JP6784678B2 - 内シールを有する蓋組立体 - Google Patents
内シールを有する蓋組立体 Download PDFInfo
- Publication number
- JP6784678B2 JP6784678B2 JP2017534898A JP2017534898A JP6784678B2 JP 6784678 B2 JP6784678 B2 JP 6784678B2 JP 2017534898 A JP2017534898 A JP 2017534898A JP 2017534898 A JP2017534898 A JP 2017534898A JP 6784678 B2 JP6784678 B2 JP 6784678B2
- Authority
- JP
- Japan
- Prior art keywords
- container
- lid
- seal
- opening
- axial region
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/04—Threaded or like caps or cap-like covers secured by rotation
- B65D41/0435—Threaded or like caps or cap-like covers secured by rotation with separate sealing elements
- B65D41/0442—Collars or rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
- B29C70/78—Moulding material on one side only of the preformed part
- B29C70/80—Moulding sealing material into closure members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/12—Cans, casks, barrels, or drums
- B65D1/14—Cans, casks, barrels, or drums characterised by shape
- B65D1/16—Cans, casks, barrels, or drums characterised by shape of curved cross-section, e.g. cylindrical
- B65D1/165—Cylindrical cans
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/12—Cans, casks, barrels, or drums
- B65D1/20—Cans, casks, barrels, or drums characterised by location or arrangement of filling or discharge apertures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/04—Threaded or like caps or cap-like covers secured by rotation
- B65D41/0435—Threaded or like caps or cap-like covers secured by rotation with separate sealing elements
- B65D41/045—Discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/02—Caps or cap-like covers without lines of weakness, tearing strips, tags, or like opening or removal devices
- B65D41/04—Threaded or like caps or cap-like covers secured by rotation
- B65D41/0471—Threaded or like caps or cap-like covers secured by rotation with means for positioning the cap on the container, or for limiting the movement of the cap, or for preventing accidental loosening of the cap
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D41/00—Caps, e.g. crown caps or crown seals, i.e. members having parts arranged for engagement with the external periphery of a neck or wall defining a pouring opening or discharge aperture; Protective cap-like covers for closure members, e.g. decorative covers of metal foil or paper
- B65D41/32—Caps or cap-like covers with lines of weakness, tearing-strips, tags, or like opening or removal devices, e.g. to facilitate formation of pouring openings
- B65D41/34—Threaded or like caps or cap-like covers provided with tamper elements formed in, or attached to, the closure skirt
- B65D41/348—Threaded or like caps or cap-like covers provided with tamper elements formed in, or attached to, the closure skirt the tamper element being rolled or pressed to conform to the shape of the container, e.g. metallic closures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D53/00—Sealing or packing elements; Sealings formed by liquid or plastics material
- B65D53/04—Discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/18—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient
- B65D81/20—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas
- B65D81/2007—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas under vacuum
- B65D81/2015—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas under vacuum in an at least partially rigid container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/18—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient
- B65D81/20—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas
- B65D81/2046—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas under superatmospheric pressure
- B65D81/2053—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents providing specific environment for contents, e.g. temperature above or below ambient under vacuum or superatmospheric pressure, or in a special atmosphere, e.g. of inert gas under superatmospheric pressure in an least partially rigid container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/56—Stoppers or lids for bottles, jars, or the like, e.g. closures
- B29L2031/565—Stoppers or lids for bottles, jars, or the like, e.g. closures for containers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Closures For Containers (AREA)
Description
[0009]容器は、容器第2端の最も内側の直径を形成するカールを第2端に含んでいる。
[0010]シールの第1領域は、内方に容器第2端の中へ或る軸方向寸法だけ当該容器第2端の最も内側の直径を越えて延びるリップを含んでいる。
[0012]シールは、第1領域と蓋の端壁との接面に隣接する第2領域であって、封止目的にとっては要求されないが蓋と容器の間にドラグ力を働かせるために使用するのが好都合である第2領域、を含んでいる。
[0014]再封止可能な容器の開口部を閉鎖する金属蓋にシールを形成する1つの実施形態は、流体シール材料の既定量を蓋の内表面上に設置する工程を含んでいる。工具が進められ、流体シール材料の周りに蓋の内表面と一体に周囲シールを形成し、更に流体シール材料に係合する。工具は、金属蓋の内表面上にシール材料の所望の外形を形成する。
[0016]蓋の内表面と一体での工具によるシール形成工程は、堆積させたシール材料の周囲の周りの蓋内表面に係合することによって起こる。
[0018]シール材料は、シールの最終外形を画定するべく工具によって冷間成形される。
[0020]シールは、オン/オフトルクとは独立に圧力維持を提供する。
[0021]蓋と容器開口部の間には有益にも内側直径シールが作成される。
[0024]容器及び蓋組立体は、製造容易であり、再現性があり、有効であり、安価であり、また(例えば、圧力、真空、スチール蓋、アルミ蓋、熱的極値、熱循環、など)多岐に亘る環境で使用可能である。

1002 金属容器
1004 容器の第1端又は下端
1006 容器の側壁
1008 容器の第1端又は上端
1010 容器開口部
1020 容器の首部
1030 カール
1040 蓋
1042 蓋の端壁
1044 蓋の周囲側壁
1046 蓋の内表面
1050 蓋側の耳部
1060 容器側のねじ部耳部分
1070 シール
1072 シール材料の塊
1074 シール最終外形
1076 シールの第1領域
1076A 第1領域の終端
1078 シールの肩部領域
1080 シール形成工具組立体
1082 工具組立体の第1又は内側の部分
1084 シール成形部分
1086 工具組立体の第2部分
1100 シール形成システム
1102 雰囲気蓋給送ステーション
1104 蓋給送スクリュー
1106 加熱ゾーン
1108 押し出しガン又は押し出しノズル
1110 送り込みステーション
1112 回転式シール形成ヘッド
1114 送り出しステーション
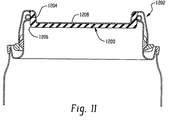
1200 シール
1202 蓋
1204 カール開口部の内側直径
1206 テーパした先導縁
1208 中央部分又はパネル
2000 容器組立体
2002 容器
2010 容器開口部
2040 蓋
2042 蓋の端壁
2044 蓋の側壁
2070 付形されたシール
2076 シールの第1領域
2090 窪み、谷、陥凹、又は変形部
2092 カール頂点より上の領域
A シールの外寸法又は外側直径に関係する寸法
B シールの第1領域の蓋内表面から突き出ている寸法
Claims (15)
- 金属又はガラスの何れかであり、関連流体を少なくとも90psi(620kPa)の圧力で中に保持する構成となるように第1端を閉鎖されていて、第2端には内側の第1の直径を有する容器開口部を有している容器であって、前記容器開口部を通して前記関連流体が当該容器の中へ導入され及び当該容器から注がれるようになっており、当該容器は前記第2端に隣接してその外表面に沿ってねじ部分を有している、容器と、
端壁と前記端壁から延びる周囲側壁とを有している金属のカップ形状をした蓋であって、当該蓋は、(i)ロールオンピルファープルーフ(ROPP)ねじ部分、又は(ii)周方向に離間された耳部、の一方を含んでおり、前記ROPPねじ部分又は前記耳部は、前記容器の前記ねじ部分に対する選択的捻り装着/捻り脱着式受け入れのための寸法である、蓋と、
前記蓋の前記端壁の内表面へ接着されているシールであって、当該シールは前記蓋の前記端壁から外方に当該シールの残部よりも広い範囲に延びる連続した第1軸方向領域を含んでおり、当該シールの前記第1軸方向領域は前記容器開口部の最も小さい内側直径と封止係合する寸法の半径方向外表面を有していて、前記第1軸方向領域の前記外表面が前記容器開口部の前記最も小さい内側直径に沿って前記容器を封止し、それにより前記第1軸方向領域と前記容器開口部の前記最も小さい内側直径の間に形成されるシールが、(i)前記ROPPねじ部分の形成中の100ポンド(45.36キログラム)未満の下向きの力で前記容器上に前記蓋を保持する間は、又は(ii)50インチ・ポンド(0.5761キログラム・メートル)以下のオントルク値を使用して前記蓋を捻って前記周方向に離間された耳部を前記容器との螺合に入れるときは、前記関連流体を前記容器内に加圧維持するようになっている、シールと、
を備えている再封止可能な容器組立体。
- 前記容器は前記容器開口部を形成するカールを前記第2端に含んでおり、前記カールは前記容器開口部の頂点部分を画定している、請求項1に記載の容器組立体。
- 前記シールは、前記第1軸方向領域と前記蓋の前記端壁との接面に隣接する第2肩部領域であって前記頂点部分に沿って係合する寸法である肩部領域、を含んでいる、請求項2に記載の容器組立体。
- 前記第2肩部領域の前記頂点部分に沿った係合は、前記容器内の前記関連流体の圧力を封止することではなしに前記蓋が前記容器に対して動かされるときに発生するドラグ力を制御するものであり、前記封止することは前記容器開口部の前記最も小さい内側直径にて前記第1軸方向領域との間に形成される前記シールのみによって遂行される、請求項3に記載の容器組立体。
- 前記第1軸方向領域と前記容器開口部の前記最も小さい内側直径の間に形成される前記シールは、前記ROPPねじ部分の形成中に70ポンド(31.75キログラム)未満の下向きの力が使用されるときに前記関連流体を前記容器内に加圧維持する、請求項1に記載の容器組立体。
- 前記周方向に離間された耳部を有する蓋を捻って前記容器との螺合に入れるときに使用されるオントルク最大値は、3インチ・ポンド(0.03456キログラム・メートル)と、35インチ・ポンド(0.4032キログラム・メートル)と、の間にある、請求項1に記載の容器組立体。
- 前記第1軸方向領域と前記容器開口部の前記最も小さい内側直径の間に形成される前記シールは、70ポンド(31.75キログラム)未満の下向きの印加力で以て前記周方向に離間された耳部を有する蓋を捻って前記容器との螺合に入れるときに前記関連流体を前記容器内に加圧維持する、請求項6に記載の容器組立体。
- 金属蓋と金属容器又はガラス容器の一方との組立体を、関連流体をその中に加圧下に封止するように組み立てるプロセスであって、
内表面のある端壁を有する金属の蓋を提供する段階と、
ねじ部分のある容器開口部を有する容器を提供する段階と、
前記容器開口部の最も内側の直径との封止係合のために前記蓋から外方へ延びている当該蓋上のシールを提供する段階であって、(i)前記蓋の前記内表面から外方に当該シールの残部よりも広い範囲に延びる連続した第1軸方向領域を提供する段階と、(ii)前記シールの前記第1軸方向領域を、前記容器開口部の最も小さい内側直径との封止係合のための寸法である半径方向外側の外表面を有するように寸法付ける段階と、を含んでいるシールを提供する段階と、
前記第1軸方向領域と前記容器の前記最も小さい内側直径の間に前記封止係合が形成されるように前記蓋を前記容器上に取り付ける段階であって、前記封止係合は前記関連流体を少なくとも90psi(620kPa)の圧力に保持するように構成される、前記蓋を設置する段階と、
(i)前記蓋側にロールオンピルファープルーフ(ROPP)ねじ部分を形成する段階であって、その間、当該ROPPねじ部分の形成中は前記蓋は前記容器上に100ポンド(45.36キログラム)未満の下向きの力で保持され、当該ROPPねじ部分の形成中は前記第1軸方向領域と前記容器開口部の前記最も小さい内側直径との前記封止係合が前記関連流体を前記容器内に加圧維持する、ROPPねじ部分を形成する段階か、又は(ii)前記蓋側の周方向に離間された耳部であって、前記容器側の前記ねじ部分に対する当該耳部付き蓋の選択的捻り装着/捻り脱着式受け入れのために前記容器ねじ部分と協働する周方向に離間された耳部を提供する段階であって、前記蓋を前記容器と螺合させるときに使用されるオントルク最大値は、前記関連流体を前記容器内に加圧維持するには、50インチ・ポンド(0.5761キログラム・メートル)以下の値にある、周方向に離間された耳部を形成する段階、のうちの一方の段階と、
を備えているプロセス。 - 前記第1軸方向領域と前記蓋の前記端壁の前記内表面との接面の半径方向外方に配置されている前記シールの肩部領域を提供する段階と、前記肩部領域を、前記容器開口部の頂点部分に沿って係合するように寸法付け、前記頂点部分に隣接して前記容器の前記第2端の最も外側の直径の半径方向内方に終端させる段階と、を更に備えている請求項8に記載のプロセス。
- 前記シール形成段階は、前記シールを、前記容器開口部の前記最も内側の直径の軸方向内方に延びる軸方向長さを有するように寸法付ける段階を含んでいる、請求項8に記載のプロセス。
- シール材料の塊を前記蓋の前記内表面の中央領域に設置する段階と、
前記蓋の前記内表面に、前記シール材料の塊の周囲にシールを形成する工具を係合させる段階と、
前記蓋の前記内表面上に前記シール材料の所望外形を形成する段階と、
を更に備えている請求項8に記載のプロセス。 - 3インチ・ポンド(0.03456キログラム・メートル)と、35インチ・ポンド(0.4032キログラム・メートル)と、の間にある値の測定オントルク最大値で以て、前記周方向に離間された耳部を有する蓋を前記容器へ捻って装着する段階、を更に備えている請求項8に記載のプロセス。
- 前記関連流体を前記容器内に加圧下に保持しながら前記蓋を前記容器へ封止するために70ポンド(31.75キログラム)未満の下向きの力で以て前記蓋を前記容器へあてがう段階、を更に備えている請求項12に記載のプロセス。
- 前記第1軸方向領域と前記蓋の端壁との接面に隣接する第2肩部領域であって、前記容器開口部の頂点部分に沿って係合する寸法である肩部領域、を含む段階と、前記第1軸方向領域と前記容器開口部の前記最も小さい内側直径との間に形成される前記シールのみによって遂行されるところの前記容器内の前記関連流体の前記圧力を封止することではなしに、前記蓋が前記容器に対して動かされるときのドラグ力を発生させる段階と、を更に備えている請求項8に記載のプロセス。
- 前記関連流体を前記容器内に加圧下に保持しながら前記蓋を前記容器へ封止するために70ポンド(31.75キログラム)未満の下向きの力で以て前記蓋を前記容器へあてがう段階、を更に備えている請求項8に記載のプロセス。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462051213P | 2014-09-16 | 2014-09-16 | |
| US62/051,213 | 2014-09-16 | ||
| US201562136847P | 2015-03-23 | 2015-03-23 | |
| US62/136,847 | 2015-03-23 | ||
| PCT/US2015/050491 WO2016044460A1 (en) | 2014-09-16 | 2015-09-16 | Cap assembly having inside seal |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017532265A JP2017532265A (ja) | 2017-11-02 |
| JP2017532265A5 JP2017532265A5 (ja) | 2018-11-22 |
| JP6784678B2 true JP6784678B2 (ja) | 2020-11-11 |
Family
ID=55533804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017534898A Active JP6784678B2 (ja) | 2014-09-16 | 2015-09-16 | 内シールを有する蓋組立体 |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US9676524B2 (ja) |
| EP (1) | EP3194284B1 (ja) |
| JP (1) | JP6784678B2 (ja) |
| CN (1) | CN107148386B (ja) |
| AU (1) | AU2015317738B2 (ja) |
| BR (1) | BR112017005281B1 (ja) |
| CA (1) | CA2961494C (ja) |
| ES (1) | ES2769855T3 (ja) |
| MX (1) | MX2017003542A (ja) |
| PL (1) | PL3194284T3 (ja) |
| WO (1) | WO2016044460A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11952164B1 (en) | 2012-08-10 | 2024-04-09 | Powercan Holding, Llc | Resealable container lid and accessories including methods of manufacture and use |
| US10093460B2 (en) | 2015-08-14 | 2018-10-09 | Yeti Coolers, Llc | Container with magnetic cap |
| USD787893S1 (en) | 2015-11-20 | 2017-05-30 | Yeti Coolers, Llc | Jug |
| US11034505B2 (en) | 2016-10-17 | 2021-06-15 | Yeti Coolers, Llc | Container and method of forming a container |
| JP7038128B2 (ja) | 2016-10-17 | 2022-03-17 | イエティ クーラーズ、エルエルシー | 容器および容器を形成する方法 |
| US10959553B2 (en) | 2016-10-17 | 2021-03-30 | Yeti Coolers, Llc | Container and method of forming a container |
| US10959552B2 (en) | 2016-10-17 | 2021-03-30 | Yeti Coolers, Llc | Container and method of forming a container |
| USD860716S1 (en) | 2017-03-27 | 2019-09-24 | Yeti Coolers, Llc | Container lid |
| CN110615174B (zh) * | 2018-06-19 | 2022-05-06 | 义乌市易开盖实业公司 | 具有安全提醒结构的包装容器 |
| USD896572S1 (en) | 2018-08-20 | 2020-09-22 | Yeti Coolers, Llc | Container lid |
| USD871133S1 (en) | 2018-10-17 | 2019-12-31 | Yeti Coolers, Llc | Lid |
| USD883738S1 (en) | 2018-10-17 | 2020-05-12 | Yeti Coolers, Llc | Lid |
| USD883737S1 (en) | 2018-10-17 | 2020-05-12 | Yeti Coolers, Llc | Lid |
| USD897151S1 (en) | 2018-10-17 | 2020-09-29 | Yeti Coolers, Llc | Lid |
| CN114082744B (zh) * | 2021-11-15 | 2023-02-07 | 烟台华正医疗器械科技有限公司 | 用于组合盖的异物清除设备 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US888818A (en) * | 1906-11-05 | 1908-05-26 | Julius Karrmann | Closure for jars, bottles, and the like. |
| US1972280A (en) * | 1930-07-18 | 1934-09-04 | Anchor Cap & Closure Corp | Sealed package |
| NL299703A (ja) * | 1962-12-22 | |||
| US3411649A (en) * | 1966-09-19 | 1968-11-19 | Owens Illinois Inc | Closure for reducing heat transfer to product during processing |
| US3450291A (en) * | 1966-11-29 | 1969-06-17 | Walter C Lovell | Bottle caps |
| JPS5520126A (en) * | 1978-07-22 | 1980-02-13 | Crown Cork Japan | Container cover with liner and method of producing same |
| JPH0637222B2 (ja) * | 1985-12-04 | 1994-05-18 | 喜多産業株式会社 | ライナー付き容器蓋及びその製造方法 |
| JPH04339772A (ja) * | 1991-05-09 | 1992-11-26 | Toyo Seikan Kaisha Ltd | ライナー付容器蓋及びその製造方法 |
| US5622280A (en) * | 1995-07-06 | 1997-04-22 | North American Packaging Company | Method and apparatus for sealing an open head drum |
| US6015062A (en) * | 1997-11-17 | 2000-01-18 | Dayton Systems Group, Inc. | Resealable beverage container and top therefor |
| JP2004083128A (ja) * | 2001-12-28 | 2004-03-18 | Mitsubishi Materials Corp | ボトル缶体およびボトル |
| MXPA05000244A (es) * | 2002-06-26 | 2005-04-11 | Dayton Systems Group Inc | Recipiente y tapa. |
| JP2004175388A (ja) * | 2002-11-26 | 2004-06-24 | Alcoa Closure Systems Japan Ltd | キャップ、閉止装置、および容器詰め飲料 |
| JP4382372B2 (ja) * | 2003-02-17 | 2009-12-09 | 大和製罐株式会社 | 密封用ライナーの成形方法 |
| WO2004076306A1 (ja) * | 2003-02-28 | 2004-09-10 | Daiwa Can Company | 金属製ピルファープルーフキャップ |
| JP4503308B2 (ja) * | 2004-02-13 | 2010-07-14 | 日本クラウンコルク株式会社 | 金属薄板製容器のための容器蓋 |
| JP4307347B2 (ja) * | 2004-08-20 | 2009-08-05 | 東洋製罐株式会社 | 金属キャップ巻締容器及び容器の金属キャップ巻締方法 |
| US20080190882A1 (en) * | 2005-04-28 | 2008-08-14 | Matthew Eric Smith | Beverage Containers |
| JP4925158B2 (ja) * | 2005-08-19 | 2012-04-25 | 大和製罐株式会社 | キャップ用樹脂製ライナーの構造 |
| US9957076B2 (en) * | 2008-01-15 | 2018-05-01 | Rexam Beverage Can Company | Outsert for a metal container |
| US8496131B2 (en) * | 2008-10-21 | 2013-07-30 | Rexam Beverage Can Company | Cap for a lug-type closure |
| WO2010099566A1 (en) * | 2009-03-02 | 2010-09-10 | Manfred Imand Kurmis | A sealing member for a closure |
| JP5414616B2 (ja) * | 2010-05-14 | 2014-02-12 | ユニバーサル製缶株式会社 | 金属キャップ及びキャップ付きボトル |
| PT2655205T (pt) * | 2010-12-23 | 2020-02-19 | Manfred Imand Kurmis | Um conjunto de vedação para um fecho |
-
2015
- 2015-09-16 BR BR112017005281-4A patent/BR112017005281B1/pt active IP Right Grant
- 2015-09-16 AU AU2015317738A patent/AU2015317738B2/en active Active
- 2015-09-16 WO PCT/US2015/050491 patent/WO2016044460A1/en active Application Filing
- 2015-09-16 ES ES15842003T patent/ES2769855T3/es active Active
- 2015-09-16 MX MX2017003542A patent/MX2017003542A/es unknown
- 2015-09-16 CA CA2961494A patent/CA2961494C/en active Active
- 2015-09-16 CN CN201580061003.9A patent/CN107148386B/zh active Active
- 2015-09-16 PL PL15842003T patent/PL3194284T3/pl unknown
- 2015-09-16 JP JP2017534898A patent/JP6784678B2/ja active Active
- 2015-09-16 EP EP15842003.4A patent/EP3194284B1/en active Active
-
2016
- 2016-05-04 US US15/146,658 patent/US9676524B2/en active Active
-
2017
- 2017-04-14 US US15/487,976 patent/US9821931B2/en active Active
- 2017-10-25 US US15/793,017 patent/US10214323B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016044460A1 (en) | 2016-03-24 |
| AU2015317738B2 (en) | 2020-05-21 |
| US20160244213A1 (en) | 2016-08-25 |
| CN107148386B (zh) | 2020-11-24 |
| CN107148386A (zh) | 2017-09-08 |
| US20170217645A1 (en) | 2017-08-03 |
| PL3194284T3 (pl) | 2020-05-18 |
| US20180044071A1 (en) | 2018-02-15 |
| EP3194284B1 (en) | 2020-01-01 |
| MX2017003542A (es) | 2017-12-11 |
| ES2769855T3 (es) | 2020-06-29 |
| CA2961494A1 (en) | 2016-03-24 |
| JP2017532265A (ja) | 2017-11-02 |
| US10214323B2 (en) | 2019-02-26 |
| BR112017005281B1 (pt) | 2021-10-26 |
| US9821931B2 (en) | 2017-11-21 |
| US9676524B2 (en) | 2017-06-13 |
| CA2961494C (en) | 2022-12-13 |
| EP3194284A4 (en) | 2018-04-18 |
| AU2015317738A1 (en) | 2017-05-04 |
| BR112017005281A2 (pt) | 2018-11-06 |
| EP3194284A1 (en) | 2017-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6784678B2 (ja) | 内シールを有する蓋組立体 | |
| US10384838B2 (en) | Metal bottle seal | |
| US11130607B2 (en) | Bottle can, bottle can with cap, and method for manufacturing bottle can | |
| US2109805A (en) | Pry-off cap and container | |
| JP5930844B2 (ja) | ねじ付き容器 | |
| US20180370694A1 (en) | Method of forming a metal closure and closure for container | |
| US3207350A (en) | Sealing closure for a crown-type bottle | |
| ZA200509137B (en) | Bottle seal | |
| JP2022177092A (ja) | ボトル缶体、キャップ付きボトル缶体、ボトル缶体のキャッピング方法 | |
| US20080283486A1 (en) | Closure for a Container, Especially a Bottle | |
| JP6546946B2 (ja) | キャップ付きボトル | |
| JP2018127229A (ja) | ボトル缶 | |
| JP2007269363A (ja) | キャップ、キャップ付ボトル缶及びキャップ製造方法 | |
| JP4201264B2 (ja) | キャッピング方法および装置 | |
| EP3532398B1 (en) | Sealing insert | |
| JP2004203462A (ja) | ボトル缶のキャッピング方法、キャップ材及びキャップ付きボトル缶 | |
| US20140183197A1 (en) | Seal for elevated temperature applications and method of forming same | |
| JP2022000386A (ja) | 金属製容器蓋 | |
| JP2019112139A (ja) | ボトル缶の製造方法 | |
| JP2019112081A (ja) | ボトル缶、キャップ付きボトル缶及びボトル缶の製造方法 | |
| WO2016074996A1 (en) | Closures with an annular removal element |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170517 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20170616 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170616 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180913 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181015 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190815 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190821 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191120 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200325 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200526 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200824 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201014 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201023 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6784678 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |