JP6615492B2 - モーターのコイル剥離装置及び方法{ApparatusandMethodforpeelingcoilofmotor} - Google Patents
モーターのコイル剥離装置及び方法{ApparatusandMethodforpeelingcoilofmotor} Download PDFInfo
- Publication number
- JP6615492B2 JP6615492B2 JP2015104683A JP2015104683A JP6615492B2 JP 6615492 B2 JP6615492 B2 JP 6615492B2 JP 2015104683 A JP2015104683 A JP 2015104683A JP 2015104683 A JP2015104683 A JP 2015104683A JP 6615492 B2 JP6615492 B2 JP 6615492B2
- Authority
- JP
- Japan
- Prior art keywords
- coil
- tip
- peeling
- unit
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 18
- 239000011247 coating layer Substances 0.000 claims description 21
- 230000001678 irradiating effect Effects 0.000 claims description 6
- 230000004044 response Effects 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical group [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images






Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G1/00—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines
- H02G1/12—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines for removing insulation or armouring from cables, e.g. from the end thereof
- H02G1/1275—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines for removing insulation or armouring from cables, e.g. from the end thereof by applying heat
- H02G1/128—Methods or apparatus specially adapted for installing, maintaining, repairing or dismantling electric cables or lines for removing insulation or armouring from cables, e.g. from the end thereof by applying heat using radiant energy, e.g. a laser beam
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/28—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for wire processing before connecting to contact members, not provided for in groups H01R43/02 - H01R43/26
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/0056—Manufacturing winding connections
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/0056—Manufacturing winding connections
- H02K15/0068—Connecting winding sections; Forming leads; Connecting leads to terminals
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
クランプ130は、剥離作業地点Aにおいてコイル10のティップ部11を固定する役割をすることができる。クランプ130は、コイル10のティップ部11が直立した状態でティップ部11を間に置き、ティップ部11と接触する一組の固定バー131を備えることができる。このようなクランプ130は、移送部120の両側面にそれぞれ配置され得、剥離作業地点Aに向かって移動可能となるように形成され得る。
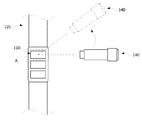
また、図4で示したように、レーザー照射部140は剥離作業地点Aを中心として回動可能に形成され得る。これは、断面が円形とされるコイル10のティップ部11のコーティング層10bを剥離するために、レーザーの照射領域を変更するためである。そして、レーザー照射部140は、上下方向に高さの調節が可能となるように形成され得る。これは、モーターの特性によりコイル10の剥離領域の長さを調節するためである。
クランプ130は、当該パレット部110が剥離作業地点Aに到着すると、剥離作業地点Aに向かって移動して固定バー131の間にコイル10を挟むことができる。
11 ティップ部
110 パレット部
120 移送部
121 移送ベルト
122 駆動モーター
130 クランプ
131 固定バー
140 レーザー照射部
Claims (11)
- コイルのティップが直立するように前記コイルがマウンティングされるパレット部と、
長さ方向に長く形成される移送ベルトを備える移送部、
前記移送部の側面に位置し、前記移送部に向かって移動可能に形成されて前記コイルのティップを固定するクランプ及び、
前記移送部の側面に位置し、剥離作業地点においてレーザーを照射して前記コイルのティップのコーティング層を剥離するレーザー照射部を備え、
前記パレット部は、前記移送ベルト上に積まれて運搬され、
前記パレット部は、回転可能に形成され、
前記コイルのティップの長さ方向と前記パレット部の回転軸方向は平行であり、
前記クランプは、直立した状態の前記コイルのティップを間に置き、前記コイルのティップと接触する一組の固定バーを備えるモーターのコイル剥離装置。 - 前記一組の固定バーと接触する前記コイルのティップの第1部分の上方に位置する前記コイルのティップの第2部分に前記レーザーが照射される請求項1に記載のモーターのコイル剥離装置。
- 前記コイルのティップが、前記剥離作業地点に位置するように前記移送部の動きを制御する制御部をさらに備えることを特徴とする、請求項1又は2に記載のモーターのコイル剥離装置。
- 前記制御部は、入力信号に対応して、前記パレット部の回転を制御することを特徴とする、請求項3に記載のモーターのコイル剥離装置。
- 前記レーザー照射部は、前記剥離作業地点を中心として回動可能に形成されることを特徴とする、請求項3に記載のモーターのコイル剥離装置。
- 前記レーザー照射部は、上下移動可能に形成されることを特徴とする、請求項5に記載のモーターのコイル剥離装置。
- 前記制御部は、入力信号に対応して前記レーザー照射部の回動または上下移動を制御することを特徴とする、請求項6に記載のモーターのコイル剥離装置。
- a)コイルをパレット部にマウンティングする段階と、
b)前記パレット部を剥離作業地点まで移送させる段階と、
c)前記剥離作業地点で、直立した状態の前記コイルのティップをクランプが備える一組の固定バーの間に挟むことによって、前記コイルのティップを固定する段階及び、
d)レーザーを照射して前記コイルのティップのコーティング層を剥離する段階と、
を含むモーターのコイル剥離方法。 - 前記d)段階において、円周方向を基準として前記コイルのティップの一部領域に該当するコーティング層を剥離することを特徴とする、請求項8に記載のモーターのコイル剥離方法。
- 前記d)段階において、前記剥離作業地点で前記パレット部を回転させることを特徴とする、請求項9に記載のモーターのコイル剥離方法。
- 前記d)段階において、前記剥離作業地点を中心として前記レーザー部を回転または上下移動させることを特徴とする、請求項9に記載のモーターのコイル剥離方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2014-0062361 | 2014-05-23 | ||
| KR1020140062361A KR102262815B1 (ko) | 2014-05-23 | 2014-05-23 | 모터의 코일 탈피 장치 및 방법 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015226464A JP2015226464A (ja) | 2015-12-14 |
| JP2015226464A5 JP2015226464A5 (ja) | 2018-07-05 |
| JP6615492B2 true JP6615492B2 (ja) | 2019-12-04 |
Family
ID=54555397
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015104683A Active JP6615492B2 (ja) | 2014-05-23 | 2015-05-22 | モーターのコイル剥離装置及び方法{ApparatusandMethodforpeelingcoilofmotor} |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US9793691B2 (ja) |
| JP (1) | JP6615492B2 (ja) |
| KR (1) | KR102262815B1 (ja) |
| CN (1) | CN105099090B (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106181063A (zh) * | 2016-08-04 | 2016-12-07 | 合肥得润电子器件有限公司 | 一种线缆表皮激光剥离装置 |
| IT201600115749A1 (it) * | 2016-11-16 | 2018-05-16 | Atop Spa | Metodo ed apparecchiatura per fabbricare uno statore di una macchina dinamoelettrica |
| WO2021153807A1 (ko) * | 2020-01-28 | 2021-08-05 | 주식회사 휴비스 | 각동선 탈피장치 및 코일 세그먼트 제조 시스템 |
| CN111446825B (zh) * | 2020-03-16 | 2022-07-22 | 宝武装备智能科技有限公司 | 大型直流电机汇流环绝缘撑块修复方法 |
| KR102400439B1 (ko) * | 2020-04-24 | 2022-05-20 | 주식회사 휴비스 | 에나멜 동선 탈피장치 |
| KR102457577B1 (ko) | 2020-08-14 | 2022-10-21 | 주식회사 휴비스 | 분할 코어 코일 탈피장치 |
| CN113410729B (zh) * | 2021-06-16 | 2022-10-14 | 长春理工大学 | 航空导线端头激光加工设备 |
| DE102022117276A1 (de) | 2022-07-12 | 2024-01-18 | Schaeffler Technologies AG & Co. KG | Verfahren zur Herstellung einer Wellenwicklung mit abisolierten Drahtenden |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8517771D0 (en) * | 1985-07-15 | 1985-08-21 | Black & Decker Inc | Electric motors |
| DE3533002A1 (de) * | 1985-09-16 | 1987-03-26 | Agie Ag Ind Elektronik | Elektroerosionsverfahren und elektroerosionsmaschine zur durchfuehrung des verfahrens |
| EP0357596B1 (en) * | 1987-05-07 | 1993-10-13 | Black & Decker Inc. | Streamlined production of electric motor armatures and stators |
| US5057661A (en) * | 1989-10-26 | 1991-10-15 | Globe Products Inc. | Process for terminating insulated conductor wires |
| JPH0417989A (ja) * | 1990-05-14 | 1992-01-22 | Mitsubishi Electric Corp | レーザ電線被覆剥離装置 |
| JPH0982554A (ja) * | 1995-09-11 | 1997-03-28 | Shichizun Denshi:Kk | コイル用ワイヤの絶縁層剥離方法 |
| JP4654068B2 (ja) * | 2005-05-24 | 2011-03-16 | 日立オートモティブシステムズ株式会社 | 接合電線と接合電線の加工方法,回転電機の固定子と回転電機の固定子の製造方法及び接合電線製造装置 |
| CN1992461B (zh) * | 2005-12-30 | 2010-05-05 | 鸿富锦精密工业(深圳)有限公司 | 电线绝缘层切割装置 |
| KR100840552B1 (ko) | 2006-08-14 | 2008-06-23 | (주) 유원컴텍 | 레이저를 이용한 케이블 피복제거장치 |
| CN202015897U (zh) * | 2011-01-22 | 2011-10-26 | 中山火炬开发区优凯自动化设备厂 | 激光剥皮机 |
-
2014
- 2014-05-23 KR KR1020140062361A patent/KR102262815B1/ko active IP Right Grant
-
2015
- 2015-05-22 JP JP2015104683A patent/JP6615492B2/ja active Active
- 2015-05-22 US US14/720,067 patent/US9793691B2/en active Active
- 2015-05-25 CN CN201510270862.0A patent/CN105099090B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR102262815B1 (ko) | 2021-06-09 |
| US20150336214A1 (en) | 2015-11-26 |
| CN105099090B (zh) | 2019-04-02 |
| CN105099090A (zh) | 2015-11-25 |
| US9793691B2 (en) | 2017-10-17 |
| JP2015226464A (ja) | 2015-12-14 |
| KR20150134918A (ko) | 2015-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6615492B2 (ja) | モーターのコイル剥離装置及び方法{ApparatusandMethodforpeelingcoilofmotor} | |
| KR101984803B1 (ko) | 플랫 와이어의 레이저 용접 방법 | |
| JP6551961B1 (ja) | コイルセグメントの切断方法及びコイルセグメント切断装置 | |
| US20210402518A1 (en) | Hairpin welding method and apparatus | |
| TWI699073B (zh) | 定子、旋轉電機及定子的製造方法 | |
| JP2012191789A (ja) | エンドリングとバーをろう付けする誘導電動機のかご形ロータ及びその製造方法 | |
| JP7103978B2 (ja) | レーザ溶接方法、レーザ溶接装置及び回転電機の製造方法 | |
| JP5868913B2 (ja) | ステータワーク加熱装置、ステータワーク加熱方法及びステータコイル製造方法 | |
| US20120181890A1 (en) | Method and system for joining stator wires | |
| JP2009224599A (ja) | コイル部品の製造方法、コイル部品の製造装置、及びコイル部品 | |
| JP5652413B2 (ja) | コイル部品の製造方法とワイヤの継線方法 | |
| JP2014126759A5 (ja) | ||
| JPWO2020170413A1 (ja) | 銅を含む部材の溶接方法、および回転電機の製造方法 | |
| JP2019155428A (ja) | 半田接合方法、モータの製造方法 | |
| CN105458517A (zh) | 晶圆激光划片与裂片方法及系统 | |
| JP7512950B2 (ja) | レーザ溶接方法 | |
| JP7483650B2 (ja) | 回転電機用ステータ製造方法 | |
| WO2021182634A1 (ja) | 回転電機用ステータ製造方法 | |
| JPS6387144A (ja) | 回転電気機械の固定子 | |
| CN103779071A (zh) | 绕线型线圈部件的制造方法 | |
| JP2000299240A (ja) | 被膜剥離機能付の半田付装置 | |
| JP2017212386A (ja) | インダクタの製造方法 | |
| CN203526887U (zh) | 一种接触器拆封装置 | |
| JP2008228532A (ja) | 導線の接続方法、及びモータの製造方法 | |
| JP2019136758A (ja) | 先端部被膜の除去方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180521 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180521 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190529 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6615492 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |