JP6972811B2 - 三次元造形物の製造方法 - Google Patents
三次元造形物の製造方法 Download PDFInfo
- Publication number
- JP6972811B2 JP6972811B2 JP2017174985A JP2017174985A JP6972811B2 JP 6972811 B2 JP6972811 B2 JP 6972811B2 JP 2017174985 A JP2017174985 A JP 2017174985A JP 2017174985 A JP2017174985 A JP 2017174985A JP 6972811 B2 JP6972811 B2 JP 6972811B2
- Authority
- JP
- Japan
- Prior art keywords
- dimensional model
- constituent
- layer
- solvent
- binder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/16—Formation of a green body by embedding the binder within the powder bed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/295—Heating elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/379—Handling of additively manufactured objects, e.g. using robots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/02—Thermal after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/04—After-treatment of articles without altering their shape; Apparatus therefor by wave energy or particle radiation, e.g. for curing or vulcanising preformed articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/40—Structures for supporting workpieces or articles during manufacture and removed afterwards
- B22F10/43—Structures for supporting workpieces or articles during manufacture and removed afterwards characterised by material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
- B22F12/33—Platforms or substrates translatory in the deposition plane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/30—Platforms or substrates
- B22F12/37—Rotatable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/50—Means for feeding of material, e.g. heads
- B22F12/55—Two or more means for feeding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0822—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using IR radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/02—Thermal after-treatment
- B29C2071/022—Annealing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Optics & Photonics (AREA)
- Thermal Sciences (AREA)
- Toxicology (AREA)
- Health & Medical Sciences (AREA)
- Robotics (AREA)
- Powder Metallurgy (AREA)
- Producing Shaped Articles From Materials (AREA)
Description
例えば、特許文献1には、光硬化性樹脂に選択的に光を照射することにより複数の硬化樹脂層を形成することで三次元造形物を製造する三次元造形物の製造方法が開示されている。
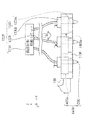
図1〜図4は本発明の一の実施形態に係る三次元造形物の製造装置の構成を示す概略構成図である。
ここで、本実施形態の三次元造形物の製造装置は、2種類の材料供給部(ヘッドベース)を備えている。このうち、図1及び図2は、一の材料供給部(三次元造形物の構成材料を供給する材料供給部)のみを表した図である。また、図3及び図4は、別の一の材料供給部(三次元造形物を形成する際に該三次元造形物を支持する支持部を形成する支持部形成用材料を供給する材料供給部)のみを表した図である。
なお、本明細書における「三次元造形」とは、いわゆる立体造形物を形成することを示すものであって、例えば、平板状、いわゆる二次元形状の形状であっても厚さを有する形状を形成することも含まれる。また、「支持する」とは、下側から支持する場合の他、横側から支持する場合や、場合によっては上側から支持する場合も含む意味である。
また、本実施例の構成材料は、三次元造形物を構成する粉末粒子と溶媒と該溶媒に可溶なバインダーとを含む三次元造形用ペースト(ペースト状の組成物)である。そして、本実施例の支持部形成用材料は、支持層形成用粒子と溶媒と該溶媒に可溶なバインダーとを含む三次元造形用ペースト(ペースト状の組成物)である。
そして、図1及び図2で表されるように、一方の端部が基台110に固定され、他方の端部に構成材料を吐出する構成材料吐出部1230を備えるヘッドユニット1400を複数保持するヘッドベース1100が保持固定される、ヘッドベース支持部130を備えている。
また、図3及び図4で表されるように、一方の端部が基台110に固定され、他方の端部に三次元造形物を支持する支持層形成用材料を吐出する支持層形成用材料吐出部1730を備えるヘッドユニット1900を複数保持するヘッドベース1600が保持固定される、ヘッドベース支持部730と、を備えている。
ここで、ヘッドベース1100と、ヘッドベース1600とは、XY平面において並列に設けられている。
なお、構成材料吐出部1230と支持層形成用材料吐出部1730とは同様の構成のものである。ただし、このような構成に限定されない。
ここで、層501、502、503、・・・50nは、各々、支持層形成用材料吐出部1730から吐出される支持層形成用材料で形成される支持層300と、構成材料吐出部1230から吐出される構成材料で形成される構成層310と、で構成される。
なお、本実施形態の形成装置2000は、三次元造形物500の構成材料のほか支持層形成用材料を用いて層501、502、503、・・・50nと複数の層を形成可能な三次元造形物の製造装置であるが、支持層形成用材料を用いることなく複数の層を形成可能な三次元造形物の製造装置であってもよい。
なお、本実施例の形成装置2000で使用される構成材料及び支持層形成用材料としての各々の三次元造形用ペーストについての詳細は後述する。
同様に、ヘッドユニット1900に備える支持層形成用材料吐出部1730では、制御ユニット400からの制御信号に基づき、材料供給コントローラー1500において支持層形成用材料吐出部1730に備える吐出駆動部1730bにおける吐出ノズル1730aからの材料吐出量などを制御する信号が生成され、生成された信号により吐出ノズル1730aから所定量の支持層形成用材料が吐出される。
また、電磁波照射部1000も、制御ユニット400による制御で、ステージ120(試料プレート121)に形成された三次元造形物500の層501、502、503、・・・50nに向けて、電磁波を照射可能な構成になっている。
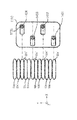
図5、並びに、図6〜図8は、ヘッドベース1100に複数保持されるヘッドユニット1400及び構成材料吐出部1230の保持形態の一例を示し、このうち図6〜図8は、図2に示す矢印D方向からのヘッドベース1100の外観図である。
なお、図示しないが、それぞれのヘッドユニット1401〜1404に備える構成材料吐出部1230は、吐出駆動部1230bを介して構成材料供給ユニット1210に供給チューブ1220で繋がれる構成となっている。
図6〜図8は、本実施形態のヘッドユニット1400の配置と、構成層構成部50の形成形態と、の関係を概念的に説明する平面図である。そして、図9及び図10は、構成層構成部50の形成形態を概念的に表す側面図である。
より具体的には、まず、図9で表されるように、ステージ120を+X方向に移動させながら、複数の吐出ノズル1230aから試料プレート121の所定の位置に一定の間隔で材料Mを配置させる。
ただし、ステージ120を+X方向に移動させながら、複数の吐出ノズル1230aから試料プレート121の所定の位置に材料Mが重なるように(間隔を空けないように)配置させる構成(ステージ120のX方向における往復移動で構成層構成部50を形成する構成ではなく、ステージ120のX方向における片側の移動のみで構成層構成部50を形成する構成)としても良い。
図9及び図10で表されるような、上記と同様な動作を行うことで、図7で表されるような、Y方向における2ライン目の構成層構成部50’(構成層構成部50a’、50b’、50c’及び50d’)が形成される。
(構成層構成部50a’’、50b’’、50c’’及び50d’’)を形成するため、−Y方向にヘッドベース1100を移動させる。移動量は、P/3ピッチ分だけ−Y方向に移動させる。
そして、図9及び図10で表されるような、上記と同様な動作を行うことで、図8で表されるような、Y方向における3ライン目の構成層構成部50’’
(構成層構成部50a’’、50b’’、50c’’及び50d’’)が形成され、構成層310を得ることができる。
構成材料及び支持層形成用材料としては、例えばマグネシウム(Mg)、鉄(Fe)、コバルト(Co)やクロム(Cr)、アルミニウム(Al)、チタン(Ti)、銅(Cu)、ニッケル(Ni)の単体粉末、もしくはこれらの金属を1つ以上含む合金(マルエージング鋼、ステンレス、コバルトクロムモリブデン、チタニウム合金、ニッケル合金、アルミニウム合金、コバルト合金、コバルトクロム合金)などの混合粉末を、溶剤と、バインダーとを含むペースト状の混合材料にして用いることが可能である。
また、ポリアミド、ポリアセタール、ポリカーボネート、変性ポリフェニレンエーテル、ポリブチレンテレフタレート、ポリエチレンテレフタレートなどの汎用エンジニアリングプラスチックを用いることが可能である。その他、ポリサルフォン、ポリエーテルサルフォン、ポリフェニレンサルファイド、ポリアリレート、ポリイミド、ポリアミドイミド、ポリエーテルイミド、ポリエーテルエーテルケトンなどのエンジニアリングプラスチック(樹脂)も用いることが可能である。
このように、構成材料及び支持層形成用材料に特に限定はなく、上記金属以外の金属やセラミックスや樹脂等も使用可能である。また、二酸化ケイ素、二酸化チタン、酸化アルミニウム、酸化ジルコニウムなどを好ましく使用可能である。
さらには、セルロースなどの繊維も用いることが可能である。
バインダーとしては、例えば、アクリル樹脂、エポキシ樹脂、シリコーン樹脂、セルロース系樹脂或いはその他の合成樹脂又はPLA(ポリ乳酸)、PA(ポリアミド)、PPS(ポリフェニレンサルファイド)或いはその他の熱可塑性樹脂である。
ここで、図13は、本実施例に係る三次元造形物の製造方法のフローチャートである。
なお、本実施例の三次元造形物の製造方法においては、電磁波照射部1000から電磁波を照射して溶媒を揮発させることで、三次元造形物500の層から溶媒を除去させるが、このような方法に限定されない。例えば、光やレーザーなどを三次元造形物500の層に照射して溶媒を除去させてもよいし、ホットプレートや他の加熱機構を用いて溶媒を除去させてもよいし、さらには、雰囲気を減圧させることや自然乾燥により溶媒を除去させてもよい。
具体的には、例えば、不図示の恒温槽に三次元造形物500の積層物を移動し、該恒温槽において構成材料に含まれるバインダーのガラス転移温度(Tg)以上の温度であって軟化点以下の温度で該積層物を加熱する。なお、熱処理方法は、このような方法に限定されず、例えば、形成装置2000の内部に熱処理可能な加熱機構を備え形成装置2000の内部で熱処理を実行してもよく、また、加熱温度も上記のような温度範囲に限定されない。なお、恒温槽内部の雰囲気に関しての限定は特にないが、窒素雰囲気や、還元気体の雰囲気などを好ましく採用できる。
そして、ステップS180の終了に伴い、本実施例の三次元造形物の製造方法を終了する。
このように、本実施例の三次元造形物の製造方法は、脱脂及び焼結の少なくともいずれかを実行する加熱工程の前に、三次元造形物500の積層物(三次元造形物500を構成する層)に熱を加える熱処理工程を実行するため、溶媒除去工程で溶媒及びバインダーの分布が偏ったとしても、該熱処理工程によりその偏り(該偏りに伴う応力)を低減又は解消できる。したがって、本実施例の三次元造形物の製造方法は、脱脂や焼結を実行する前に三次元造形物500の積層物内での応力を低減又は解消でき、加熱工程(脱脂や焼結)に伴って三次元造形物500の積層物が変形することを抑制することができる。
なお、本実施例の三次元造形物の製造方法においては、ステップS170の熱処理工程において層形成工程と溶媒除去工程とが実行されることで得られた複数の前記層からなる三次元造形物500の積層物に熱を加えている。このため、熱処理工程の実行回数を減らすことができ、三次元造形物500の製造効率(製造速度)を高めることができる。しかしながら、ステップS170の熱処理工程において層形成工程と溶媒除去工程とが実行されることで得られた1層分の層に熱を加える方法(ステップS160とステップS170の順番を入れ替える)としてもよい。
なお、熱処理工程において加える熱の温度は、バインダーのガラス転移温度+5℃の温度、或いは、バインダーのガラス転移温度+10℃の温度などが好ましく採用できる。
そして、構成材料にバインダーが複数種類含まれていた場合、熱処理工程では、構成材料に含まれるバインダーのうちの最高のガラス転移温度以上の温度の熱を加えることができる。このような温度の熱を加えることで、バインダーが複数種類含まれていた場合でも、バインダーの分布の偏りを特に効果的に低減又は解消できる。
ただし、このような方法に限定されず、例えば、構成材料にバインダーが複数種類含まれていた場合、含有量が最大のバインダーのガラス転移温度以上の温度の熱を加える方法としてもよい。
ここで、図14は、本実施例に係る三次元造形物の製造方法のフローチャートであって、図13で表される三次元造形物の製造方法に対してステップS130(層形成工程)とステップS150(溶媒除去工程)との間にステップS140(所定数の層が形成されたか否かを判断する工程)を実行する方法のフローチャートである。ステップS110からステップS130までとステップ150からステップS180までのフローは図13で表される上記三次元造形物の製造方法と同様なので、詳細な説明は省略する。
なお、ステップS140における所定数(溶媒除去工程が実行されるまでに行われる層形成工程の連続実行回数)は、三次元造形物500の積層物の形成が完成する数としてもよいが、そのような数に限定されず、2回以上であればよい。
111…駆動装置、120…ステージ、121…試料プレート、
130…ヘッドベース支持部、300…支持層、310…構成層、
400…制御ユニット、410…ステージコントローラー、
500…三次元造形物、501、502、503、・・・50n…層、
730…ヘッドベース支持部、1000…電磁波照射部、1100…ヘッドベース、
1200…構成材料供給装置、1210…構成材料供給ユニット、
1210a…構成材料収容部、1220…供給チューブ、1230…構成材料吐出部、
1230a…吐出ノズル、1230b…吐出駆動部、1400…ヘッドユニット、
1400a…保持治具、
1401、1402、1403及び1404…ヘッドユニット、
1500…材料供給コントローラー、1600…ヘッドベース、
1700…支持層形成用材料供給装置、1710…支持層形成用材料供給ユニット、
1710a…支持層形成用材料収容部、1720…供給チューブ、
1730…支持層形成用材料吐出部、1730a…吐出ノズル、
1730b…吐出駆動部、1900…ヘッドユニット、
1900a…保持治具、2000…形成装置(三次元造形物の製造装置)、
M…材料(構成材料、組成物)
Claims (1)
- 複数の層が積層されてなる三次元造形物を製造する三次元造形物の製造方法であって、
前記三次元造形物を構成する粉末と、溶媒と、バインダーと、を含む組成物を用いて、構成材料吐出部からペースト状の構成材料を液滴状または連続体形状で前記三次元造形物に対応する領域に吐出し、かつ、前記三次元造形物に対応する領域と隣接する領域に支持層形成用材料吐出部から前記構成材料を支持するペースト状の支持層形成用材料を液滴状または連続体形状で吐出することで、前記層を形成する層形成工程と、
前記層形成工程を繰り返し実行して、前記層が複数積層されてなる積層体を形成する積層工程と、
前記積層体に含まれる前記溶媒を除去する溶媒除去工程と、
前記溶媒除去工程が実行されることで得られた前記積層体に前記バインダーのガラス転移温度以上、かつ、前記バインダーの軟化点以下の温度の熱を加える熱処理工程と、
前記熱処理工程で熱処理された前記積層体に対して、脱脂及び焼結の少なくともいずれかを実行する加熱工程と、
を有し、
前記組成物に前記バインダーが複数種類含まれていた場合、前記熱処理工程は、前記バインダーのうちの最高のガラス転移温度以上の温度の熱を加えることを特徴とする三次元造形物の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017174985A JP6972811B2 (ja) | 2017-09-12 | 2017-09-12 | 三次元造形物の製造方法 |
| CN201811055231.7A CN109483879B (zh) | 2017-09-12 | 2018-09-10 | 三维造型物的制造方法 |
| US16/127,752 US10994478B2 (en) | 2017-09-12 | 2018-09-11 | Method for producing three-dimensional shaped article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017174985A JP6972811B2 (ja) | 2017-09-12 | 2017-09-12 | 三次元造形物の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019052325A JP2019052325A (ja) | 2019-04-04 |
| JP6972811B2 true JP6972811B2 (ja) | 2021-11-24 |
Family
ID=65630384
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017174985A Active JP6972811B2 (ja) | 2017-09-12 | 2017-09-12 | 三次元造形物の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US10994478B2 (ja) |
| JP (1) | JP6972811B2 (ja) |
| CN (1) | CN109483879B (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7346917B2 (ja) * | 2019-06-04 | 2023-09-20 | セイコーエプソン株式会社 | 三次元造形物の製造方法 |
| JP7380080B2 (ja) * | 2019-10-25 | 2023-11-15 | セイコーエプソン株式会社 | ポーラス構造を有する金属造形物の製造方法 |
| DE102020114471A1 (de) | 2020-05-29 | 2021-12-02 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur additiven Herstellung eines Formkörpers |
| JP7543755B2 (ja) * | 2020-07-23 | 2024-09-03 | セイコーエプソン株式会社 | 機械学習装置 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3953562A (en) * | 1974-07-15 | 1976-04-27 | International Business Machines Corporation | Process for the elimination of dimensional changes in ceramic green sheets |
| US4281420A (en) * | 1979-02-15 | 1981-08-04 | Raab S | Bone connective prostheses adapted to maximize strength and durability of prostheses-bone cement interface; and methods of forming same |
| US5382251A (en) * | 1989-01-31 | 1995-01-17 | Biomet, Inc. | Plug pulling method |
| US6220703B1 (en) * | 1999-12-29 | 2001-04-24 | Younger Manufacturing Co., Inc. | Ophthalmic lenses utilizing polyethylene terephthalate polarizing films |
| JP4438198B2 (ja) | 2000-08-29 | 2010-03-24 | Jsr株式会社 | 光造形物の後処理方法 |
| US6471800B2 (en) * | 2000-11-29 | 2002-10-29 | Nanotek Instruments, Inc. | Layer-additive method and apparatus for freeform fabrication of 3-D objects |
| US6852272B2 (en) * | 2001-03-07 | 2005-02-08 | Advanced Ceramics Research, Inc. | Method for preparation of metallic and ceramic foam products and products made |
| US20020162642A1 (en) * | 2001-05-04 | 2002-11-07 | Walker Edward L. | Process for producing dental devices |
| US20060119017A1 (en) * | 2004-12-02 | 2006-06-08 | Hwa-Hsing Tang | Method for making ceramic work piece and cermet work piece |
| TWI482699B (zh) * | 2012-05-21 | 2015-05-01 | Univ Nat Taipei Technology | A method for preparing inorganic green bodies with three - dimensional contours |
| EP3725497B1 (en) * | 2013-03-22 | 2024-07-03 | Markforged, Inc. | Three-dimensional printer |
| JP2015182424A (ja) * | 2014-03-26 | 2015-10-22 | セイコーエプソン株式会社 | 三次元造形物の製造方法、三次元造形物製造装置および三次元造形物 |
| JP6536108B2 (ja) * | 2015-03-19 | 2019-07-03 | 株式会社リコー | 立体造形用組成液及び立体造形材料セット、並びに立体造形物の製造方法及び製造装置 |
| JP6569269B2 (ja) * | 2015-03-30 | 2019-09-04 | 株式会社リコー | 立体造形用粉末材料、立体造形材料セット、立体造形物製造装置、及び立体造形物の製造方法 |
| KR102383504B1 (ko) * | 2015-06-30 | 2022-04-06 | 엘에스오토모티브테크놀로지스 주식회사 | 친환경 차량 사운드 제네레이터 조정 장치 및 이의 제어 방법 |
| JP6718132B2 (ja) | 2015-11-06 | 2020-07-08 | セイコーエプソン株式会社 | 三次元構造物の製造方法及びその製造装置 |
| JP6844225B2 (ja) * | 2016-11-30 | 2021-03-17 | セイコーエプソン株式会社 | 焼結用粉末および焼結体の製造方法 |
| CN110049838B (zh) * | 2016-12-06 | 2022-06-07 | 马克弗巨德有限公司 | 增材制造的方法 |
-
2017
- 2017-09-12 JP JP2017174985A patent/JP6972811B2/ja active Active
-
2018
- 2018-09-10 CN CN201811055231.7A patent/CN109483879B/zh active Active
- 2018-09-11 US US16/127,752 patent/US10994478B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019052325A (ja) | 2019-04-04 |
| CN109483879B (zh) | 2021-08-03 |
| CN109483879A (zh) | 2019-03-19 |
| US10994478B2 (en) | 2021-05-04 |
| US20190077075A1 (en) | 2019-03-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6836101B2 (ja) | 三次元造形物の製造方法 | |
| US12103083B2 (en) | Three-dimensional shaped article production method | |
| JP6972811B2 (ja) | 三次元造形物の製造方法 | |
| JP6981558B2 (ja) | 三次元造形物の造形ステージ、三次元造形物の製造装置及び三次元造形物の製造方法 | |
| US11745418B2 (en) | Method of manufacturing three-dimensionally formed object and three-dimensionally formed object manufacturing apparatus | |
| US20210154743A1 (en) | Method of manufacturing three-dimensionally formed object and three-dimensionally formed object manufacturing apparatus | |
| JP6826321B2 (ja) | 三次元造形物の造形ステージ、三次元造形物の製造装置及び三次元造形物の製造方法 | |
| JP6802517B2 (ja) | 三次元造形物の造形ステージ、三次元造形物の製造装置及び三次元造形物の製造方法 | |
| JP6950498B2 (ja) | 三次元造形物の製造方法 | |
| JP6924380B2 (ja) | 三次元造形物の製造装置及び三次元造形物の製造方法 | |
| JP6931205B2 (ja) | 三次元造形物の製造方法 | |
| JP6950780B2 (ja) | 三次元造形物の製造方法 | |
| JP2019099859A (ja) | 三次元造形物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200805 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210604 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210812 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210902 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210902 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20210909 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20210914 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211005 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211018 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6972811 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |