JP6577022B2 - 自動スプライシング装置 - Google Patents
自動スプライシング装置 Download PDFInfo
- Publication number
- JP6577022B2 JP6577022B2 JP2017508946A JP2017508946A JP6577022B2 JP 6577022 B2 JP6577022 B2 JP 6577022B2 JP 2017508946 A JP2017508946 A JP 2017508946A JP 2017508946 A JP2017508946 A JP 2017508946A JP 6577022 B2 JP6577022 B2 JP 6577022B2
- Authority
- JP
- Japan
- Prior art keywords
- tape
- component
- automatic splicing
- carrier tape
- component mounter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004891 communication Methods 0.000 claims description 48
- 238000001514 detection method Methods 0.000 claims description 41
- 238000003860 storage Methods 0.000 claims description 11
- 238000012795 verification Methods 0.000 claims description 5
- 239000011295 pitch Substances 0.000 description 14
- 238000005520 cutting process Methods 0.000 description 13
- 230000032258 transport Effects 0.000 description 10
- 230000003287 optical effect Effects 0.000 description 6
- 238000005304 joining Methods 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 238000003708 edge detection Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1842—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact
- B65H19/1852—Attaching, e.g. pasting, the replacement web to the expiring web standing splicing, i.e. the expiring web being stationary during splicing contact taking place at a distance from the replacement roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/10—Changing the web roll in unwinding mechanisms or in connection with unwinding operations
- B65H19/18—Attaching, e.g. pasting, the replacement web to the expiring web
- B65H19/1857—Support arrangement of web rolls
- B65H19/1873—Support arrangement of web rolls with two stationary roll supports carrying alternately the replacement and the expiring roll
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/02—Feeding of components
- H05K13/0215—Interconnecting of containers, e.g. splicing of tapes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/085—Production planning, e.g. of allocation of products to machines, of mounting sequences at machine or facility level
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/08—Monitoring manufacture of assemblages
- H05K13/086—Supply management, e.g. supply of components or of substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1942—Web supporting regularly spaced non-adhesive articles
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Operations Research (AREA)
- Supply And Installment Of Electrical Components (AREA)
Description
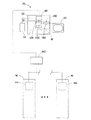
本実施形態の自動スプライシング装置の概略構成について図を参照して説明する。図1に示すように、自動スプライシング装置20は、詳細は後述するが、読取装置30と、通信装置40と、表示装置90と、制御装置100等とを備え、図2に示す第1、第2テープ送り装置50,51等のテープ接続機構Wを有する装置である。
通信装置40は、読取装置30と有線で接続され、また複数台の部品実装機Mの実装制御装置mcを管理するホストコンピュータHCと無線で通信する例えばブリッジタイプの装置である。
制御装置100は、読取装置30、通信装置40、表示装置90及びテープ接続機構Wを制御する装置であり、通信制御部101、表示制御部102及び接続実行部103(本発明の「接続制御装置」に相当)等を備える。
表示制御部102は、通信制御部101から送られてくるデータである、読取装置30から通信装置40を介して受信した識別子15のテープ識別情報、ホストコンピュータHCから通信装置40を介して受信した部品実装機Mにおける部品実装等の情報を優先度の高い順、例えば部品切れとなるのが早い順に並べ替えて表示装置90に表示する。
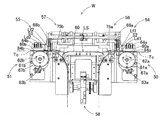
次に、自動スプライシング装置20のテープ接続機構Wの構成について説明する。
図2に示すように、自動スプライシング装置20の筺体21(図1参照)内には、第1、第2テープ送り装置50,51と、第1、第2原点位置検出装置63a,63bと、第1、第2光量検出装置52,53と、第1、第2切断装置54,55と、第1、第2取込装置56,57と、接合装置58と、制御装置100(図1参照)等とが配置される。
次に、自動スプライシング装置20の制御装置100の動作について図5のフローチャートを参照して説明する。
ホストコンピュータHCは、各部品実装機Mの実装制御装置mcから送信される部品実装等の情報により、部品切れとなるリール11を有する部品実装機Mを特定したら、当該部品実装機Mの実装機認識情報及び部品切れとなる部品識別情報を自動スプライシング装置20の制御装置100に送信する。
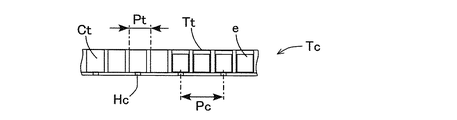
次に、自動スプライシング装置20における空キャビティの検出について図6を参照して説明する。
第1、第2スプロケット61a,61bの周縁には、キャリアテープTcの送り穴HcのピッチPcと同一ピッチの複数の第1、第2歯67a,67bが形成される。本実施形態では、第1、第2歯67a,67bは、キャリアテープTcの送りピッチ以上の間隔で形成される。第1、第2スプロケット61a,61bは、回転している第1、第2歯67a,67bのうち最上部に回転してきた第1、第2歯67au,67buと、第1、第2搬送経路60a,60bに沿って挿入されてくるキャリアテープTcの送り穴Hcdとが噛合可能なように、第1、第2搬送経路60a,60bの下方に配置される。
本発明の自動スプライシング装置20は、一定の間隔Pcに送り穴Hcと部品収納用のキャビティCtを設けた第1テープ(キャリアテープ)Tcに、一定の間隔Pcに送り穴Hcと部品収納用のキャビティCtを設けた第2テープ(キャリアテープ)Tcをスプライシング位置でスプライシングテープによって自動的に接続するテープ接続機構Wを有する自動スプライシング装置20であって、第1テープTcを巻回した第1リール11及び第2テープTcを巻回した第2リール11にそれぞれ付され、第1テープTc及び第2テープTcの各キャビティCtに収納された部品eの情報がそれぞれ記録された識別情報を読取る読取装置30と、読取装置30及び部品実装機Mあるいは部品実装機Mと通信可能に接続されたホストコンピュータHCと通信する通信装置40と、テープ接続機構W及び通信装置40を制御する制御装置100と、を備える。
また、読取装置30は、携帯可能で通信装置40と無線通信を行なう。これにより、作業者は、自動スプライシング装置20から離れた場所にいても、部品切れを確認して対応することができる。
Claims (4)
- 一定の間隔に送り穴と部品収納用のキャビティを設けた第1テープに、一定の間隔に送り穴と部品収納用のキャビティを設けた第2テープをスプライシング位置でスプライシングテープによって自動的に接続するテープ接続機構を有する自動スプライシング装置であって、
前記第1テープを巻回した第1リール及び前記第2テープを巻回した第2リールにそれぞれ付され、前記第1テープ及び前記第2テープの各キャビティに収納された部品の情報がそれぞれ記録された識別情報を読取る読取装置と、
前記読取装置及び部品実装機あるいは部品実装機と通信可能に接続されたホストコンピュータと通信する通信装置と、
前記テープ接続機構及び前記通信装置を制御する制御装置と、
を備え、
前記制御装置は、
前記通信装置を介して前記部品実装機あるいは前記部品実装機と通信可能に接続されたホストコンピュータに前記読取装置で読取った前記第1テープ及び前記第2テープの前記識別情報を送信し、
前記部品実装機あるいは前記部品実装機と通信可能に接続されたホストコンピュータから受信した前記第1テープ及び前記第2テープの前記識別情報の照合結果が照合一致であると判断した場合は、前記テープ接続機構の駆動を制御して前記第1テープ及び前記第2テープを接続するとともにテープ接続情報を送信し、前記照合結果が照合不一致であると判断した場合は、前記テープ接続機構の駆動を行わないように制御する、自動スプライシング装置。 - 前記自動スプライシング装置は、
前記第1テープ及び前記第2テープが挿入されたことを検知するテープ検知装置を備える、請求項1に記載の自動スプライシング装置。 - 前記通信装置は、前記部品実装機あるいは前記部品実装機と通信可能に接続されたホストコンピュータと無線通信を行なう、請求項1又は2に記載の自動スプライシング装置。
- 前記読取装置は、携帯可能で前記通信装置と無線通信を行なう、請求項1から3の何れか一項に記載の自動スプライシング装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/060216 WO2016157438A1 (ja) | 2015-03-31 | 2015-03-31 | 自動スプライシング装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019150827A Division JP6862513B2 (ja) | 2019-08-21 | 2019-08-21 | 自動スプライシング方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2016157438A1 JPWO2016157438A1 (ja) | 2018-01-25 |
| JP6577022B2 true JP6577022B2 (ja) | 2019-09-18 |
Family
ID=57006641
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017508946A Active JP6577022B2 (ja) | 2015-03-31 | 2015-03-31 | 自動スプライシング装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20180072525A1 (ja) |
| EP (1) | EP3280239B1 (ja) |
| JP (1) | JP6577022B2 (ja) |
| CN (1) | CN107409487B (ja) |
| WO (1) | WO2016157438A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10457512B2 (en) | 2016-09-19 | 2019-10-29 | New Era Converting Machinery, Inc. | Automatic lapless butt material splice |
| CN111268484B (zh) * | 2020-03-23 | 2021-08-03 | 惠州市集广新材料科技有限公司 | 载带连接装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06179412A (ja) * | 1992-12-10 | 1994-06-28 | Matsushita Electric Ind Co Ltd | テーピング電子部品の接続装置 |
| JPH06302992A (ja) * | 1993-04-14 | 1994-10-28 | Toshiba Corp | 部品実装機のカートリッジ構造及び部品実装機の管理システム |
| JP2004031875A (ja) * | 2002-06-28 | 2004-01-29 | Matsushita Electric Ind Co Ltd | 電子部品供給装置、電子部品実装装置、電子部品供給方法、及び部品実装方法 |
| US6817216B2 (en) * | 2002-08-22 | 2004-11-16 | Accu-Assembly Incorporated | Electronic component placement |
| US20080078834A1 (en) * | 2006-09-29 | 2008-04-03 | Siemens Energy & Automation, Inc | Inventory manager for PCB manufacturing |
| JP5357743B2 (ja) * | 2009-12-26 | 2013-12-04 | 富士機械製造株式会社 | 電子回路部品供給装置 |
| JP5223881B2 (ja) * | 2010-04-19 | 2013-06-26 | パナソニック株式会社 | 部品実装装置における部品供給方法 |
| US8430379B2 (en) * | 2010-10-27 | 2013-04-30 | Ido Goldstein | Apparatus for dispensing fog |
| JP5641889B2 (ja) * | 2010-11-10 | 2014-12-17 | 富士機械製造株式会社 | スプライシング誤作業防止方法 |
| US9510494B2 (en) * | 2012-04-18 | 2016-11-29 | Fuji Machine Mfg. Co., Ltd. | Automatic splicing device |
| WO2013157107A1 (ja) * | 2012-04-18 | 2013-10-24 | 富士機械製造株式会社 | スプライシング装置およびスプライシング方法 |
| WO2013157109A1 (ja) * | 2012-04-18 | 2013-10-24 | 富士機械製造株式会社 | 自動スプライシング装置 |
| JP6033410B2 (ja) * | 2013-04-11 | 2016-11-30 | 富士機械製造株式会社 | スプライシング装置 |
-
2015
- 2015-03-31 WO PCT/JP2015/060216 patent/WO2016157438A1/ja active Application Filing
- 2015-03-31 EP EP15887591.4A patent/EP3280239B1/en active Active
- 2015-03-31 CN CN201580077759.2A patent/CN107409487B/zh active Active
- 2015-03-31 US US15/562,107 patent/US20180072525A1/en not_active Abandoned
- 2015-03-31 JP JP2017508946A patent/JP6577022B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN107409487B (zh) | 2020-07-28 |
| JPWO2016157438A1 (ja) | 2018-01-25 |
| WO2016157438A1 (ja) | 2016-10-06 |
| EP3280239B1 (en) | 2020-12-23 |
| EP3280239A1 (en) | 2018-02-07 |
| CN107409487A (zh) | 2017-11-28 |
| EP3280239A4 (en) | 2018-04-11 |
| US20180072525A1 (en) | 2018-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6603705B2 (ja) | 自動スプライシング装置 | |
| JP6737775B2 (ja) | フィーダの管理装置 | |
| JP6449989B2 (ja) | 自動スプライシング装置及び部品実装機 | |
| JP6577022B2 (ja) | 自動スプライシング装置 | |
| JP6420364B2 (ja) | テープの自動検知装置及び自動検知方法 | |
| JP6714720B2 (ja) | 部品照合システム | |
| JP6710776B2 (ja) | テープ誤装着検知システム | |
| JP6862513B2 (ja) | 自動スプライシング方法 | |
| JP6902608B2 (ja) | テープ装着管理装置及び部品実装システム | |
| JP4728163B2 (ja) | 部品供給装置 | |
| JP6835699B2 (ja) | テープ装着管理装置及びそれを備えた部品実装システム | |
| JP6078557B2 (ja) | 部品供給ユニット | |
| JP6912596B2 (ja) | 報知装置、及び、報知方法 | |
| JP6850357B2 (ja) | 部品供給装置及びテープフィーダー | |
| US11622487B2 (en) | Component shortage detection device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181113 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190821 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6577022 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |