JP6709332B2 - ねじれを防止できるパイプ結合装置 - Google Patents
ねじれを防止できるパイプ結合装置 Download PDFInfo
- Publication number
- JP6709332B2 JP6709332B2 JP2019515758A JP2019515758A JP6709332B2 JP 6709332 B2 JP6709332 B2 JP 6709332B2 JP 2019515758 A JP2019515758 A JP 2019515758A JP 2019515758 A JP2019515758 A JP 2019515758A JP 6709332 B2 JP6709332 B2 JP 6709332B2
- Authority
- JP
- Japan
- Prior art keywords
- protrusion
- flange
- pipe
- plastic
- flange member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920003023 plastic Polymers 0.000 claims description 131
- 239000004033 plastic Substances 0.000 claims description 131
- 239000002184 metal Substances 0.000 claims description 90
- 230000008878 coupling Effects 0.000 claims description 31
- 238000010168 coupling process Methods 0.000 claims description 31
- 238000005859 coupling reaction Methods 0.000 claims description 31
- 238000002347 injection Methods 0.000 claims description 18
- 239000007924 injection Substances 0.000 claims description 18
- 239000004734 Polyphenylene sulfide Substances 0.000 claims description 7
- 229920006351 engineering plastic Polymers 0.000 claims description 7
- 229920000069 polyphenylene sulfide Polymers 0.000 claims description 7
- -1 polypropylene Polymers 0.000 claims description 7
- 239000004743 Polypropylene Substances 0.000 claims description 6
- 229920006375 polyphtalamide Polymers 0.000 claims description 6
- 239000004954 Polyphthalamide Substances 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 5
- 229920005989 resin Polymers 0.000 claims description 5
- 239000011347 resin Substances 0.000 claims description 5
- 229920001155 polypropylene Polymers 0.000 claims description 4
- 229910052731 fluorine Inorganic materials 0.000 claims description 3
- 239000011737 fluorine Substances 0.000 claims description 3
- 239000003365 glass fiber Substances 0.000 claims description 3
- 239000004800 polyvinyl chloride Substances 0.000 claims description 3
- 229920000915 polyvinyl chloride Polymers 0.000 claims 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims 1
- 230000002265 prevention Effects 0.000 claims 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 claims 1
- 229920002554 vinyl polymer Polymers 0.000 claims 1
- 238000000034 method Methods 0.000 description 11
- 230000008569 process Effects 0.000 description 11
- 239000012530 fluid Substances 0.000 description 7
- 230000008901 benefit Effects 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 4
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 description 4
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 description 4
- 229920001955 polyphenylene ether Polymers 0.000 description 4
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 4
- 239000004810 polytetrafluoroethylene Substances 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004962 Polyamide-imide Substances 0.000 description 2
- 239000004695 Polyether sulfone Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 238000007792 addition Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000010292 electrical insulation Methods 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920001643 poly(ether ketone) Polymers 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920000058 polyacrylate Polymers 0.000 description 2
- 229920002312 polyamide-imide Polymers 0.000 description 2
- 229920006393 polyether sulfone Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- 229920005990 polystyrene resin Polymers 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920013745 polyesteretherketone Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

























Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16K—VALVES; TAPS; COCKS; ACTUATING-FLOATS; DEVICES FOR VENTING OR AERATING
- F16K27/00—Construction of housing; Use of materials therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L23/00—Flanged joints
- F16L23/003—Auxiliary devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L23/00—Flanged joints
- F16L23/02—Flanged joints the flanges being connected by members tensioned axially
- F16L23/032—Flanged joints the flanges being connected by members tensioned axially characterised by the shape or composition of the flanges
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L41/00—Branching pipes; Joining pipes to walls
- F16L41/02—Branch units, e.g. made in one piece, welded, riveted
- F16L41/021—T- or cross-pieces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L47/00—Connecting arrangements or other fittings specially adapted to be made of plastics or to be used with pipes made of plastics
- F16L47/14—Flanged joints
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L57/00—Protection of pipes or objects of similar shape against external or internal damage or wear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/748—Machines or parts thereof not otherwise provided for
- B29L2031/7506—Valves
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Valve Housings (AREA)
- Flanged Joints, Insulating Joints, And Other Joints (AREA)
- Branch Pipes, Bends, And The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
図1は、一般的なプラスチックバルブの構造を示した図面である。
図1を基にすると、プラスチックバルブは、プラスチックからなる連結部材(100)及びフランジ部材(102)を含む。
このような構造のプラスチック部材が結合したり、プラスチック部材とフランジ部材が終端に形成されたパイプが結合するとき、締結方向と反対の方向にねじれが発生することがある。このようなねじれは、パイプが曲がる原因となる。
本発明の一実施例に係るプラスチックバルブは、プラスチックからなる連結部材、及びプラスチックからなり、連結部材の終端部に形成されたフランジ部材を含み、フランジ部材の内部には、金属部材が形成され、金属部材は、本体及び本体からフランジ部材の内側面に突出された少なくとも一つの突出部を含むことを特徴とする。
本発明の他の実施例に係るプラスチックバルブは、プラスチックからなる連結部材、プラスチックからなり、連結部材の終端部に形成されたフランジ部材を含む。ここで、パイプが連結部材の中央部に形成されたホールに挿入されて締結され、締結方向と反対の方向に発生できるねじれに該当する力を最小化させるねじれ防止部材がフランジ部材の内部に形成される。
本発明の一実施例に係るパイプは、終端部に形成されたフランジ部材を含み、フランジ部材の内部には、金属部材が形成され、金属部材は、本体及び本体からフランジ部材の内側面に突出された少なくとも一つの突出部を含むことを特徴とする。
本発明の他の実施例によるプラスチックバルブは、プラスチックからなり、少なくとも一端にフレア部が形成されたコア、及びプラスチックからなり、コアの終端部に形成されたフランジ部材を含み、フレア部は、インサート射出によりフランジ部材との段差がないように形成され、パイプとの二重結合のための少なくとも一つの溝が形成されることを特徴とする。
本発明の他の実施例によるパイプ結合装置は、パイプが結合される本体と、本体の終端部に形成される突出部を含む連結部材、及び連結部材の外部で突出部に対応する位置または本体と突出部の間に対応する位置に配列されているフランジ部を含み、本体と突出部を貫通して流路が形成され、本体の内部面のうちパイプと結合される部分は、突出部の内部面と段差を有することを特徴とする。
本発明は、プラスチックバルブに関するものであって、金属部材を利用してねじれを防止するプラスチックバルブを提案する。本発明の一実施例に係るプラスチックバルブに含まれる金属部材は、プラスチックバルブへのねじれ力を最小化できる構造を有する。
以下では、本発明の様々な実施例を添付した図面を基にして説明する。
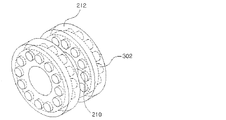
図2を基にすると、本実施例のプラスチックバルブ(200)は、プラスチックからなるバルブであって、連結部材(210)及び少なくとも一つのフランジ部材(212)を含む。
連結部材(210)は、パイプを連結させる部材であって、中央部にパイプが挿入されるホール(214)が形成されている。
理解と説明の便宜を図るために、ケース部材がプラスチックで形成されることを想定し、これを中心に説明しているが、ケース部材は、プラスチック以外のスチールのような他の材質で形成されることもできる。
以下では、本発明の主な特徴であるフランジ部材(212)の構造を詳しく観察する。
また、図面では、金属部材(220)が円形形状を有するものとして図示したが、金属部材(220)は長方形の形状など、様々な形状を有することができる。ただし、フランジ部材(212)が円形形状であるとき、金属部材(220)は、円形形状を有することが望ましい。
この場合、金属部材(220)をフランジ部材(212)の内部に強固に結合させるために、金属部材(220)の本体(300)に少なくとも一つのホール(304)が形成されることがよい。インサート射出プロセスでは、溶融されたプラスチックがホール(304)を満たし、その結果、金属部材(220)がフランジ部材(212)の内部に強固に結合される。
突出部(302)は、図6に示したとおり本体(300)を基準にして、フランジ部材(212)の内側の終端方向に突出される。
詳細には、突出部(302a)は、本体(300)を基準にして右側方向(図6基準)に突出され、突出部(302b)は、本体(300)を基準にして左側方向に突出される。ここで、突出部(302a及び302b)は、本体(300)の同一地点を基準にして互いに反対方向に突出されることが好ましい。
また、突出部(302aと302b)及びその本体部分を貫通するホール(216)が形成される。ホール(216)に締結のためのボルト等が挿入される。
すなわち、本実施例の金属部材(220)は、本体(300)だけでなく、突出部の(302a及び302b)を含む。
突出部(302a及び302b)なしに本体だけが存在する金属部材をフランジ部材(212)の内側に含むようにすることもできるが、この場合、図7に示したとおり、ボルトなどの締結方向と反対の方向にフランジ部材(212)のねじれが発生する虞がある。
しかし、突出部(302a及び302b)が形成された金属部材(220)を使用すれば、締結方向と反対の方向に加わるねじれに該当する力が突出部(302a及び302b)によって最小化されるようになる。その結果、プラスチックバルブ(200)にねじれが発生しなくなる。
まとめると、本実施例のプラスチックバルブ(200)においては、フランジ部材(212)の内部に突出部(302a及び302b)を含む金属部材(220)が形成され、その結果、パイプの締結過程で発生する虞があるプラスチックバルブ(200)のねじれを防止することができる。
特に、金属部材(220)がないと、複数のパイプを連結するときにねじれによりパイプが曲がる。しかし、本発明のプラスチックバルブ(200)ではパイプの終端に形成されたフランジ部材の内部に突出部を含む金属部材が形成されるため、ねじれが発生しなくなり、多数のパイプを連結しても図8に示したとおり曲がりが発生しないようにすることができる。
また、ガスまたは溶液が通るパイプをプラスチックバルブ(200)を利用して連結すると、ねじれがないため、ガスや溶液の漏れを防止することができる。
したがって、以下の説明においてプラスチックバルブのフランジ部材の構造のみを説明しても、同じ構造がパイプの終端に形成されたフランジ部材にも適用されることができるという点は、当業者にとって自明な事実である。
図9は、本発明の第2の実施例に係るプラスチックバルブを示した断面図である。
図9を基にすると、本実施例のプラスチックバルブでは、連結部材(210)及びフランジ部材(212)の上に、それぞれケース部材(900a及び900b)が形成される。
もちろん、ケース部材(900a及び900b)は、エンジニアリングプラスチックとして、ポリイミド、ポリスルフォン、ポリフェニレンサルファイド、ポリアミドイミド、ポリアクリレート、ポリエーテルスルフォン、ポリエーテルエーテルケトン、ポリエーテルイミド、液晶ポリエステル、ポリエーテルケトンなど及びこれらの組合物からなることもできる。ケース部材(900a及び900b)をエンジニアリングプラスチックで使用すれば、プラスチックバルブを60℃以上の高温、特に100℃付近でも使用することができる。
図10を基にすると、本実施例のプラスチックバルブ(1000)は、連結部(1010)及びフランジ部材(1012)を含む。
フランジ部材(1012)の内部には、金属部材(1014)が形成される。
金属部材(1014)を見ると、金属部材(1014)は、本体(1020)、第1突出部(1022)及び第2突出部(1024)を含む。
第1突出部(1022)は、全体的にフランジ部材(1012)の内部に挿入されており、(陥没状態)、第2突出部(1024)の一部は、フランジ部材(1012)の外部に突出される(突出状態)。ここで、第1突出部(1022)と第2突出部(1024)は、本体(1020)の同一地点を基準にして対向して位置し、第1突出部(1022)は、フランジ部材(1012)の内面から所定距離だけ離隔される。
このような構造を有するプラスチックバルブ(1000a及び1000b)の結合構造を図11を基にして詳しく観察すると、プラスチックバルブ(1000a及び1000b)の結合時に第1プラスチックバルブ(1000a)の第1フランジ部材(1012a)の内部の第1金属部材の第2突出部(1024a)が、第2プラスチックバルブ(1000b)の第2フランジ部材(1012b)の内側に挿入される。この場合、第1フランジ部材(1012a)内部の第1金属部材の第2突出部(1024a)が、第2プラスチックバルブ(1000b)の第2フランジ部材(1012b)内部の第1突出部(1022b)と当接する。即ち、第2突出部(1024a)のうち、第1フランジ部材(1012a)の外部に突出された部分が第2フランジ部材(1012b)の内側に挿入されて、フランジ部材(1012a及び1012b)が結合される。
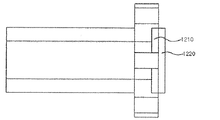
図12を基にすると、本発明の一実施例に係る連結部材(210)の終端部には、フレア部(1210)が形成される。
フレア部(1210)は、インサート射出により連結部材(210)と同時に形成され、連結部材(210)の終端部に形成される。連結部材(210)の末端に形成されたフレア部(1210)は、連結部材(210)がパイプと結合するときにパイプが円滑に連結部材(210)と結合されるようにする役割をする。
本発明の一実施例では、フレア部(1210)がインサート射出により連結部材(210)と同時に形成されるため、フレア部(1210)を形成するための別途の製造工程が必要ではなく生産性を向上できる利点がある。
インサート射出により形成されるフレア部(1210)は、フランジ部材(212)に含包されるように形成される。即ち、本発明の一実施例によると、フレア部(1210)は、フランジ部材(212)と段差がないように含包されて形成される。
これにより、連結部材(210)とフレア部(1210)の形状が外部に露出されないため、プラスチックバルブ(200)の機密性を向上させることができる利点がある。
突出部(1220)は、フレア部(1210)を中心にフランジ部材(212)の外部に突出するように形成される。
フレア部(1210)の終端に突出部(1220)が形成されることによって、連結部材(210)とパイプを結合させるにおいて突出部(1220)がガイドの役割を遂行する。即ち、突出部(1220)がパイプに形成されたホールに挿入されて連結部材(210)とパイプとの間の締結をより容易にできるという利点がある(図16参照)。
図15を基にすると、突出部(1220)は、フランジ部材(212)を対向して傾く傾斜角を有するように形成される。
これにより、突出部(1220)は、フランジ部材(212)と当接する部分の直径が突出部(1220)の最外郭の直径よりも大きく形成されることができる。つまり、突出部(1220)の最外郭の直径がフランジ部材(212)に隣接した部分の直径よりも小さくなるように形成されることにより、連結部材(210)をパイプに結合するときに連結部材(210)がパイプに容易に挿入されるようにすることができる利点がある(図17参照)。
フレア部(1210)または突出部(1220)には、少なくとも一つの溝(1230)が形成される。
フレア部(1210)または突出部(1220)に形成される溝(1230)は、フレア部(1210)または突出部(1220)の外周面に沿って一つに連結された形で形成される(図9参照)。
フレア部(1210)または突出部(1220)に少なくとも一つの溝(1230)が形成された場合、図11に示したとおりフレア部(1210)または突出部(1220)に形成された溝(1230)は、パイプに形成された突起に締結され、突出部(1220)は、パイプ内部に形成されたホールに挿入されて二重結合される。これにより、連結部材(210)はパイプとより強固に結合されることができる。
以上、連結部材(210)の詳細構造について説明したが、以下では、プラスチックバルブ(200)のねじれを防止するためのフランジ部材(212)の詳細構造について説明する。
フランジ部材(212)の内部には、金属部材(220)が含包されることができる。これにより、フランジ部材(212)の強度が補強されることができる。
金属部材(220)は、インサート射出によりフランジ部材(212)の内部に含包されることができる。より詳しくは、金属部材(220)をフランジ部材(212)の材料であるプラスチックの内部に挿入した後、インサート射出を行うと、金属部材(220)がフランジ部材(212)の内部に含まれる。
この場合、金属部材(220)をフランジ部材(212)の内部に強固に結合させるために、金属部材(220)の本体(300)に少なくとも一つのホール(304)が形成される。フランジ部材(212)のインサート射出過程において、溶融されたプラスチックがホール(304)を満たすと、その結果、金属部材(220)がフランジ部材(212)の内部に強固に結合されるようになる。
突出部(302)は、図22に示したとおり、本体(300)を基準にしてフランジ部材(212)の内側終端方向に突出されることができる。
より詳細に、突出部(302a)は、本体(300)を基準にして右方向(図13の基準)に突出され、突出部(302b)は、本体(300)を基準にして左方向に突出されることができる。ここで、突出部(302a、302b)は、本体(300)の同一地点を基準に互いに反対方向に突出されることがよい。
また、突出部(302a、302b)及びその本体部分を貫通するホール(216)が形成される。ホール(216)に締結のためのボルト等が挿入される。
即ち、本実施例の金属部材(220)は、本体(300)だけでなく突出部(302a、302b)を含む。
突出部(302a、302b)なしに本体だけ存在する金属部材をフランジ部材(212)の内側に含むようにすることもできるが、ボルトなどの締結方向と反対の方向にフランジ部材(212)のねじれが発生する虞がある。
しかし、突出部(302a、302b)が形成された金属部材(220)を使用すれば、締結方向と反対の方向に加わるねじれに該当する力が突出部(302a、302b)によって最小化される。その結果、プラスチックバルブ(200)にねじれが発生しなくなる。
まとめると、本実施例のプラスチックバルブ(200)においては、フランジ部材(212)の内部に突出部(302a、302b)を含む金属部材(220)が形成され、その結果、パイプの締結過程で発生するプラスチックバルブ(200)のねじれを防止することができる。
特に、金属部材(220)がないと、複数のパイプをを連結するときにねじれによりパイプが曲がる虞がある。しかし、本発明のプラスチックバルブ(200)及びパイプの終端に形成されたフランジ部材の内部に突出部を含む金属部材が形成されるため、ねじれが発生しなくなり、多数のパイプを連結しても図8に示したような曲がりが発生しなくなる。
また、ガスまたは溶液が通るパイプをプラスチックバルブ(200)を利用して連結すると、ねじれがないため、ガスや溶液の漏れを防止できる。
したがって、以下の説明においてプラスチックバルブのフランジ部材の構造のみを説明しても、同じ構造がパイプの終端に形成されたフランジ部材にも適用されることができるという点は、当業者にとって自明な事実である。
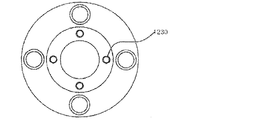
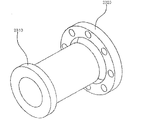
図23を基にすれば、パイプの終端に結合されたパイプ結合装置は、スタブエンド部材(2310)とフランジ部(2320)を含む。スタブエンド部材(2310)は、パイプに直接連結する方式でパイプとの結合のために接着剤を使用する。また、スタブエンド部材(2310)にパイプを直接連結するため、パイプの外部の直径とスタブエンドの内部の直径が同じで、内部流路上にパイプの厚さだけの段差が生じて流路内での流体の流れが低下し、場合によっては破損の危険が発生する問題がある。
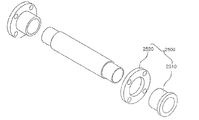
図25を基にすると、本発明の一実施例に係るパイプの終端に結合されるパイプ結合装置(2500)は、連結部材(2510)及びフランジ部(2520)を含む。
連結部材(2510)は、プラスチックからなり、パイプの終端部に結合される。即ち、連結部材(2510)は、パイプが直接挿入される部分である。
このような連結部材(2510)は、図26に示したとおり、本体(2610)と突出部(2620)を含む。
流路内で流体が移動するとき、エネルギーの伝達、速度などの原因により渦流が発生し、特に流路内で流体の流れを妨害する障害物がある場合に流体の部分別速度の差が発生して渦流が発生する。
これらの渦流は、パイプ結合装置に影響を与えてパイプ結合装置(2500)の寿命を短くする。したがって、本発明の一実施例に係るパイプ結合装置(2500)は、これらの障害物を除去し、流体の流れを円滑にして、渦流の発生を事前に防止する構造を有する。
パイプ結合装置(2500)の流路内に流体の流れを妨げる障害物がないため渦流が発生しなくなり、結果的に本発明は、パイプ結合装置(2500)の寿命を延長できる利点がある。
図26に示したとおり、本体(2610)と突出部(2620)を貫通して流路が形成され、本体(2610)の内部面のうちパイプと結合されている部分は、突出部(2620)の内部面と段差を有するように形成される。
つまり、本体(2610)の内部面の直径(内径)が突出部(2620)の内部面の直径(内径)よりも大きくなるように形成される。
このとき、本体(2610)はパイプが結合される部分であって、パイプ結合のために本体(2610)の内径は、パイプの外部面の直径(外径)と同一であるように形成される。
したがって、本体(2610)の内径は、パイプの外径と同一であるように形成されることが望ましい。
そして、本体(2610)の一端に形成される突出部(2620)は、本体(2610)を基準に外部にテーパ角度を有するように形成される。
また、突出部(2620)の内径は、パイプの内径と同一に形成される。
つまり、突出部(2620)の内径をパイプの内径と同一に形成することにより、本体(2610)と突出部(2620)の内部にパイプ締結によって形成される流路上に段差が発生しないようになる。
しかし、図28に示したとおり、パイプが本体(2610)に挿入される場合、パイプの内径と突出部(2620)の内径が同一に形成されるため、パイプを介して形成される連結部材(2510)の内部の流路上には段差が形成されない。
これにより、本発明の一実施例に係るパイプ結合装置(2500)は、パイプ結合装置(2500)をパイプに結合する場合に、流路上の渦流の発生を防止することができ、結果的にパイプ及びパイプ結合装置(2500)の損傷を減らすことができる利点がある。
このような連結部材(2510)の本体(2610)と突出部(2620)は、インサート射出により同時に形成することができる。
フランジ部(2520)は、プラスチックからなり、少なくとも一つのホール(216)を含む。
フランジ部(2520)は、連結部材(2510)の外部に結合される。
このようなフランジ部(2520)の内部ホールは、テーパ角度を有して形成される。これにより、フランジ部(2520)は、連結部材(2510)の突出部(2620)の外側と一致するように結合されることができる。したがって、連結部材(2510)の突出部(2620)の終端面がフランジ部(2520)の外部に突出されないようにフランジ部(2520)の内部ホールはテーパ角度を有する。
このようなフランジ部(2520)は、連結部材(2510)と同様にフッ素樹脂で形成されることができる。
プラスチックからなるフランジ部(2520)のねじれを防止するために、フランジ部(2520)の内部には金属部材(220)を含包することができる。これにより、フランジ部(2520)の強度が補強される。
金属部材(220)は、インサート射出によりフランジ部(2520)の内部に含包されることができる。より詳しくは、金属部材(220)をフランジ部(2520)の材料であるプラスチックの内部に挿入した後、インサート射出を行うと、金属部材(220)がフランジ部(2520)の内部に形成される。
この場合、金属部材(220)をフランジ部(2520)の内部に強固に結合させるために、金属部材(220)の本体(300)に少なくとも一つのホール(304)が形成されることが好ましい。フランジ部(2520)のインサート射出過程において、溶融されたプラスチックがホール(304)を満たすと、その結果、金属部材(220)がフランジ部(2520)の内部に強固に結合されるようになる。
金属部材(220)に関する構成は、図3に示したとおりである。即ち、図3を基にして再度説明すると、金属部材(220)は、本体(300)、少なくとも一つの突出部(302)及び一つ以上のホール(304)を含む。
また、突出部(302a、302b)及びその本体部分を貫通するホール(216)が形成される。ホール(216)は、締結のためのボルト等が挿入される。
突出部(302)は、本体(300)からフランジ部(2520)の内側の一終端まで延長され、突出部(304)は、本体(300)から内側の他終端まで延長されることができる。ただし、突出部(302a、302b)は、フランジ部(2520)の外部にまで突出されず、フランジ部(2520)の内側終端、即ち表面まで位置に突出される。
フランジ部(2520)は、突出部(302a、302b)がない金属部材を内側に含むこともできるが、ボルトなどの締結方向と反対の方向にフランジ部(2520)のねじれが発生する虞がある。
しかし、突出部(302a、302b)が形成された金属部材(220)を使用すれば、締結方向と反対の方向に加わるねじれに該当する力が突出部(302a、302b)によって最小化される。その結果、フランジ部(2520)にねじれが発生しなくなる(図29参照)。
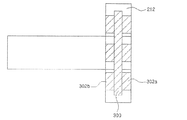
図30及び図31を基にすると、本発明の他の実施例に係るパイプ結合装置は、連結部材(2510)とフランジ部(2520)を含む。
図30の連結部材は、図25において説明した連結部材(2510)と同じく本体(3010)と突出部(3020)を含む。本体(3010)と突出部(3020)を貫通して流路が形成され、本体(3010)の内部面のうちパイプと結合される部分は、突出部(3020)の内部面との段差を有するように形成される。
また、本体(3010)の内部面のうちパイプと結合される部分の少なくとも一部にはねじ山が形成される。
このように、本体(3010)の内側にねじ山が形成されることによって、パイプをねじ山方向と一致するように回転させて結合することができるため、便宜性が向上されるという利点がある。
また、突出部(3020)は、図25で説明したのと同じく本体(3010)の内径と段差を有するように形成される。
つまり、突出部(3020)の内径は、パイプの内径と同一に形成される。
これにより、突出部(3020)の内径と本体(3010)の内径は、パイプの内径と外径の差だけの段差が形成される。
これにより、パイプは、本体(3010)に挿入され、突出部(3020)によってパイプ上の流路が段差なしに結合することにより、渦流の発生を防止することができる。
フランジ部(2520)は、プラスチックからなり、連結部材(2510)の外側に位置される。フランジ部(2520)は、テーパ角度を有するように形成される。
また、フランジ部(2520)は、図25を基にして説明したのと同じように、プラスチックからなる多数のパイプの結合時に、パイプのねじれを防止するための金属部材(220)を内部に含む。これについては、図25において説明したのと同じであるため重複する説明は省略する。
また、連結部材(2510)の突出部(2620)の内径をパイプの内径と同一に形成することにより、パイプが本体(2610)に結合された場合に、パイプから繋がる流路上に段差が形成されないようにすることにより、渦流の発生を防止できる利点がある。
102、212、1012:フランジ部材
200、1000:プラスチックバルブ
214、216、304:ホール
220、1014:金属部材
300、1020、1020a、1020b、2610、3010:本体
302、302a、302b、1220、2620、3020、:突出部
900a、900b:ケース部材
1000a:第1プラスチックバルブ
1000b:第2プラスチックバルブ
1010:連結部
1012a:第1フランジ部材
1012b:第2フランジ部材
1022、1022a、1022b:第1突出部
1024、1024a、1024b:第2突出部
1210:フレア部
1230:溝
1420、2320、2520:フランジ部
2310:スタブエンド部材
2500:パイプ結合装置
Claims (7)
- プラスチックからなる連結部材、及びプラスチックからなり、前記連結部材の終端部に形成されたフランジ部材を含み、
前記フランジ部材の内部には金属部材が形成され、前記金属部材は、本体及び前記本体から前記フランジ部材の内側面に突出された少なくとも一つの突出部を含み、
前記金属部材は、前記本体から相互対向的に突出された第1突出部及び第2突出部を含み、前記第1突出部及び前記第2突出部は、前記フランジ部材の内側にのみ存在し、前記第1突出部、前記本体及び前記第2突出部を順次的に貫通したホールが存在することを特徴とするパイプ結合装置。 - 前記突出部は、前記本体から前記フランジ部材の該当する内側面まで延長されることを特徴とする請求項1に記載のパイプ結合装置。
- 前記第1突出部は、前記フランジ部材の内側にのみ存在し、前記第2突出部の一部は、前記フランジ部材の外側にも存在し、前記第2突出部の長さは、前記第1突出部の長さよりも長いことを特徴とする請求項1に記載のパイプ結合装置。
- 前記金属部材は、インサート射出により前記フランジ部材の内部に形成され、前記インサート射出時に前記金属部材が前記フランジ部材に強固に結合されるように、前記本体に少なくとも一つのホールが形成されることを特徴とする請求項1に記載のパイプ結合装置。
- プラスチックからなる連結部材、及びプラスチックからなり、前記連結部材の終端部に形成されたフランジ部材を含み、
前記連結部材の外側面に形成されるケース部材をさらに含み、
前記フランジ部材の内部には金属部材が形成され、前記金属部材は、本体及び前記本体から前記フランジ部材の内側面に突出された少なくとも一つの突出部を含み、
前記連結部材はフッ素樹脂からなり、前記ケース部材はエンジニアリングプラスチックからなることを特徴とするパイプ結合装置。 - プラスチックからなる連結部材、及びプラスチックからなり、前記連結部材の終端部に形成されたフランジ部材を含み、
前記連結部材の外側面に形成されるケース部材をさらに含み、
前記フランジ部材の内部には金属部材が形成され、前記金属部材は、本体及び前記本体から前記フランジ部材の内側面に突出された少なくとも一つの突出部を含み、
前記連結部材はフッ素樹脂からなり、前記ケース部材は、ポリ塩 化ビニル(Polyvinyl Chloride,PVC)、ポリプロピレン(pol ypropylene,PP)、ポリフェニレンサルファイド(Poly Phenyl ene sulfide,PPS)、またはポリフタルアミド(Polyphtalam ide,PPA)にガラス繊維(Glass fiber)を混合することにより生成された混合物質からなることを特徴とするパイプ結合装置。 - プラスチックからなる連結部材、及びプラスチックからなり、前記連結部材の終端部に形成されたフランジ部材を含み、
前記連結部材の外側面に形成されるケース部材をさらに含み、
パイプが前記連結部材の中央部に形成されたポールに挿入されて締結され、締結方向と反対の方向に発生できるねじれに該当する力を最小化させるねじれ防止部材が前記フランジ部材の内部に形成され、
前記連結部材はフッ素樹脂からなり、前記ケース部材はエンジニアリングプラスチックからなることを特徴とするパイプ結合装置。
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160092178A KR101952999B1 (ko) | 2016-07-20 | 2016-07-20 | 와류 방지가 가능한 파이프 결합 장치 |
| KR10-2016-0092159 | 2016-07-20 | ||
| KR10-2016-0092178 | 2016-07-20 | ||
| KR1020160092122A KR101893369B1 (ko) | 2016-07-20 | 2016-07-20 | 뒤틀림을 방지할 수 있는 플라스틱 밸브 |
| KR10-2016-0092122 | 2016-07-20 | ||
| KR1020160092159A KR101893370B1 (ko) | 2016-07-20 | 2016-07-20 | 플라스틱 밸브 |
| PCT/KR2017/007663 WO2018016825A1 (ko) | 2016-07-20 | 2017-07-17 | 뒤틀림을 방지할 수 있는 플라스틱 밸브 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019518922A JP2019518922A (ja) | 2019-07-04 |
| JP6709332B2 true JP6709332B2 (ja) | 2020-06-10 |
Family
ID=60992215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019515758A Active JP6709332B2 (ja) | 2016-07-20 | 2017-07-17 | ねじれを防止できるパイプ結合装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US10962132B2 (ja) |
| EP (2) | EP3489561A4 (ja) |
| JP (1) | JP6709332B2 (ja) |
| CN (2) | CN109416141B (ja) |
| WO (1) | WO2018016825A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12119521B2 (en) * | 2018-10-17 | 2024-10-15 | Bloom Energy Corporation | Dielectric conduit assemblies and methods of making thereof |
| CN111356842A (zh) * | 2019-01-25 | 2020-06-30 | 李相璇 | 能够防止扭曲的外壳及包括其的泵 |
| KR102233001B1 (ko) * | 2019-01-25 | 2021-03-29 | 이상선 | 뒤틀림을 방지할 수 있는 피팅 |
| JP7488693B2 (ja) | 2020-05-22 | 2024-05-22 | シーケー金属株式会社 | 配管接続用樹脂管及びその製造方法 |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2409430A (en) * | 1944-05-01 | 1946-10-15 | Carroll V Greenleaf | Flow indicator for pipe lines |
| US2716575A (en) * | 1952-01-31 | 1955-08-30 | Exxon Research Engineering Co | Constriction valve for fluidized solids |
| US3082022A (en) * | 1958-11-03 | 1963-03-19 | James A Moore | Coupling for plastic pipe having segmented interlocked clamping rings |
| US3305251A (en) * | 1964-01-20 | 1967-02-21 | Hewitt Robins Inc | Expansion joint |
| FR1555545A (ja) * | 1967-06-30 | 1969-01-31 | ||
| US3650550A (en) * | 1970-08-13 | 1972-03-21 | Dow Chemical Co | Lined conduit |
| DE2602480C3 (de) * | 1976-01-23 | 1979-11-22 | Stuebbe Armaturen Kg, 4973 Vlotho | Armierter loser Flansch |
| JPS5628393Y2 (ja) * | 1976-09-21 | 1981-07-06 | ||
| JPS57171191A (en) * | 1981-04-13 | 1982-10-21 | Hitachi Ltd | Synthetic resin pipe joint |
| JPS5896078U (ja) * | 1981-12-23 | 1983-06-29 | 株式会社日立製作所 | ポンプ装置 |
| JPS58160695A (ja) * | 1982-03-18 | 1983-09-24 | アイシン精機株式会社 | 合成樹脂製の管接続用部材 |
| JPS5934193U (ja) * | 1982-08-27 | 1984-03-02 | 日立造船株式会社 | 塩化ビニ−ル管のフランジ取付け構造 |
| JPS60156281U (ja) * | 1984-03-28 | 1985-10-17 | 日本ゼオン株式会社 | パイプラインにおける合成樹脂製接手部 |
| JPS60169467U (ja) * | 1984-04-20 | 1985-11-09 | 旭有機材工業株式会社 | プラスチツク製ゲ−トバルブ |
| US4889318A (en) * | 1986-01-10 | 1989-12-26 | Sisk David E | Molded hopper tee |
| DE3611177A1 (de) * | 1986-04-03 | 1987-10-15 | Klifa Gmbh & Co | Rohrleitung fuer gase und fluessigkeit mit schraubflansch |
| JPH0447508Y2 (ja) * | 1987-02-10 | 1992-11-10 | ||
| DE3914756A1 (de) * | 1989-05-05 | 1990-11-22 | Platzer Schwedenbau Gmbh | Verfahren zur herstellung einer rohrflanschverbindung |
| JPH0580741U (ja) * | 1992-04-08 | 1993-11-02 | 積水化学工業株式会社 | 積層フランジ |
| US5361806A (en) | 1992-07-07 | 1994-11-08 | Titeflex Corporation | Kevlar reinforced high pressure hose assembly with grip and environmental barrier |
| JPH0634083A (ja) * | 1992-07-15 | 1994-02-08 | Nippon Valqua Ind Ltd | フッ素樹脂ライニングゴム管 |
| US5366257A (en) * | 1992-12-30 | 1994-11-22 | Eslon Thermoplastics, A Division Of Sekisui America Corporation | Pipe connector |
| JPH06281064A (ja) * | 1993-03-25 | 1994-10-07 | Sekisui Chem Co Ltd | フランジ付管状体 |
| US5505525A (en) * | 1994-01-10 | 1996-04-09 | Skf Usa Inc. | Hubcap and method of manufacturing the same |
| JPH085881A (ja) | 1994-06-22 | 1996-01-12 | Olympus Optical Co Ltd | 光学素子の調整機構 |
| JP2631960B2 (ja) * | 1994-08-24 | 1997-07-16 | 株式会社共立物流システム | コンテナの排出口構造 |
| KR100219238B1 (ko) | 1996-11-22 | 1999-09-01 | 정몽규 | 자동차의 드럼 브레이크 |
| JPH1137001A (ja) * | 1997-07-11 | 1999-02-09 | Aisan Ind Co Ltd | 樹脂製スロットルボデー |
| JPH11336951A (ja) | 1998-05-28 | 1999-12-07 | Noriatsu Kojima | 管継手用管端止め部材 |
| FI20020107A0 (fi) * | 2002-01-21 | 2002-01-21 | Uponor Innovation Ab | Putkiyhde |
| US6634676B1 (en) * | 2002-03-13 | 2003-10-21 | Abell Corporation | Rotomolded containment fitting and method of use |
| JP2004360838A (ja) * | 2003-06-06 | 2004-12-24 | Tozen:Kk | 管継手 |
| DE10355848A1 (de) * | 2003-11-26 | 2005-07-21 | Abb Patent Gmbh | Flanschverbindung und Verfahren zu deren Herstellung |
| CN101059187B (zh) * | 2007-05-23 | 2013-01-16 | 蔡海华 | 法兰式管材连接结构 |
| KR100996950B1 (ko) * | 2008-05-09 | 2010-11-26 | 주식회사 고리 | 합성수지관연결구 |
| KR20100094048A (ko) * | 2009-02-18 | 2010-08-26 | (주) 삼정디씨피 | 플랜지 타입 메카니컬 조인트 |
| CN201326860Y (zh) * | 2009-04-22 | 2009-10-14 | 华创天元实业发展有限责任公司 | 平板背压式带骨架电熔法兰管件 |
| CN101793336B (zh) * | 2009-05-13 | 2013-07-31 | 蔡海华 | 法兰自调式管材连接结构 |
| EP2431639A4 (en) * | 2009-05-15 | 2013-12-04 | Shie Yu Machine Parts Ind Co Ltd | DIAPHRAGM VALVE |
| KR20120119653A (ko) * | 2011-04-22 | 2012-10-31 | 주식회사 한국피이엠 | 파이프 연결장치, 이를 갖는 배관과 이를 이용한 배관의 보수방법 및 시공방법 |
| AT511645B1 (de) * | 2011-07-05 | 2015-05-15 | Praher Kunststofftechnik Gmbh | Sandwich-spritzgiessverfahren und formteil mit einem im sandwich-spritzgiessverfahren hergestellten schichtverbund |
| JP5681617B2 (ja) | 2011-12-12 | 2015-03-11 | 本田技研工業株式会社 | ナット付き繊維強化樹脂部材の製造方法 |
| US9169953B2 (en) * | 2012-02-09 | 2015-10-27 | Cavagna Group S.P.A. | Dielectric fitting |
| WO2013137770A1 (ru) * | 2012-03-14 | 2013-09-19 | Petrov Yuriy Maksimovich | Металлополимерная армированная труба, способ ее изготовления и трубопровод, полученный с ее использованием |
| KR101324938B1 (ko) * | 2013-01-04 | 2013-11-01 | 신이피엔씨 주식회사 | 플랜지형 비용접 이음관 |
| US9228683B2 (en) * | 2013-12-22 | 2016-01-05 | Saint-Gobain Performance Plastics Corporation | Flanged tube apparatus |
| CA2863272C (en) * | 2014-09-12 | 2016-10-18 | G.B.D. Corp. | Method of joining pipes and fittings |
-
2017
- 2017-07-17 CN CN201780038770.7A patent/CN109416141B/zh active Active
- 2017-07-17 JP JP2019515758A patent/JP6709332B2/ja active Active
- 2017-07-17 CN CN202010578358.8A patent/CN111692397A/zh active Pending
- 2017-07-17 EP EP17831298.9A patent/EP3489561A4/en not_active Withdrawn
- 2017-07-17 EP EP22159781.8A patent/EP4027045A1/en active Pending
- 2017-07-17 WO PCT/KR2017/007663 patent/WO2018016825A1/ko unknown
-
2018
- 2018-11-23 US US16/199,066 patent/US10962132B2/en active Active
-
2021
- 2021-03-04 US US17/192,745 patent/US11473687B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20190093780A1 (en) | 2019-03-28 |
| CN109416141A (zh) | 2019-03-01 |
| EP3489561A1 (en) | 2019-05-29 |
| US11473687B2 (en) | 2022-10-18 |
| EP3489561A4 (en) | 2020-01-01 |
| EP4027045A1 (en) | 2022-07-13 |
| US10962132B2 (en) | 2021-03-30 |
| CN111692397A (zh) | 2020-09-22 |
| US20210190224A1 (en) | 2021-06-24 |
| CN109416141B (zh) | 2021-03-23 |
| WO2018016825A1 (ko) | 2018-01-25 |
| JP2019518922A (ja) | 2019-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6709332B2 (ja) | ねじれを防止できるパイプ結合装置 | |
| KR101893369B1 (ko) | 뒤틀림을 방지할 수 있는 플라스틱 밸브 | |
| EP1717506A1 (en) | Resin pipe joint unit | |
| CN101636613A (zh) | 具有平滑内孔的不锈钢波纹管 | |
| JPWO2013111789A1 (ja) | スタティックミキサーおよびスタティックミキサーを用いた装置 | |
| KR101893370B1 (ko) | 플라스틱 밸브 | |
| KR101287185B1 (ko) | 이중 배관 소켓 구조 | |
| KR101952999B1 (ko) | 와류 방지가 가능한 파이프 결합 장치 | |
| US11592135B2 (en) | Fitting for preventing distortion | |
| JP5688282B2 (ja) | 配管材の製造方法 | |
| TWI723739B (zh) | 用以防止扭曲的管件 | |
| US11396886B2 (en) | Casing for preventing distortion and pump including the same | |
| US11260478B2 (en) | Valve for preventing distortion | |
| WO2021152927A1 (ja) | 樹脂製継手、流路ブロック及び流体制御装置 | |
| JP7089577B2 (ja) | 流線型の流体移送孔を有するバルブ | |
| KR101915472B1 (ko) | 부산물 트랩 방지용 배관 | |
| KR200389186Y1 (ko) | 배관이음구 | |
| JP2004176739A (ja) | 熱可塑性樹脂チューブの接合構造 | |
| WO2022153585A1 (ja) | 管継手 | |
| JP5508200B2 (ja) | 配管材及びその製造方法 | |
| JP4869143B2 (ja) | 継手 | |
| JP2006112502A (ja) | 流体継手および流体継手の製造方法 | |
| JP5681340B2 (ja) | 管継手および管を結合する方法 | |
| TW202111247A (zh) | 異質管材之連接結構 | |
| JP2020015226A (ja) | 樹脂製チューブ部材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181203 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200519 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6709332 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |