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US11117693B2 (ja) |
| EP (1) | EP3414166B1 (ja) |
| JP (1) | JP6993700B2 (ja) |
| CN (1) | CN108602573B (ja) |
| BR (1) | BR112018015176B1 (ja) |
| CA (1) | CA3011811A1 (ja) |
| ES (1) | ES2799725T3 (ja) |
| IT (1) | ITUB20160579A1 (ja) |
| PL (1) | PL3414166T3 (ja) |
| RS (1) | RS60461B1 (ja) |
| RU (1) | RU2725000C2 (ja) |
| SI (1) | SI3414166T1 (ja) |
| WO (1) | WO2017137318A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20131550A1 (it) * | 2013-09-20 | 2015-03-21 | Area S R L | Apparecchiatura per l'imballaggio di bottiglie con pellicola sottile di materiale plastico estensibile. |
| WO2017167357A1 (de) * | 2016-03-30 | 2017-10-05 | Krones Ag | Vorrichtung und verfahren zum verpacken von stückgütern und insbesondere behältnissen |
| IT201900010581A1 (it) * | 2019-07-01 | 2021-01-01 | Colines Spa | Metodo e macchina per la collocazione di etichette su prodotti in gruppi in un imballaggio in pellicola estensibile |
| IT201900010983A1 (it) * | 2019-07-05 | 2021-01-05 | Colines Spa | Metodo per l’avanzamento di prodotti disposti uno dopo l’altro in almeno una fila che sono fatti avanzare in una macchina di confezionamento |
| IT201900021981A1 (it) * | 2019-11-22 | 2021-05-22 | Stema Snc Di Tabarrin Stefano E Gnani Mauro | Dispositivo per l’avvolgimento automatico di un materiale in foglio su prodotti in genere, particolarmente per la realizzazione di imballaggi |
| CN111232277B (zh) * | 2020-01-23 | 2021-10-22 | 北京志恒达科技有限公司 | 一种用于烟草物流的薄膜缠绕束带捆扎装置 |
| WO2021152279A1 (en) * | 2020-01-27 | 2021-08-05 | Oakbridge Investments Limited | Wrapping apparatus |
| MX2023007202A (es) * | 2020-12-18 | 2023-08-02 | Colines Spa | Procedimiento para el avance de productos dispuestos consecutivamente en al menos una fila que se traslada hacia adelante en una maquina envasadora. |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002209437A (ja) | 2001-01-16 | 2002-07-30 | Yamamoto Co Ltd | 培土製造装置 |
| JP2002284107A (ja) | 2001-01-18 | 2002-10-03 | Gunze Ltd | 延伸フィルムによる包装装置 |
| JP2003201123A (ja) | 2001-12-28 | 2003-07-15 | Asahi Glass Co Ltd | 溶融ガラスの切断装置 |
| WO2012055490A1 (en) | 2010-10-25 | 2012-05-03 | Colines S.P.A. | Wrapping machine and method for the formation of bundles of products |
| JP2014201348A (ja) | 2013-04-08 | 2014-10-27 | 大森機械工業株式会社 | 包装機 |
| WO2015040565A2 (en) | 2013-09-20 | 2015-03-26 | Area S.R.L. | Bottle wrapping apparatus employing thin film of stretching plastic material |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2109505A (en) * | 1934-07-24 | 1938-03-01 | Hoffman Beverage Company | Wrapping machine |
| DE2008595C2 (de) | 1969-02-26 | 1983-05-05 | Sitma International S.A., Luxembourg | Vorichtung zum Schweißen und Trennen von Kunststoffolien an einer Verpackungsmaschine |
| DE2450373A1 (de) * | 1974-10-23 | 1976-04-29 | Bauer Eberhard | Maschine zum umhuellen von gegenstaenden mit kunststoff-folie |
| US4050220A (en) * | 1975-04-15 | 1977-09-27 | Lancaster William G | Spiral bundler |
| US4422281A (en) * | 1979-04-03 | 1983-12-27 | Pepsi Co., Inc. | Container package and its manufacture |
| US4549388A (en) * | 1983-09-13 | 1985-10-29 | Lantech, Inc. | Package sealing apparatus |
| DE3339337A1 (de) * | 1983-10-29 | 1985-05-15 | B. Hagemann & Co, 4430 Steinfurt | Verfahren und vorrichtung zum einhuellen von packstuecken oder gebinden in schrumpffolie |
| EP0149227B1 (de) * | 1984-01-14 | 1988-05-25 | B. Hagemann & Co. | Verfahren zur Herstellung von mit Folie eingepackten Packstücken oder Gebinden sowie Vorrichtung zur Durchführung des Verfahrens |
| US4953336A (en) * | 1984-02-23 | 1990-09-04 | Lantech, Inc. | High tensile wrapping apparatus |
| US4712354A (en) * | 1984-02-23 | 1987-12-15 | Lantech, Inc. | Dual rotating stretch wrapping apparatus and process |
| IT1184905B (it) * | 1985-03-13 | 1987-10-28 | Val Mec Srl | Apparecchiatura per avviluppare una confezione mediante una pellicola stirabile e successivamente retraibile a fredo e o a caldo |
| JPH0326087Y2 (ja) * | 1985-09-25 | 1991-06-06 | ||
| US4738079A (en) * | 1987-04-07 | 1988-04-19 | Lantech, Inc. | Method and apparatus for severing packaging material between successive wrapped loads during a continuous wrapping process |
| IT1222550B (it) | 1987-08-27 | 1990-09-05 | Sitma | Macchine confezionatrice in continuo per prodotti a dimensione variabile |
| JPH0716578Y2 (ja) * | 1989-02-02 | 1995-04-19 | トーヨーカネツ株式会社 | 段ボール開箱装置 |
| RO107616B1 (ro) * | 1989-02-18 | 1993-12-30 | Elmwood Packaging Mach | Metoda si aparat de impachetare |
| JPH0764327B2 (ja) * | 1989-12-28 | 1995-07-12 | 日本水産株式会社 | 魚介類すり身の自動包装充填装置 |
| JPH06271032A (ja) * | 1993-03-19 | 1994-09-27 | Mitsubishi Materials Corp | 缶蓋搬送装置 |
| US5531061A (en) * | 1993-04-22 | 1996-07-02 | Peterson; Robert W. | System and method for packaging bales of hay and an improved wrapping apparatus |
| US7398630B2 (en) * | 2006-08-22 | 2008-07-15 | Lloyd Kovacs | Infeed assembly for a continuous motion wrapping assembly |
| ITMI20091512A1 (it) * | 2009-08-28 | 2011-02-28 | Al Ma C Packaging S R L | Procedimento per il confezionamento di gruppi di contenitori per prodotti liquidi alimentari, in particolare bottiglie di acqua e/o bevande, e fardello ottenibile per mezzo di tale procedimento |
| JP2014084160A (ja) * | 2012-10-25 | 2014-05-12 | Signode Kk | バンド検出装置及びそれを備えたバンド切断処理装置 |
| CN104925291B (zh) * | 2015-06-25 | 2017-02-22 | 广西理工职业技术学院 | 一种竹签自动包装机 |
-
2016
- 2016-02-09 IT ITUB2016A000579A patent/ITUB20160579A1/it unknown
-
2017
- 2017-02-03 ES ES17702873T patent/ES2799725T3/es active Active
- 2017-02-03 EP EP17702873.5A patent/EP3414166B1/en active Active
- 2017-02-03 PL PL17702873T patent/PL3414166T3/pl unknown
- 2017-02-03 CA CA3011811A patent/CA3011811A1/en active Pending
- 2017-02-03 CN CN201780010588.0A patent/CN108602573B/zh active Active
- 2017-02-03 RU RU2018128939A patent/RU2725000C2/ru active
- 2017-02-03 BR BR112018015176-9A patent/BR112018015176B1/pt active IP Right Grant
- 2017-02-03 US US16/067,571 patent/US11117693B2/en active Active
- 2017-02-03 WO PCT/EP2017/052346 patent/WO2017137318A1/en active Application Filing
- 2017-02-03 RS RS20200748A patent/RS60461B1/sr unknown
- 2017-02-03 SI SI201730299T patent/SI3414166T1/sl unknown
- 2017-02-03 JP JP2018541613A patent/JP6993700B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002209437A (ja) | 2001-01-16 | 2002-07-30 | Yamamoto Co Ltd | 培土製造装置 |
| JP2002284107A (ja) | 2001-01-18 | 2002-10-03 | Gunze Ltd | 延伸フィルムによる包装装置 |
| JP2003201123A (ja) | 2001-12-28 | 2003-07-15 | Asahi Glass Co Ltd | 溶融ガラスの切断装置 |
| WO2012055490A1 (en) | 2010-10-25 | 2012-05-03 | Colines S.P.A. | Wrapping machine and method for the formation of bundles of products |
| JP2014201348A (ja) | 2013-04-08 | 2014-10-27 | 大森機械工業株式会社 | 包装機 |
| WO2015040565A2 (en) | 2013-09-20 | 2015-03-26 | Area S.R.L. | Bottle wrapping apparatus employing thin film of stretching plastic material |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017137318A1 (en) | 2017-08-17 |
| PL3414166T3 (pl) | 2020-10-19 |
| RS60461B1 (sr) | 2020-07-31 |
| SI3414166T1 (sl) | 2020-08-31 |
| JP2019508328A (ja) | 2019-03-28 |
| RU2018128939A3 (ja) | 2020-04-27 |
| EP3414166A1 (en) | 2018-12-19 |
| RU2018128939A (ru) | 2020-02-10 |
| RU2725000C2 (ru) | 2020-06-29 |
| CN108602573A (zh) | 2018-09-28 |
| US11117693B2 (en) | 2021-09-14 |
| BR112018015176A2 (pt) | 2018-12-26 |
| EP3414166B1 (en) | 2020-04-08 |
| CA3011811A1 (en) | 2017-08-17 |
| BR112018015176B1 (pt) | 2022-09-20 |
| ES2799725T3 (es) | 2020-12-21 |
| CN108602573B (zh) | 2021-04-02 |
| US20190023430A1 (en) | 2019-01-24 |
| ITUB20160579A1 (it) | 2017-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6993700B2 (ja) | 連続して供給される製品の伸張性フィルムによる包装方法及び包装機 | |
| EP3414167B1 (en) | Packaging method and machine in extensible film of products fed in groups | |
| EP3526123B1 (en) | Perfected machine and method for packaging in extensible film products fed in groups or individually | |
| JP2019504806A5 (ja) | ||
| JP2019508328A5 (ja) | ||
| CN113490579B (zh) | 用于对纸卷进行封装的系统和操作方法 | |
| RU2725845C2 (ru) | Способ резки и режущий узел в машине для упаковки изделий в растягивающуюся пленку | |
| JP2022529598A (ja) | 包装機においてプラスチックフィルムを供給するための供給ユニット | |
| EP3601067B1 (en) | Cutting unit for a packaging machine in extendable film | |
| CN114174205A (zh) | 用于对纸卷进行生产和包装的设施 | |
| SE204614C1 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20181009 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200127 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210412 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211203 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6993700 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |