JP6832142B2 - フェノール樹脂発泡板及びその製造方法 - Google Patents
フェノール樹脂発泡板及びその製造方法 Download PDFInfo
- Publication number
- JP6832142B2 JP6832142B2 JP2016239939A JP2016239939A JP6832142B2 JP 6832142 B2 JP6832142 B2 JP 6832142B2 JP 2016239939 A JP2016239939 A JP 2016239939A JP 2016239939 A JP2016239939 A JP 2016239939A JP 6832142 B2 JP6832142 B2 JP 6832142B2
- Authority
- JP
- Japan
- Prior art keywords
- face material
- phenol resin
- resin foam
- foam plate
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Molding Of Porous Articles (AREA)
- Laminated Bodies (AREA)
Description
フェノール樹脂の発泡層は、物理的衝撃に対して、比較的脆い。このため、フェノール樹脂の発泡層の片面又は両面に面材を設けることで、フェノール樹脂の発泡層の保護を図っている。
特許文献1には、炭化水素発泡剤を用いてフェノール樹脂発泡体を製造する方法が記載されている。
特許文献2には、オゾン層破壊係数がゼロで温暖化係数も小さく、炭化水素発泡剤よりも熱伝導率を低下させやすい発泡剤として、ハロゲン化不飽和炭化水素を用いることが提案されている。
本発明者らの知見によれば、走行する面材上で連続的に発泡させてフェノール樹脂発泡板を製造する方法において、炭化水素系発泡剤の代わりにハロゲン化不飽和炭化水素発泡剤を用いると、発泡板の撓み易さが変化し、施工後に変形が生じるおそれがある。
また家屋等の建材として用いられる発泡板には難燃性が求められる。
本発明は、発泡剤がハロゲン化不飽和炭化水素を含み、難燃性に優れ、施工後に変形が生じ難いフェノール樹脂発泡板およびその製造方法の提供を目的とする。
[1]フェノール樹脂とハロゲン化不飽和炭化水素を含み、密度が15〜50kg/m3、独立気泡率が80〜99%、制限酸素指数が28容量%以上である発泡層と、前記発泡層の両面に接着剤層を介することなく積層された、ガラス繊維を含む面材とが備えられた、平面視長方形のフェノール樹脂発泡板であって、長さ方向における曲げ弾性率Exと、幅方向における曲げ弾性率Eyとは、下記(1)式を満たす、フェノール樹脂発泡板。
1.1≦Ex/Ey≦2.5・・・(1)
[2]EN1604に準じて測定される70℃における、前記フェノール樹脂発泡板の寸法変化量D1と、前記発泡層のみの寸法変化量D10とは、下記(2)式を満たす、[1]に記載のフェノール樹脂発泡板。
0.18≦D1/D10≦0.9・・・(2)
[3]前記面材に対するガラス繊維の含有量が10質量%以上である、[1]又は[2]に記載のフェノール樹脂発泡板。
[4]前記面材の目付が30g/m2以上である、[1]〜[3]のいずれかに記載のフェノール樹脂発泡板。
[5]前記[1]〜[4]のいずれかに記載のフェノール樹脂発泡板の製造方法であって、任意の速度で走行する第一の面材上に、フェノール樹脂と発泡剤と架橋剤とを含有する発泡性樹脂組成物を吐出する第一の工程と、
前記第一の面材上に吐出された前記発泡性樹脂組成物上に第二の面材を載置し、加熱して、発泡し硬化する第二の工程と、を有する、フェノール樹脂発泡板の製造方法。
[6]前記第一の工程は、TD方向に並ぶ2以上のノズルから前記発泡性樹脂組成物を前記第一の面材上に吐出し、前記ノズルの軸線と、前記第一の面材とのなす角度は、60°以上90°未満である、[5]に記載のフェノール樹脂発泡板の製造方法。
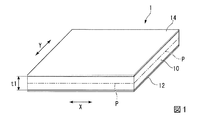
以下、図面を参照して、フェノール樹脂発泡板について説明する。
フェノール樹脂発泡板1は、X方向を長さ方向、Y方向を幅方向とする、平面視長方形である。本実施形態において、X方向はMD(Machine Direction)方向、Y方向はTD(Transverse Direction)方向である。
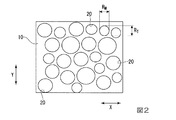
図2に示すように、発泡層10には、2以上の気泡20が形成されている。気泡20の内、少なくとも一部は独立気泡である。なお、図2は、図1のフェノール樹脂発泡板1を仮想線Pで厚さ方向に二等分し、その断面を平面視で観察した際の部分断面図である。図2において、RMは気泡20のMD方向の長さを表し、RTは気泡20のTD方向の長さを表す。RM/RTは気泡アスペクト比を表す。
レゾール型フェノール樹脂は、フェノール化合物とアルデヒドとをアルカリ触媒の存在下で反応させて得られるフェノール樹脂である。
フェノール化合物としては、フェノール、クレゾール、キシレノール、パラアルキルフェノール、パラフェニルフェノール、レゾルシノール及びこれらの変性物等が挙げられる。
アルデヒドとしては、ホルムアルデヒド、パラホルムアルデヒド、フルフラール、アセトアルデヒド等が挙げられる。アルカリ触媒としては、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム、脂肪族アミン(トリメチルアミン、トリエチルアミン等)等が挙げられる。
ただしフェノール化合物、アルデヒド、アルカリ触媒はそれぞれ上記のものに限定されるものではない。フェノール樹脂は、1種単独で用いられてもよいし、2種以上が組み合されて用いられてもよい。
フェノール化合物とアルデヒドとの使用割合は特に限定されない。好ましくは、フェノール化合物:アルデヒドのモル比で、1:1〜1:3であり、より好ましくは1:1.3〜1:2.5である。
ハロゲン化不飽和炭化水素としては、フッ素化不飽和炭化水素、塩素化不飽和炭化水素、塩素化フッ素化不飽和炭化水素、臭素化フッ素化不飽和炭化水素、ヨウ素化フッ素化不飽和炭化水素等が挙げられる。ハロゲン化不飽和炭化水素は、水素原子の全てがハロゲン原子で置換されたものでもよいし、水素原子の一部がハロゲン原子で置換されたものでもよい。
これらのハロゲン化不飽和炭化水素は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
ハロゲン化不飽和炭化水素は、オゾン破壊係数(ODP)および地球温暖化係数(GWP)が小さく、環境に与える影響が小さい点で有利である。ハロゲン化不飽和炭化水素としては、塩素化フッ素化不飽和炭化水素またはフッ素化不飽和炭化水素が好ましい。
飽和炭化水素としては、発泡剤として公知のものを用いることができ、沸点が−20℃以上100℃以下のものが好適に用いられる。
飽和炭化水素としては、炭素数が4以上6以下の環状分子構造又は炭素数4以上6以下の鎖状分子構造を有するものが好ましく、例えば、イソブタン、ノルマルブタン、シクロブタン、ノルマルペンタン、イソペンタン、シクロペンタン、ネオペンタン等が挙げられる。
これらの飽和炭化水素は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。これらの飽和炭化水素は、低温域(例えば、−80℃程度の冷凍庫用断熱材)から高温域(例えば200℃程度の加熱体用断熱材)までの広い温度範囲で優れた断熱性能を確保でき、比較的安価であり経済的にも有利である。
これらのハロゲン化飽和炭化水素は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
発泡剤の合計100質量部のうち、ハロゲン化不飽和炭化水素の割合は、10量部以上が好ましく、20質量部以上がより好ましく、30質量部以上が最も好ましい。100質量部でもよい。
酸触媒としては、ベンゼンスルホン酸、エチルベンゼンスルホン酸、パラトルエンスルホン酸、キシレンスルホン酸、ナフタレンスルホン酸、フェノールスルホン酸等の有機酸、硫酸、リン酸等の無機酸等が挙げられる。これらの酸触媒は、1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
界面活性剤としては、特に限定されず、整泡剤等として公知のものを使用できる。例えば、ひまし油アルキレンオキシド付加物、シリコーン系界面活性剤、ポリオキシエチレンソルビタン脂肪酸エステル等が挙げられる。これらの界面活性剤は、1種を単独で用いてもよく2種以上を併用してもよい。
界面活性剤は、気泡径の小さい気泡を形成しやすい点で、ひまし油アルキレンオキシド付加物及びシリコーン系界面活性剤のいずれか一方または両方を含むことが好ましく、熱伝導率をより低く、難燃性をより高くできる点で、シリコーン系界面活性剤を含むことがより好ましい。
充填剤としては、無機フィラーが好ましい。無機フィラーを用いることで、発泡樹脂積層体の熱伝導率を低減し、かつ難燃性のさらなる向上を図れる。
発泡層10の密度は、JIS A 9511:2009に準じて測定される値である。
平均気泡径は、例えば、以下の測定方法により測定される。
まず、発泡層10の厚さ方向のほぼ中央から試験片を切出す。試験片の厚さ方向の切断面を50倍拡大で撮影する。撮影された画像に、長さ9cmの直線を4本引く。この際、ボイド(2mm2以上の空隙)を避けるように直線を引く。各直線が横切った気泡の数(JIS K6400−1:2004に準じて測定したセル数)を直線毎に計数し、直線1本当たりの平均値を求める。気泡の数の平均値で1800μmを除し、求められた値を平均気泡径とする。
発泡層10の平均気泡径は、発泡剤の種類又は組成、界面活性剤の種類、発泡条件(加熱温度、加熱時間等)等の組み合わせにより調節される。
独立気泡率は、JIS K 7138:2006に準拠して測定される。
発泡層10の独立気泡率は、発泡剤の種類又は組成、界面活性剤の種類、発泡条件(加熱温度、加熱時間等)等の組み合わせにより調節される。
LOIは、JIS K 7201−2:2007に準じて測定される値である。
発泡層10のLOIは、発泡剤の種類又は組成、界面活性剤の種類、難燃剤の種類又は組成とその量等の組み合わせにより調節される。例えば、発泡剤中の可燃性の発泡剤の含有量が少ない(ハロゲン化炭化水素の含有量が多い)ほど、LOIが高い。また、界面活性剤がシリコーン系界面活性剤、特に末端が−OHであるポリエーテル鎖を有するものであれば、他の界面活性剤を用いる場合に比べて、LOIが高い傾向がある。さらに、リン系難燃剤等を添加することでLOIを高くすることができる。
第一の面材12におけるガラス繊維の含有量は10質量%以上が好ましく、30質量%以上がより好ましく、100質量%でもよい。該ガラス繊維の含有量が上記下限値以上であると、フェノール樹脂発泡板1の難燃性のさらなる向上を図れる。
第一の面材12の目付は、30g/m2以上が好ましく、50g/m2以上がより好ましい。目付が上記下限値以上であれば、発泡層10をより良好に保護できる。目付の上限値は特に限定されないが、フェノール樹脂発泡板1の軽量化の観点からは200g/m2以下が好ましく、150g/m2以下がより好ましい。
第二の面材14のガラス繊維の含有量は、第一の面材12のガラス繊維の含有量と同様である。フェノール樹脂発泡板1において第二の面材14のガラス繊維の含有量と、第一の面材12のガラス繊維の含有量とは、同じでもよいし、異なってもよい。
第二の面材14の厚さは、第一の面材12の厚さと同様である。フェノール樹脂発泡板1において、第二の面材14の厚さと第一の面材12の厚さとは、同じでもよいし、異なってもよい。
1.1≦Ex/Ey≦2.5・・・(1)
Ex/Ey(曲げ弾性率の比)は、1.2≦Ex/Ey≦2.3がより好ましく、1.3≦Ex/Ey≦2.0がさらに好ましい。Ex/Eyが上記範囲内であれば、フェノール樹脂発泡板1が施工後に変形し難く、取扱い性も良好となる。
0.18≦D1/D10≦0.9 ・・・(2)
D1/D10(寸法変化量の比)は、0.19≦D1/D10≦0.9がより好ましく、0.20≦D1/D10≦0.9がさらに好ましい。D1/D10が上記範囲内であれば、フェノール樹脂発泡板1の施工後の変形がさらに抑制される。
フェノール樹脂発泡板1の熱伝導率は、発泡層10における平均気泡径、発泡剤の種類又は組成、界面活性剤の種類等の組み合わせにより調節される。例えば、平均気泡径が小さいほど、フェノール樹脂発泡板1の熱伝導率が低い傾向となる。界面活性剤がシリコーン系界面活性剤、特に末端が−OHであるポリエーテル鎖を有するものである場合、他の界面活性剤を用いる場合に比べて、熱伝導率が低い傾向がある。
熱伝導率は、JIS A 1412−2に準拠して測定される値である。
以下、吐出装置と、吐出装置の下流に位置する発泡成形装置とを備える製造システムを用いた、フェノール樹脂発泡板の製造方法を例に挙げて説明する。
吐出装置60は、フェノール樹脂等の原料を混合する混合部62と、混合された原料(発泡性樹脂組成物)を吐出するための2以上のノズル64とを備える。2以上のノズル64は、発泡性樹脂組成物80の流れ方向と直交する方向に並んでいる。
加熱手段としては、例えば、フレーム部71を囲む加熱炉や、下部コンベア72又は上部コンベア74の無端ベルトを接して設けられたヒータ等が挙げられる。
かかる発泡成形装置70としては、例えば、特開2000−218635号公報に記載のものが挙げられる。
ノズル角度を上記範囲にすることによって曲げ弾性率の比(Ex/Ey)を制御できる理由は以下のように考えられる。図4を参照して説明する。
図4は、製造システム40の一部を模式的に表した部分平面図である。図4は、ノズル64から発泡性樹脂組成物が吐出された状態を模式的に示す。なお、説明の便宜上、混合部62等の図示を省略した。
図4に示す通り、隣り合うノズル64同士は、任意の間隔を空けて並べられている。ノズル角度θを60°未満にする(ノズル64を面材に対して寝かせる)と、走行する第一の面材12の速度に合わせて発泡性樹脂組成物80が吐出される。第一の面材12上に吐出された発泡性樹脂組成物80は、W1方向に進行するに従い、第一の面材12の幅方向(即ち、発泡層10のTD方向)に広がりつつ、発泡剤が徐々に発泡する。この際、発泡性樹脂組成物80中の発泡剤が発泡して生じた気泡20aは、TD方向に長くなりつつ膨らむ。特に、ハロゲン化不飽和炭化水素を発泡剤として用いた場合には、発泡性樹脂組成物80の粘度が低くなり、吐出された発泡性樹脂組成物80がTD方向に広がりやすい。こうしてTD方向に長い気泡20が形成されると、TD方向の曲げ弾性率が小さくなり、曲げ弾性率の比(Ex/Ey)が大きくなってしまう。
これに対し、ノズル角度を60°以上90°未満とすると、第一の面材12上に吐出された発泡性樹脂組成物80は、ノズル64からの吐出圧力によって第一の面材12に押し付けられて、MD方向及びTD方向に広がる。このため、吐出された発泡性樹脂組成物80で生じた気泡20aは、MD方向及びTD方向に延びる。こうして、気泡20の気泡アスペクト比(RM/RT)を1に近づけることにより、曲げ弾性率の比(Ex/Ey)を低下させることができる。
次いで、フェノール樹脂発泡板1を切断装置で任意の長さに切断する。
フェノール樹脂発泡板1の形状は、MD方向を長さ方向とし、TD方向を幅方向とする平面視長方形とする。
フェノール樹脂発泡板1の大きさは、特に限定されないが、長さ500〜4000mm×幅500〜1000mm×厚さ20〜150mmの物が挙げられる。
また、発泡層と第一の面材と第二の面材との3層構造とされているが、本発明はこれに限定されない。例えば、第一の面材上に、さらに他の層を備えてもよい。他の層としては、化粧層、防水フィルム層等が挙げられる。また、例えば、第二の面材上に、さらに他の層を備えてもよい。第二の面材上の他の層は、第一の面材上の他の層と同様である。
表1に記載の組成に従い、発泡性樹脂組成物を調製した。
液状レゾール型フェノール樹脂(旭有機材工業株式会社製、商品名:PF−339)100質量部に、界面活性剤(ひまし油エチレンオキサイド付加物(付加モル数30))4質量部、ホルムアルデヒドキャッチャー剤(尿素)4質量部を加え、混合し、20℃で8時間放置した。
得られた混合物108質量部に、表1記載の発泡剤(配合量は表に示す)と、酸触媒(パラトルエンスルホン酸とキシレンスルホン酸との混合物)16質量部とを加え、攪拌し、混合して発泡性樹脂組成物を調製した。
図3に示す製造システム40と同様の製造システムを用い、発泡層の両面に面材を備えフェノール樹脂発泡板を得た。フェノール樹脂発泡板は、長さ(MD方向)1820mm×幅(TD方向)910mm×厚さ45mmの平面視長方形の板体であった。
表中の面材Iはガラス繊維不織布(ガラス繊維含有量 90質量%)、面材IIはガラス繊維混抄紙(ガラス繊維含有量 20質量%)、面材IIIはポリエステル不織布、面材IVはクラフト紙である。面材の目付を表に示す。
このフェノール樹脂発泡板の製造に用いた製造システムは、18本のノズルがTD方向に等間隔で配置された吐出部を備え、ノズル角度θは65°とした。18本のノズルから発泡性樹脂組成物を面材上に吐出し、吐出された発泡性樹脂組成物の上に新たに面材を載せ、70℃で300秒間加熱して、発泡させた。次いで、85℃で15分滞留させた後、110℃の加熱炉内に2時間放置して、フェノール樹脂発泡物とした。
得られたフェノール樹脂発泡物を幅910mm、長さ1820mmに切断し、これを110℃の加熱炉内に2時間放置して、養生して各例のフェノール樹脂発泡板を得た。
得られたフェノール樹脂発泡板について、発泡層の密度、平均気泡径、独立気泡率、熱伝導率、制限酸素指数(LOI)を測定した。また、フェノール樹脂発泡板の曲げ弾性率の比および寸法変化量の比を測定した。結果を表中に示す(以下、同様)。
表中の発泡剤の組成は、以下の通りである。
・発泡剤A・・・・HCFO−1233zd:シクロペンタン=80:20(質量比)の混合物。
・発泡剤B・・・・HCFO−1233zd:シクロペンタン=60:40(質量比)の混合物。
・発泡剤C・・・・HCFO−1233zd:シクロペンタン=40:60(質量比)の混合物。
・発泡剤D・・・・HCFO−1233zd:イソプロピルクロライド=60:40(質量比)の混合物。
・発泡剤E・・・・HCFO−1233zd:イソプロピルクロライド=80:20(質量比)の混合物。
・発泡剤F・・・・HCFO−1233zd:イソペンタン=70:30(質量比)の混合物。
・発泡剤G・・・・HCFO−1233zd。
実施例1において、ノズル角度θを65°から20°に変更した以外は、実施例1と同様にしてフェノール樹脂発泡板を製造した。
(比較例2)
実施例1において、面材の種類を面材Iから面材IIIに変更した以外は、実施例1と同様にしてフェノール樹脂発泡板を製造した。
(比較例3)
実施例1において、面材の種類を面材Iから面材IVに変更した以外は、実施例1と同様にしてフェノール樹脂発泡板を製造した。
<曲げ弾性率の比>
曲げ弾性率はJIS K 7221−2に準じて測定した。
求めたEx、Eyから曲げ弾性率の比(Ex/Ey)を算出した。
各例のフェノール樹脂発泡板におけるTD方向の中央部から、MD方向200mm、TD方向200mmの平面視矩形の切片を2個切り出し、それぞれ第1の評価用試料、第2の評価用試料とし、評価用試料の初期のMD方向の長さDM0(mm)と、TD方向の長さDT0(mm)を測定した。
第1の評価用試料について、EN1604の試験方法に準じ、以下の手順でMD方向の寸法変化の差ΔDM(mm)及びTD方向の寸法変化の差ΔDT(mm)をそれぞれ求めた。
前記評価用試料を70℃で、48時間放置した直後に、評価用試料におけるMD方向の長さDM(mm)及びTD方向の長さDT(mm)を測定した。下記式により、MD方向の寸法変化量ΔDM及びTD方向の寸法変化量ΔDTを算出した。
ΔDM=|長さDM−DM0|
ΔDT=|長さDT−DT0|
求めたΔDM及びΔDTのうち、大きい方の値を第1の評価用試料の寸法変化量D1とした。
第2の評価用試料の両面の面材を剥離したものについて、第1の評価用試料と同様にしてMD方向の寸法変化量ΔDM及びTD方向の寸法変化量ΔDTを測定し、大きい方の値を第2の評価用試料の寸法変化量D10とした。
求めたD1、D10から寸法変化量の比(D1/D10)を算出した。

Claims (4)
- フェノール樹脂と、ハロゲン化不飽和炭化水素を含む発泡剤とを含み、密度が15〜50kg/m3、独立気泡率が80〜99%、制限酸素指数が28容量%以上である発泡層と、
前記発泡層の両面に接着剤層を介することなく積層された、ガラス繊維を含む面材とが備えられた、平面視長方形のフェノール樹脂発泡板であって、
前記発泡剤の合計100質量部のうち、前記ハロゲン化不飽和炭化水素の割合が40〜80質量部であり、
前記面材の目付が50〜150g/m 2 であり、
長さ方向における曲げ弾性率Exと、幅方向における曲げ弾性率Eyとは、下記(1)式を満たす、フェノール樹脂発泡板。
1.1≦Ex/Ey≦2.5 ・・・(1) - EN1604に準じて測定される70℃における、前記フェノール樹脂発泡板の寸法変化量D1と、前記発泡層のみの寸法変化量D10とは、下記(2)式を満たす、請求項1に記載のフェノール樹脂発泡板。
0.18≦D1/D10≦0.9・・・(2) - 前記面材に対するガラス繊維の含有量が10質量%以上である、請求項1又は2に記載のフェノール樹脂発泡板。
- 請求項1〜3のいずれか一項に記載のフェノール樹脂発泡板の製造方法であって、
任意の速度で走行する第一の面材上に、フェノール樹脂と発泡剤と架橋剤とを含有する発泡性樹脂組成物を吐出する第一の工程と、
前記第一の面材上に吐出された前記発泡性樹脂組成物上に第二の面材を載置し、加熱して、発泡し硬化する第二の工程と、
を有し、
前記第一の工程は、TD方向に並ぶ2以上のノズルから前記発泡性樹脂組成物を前記面材上に吐出し、
前記ノズルの軸線と、前記面材とのなす角度は、60°以上90°未満である、フェノール樹脂発泡板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016239939A JP6832142B2 (ja) | 2016-12-10 | 2016-12-10 | フェノール樹脂発泡板及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016239939A JP6832142B2 (ja) | 2016-12-10 | 2016-12-10 | フェノール樹脂発泡板及びその製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016246172A Division JP6302536B1 (ja) | 2016-12-20 | 2016-12-20 | フェノール樹脂発泡板及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018094766A JP2018094766A (ja) | 2018-06-21 |
| JP6832142B2 true JP6832142B2 (ja) | 2021-02-24 |
Family
ID=62634393
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016239939A Active JP6832142B2 (ja) | 2016-12-10 | 2016-12-10 | フェノール樹脂発泡板及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6832142B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4131596A4 (en) | 2020-03-31 | 2024-03-20 | SANYO Electric Co., Ltd. | POWER SUPPLY DEVICE, ELECTRIC VEHICLE WITH THE POWER SUPPLY DEVICE AND ENERGY STORAGE DEVICE |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3948777B2 (ja) * | 1997-02-17 | 2007-07-25 | 旭化成建材株式会社 | フェノール樹脂発泡体の製造方法 |
| JP3837226B2 (ja) * | 1998-02-05 | 2006-10-25 | 旭化成建材株式会社 | フェノール樹脂発泡体積層板およびその製造方法 |
| TW201336906A (zh) * | 2005-06-24 | 2013-09-16 | Honeywell Int Inc | 含有經氟取代之烯烴之發泡劑及組合物,及發泡方法 |
| EP3660084A1 (en) * | 2014-01-24 | 2020-06-03 | Asahi Kasei Construction Materials Corporation | Phenol resin foam body and method for producing same |
| JP2016003307A (ja) * | 2014-06-18 | 2016-01-12 | 旭化成建材株式会社 | フェノール樹脂発泡体及びその製造方法 |
| JP5877913B1 (ja) * | 2014-08-20 | 2016-03-08 | 旭化成建材株式会社 | フェノール樹脂発泡体積層板及びその製造方法 |
| JP6441656B2 (ja) * | 2014-12-10 | 2018-12-19 | 旭化成建材株式会社 | フェノール樹脂発泡体積層板及びその製造方法 |
| JP6791643B2 (ja) * | 2015-03-24 | 2020-11-25 | 積水化学工業株式会社 | フェノール樹脂発泡体 |
| JP5805345B1 (ja) * | 2015-06-04 | 2015-11-04 | 積水化学工業株式会社 | フェノール樹脂発泡体 |
-
2016
- 2016-12-10 JP JP2016239939A patent/JP6832142B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018094766A (ja) | 2018-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107406613B (zh) | 酚醛树脂发泡体及酚醛树脂发泡体的制造方法 | |
| JP6166830B2 (ja) | フェノール樹脂発泡板 | |
| JP6876444B2 (ja) | コンクリート用の断熱複合パネル | |
| JP6832142B2 (ja) | フェノール樹脂発泡板及びその製造方法 | |
| JP5805345B1 (ja) | フェノール樹脂発泡体 | |
| JP6114872B1 (ja) | フェノール樹脂発泡体 | |
| JP6302536B1 (ja) | フェノール樹脂発泡板及びその製造方法 | |
| JP6166829B2 (ja) | フェノール樹脂発泡板 | |
| JP7078388B2 (ja) | フェノール樹脂発泡板及びその製造方法 | |
| JP2017160431A (ja) | フェノール樹脂発泡体 | |
| JP2018144244A (ja) | 発泡樹脂積層体 | |
| JP6159468B1 (ja) | フェノール樹脂発泡体およびその製造方法 | |
| JP6129398B1 (ja) | フェノール樹脂発泡体およびその製造方法 | |
| JP6163601B1 (ja) | フェノール樹脂発泡板及びその製造方法 | |
| JP6916066B2 (ja) | フェノール樹脂発泡体 | |
| JP6123015B1 (ja) | フェノール樹脂発泡板及びその製造方法 | |
| JP6159467B1 (ja) | フェノール樹脂発泡体およびその製造方法 | |
| JP6989369B2 (ja) | フェノール樹脂発泡体の製造方法 | |
| JP6163602B1 (ja) | フェノール樹脂発泡体およびフェノール樹脂発泡体の製造方法 | |
| JP6770778B2 (ja) | フェノール樹脂発泡板 | |
| JP2018095868A (ja) | フェノール樹脂発泡板 | |
| JP7112199B2 (ja) | フェノール樹脂発泡体の製造方法 | |
| JP7016686B2 (ja) | フェノール樹脂発泡体およびその製造方法 | |
| JP2018094896A (ja) | フェノール樹脂発泡板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200820 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200901 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20200911 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201102 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210201 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6832142 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |