JP6166830B2 - フェノール樹脂発泡板 - Google Patents
フェノール樹脂発泡板 Download PDFInfo
- Publication number
- JP6166830B2 JP6166830B2 JP2016202063A JP2016202063A JP6166830B2 JP 6166830 B2 JP6166830 B2 JP 6166830B2 JP 2016202063 A JP2016202063 A JP 2016202063A JP 2016202063 A JP2016202063 A JP 2016202063A JP 6166830 B2 JP6166830 B2 JP 6166830B2
- Authority
- JP
- Japan
- Prior art keywords
- phenolic resin
- resin foam
- ave
- phenol resin
- thickness direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Description
フェノール樹脂発泡板は、通常、フェノール樹脂、発泡剤、酸触媒(硬化剤)、界面活性剤等を含む発泡性フェノール樹脂組成物を発泡、硬化させることによって製造される。
このようにして製造されたフェノール樹脂発泡板は独立気泡を有し、独立気泡中には発泡剤から発生したガスが含まれる。
フェノール樹脂発泡板に用いられる発泡剤としては、ブタンやペンタン等の炭化水素(例えば、特許文献1)等が知られている。
<1>ハロゲン化不飽和炭化水素を含むフェノール樹脂発泡板であって、
下記式(1)および下記式(2)を満たすことを特徴とするフェノール樹脂発泡板。
0.8≦ARave≦1.5 ・・・(1)
0≦(ARmax−ARave)/ARave≦0.180 ・・・ (2)
ここで、ARaveは、前記フェノール樹脂発泡板の厚み方向に切断した断面を、厚み方向に5つの領域に区分し、前記5つの領域それぞれの中心部、および前記5つの領域のうちの両端の2つの領域それぞれの表層部の7か所について、気泡の平均アスペクト比を測定し、相加平均した値を示し、
ARmaxは、前記7か所それぞれの平均アスペクト比のうちの最大値を示し、
アスペクト比は、[厚み方向における気泡径(μm)]/[厚み方向と直交する方向における気泡径(μm)]で求められる値を示す。
フェノール樹脂発泡板中には、複数の気泡が形成されており、気泡壁には実質的に孔が存在せず、複数の気泡の少なくとも一部は相互に連通していない独立気泡になっている。
気泡壁は、フェノール樹脂の硬化物から構成される。
ハロゲン化不飽和炭化水素は、発泡剤として用いられたものであり、ガスの状態で独立気泡中に保持されている。独立気泡中には、ハロゲン化不飽和炭化水素の他、ハロゲン化不飽和炭化水素以外の発泡剤に由来するガスが保持されていてもよい。
発泡性フェノール樹脂組成物は、必要に応じて、本発明の効果を損なわない範囲で、フェノール樹脂、発泡剤、酸触媒および界面活性剤以外の他の成分をさらに含んでもよい。
フェノール樹脂としては、レゾール型のものが好ましい。
レゾール型フェノール樹脂は、フェノール化合物とアルデヒドとをアルカリ触媒の存在下で反応させて得られるフェノール樹脂である。
フェノール化合物としては、フェノール、クレゾール、キシレノール、パラアルキルフェノール、パラフェニルフェノール、レゾルシノールおよびこれらの変性物等が挙げられる。アルデヒドとしては、ホルムアルデヒド、パラホルムアルデヒド、フルフラール、アセトアルデヒド等が挙げられる。アルカリ触媒としては、水酸化ナトリウム、水酸化カリウム、水酸化カルシウム、脂肪族アミン(トリメチルアミン、トリエチルアミン等)等が挙げられる。ただしフェノール化合物、アルデヒド、アルカリ触媒はそれぞれ上記のものに限定されるものではない。
フェノール化合物とアルデヒドとの使用割合は特に限定されない。好ましくは、フェノール化合物:アルデヒドのモル比で、1:1〜1:3であり、より好ましくは1:1.3〜1:2.5である。
発泡剤は、ハロゲン化不飽和炭化水素を含む。
ハロゲン化不飽和炭化水素はフェノール樹脂との相溶性が高く、ハロゲン化不飽和炭化水素を含む発泡剤を用いることで発泡性フェノール樹脂組成物の粘度が低下しやすい傾向がある。発泡性フェノール樹脂組成物が低粘度化すると、該組成物を発泡させた際に、フェノール樹脂発泡板の表面近傍の気泡が、該発泡板の厚み方向に成長しやすくなり、本発明の式(1)〜(3)を満たしやすくなる。また、フェノール樹脂発泡板中の独立気泡の平均気泡径が小さくなりやすい傾向もある。また、ハロゲン化不飽和炭化水素は、イソペンタン等のハロゲン化されていない炭化水素に比べて熱伝導率が低い。これらのことからフェノール樹脂発泡板の熱伝導率が低くなって、優れた断熱性が発揮される。
また、ハロゲン化不飽和炭化水素は、オゾン破壊係数(ODP)や地球温暖化係数(GWP)が小さく、環境に与える影響が小さい。また、ハロゲン化不飽和炭化水素は不燃性であるため、フェノール樹脂発泡板の難燃性が優れる。
ハロゲン化不飽和炭化水素としては、発泡剤として公知のものを用いることができ、典型的には、沸点−28〜80℃のものが挙げられる。
ハロゲン化不飽和炭化水素の熱伝導率は、0.013W/m・K以下が好ましく、0.011W/m・K以下がより好ましい。
ハロゲン化不飽和炭化水素の炭素数は、2〜6が好ましく、2〜5がより好ましい。
ハロゲン化不飽和炭化水素としては、フッ素化不飽和炭化水素、塩素化フッ素化不飽和炭化水素等、フッ素原子を有するものが好ましい。
これらのハロゲン化不飽和炭化水素は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
これらのフッ素化不飽和炭化水素は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
これらの塩素化フッ素化不飽和炭化水素は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
他の発泡剤としては、特に限定されず、例えば、炭化水素;ハロゲン化飽和炭化水素;炭酸水素ナトリウム、炭酸ナトリウム、炭酸カルシウム、炭酸マグネシウム、アゾジカルボン酸アミド、アゾビスイソブチロニトリル、アゾジカルボン酸バリウム、N,N’−ジニトロソペンタメチレンテトラミン、p,p’−オキシビスベンゼンスルホニルヒドラジド、トリヒドラジノトリアジン等の化学発泡剤;多孔質固体材料等が挙げられる。これらの発泡剤は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
炭化水素としては、炭素数4〜6の環状分子構造又は炭素数4〜6の鎖状分子構造を有するものが好ましく、例えばイソブタン、ノルマルブタン、シクロブタン、ノルマルペンタン、イソペンタン、シクロペンタン、ネオペンタン等が挙げられる。これらの炭化水素は、低温域(例えば、−80℃程度の冷凍庫用断熱材)から高温域(例えば200℃程度の加熱体用断熱材)までの広い温度範囲で優れた断熱性能を確保でき、比較的安価であり経済的にも有利である。
これらの炭化水素は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
塩素化飽和炭化水素としては、炭素数が2〜5であるものが好ましく、例えばジクロロエタン、プロピルクロライド、イソプロピルクロライド、ブチルクロライド、イソブチルクロライド、ペンチルクロライド、イソペンチルクロライド等が挙げられる。
フッ素化飽和炭化水素としては、例えば、ジフルオロメタン(HFC32)、1,1,1,2,2−ペンタフルオロエタン(HFC125)、1,1,1−トリフルオロエタン(HFC143a)、1,1,2,2−テトラフルオロエタン(HFC134)、1,1,1,2−テトラフルオロエタン(HFC134a)、1,1−ジフルオロエタン(HFC152a)、1,1,1,2,3,3,3−ヘプタフルオロプロパン(HFC227ea)、1,1,1,3,3−ペンタフルオプロパン(HFC245fa)、1,1,1,3,3−ペンタフルオブタン(HFC365mfc)、および1,1,1,2,2,3,4,5,5,5−デカフルオロペンタン(HFC4310mee)等のハイドロフルオロカーボンが挙げられる。
上記の中でも、オゾン層破壊係数が低く、環境適合性に優れる点で、イソプロピルクロライドが好ましい。
ハロゲン化不飽和炭化水素の割合が上記下限値以上であれば、フェノール樹脂組成物の粘度を低くでき、前記式(2)を満たすフェノール樹脂発泡板を得やすくなる。また、フェノール樹脂発泡板の断熱性をより高められる。ハロゲン化不飽和炭化水素の割合が上記上限値以下であれば、発泡性フェノール樹脂組成物の粘度が低くなりすぎず、前記式(2)を満たすフェノール樹脂発泡板を得やすくなる。また、発泡性フェノール樹脂組成物の発泡性が良好で、発泡剤の量が少なくても十分に発泡できる。
酸触媒は、フェノール樹脂の重合(硬化)を開始させるために使用される。
酸触媒としては、ベンゼンスルホン酸、エチルベンゼンスルホン酸、パラトルエンスルホン酸、キシレンスルホン酸、ナフタレンスルホン酸、フェノールスルホン酸等の有機酸、硫酸、リン酸等の無機酸等が挙げられる。これらの酸触媒は、1種を単独で用いてもよく、2種以上を組み合わせて用いてもよい。
界面活性剤は、気泡径(セル径)の微細化に寄与する。
界面活性剤としては、特に限定されず、整泡剤等として公知のものを使用できる。例えば、ひまし油アルキレンオキシド付加物、シリコーン系界面活性剤、ポリオキシエチレンソルビタン脂肪酸エステル等が挙げられる。これらの界面活性剤は、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
界面活性剤は、気泡径の小さい気泡を形成しやすい点で、ひまし油アルキレンオキシド付加物およびシリコーン系界面活性剤のいずれか一方または両方を含むことが好ましく、熱伝導率をより低く、難燃性をより高くできる点で、シリコーン系界面活性剤を含むことがより好ましい。
ひまし油アルキレンオキシド付加物としては、ひまし油EO付加物、ひまし油PO付加物が好ましい。
ジメチルポリシロキサンとポリエーテルとの共重合体は、ジメチルポリシロキサンとポリエーテルとのブロック共重合体である。ブロック共重合体の構造は、特に限定されず、例えば、シロキサン鎖の両方の末端にポリエーテル鎖が結合したABA型、複数のシロキサン鎖と複数のポリエーテル鎖が交互に結合した(AB)n型、分岐状のシロキサン鎖の末端のそれぞれにポリエーテル鎖が結合した枝分かれ型、シロキサン鎖に側基(末端以外の部分に結合する基)としてポリエーテル鎖が結合したペンダント型等が挙げられる。
ポリオキシアルキレンにおけるオキシアルキレン基の炭素数は、2又は3が好ましい。
ポリオキシアルキレンを構成するオキシアルキレン基は、1種でもよく2種以上でもよい。
ジメチルポリシロキサン−ポリオキシアルキレン共重合体の具体例としては、ジメチルポリシロキサン−ポリオキシエチレン共重合体、ジメチルポリシロキサン−ポリオキシプロピレン共重合体、ジメチルポリシロキサン−ポリオキシエチレン−ポリオキシプロピレン共重合体等が挙げられる。
他の成分としては、発泡性フェノール樹脂組成物の添加剤として公知のものを用いることができ、例えば、発泡核剤、尿素、可塑剤、充填剤(充填材)、難燃剤(例えばリン系難燃剤等)、架橋剤、有機溶媒、アミノ基含有有機化合物、着色剤等が挙げられる。
発泡性フェノール樹脂組成物中の発泡核剤の含有量は、発泡剤に対して、0.05〜5mol%が好ましい。
ただし、発泡核剤は、発泡剤に予め分散され、発泡性フェノール樹脂組成物に配合されるのが通常である。発泡核剤を発泡剤に分散するには、加圧条件下で発泡核剤を発泡剤に注入する必要があり、製造工程が煩雑となる。本発明では、発泡核剤を用いなくても均一かつ微細な気泡を形成できるため、発泡核剤を発泡剤に分散する設備や煩雑な工程等を必要とせず、フェノール樹脂発泡板を容易に製造できる。
可塑剤としては、例えば、グリコール系化合物が挙げられる。グリコール系化合物を用いることで、後述する充填剤を発泡性フェノール樹脂組成物に均一に分散できる。グリコール化合物としては、例えば、フタル酸とジエチレングリコールの反応生成物であるポリエステルポリオール、ポリエチレングリコール、アルキレングリコールエーテル等が挙げられる。アルキレングリコールエーテルとしては、アルキレングリコールアルキルエーテル、例えばエチレングリコールメチルエーテル、プロピレングリコールメチルエーテル等が挙げられる。
無機フィラーとしては、例えば、水酸化アルミニウム、水酸化マグネシウム、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、酸化亜鉛、酸化チタン、酸化アンチモン等の金属の水酸化物や酸化物、亜鉛等の金属粉末;炭酸カルシウム、炭酸マグネシウム、炭酸バリウム、炭酸亜鉛等の金属の炭酸塩;炭酸水素ナトリウム、炭酸水素カリウム等のアルカリ金属炭酸水素塩;炭酸水素カルシウム、炭酸水素マグネシウム等のアルカリ土類金属炭酸水素塩;硫酸カルシウム、硫酸バリウム、珪酸カルシウム、マイカ、タルク、ベントナイト、ゼオライト、シリカゲル等が挙げられる。ただし、酸触媒として強酸を使用する場合、金属粉末、炭酸塩は、ポットライフの調整に影響がない範囲で添加する必要がある。これらの無機フィラーは、1種単独で用いられてもよいし、2種以上が組み合わされて用いられてもよい。
各成分の混合順序は特に限定されないが、例えば、フェノール樹脂に界面活性剤、必要に応じて任意成分を加え混合し、得られた混合物に、発泡剤、酸触媒を添加し、この組成物をミキサーに供給して攪拌して、発泡性フェノール樹脂組成物を調製する。
本発明のフェノール樹脂発泡板は、下記式(1)および式(2)を満たす。
0.8≦ARave≦1.5 ・・・(1)
0≦(ARmax−ARave)/ARave≦0.180 ・・・ (2)
ここで、ARaveは、前記フェノール樹脂発泡板を厚み方向に切断し、その切断面を、厚み方向に5つの領域に区分し、これら5つの領域それぞれの中心部、およびこれら5つの領域のうちの両端の2つの領域それぞれの表層部の7か所について、気泡の平均アスペクト比を測定し、相加平均した値を示し、
ARmaxは、前記7か所それぞれの平均アスペクト比のうちの最大値を示し、
アスペクト比は、[厚み方向における気泡径(μm)]/[厚み方向と直交する方向における気泡径(μm)]で求められる値を示す。
表層部は、フェノール樹脂発泡板表面から2mm以内の領域である。
なお、フェノール樹脂発泡板の表面に面材が設けられている場合、フェノール樹脂発泡板表面の表面は、面材をはがした状態での表面である。
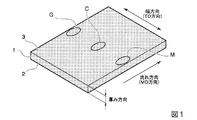
図1に示すフェノール樹脂発泡板1は、連続走行するコンベアベルト上に配置された第一の面材2上に発泡性フェノール樹脂組成物を吐出し、その上に第二の面材3を積層し、加熱炉を通過させて発泡成形し、任意の長さに切断したものである。フェノール樹脂発泡板1の一方の面には第一の面材2が、他方の面には第二の面材3が積層している。
フェノール樹脂発泡板1は、典型的には、厚さが5〜200mmである。
まず、フェノール樹脂発泡板1の流れ方向(MD方向)の中央位置で、幅方向(TD方向)の中央部および両側の縁部(端部から100mm以内)の3か所(図1中、楕円で示した位置)を例えば上面視1辺25mmの正方形に切り出し、第一の面材2および第二の面材3を剥がして3つの試験片C、G、Mを得る。
次に、得られた3つの試験片C、G、Mをそれぞれ、図2に示すように、厚み方向に沿って略5等分になるよう線引きして5つの領域とする。なお、厚みが大きい場合には略5等分になるよう切断して5つの小片としてもよい。以下、各試験片から得た5つの領域を、便宜上、第一の面材2側から順に、「下」、「下中」、「中」、「上中」、「上」と称する。
各領域について、流れ方向と直交する厚み方向の断面の中心部(図2中、円で示した位置)を倍率100倍で撮影する。撮影された画像に、長さ1800μm相当の直線を、縦方向(厚み方向)に2本、横方向(厚み方向と直交する方向)に2本引く。縦方向に引いた直線が横切った気泡の直線上の径を測定し、その結果から体積平均径を算出して厚み方向における気泡径とする。また、横方向に引いた直線が横切った気泡の直線上の径を測定し、その結果から体積平均径を算出して厚み方向と直交する方向における気泡径とする。
これらの気泡径からアスペクト比を算出する。
体積平均径は、以下の数式(i)により求められる。式中、dvolは体積平均径、nは直線が横切った気泡の数、dは気泡の直線上の径を示す。

)のアスペクト比を以下の手順で測定する。
「下」、「上」の各領域について、流れ方向と直交する厚み方向の断面を、画像中に境界部分(表面から2mmの範囲内のフェノール樹脂発泡板1の断面)が入るように、倍率100倍で撮影する。撮影された画像のフェノール樹脂発泡板1の部分に、長さ1800μm相当の直線を、縦方向(厚み方向)に2本、横方向(厚み方向と直交する方向)に2本引き、上記と同様にして、厚み方向における気泡径および厚み方向と直交する方向における気泡径を求め、アスペクト比を算出する。
「下表面」、「下」、「下中」、「中」、「上中」、「上」、「上表面」それぞれの気泡の平均アスペクト比を相加平均することでARaveが算出される。
「下表面」、「下」、「下中」、「中」、「上中」、「上」、「上表面」それぞれの気泡の平均アスペクト比のうち、最も大きい平均アスペクト比をARmaxとする。
ARaveが0.8以上であれば、圧縮強度が良好である。ARaveが1.5以下であれば、長さと幅方向の寸法安定性が良好である。
ARaveは、0.8以上1.5以下であることが好ましく、0.9以上1.3以下であることがより好ましい。
なお、(ARmax−ARave)/ARaveは、例えば、フェノール樹脂発泡板を製造する際に、原料の発泡性フェノール樹脂組成物(吐出フォーム)の面方向への広がりを調節することで、容易に調整できる。例えば、前記吐出フォームの面方向への広がりが大きいと(ARmax−ARave)/ARaveは小さな値になりやすい。前記吐出フォームの面方向への広がりを大きくする方法としては、例えば、発泡性フェノール樹脂組成物を吐出する吐出ノズルとして、扁平ノズルや多数分配ノズルを用いたり、発泡剤中のハロゲン化不飽和炭化水素の比率を大きくして原料の発泡性フェノール樹脂組成物の粘度を下げること等が挙げられる。
ARave−SARave≦0.250 ・・・ (3)
ここで、ARaveは、前記と同義であり、SARaveは、前記複数の領域のうちの両端の2つの領域それぞれの表層部(つまり「下表面」および「上表面」)の気泡の平均アスペクト比を相加平均した値を示す。
ARave−SARaveが0.250以下であると、フェノール樹脂発泡板中に存在する気泡のアスペクト比のばらつきが抑制され、フェノール樹脂発泡板の変形が抑制されやすくなる。ARave−SARaveは、0.250以下が好ましく、0.200以下がより好ましく、0.200以下がさらに好ましい。ARave−SARaveが0.250を超えるとフェノール樹脂発泡板の収縮率が表層と厚み方向中央部とで相対的に差が大きくなっており、フェノール樹脂発泡板の厚さ方向の断面中央部が収縮して凹みが発生する恐れがある。
また、ARave−SARaveの下限値は、特に限定されないが、生産しやすい点からは、0以上が好ましく、0.001以上がより好ましく、0.005以上がより好ましく、0.010以上がさらに好ましい。ARave−SARaveとしては、0〜0.250が好ましく、0.001〜0.200がより好ましく、0.005〜0.150がさらに好ましく、0.010〜0.100が特に好ましい。
例えば、発泡性フェノール樹脂組成物の粘度が低いほど、発泡時に気泡が縦方向に成長しやすく、ARave、ARmax、SARaveが大きくなる傾向がある。
発泡性フェノール樹脂組成物の粘度は、例えば発泡剤の種類や組成、によって調整できる。例えば前述のように、発泡剤として、ハロゲン化不飽和炭化水素と炭化水素とを併用すると、炭化水素を単独で用いる場合に比べて、発泡性フェノール樹脂組成物の粘度が低くなる傾向がある。
また、界面活性剤の種類の調整により気泡形状に異方性を持たせる、発泡剤のうち可塑効果のあるもの(ハロゲン化不飽和炭化水素、塩素化飽和炭化水素等)の量を減らす、発泡性フェノール樹脂組成物の温度や硬化速度を下げる等によっても気泡を縦方向に成長しやすくすることができる。
ARave、(ARmax−ARave)/ARave、ARave−SARaveを製造条件により調整する方法については後で説明する。
独立気泡率は、JIS K 7138:2006に準拠して測定される。
LOIは、規定の条件下で、試料が有炎燃焼を維持するのに必要な23℃±2℃の酸素と窒素との混合ガスの最小酸素濃度%(体積分率)であり、燃焼性の指標である。LOIが大きいほど燃焼性が低いことを示し、一般に、LOIが26%以上であれば難燃性を有すると判断されている。
本発明のフェノール樹脂発泡板の脆性(JIS A 9511:2009)は、20%以下であることが好ましく、10〜18%がより好ましい。
面材としては、特に制限されず、ガラス繊維不織布、スパンボンド不織布、アルミニウム箔張不織布、金属板、金属箔、合板、珪酸カルシウム板、石膏ボードおよび木質系セメント板の中から選ばれる少なくとも1種が好適である。
面材は、フェノール樹脂発泡板の片面に設けられてもよく、両面に設けられてもよい。
両面に設けられる場合、各面材は、同じものであってもよいし、異なるものであってもよい。
本発明のフェノール樹脂発泡板は、上記発泡性フェノール樹脂組成物を発泡、硬化させることにより、本発明のフェノール樹脂発泡板を製造できる。
本発明のフェノール樹脂発泡板の製造は、公知の発泡成形法を利用して行うことができる。以下に一例を挙げる。
吐出装置は、フェノール樹脂等の原料を混合する混合部と、混合された原料(発泡性フェノール樹脂組成物)を吐出するための、流れ方向と直交する方向に沿って配置された複数のノズルとを備える。
発泡成形装置は、フレーム部および加熱手段を備える。フレーム部は、フェノール樹脂発泡板の断面形状に対応した空間が形成されるように上下左右に配置されたコンベア(下部コンベア、上部コンベア、左側コンベア、右側コンベア)を備える。下部コンベアおよび上部コンベアによって、上下方向の発泡が規制され、左側コンベアおよび右側コンベアによって、左右方向の発泡が規制されるようになっている。加熱手段によって、フレーム部を通過する発泡性フェノール樹脂組成物を加熱し、発泡、硬化できるようになっている。かかる発泡成形装置としては、例えば、特開2000−218635号公報に記載のものが挙げられる。
第一の面材上に吐出された発泡性フェノール樹脂組成物を横方向(TD方向)に広がるようにするには、例えば、上記吐出装置として、国際公開2014/133023号、特開2009−263468号公報、国際公開2009/66621号に記載されるような複数のダイを有する装置を用い、発泡性フェノール樹脂組成物をTD方向に所定の間隔を設けて吐出する方法が挙げられる。このように吐出された発泡性フェノール樹脂組成物はTD方向に広がりやすく、硬化後のフェノール樹脂発泡板が、本発明の式(1)〜(3)を満たしやすくなる。
また、上記のような吐出装置において、例えば、発泡性フェノール樹脂組成物を吐出するダイとしてより扁平な吐出口を有するものを用いたり、吐出口の数を増やしつつ各ダイ間の間隔を小さくして面材上に吐出された発泡性フェノール樹脂組成物のTD方向に広く吐出したり、吐出装置から発泡成形装置までの距離を長くして発泡性フェノール樹脂組成物を十分に広げてから発泡硬化させたりすることで、気泡が上下方向に成長しやすくなり、硬化後のフェノール樹脂発泡板が本発明の式(1)〜(3)を満たしやすくなる。
さらに、発泡剤中のハロゲン化不飽和炭化水素の比率を大きくして原料の発泡性フェノール樹脂組成物の粘度を低くして吐出された発泡性フェノール樹脂組成物の流動性を高めたりすることで、面材上に吐出された発泡性フェノール樹脂組成物がTD方向に広がりやすくなる。これにより、表面付近の気泡が上下方向に成長しやすくなり、硬化後のフェノール樹脂発泡板が本発明の式(1)〜(3)を満たすように調整できる。
後述の実施例および比較例で用いた測定方法を以下に示す。
以下の実施例4は、参考例である。
フェノール樹脂発泡板の厚さ方向のほぼ中央から試験片を切出した。試験片の厚さ方向の切断面を50倍拡大で撮影した。撮影された画像に、長さ9cmの直線を4本引いた。
この際、ボイド(2mm2以上の空隙)を避けるように直線を引いた。各直線が横切った気泡の数(JIS K6400−1:2004に準じて測定したセル数)を直線毎に計数し、直線1本当たりの平均値を求めた。気泡の数の平均値で1800μmを除し、求められた値を平均気泡径とした。
JIS A 9511:2009に準拠してフェノール樹脂発泡板の熱伝導率を測定した。測定は、同じ試料について2回実施した。
JIS A 9511:2009に準拠してフェノール樹脂発泡板の密度を測定した。
JIS K 7220により、フェノール樹脂発泡板圧縮強度を測定した。
JIS K 7201−2:2007に準拠してフェノール樹脂発泡板の酸素指数(LOI)を測定した。
以下の手順でフェノール樹脂発泡板のAR特性を測定した。
各例で得たフェノール樹脂発泡板(厚み約45mm)について、図1に示すように、流れ方向(MD方向)の任意の位置で、幅方向(TD方向)の中央部および両側の縁部の3か所を切り出し、第一の面材および第二の面材を剥がして3つの試験片C、G、M(幅約25mm×長さ約25mm×厚み約45mm)を得た。
得られた3つの試験片C、G、Mをそれぞれ、図2に示すように、厚み方向に略5等分(厚み約8〜9mm)し、第一の面材側から順に「下」、「下中」、「中」、「上中」、「上」の領域とした。
「下」、「下中」、「中」、「上中」、「上」の各領域の気泡のアスペクト比を以下の手順で測定した。
各領域の流れ方向と直交する厚み方向の断面の中心部を倍率100倍で撮影し、撮影された画像に、長さ1800μm相当の直線を、縦方向に2本、横方向に2本引いた。縦方向に引いた直線が横切った気泡の直線上の径を測定し、その結果から体積平均径を算出して厚み方向における気泡径とした。横方向に引いた直線が横切った気泡の直線上の径を測定し、その結果から体積平均径を算出して、厚み方向と直交する方向における気泡径とした。これらの気泡径からアスペクト比を算出した。
「下」、「上」それぞれの表層部(「下表面」、「上表面」)のアスペクト比を以下の手順で測定した。
各領域について、流れ方向と直交する厚み方向の断面の面材との境界付近を、画像中に境界部分(フェノール樹脂発泡板1の表面)が入るように、倍率100倍で撮影し、撮影された画像に、長さ1800μm相当の直線を、縦方向に2本、横方向に2本引き、上記と同様にして、厚み方向における気泡径および厚み方向と直交する方向における気泡径を求め、アスペクト比を算出した。
「下表面」、「下」、「下中」、「中」、「上中」、「上」、「上表面」それぞれの気泡の平均アスペクト比を相加平均することでARaveを算出した。
「下表面」、「下」、「下中」、「中」、「上中」、「上」、「上表面」それぞれの気泡の平均アスペクト比のうち、最も大きい平均アスペクト比をARmaxとした。
「下表面」、「上表面」それぞれの気泡の平均アスペクト比を相加平均し、その値をSARaveとした。
フェノール樹脂発泡板を、成形後に23℃・湿度50%下に保管して1週間経過したときの、フェノール樹脂発泡板の変形の程度を目視で観察し、以下の基準で評価した。
○(優良):フェノール樹脂発泡板の側面に凹みが観察されず、かつ、フェノール樹脂発泡板に反りが観察されなかった。
△(可):フェノール樹脂発泡板の側面にわずかな凹みが観察された、または、フェノール樹脂発泡板にわずかな反りが観察されたが、許容範囲内であった。
×(不良):フェノール樹脂発泡板の側面に顕著な凹みが観察された。または、フェノール樹脂発泡板に顕著な反りが観察された。
液状レゾール型フェノール樹脂(旭有機材工業株式会社製、商品名:PF−339)100質量部と、界面活性剤(シリコーン系界面活性剤、東レ・ダウコーニング社製「品番SH193」、ポリエーテル鎖の末端:−OH)4質量部、ホルムアルデヒドキャッチャー剤(尿素)4質量部とを混合した後、20℃で8時間放置した。
得られた混合物108質量部と、発泡剤(HFO−1336mzz−Z:イソペンタン=50:50(質量比)の混合物)10.5質量部と、酸触媒(パラトルエンスルホン酸とキシレンスルホン酸との混合物)15.0質量部とを混合して発泡性フェノール樹脂組成物を調製した。
この発泡性フェノール樹脂組成物を、TD方向に16本配置されたノズル(吐出口の直径:縦10mm、横30mm)から、連続的に走行させている第一の面材(材質:ガラス繊維混抄紙)上に吐出させ、その上に第二の面材(材質:ガラス繊維混抄紙)を重ねて、厚さ45mm、幅1000mmとなるように抑え、これを70℃で300秒間加熱して発泡成形した。得られたシートを長さ910mmに切断してフェノール樹脂発泡板を作製した。
発泡剤を表1に示す組成のものに変更し、発泡性フェノール樹脂組成物を、TD方向に8本配置されたノズル(吐出口の直径:縦30mm、横10mm)から、連続的に走行させている第一の面材(材質:ガラス繊維混抄紙)上に吐出させたこと以外は、実施例1と同様にしてフェノール樹脂発泡板を作製した。表1中、発泡剤の比率は質量比である(以下同様)。
発泡剤を表1に示す組成のものに変更した以外は実施例1と同様にしてフェノール樹脂発泡板を作製した。
発泡剤を表1に示す組成のものに変更した以外は実施例1と同様にしてフェノール樹脂発泡板を作製した。
発泡剤を表1に示す組成のものに変更した以外は実施例1と同様にしてフェノール樹脂発泡板を作製した。
発泡剤を表1に示す組成のものに変更した以外は実施例1と同様にしてフェノール樹脂発泡板を作製した。
一方、式(2)を満たさない比較例1のフェノール樹脂発泡板は、変形を充分に抑制できなかった。
Claims (1)
- ハロゲン化不飽和炭化水素と、炭化水素又はハロゲン化飽和炭化水素とを含む発泡剤を含むフェノール樹脂発泡板であって、
前記発泡剤中のハロゲン化不飽和炭化水素の比率が50質量%以上であり、
平均気泡径が50〜67.5μmであり、
下記式(1)および下記式(2)を満たすことを特徴とするフェノール樹脂発泡板。
0.8≦ARave≦1.5 ・・・(1)
0≦(ARmax−ARave)/ARave≦0.180 ・・・ (2)
ここで、ARaveは、前記フェノール樹脂発泡板の厚み方向に切断した断面を、厚み方向に5つの領域に区分し、前記5つの領域それぞれの中心部、および前記5つの領域のうちの両端の2つの領域それぞれの表層部の7か所について、気泡の平均アスペクト比を測定し、相加平均した値を示し、
ARmaxは、前記7か所それぞれの平均アスペクト比のうちの最大値を示し、
アスペクト比は、[厚み方向における気泡径(μm)]/[厚み方向と直交する方向における気泡径(μm)]で求められる値を示す。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017121740A JP6918593B2 (ja) | 2015-10-13 | 2017-06-21 | フェノール樹脂発泡板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015202487 | 2015-10-13 | ||
| JP2015202487 | 2015-10-13 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017121740A Division JP6918593B2 (ja) | 2015-10-13 | 2017-06-21 | フェノール樹脂発泡板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017075314A JP2017075314A (ja) | 2017-04-20 |
| JP6166830B2 true JP6166830B2 (ja) | 2017-07-19 |
Family
ID=58550014
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016202063A Active JP6166830B2 (ja) | 2015-10-13 | 2016-10-13 | フェノール樹脂発泡板 |
| JP2017121740A Active JP6918593B2 (ja) | 2015-10-13 | 2017-06-21 | フェノール樹脂発泡板 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017121740A Active JP6918593B2 (ja) | 2015-10-13 | 2017-06-21 | フェノール樹脂発泡板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP6166830B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6957745B2 (ja) * | 2017-09-15 | 2021-11-02 | エルジー・ハウシス・リミテッド | フェノール発泡体及びその製造方法 |
| MX2020012584A (es) * | 2018-05-29 | 2021-01-29 | Owens Corning Intellectual Capital Llc | Composiciones de agentes espumantes para espumas aislantes. |
| KR102422819B1 (ko) * | 2018-12-07 | 2022-07-19 | (주)엘엑스하우시스 | 페놀 발포체, 이의 제조방법 및 이를 포함하는 단열재 |
| JP7355824B2 (ja) * | 2018-12-07 | 2023-10-03 | エルエックス・ハウシス・リミテッド | 熱硬化性発泡体、この製造方法及びこれを含む断熱材 |
| KR102489859B1 (ko) * | 2019-12-02 | 2023-01-19 | (주)엘엑스하우시스 | 페놀 발포체 및 이의 제조방법 |
| KR20230145025A (ko) * | 2021-02-10 | 2023-10-17 | 세키스이가가쿠 고교가부시키가이샤 | 발포체, 적층 발포체, 적층체 및 주택용 건재 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009066621A1 (ja) * | 2007-11-20 | 2009-05-28 | Asahi Kasei Construction Materials Corporation | 熱硬化性樹脂発泡板の製造方法 |
| JP5112940B2 (ja) * | 2008-04-24 | 2013-01-09 | 旭化成建材株式会社 | 熱硬化性樹脂発泡板の製造方法 |
| CA2901973C (en) * | 2013-02-26 | 2019-03-12 | Asahi Kasei Construction Materials Corporation | Phenolic resin foam board, and method for manufacturing same |
| TW201531504A (zh) * | 2013-12-27 | 2015-08-16 | Asahi Kasei Constr Mat Co Ltd | 酚樹脂發泡體 |
| EP3660084A1 (en) * | 2014-01-24 | 2020-06-03 | Asahi Kasei Construction Materials Corporation | Phenol resin foam body and method for producing same |
-
2016
- 2016-10-13 JP JP2016202063A patent/JP6166830B2/ja active Active
-
2017
- 2017-06-21 JP JP2017121740A patent/JP6918593B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP6918593B2 (ja) | 2021-08-11 |
| JP2017075314A (ja) | 2017-04-20 |
| JP2017160464A (ja) | 2017-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6166830B2 (ja) | フェノール樹脂発泡板 | |
| JP6725494B2 (ja) | フェノール樹脂発泡体及びフェノール樹脂発泡体の製造方法 | |
| JP7016688B2 (ja) | フェノール樹脂発泡体及びその製造方法 | |
| JP6166829B2 (ja) | フェノール樹脂発泡板 | |
| JP6600231B2 (ja) | フェノール樹脂発泡体及びその製造方法 | |
| JP5805345B1 (ja) | フェノール樹脂発泡体 | |
| JP6936024B2 (ja) | フェノール樹脂発泡体 | |
| JP6139769B2 (ja) | 積層板及びその製造方法 | |
| JP6145209B1 (ja) | フェノール樹脂発泡体及びフェノール樹脂発泡体の製造方法 | |
| JP6159468B1 (ja) | フェノール樹脂発泡体およびその製造方法 | |
| JP6159464B1 (ja) | フェノール樹脂発泡体 | |
| JP6302536B1 (ja) | フェノール樹脂発泡板及びその製造方法 | |
| JP6832142B2 (ja) | フェノール樹脂発泡板及びその製造方法 | |
| JP2019044035A (ja) | フェノール樹脂発泡体及びその製造方法 | |
| JP6163601B1 (ja) | フェノール樹脂発泡板及びその製造方法 | |
| JP6989369B2 (ja) | フェノール樹脂発泡体の製造方法 | |
| JP6159467B1 (ja) | フェノール樹脂発泡体およびその製造方法 | |
| JP6123015B1 (ja) | フェノール樹脂発泡板及びその製造方法 | |
| JP6163602B1 (ja) | フェノール樹脂発泡体およびフェノール樹脂発泡体の製造方法 | |
| JP7016689B2 (ja) | フェノール樹脂発泡体の製造方法 | |
| JP2021063201A (ja) | フェノール樹脂発泡体組成物及びフェノール樹脂発泡体 | |
| JP2018096199A (ja) | フェノール樹脂発泡体およびその製造方法、外張り断熱壁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170307 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170530 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170623 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6166830 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |